

Strength of Products Made of Ultrafine-Grained Titanium for Bone Osteosynthesis


 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
3. Results
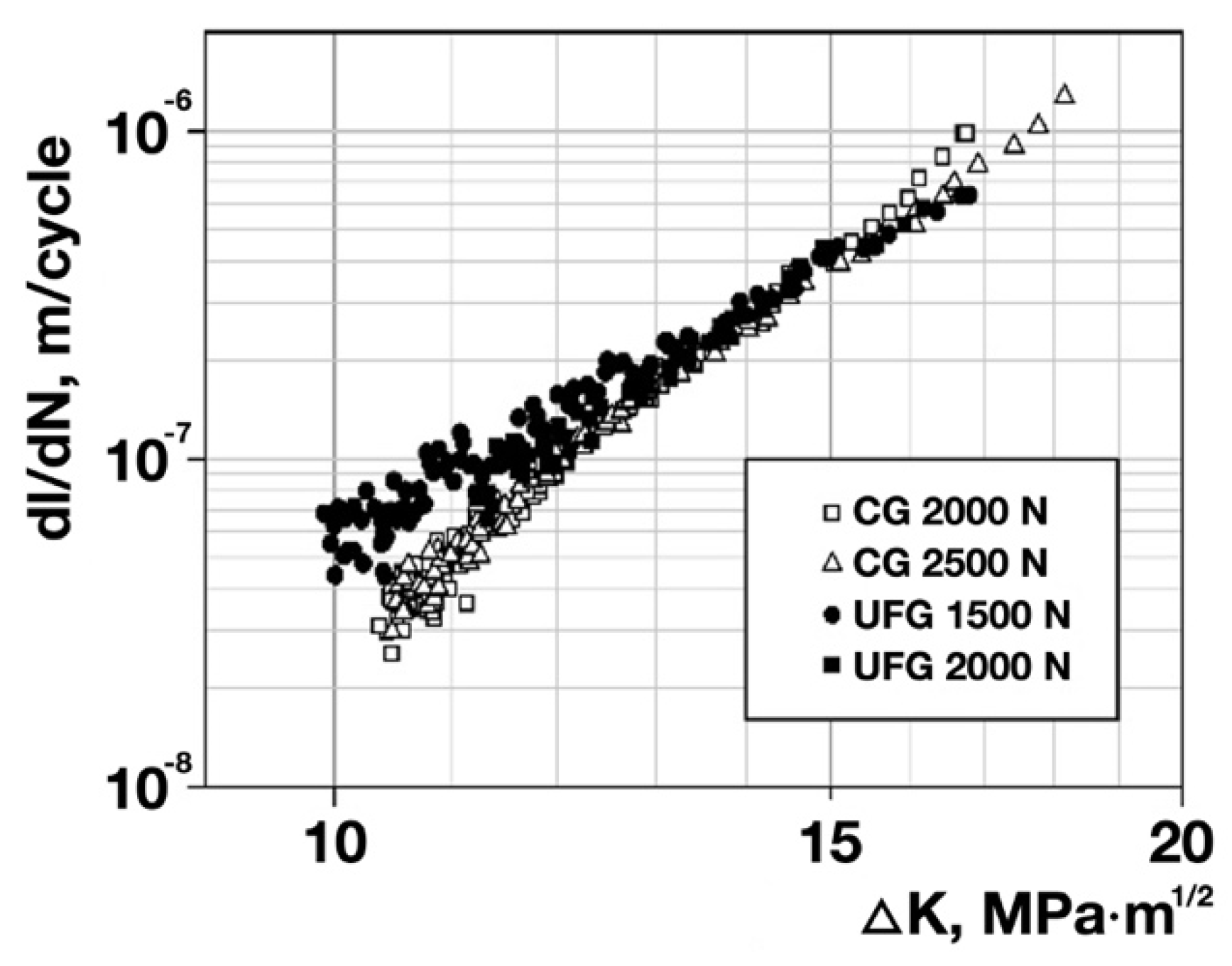
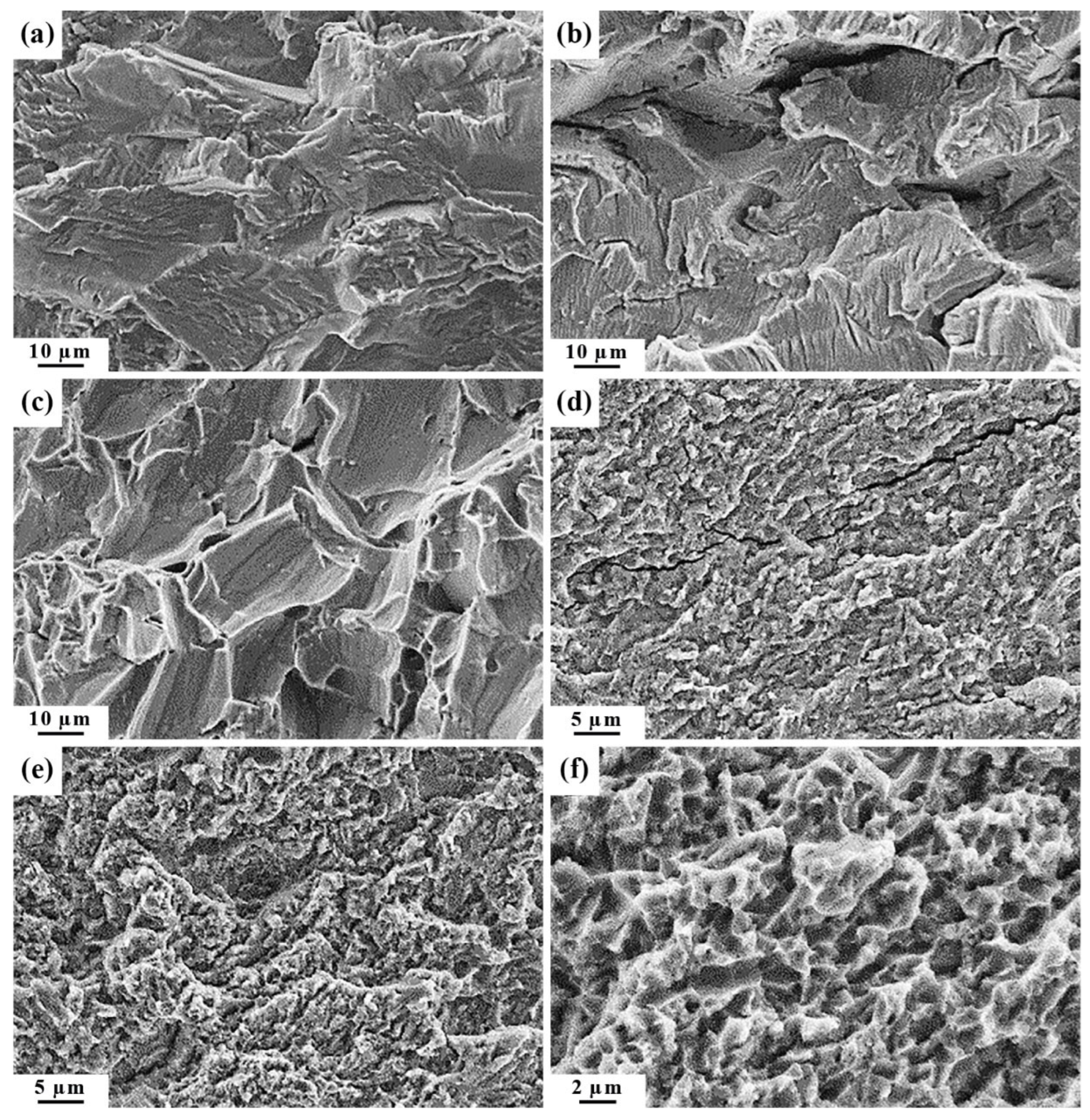
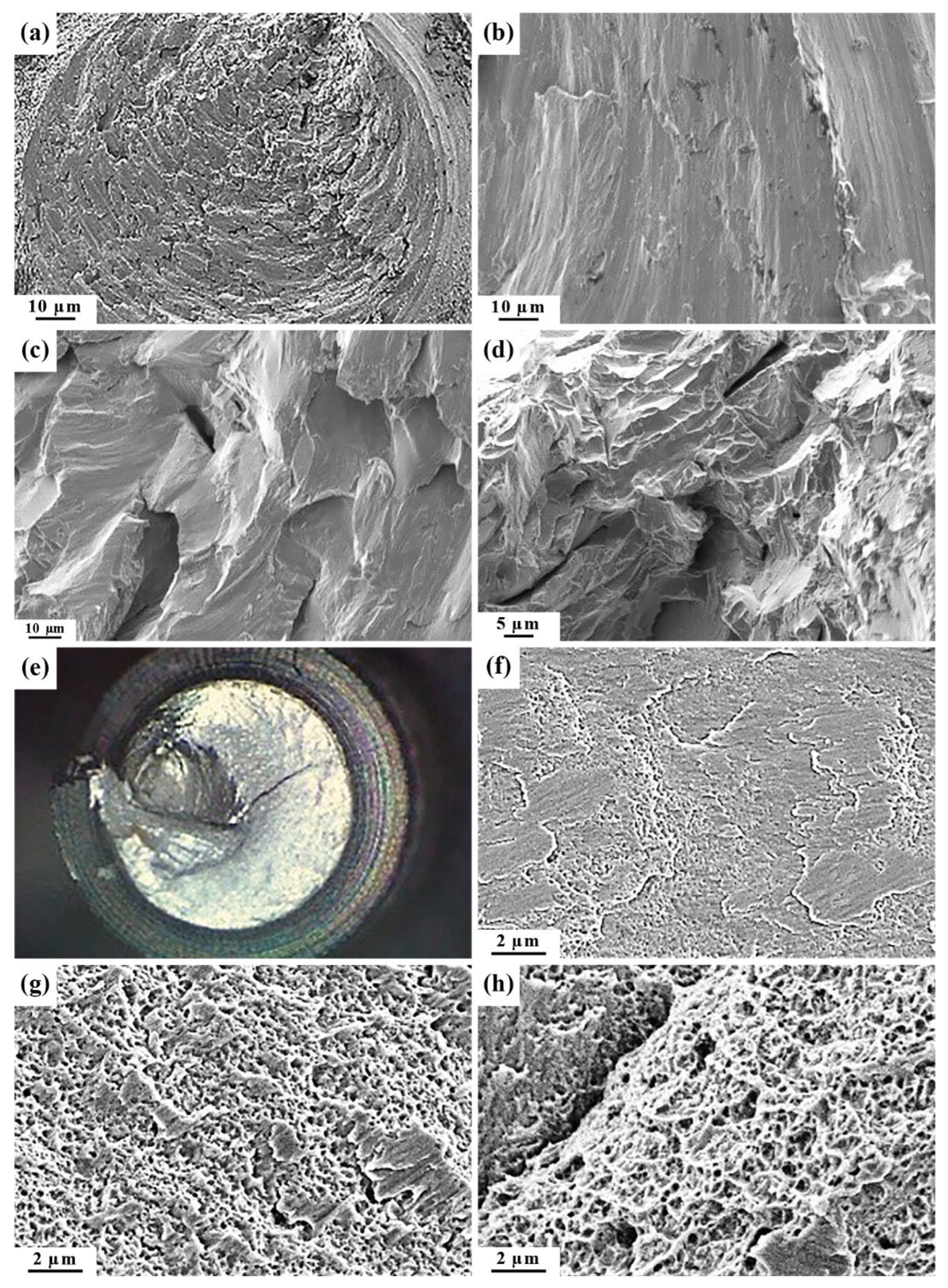
3.1. Fracture Kinetics and Mechanism of UFG Ti in the Low-Cycle Fatigue Region
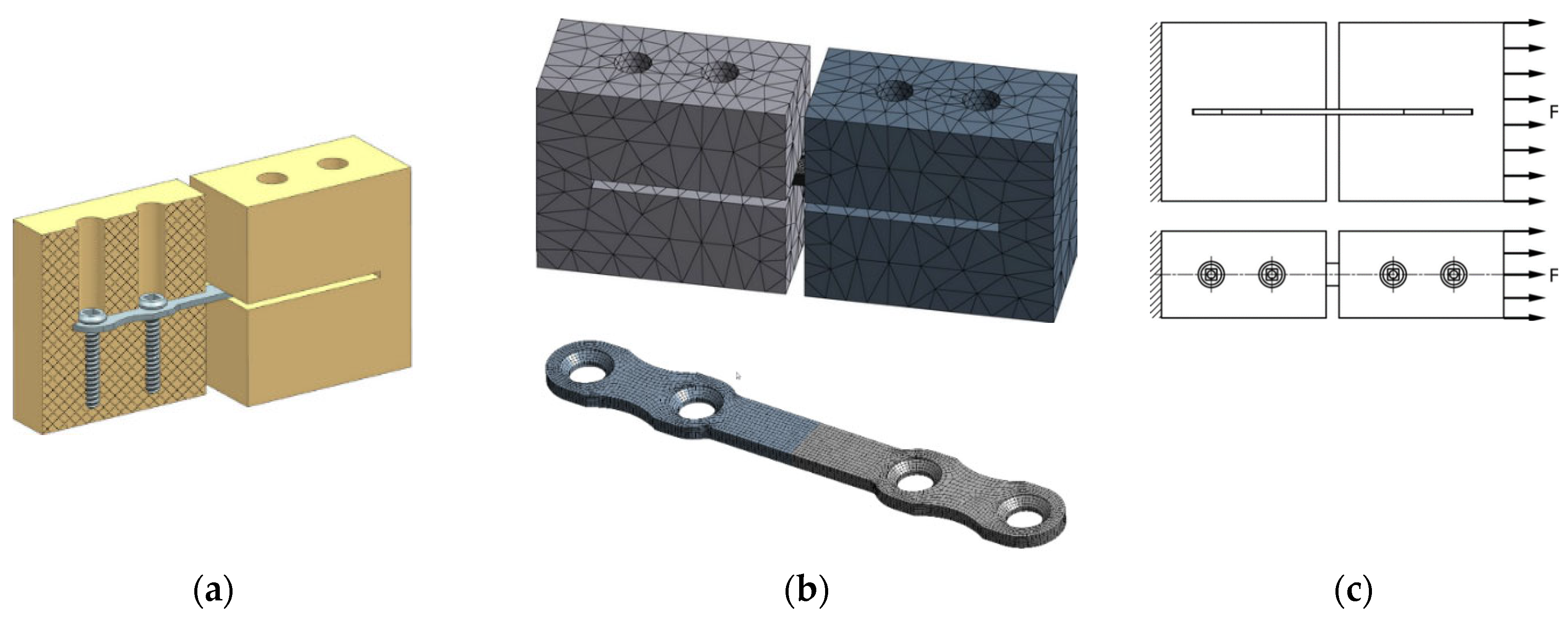
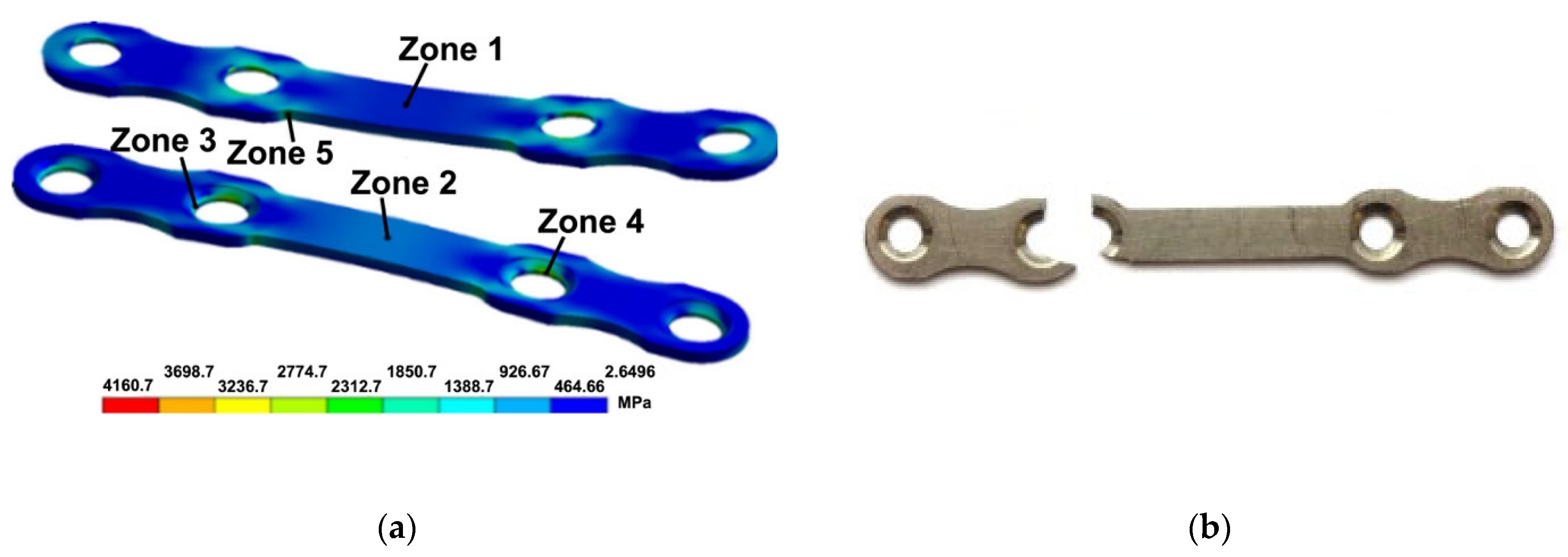
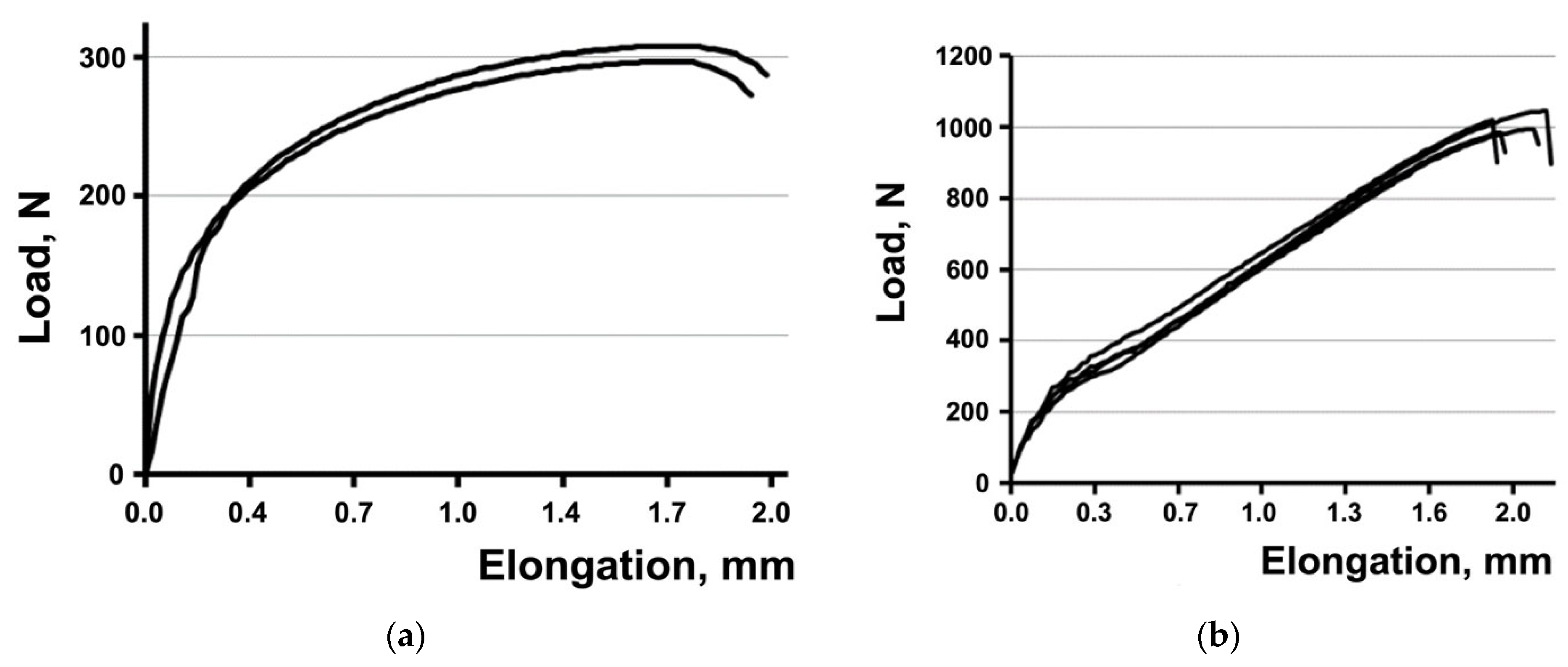
3.2. Tensile and Fatigue Strength Tests of the Plates
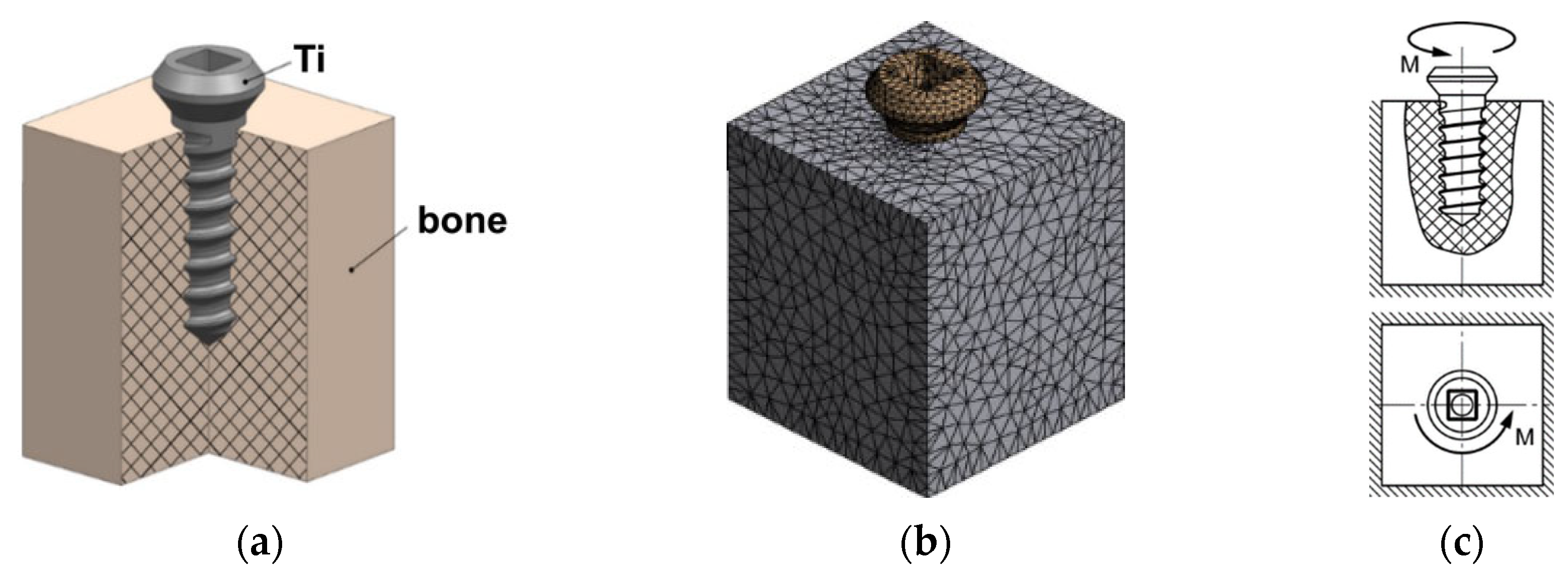
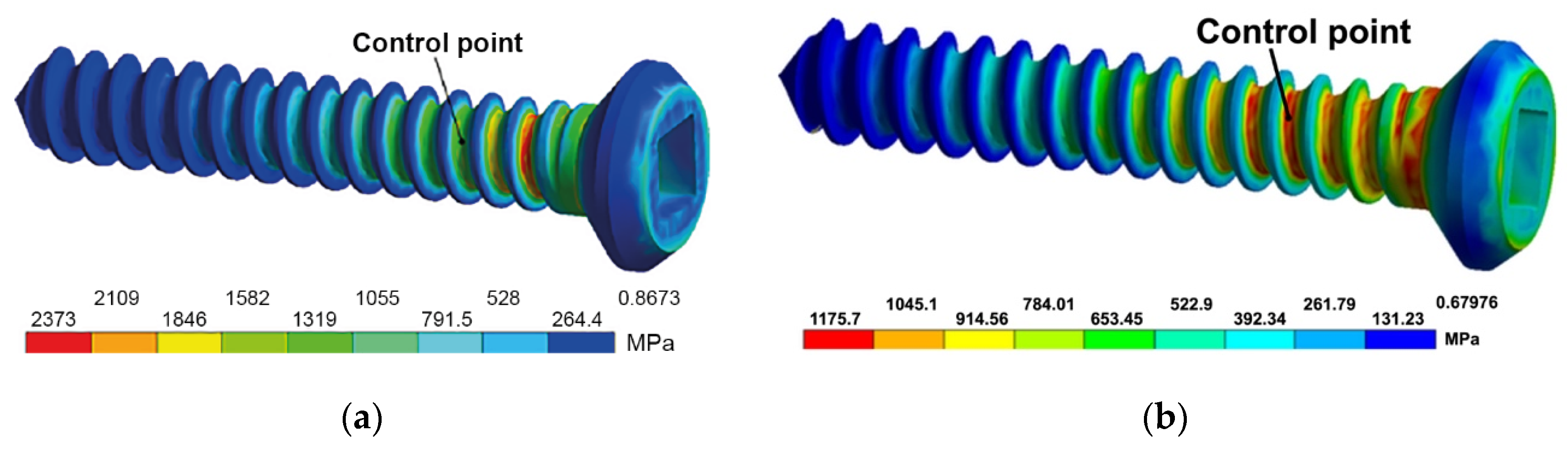
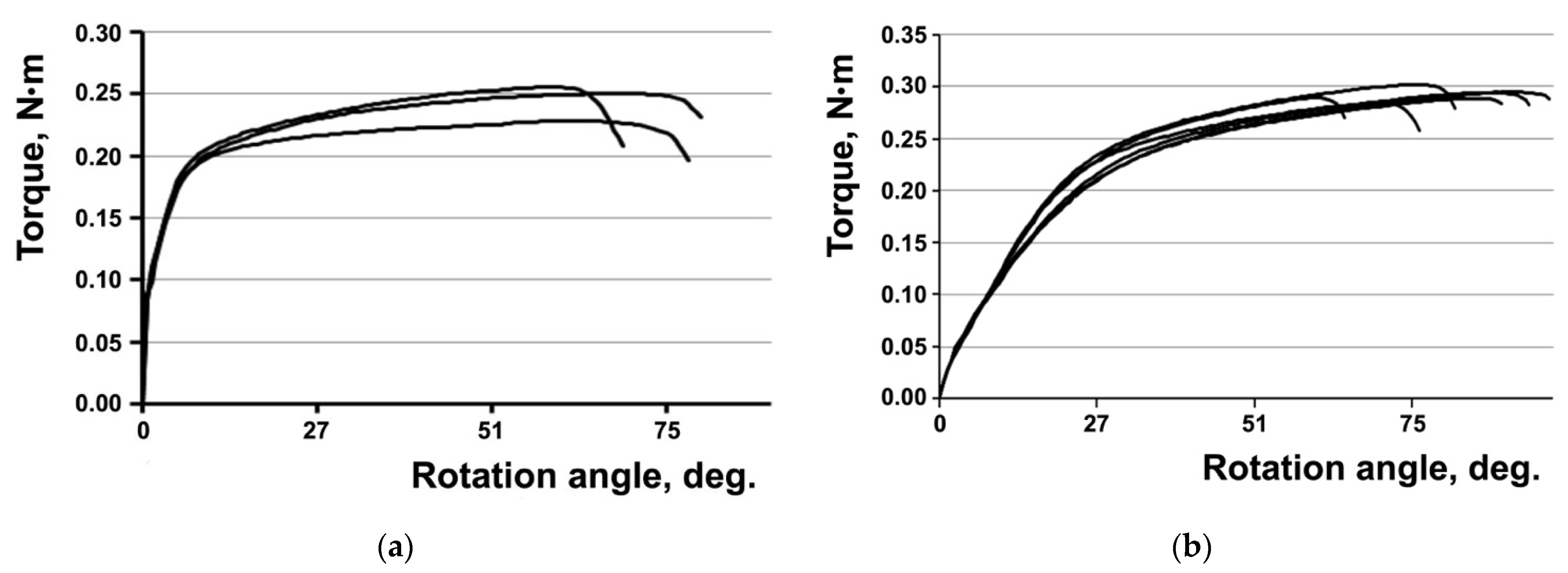
3.3. Torsion Tests of the Screws
4. Discussion
5. Conclusions
- Analysis of the kinetic diagrams of fatigue fracture for CG and UFG Ti shows that at the same stress intensity coefficient ΔK, the fatigue crack propagation rates of CG and UFG Ti in the middle part of the kinetic diagram are approximately equal to each other. The coefficient n in the Paris equation describing the straight-line portion of the kinetic diagrams is lower for UFG Ti than for CG Ti (5.2 vs. 6.8). Consequently, UFG Ti is less sensitive to cyclic overloads emerging during the operation of medical products.
- The tests of the plates show that the UFG Ti plates withstood a stress 3.5 higher than the CG Ti plates and a number of loading cycles to failure 2.8 larger than the CG Ti plates.
- The results of the modeling and evaluation of the stress–strain state in the plates during tension show, in particular, the localization of equivalent stresses observed in the areas of hole edges and at fillets in the plates from both CG and UFG Ti. The performed tensile tests of the plates confirm the presence of weak sites in the plates in the area of holes where fracture occurred in all the plates subjected to both tensile and fatigue strength tests.
- The torsion mechanical tests of the screws show that the torque leading to the fracture of the UFG Ti screws is slightly (1.2 times) higher than the torque of the CG Ti screws. That being said, the rotation angles of the screws from CG and UFG Ti are approximately equal to each other.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Froes, F.; Qian, M. (Eds.) Titanium in Medical and Dental Applications, 1st ed.; Woodhead Publishing: Sawston, UK, 2018; p. 608. [Google Scholar]
- Safavi, M.S.; Bordbar-Khiabani, A.; Khalil-Allafi, J.; Mozafari, M.; Visai, L. Additive manufacturing: An Opportunity for the fabrication of near-net-shape NiTi implants. J. Manuf. Mater. Process. 2022, 6, 65. [Google Scholar] [CrossRef]
- Fujishiro, T.; Moojen, D.J.; Kobayashi, N.; Dhert, W.J.; Bauer, T.W. Perivascular and diffuse lymphocytic inflammation are not specific for failed metal-on-metal hip implants. Clin. Orthop. Relat. Res. 2011, 469, 1127–1133. [Google Scholar] [CrossRef] [PubMed]
- Bondarenko, A.V.; Raspopova, E.A.; Peleganchuk, V.A. Fracture of implants in the osteosynthesis of long bone fractures. J. Traumatol. Orthop. 2004, 2, 41–43. [Google Scholar]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2014; p. 440. [Google Scholar]
- Valiev, R.Z.; Straumal, B.; Langdon, T.G. Using severe plastic deformation to produce nanostructured materials with superior properties. Ann. Rev. Mater. Res. 2022, 52, 357–382. [Google Scholar] [CrossRef]
- Rosochowski, A. (Ed.) Severe Plastic Deformation Technology, 1st ed.; Whittles Publishing: Dunbeath, UK, 2017; p. 272. [Google Scholar]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Semenova, I.P.; Klevtsov, G.V.; Klevtsova, N.A.; Dyakonov, G.S.; Matchin, A.A.; Valiev, R.Z. Nanostructured titanium for maxillofacial mini-implants. Adv. Eng. Mater. 2016, 18, 1216–1224. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Three strategies to achieve uniform tensile deformation in a nanostructured metal. Acta Mater. 2004, 52, 1699–1709. [Google Scholar] [CrossRef]
- Ovid’ko, I.A.; Langdon, T.G. Enhanced ductility of nanocrystalline and ultrafine-grained metals. Rev. Adv. Mater. Sci. 2012, 30, 103–111. [Google Scholar]
- Elias, C.N.; Fernandes, D.J.; Souza, F.M.; Monteiro, E.D.; Biasi, R.S. Mechanical and clinical properties of titanium and titanium-based alloys (Ti G2, Ti G4 cold worked nanostructured and Ti G5) for biomedical applications. J. Mater. Res. Technol. 2019, 8, 1060–1069. [Google Scholar] [CrossRef]
- Klevtsov, G.V.; Valiev, R.Z.; Klevtsova, N.A.; Tyurkov, M.N.; Linderov, M.L.; Abramova, M.M.; Raab, A.G.; Minasov, T.B. Strength and fracture mechanism of an ultrafine-grained austenitic steel for medical applications. Materials 2021, 14, 7739. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic deformation: An overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Zehetbauer, M.J.; Zhu, Y.T. (Eds.) Bulk Nanostructured Materials; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2009. [Google Scholar]
- Chung, C.S.; Kim, J.K.; Kim, H.K.; Kim, W.J. Improvement of high-cycle fatigue life in a 6061 Al alloy produced by equal channel angular pressing. Mater. Sci. Eng. A 2002, 337, 39–44. [Google Scholar] [CrossRef]
- Vinogradov, A.; Nagasaki, S.; Patland, V.; Kitagawa, K.; Kawazoe, M. Fatigue properties of 5056 Al-Mg alloy produced by equal-channel angular pressing. Nanostruct. Mater. 1999, 11, 925–934. [Google Scholar] [CrossRef]
- Pao, P.S.; Jones, H.N.; Cheng, S.F.; Feng, C.R. Fatigue crack propagation in ultrafine grained Al-Mg alloy. Int. J. Fatigue 2004, 27, 1164–1169. [Google Scholar] [CrossRef]
- Cavaliere, P. Fatigue properties and crack behavior of ultra-fine and nanocrystalline pure metals. Int. J. Fatigue 1999, 31, 1476–1489. [Google Scholar] [CrossRef]
- Collini, L. Fatigue crack growth resistance of ECAP ultrafine-grained copper. Eng. Frac. Mech. 2010, 77, 1001–1011. [Google Scholar] [CrossRef]
- Kim, H.K.; Choi, M.I.; Chung, C.S.; Shin, D.H. Fatigue properties of ultrafine grained low carbon steel produced by equal channel angular pressing. Mater. Sci. Eng. A 2003, 340, 243–250. [Google Scholar] [CrossRef]
- Hanlon, T.; Tabachnikova, E.D.; Suresh, S. Fatigue behavior of nanocrystalline metals and alloys. Int. J. Fatigue 2005, 27, 1147–1158. [Google Scholar] [CrossRef]
- Meyer, L.W.; Sommer, K.; Halle, T.; Hockauf, M. Crack growth in ultrafine-grained AA6063 produced by equal-channel angular pressing. J. Mater. Sci. 2008, 43, 7426–7431. [Google Scholar] [CrossRef]
- Mughrabi, H.; Höppel, H.W.; Kautz, M. Fatigue and microstructure of ultrafine-grained metals produced by severe plastic deformation. Scripta Mater. 2004, 51, 807–812. [Google Scholar] [CrossRef]
- Meyer, L.W.; Sommer, K.; Halle, T.; Hockauf, M. Microstructure and mechanical properties affecting crack growth behavior in AA6060 produced by equal-channel angular extrusion. Mater. Sci. Forum 2008, 584–586, 815–820. [Google Scholar]
- Semenova, I.P.; Salimgareeva, G.K.; Latysh, V.V.; Lowe, T.; Valiev, R.Z. Enhanced fatigue strength of commercially pure Ti processed by severe plastic deformation. Mater. Sci. Eng. A 2009, 503, 92–95. [Google Scholar] [CrossRef]
- Saitova, L.R.; Höppel, H.W.; Göken, M.; Kilmametov, A.R.; Semenova, I.P.; Valiev, R.Z. Cycling of ultrafine-grained Ti-6Al-4V ELI alloy: Microstructural changes and enhanced fatigue limit. Mater. Sci. Forum 2008, 584–586, 827–832. [Google Scholar]
- Elias, C.N.; Oshida, Y.; Lima, J.H.C.; Muller, C.A. Relationship between surface properties (roughness, wettability and morphology) of titanium and dental implant removal torque. J. Mech. Behav. Biomed. Mater. 2008, 1, 234–242. [Google Scholar] [CrossRef]
- GOST R 50581-93 (ISO 6475-89); Implants for Surgery. Metal Bone Screws with Asymmetrical Thread and Spherical Under-Surface Mechanical Requirements and Test Methods. Izdatelstvo Standartov: Moscow, Russia, 1995; p. 8.
- GOST R 50582-93 (ISO 2835-91); Implants for Surgery. Metal Bone Screws with Hexogonal Drive Connection, Spherical Under-Surface of Head Asymmetrical Thread. Dimensions. Izdatelstvo Standartov: Moscow, Russia, 1995; p. 10.
- Botvina, L.R. Fracture Kinetics of Structural Materials; Nauka: Moscow, Russia, 1989; p. 230. [Google Scholar]
- Klevtsov, G.V.; Botvina, L.R.; Klevtsova, N.A.; Limar, L.V. Fractodiagnostics of Fracture of Metallic Materials and Structures; MISiS: Moscow, Russia, 2007; p. 264. [Google Scholar]
- Meisner, S.N.; Kotenko, M.V.; Kopysova, V.A.; Yaremenko, A.I.; Ratkin, I.K. Feature of damage of implants from metallic alloys. Zabaikalsky Med. Bull. 2016, 1, 59–68. [Google Scholar]
- Broek, D. Elementary Engineering Fracture Mechanics; Noordhoff International Publishing: Leyden, The Netherlands, 1974; p. 408. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | dmean, μm | HB | σB, MPa, during Tension | σ0.2, MPa, during Tension | δ, %, during Tension | τk, MPa, during Torsion | τ0.3, MPa, during Torsion | g, %, during Torsion |
|---|---|---|---|---|---|---|---|---|
| Coarse-grained (CG), annealing | 25 | 255 | 750 ± 10 | 650 ± 30 | 20 ± 0.5 | 920 ± 37 | 641 ± 46 | 154 ± 3.5 |
| Ultrafine-grained (UFG), ECAP-C + D | 0.2 | 293 | 1250 ± 10 | 1100 ± 30 | 11 ± 0.5 | 1014 ± 24 | 831 ± 18 | 87 ± 2.0 |
| Titanium–Titanium Junction | Titanium–Bone Junction | Steel–Bone Junction |
|---|---|---|
| k = 0.36 | k = 0.3 | k = 0.36 |
| State | Equation |
|---|---|
| CG Ti | |
| UFG Ti |
| Material | Load, N | Elongation, mm |
|---|---|---|
| CG Ti | 302 ± 5.0 | 1.95 ± 0.05 |
| UFG Ti | 1011 ± 12 | 2.04 ± 0.13 |
| Material | Number of Cycles to Failure |
|---|---|
| CG Ti | (4.6 ± 2.0) × 103 |
| UFG Ti | (1.3 ± 0.3) × 104 |
| Material | Torque, N·m | Rotation Angle, deg. |
|---|---|---|
| CG Ti | 0.24 ± 0.01 | 69 ± 8 |
| UFG Ti | 0.29 ± 0.01 | 80 ± 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klevtsov, G.V.; Valiev, R.Z.; Rezyapova, L.R.; Klevtsova, N.A.; Tyurkov, M.N.; Linderov, M.L.; Fesenyuk, M.V.; Frolova, O.A. Strength of Products Made of Ultrafine-Grained Titanium for Bone Osteosynthesis. Materials 2022, 15, 8403. https://doi.org/10.3390/ma15238403
Klevtsov GV, Valiev RZ, Rezyapova LR, Klevtsova NA, Tyurkov MN, Linderov ML, Fesenyuk MV, Frolova OA. Strength of Products Made of Ultrafine-Grained Titanium for Bone Osteosynthesis. Materials. 2022; 15(23):8403. https://doi.org/10.3390/ma15238403
Chicago/Turabian StyleKlevtsov, Gennadiy V., Ruslan Z. Valiev, Luiza R. Rezyapova, Natal’ya A. Klevtsova, Maksim N. Tyurkov, Mikhail L. Linderov, Maksim V. Fesenyuk, and Olesya A. Frolova. 2022. "Strength of Products Made of Ultrafine-Grained Titanium for Bone Osteosynthesis" Materials 15, no. 23: 8403. https://doi.org/10.3390/ma15238403
APA StyleKlevtsov, G. V., Valiev, R. Z., Rezyapova, L. R., Klevtsova, N. A., Tyurkov, M. N., Linderov, M. L., Fesenyuk, M. V., & Frolova, O. A. (2022). Strength of Products Made of Ultrafine-Grained Titanium for Bone Osteosynthesis. Materials, 15(23), 8403. https://doi.org/10.3390/ma15238403