
Development of a CT Image Analysis Model for Cast Iron Products Based on Artificial Intelligence Methods

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
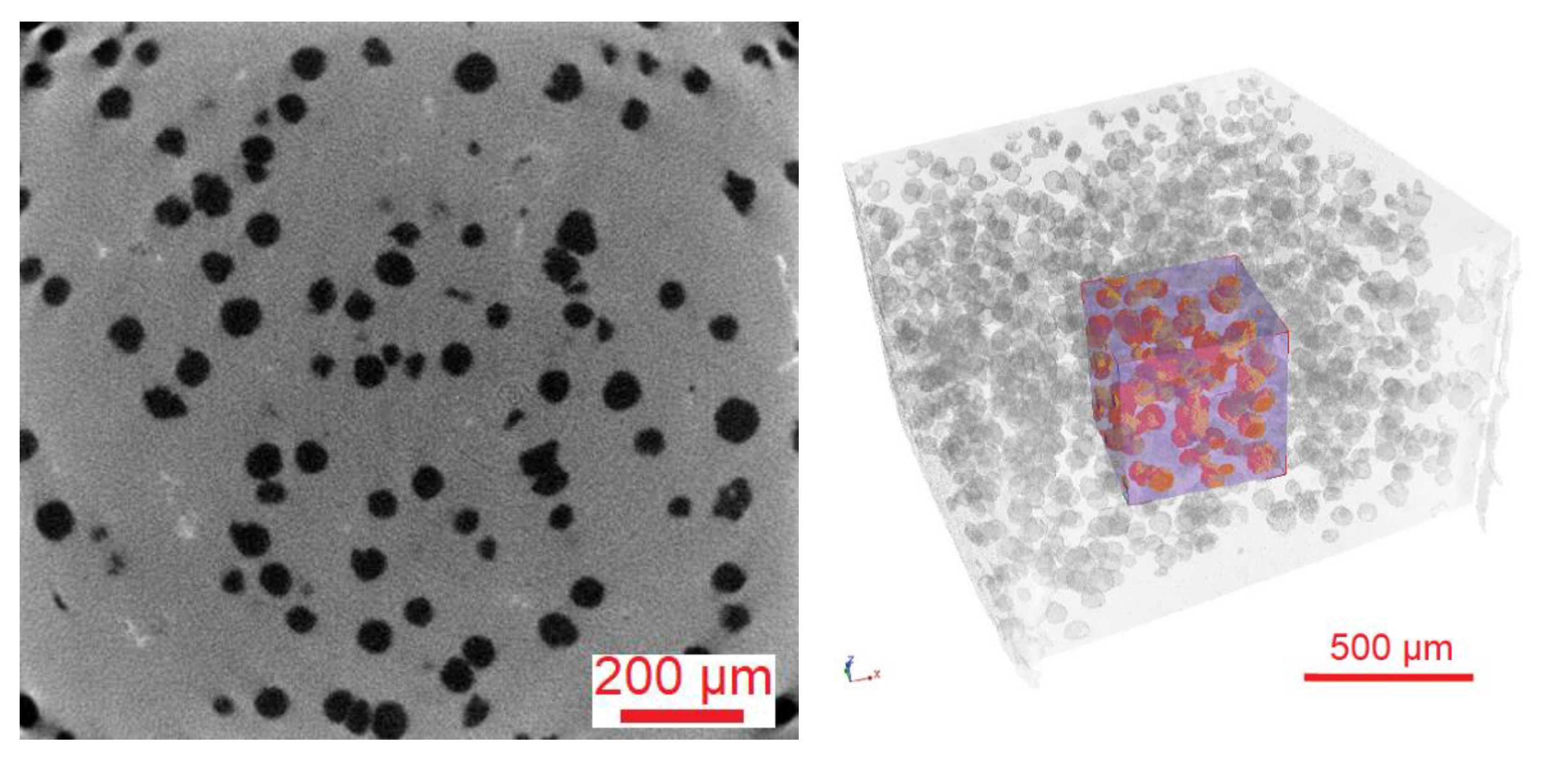
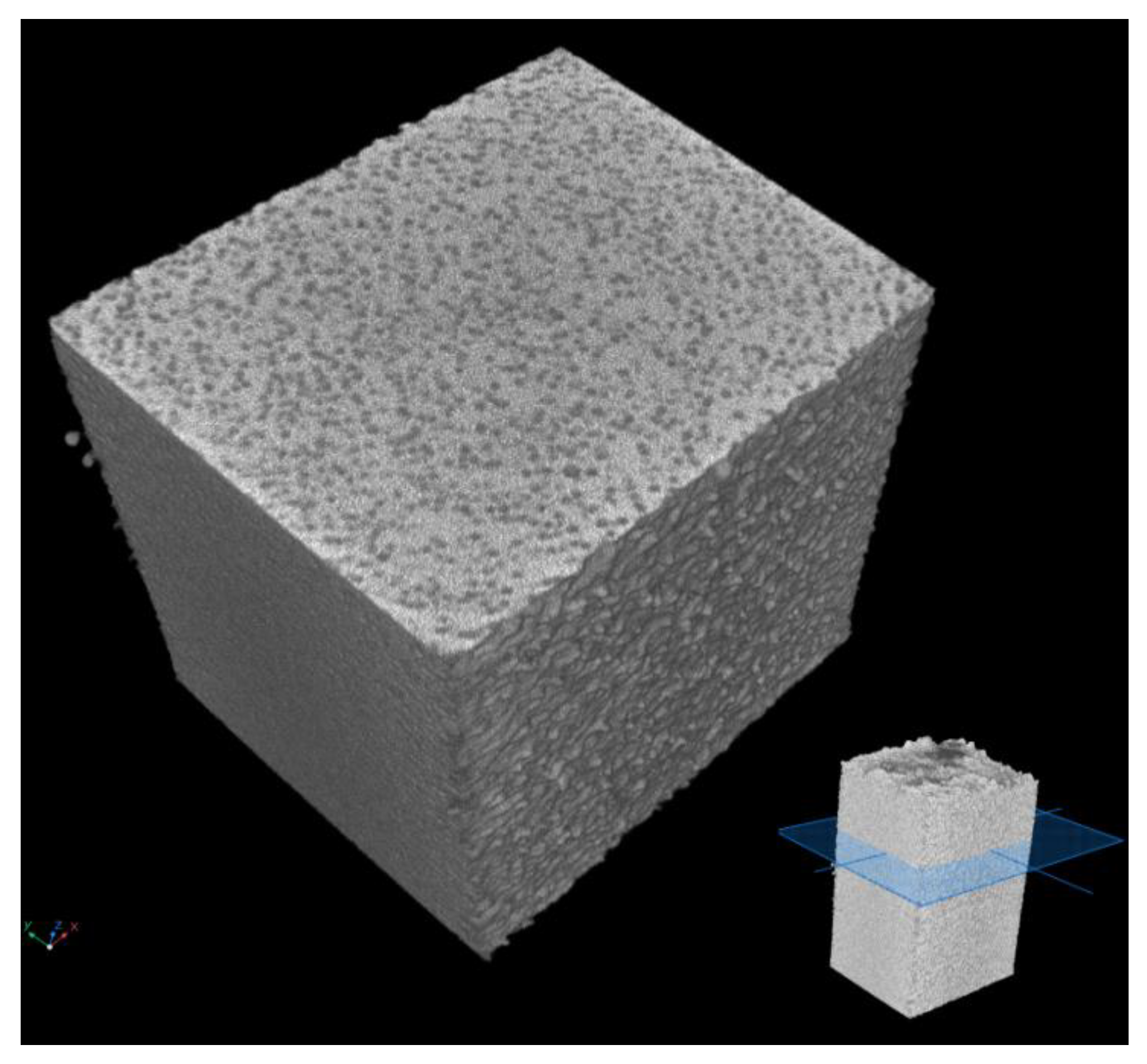
2.1. Tomograph
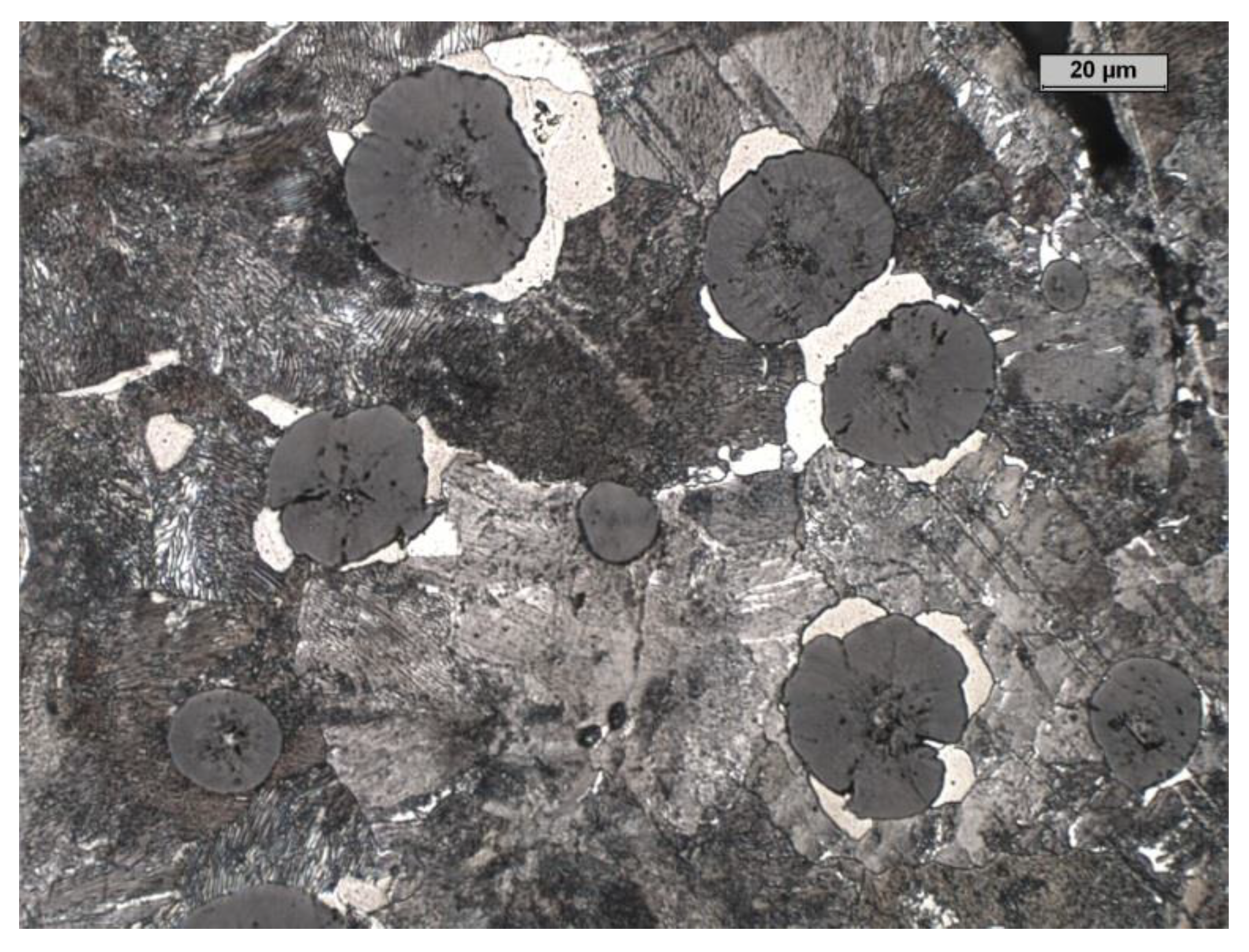
2.2. Tested Material
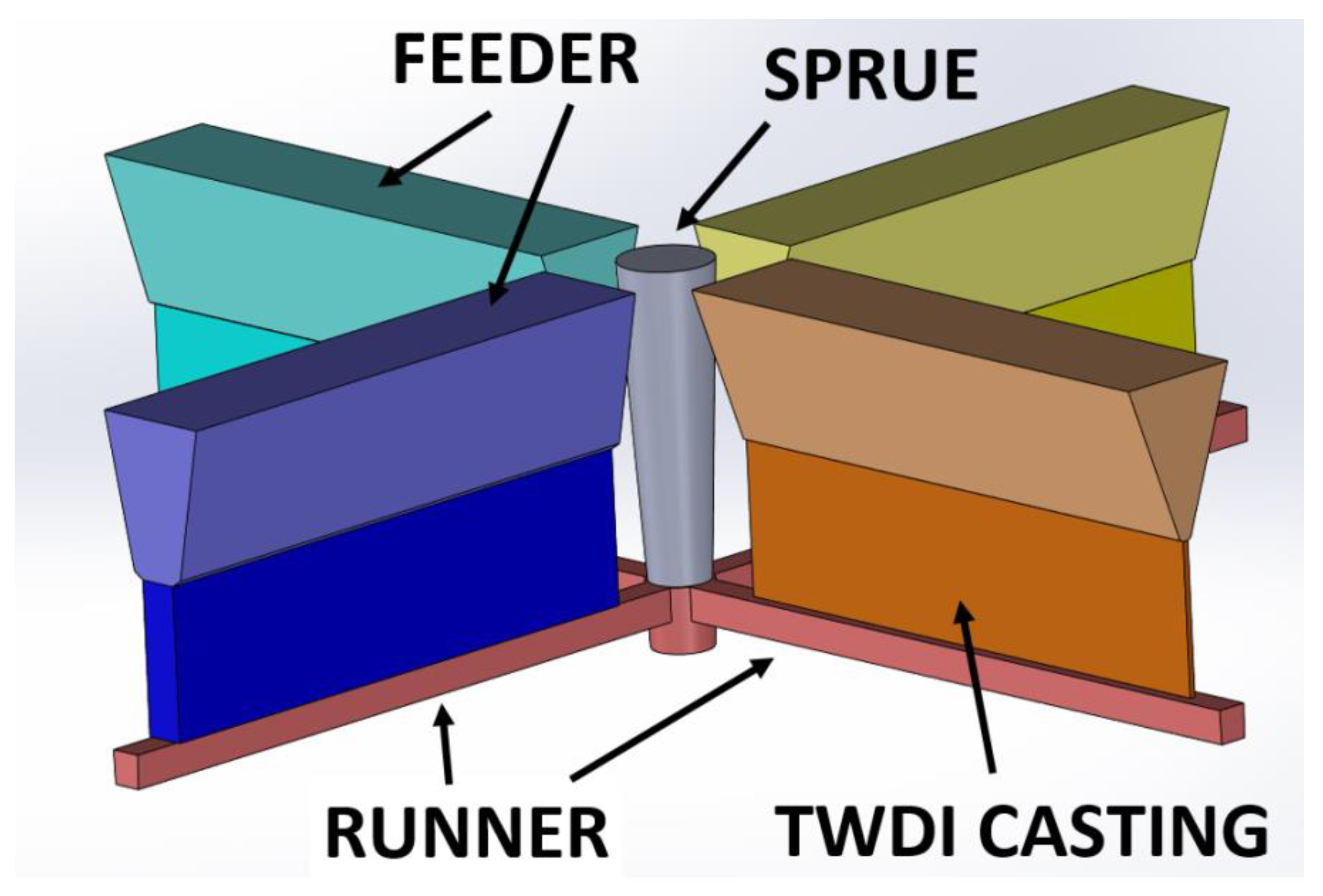
2.3. Work Scenario
2.4. Learning Process
- Three subsets were separated from the main set: teaching, validation, and testing in the proportion of 70%–10%–20%;
- The image size was standardized to 350 by 350 pixels;
- Converting images to grayscale. Given that CT images are grayscale images, the use of RGB is ineffective. Reducing the dimensions of the color scale representation from three to one significantly improves the efficiency of the training process as the network has less data to process.
3. Results
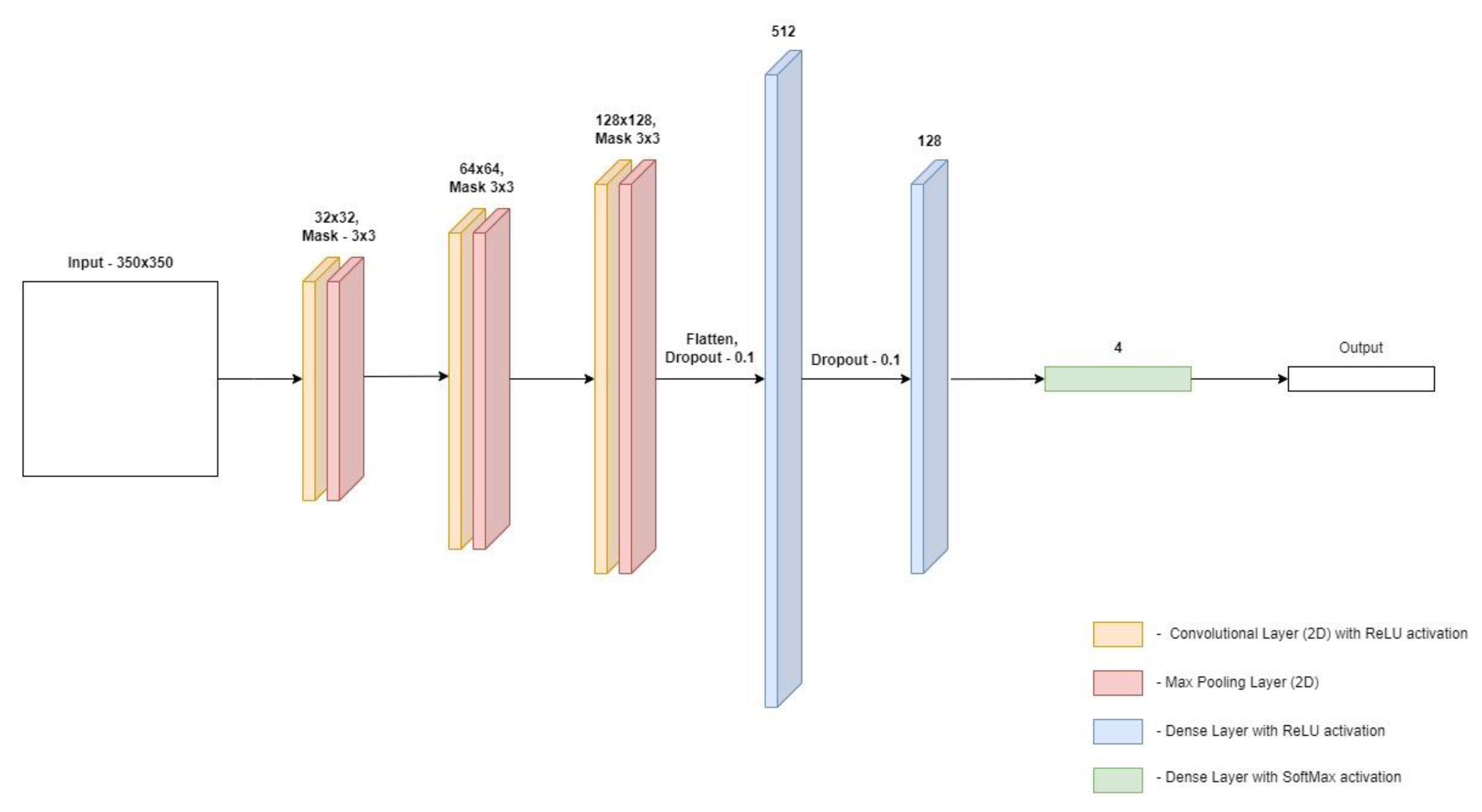
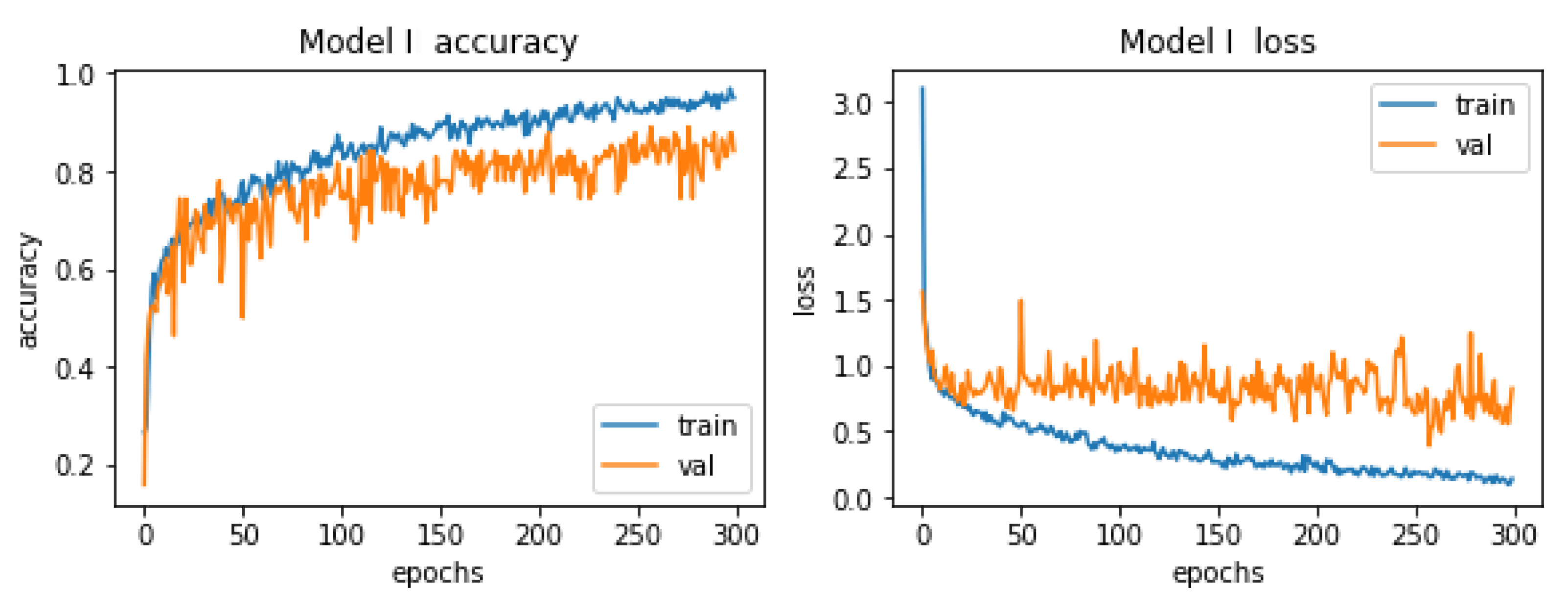
3.1. Results for Model Number 1
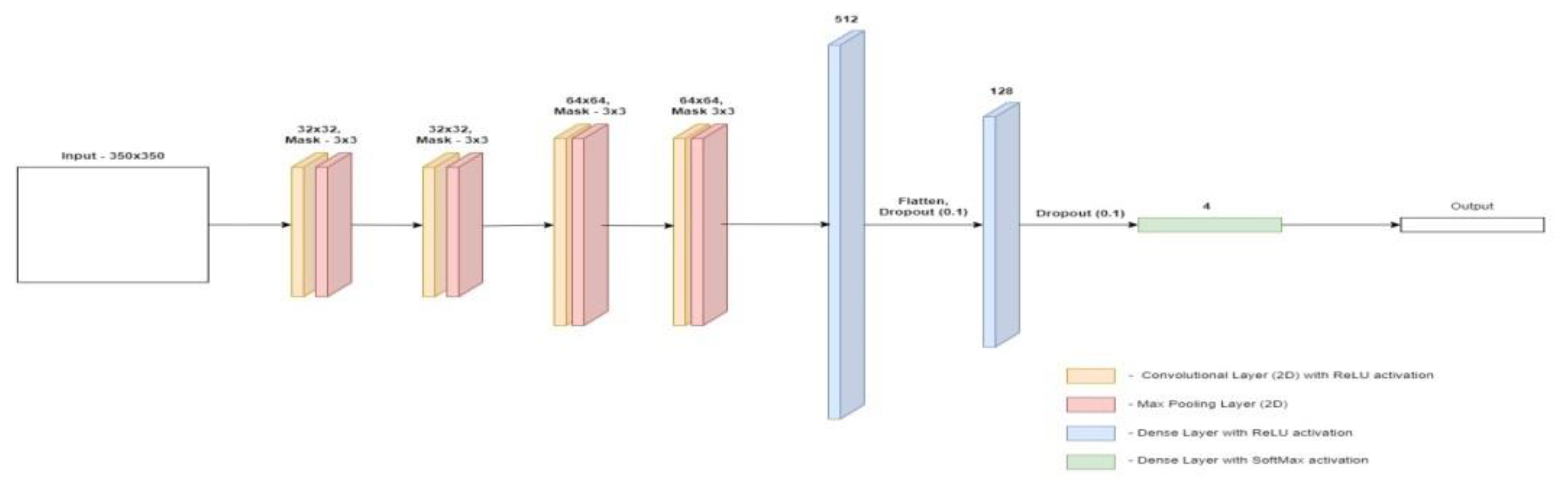
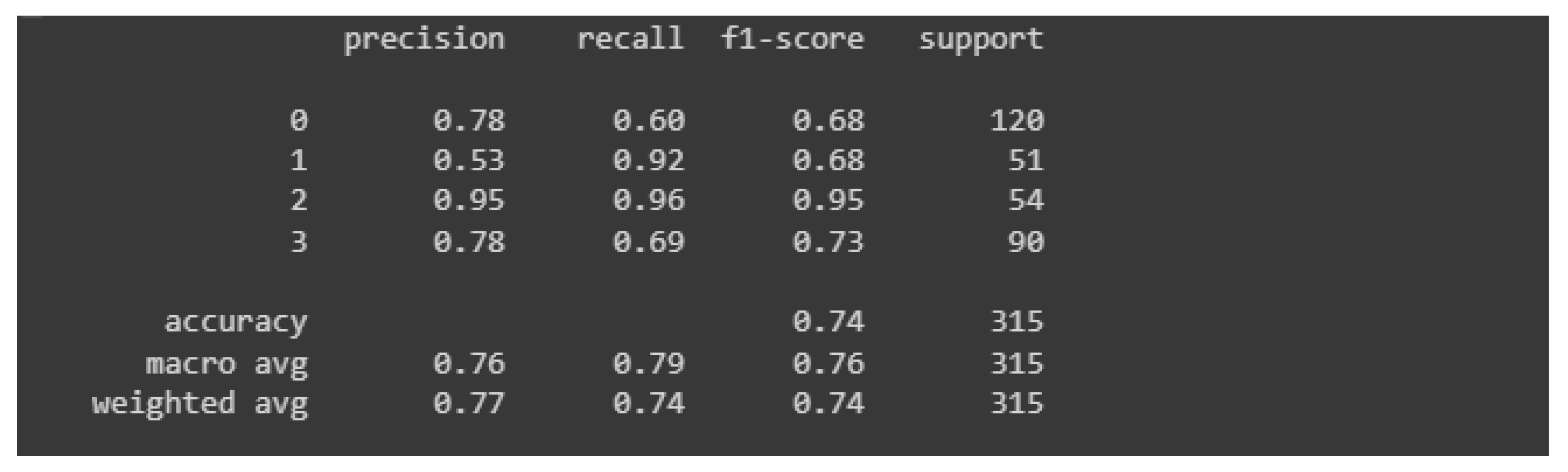
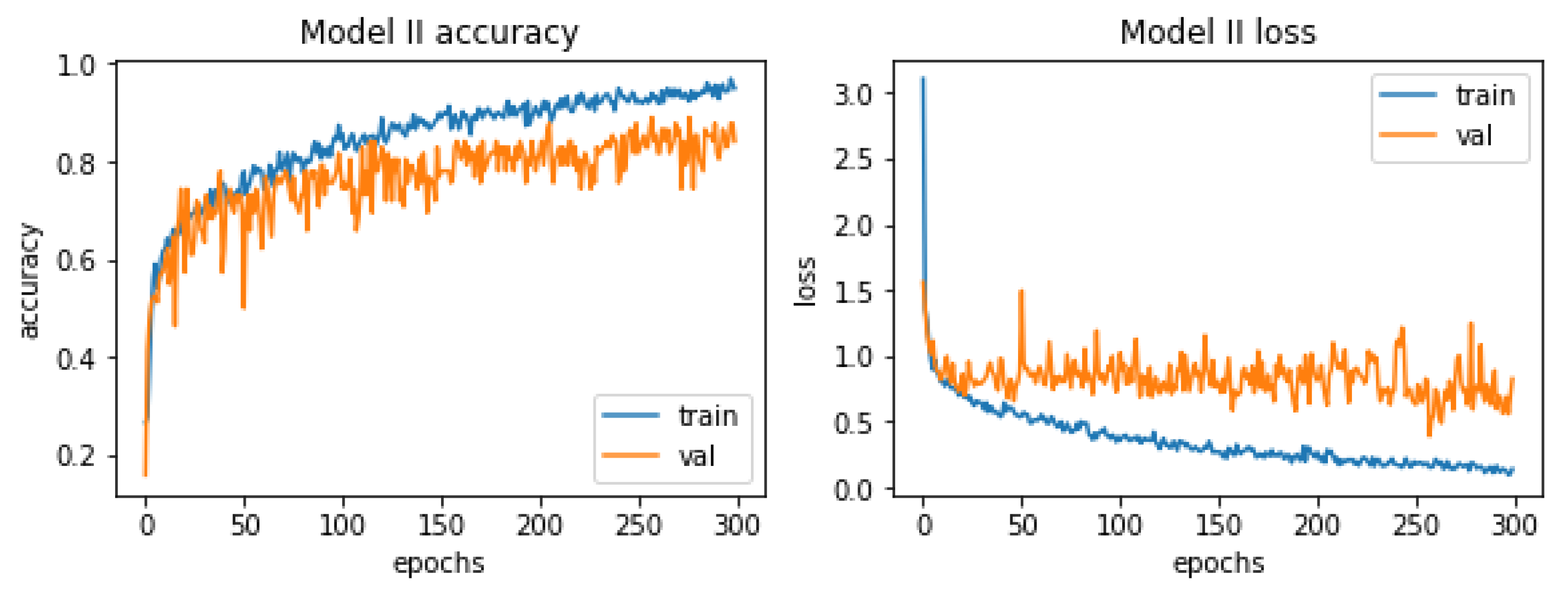
3.2. Results for Model Number 2
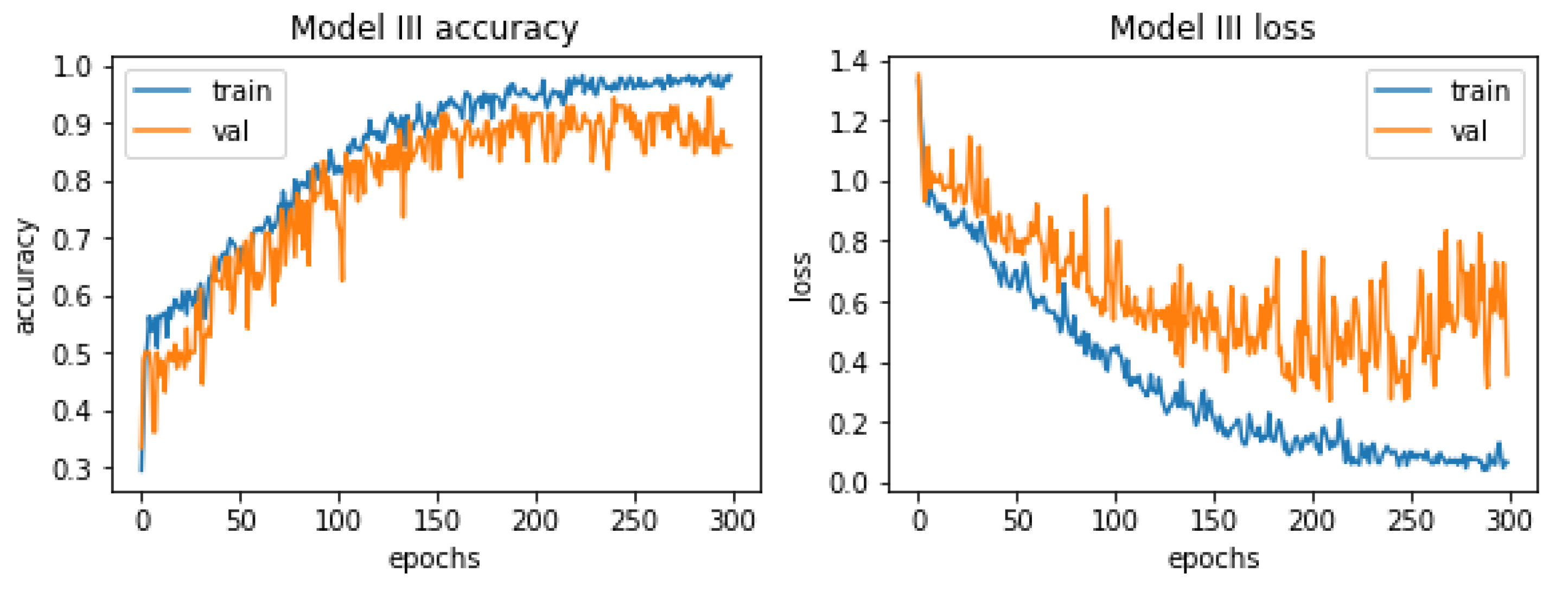
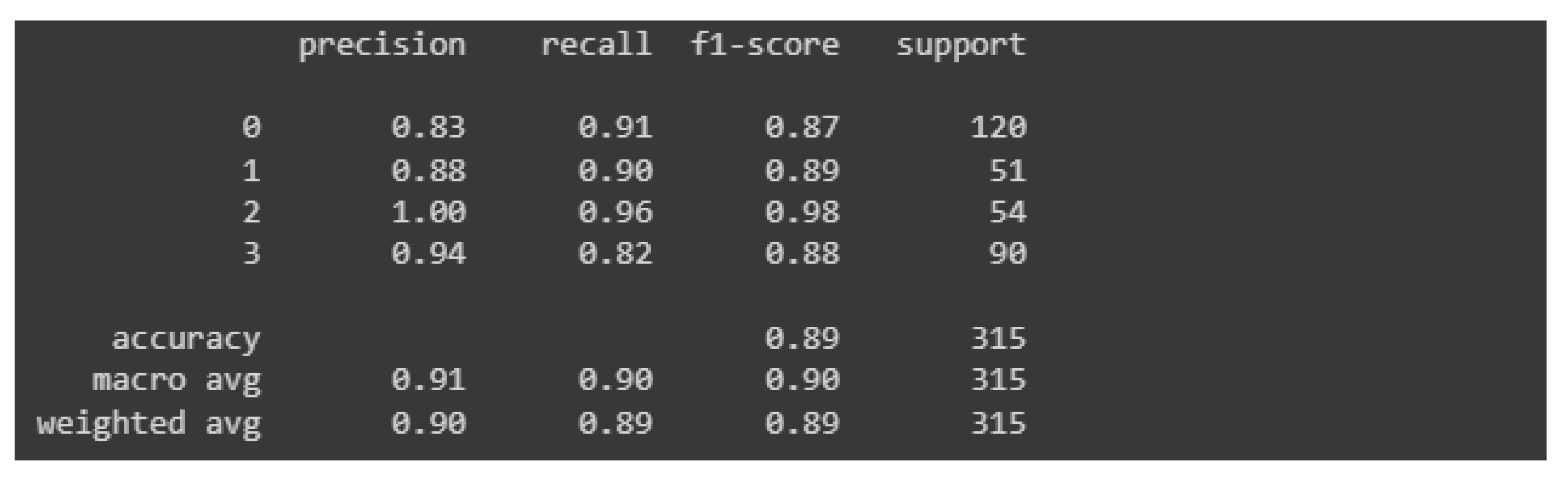
3.3. Results for Model Number 3
4. Discussion
5. Conclusions
- Validation of input data using the so-called “main validators”;
- Validation of the temperatures used during the manufacturing process in the context of the expected alloy grade;
- Assessment of the percentage of the most important elements in relation to the chemical composition of ductile iron;
- Assessment of the length of the austenitization process in relation to the thickness of the sample walls;
- Evaluation of the length of the isothermal transformation process in relation to the wall thickness of the sample;
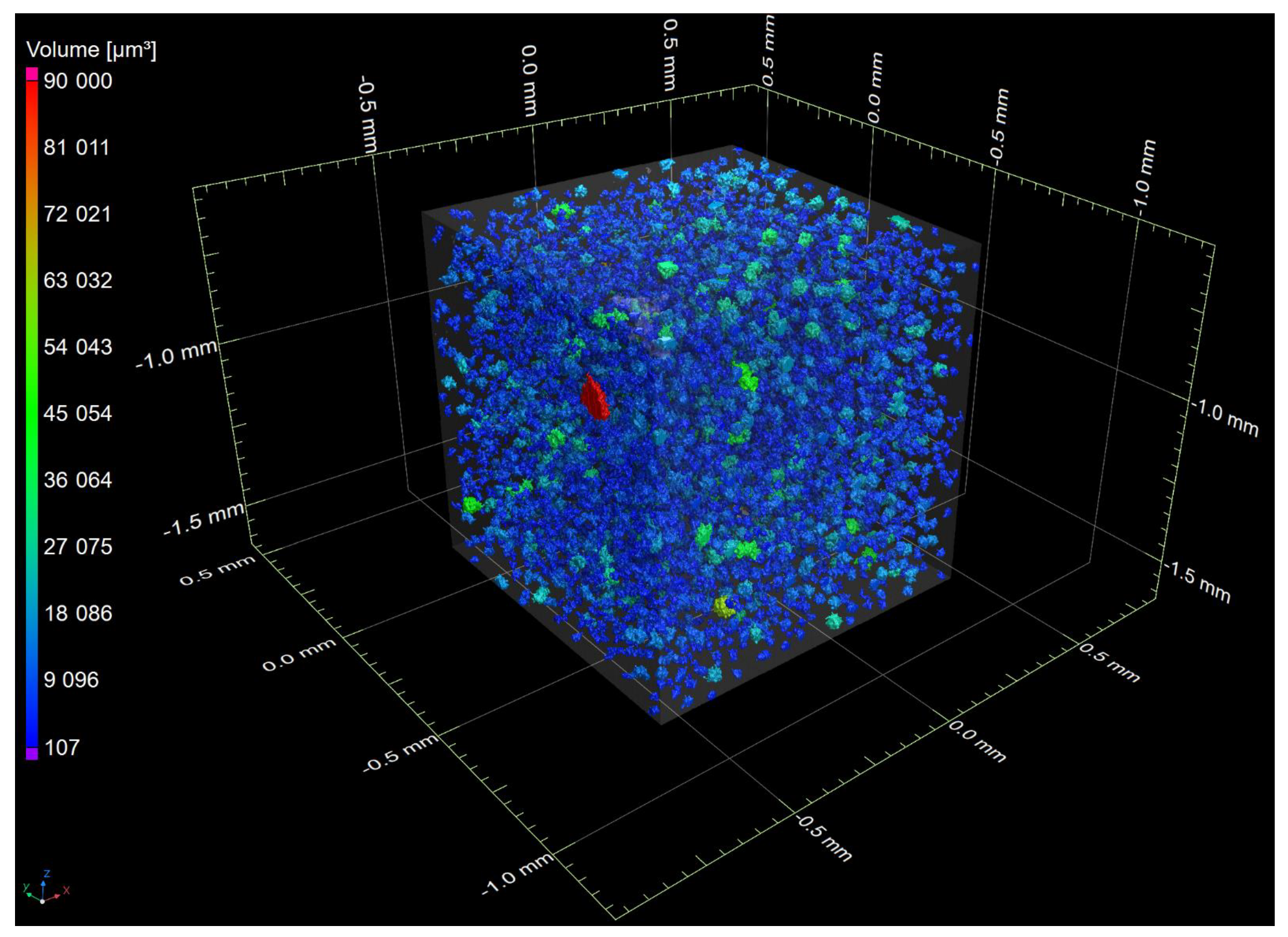
- Analysis of the image from the computer tomograph for the presence of defects in the sample;
- In this article only the last module is described in detail.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeng, Y.; Cao, H.; Ouyang, Q.; Qian, Q. Multi-task learning and data augmentation for negative thermal expansion materials property prediction. Mater. Today Commun. 2021, 27, 102314. [Google Scholar] [CrossRef]
- Huber, N. A Strategy for Dimensionality Reduction and Data Analysis Applied to Microstructure—Property Relationships of Nanoporous Metals. Materials 2021, 14, 1822. [Google Scholar] [CrossRef] [PubMed]
- Liang Du, J.; Li Feng, Y.; Zhang, M. Construction of a machine-learning-based prediction model for mechanical properties of ultra-fine-grained FeeC alloy. J. Mater. Res. Technol. 2021, 15, e4914–e4930. [Google Scholar]
- Jaśkowiec, K.; Wilk-Kołodziejczyk, D.; Śnieżyński, B.; Reczek, W.; Bitka, A.; Małysza, M.; Doroszewski, M.; Pirowski, Z.; Boroń, Ł. Assessment of the Quality and Mechanical Parameters of Castings Using Machine Learning Methods. Materials 2022, 15, 2884. [Google Scholar] [CrossRef] [PubMed]
- Herriotta, C.; Spear, A.D. Predicting microstructure-dependent mechanical properties in additively manufactured metals with machine- and deep-learning methods. Comput. Mater. Sci. 2020, 175, 109599. [Google Scholar] [CrossRef]
- Hasan, M.; Acar, P. Machine learning reinforced microstructure-sensitive prediction of material property closures. Comput. Mater. Sci. 2022, 210, 110930. [Google Scholar] [CrossRef]
- Kruk, A.; Cempura, G.; Lech, S.; Wusatowska-Sarnek, A.M.; Czyrska-Filemonowicz, A. Application of Analytical Electron Microscopy and Tomographic Techniques for Metrology and 3D Imaging of Microstructural Elements in Allvac® 718Plus. In Aerospace, and Industrial Applications; Springer: Cham, Switzerland, 2018; pp. 1035–1050. [Google Scholar]
- Wang, L.; Limodin, N.; Bartali, A.E.; Franc, J.; Witz, O.; Buffiere, J.Y.; Charkaluk, E. Application of Synchrotron Radiation–Computed Tomography In-Situ Observations and Digital Volume Correlation to Study Low-Cycle Fatigue Damage Micromechanisms in Lost Foam Casting A319 Alloy. Metall. Mater. Trans. A 2020, 51, 3843–3857. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, J.; Xia, Y.; Shou, H.; Tan, W.; Han, W.; Liu, W. Porosity quantification for ductility prediction in high pressure die casting, AM60 alloy using 3D X-ray tomography. Mater. Sci. Eng. A 2020, 772, 138781. [Google Scholar] [CrossRef]
- Chuang, C.H.; Singh, D.; Kenesei, P.; Almer, J.; Hryn, J.; Huffc, R. Application of X-ray computed tomography for the characterization of graphite morphology in copact-graphite iron. Mater. Charact. 2018, 141, 442–449. [Google Scholar] [CrossRef]
- Carlton, H.D.; Volkoff-Shoemaker, N.A.; Messner, M.C.; Barton, N.R.; Kumar, M. Incorporating defects into model predictions of metal lattice-structured materials. Mater. Sci. Eng. A 2022, 832, 142427. [Google Scholar] [CrossRef]
- Warmuzek, M.; Boroń, Ł.; Tchórz, A. Aparaturowe i metodologiczne aspekty ilościowej analizy mikrostruktury żeliwa. Pr. Inst. Odlew. 2011, 3, 59–86. [Google Scholar]
- Królikowski, M.; Kwaśniewska-Królikowska, D.; Burbelko, A. Wykorzystanie tomografii komputerowej w defektoskopii odlewów z żeliwa sferoidalnego. Arch. Foundry Eng. 2014, 14, 71–76. [Google Scholar]
- Krzak, I.; Tchórz, A. Zastosowanie rentgenowskiej tomografii komputerowej do wspomagania badań materiałowych odlewów. Pr. Inst. Odlew. 2015, 55, 33–42. [Google Scholar]
- Tadeusiewicz, R.; Korohoda, P. Komputerowa Analiza i Przetwarzanie Obrazów; Wydawnictwo Fundacji Postępu Telekomunikacji: Kraków, Poland, 1997. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pig iron 4 wt.% C; 0.7 wt.% Si; |
| Home scrap ductile iron; |
| Carbourizer; |
| FeMn80, FeSi75; |
| 99.9 pure Cu and Ni; |
| Inoculant-Foundrysil (2–7 mm) (FeSi + Ca, Ba)–0.4% mass (Elkem, Oslo, Norway); |
| Spheroidizing agent-FeSiMg masteralloy Elmag 5800–1.5% mass (Elkem, Oslo, Norway). |
| Medium frequency induction furnace 50 kg capacity; |
| Neutral lining; |
| Overheating temperature—1500 °C; |
| Tapping temperature (FLOTRET process)—1490 °C; |
| Pouring temperature—1420 °C. |
| Chemical Composition, wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Mg | Cu | Ni | Cr |
| 3.30 | 2.60 | 0.2 | 0.055 | 0.006 | 0.04 | 0.8 | 1.5 | 0.05 |
| Voltage = 130 kV; |
| Current = 35 mA; |
| Timing = 500 ms; |
| Voxelsize = 1.25 μm; |
| NumberImages = 2200. |
| No | Difference Vv [%] | Ductile Iron | Graphite Volume Fraction Vv [%] | |
|---|---|---|---|---|
| 1 | 1, 3 | 50%VI4 + 50%V5 | 11, 3 | |
| 2 | 1, 1 | 80%VI5 + 20%V6 | 11, 0 | |
| No | Criterion | Model I | Model II | Model III |
|---|---|---|---|---|
| 1 | Overall accuracy | 74% | 81% | 98% |
| 2 | Good castings considered incorrect | 2 z 54% (4%) | 2 z 54% (4%) | 2 z 54% (4%) |
| 3 | Bad castings considered good | 3 z 261 (1%) | 0 z 261 | 0 z 261 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tchórz, A.; Korona, K.; Krzak, I.; Bitka, A.; Książek, M.; Jaśkowiec, K.; Małysza, M.; Głowacki, M.; Wilk-Kołodziejczyk, D. Development of a CT Image Analysis Model for Cast Iron Products Based on Artificial Intelligence Methods. Materials 2022, 15, 8254. https://doi.org/10.3390/ma15228254
Tchórz A, Korona K, Krzak I, Bitka A, Książek M, Jaśkowiec K, Małysza M, Głowacki M, Wilk-Kołodziejczyk D. Development of a CT Image Analysis Model for Cast Iron Products Based on Artificial Intelligence Methods. Materials. 2022; 15(22):8254. https://doi.org/10.3390/ma15228254
Chicago/Turabian StyleTchórz, Adam, Krzysztof Korona, Izabela Krzak, Adam Bitka, Marzanna Książek, Krzysztof Jaśkowiec, Marcin Małysza, Mirosław Głowacki, and Dorota Wilk-Kołodziejczyk. 2022. "Development of a CT Image Analysis Model for Cast Iron Products Based on Artificial Intelligence Methods" Materials 15, no. 22: 8254. https://doi.org/10.3390/ma15228254
APA StyleTchórz, A., Korona, K., Krzak, I., Bitka, A., Książek, M., Jaśkowiec, K., Małysza, M., Głowacki, M., & Wilk-Kołodziejczyk, D. (2022). Development of a CT Image Analysis Model for Cast Iron Products Based on Artificial Intelligence Methods. Materials, 15(22), 8254. https://doi.org/10.3390/ma15228254