
Optimization of Selective Laser Melting Parameter for Invar Material by Using JAYA Algorithm: Comparison with TLBO, GA and JAYA

 , , ,
, , ,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Experimentation
3. Proposed Optimization Methods
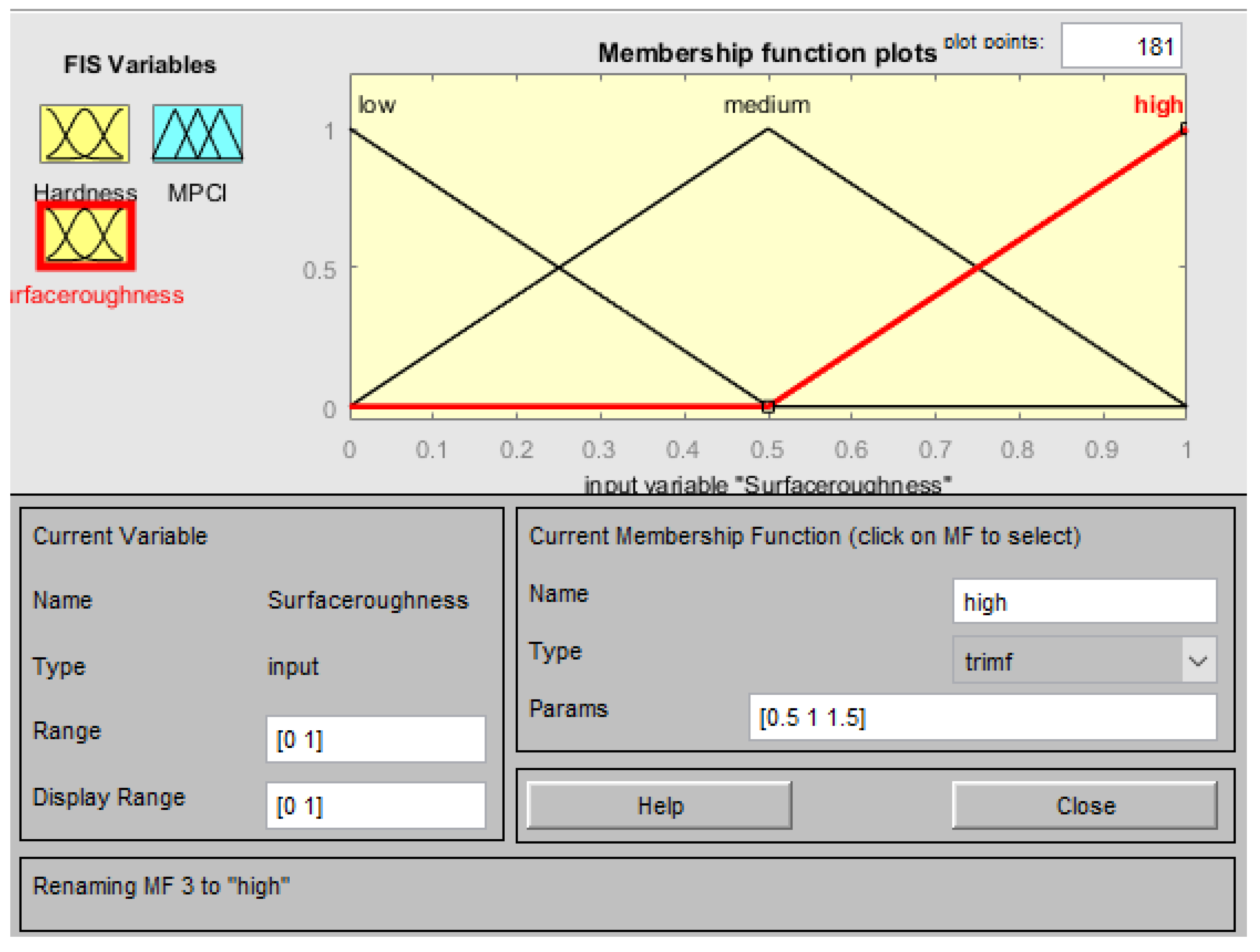
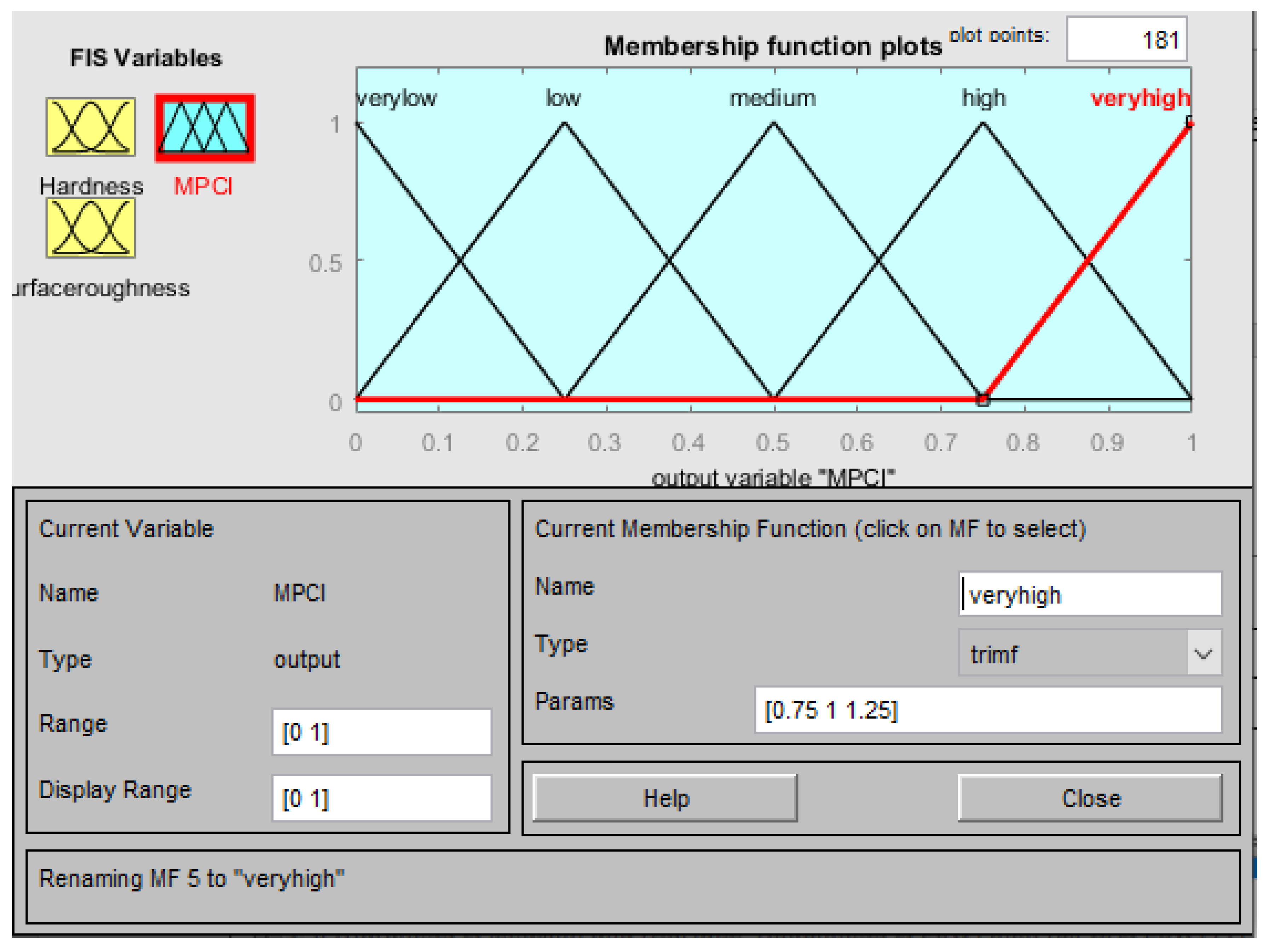
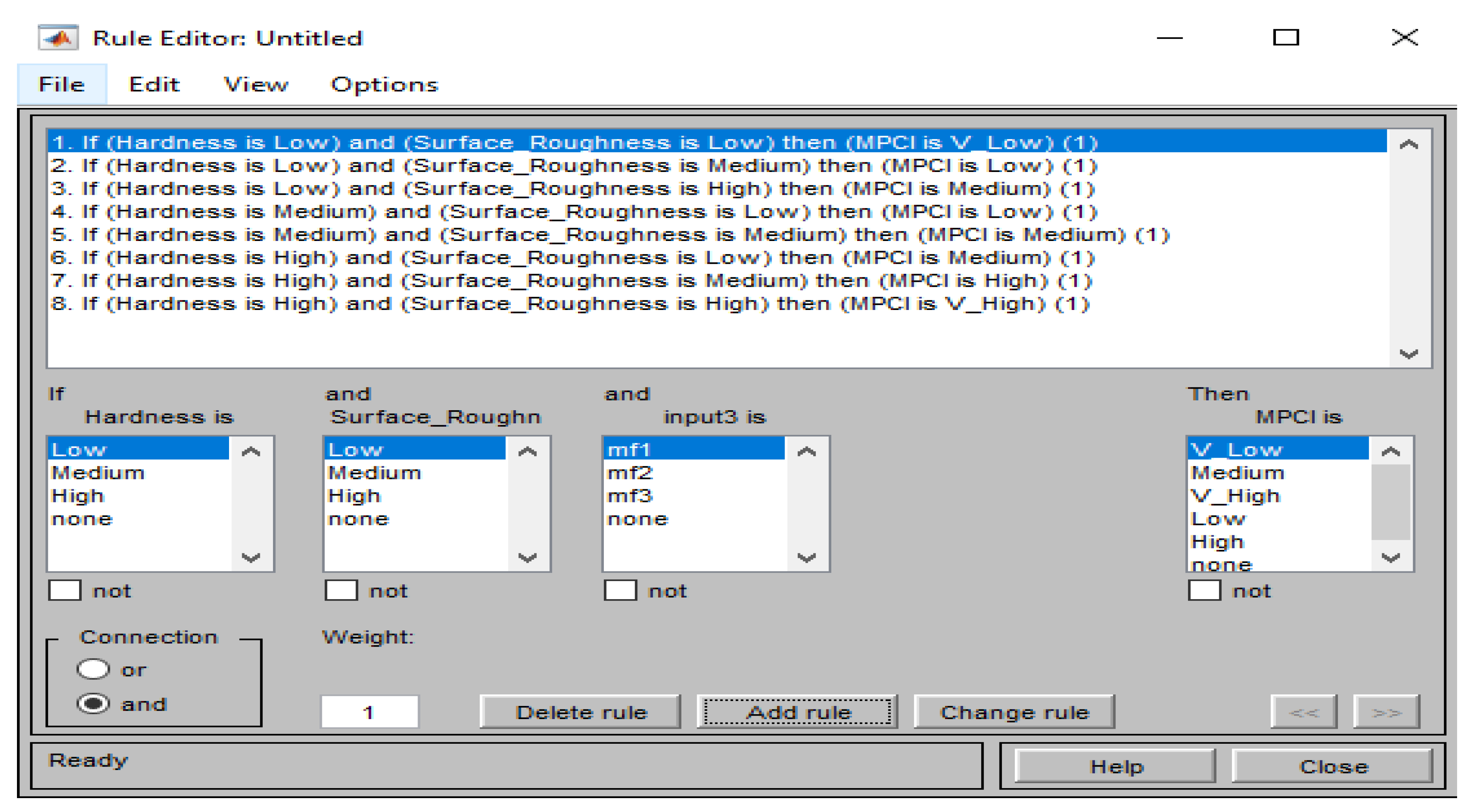
3.1. Fuzzy Inference System
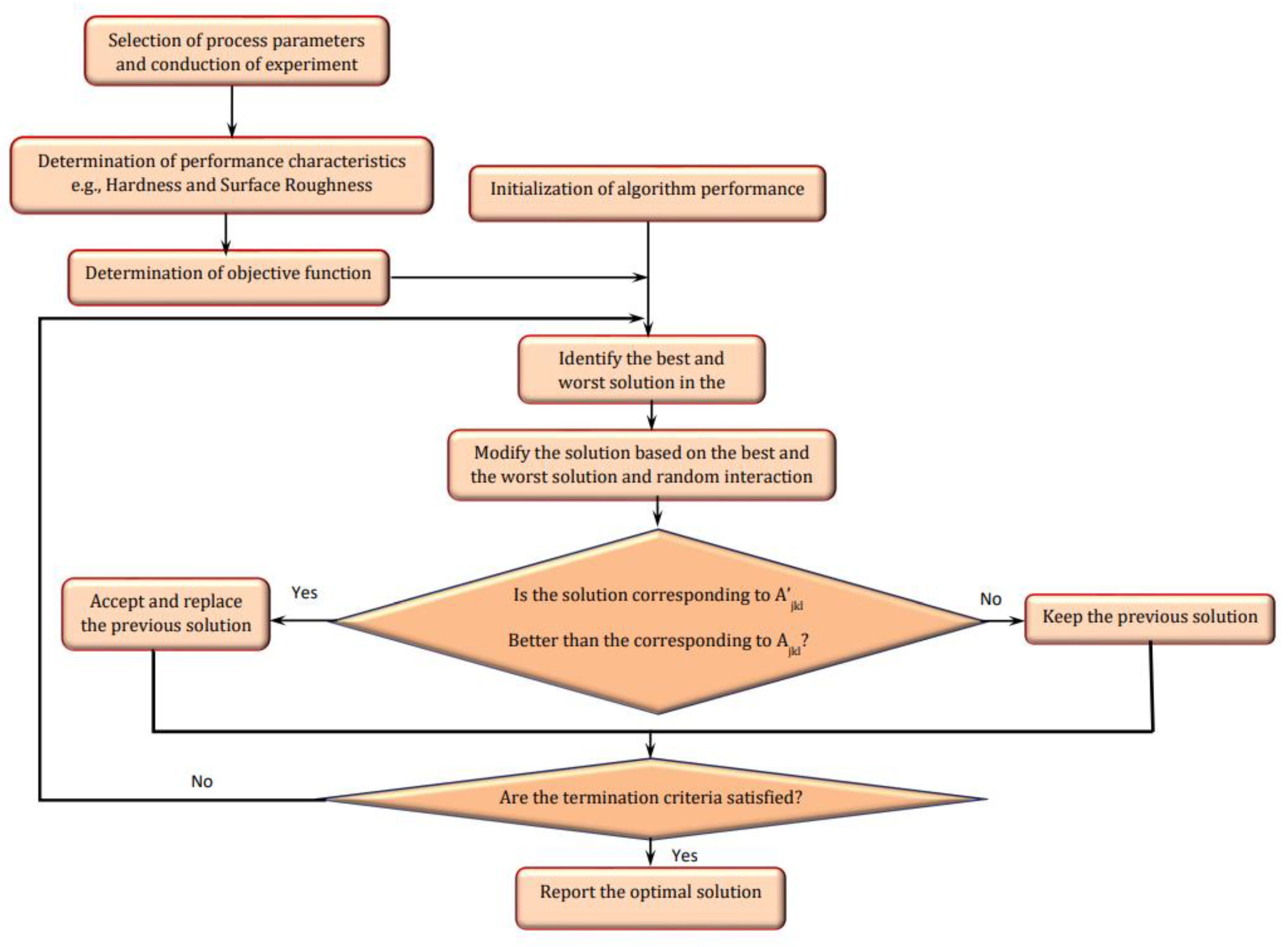
3.2. Optimization Using the Jaya Algorithm
3.3. Teaching Learning-Based Optimization (TLBO)
3.4. Normalizing the Experimental Results
3.5. Individual Optimization for Performance Characteristics
3.6. Optimization for Multi-Performance Characteristic Index (MPCI)
4. Conclusions
- The study developed the mathematical model for the hardness and surface roughness using regression analysis. It has been noticed that it has been found that the value of R-square for hardness and surface roughness are 98.8% and 96.31%, respectively.
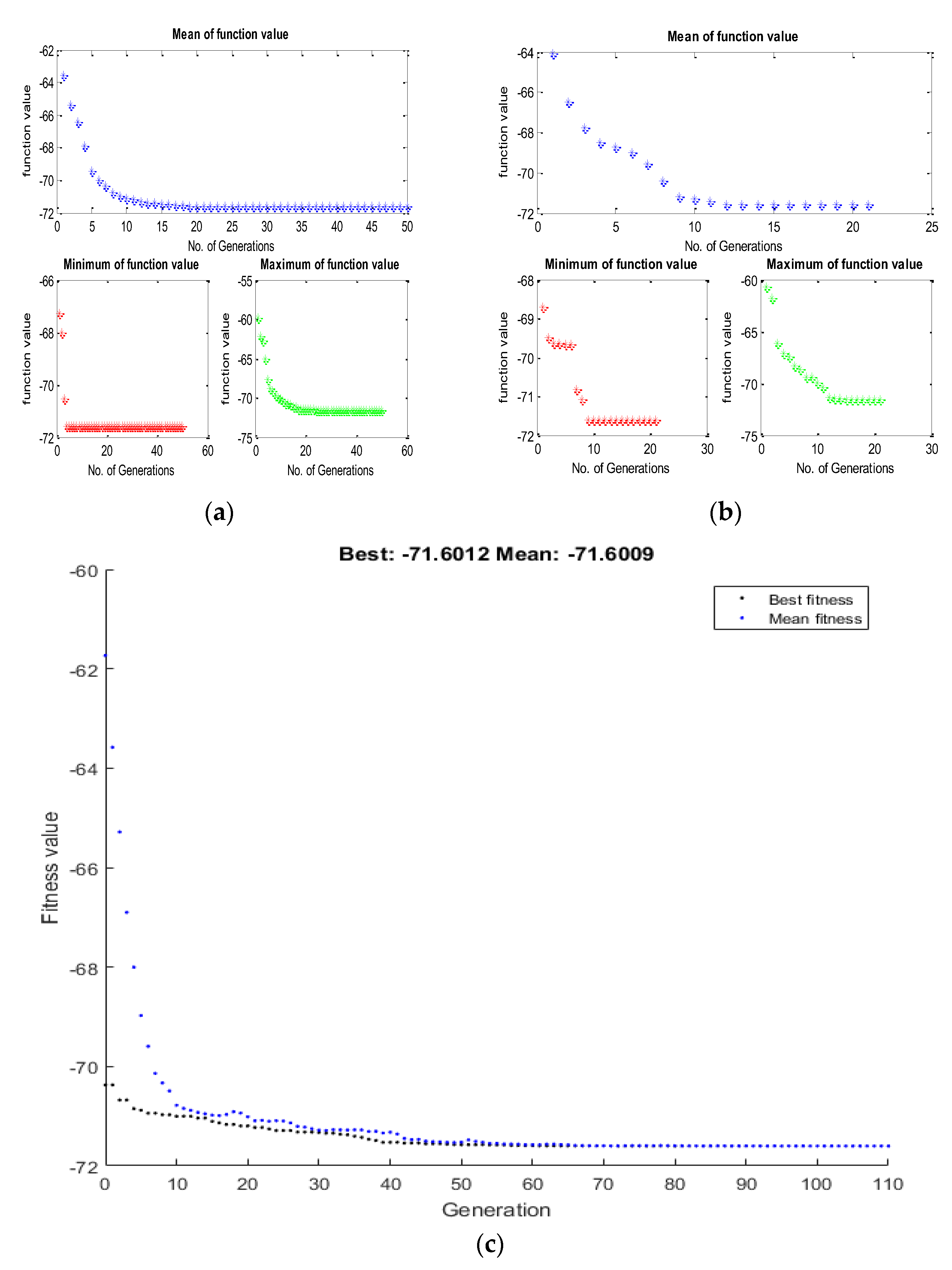
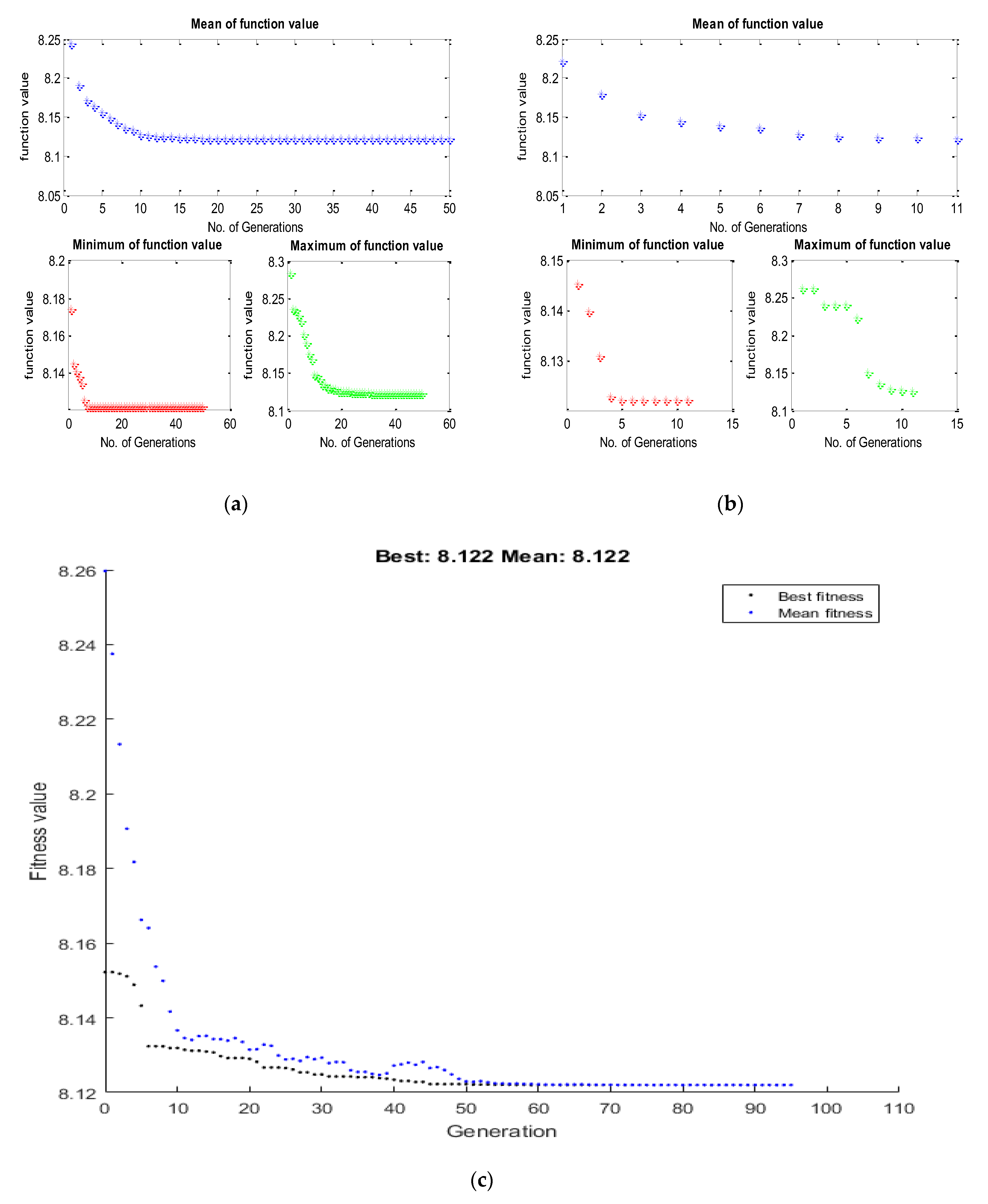
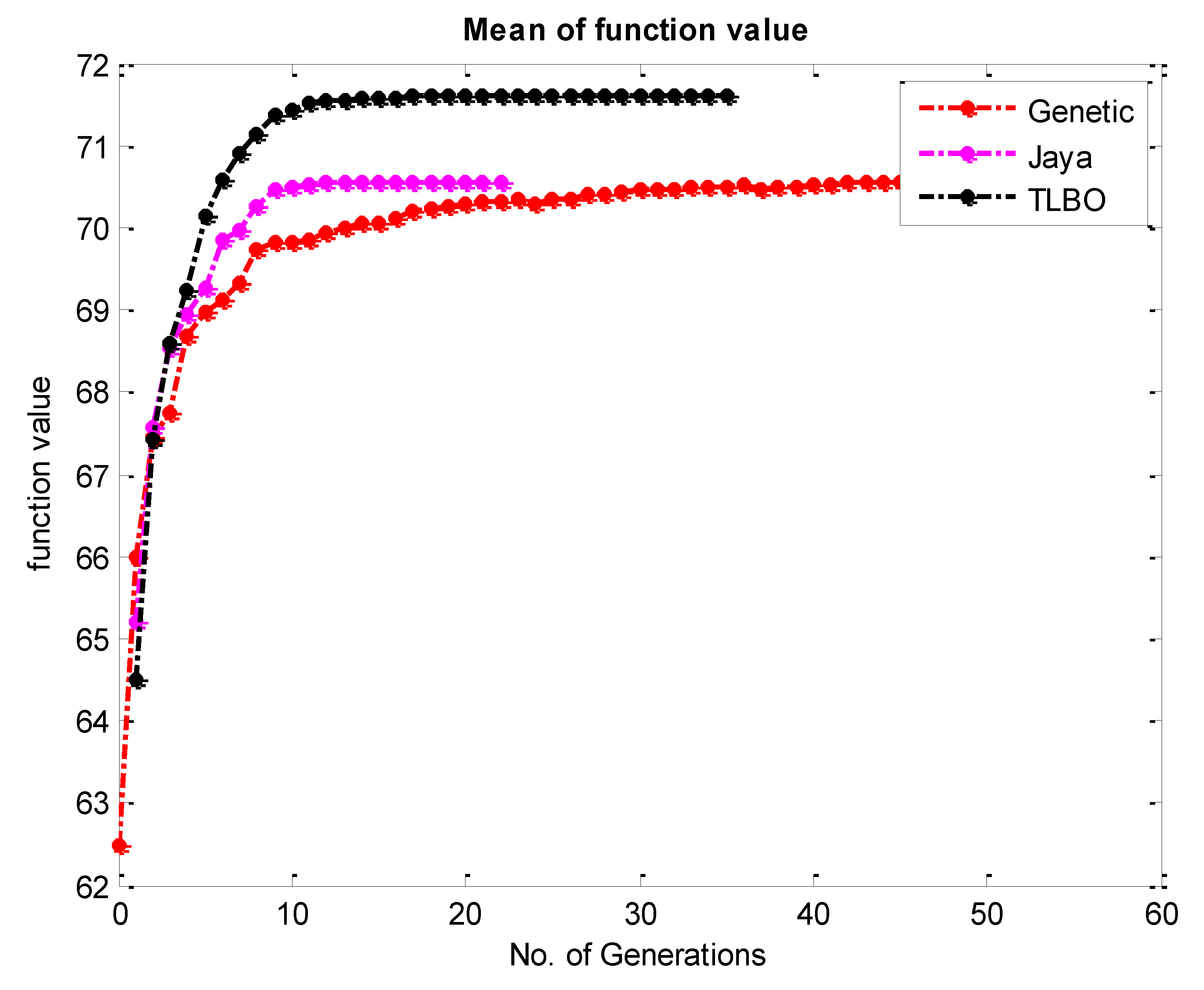
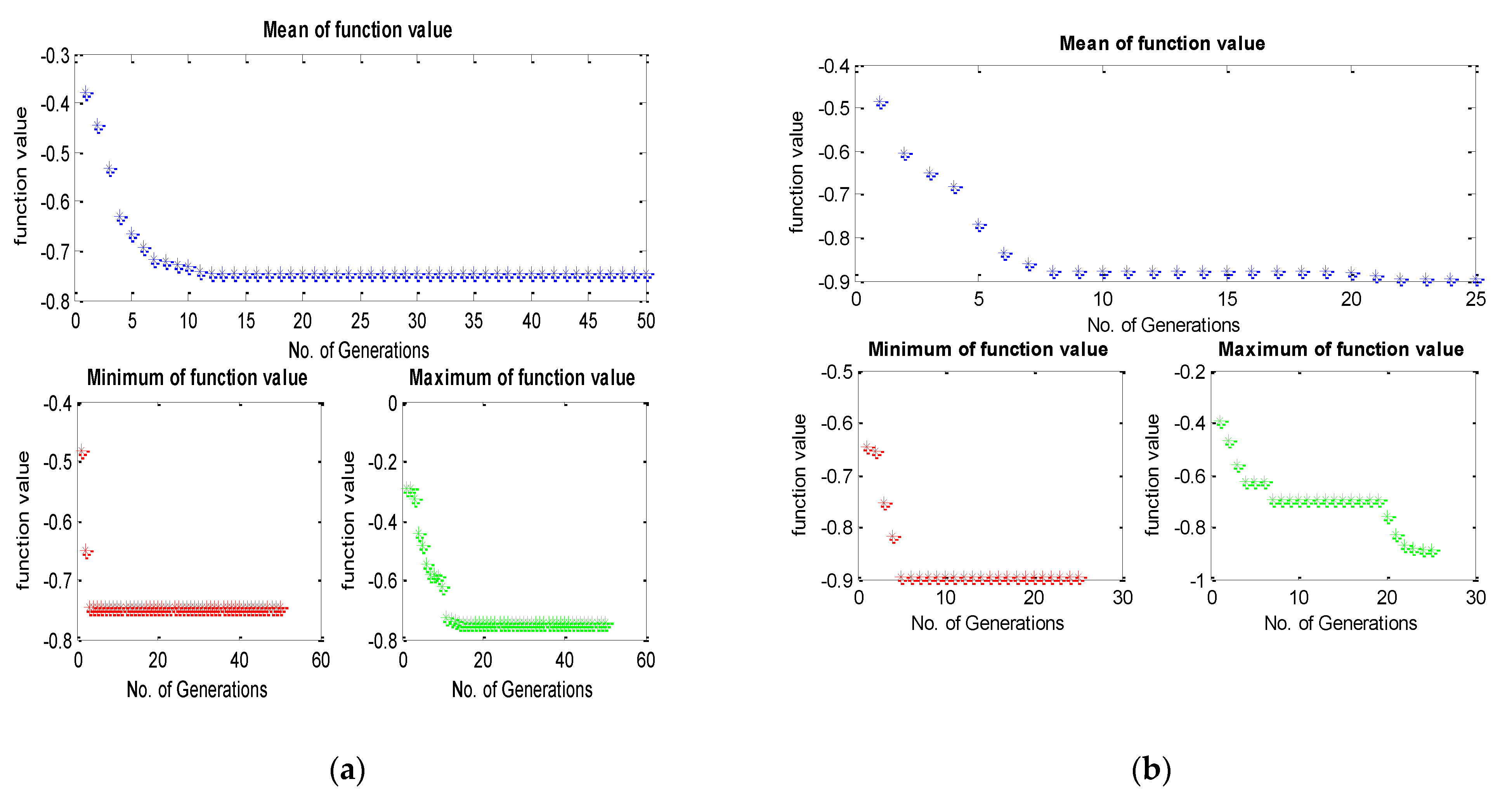
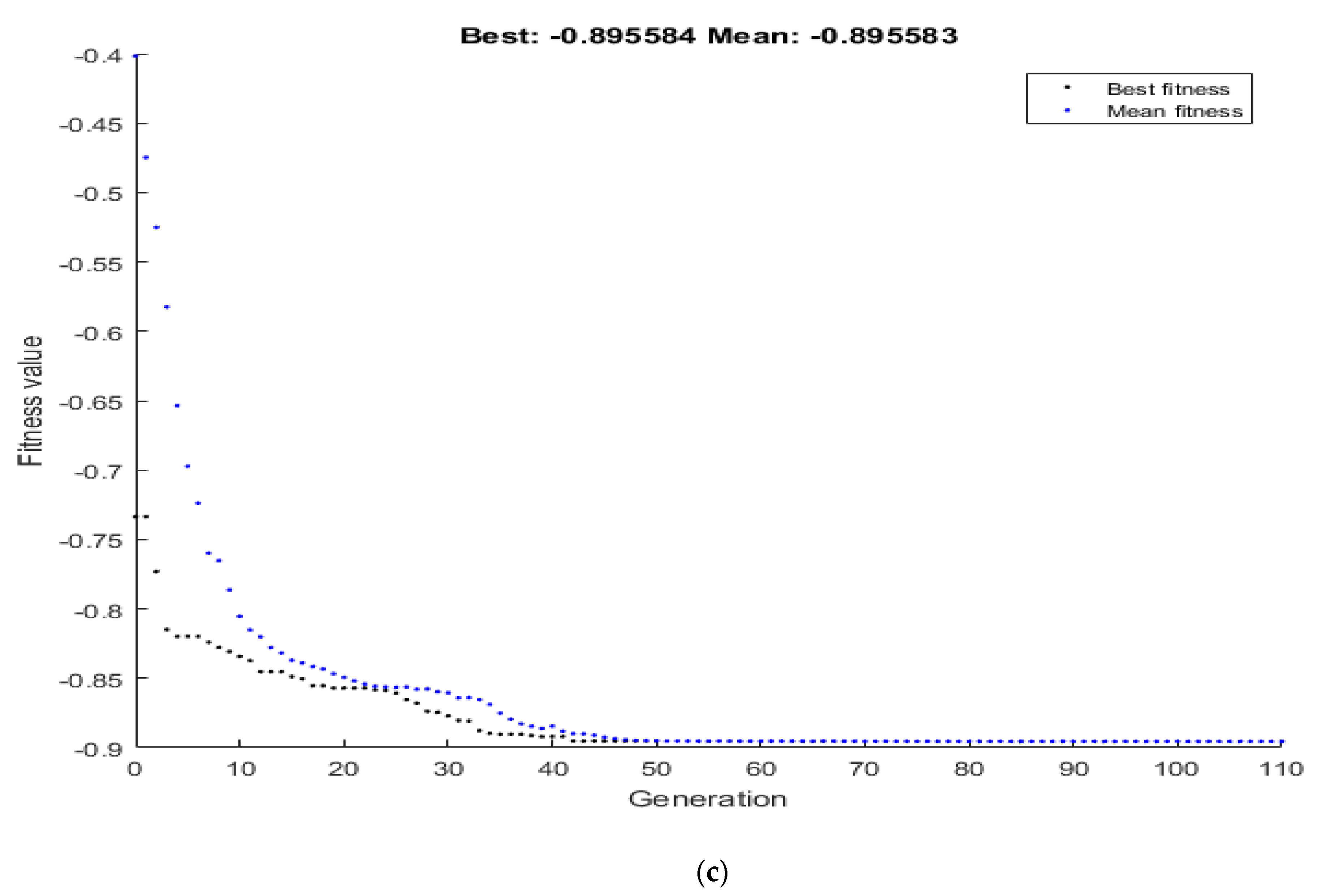
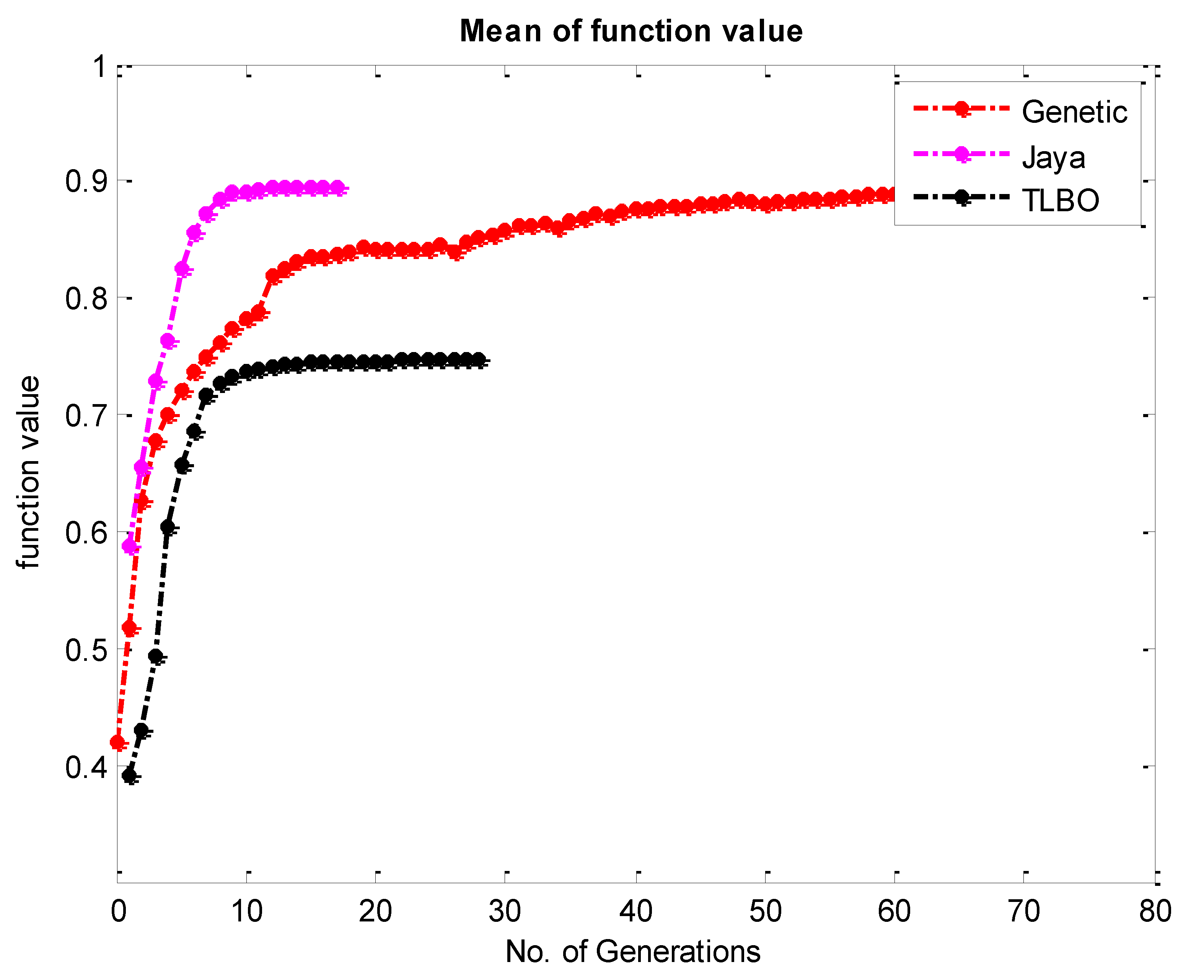
- The study utilizes different metaheuristics algorithms such as JAYA, TLBO, and genetic algorithms in order to achieve the optimal parametric combination. The optimal parametric combination for hardness has an orientation of 90°, laser power of 136 KW, and scanning speed of 650 mm/s, and surface roughness orientation of 90°, laser power of 115 KW, and scanning speed of 650 mm/s which is the same for all the above-mentioned optimization techniques.
- In addition, the combined goal can be achieved through only multi-objective optimization as industries have contradictory goals. In order to satisfy the contradictory goal, responses have been converted to MPCI through FIS. It has been found that an orientation of 90°, laser power of 136 KW, and scanning speed of 650 mm/s is the optimum process parameter combination to attain desired hardness and surface roughness for the Invar-36 material.
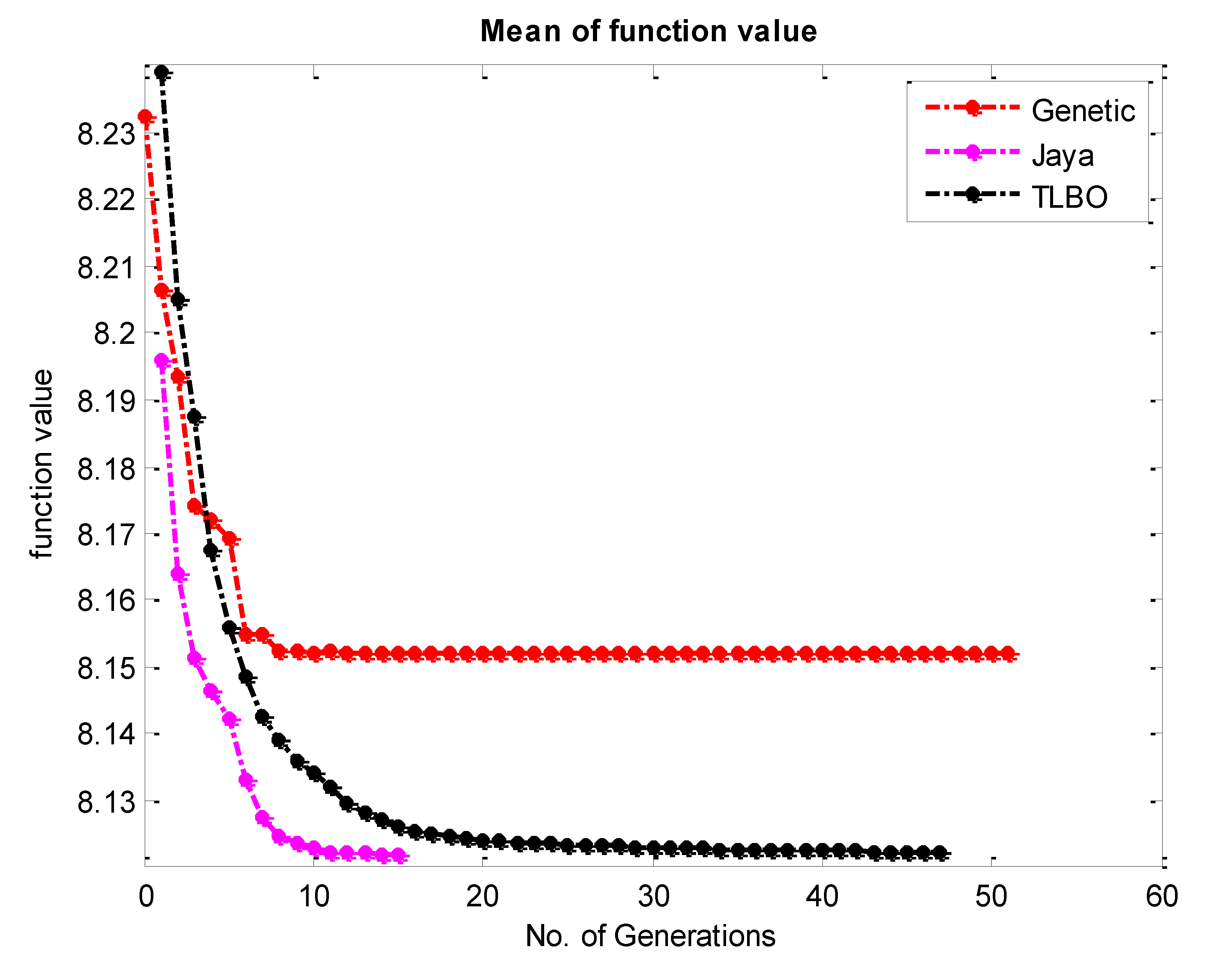
- Moreover, the JAYA technique is taken less time (a smaller number of iterations) to give the final results. In addition, the balling phenomena and residual stress of the SLM-made specimen can be reduced in a future study with the said parametric set.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-heid, A.; De, A.; Zhang, W. Progress in Materials Science Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhao, X.; Iyer, A.; Promoppatum, P.; Yao, S.-C. Numerical modeling of the thermal behavior and residual stress in the direct metal laser sintering process of titanium alloy products. Addit. Manuf. 2017, 14, 126–136. [Google Scholar] [CrossRef]
- Gajera, H.M.; Dave, K.G.; Darji, V.P. Experimental Investigation and Optimization of Direct Metal Laser Sintered CL50WS Material Using Desirability Function Approach. Adv. Mater. Res. 2018, 1150, 43–58. [Google Scholar] [CrossRef]
- Mansaram, M.V.; Chatterjee, S.; Dinbandhu; Sahu, A.K.; Abhishek, K.; Mahapatra, S.S. Analysis of Dimensional Accuracy of ABS M30 Built Parts Using FDM Process. In Recent Advances in Mechanical Infrastructure; Springer: Singapore, 2021; pp. 173–181. [Google Scholar] [CrossRef]
- Kamath, C.; El-Dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int. J. Adv. Manuf. Technol. 2014, 74, 65–78. [Google Scholar] [CrossRef]
- Attarilar, S.; Ebrahimi, M.; Djavanroodi, F.; Fu, Y.; Wang, L.; Yang, J. 3D Printing Technologies in Metallic Implants: A Thematic Review on the Techniques and Procedures. Int J Bioprint. 2021, 7, 306. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Pastore, T.; Pellegrini, S.; Manfredi, D.; Fino, P.; Biamino, S.; Badini, C. Evaluation of corrosion resistance of Al-10Si-Mg alloy obtained by means of Direct Metal Laser Sintering. J. Mater. Process. Technol. 2016, 231, 326–335. [Google Scholar] [CrossRef]
- Khanna, N.; Mistry, S.; Rahman, R.A.; Kumar, M. Investigation on density and surface roughness characteristics during selective laser sintering of invar-36 alloy. Mater. Res. Express 2019, 6, 086541. [Google Scholar] [CrossRef]
- Oz, C. Investigation of temperature dependent magnetization and elastic modulus in Si-doped Fe 65 Ni 35 invar alloys. J. Alloys Compd. 2017, 705, 126–130. [Google Scholar] [CrossRef]
- Jasthi, B.K.; Arbegast, W.J.; Howard, S.M. Thermal Expansion Coefficient and Mechanical Properties of Friction Stir Welded Invar (Fe-36 % Ni). J. Mater. Eng. Perform. 2009, 18, 925–934. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 2018, 266, 397–420. [Google Scholar] [CrossRef]
- Taylor, P. Welding of invar Fe-36Ni alloy for tooling of composite materials Welding of lnvar Fe-36Ni alloy for tooling of composite materials. Weld. Int. 2010, 12, 37–41. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Thermal expansion coefficients in Invar processed by selective laser melting. J. Mater. Sci. 2017, 52, 10517–10525. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Acta Materialia Selective laser melting of Invar 36: Microstructure and properties. Acta Mater. 2016, 103, 382–395. [Google Scholar] [CrossRef]
- Yakout, M.; Cadamuro, A.; Elbestawi, M.A.; Veldhuis, S.C. The selection of process parameters in additive manufacturing for aerospace alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 2081–2098. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A study of thermal expansion coefficients and microstructure during selective laser melting of Invar 36 and stainless steel 316L. Addit. Manuf. 2018, 24, 405–418. [Google Scholar] [CrossRef]
- Gajera, H.M.; Dave, K.G.; Darji, V.P.; Abhishek, K. Optimization of process parameters of direct metal laser sintering process using fuzzy - based desirability function approach. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 124. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; De Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Promoppatum, P.; Onler, R.; Yao, S.C. Numerical and experimental investigations of micro and macro characteristics of direct metal laser sintered Ti-6Al-4V products. J. Mater. Process. Technol. 2017, 240, 262–273. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Ludovico Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Maganbhai, G.H.; Pranav, D.V.; Ghanshyambhai, D.K. Application of Fuzzy Integrated with JAYA algorithm for the optimization of surface roughness of DMLS made specimen: Comparison with GA. In Advanced Engineering Optimization Through Intelligent Techniques; Springer: Singapore, 2020. [Google Scholar]
- Singh, A.; Datta, S.; Mahapatra, S.S.; Singha, T.; Majumdar, G. Optimization of bead geometry of submerged arc weld using fuzzy based desirability function approach. J. Intell. Manuf. 2013, 24, 35–44. [Google Scholar] [CrossRef]
- Rao, R.V.; Kalyankar, V.D. Sharif University of Technology Multi-pass turning process parameter optimization using teaching—Learning-based optimization algorithm. Sci. Iran. 2013, 20, 967–974. [Google Scholar]
- Abhishek, K.; Kumar, V.R.; Datta, S.; Sankar, S. Application of JAYA algorithm for the optimization of machining performance characteristics during the turning of CFRP (epoxy) composites: Comparison with TLBO, GA, and ICA. Eng. Comput. 2016, 33, 457–475. [Google Scholar] [CrossRef]
- Patel, P.; Nakum, B.; Abhishek, K. Machining performance optimization during plasma arc cutting of AISI D2 steel: Application of FIS, nonlinear regression and JAYA optimization algorithm. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 240. [Google Scholar] [CrossRef]
- Venkata Rao, R. Jaya: A simple and new optimization algorithm for solving constrained and unconstrained optimization problems. Int. J. Ind. Eng. Comput. 2016, 7, 19–34. [Google Scholar] [CrossRef]
- Rao, R.V.; More, K.C.; Taler, J.; Ocłoń, P. Dimensional optimization of a micro-channel heat sink using Jaya algorithm. Appl. Therm. Eng. 2016, 103, 572–582. [Google Scholar] [CrossRef]
- Wadood, A.; Farkoush, S.G.; Khurshaid, T.; Yu, J.; Kim, C.; Rhee, S. Application of the JAYA Algorithm in Solving the Problem of the Optimal Coordination of Overcurrent Relays in Single- and Multi-Loop Distribution Systems. Complexity 2019, 2019, 1–13. [Google Scholar] [CrossRef]
- Uzlu, E. Application of Jaya algorithm-trained artificial neural networks for prediction of energy use in the nation of Turkey. Energy Sources Part B Econ. Plan. Policy 2019, 14, 183–200. [Google Scholar] [CrossRef]
- Shadab, M.; Singh, R.; Rai, R.N. Multi-objective Optimization of Wire Electrical Discharge Machining Process Parameters for Al5083/7% B 4C Composite Using Metaheuristic Techniques. Arab. J. Sci. Eng. 2019, 44, 591–601. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | S | P | Mn | Cr | Ni |
|---|---|---|---|---|---|---|
| wt.% | 0.10 | 0.025 | 0.025 | 0.50 | 0.25 | 35.8 |
| Sr. No. | Orientation (Degree) | Laser Power (Watt) | Scanning Speed (mm/s) | Hardness before (HRB) | Surface Roughness (µm) |
|---|---|---|---|---|---|
| 1 | 0 | 115 | 600 | 60 | 8.16 |
| 2 | 90 | 115 | 650 | 61 | 8.12 |
| 3 | 0 | 122 | 600 | 62 | 8.20 |
| 4 | 90 | 122 | 650 | 63 | 8.24 |
| 5 | 90 | 129 | 600 | 59 | 8.32 |
| 6 | 0 | 129 | 650 | 61 | 8.32 |
| 7 | 90 | 136 | 600 | 64 | 8.36 |
| 8 | 0 | 136 | 650 | 66 | 8.32 |
| Sr. No. | Process Parameter | Unit | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|---|
| 1 | Laser power | Watt | 115 | 122 | 129 | 136 |
| 2 | Scanning speed | mm/s | 600 | 650 | - | - |
| 3 | Orientation | Degree | 0 | 90 | - | - |
| Sr. No. | Orientation (Degree) | Laser Power (Watt) | Scanning Speed (mm/s) | Hardness before (HRB) | Surface Roughness (µm) | MPCI |
|---|---|---|---|---|---|---|
| Normalization Value | ||||||
| 1 | 0 | 115 | 600 | 0.142857 | 0.833333 | 0.44 |
| 2 | 90 | 115 | 650 | 0.285714 | 1 | 0.5 |
| 3 | 0 | 122 | 600 | 0.428571 | 0.666667 | 0.5 |
| 4 | 90 | 122 | 650 | 0.571429 | 0.5 | 0.5 |
| 5 | 90 | 129 | 600 | 0 | 0.166667 | 0.17 |
| 6 | 0 | 129 | 650 | 0.285714 | 0.166667 | 0.31 |
| 7 | 90 | 136 | 600 | 0.714286 | 0 | 0.344 |
| 8 | 0 | 136 | 650 | 1 | 0.166667 | 0.57 |
| Sr, No. | N-Hardness (IF) | N-Surface Roughness (µm) | MPCI |
|---|---|---|---|
| 1. | S | S | VS |
| 2. | S | M | S |
| 3. | S | L | M |
| 4. | M | S | S |
| 5. | M | M | M |
| 6. | L | S | M |
| 7. | L | M | L |
| 8. | L | L | VL |
| Sr. no. | Response | Optimization Method | Orientation (°) | Laser Power (KW) | Scanning Speed (mm/s) | Fitness Value |
|---|---|---|---|---|---|---|
| 1 | Hardness | TLBO | 90 | 136 | 650 | −71.6013 Hv |
| JAYA | 90 | 136 | 650 | −71.61 Hv | ||
| GA | 90 | 136 | 650 | −71.60 Hv | ||
| 2 | Surface roughness | TLBO | 90 | 115 | 650 | 8.122 µm |
| JAYA | 90 | 115 | 650 | 8.122 µm | ||
| GA | 90 | 115 | 650 | 8.12 µm | ||
| 3 | MPCI | TLBO | 90 | 136 | 650 | 0.747244 |
| JAYA | 90 | 136 | 650 | 0.897 | ||
| GA | 90 | 135.9 | 649 | 0.878 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gajera, H.; Djavanroodi, F.; Kumari, S.; Abhishek, K.; Bandhu, D.; Saxena, K.K.; Ebrahimi, M.; Prakash, C.; Buddhi, D. Optimization of Selective Laser Melting Parameter for Invar Material by Using JAYA Algorithm: Comparison with TLBO, GA and JAYA. Materials 2022, 15, 8092. https://doi.org/10.3390/ma15228092
Gajera H, Djavanroodi F, Kumari S, Abhishek K, Bandhu D, Saxena KK, Ebrahimi M, Prakash C, Buddhi D. Optimization of Selective Laser Melting Parameter for Invar Material by Using JAYA Algorithm: Comparison with TLBO, GA and JAYA. Materials. 2022; 15(22):8092. https://doi.org/10.3390/ma15228092
Chicago/Turabian StyleGajera, Hiren, Faramarz Djavanroodi, Soni Kumari, Kumar Abhishek, Din Bandhu, Kuldeep K. Saxena, Mahmoud Ebrahimi, Chander Prakash, and Dharam Buddhi. 2022. "Optimization of Selective Laser Melting Parameter for Invar Material by Using JAYA Algorithm: Comparison with TLBO, GA and JAYA" Materials 15, no. 22: 8092. https://doi.org/10.3390/ma15228092
APA StyleGajera, H., Djavanroodi, F., Kumari, S., Abhishek, K., Bandhu, D., Saxena, K. K., Ebrahimi, M., Prakash, C., & Buddhi, D. (2022). Optimization of Selective Laser Melting Parameter for Invar Material by Using JAYA Algorithm: Comparison with TLBO, GA and JAYA. Materials, 15(22), 8092. https://doi.org/10.3390/ma15228092