
Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing

 ,
,  , and
, and 
Abstract
:1. Introduction
1.1. Cold Gas Spray as an Additive Manufacturing Process
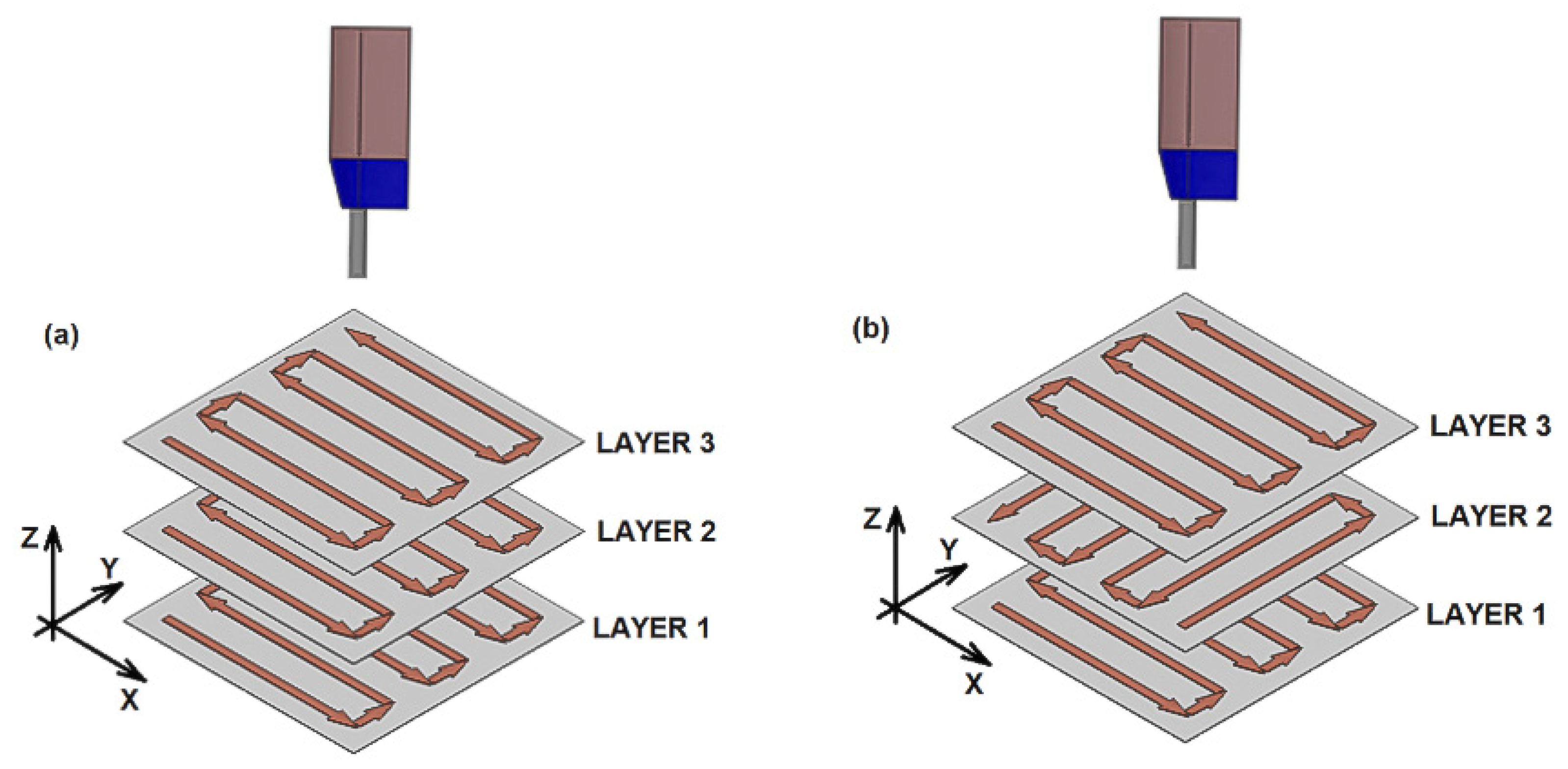
1.2. CSAM Deposition Strategies
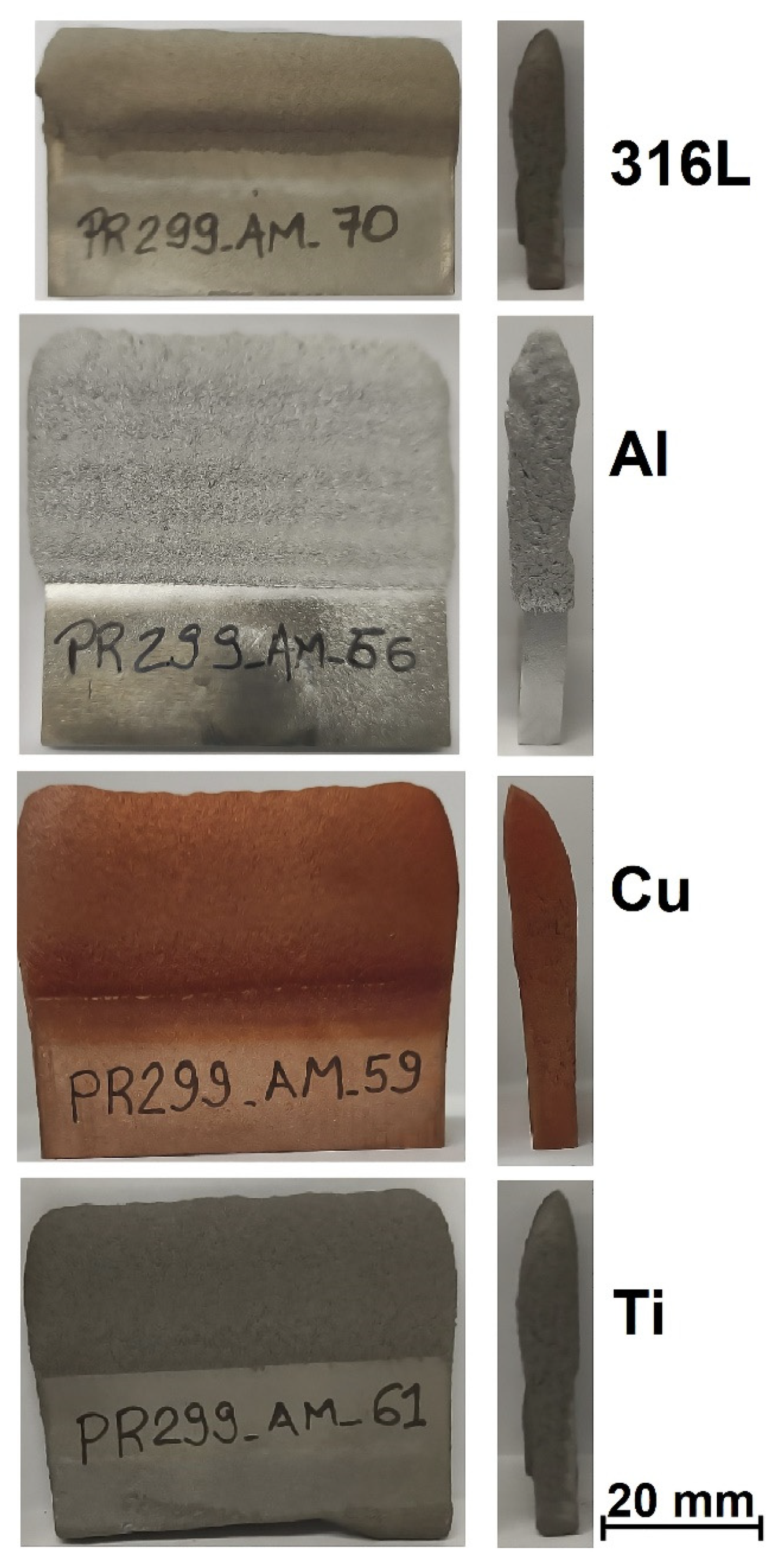
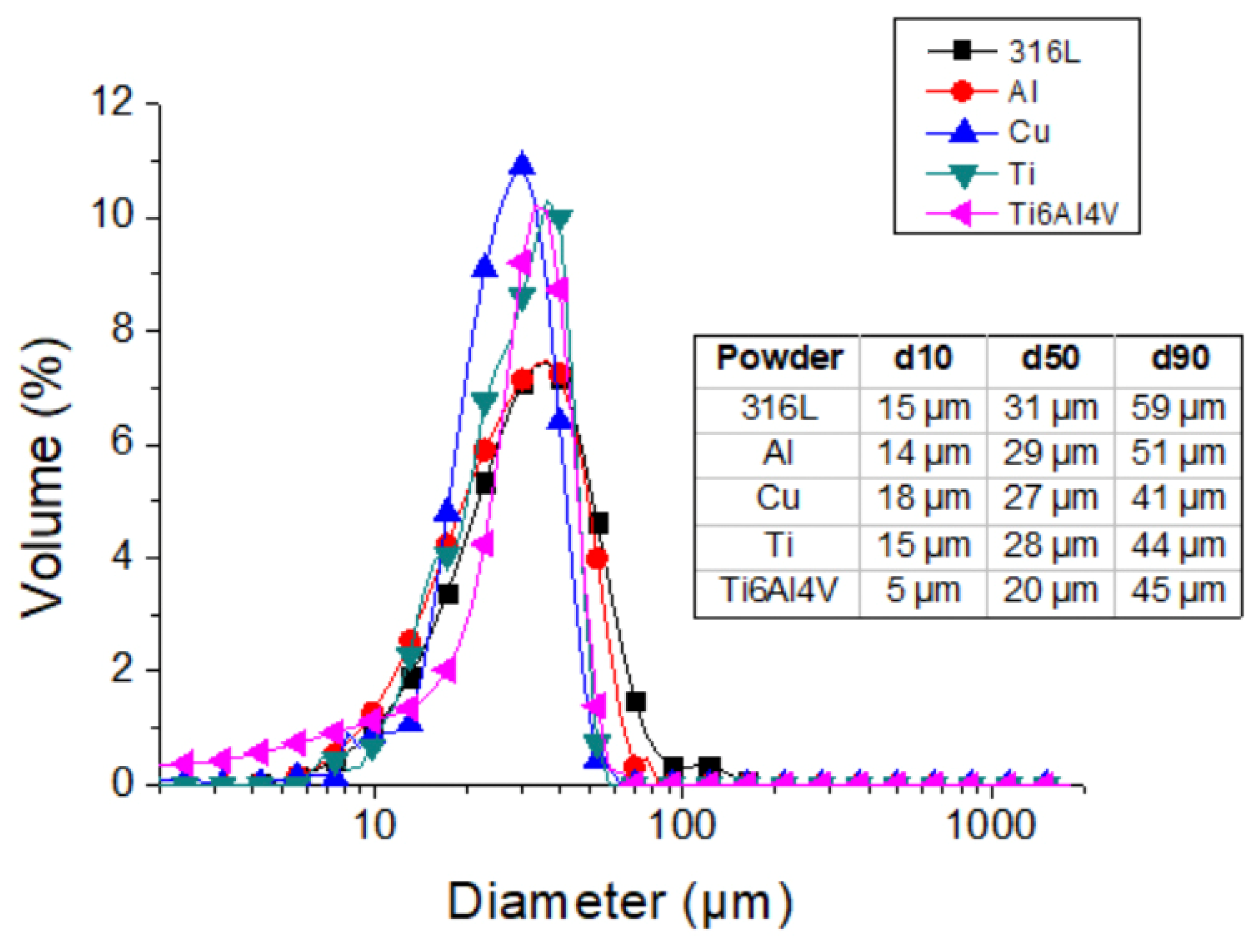
2. Materials and Methods
3. Results and Discussions
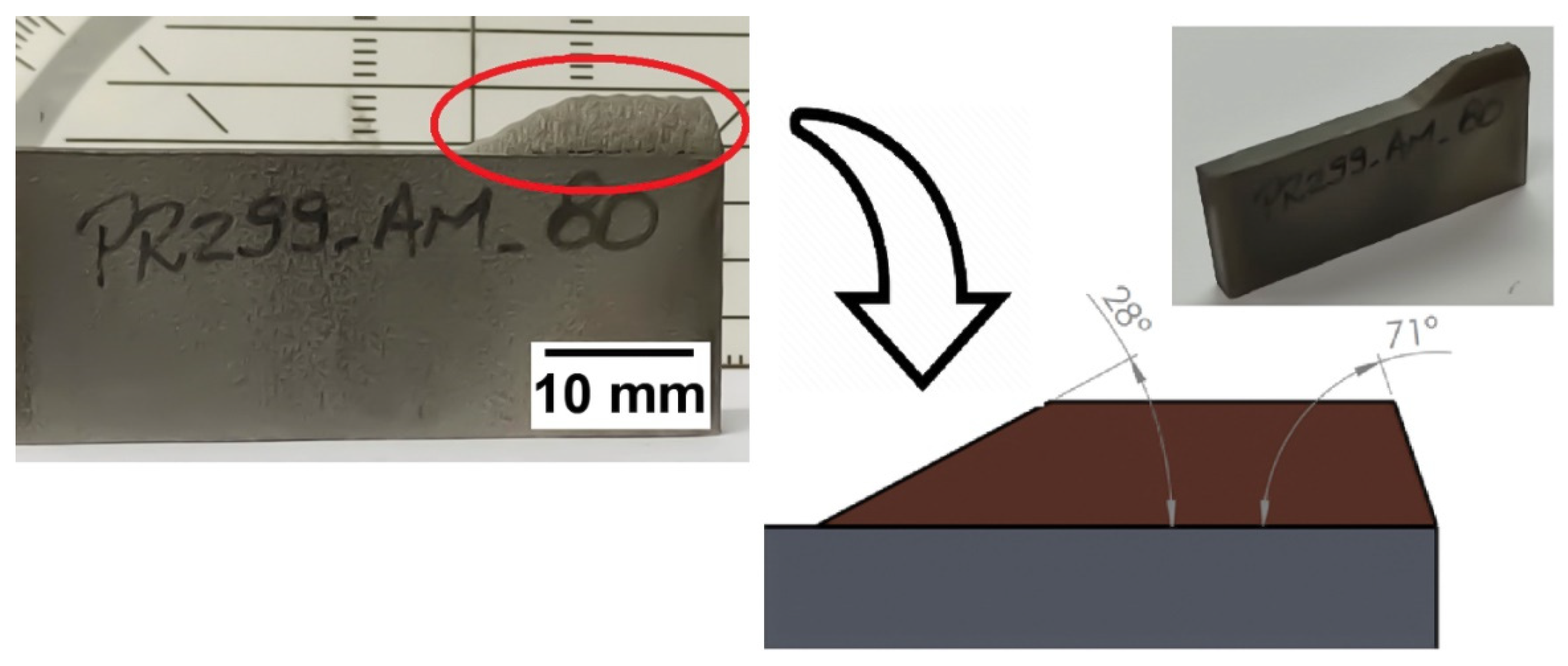
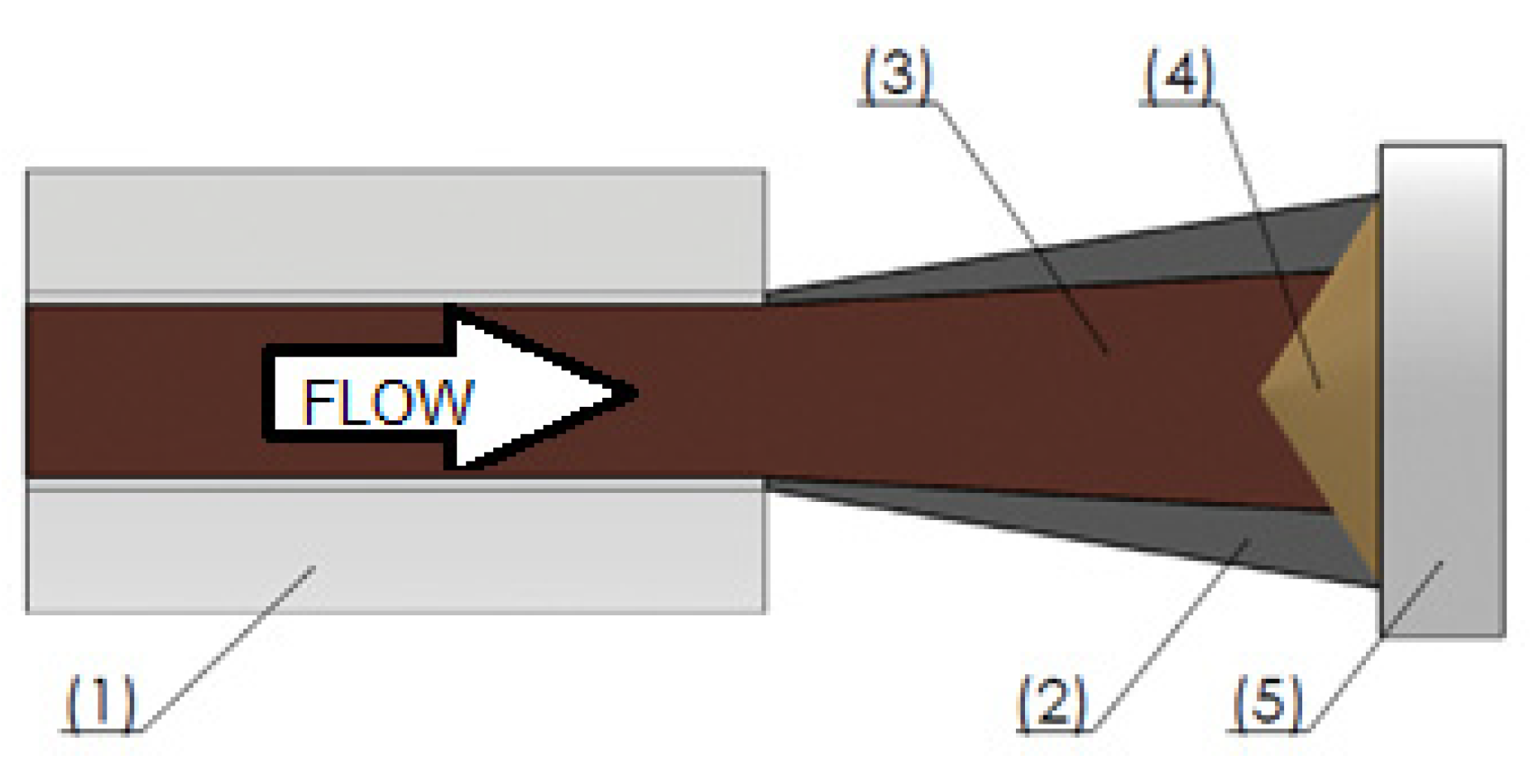
3.1. Influence of Substrate Shape on CSAM Part Geometry
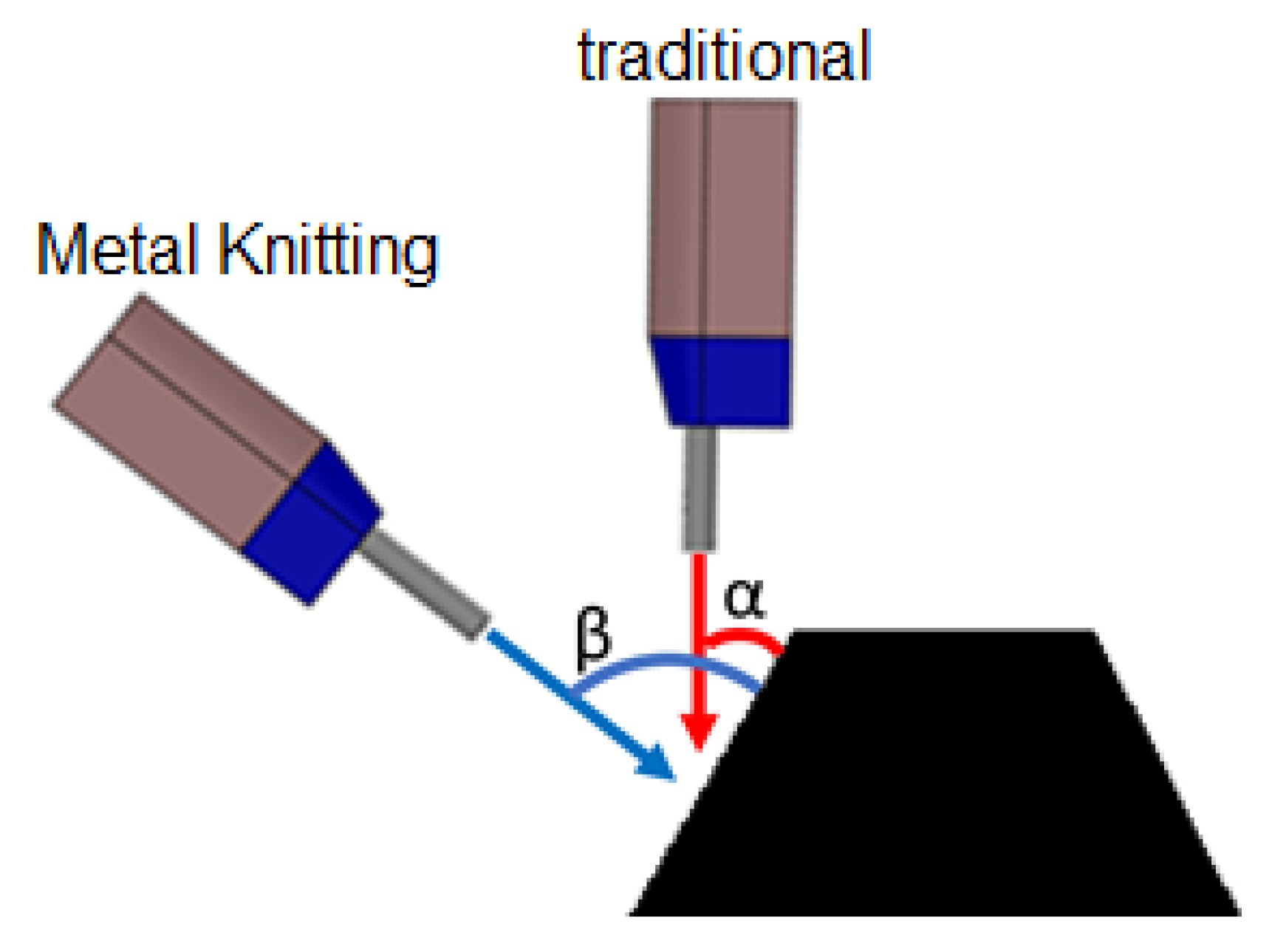
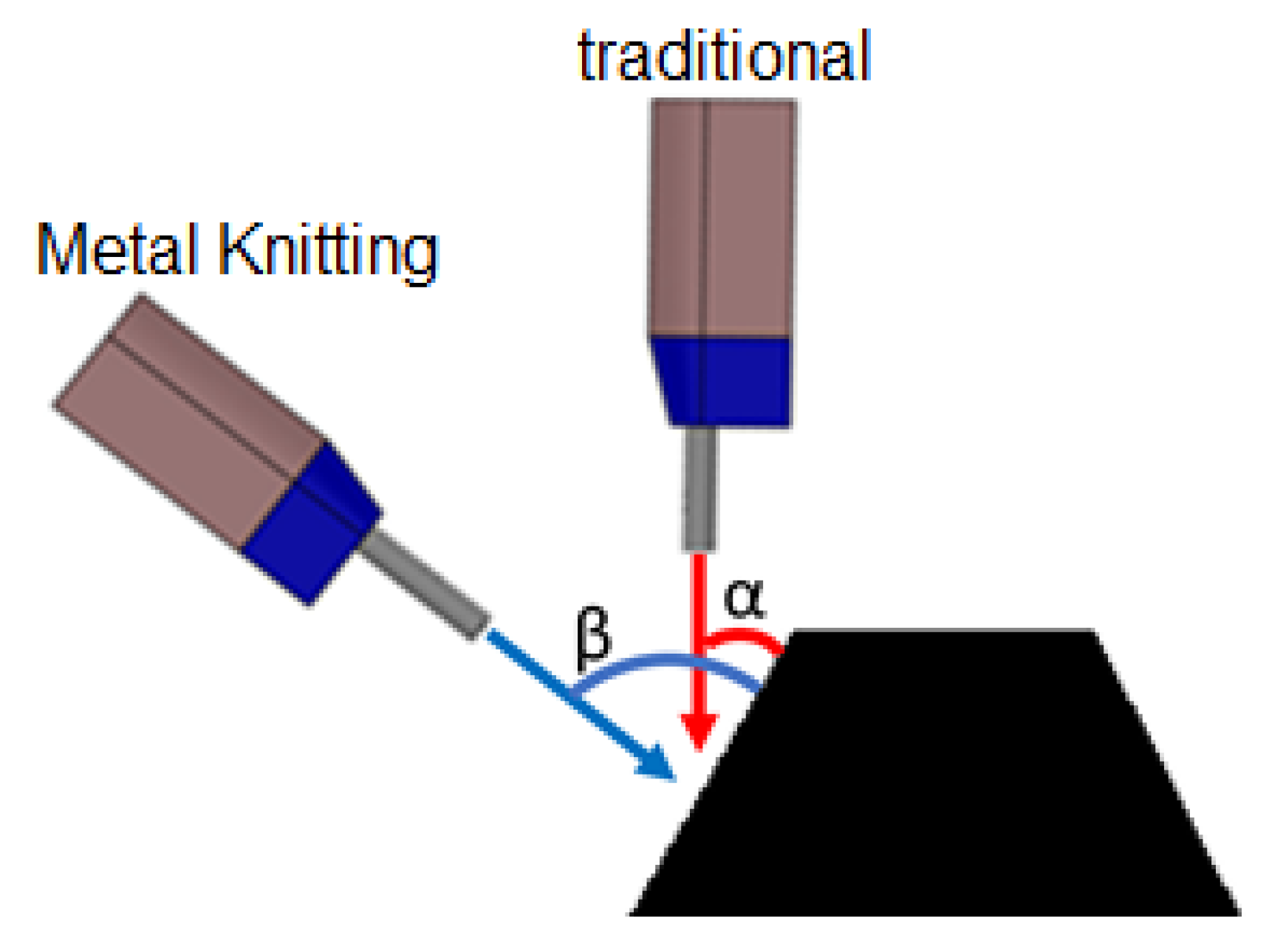
3.2. The Metal Knitting Strategy
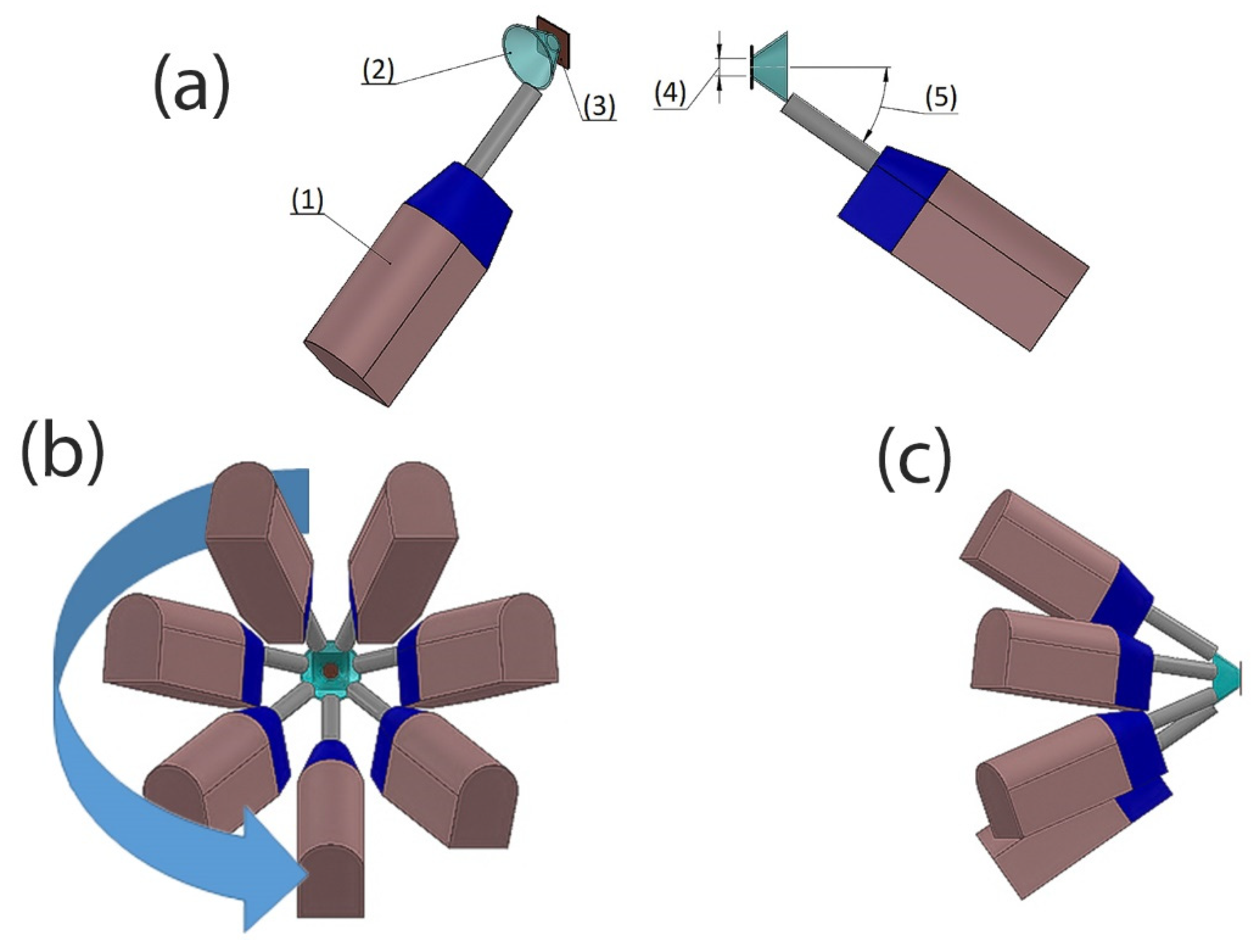
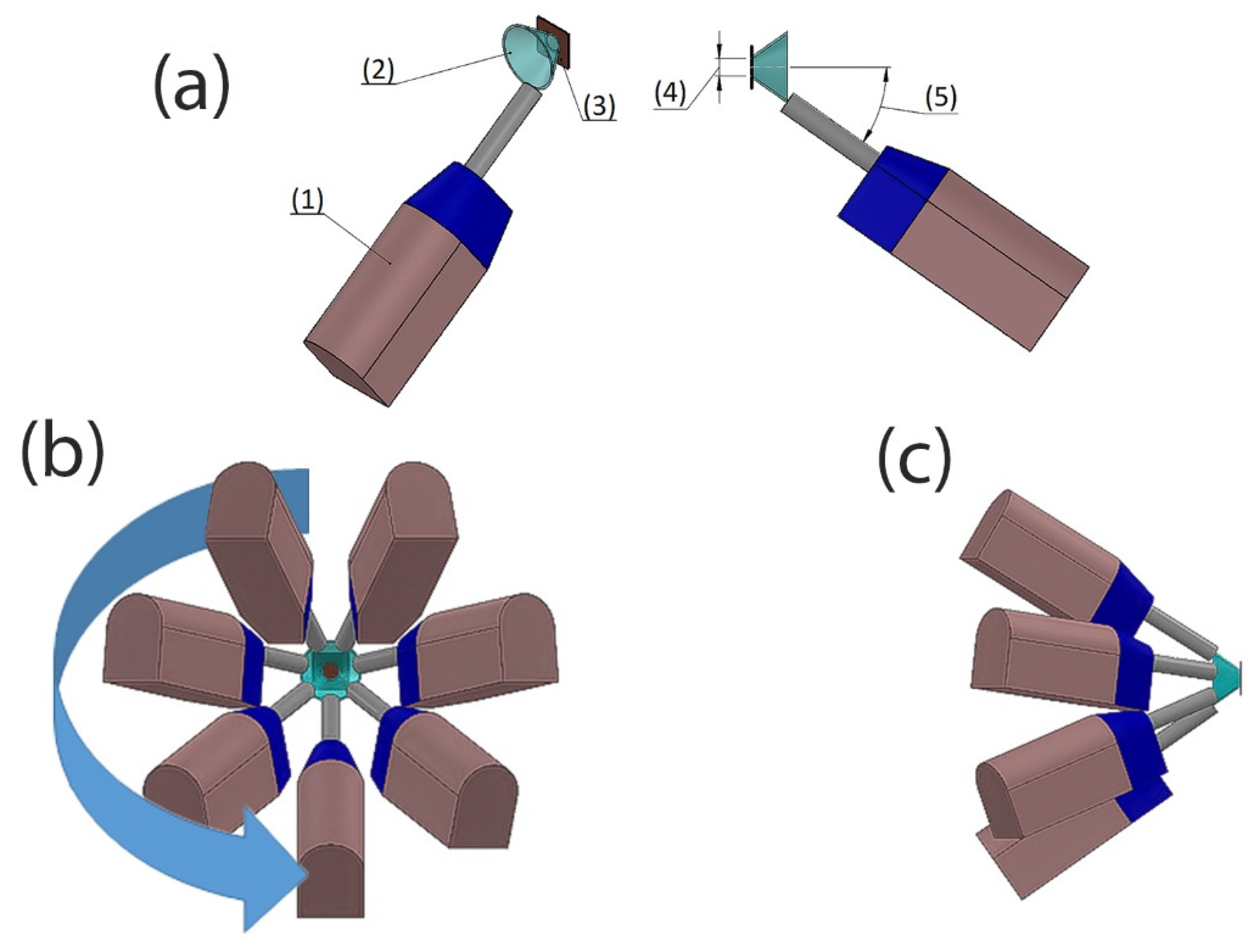
3.2.1. Metal Knitting Parameters
- Velocity of the robot: the linear or tangential velocity described by the gun in the circular-like trajectory. The higher the velocity, the thinner the CSAM layer;
- Radius: the distance from the center of the circle to the circumference described by the particles laden jet center on the substrate surface plane, or the small radius of the virtual frustum of the cone path. Excessive radius value generates unevenness in the layer shape;
- Step: the distance from a circle to an adjacent circle. Excessive step value results in waves-like topography of the layer;
- Angle: the angle between the axis of rotation and the frustum of the cone generator described by the gun movement. Excessive angle reduces the DE by the powder’s velocity component reaching the substrate.
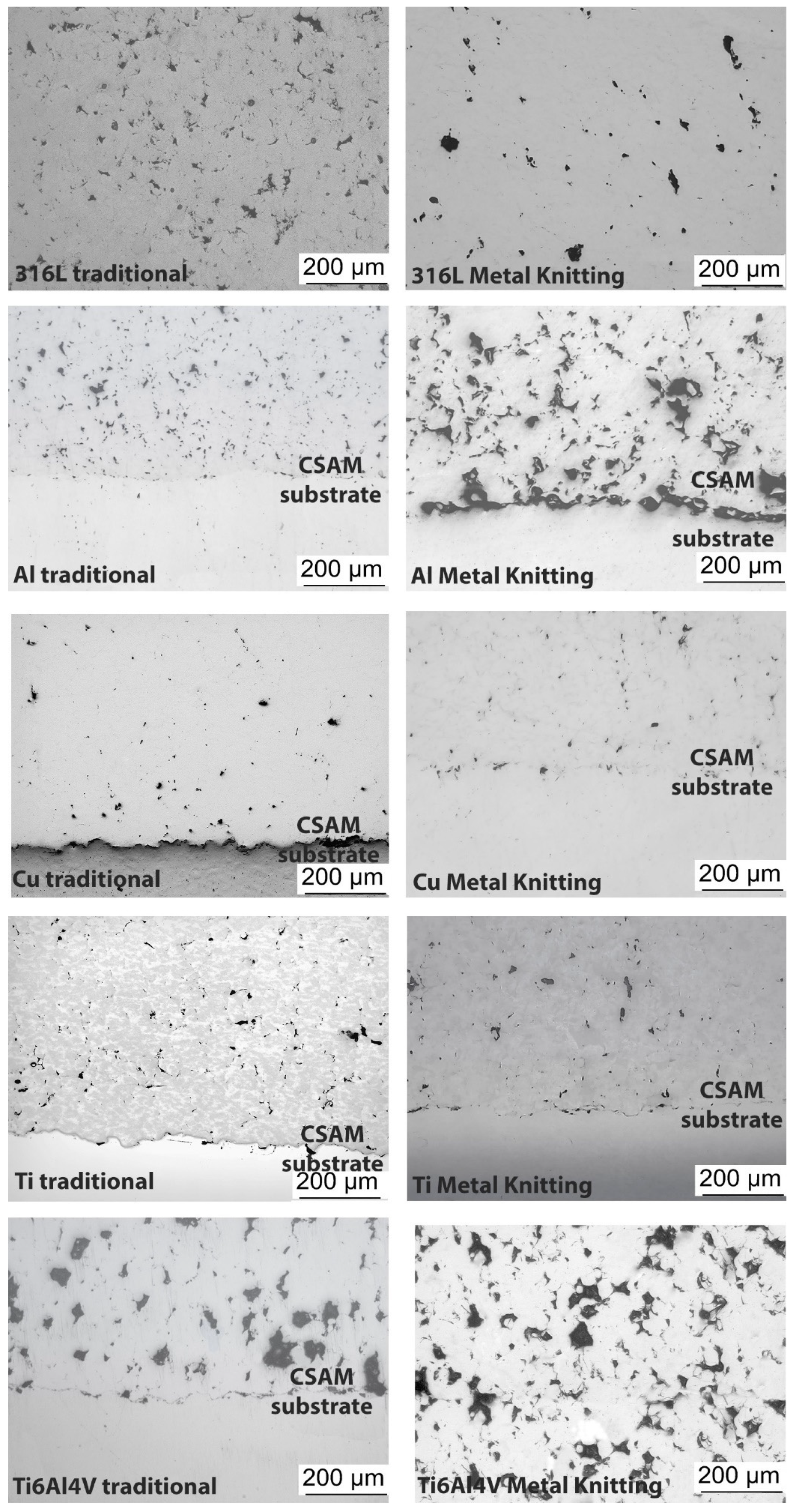
3.2.2. The Metal Knitting Deposit Properties
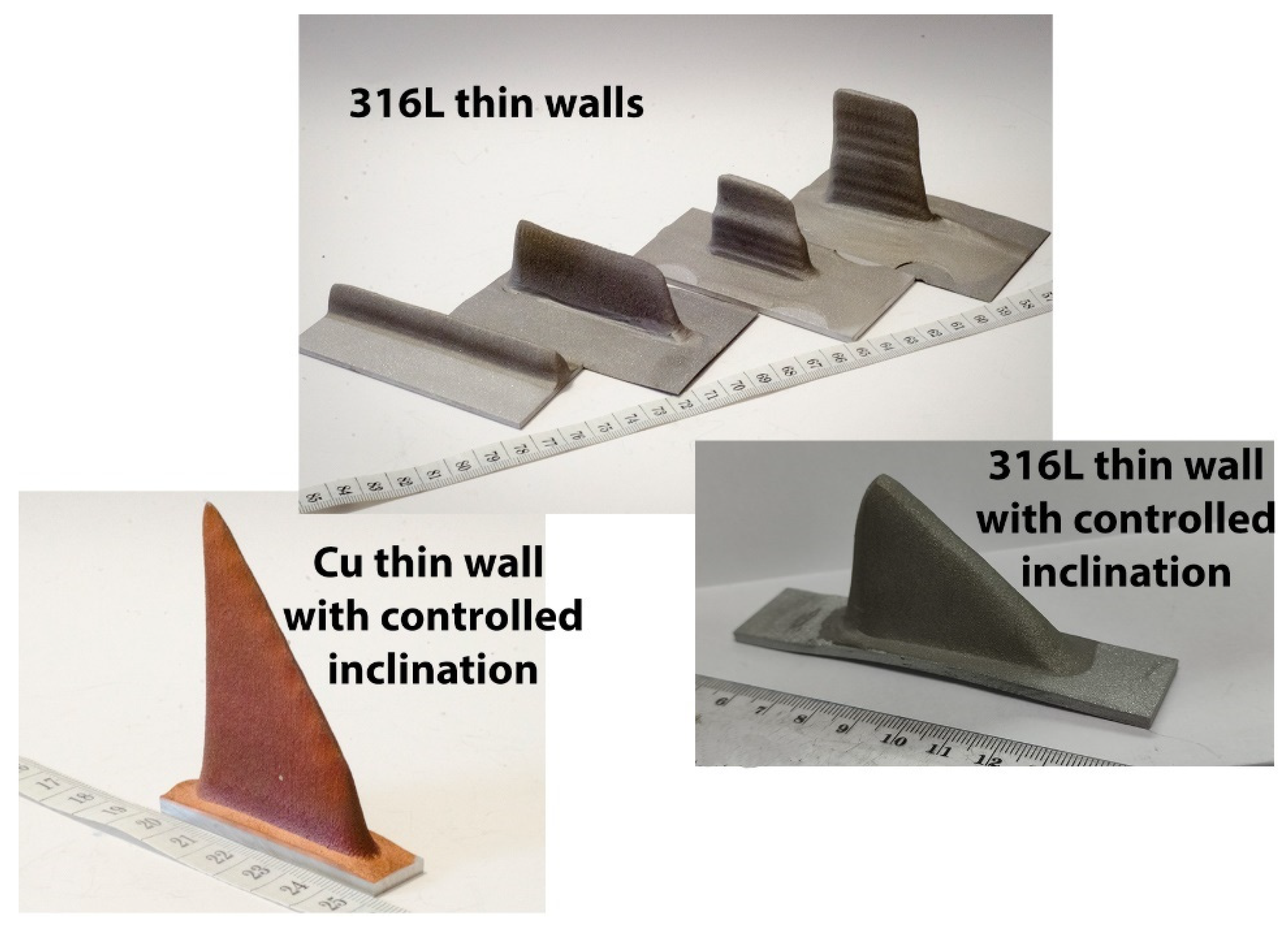
3.2.3. CSAM Geometries Produced by Metal Knitting
4. Conclusions of Using the Metal Knitting CSAM Strategy and Future Perspectives
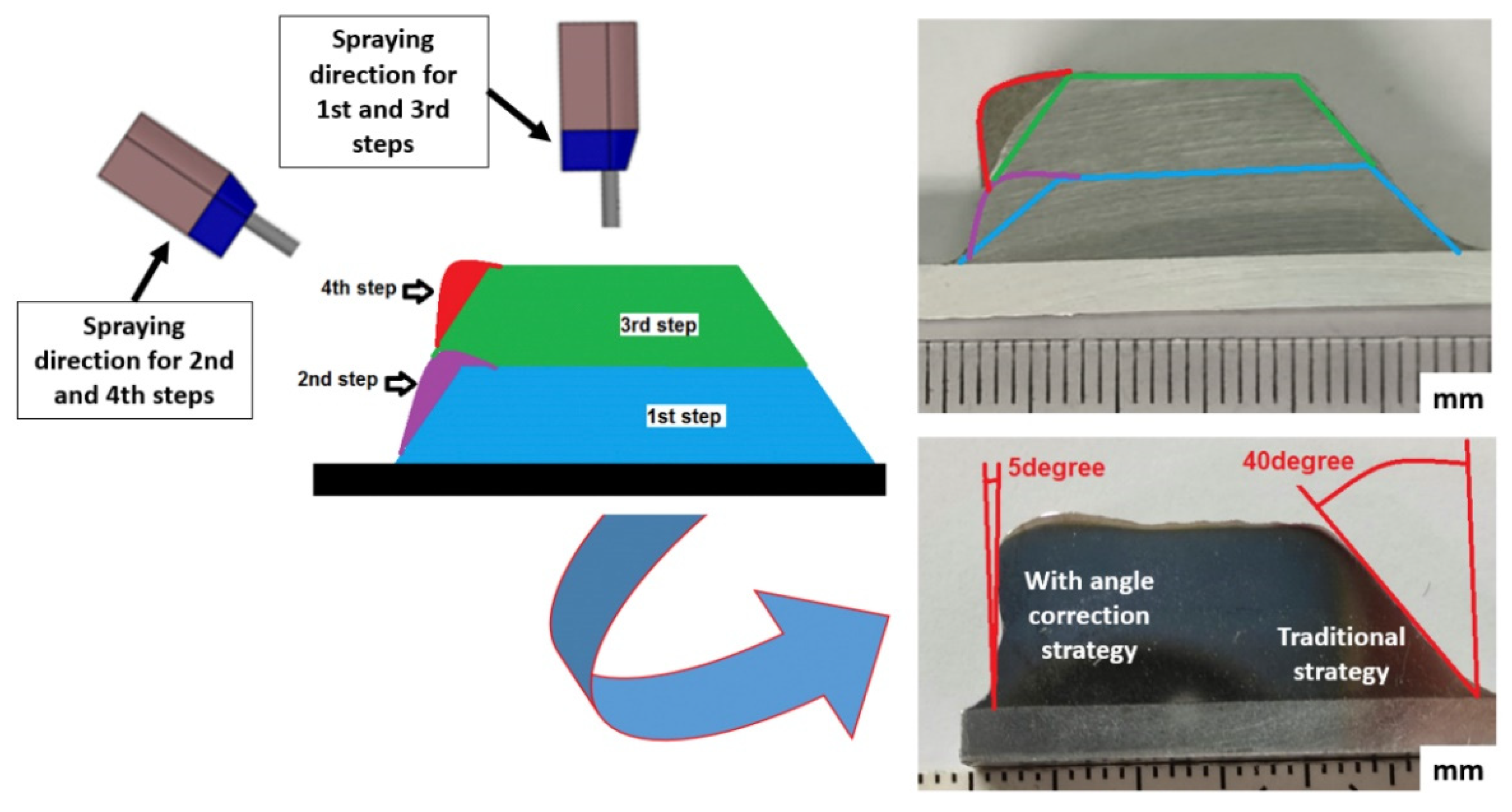
- Metal Knitting demonstrates the suitability for making geometries and dimensional capacities previously unfeasible by the traditional strategy, obtaining vertical sidewalls, despite 40 degrees of inclination in the 316L CSAM part produced by the traditional strategy;
- Metal Knitting produces materials with good mechanical properties and similar microstructures to the traditional CSAM strategy. In general, due to the constant cone-like CS gun movement, Metal Knitting results in a lower density than the traditional strategy;
- Post-processing for densification of Metal Knitting made parts have to be studied, e.g., heat treatments, Hot Isostatic Pressure (HIP), Spark Sintering Plasma (SPS), due to their effectiveness used for parts produced by the traditional CSAM strategy. This qualifies the parts made by Metal Knitting for quality improvement.
- Metal Knitting strategy is not necessarily a substitute for the traditional one. Still, it can be a complementary stage to this one, redressing the sidewalls to lower angles. Therefore, a combination of robot strategies could be a solution for specific applications, e.g., to build a large bulk, the traditional strategy can be applied for its central area, while knitting is used on the edges. This would prevent the sidewalls inclination and promote the best spraying angle deposition on the central location, which is 90 degrees, typical of the traditional strategy.
- As a CSAM technique, the Metal Knitting strategy has some challenges, e.g., needing reasonable control of its parameters, distances, and relative’ positions between the substrate and the CS gun, because a misunderstanding in the measurements and positioning may result in an undesired path and consequently unexpected geometry. Moreover, depending on the knitting path and part design, the robot arm does long movements, which might eventually result in a collision between the CS gun and the robot arm. Therefore, to avoid what can be catastrophic for the CS equipment, the robot user must check carefully and slowly the robot trajectory before the CS spraying.
- Looking for the potential applications of the CSAM metal knitting strategy, one possibility is using it to complement other AM techniques already in use, such as arc-welding or laser processes.
- In addition, Metal Knitting can be used for repairing elements, such as thin, worn, or damaged walls. Among a wide range of applications and industry sectors, some examples are: repairing Ti alloys turbine compressor blades’ tips, fabrication of superalloys manifolds, production of special prototypes for racing cars, fabrication and repairing of special alloys piping components for the oil and gas industry, repairing of eroded martensitic stainless-steel Kaplan hydraulic runners’ tips, and others.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Souza Corrêa, R.; de Oliveira, U.R.; Abdalla, M.M.; Fernandes, V.A. Systematic Literature Review on Sustainable Products: Impact on Organizations, Research Opportunities and Future Perspectives. Clean. Waste Syst. 2022, 1, 100003. [Google Scholar] [CrossRef]
- Jin, Y.; Ji, S.; Li, X.; Yu, J. A Scientometric Review of Hotspots and Emerging Trends in Additive Manufacturing. J. Manuf. Technol. Manag. 2017, 28, 18–38. [Google Scholar] [CrossRef]
- Parupelli, S.K.; Desai, S. A Comprehensive Review of Additive Manufacturing (3D Printing): Processes, Applications and Future Potential. Am. J. Appl. Sci. 2019, 16, 244–272. [Google Scholar] [CrossRef]
- Savini, A.; Savini, G.G. A Short History of 3D Printing, a Technological Revolution Just Started. In Proceedings of the 2015 ICOHTEC/IEEE International History of High-Technologies and their Socio-Cultural Contexts Conference (HISTELCON), Tel-Aviv, Israel, 18–19 August 2015; pp. 1–8. [Google Scholar]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A Review of Metal Additive Manufacturing Technologies. Solid State Phenom. 2018, 278, 1–14. [Google Scholar] [CrossRef]
- Fang, Z.-C.; Wu, Z.-L.; Huang, C.-G.; Wu, C.-W. Review on Residual Stress in Selective Laser Melting Additive Manufacturing of Alloy Parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Karayel, E.; Bozkurt, Y. Additive Manufacturing Method and Different Welding Applications. J. Mater. Res. Technol. 2020, 9, 11424–11438. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold Gas Dynamic Spray Additive Manufacturing Today: Deposit Possibilities, Technological Solutions and Viable Applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Srikanth, A.; Basha, G.; Venkateshwarlu, B. A Brief Review on Cold Spray Coating Process. Mater. Today Proc. 2019, 22, 1390–1397. [Google Scholar] [CrossRef]
- Vaz, R.F.; Silvello, A.; Sanchez, J.; Albaladejo, V.; Cano, I.G. The Influence of the Powder Characteristics on 316L Stainless Steel Coatings Sprayed by Cold Gas Spray. Coatings 2021, 11, 168. [Google Scholar] [CrossRef]
- Villa, M.; Dosta, S.; Guilemany, J.M. Optimization of 316L Stainless Steel Coatings on Light Alloys Using Cold Gas Spray. Surf. Coat. Technol. 2013, 235, 220–225. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Yan, X.; Lupoi, R. Annealing Strategies for Enhancing Mechanical Properties of Additively Manufactured 316L Stainless Steel Deposited by Cold Spray. Surf. Coat. Technol. 2019, 370, 353–361. [Google Scholar] [CrossRef]
- Bagherifard, S.; Kondas, J.; Monti, S.; Cizek, J.; Perego, F.; Kovarik, O.; Lukac, F.; Gaertner, F.; Guagliano, M. Tailoring Cold Spray Additive Manufacturing of Steel 316 L for Static and Cyclic Load-Bearing Applications. Mater. Des. 2021, 203, 109575. [Google Scholar] [CrossRef]
- Dikici, B.; Yilmazer, H.; Ozdemir, I.; Isik, M. The Effect of Post-Heat Treatment on Microstructure of 316L Cold-Sprayed Coatings and Their Corrosion Performance. J. Therm. Spray Technol. 2016, 25, 704–714. [Google Scholar] [CrossRef]
- Guerreiro, B.; Vo, P.; Poirier, D.; Legoux, J.-G.; Zhang, X.; Giallonardo, J.D. Factors Affecting the Ductility of Cold-Sprayed Copper Coatings. J. Therm. Spray Technol. 2020, 29, 630–641. [Google Scholar] [CrossRef]
- Wu, H.; Huang, C.; Xie, X.; Liu, S.; Wu, T.; Niendorf, T.; Xie, Y.; Deng, C.; Liu, M.; Liao, H.; et al. Influence of Spray Trajectories on Characteristics of Cold-Sprayed Copper Deposits. Surf. Coat. Technol. 2021, 405, 126703. [Google Scholar] [CrossRef]
- Yin, S.; Jenkins, R.; Yan, X.; Lupoi, R. Microstructure and Mechanical Anisotropy of Additively Manufactured Cold Spray Copper Deposits. Mater. Sci. Eng. A 2018, 734, 67–76. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Cinca, N.; Barriuso, E.; Frigola, J.; Dosta, S.; Cano, I.G.; Guilemany, J.M. X-Ray Microtomographic Characterization of Highly Rough Titanium Cold Gas Sprayed Coating for Identification of Effective Surfaces for Osseointegration. Microscopy 2019, 68, 413–416. [Google Scholar] [CrossRef]
- Vargas-Uscategui, A.; King, P.C.; Yang, S.; Chu, C.; Li, J. Toolpath Planning for Cold Spray Additively Manufactured Titanium Walls and Corners: Effect on Geometry and Porosity. J. Mater. Process. Technol. 2021, 298, 117272. [Google Scholar] [CrossRef]
- Lek, J.Y.; Bhowmik, A.; Tan, A.W.-Y.; Sun, W.; Song, X.; Zhai, W.; Buenconsejo, P.J.; Li, F.; Liu, E.; Lam, Y.M.; et al. Understanding the Microstructural Evolution of Cold Sprayed Ti-6Al-4V Coatings on Ti-6Al-4V Substrates. Appl. Surf. Sci. 2018, 459, 492–504. [Google Scholar] [CrossRef]
- Suhonen, T.; Varis, T.; Dosta, S.; Torrell, M.; Guilemany, J.M. Residual Stress Development in Cold Sprayed Al, Cu and Ti Coatings. Acta Mater. 2013, 61, 6329–6337. [Google Scholar] [CrossRef]
- Bobzin, K.; Wietheger, W.; Knoch, M.A.; Schacht, A.; Reisgen, U.; Sharma, R.; Oster, L. Comparison of Residual Stress Measurements Conducted by X-ray Stress Analysis and Incremental Hole Drilling Method. J. Therm. Spray Technol. 2020, 29, 1218–1228. [Google Scholar] [CrossRef]
- Rech, S.; Trentin, A.; Vezzù, S.; Vedelago, E.; Legoux, J.G.; Irissou, E. Different Cold Spray Deposition Strategies: Single- and Multi-Layers to Repair Aluminium Alloy Components. J. Therm. Spray Technol. 2014, 23, 1237–1250. [Google Scholar] [CrossRef]
- Fan, N.; Cizek, J.; Huang, C.; Xie, X.; Chlup, Z.; Jenkins, R.; Lupoi, R.; Yin, S. A New Strategy for Strengthening Additively Manufactured Cold Spray Deposits through in-Process Densification. Addit. Manuf. 2020, 36, 101626. [Google Scholar] [CrossRef]
- Silvello, A.; Cavaliere, P.; Rizzo, A.; Valerini, D.; Dosta Parras, S.; Garcia Cano, I. Fatigue Bending Behavior of Cold-Sprayed Nickel-Based Superalloy Coatings. J. Therm. Spray Technol. 2019, 28, 930–938. [Google Scholar] [CrossRef]
- Vaßen, R.; Fiebig, J.; Kalfhaus, T.; Gibmeier, J.; Kostka, A.; Schrüfer, S. Correlation of Microstructure and Properties of Cold Gas Sprayed INCONEL 718 Coatings. J. Therm. Spray Technol. 2020, 29, 1455–1465. [Google Scholar] [CrossRef]
- Yan, X.; Huang, C.; Chen, C.; Bolot, R.; Dembinski, L.; Huang, R.; Ma, W.; Liao, H.; Liu, M. Additive Manufacturing of WC Reinforced Maraging Steel 300 Composites by Cold Spraying and Selective Laser Melting. Surf. Coat. Technol. 2019, 371, 161–171. [Google Scholar] [CrossRef]
- Chen, C.; Yan, X.; Xie, Y.; Huang, R.; Kuang, M.; Ma, W.; Zhao, R.; Wang, J.; Liu, M.; Ren, Z.; et al. Microstructure Evolution and Mechanical Properties of Maraging Steel 300 Fabricated by Cold Spraying. Mater. Sci. Eng. A 2019, 743, 482–493. [Google Scholar] [CrossRef]
- Vaz, R.F.; Silvello, A.; Albaladejo, V.; Sanchez, J.; Cano, I.G. Improving the Wear and Corrosion Resistance of Maraging Part Obtained by Cold Gas Spray Additive m Anufacturing. Metals 2021, 11, 1092. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold Spray Additive Manufacturing and Repair: Fundamentals and Applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H. A Comprehensive Review on Sustainable Cold Spray Additive Manufacturing: State of the Art, Challenges and Future Challenges. J. Clean. Prod. 2021, 310, 127606. [Google Scholar] [CrossRef]
- Wu, H.; Xie, X.; Liu, M.; Verdy, C.; Zhang, Y.; Liao, H.; Deng, S. Stable Layer-Building Strategy to Enhance Cold-Spray-Based Additive Manufacturing. Addit. Manuf. 2020, 35, 101356. [Google Scholar] [CrossRef]
- Pattison, J.; Celotto, S.; Morgan, R.; Bray, M.; O’Neill, W. Cold Gas Dynamic Manufacturing: A Non-Thermal Approach to Freeform Fabrication. Int. J. Mach. Tools Manuf. 2007, 47, 627–634. [Google Scholar] [CrossRef]
- Nardi, A.T.; El-Wardany, T.I.; Viens, D.V.; Lynch, M.E.; Hsu, A.; Klecka, M.A.; Gu, W. Additive Topology Optimized Manufacturing for Multi-Functional Components. US20140277669A1, 18 September 2014. [Google Scholar]
- Prasad, K.; Khalik, M.A.; Hutasoit, N.; Rahman Rashid, R.A.; Rashid, R.; Duguid, A.; Palanisamy, S. Printability of Low-Cost Pre-Heat-Treated Ball Milled Al7075 Powders Using Compressed Air Assisted Cold Spray Additive Manufacturing. Addit. Manuf. Lett. 2022, 3, 100046. [Google Scholar] [CrossRef]
- Silvello, A.; Cavaliere, P.D.; Albaladejo, V.; Martos, A.; Dosta, S.; Cano, I.G. Powder Properties and Processing Conditions Affecting Cold Spray Deposition. Coatings 2020, 10, 91. [Google Scholar] [CrossRef]
- Gilmore, D.L.; Dykhuizen, R.C.; Neiser, R.A.; Roemer, T.J.; Smith, M.F. Particle Velocity and Deposition Efficiency in the Cold Spray Process. J. Therm. Spray Technol. 1999, 8, 576–582. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Wang, Y.-Y. Effect of Spray Angle on Deposition Characteristics in Cold Spraying. In Thermal Spray 2003: Advancing the Science & Applying the Technology; Moreau, C., Marple, B.R., Eds.; ASM International: Orlando, FL, USA, 2003; pp. 91–96. [Google Scholar]
- Wu, H.; Xie, X.; Liu, M.; Chen, C.; Liao, H.; Zhang, Y.; Deng, S. A New Approach to Simulate Coating Thickness in Cold Spray. Surf. Coat. Technol. 2020, 382, 1–14. [Google Scholar] [CrossRef]
- Wu, H.; Raoelison, R.N.; Zhang, Y.; Deng, S.; Liao, H. Cold Spraying of 3D Parts—Challenges. In Thermal Spray Coatings; Thakur, L., Vasudev, H., Eds.; CRC Press: Boca Raton, FL, USA, 2021; pp. 37–58. [Google Scholar]
- Matts, O.; Hammoud, H.; Sova, A.; Bensaid, Z.; Kermouche, G.; Klöcker, H.; Bosch, C.; Texier-Mandoki, N. Influence of Cold Spray Nozzle Displacement Strategy on Microstructure and Mechanical Properties of Cu/SiC Composites Coating. Key Eng. Mater. 2019, 813, 110–115. [Google Scholar] [CrossRef]
- Bae, G.; Kumar, S.; Yoon, S.; Kang, K.; Na, H.; Kim, H.; Lee, C. Bonding Features and Associated Mechanisms in Kinetic Sprayed Titanium Coatings. Acta Mater. 2009, 57, 5654–5666. [Google Scholar] [CrossRef]
- Ichikawa, Y.; Tokoro, R.; Tanno, M.; Ogawa, K. Elucidation of Cold-Spray Deposition Mechanism by Auger Electron Spectroscopic Evaluation of Bonding Interface Oxide Film. Acta Mater. 2019, 164, 39–49. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Marinescu, I.; Toh, W.Q.; Liu, E. Adhesion, Tribological and Corrosion Properties of Cold-Sprayed CoCrMo and Ti6Al4V Coatings on 6061-T651 Al Alloy. Surf. Coat. Technol. 2017, 326, 291–298. [Google Scholar] [CrossRef]
- Faizan-Ur-Rab, M.; Zahiri, S.H.; Masood, S.H.; Phan, T.D.; Jahedi, M.; Nagarajah, R. Application of a Holistic 3D Model to Estimate State of Cold Spray Titanium Particles. Mater. Des. 2016, 89, 1227–1241. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Yang, W.; Jahedi, M. Characterization of Cold Spray Titanium Supersonic Jet. J. Therm. Spray Technol. 2009, 18, 110–117. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.J.; Dinavahi, S.P.G.; Leyman, P.F. Theoretical and Experimental Particle Velocity in Cold Spray. J. Therm. Spray Technol. 2011, 20, 425–431. [Google Scholar] [CrossRef]
- Kotoban, D.; Grigoriev, S.; Okunkova, A.; Sova, A. Influence of a Shape of Single Track on Deposition Efficiency of 316L Stainless Steel Powder in Cold Spray. Surf. Coat. Technol. 2017, 309, 951–958. [Google Scholar] [CrossRef]
- Rokni, M.R.; Nutt, S.R.; Widener, C.A.; Champagne, V.K.; Hrabe, R.H. Review of Relationship Between Particle Deformation, Coating Microstructure, and Properties in High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1308–1355. [Google Scholar] [CrossRef]
- Lynch, M.E.; Gu, W.; El-Wardany, T.; Hsu, A.; Viens, D.; Nardi, A.; Klecka, M. Design and Topology/Shape Structural Optimisation for Additively Manufactured Cold Sprayed Components. Virtual Phys. Prototyp. 2013, 8, 213–231. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Rodrigues, C.R.; Pardal, J.M.; da Silva Barbosa, E.; de Abreu, H.F.G. Effects of Post Weld Heat Treatments on the Microstructure and Mechanical Properties of Dissimilar Weld of Supermartensític Stainless Steel. Mater. Res. 2014, 17, 1336–1343. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Yang, X.; Xu, Y. Anisotropic Response of Cold Sprayed Copper Deposits. Surf. Coat. Technol. 2018, 335, 219–227. [Google Scholar] [CrossRef]
- Eason, P.D.; Fewkes, J.A.; Kennett, S.C.; Eden, T.J.; Tello, K.; Kaufman, M.J.; Tiryakioğlu, M. On the Characterization of Bulk Copper Produced by Cold Gas Dynamic Spray Processing in as Fabricated and Annealed Conditions. Mater. Sci. Eng. A 2011, 528, 8174–8178. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Cr | Ni | Mo | Mn | Si | Fe | Cu | Ti | Al | V |
|---|---|---|---|---|---|---|---|---|---|---|
| 316L | 16 | 12 | 2.5 | 0.5 | <0.1 | Bal. | ||||
| Cu | 100 | |||||||||
| Ti | 100 | |||||||||
| Ti6Al4V | Bal. | 5.9 | 3.9 | |||||||
| Al | 100 |
| Powder | N2 Temperature [°C] | N2 Pressure [MPa] | Standoff Distance [mm] |
|---|---|---|---|
| 316L | 1000 | 6.0 | 25 |
| Cu | 700 | 3.0 | 25 |
| Ti | 900 | 6.4 | 25 |
| Ti6Al4V | 1000 | 6.5 | 25 |
| Al | 450 | 3.0 | 25 |
| Material | Sidewall Angle Relative to a Line Normal to the Substrate [Degree] | |||
|---|---|---|---|---|
| on Substrate’s Flat Surface | on Substrate’s Edge | |||
| Metal Knitting Strategy | Traditional Strategy | Metal Knitting Strategy | Traditional Strategy | |
| 316L | 8 | 60 | 0 | 20 |
| Al | 0 | 45 | 0 | 5 |
| Cu | 0 | 75 | 0 | 25 |
| Ti | 10 | 45 | 0 | 0 |
| Ti6Al4V | 10 | 40 | 0 | 5 |
| Material | Strategy | Hardness [HV0.3] | Porosity [%] |
|---|---|---|---|
| 316L | Metal Knitting | 246 ± 33 | 8 |
| Traditional | 374 ± 26 | 4 | |
| Al | Metal Knitting | 50 ± 3 | 21 |
| Traditional | 49 ± 8 | 3 | |
| Cu | Metal Knitting | 88 ± 10 | 7 |
| Traditional | 109 ± 12 | 3 | |
| Ti | Metal Knitting | 199 ± 22 | 10 |
| Traditional | 262 ± 43 | 7 | |
| Ti6Al4V | Metal Knitting | 229 ± 31 | 28 |
| Traditional | 236 ± 32 | 14 |
| Material | Strategy | UTS [MPa] |
|---|---|---|
| 316L | Metal Knitting | 61 ± 2 |
| Traditional | 184 ± 9 | |
| Ti6Al4V | Metal Knitting | 32 ± 12 |
| Traditional | 121 ± 25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vaz, R.F.; Albaladejo-Fuentes, V.; Sanchez, J.; Ocaña, U.; Corral, Z.G.; Canales, H.; Cano, I.G. Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing. Materials 2022, 15, 6785. https://doi.org/10.3390/ma15196785
Vaz RF, Albaladejo-Fuentes V, Sanchez J, Ocaña U, Corral ZG, Canales H, Cano IG. Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing. Materials. 2022; 15(19):6785. https://doi.org/10.3390/ma15196785
Chicago/Turabian StyleVaz, Rodolpho F., Vicente Albaladejo-Fuentes, Javier Sanchez, Unai Ocaña, Ziortza G. Corral, Horacio Canales, and Irene G. Cano. 2022. "Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing" Materials 15, no. 19: 6785. https://doi.org/10.3390/ma15196785
APA StyleVaz, R. F., Albaladejo-Fuentes, V., Sanchez, J., Ocaña, U., Corral, Z. G., Canales, H., & Cano, I. G. (2022). Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing. Materials, 15(19), 6785. https://doi.org/10.3390/ma15196785