

Resistance of 3D-Printed Components, Test Specimens and Products to Work under Environmental Conditions—Review


Abstract
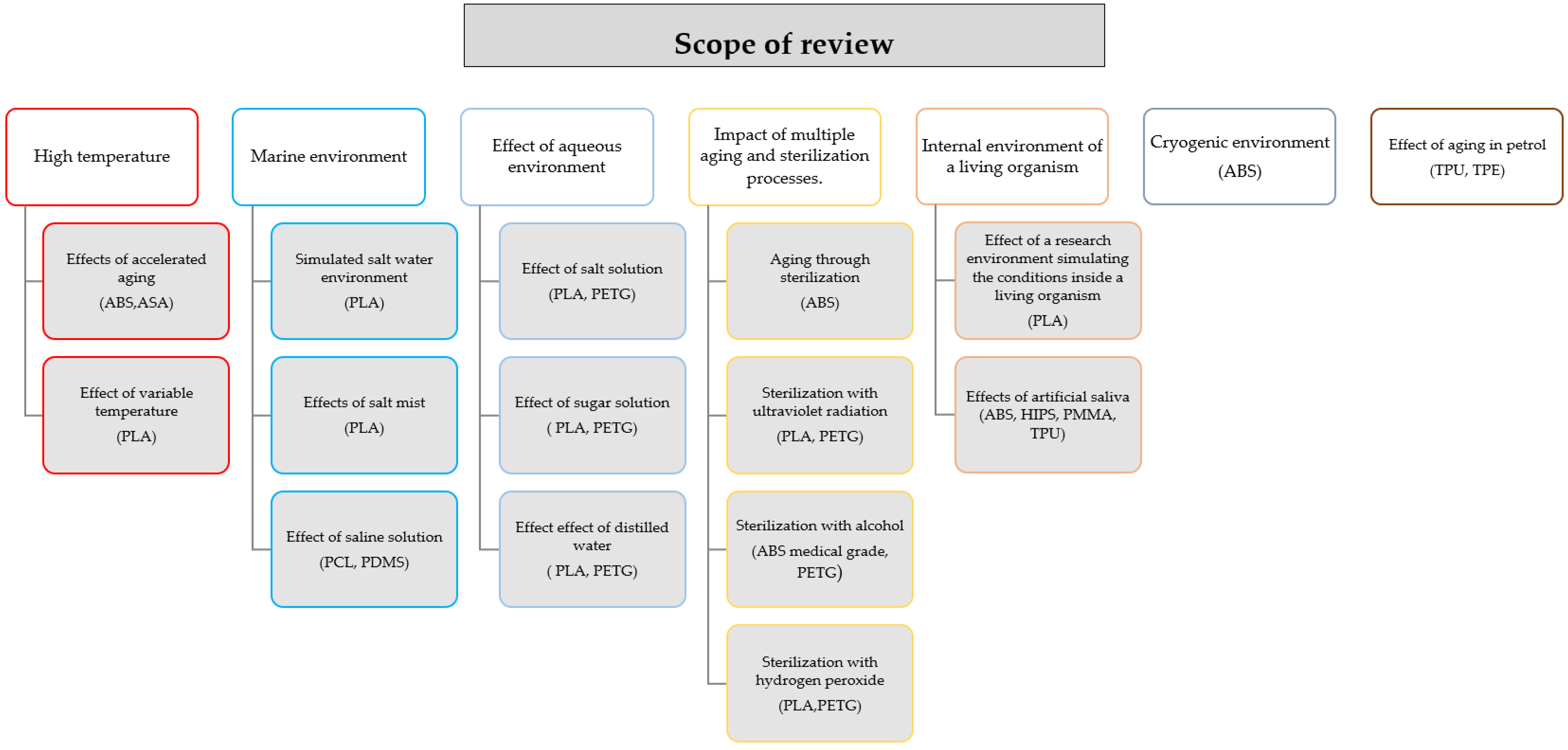
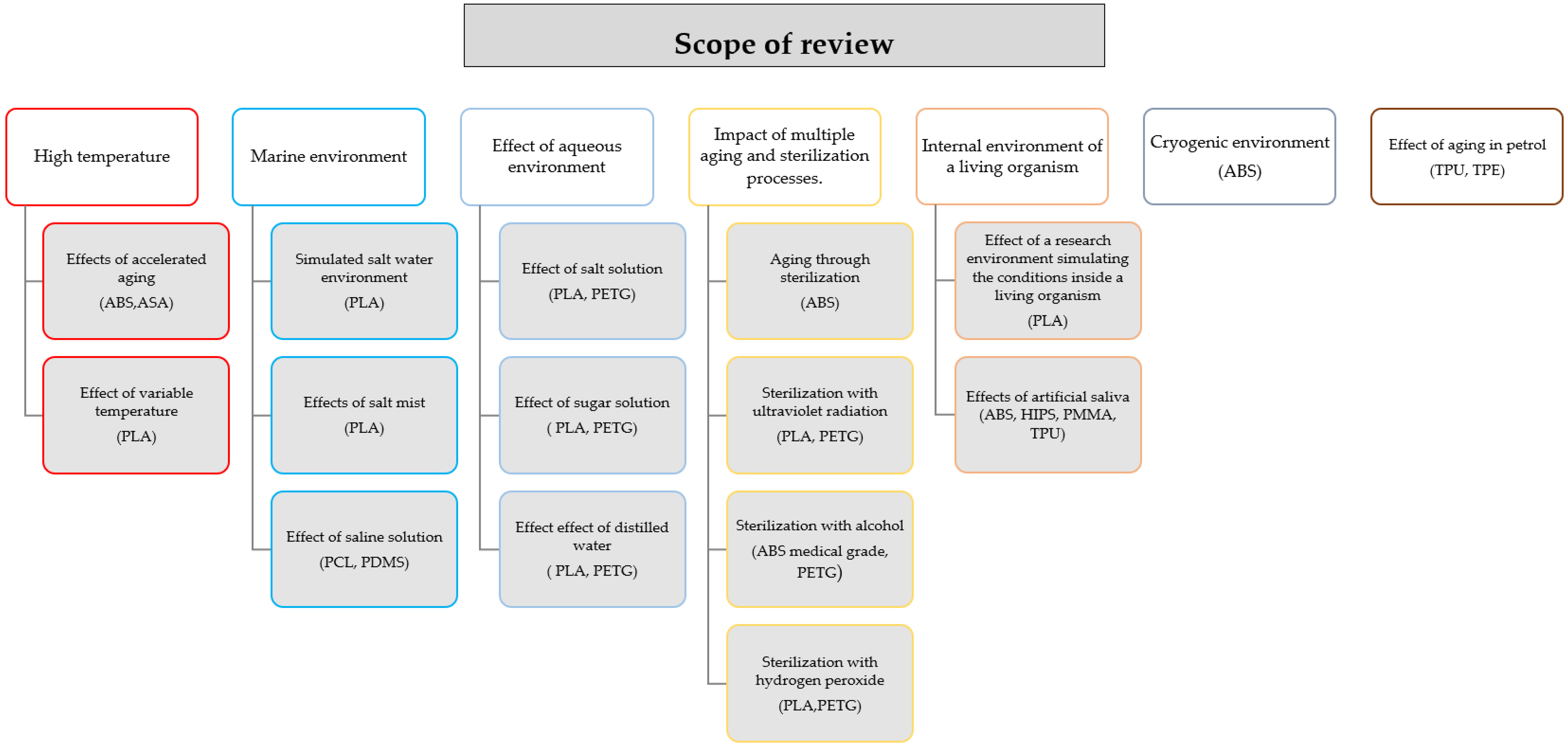
:1. Introduction
2. Effect of Thermal Aging Conditions on the Properties of 3D-Printed Samples
3. Susceptibility of 3D Prints to Simulated Marine Environment Conditions
4. Effect of Aqueous Environment, Salt Solution and Sugar Solution
5. Effect of Multiple Aging and Sterilization Processes
6. Internal Environment of a Living Organism
7. Cryogenic Environment
8. Effect of Aging in Petrol
9. Conclusions
10. Predictions for Further Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| ASA | Acrylonitrile Styrene Acrylate |
| CT | Computed Microtomography |
| DMA | Dynamic Mechanical Analysis |
| FDM | Fused Deposition Modeling |
| HIPS | High-Impact Polystyrene |
| PA | Polyamide |
| PCL | Polycaprolactone |
| PDMS | Polydimethylsiloxane |
| PETG | Polyethylene Terephthalate Glycol |
| PLA | Poly Lactic Acid |
| PMMA | Poly(methyl methacrylate) |
| SEM | Scanning Electron Microscopy |
| Tg | Glass Transition Temperature (°C) |
| TPE | Thermoplastic Elastomer |
| TPU | Thermoplastic Polyurethane |
| UV | Ultraviolet |
References
- Horvath, J. A Brief History of 3D Printing. In Mastering 3D Printing; Apress: Berkeley, CA, USA, 2014. [Google Scholar]
- Beaman, J.J.; Barlow, J.W.; Bourell, D.L.; Crawford, R.H.; Marcus, H.L.; McAlea, K.P. Solid Freeform Fabrication: A New Direction in Manufacturing: With Research and Applications in Thermal Laser Processing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. Patent No. US4575330, 11 March 1986. [Google Scholar]
- Deckard, C.R. Apparatus for Producing Parts by Selective Sintering. Patent No. US5597589, 28 January 1997. [Google Scholar]
- Wohlers, T.; Gornet, T. History of Additive Manufacturing; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2014. [Google Scholar]
- Scoot Crump Modeling Apparatus for Three-Dimensional Objectsd. Patent No. US5340433, 23 August 1994.
- Bourell, D.L.; Beaman, J.; Wohlers, T. History and Evolution of Additive Manufacturing; ASM International: Almere, The Netherlands, 2020; Volume 24. [Google Scholar]
- Jafferson, J.M.; Debdutta, C.H. A Review on Polymeric Materials in Additive Manufacturing. Mater. Today Proc. 2021, 46. [Google Scholar] [CrossRef]
- Petersmann, S.; Spoerk, M.; Van De Steene, W.; Uecal, M.; Wiener, J.; Pinter, G.; Arbeiter, F. Mechanical properties of polymeric implant materials produced by extrusion-based additive manufacturing. J. Mech. Behav. Biomed. Mater. 2020, 104, 103611. [Google Scholar] [CrossRef] [PubMed]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Sci. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Jain, A.; Bansal, K.K.; Tiwari, A.; Rosling, A.; Rosenholm, J.M. Role of Polymers in 3D Printing Technology for Drug Delivery—An Overview. Curr. Pharm. Des. 2018, 24, 4979–4990. [Google Scholar] [CrossRef]
- Pekkanen, A.M.; Mondschein, R.J.; Williams, C.B.; Long, T.E. 3D Printing Polymers with Supramolecular Functionality for Biological Applications. Biomacromolecules 2017, 18, 2669–2687. [Google Scholar] [CrossRef]
- Daniel, B.; Tillman, A.M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar]
- Daniel, A.; Fentahun, A.K.; Kamal, K. Numerically investigating the AZO/Cu2O heterojunction solar cell using ZnO/CdS buffer layer. Optik 2021, 228, 166228. [Google Scholar]
- Hofstatter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. State-of-the-art of fiber-reinforced polymers in additive manufacturing technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef]
- Lyu, M.Y.; Choi, T.G. Research trends in polymer materials for use in lightweight vehicles. Int. J. Precis. Eng. Manuf. 2015, 16, 213–220. [Google Scholar] [CrossRef]
- Papageorgiou, D.G.; Kinloch, I.A.; Young, R.J. Mechanical properties of graphene and graphene-based nanocomposites. Prog. Mater. Sci. 2017, 90, 75–127. [Google Scholar] [CrossRef]
- MacDiarmid, A.G. Synthetic Metals: A Novel Role for Organic Polymers (Nobel Lecture). Angew. Chem. 2001, 40, 2581–2590. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Zainal, A. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Sapkota, J.; Holzer, C. Optimization of mechanical properties of glass-spheres-filled polypropylene composites for extrusion-based additive manufacturing. Polym. Compos. 2019, 40, 638–651. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Mitchell, A.; Lafont, U.; Hołyńska, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Aumnate, C.; Pongwisuthiruchte, A.; Pattananuwat, P.; Potiyaraj, P. Fabrication of ABS/graphene oxide composite filament for fused filament fabrication (FFF)3D printing. Adv. Mater. Sci. Eng. 2018, 2018, 2830437. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]
- Godec, D.; Cano, S.; Holzer, C.; Gonzalez-Gutierrez, J. Optimization of the 3D printing parameters for tensile properties of speci-mens produced by fused filament fabrication of 17-4PH stainless steel. Materials 2020, 202, 774. [Google Scholar] [CrossRef]
- Milosevi, C.M.; Stoof, D.; Pickering, K.L. Characterizing the mechanical properties of fused deposition modelling natural fiber recycled polypropylene composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, N.A.; Bowland, C.C.; Naskar, A.K. A general method to improve 3D-printability and inter-layer adhesion in lignin-based composites. Appl. Mater. Today 2018, 12, 138–152. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Jie, W. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- De Beer, M.P.; van der Laan, H.L.; Cole, M.A.; Whelan, R.J.; Burns, M.A.; Scott, T.F. Rapid, continuous additive manufacturing by volumetric polymerization inhibition patterning. Sci. Adv. 2019, 5, eaau8723. [Google Scholar] [CrossRef]
- Van der Laan, H.L.; Burns, M.A.; Scott, T.F. Volumetric Photopolymerization Confinement through Dual-Wavelength Photoinitiation and Photoinhibition. ACS Macro Lett. 2019, 8, 899–904. [Google Scholar] [CrossRef] [PubMed]
- Loterie, D.; Delrot, P.; Moser, C. High-resolution tomographic volumetric additive manufacturing. Nat. Commun. 2020, 11, 852. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Hu, Q.; Wang, S.; Tao, J.; Gou, M. Digital Light Processing Based Three-dimensional Printing for Medical Applications. Int. J. Bioprinting 2019, 6, 242. [Google Scholar] [CrossRef]
- Moin, D.A.; Hassan, B.; Wismeijer, D.H. A Novel Approach for Custom Three-Dimensional Printing of a Zirconia Root Analogue Implant by Digital Light Processing. Clin. Oral Implant. Res. 2017, 28, 668–670. [Google Scholar] [CrossRef]
- Lim, K.S.; Levato, R.; Costa, P.F.; Castilho, M.D.; Alcala-Orozco, C.R.; van Dorenmalen, K.M.A.; Melchels, F.P.W.; Gawlitta, D.; Hooper, G.J.; Malda, J.; et al. Bio-Resin for High Resolution Lithography-Based Biofabrication of Complex Cell-Laden Constructs. Biofabrication 2018, 10, 034101. [Google Scholar] [CrossRef] [PubMed]
- Ziaee, M.; Crane, N.B. Binder Jetting: A Review of Process, Materials, and Methods; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Shirazi, S.F.S.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.C.; Kadri, N.A.; Osman, N.A.A. A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing. Sci. Technol. Adv. Mater. 2015, 16, 033502. [Google Scholar] [CrossRef] [PubMed]
- Afshar, A.; Mihut, D. Enhancing durability of 3D printed polimer structures by metalization. J. Mater. Sci. Technol. 2020, 53, 185–191. [Google Scholar]
- Le Neel, T.A.; Mognol, P.; Hascoet, J.-Y. A review on additive manufacturing of sand molds by binder jetting and selective laser sintering. Rapid Prototyp. J. 2018, 24, 1325–1336. [Google Scholar]
- Mühler, C.G.T.; Ascheri, M.E.; Nicolaides, D.; Heinrich, J.G.; Günster, J. Slurry-Based Powder Beds for the Selective Laser Sintering of Silicate Ceramics. J. Ceram. Sci. Technol. 2015, 6, 113–118. [Google Scholar]
- Reza Khosravani, M.; Zolfagharian, A.; Jennings, M.; Reinicke, T. Structural performance of 3D-printed composites under various loads and environmental conditions. Sci. Polym. Test. 2020, 91, 106770. [Google Scholar] [CrossRef]
- Anket, J.; Ikshita, C.; Ishika, W.; Ankush, R.; Irfan, U. 3D printing—Review of processes, materials and applications in industry 4.0. Sci. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar]
- Niranjan, Y.C.; Krishnapila, S.; Velmurgan, R.; Sung, K.H. Effect of Annealing Time and Temperature on Dynamic Mechanical Properties of FDM Printed PLA. In Composite Materials for Extreme Loading; Springer: Singapore, 2021; pp. 143–160. [Google Scholar]
- Bhuvanesh, M.; Kumar, T.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Sci. Thin Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Hart, K.R.; Dunn, R.M.; Sietins, J.M.; Mock, C.M.H.; Mackay, M.E.; Wetzel, E.D. Increased fracture toughness of additively manufactured amorphousthermoplastics via thermal annealing. Polymers 2018, 144, 192–204. [Google Scholar] [CrossRef]
- Joseph, P.; Joseph, K.; Thomas, S.; Pillai, C.; Prasad, V.; Groeninckx, G.; Sarkissova, M. The thermal and crystallisation studies of short sisal fibre reinforced polypropylene composites. Compos. Part A 2003, 34, 253–266. [Google Scholar]
- Vidhate, S.; Ogunsona, E.; Chung, J.; D’Souza, N.A. Rheological, mechanical and thermal properties of PVDF/carbon nanofiber (CNF) composite. In Proceedings of the Regional Technical Conference—Society of Plastics Engineers, Milwaukee, WI, USA, 4–8 May 2008; pp. 74–77. [Google Scholar]
- Soltysiak, S.; Selent, M.; Roth, S.; Abendroth, M.; Hoffmann, M.; Biermann, H.; Kuna, M. High-temperature small punch test for mechanical characterizationof a nickel-base super alloy. Mater. Sci. Eng. A 2014, 613, 259–263. [Google Scholar] [CrossRef]
- Koemmling, A.; Jaunich, M.; Wolff, D. Revealing effects of chain scission during ageing of EPDM rubber using relaxation and recovery experiment. Polym. Test. 2016, 56, 261–268. [Google Scholar] [CrossRef]
- Pourmand, P.; Hedenqvist, M.S.; Furó, I.; Gedde, U.W. Deterioration of highly filled EPDM rubber by thermal ageing in air: Kinetics and non-destructive monitoring. Polym. Test. 2017, 64, 267–276. [Google Scholar] [CrossRef]
- Ye, X.; Chen, Z.; Ai, S.; Hou, B.; Zhang, J.; Zhou, Q.; Wang, F.; Liu, H.; Cui, S. Microstructure characterization and thermal performance of reticulated SiC skeleton reinforced silica aerogel composites. Compos. Part B 2019, 177, 107409. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Weinberg, K. Characterization of sandwich 3T-joints under different aging conditions. Compos. Struct. 2018, 197, 80–88. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Khosravani, M.R.; Pedersen, D.B.; Tosello, G. Influence of thermal aging on the fracture and lifetime of additively manufactured ng properties and polymer/fuel interactions of polyamide12 exposed to (bio)diesel at high temperature. NPJ Mater. Degrad. 2019, 115, 104694. [Google Scholar]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of mechanical properties of FDM-PLA parts via thermal annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Akhoundi, B.; Nabipour, M.; Hajami, F.; Shakoori, D. An experimental study of nozzle temperature and heat treatment (annealing) effects on mechanical properties of high-temperature polylactic acid in fused deposition modeling. Polym. Eng. Sci. 2020, 60, 979–987. [Google Scholar] [CrossRef]
- Park, S.D.; Todo, M.; Arakawa, K. Effect of annealing on fracture mechanism of biodegradable poly (lactic acid). Key Eng. Mater. 2004, 261–263, 105–110. [Google Scholar]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R.; González-Núñez, R.; Rodrigue, D. Effect of thermal annealing on the mechanical and thermal properties of polylactic acid–cellulosic fiber biocomposites. J. Appl. Polym. Sci. 2016, 133, 1–10. [Google Scholar] [CrossRef]
- Rangisetty, S.; Peel, L.D. The Effect of Infill Patterns and Annealing on Mechanical Properties of Additively Manufactured Thermoplastic Composites; ASME International: New York, NY, USA, 2017; Volume 1, pp. 1–12. [Google Scholar]
- Krishna Upadhyay, R.; Kumar Mishra, A.; Kumar, A. Mechanical Degradation of 3D Printed PLA in Simulated Marina Environment. Surf. Interfaces 2020, 21, 100778. [Google Scholar] [CrossRef]
- Ambrus, S.; Soporan, R.A.; Kazamer, N.; Pascal, D.T.; Muntean, R.; Dume, A.I.; Mărginean, G.M.; Serban, V.A. Characterization and mechanical properties of fused deposited PLA material. Mater. Today Proceeding 2021, 45, 4356–4363. [Google Scholar] [CrossRef]
- Catalin, G.A.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Accelerated Aging Effect on Mechanical Properties of Common 3D-Printing Polymers. Polymers 2021, 13, 4132. [Google Scholar]
- Fotopoulou, K.N.; Karapanagioti, H.K. Degradation of Various Plastics in the 603 Environment. Hazardous Chemicals Associated with Plastics in the Marine Environment. In 604 The Handbook of Environmental Chemistry; Springer: Cham, Switzerland, 2017; Volume 78, pp. 71–92. [Google Scholar]
- Ryley, M.; Carve, M.; Piola, R.; Scardino, A.J.; Shimeta, J. Comparison of biofouling on 3D-printing materials in the marine environment. Int. Biodeterior. Biodegrad. 2021, 164, 105293. [Google Scholar] [CrossRef]
- Gebhardt, A.; Hötter, J.-S. Additive Manufacturing: 3D Printing for Prototyping and Manufacturing; Hanser Publications: Cincinnati, OH, USA, 2016. [Google Scholar]
- Arrieta, C.; Dong, Y.; Lan, A.; Vu-Khanh, T. Outdoor weathering of polyamide and 576 polyester ropes used in fall arrest equipment. J. Appl. Polym. Sci. 2013, 130, 3058–3065. [Google Scholar] [CrossRef]
- Andrady, A. Microplastics in the marine environment. Mar. Pollut. Bull. 2011, 62, 1596–1605. [Google Scholar] [CrossRef]
- Adhikari, D.; Mukai, M.; Kubota, K.; Kai, T.; Kaneko, N.; Araki, K.S.; Kubo, M. Degradation of bioplastics in soil and their degradation effects on environmental 566 microorganisms. J. Agric. Chem. Environ. 2016, 5, 23–34. [Google Scholar]
- Bannister, J.; Sievers, M.; Bush, F.; Bloecher, N. Biofouling in marine aquaculture: A review of recent research and developments. Biofouling 2019, 35, 631–648. [Google Scholar] [CrossRef]
- Nieto, D.M.; Alonso-García, M.; Pardo-Vicente, M.A. Product Design by Additive Manufacturing for Water Environments: Study of Degradation and Absorption Behaviorof PLA and PETG. Polymers 2021, 13, 1036. [Google Scholar] [CrossRef]
- Popescu, D.; Baciu, F.; Vlăsceanu, D.; Mihai Cotruţ, C.; Marinescu, R. Effects of multiple sterilizations and natural aging on the mechanical behavior of 3D-printed ABS. Mech. Mater. 2020, 148, 103423. [Google Scholar] [CrossRef]
- Grzelak, K.; Łaszcz, J.; Polkowski, J.; Mastalski, P.; Kluczyński, J.; Łuszczek, J.; Torzewski, J.; Szachogłuchowicz, I.; Szymaniuk, R. Additive Manufacturing of Plastics Used for Protection against COVID-19—The Influence of Chemical Disinfection by Alcohol on the Properties of ABS and PETG Polymers. Materials 2021, 14, 4823. [Google Scholar] [CrossRef] [PubMed]
- Oth, O.; Dauchot, C.; Orellana, M.; Glineur, R. How to Sterilize 3D Printed Objects for Surgical Use? An Evaluation of the Volumetric Deformation of 3D-Printed Genioplasty Guide in PLA and PETG after Sterilization by Low-Temperature Hydrogen Peroxide Gas Plasma. Open Dent. J. 2019, 13, 410–417. [Google Scholar] [CrossRef]
- ISO 4892-3; Plastics—Methods of Exposure to Laboratory Light Sources—Part 3: Fluorescent UV Lamps. 2016. Available online: https://www.iso.org/standard/67793.html (accessed on 30 October 2021).
- Eldwakhly, E.; Saadaldin, S.; Aldegheishem, A.; Mostafa, M.S.; Soliman, M. Antimicrobial capacity and surface alterations using photodynamic therapy and light activated disinfection on polymer-infiltrated ceramic material contaminated with periodontal bacteria. Pharmaceuticals 2020, 13, 350. [Google Scholar] [CrossRef] [PubMed]
- Basso, M.F.M.; Giampaolo, E.T.; Vergani, C.E.; Machado, A.L.; Pavarina, A.C.; Ribeiro, R.C. Influence of Microwave Disinfection on the Dimensional Stability of Denture Reline Polymers. J. Prosthodont. 2010, 19, 364–368. [Google Scholar] [CrossRef] [PubMed]
- Boursier, J.-F.; Fournet, A.; Bassanino, J.; Manassero, M.; Bedu, A.-S.; Leperlier, D. Reproducibility, accuracy and effect of autoclave sterilization on a thermoplastic three-dimensional model printed by a desktop fused deposition modelling three-dimensional printer. Vet. Comp. Orthop. Traumatol. 2018, 31, 422–430. [Google Scholar] [PubMed]
- Jacobs, P.; Kowatsch, R. Sterrad Sterilization System: A new technology for instrument sterilization. Endosc. Surg. Allied Technol. 1993, 1, 57–58. [Google Scholar]
- Kyi, M.S.; Holton, J.; Ridgway, G.L. Assessment of the efficacy of a low temperature hydrogen peroxide gas plasma sterilization system. J. Hosp. Infect. 1995, 31, 275–284. [Google Scholar] [CrossRef]
- Bagsik, A.; Schöppner, V.; Klemp, E. Long-Term Aging Effects on Fused Deposition Modeling Parts manufactured with ULTEM*9085; International Solid Freeform Fabrication Symposium: Downtown Austin, TX, USA, 2012; pp. 629–640. [Google Scholar]
- George, M.; Aroom, K.R.; Hawes, H.G.; Gill, B.S.; Love, J. 3D printed surgical instruments: The design and fabrication process. World J. Surg. 2017, 41, 314–319. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Hague, R.J.M.; Tuck, C.J. Effect of long-term aging on the tensile properties of a polyamide 12 laser sintering material. Polym. Test. 2010, 29, 483–493. [Google Scholar] [CrossRef]
- Madej, J.; Śliwka, M.; Trzcionka, W. Influence of UV Radiation on the Mechanical Properties of Specimens Printed with the Use of the FDM Technique at Different Density Levels. Fibres Text. East. Eur. 2017, 27, 78–83. [Google Scholar] [CrossRef]
- Moetazedian, A.; Gleadall, A.; Han, X.; Silberschmidt, V.V. Effect of environment on mechanical properties of 3D printed polylactide for biomedical applications. Sci. Mater. 2020, 102, 103510. [Google Scholar] [CrossRef] [PubMed]
- Pinho, A.C.; Piedade, A.P. Sandwich Multi-Material 3D-Printed Polymers: Influence of Aging on the Impact and Flexure Resistances. Polymers 2021, 13, 4030. [Google Scholar] [CrossRef] [PubMed]
- Brenken, B.; Barocio, E.; Favaloro, A.J.; Pipes, R.B. Simulation of semi-crystalline composites in the extrusion deposition additive manufacturing process. In Proceedings of the American Society for Composites, West Lafayette, IN, USA, 23–25 October 2017; pp. 90–102. [Google Scholar]
- Daniel, I.M.; Abot, J.L. Fabrication, testing and analysis of composite sandwich beams. Compos. Sci. Technol. 2000, 60, 2455–2463. [Google Scholar] [CrossRef]
- Andric, T.; Taylor, B.L.; Whittington, A.R. Fabrication and characterization of three-dimensional electrospun scaffolds for bone tissue engineering. Regen. Eng. Transl. Med. 2015, 1, 32–41. [Google Scholar] [CrossRef]
- Bosio, V.E.; Brown, J.; Rodriguez, M.J.; Kaplan, D.L. Biodegradable porous silk microtubes for tissue vascularization. J. Mater. Chem. B 2017, 5, 1227–1235. [Google Scholar] [CrossRef] [PubMed]
- Sonseca, Á.; Menes, O.; Giménez, E. A comparative study of the mechanical, shape-memory, and degradation properties of poly(lactic acid) nanofiber and cellulose nanocrystal reinforced poly(mannitol sebacate) nanocomposites. RSC Adv. 2017, 7, 21869–21882. [Google Scholar] [CrossRef]
- Kim, E.; Shin, Y.J.; Ahn, S.H. The effects of moisture and temperature on the mechanical properties of additive manufacturing components: Fused deposition modeling. Rapid Prototyp. J. 2016, 22, 887–894. [Google Scholar] [CrossRef]
- Vyavahare, O.; Ng, D.; Hsu, S.L. Analysis of structural rearrangements of poly(lactic acid) in the presence of water. J. Phys. Chem. B 2014, 118, 4185–4193. [Google Scholar] [CrossRef]
- Wang, P.J.; Nezami, F.R.; Gorji, M.B.; Berti, F.; Petrini, L.; Wierzbicki, T.; Migliavacca, F.; Edelman, E.R. Effect of working environment and procedural strategies on mechanical performance of bioresorbable vascular scaffolds. Acta Biomater. 2018, 82, 34–43. [Google Scholar] [CrossRef]
- Saenz, F.; Otarola, C.; Valladares, K. Influence of 3D printing settings on mechanical properties of ABS at room temperature and 77 K. Sci. Addit. Manuf. 2021, 39, 101841. [Google Scholar] [CrossRef]
- Drevlak, M.; Brochard, F.; Helander, P.; Kisslinger, J.; Mikhailov, M.; Nührenberg, C.; Turkin, Y.; Nührenberg, J. A quasi-toroidally symmetric stellarator. Contrib. Plasma Phys. 2013, 53, 459–468. [Google Scholar] [CrossRef]
- Weiss, K.-P.; Bagrets, N.; Lange, C.; Goldacker, W.; Wohlgemuth, J. Thermaland mechanical properties of selected 3D printed thermoplastics in the cryogenictemperature regime. IOP Conf. Ser. Mater. Sci. Eng. 2015, 102, 12–22. [Google Scholar] [CrossRef] [Green Version]
- Bartolom, E.E.; Bozzo, B.; Sevilla, P.; Martínez-Pasarell, O.; Puig, T.; Granados, X. ABS 3D printed solutions for cryogenic applications. Cryogenics 2017, 82, 30–37. [Google Scholar] [CrossRef]
- Paz, E.; Jiménez, M.; Romero, L.; del Mar Espinosa, M.; Domínguez, M. Characterization of the resistance to abrasive chemical agents of test specimens of thermoplastic elastomeric polyurethane composite materials produced by additive manufacturing. Appl. Polym. Sci. 2020, 138, 50791. [Google Scholar] [CrossRef]
- ISO 175; Plastics—Methods of Test for the Determination of the Effects of Immersion in Liquid Chemicals. ISO: Geneva, Switzerland, 2010.
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of Stress Level and Fibre Volume Fraction on Fatigue Performance of Glass Fibre-Reinforced Polyester Composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mohamed, Y.S.; El-Gamal, H. Fatigue and tensile behaviors of fiber-reinforced thermosetting composites embedded with nanoparticles. J. Compos. Mater. 2019, 53, 709–718. [Google Scholar] [CrossRef]
- Głowacki, M.; Mazurkiewicz, A.; Slomion, M. Evaluation of the effectiveness of methods of methods for improving the mechanical properties of plastic products manufactured in the FDM technology—A mini review. In Proceedings of the 27/28th International Conference Engineering Mechanics, Milovy, Czech Republic, 9–12 May 2022. [Google Scholar]
- Kocak, H. Surface Modification of a Model Part Produced with 3D Printing from PLA Material by Means of Composite Coating. J. Mater. Eng. Perform. 2020, 30, 3903–3910. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling of mechanical-electrical behavior of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 46, 46770. [Google Scholar] [CrossRef]
- Haihong, J.; Kamdem, P. Development of poly(vinyl chloride)/wood composites. A literature review. J. Vinyl Addit. Technol. 2004, 10, 59–69. [Google Scholar]
- Topolinski, T.; Cichanski, A.; Mazurkiewicz, A.; Nowicki, K. Fatigue Energy Dissipation in Trabecular Bone Samples with Step-wise-Increasing Amplitude Loading. Mater. Test. 2011, 53, 344–350. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Developments in polyester composite materials–An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Dányádi, L.; Móczó, J.; Pukánszky, B. Effect of various surface modifications of wood flour on the properties of PP/wood composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 199–206. [Google Scholar] [CrossRef]
- Topoliński, T.; Mazurkiewicz, A. Relationship between the mineral content of human trabecular bone and selected parameters obtained from its fatigue test with stepwise increasing amplitude. Acta Bioeng. Biomech. 2017, 19, 19–26. [Google Scholar]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]

{kind=link}
| High Temperature | Marine Environment | Aging through Sterilization | Sterilization with Ultraviolet Radiation | Sterilization with Alcohol | Sterilization with Hydrogen Peroxide | Internal Environment of a Living Organism | Cryogenic Environment | Effect of Aqueous Environment, Salt Solution and Sugar Solution | Aging in Gasoline | |
|---|---|---|---|---|---|---|---|---|---|---|
| Static bending | ABS ↑ [44] ASA ↑ [44] PLA ↑ [45] | ABS ⟷ [73] | ABS ↓ [87] PMMA ↓ [87] HIPS ↑ [87] TPU ↑ [87] | |||||||
| Tensile strength | PLA ↑ [62] PLA ↓ [63] | ABS ⟷ [73] | PLA ↓ [64] PETG ↓ [64] | PETG ↓ [74] ABS (medical grade) ⟷ [74] | PLA ↓ [86] | ABS ↓ [96] | TPE ↓ [100] TPU ↓ [100] | |||
| Impact strength | PLA ⟷ [63] | ABS ↓ [87] PMMA ↑ [87] HIPS ↑ [87] TPU ↓ [87] | ||||||||
| Rigidity | PLA ↓ [64] PETG ↓ [64] | |||||||||
| Dynamic mechanical analysis | PLA ↑ [45] | |||||||||
| Compression | PLA ↓ [64] PETG ↓ [64] | |||||||||
| Biofilm coverage | PCL ↑ [66] PDMS ↓ [66] | |||||||||
| Degradation changes | PLA ⟷ [79] PETG ⟷ [79] | PETG ↑ [72] PLA ↓ [72] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Głowacki, M.; Mazurkiewicz, A.; Słomion, M.; Skórczewska, K. Resistance of 3D-Printed Components, Test Specimens and Products to Work under Environmental Conditions—Review. Materials 2022, 15, 6162. https://doi.org/10.3390/ma15176162
Głowacki M, Mazurkiewicz A, Słomion M, Skórczewska K. Resistance of 3D-Printed Components, Test Specimens and Products to Work under Environmental Conditions—Review. Materials. 2022; 15(17):6162. https://doi.org/10.3390/ma15176162
Chicago/Turabian StyleGłowacki, Marcin, Adam Mazurkiewicz, Małgorzata Słomion, and Katarzyna Skórczewska. 2022. "Resistance of 3D-Printed Components, Test Specimens and Products to Work under Environmental Conditions—Review" Materials 15, no. 17: 6162. https://doi.org/10.3390/ma15176162
APA StyleGłowacki, M., Mazurkiewicz, A., Słomion, M., & Skórczewska, K. (2022). Resistance of 3D-Printed Components, Test Specimens and Products to Work under Environmental Conditions—Review. Materials, 15(17), 6162. https://doi.org/10.3390/ma15176162