
Corrosion Damage and Life Prediction of Concrete Structure in a 41-Year-Old Steelworks

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Project Brief
2.2. Materials
2.3. Experimental Methods
2.3.1. Temperature Monitoring
2.3.2. Relative Humidity Monitoring
2.3.3. CO2 Concentration Monitoring
2.3.4. SO2 Concentration Monitoring
2.3.5. Thickness of Concrete Cover
2.3.6. Neutralization Depth of Concrete
2.3.7. Compressive Strength of Concrete
3. Results and Discussion
3.1. Survey of Environmental Characteristics
3.1.1. Temperature
3.1.2. Relative Humidity
3.1.3. CO2 Concentration
3.1.4. SO2 Concentration
3.2. Analysis of Corrosion Degree of Concrete Structure
3.2.1. Appearance of Concrete
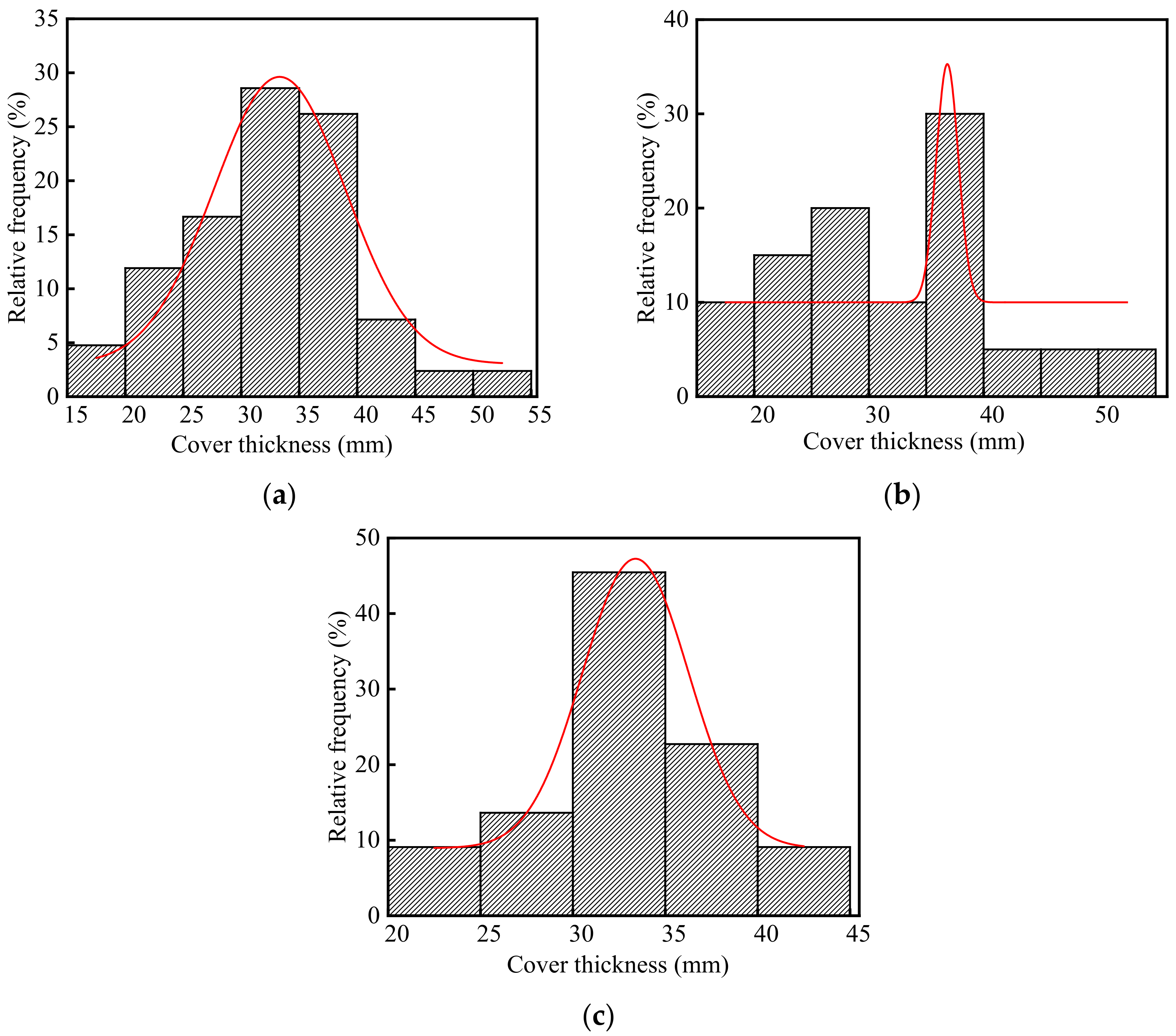
3.2.2. Thickness of Concrete Cover
3.2.3. Neutralization Depth of Concrete
3.2.4. Compressive Strength of Concrete
4. Life Prediction of Concrete Structure
4.1. Prediction Model of Neutralization Depth of Concrete
4.2. Neutralization Life Prediction of Concrete Structure
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- International Energy Agency. Iron and Steel Technology Roadmap: Towards More Sustainable Steelmaking; International Energy Agency: Paris, France, 2020. [Google Scholar]
- World Steel Association. Steel Statistical Yearbooks; World Steel Association: Brussels, Belgium, 2020. [Google Scholar]
- International Energy Agency. World Energy Balances; International Energy Agency: Paris, France, 2020. [Google Scholar]
- Long, Y.; Pan, J.; Farooq, S.; Boer, H. A sustainability assessment system for Chinese iron and steel firms. J. Clean. Prod. 2016, 125, 133–144. [Google Scholar] [CrossRef]
- International Energy Agency. World Energy Outlook; International Energy Agency: Paris, France, 2021. [Google Scholar]
- Ren, M.; Lu, P.; Liu, X.; Hossain, M.; Fang, Y.; Hanaoka, T.; O’Gallachoir, B.; Glynn, J.; Dai, H. Decarbonizing China’s iron and steel industry from the supply and demand sides for carbon neutrality. Appl. Energy 2021, 298, 117209. [Google Scholar] [CrossRef]
- Ministry of Environmental Protection, the People’s Republic of China. Report on the State of the Environment in China; Ministry of Ecology and Environment of the People’s Republic of China: Beijing, China, 2015.
- Papadakis, V.G.; Vayenas, C.G.; Fardis, M.N. A reaction engineering approach to the problem of concrete carbonation. AIChE J. 1989, 35, 1639–1650. [Google Scholar] [CrossRef]
- Thangavel, K. The Threshold Limit for Chloride Corrosion of Reinforced Concrete. Corros. Rev. 2004, 22, 55–70. [Google Scholar] [CrossRef]
- Visser, J. Influence of the carbon dioxide concentration on the resistance to carbonation of concrete. Constr. Build. Mater. 2014, 67, 8–13. [Google Scholar] [CrossRef]
- Niu, D.; Lv, Y.; Liu, X.; Chen, L.; Chen, G.; Zhang, B. Study on the Sulfuration Mechanism of Concrete: Microstructure and Product Analysis. Materials 2020, 13, 3386. [Google Scholar] [CrossRef]
- Pavlík, V.; Bajza, A.; Rouseková, I.; Unčík, S.; Dubík, M. Degradation of concrete by flue gases from coal combustion. Cem. Concr. Res. 2007, 37, 1085–1095. [Google Scholar] [CrossRef]
- Pourbaix, M. Applications of electrochemistry in corrosion science and in practice. Corros. Sci. 1974, 14, 25–82. [Google Scholar] [CrossRef]
- Fu, C.; Fang, D.; Ye, H.; Huang, L.; Wang, J. Bond degradation of non-uniformly corroded steel rebars in concrete. Eng. Struct. 2021, 226, 111392. [Google Scholar] [CrossRef]
- Papadakis, V.; Vayenas, C.; Fardis, M. Physical and chemical characteristics affecting the durability of concrete. ACI Mater. J. 1991, 88, 186–196. [Google Scholar]
- Chang, C.-F.; Chen, J.-W. The experimental investigation of concrete carbonation depth. Cem. Concr. Res. 2006, 36, 1760–1767. [Google Scholar] [CrossRef]
- Kobayashi, K.; Suzuki, K.; Uno, Y. Carbonation of concrete structures and decomposition of C-S-H. Cem. Concr. Res. 1994, 24, 55–61. [Google Scholar] [CrossRef]
- Liu, X.; Niu, D.; Li, X.; Lv, Y.; Fu, Q. Pore Solution pH for the Corrosion Initiation of Rebars Embedded in Concrete under a Long-Term Natural Carbonation Reaction. Appl. Sci. 2018, 8, 128. [Google Scholar] [CrossRef]
- Liu, X.; Niu, D.; Li, X.; Lv, Y. Effects of Ca(OH)2–CaCO3 concentration distribution on the pH and pore structure in natural carbonated cover concrete: A case study. Constr. Build. Mater. 2018, 186, 1276–1285. [Google Scholar] [CrossRef]
- Mainier, F.B.; Almeida, P.C.F.; Nani, B.; Fernandes, L.H.; Reis, M.F. Corrosion Caused by Sulfur Dioxide in Reinforced Concrete. Open J. Civ. Eng. 2015, 5, 379–389. [Google Scholar] [CrossRef][Green Version]
- Damidot, D.; Glasser, F.P. Thermodynamic investigation of the CaO·Al2O3·CaSO4·H2O system at 50 °C and 85 °C. Cem. Concr. Res. 1992, 22, 1179–1191. [Google Scholar] [CrossRef]
- Gabrisová, A.; Havlica, J.; Sahu, S. Stability of calcium sulphoaluminate hydrates in water solutions with various pH values. Cem. Concr. Res. 1991, 21, 1023–1027. [Google Scholar] [CrossRef]
- Shi, C.; Stegemann, J. Acid corrosion resistance of different cementing materials. Cem. Concr. Res. 2000, 30, 803–808. [Google Scholar] [CrossRef]
- Li, Y.; Wang, R.; Zhao, Y. Effect of coupled deterioration by freeze-thaw cycle and carbonation on concrete produced with coarse recycled concrete aggregates. J. Ceram. Soc. Jpn. 2017, 125, 36–45. [Google Scholar] [CrossRef]
- Rostami, V.; Shao, Y.; Boyd, A.J. Carbonation Curing versus Steam Curing for Precast Concrete Production. J. Mater. Civ. Eng. 2012, 24, 1221–1229. [Google Scholar] [CrossRef]
- Niu, J.; Wu, B.; Zhu, C.; Yang, P. Corrosion rules for ordinary concrete exposed to sulfur dioxide-containing environments. Toxicol. Environ. Chem. 2015, 97, 367–378. [Google Scholar] [CrossRef]
- Scholl, E.; Knöfel, D. On the effect of SO2 and CO2 on cement paste. Cem. Concr. Res. 1991, 21, 127–136. [Google Scholar] [CrossRef]
- Alekseyev, C.H. Corrosion and Protection of Steel Bar in Reinforced Concrete Structure; Huang, X., Wu, X., Jiang, R., Eds.; China Building Industry Press: Beijing, China, 1983. (In Chinese) [Google Scholar]
- GB 50010-2010; Code for Design of Concrete Structures. China Building Industry Press: Beijing, China, 2010. (In Chinese)
- GB/T 18204.13-2000; Methods for Determination of Air Temperature in Public Places. China Standards Press: Beijing, China, 2000. (In Chinese)
- JCJ/T 23-2011; Technical Specification for Inspecting of Concrete Compressive Strength by Rebound Method. China Building Industry Press: Beijing, China, 2011. (In Chinese)
- Li, Y. Research on Environmental Zonation of Concrete Structures Durability in Wuhan Iron and Steel Industrial Estates; Academic Press: Cambridge, MA, USA; Xi’an University of Architecture and Technology: Xi’an, China, 2014. (In Chinese) [Google Scholar]
- Wang, W.; Lu, C.; Li, Y.; Yuan, G.; Li, Q. Effects of stress and high temperature on the carbonation resistance of fly ash concrete. Constr. Build. Mater. 2017, 138, 486–495. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, P.; Yu, Z. Effects of Environmental Factors on Concrete Carbonation Depth and Compressive Strength. Materials 2018, 11, 2167. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Ma, E.; Liu, J.; Zhang, B.; Niu, D.; Wang, Y. Deterioration of an industrial reinforced concrete structure exposed to high temperatures and dry-wet cycles. Eng. Fail. Anal. 2022, 135, 106150. [Google Scholar] [CrossRef]
- Ji, X.; Song, Y.; Liu, Y. Effect of freeze-thaw cycles on bond strength between steel bars and concrete. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2008, 23, 584–588. [Google Scholar] [CrossRef]
- Khunthongkeaw, J.; Tangtermsirikul, S.; Leelawat, T. A study on carbonation depth prediction for fly ash concrete. Constr. Build. Mater. 2006, 20, 744–753. [Google Scholar] [CrossRef]
- Papadakis, V.G.; Vayenas, C.G.; Fardis, M.N. Experimental investigation and mathematical modeling of the concrete carbonation problem. Chem. Eng. Sci. 1991, 46, 1333–1338. [Google Scholar] [CrossRef]
- Thiery, M.; Villain, G.; Dangla, P.; Platret, G. Investigation of the carbonation front shape on cementitious materials: Effects of the chemical kinetics. Cem. Concr. Res. 2007, 37, 1047–1058. [Google Scholar] [CrossRef]
- Fu, C.; Huang, J.; Dong, Z.; Yan, W.; Gu, X.-L. Experimental and numerical study of an electromagnetic sensor for non-destructive evaluation of steel corrosion in concrete. Sens. Actuators A Phys. 2020, 315, 112371. [Google Scholar] [CrossRef]
- Dong, Z.; Gu, X.-L.; Jin, Z.-H.; Poursaee, A.; Ye, H. Experimental and Numerical Investigations on the Rate-Limiting Step for Macrocell Corrosion of Reinforcing Steel in Concrete. J. Mater. Civ. Eng. 2022, 34, 04021407. [Google Scholar] [CrossRef]
- Jiang, C.; Huang, Q.; Gu, X.; Zhang, W. Experimental investigation on carbonation in fatigue-damaged concrete. Cem. Concr. Res. 2017, 99, 38–52. [Google Scholar] [CrossRef]
- Niu, D. Durability and Life Forecast of Reinforced Concrete Structure; Science Press: Beijing, China, 2003. (In Chinese) [Google Scholar]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, Y.; Niu, D.; Liu, X.; Li, Y.-C. Corrosion Damage and Life Prediction of Concrete Structure in a 41-Year-Old Steelworks. Materials 2022, 15, 5893. https://doi.org/10.3390/ma15175893
Lv Y, Niu D, Liu X, Li Y-C. Corrosion Damage and Life Prediction of Concrete Structure in a 41-Year-Old Steelworks. Materials. 2022; 15(17):5893. https://doi.org/10.3390/ma15175893
Chicago/Turabian StyleLv, Yao, Ditao Niu, Xiguang Liu, and Yue-Chen Li. 2022. "Corrosion Damage and Life Prediction of Concrete Structure in a 41-Year-Old Steelworks" Materials 15, no. 17: 5893. https://doi.org/10.3390/ma15175893
APA StyleLv, Y., Niu, D., Liu, X., & Li, Y.-C. (2022). Corrosion Damage and Life Prediction of Concrete Structure in a 41-Year-Old Steelworks. Materials, 15(17), 5893. https://doi.org/10.3390/ma15175893