
Hot Working Behavior in Multiphase Steel with Ti and V


Abstract
:1. Introduction
2. Material and Methodology
- A, α, n—constants.
- T—Deformation temperature.
- —Strain rate.
- σ—Stress value corresponding to the maximum yield stress.
- R—Gas constant = 8.314 J·mol−1·K−1.
- σ0—stress needed to begin plastic deformation.
- σ1—stress that occurred during the interrupted plastic deformation in the first stage.
- σ2—stress required to begin plastic deformation in the second step after Δt between these steps.
- y—Part of recrystallized austenite after time t.
- k—Constant.
- n—Exponent.
3. Results
3.1. Plastometric Test Results
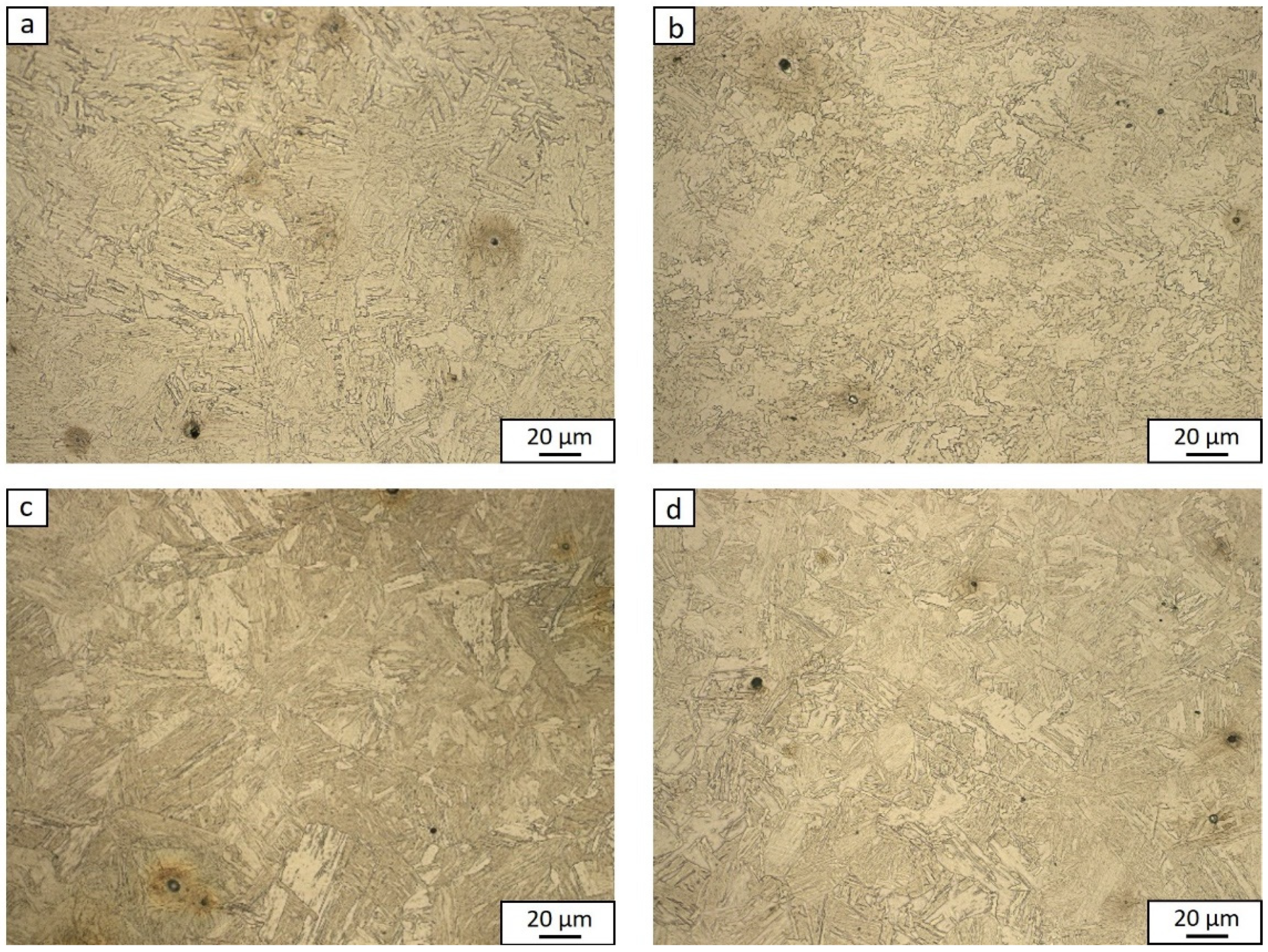
3.2. Microstructural Evaluations
4. Discussion
5. Conclusions
- The analysis of the shape and course of the curves received in the continuous compression test shows that the decrease in strain hardening in the applied temperature range is mainly the result of the continuous dynamic recrystallization process. This is also confirmed by calculations of the activation energy of the process of plastic deformation of the tested material.
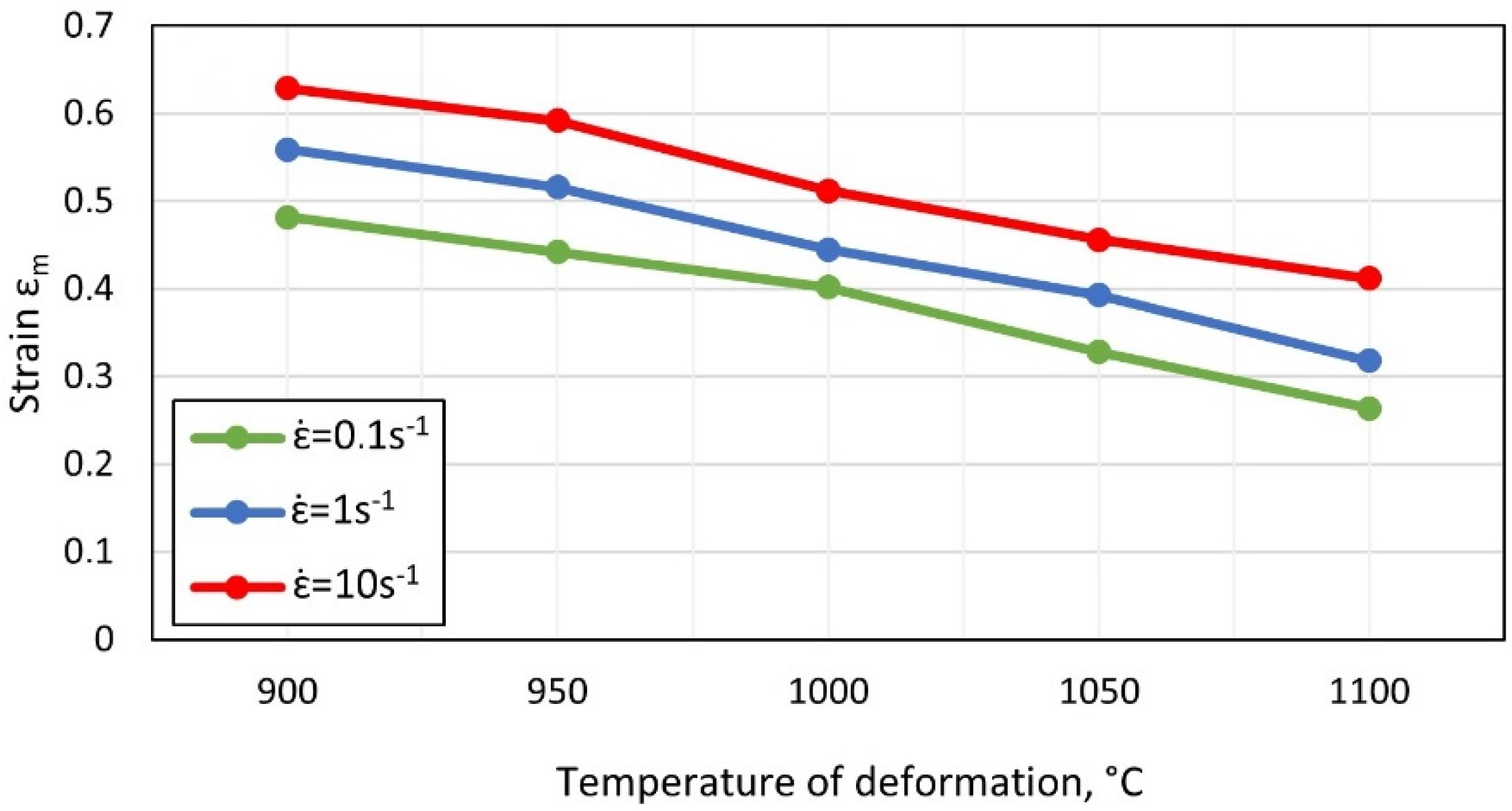
- Due to the different degree of recrystallization taking place at the individual stages of continuous compression, the different size of austenite grain is the effect of various thermally activated processes. When increasing the strain rate from 0.1 s−1 to 10 s−1, the average grain size of the primary austenite decreases from approx. 16 µm to approx. 6 µm.
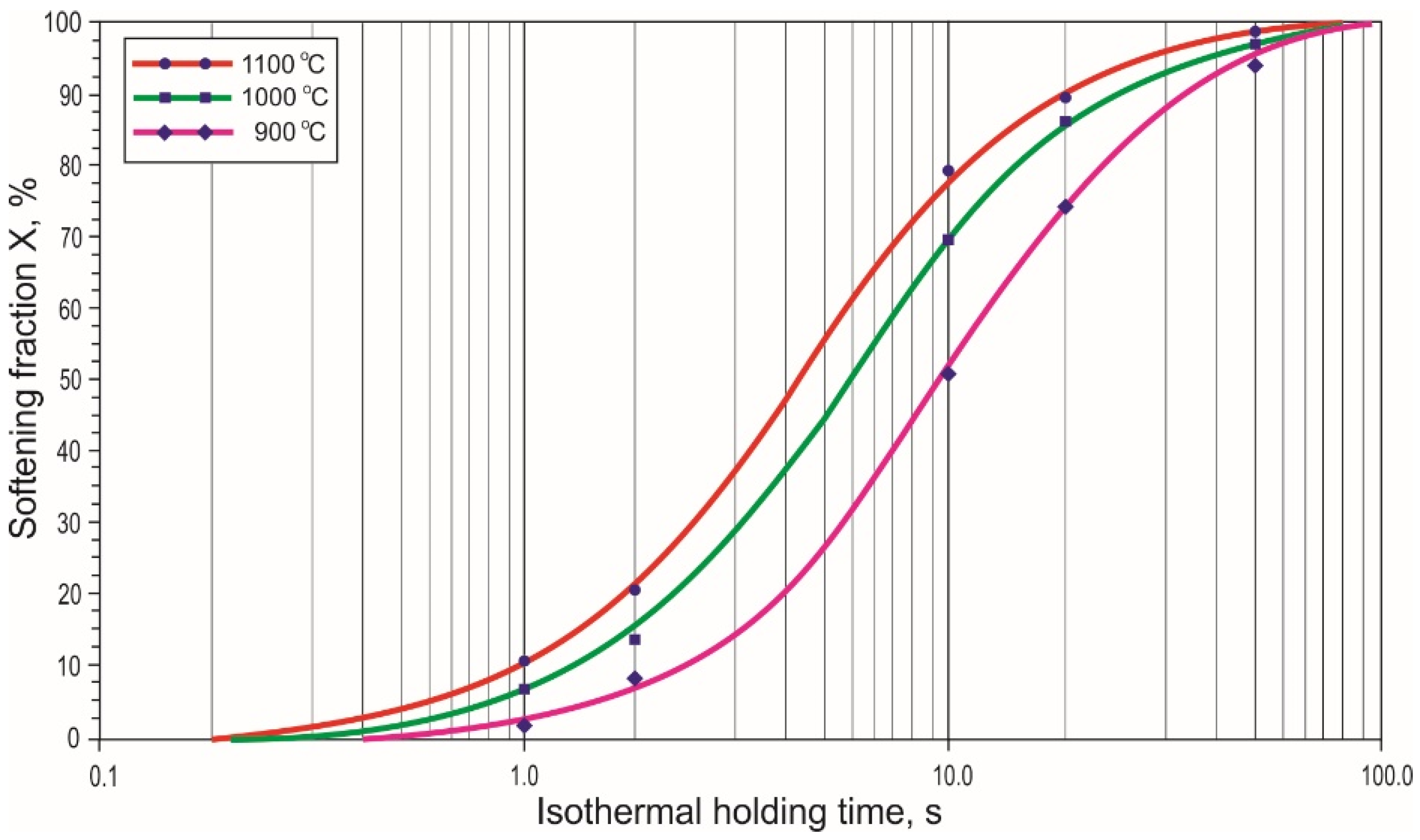
- The time t0.5 needed to form 50% of the austenite fraction recrystallized at 1100 °C is approx. 4 s and extends to approx. 10 s with the reduction in the plastic deformation temperature to 900 °C. The time of complete austenite recrystallization tR, which varies from approx. 50 s to approx. 90 s in the tested temperature range, lengthens even more.
- The obtained results make it possible to develop thermomechanical treatment technology for the production of forgings from the tested multiphase steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sugimoto, K.-I.; Sato, S.-H.; Kobayashi, J.; Srivastava, A.K. Effects of Cr and Mo on Mechanical Properties of Hot-Forged Medium Carbon TRIP-Aided Bainitic Ferrite Steels. Metals 2019, 9, 1066. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Hojo, T.; Mizuno, Y. Torsional Fatigue Strength of Newly Developed Case Hardening TRIP-Aided Steel. Metals 2017, 7, 375. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Tanino, H.; Kobayashi, J. Impact Toughness of Medium-Mn Transformation-Induced Plasticity-Aided Steels. Steel Res. Int. 2015, 86, 1151–1160. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Hojo, T.; Srivastava, A.K. An Overview of Fatigue Strength of Case-Hardening TRIP-Aided Martensitic Steels. Metals 2018, 8, 355. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Hojo, T.; Srivastava, A.K. Low and Medium Carbon Advanced High-Strength Forging Steels for Automotive Applications. Metals 2019, 9, 1263. [Google Scholar] [CrossRef]
- Gramlich, A.; Emmrich, R.; Bleck, W. Austenite Reversion Tempering-Annealing of 4 wt.% Manganese Steels for Automotive Forging Application. Metals 2019, 9, 575. [Google Scholar] [CrossRef]
- Gramlich, A.; Middleton, A.; Schmidt, R.; Krupp, U. On the influence of vanadium on air-hardening medium manganese steels for sustainable forging products. Steel Res. Int. 2021, 92, 2000592. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Hojo, T.; Kobayashi, J. Critical assessment of: TRIP-aided bainitic ferrite steels. Mater. Sci. Technol. 2017, 33, 2005–2009. [Google Scholar] [CrossRef]
- Grajcar, A.; Lesz, S. Influence of Nb microaddition on a microstructure of low-alloyed steels with increased manganese content. Mater. Sci. Forum 2021, 706–709, 2124–2129. [Google Scholar] [CrossRef]
- Grajcar, A.; Skrzypczyk, P.; Kozłowska, A. Effects of temperature and time of isothermal holding on retained austenite stability in medium-Mn steels. Appl. Sci. 2018, 8, 2156. [Google Scholar] [CrossRef] [Green Version]
- Grajcar, A.; Skrzypczyk, P.; Kuziak, R.; Gołombek, K. Effect of Finishing Hot-Working Temperature on Microstructure of Thermomechanically Processed Mn-Al Multiphase Steels. Steel Res. Int. 2014, 85, 1058–1069. [Google Scholar] [CrossRef]
- Grajcar, A.; Kilarski, A.; Kozłowska, A. Microstructure–Property Relationships in Thermomechanically Processed Medium-Mn Steels with High Al Content. Metals 2018, 8, 929. [Google Scholar] [CrossRef]
- De Cooman, B. Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Ma, Y.; Song, W.; Zhou, S.; Schwedt, A.; Bleck, W. Influence of Intercritical Annealing Temperature on Microstructure and Mechanical Properties of a Cold-Rolled Medium-Mn Steel. Metals 2018, 8, 357. [Google Scholar] [CrossRef]
- Chandan, A.K.; Bansal, G.K.; Kundu, J.; Chakraborty, J.; Chowdhury, S.G. Effect of prior austenite grain size on the evolution of microstructure and mechanical properties of an intercritically annealed medium manganese steel. Mater. Sci. Eng. A 2019, 768, 138458. [Google Scholar] [CrossRef]
- Kaar, S.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Influence of the quenching and partitioning process on the transformation kinetics and hardness in a lean medium manganese TRIP Steel. Metals 2019, 9, 353. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, X.M.; He, X.L. Microstructure and Mechanical Properties of Microalloyed Multiphase Steel. Mater. Sci. Forum 2014, 788, 406–413. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Duan, X.; Song, C. Study of Deformation Behavior and Microstructural Evolution in Multiphase Steel. Materials 2018, 11, 2285. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Christodoulou, P.I.; Kermanidis, A.T.; Krizan, D. Fatigue behavior and retained austenite transformation of Al-containing TRIP steels. Int. J. Fatigue 2016, 91, 220–231. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Chen, L.; Pereloma, E.V. Microstructure and mechanical properties of strip cast TRIP steel subjected to thermo-mechanical simulation. Mater. Sci. Eng. A 2016, 677, 356–366. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, K.; Gao, G.; Weng, Y. Mechanical properties of steel treated by Q–P–T process incorporating carbide-freebainite/martensite multiphase microstructure. J. Iron Steel Res. Int. 2014, 21, 191–196. [Google Scholar] [CrossRef]
- Keul, C.; Wirths, V.; Bleck, W. New bainitic steel for forgings. Arch. Civ. Mech. Eng. 2012, 12, 119–125. [Google Scholar] [CrossRef]
- Li, Q.; Huang, X.; Huang, W. Strain hardening behavior and deformation characteristic of multiphase microstructure in a medium-carbon quenching and partitioning bainitic steel. Mater. Sci. Eng. A 2017, 707, 199–206. [Google Scholar] [CrossRef]
- Zhao, P.; Cheng, C.; Gao, G.; Hiu, W.; Misra, R.D.K.; Bai, B.; Weng, Y. The potential significance of microalloying with niobium in governing very high cycle fatigue behavior of bainite/martensite multiphase steels. Mater. Sci. Eng. A 2016, 650, 438–444. [Google Scholar] [CrossRef]
- Sugimoto, K.; Sato, S.; Arai, G. The effects of hot-forging on mechanical properties of ultra high-strength TRIP-aided steels. In Proceedings of the International Steel Technologies Symposium, Kaohsiung, Taiwan, 3–5 November 2008. [Google Scholar]
- Garcia-Mateo, C.; Morales-Rivas, L.; Caballero, F.G.; Milbourn, D.; Sourmail, T. Vanadium effect on a medium carbon forging steel. Metals 2016, 6, 130. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Study of metadynamic recrystallization behaviors in a low alloy steel. J. Mater. Process. Technol. 2009, 209, 2477–2482. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, Z.; Wei, Z.S.; Wu, D.; Li, J.Y.; Shao, Z.Y. Microstructural features and precipitation behavior of Ti, Nb and V microalloyed steel during isothermal processing. J. Iron Steel Res. Int. 2019, 26, 102–111. [Google Scholar] [CrossRef]
- Sanz, L.; Pereda, B.; López, B. Effect of thermomechanical treatment and coiling temperature on the strengthening mechanisms of low carbon steels microalloyed with Nb. Mater. Sci. Eng. A 2017, 685, 377–390. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Bhadeshia, H.K.D.H. Influence of silicon on cementite precipitation in steels. Mater. Sci. Technol. 2008, 24, 343–347. [Google Scholar] [CrossRef]
- Schindler, I.; Hadasik, E. A new model destribing the hot stress-strain curves of HSLA steel at high deformation. J. Mater. Process. Technol. 2000, 106, 131–135. [Google Scholar] [CrossRef]
- Cayron, C. ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 2007, 40, 1183–1188. [Google Scholar] [CrossRef] [PubMed]
- Uranga, P.; Fernandez, A.I.; López, B.; Rodriguez-Ibabe, J.M. Transition between static and metadynamic recrystallization kinetics in coarse Nb microalloyed austenite. Mater. Sci. Eng. A 2003, 345, 319–327. [Google Scholar] [CrossRef]
- Lan, L.; Qiu, C.; Zhao, D.; Gao, X.; Du, L. Dynamic and static recrystallization behavior of low carbon high niobium microalloyed steel. J. Iron Steel Res. 2011, 1, 55–64. [Google Scholar] [CrossRef]
- Opiela, M. Elaboration of thermomechanical treatment conditions of Ti-V and Ti-Nb-V microalloyed forging steels. Arch. Metall. Mater. 2014, 3, 1181–1188. [Google Scholar] [CrossRef]
- Cho, S.; Kang, K.; Jonas, J.J. The Dynamic, Static and Metadynamic Recrystallization of a Nb-Microalloyed Steel. ISIJ Int. 2001, 41, 63–69. [Google Scholar] [CrossRef]
- Morawiec, M.; Wojtacha, A.; Opiela, M. Kinetics of austenite phase transformations in newly-developed 0.17C-2Mn-1Si-0.2Mo forging steel with Ti and V microadditions. Materials 2021, 14, 1698. [Google Scholar] [CrossRef]
- Wojtacha, A.; Opiela, M. Effect of plastic deformation on CCT-diagram of multi-phase forging steel. Adv. Sci. Technol. Res. J. 2021, 15, 72–80. [Google Scholar] [CrossRef]
- Adamczyk, J. Engineering of Metallic Materials Part 1; Silesian University of Technology: Gliwice, Poland, 2004; pp. 174–177. (In Polish) [Google Scholar]
- Liu, C.D.; Bassim, M.N. Dislocation structure evolution in torsion of pure copper. Metall. Trans. A. 1992, 24, 361–367. [Google Scholar] [CrossRef]
- Fernández, A.I.; Uranga, P.; López, B.; Rodriguez-Ibabe, J.M. Dynamic recrystallization behavior covering a wide austenite grain size range in Nb and Nb–Ti microalloyed steels. Mater. Sci. Eng. A 2003, 361, 367–376. [Google Scholar] [CrossRef]
- Dutta, B.; Palmiere, E.J. Effect of prestrain and deformation temperature on the recrystallization behavior of steels microalloyed with niobium. Metall. Mater. Trans. A 2003, 34A, 1237–1247. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Bao, S.; Zhao, G.; Yu, C.; Chang, Q.; Ye, C.; Mao, X. Recrystallization behavior of a Nb-microalloyed steel during hot compression. Appl. Math. Model. 2011, 35, 3268–3275. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Thibaux, P.; Houbaert, Y. Recrystallization–precipitation interaction during austenite hot deformation of a Nb microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5519–5528. [Google Scholar] [CrossRef]
- Medina, S.F.; Gomez, M.; Gomez, P.P. Effects of V and Nb on static recrystallization of austenite and precipitate size in microalloyed steels. J. Mater. Sci. 2010, 45, 5553–5557. [Google Scholar] [CrossRef]
- Huang, J.; Poole, W.J.; Militzer, M. Austenite formation during intercritical annealing. Metall. Mater. Trans. A 2004, 35, 3363–3375. [Google Scholar] [CrossRef]
- Barbier, D.; Germain, L.; Hazotte, A.; Gouné, M.; Chbihi, A. Microstructures resulting from the interaction between ferrite recrystallization and austenite formation in dual-phase steels. J. Mater. Sci. 2015, 50, 374–381. [Google Scholar] [CrossRef]
- Capdevila, C.; Amigó, V.; Caballero, F.G.; García de Andrés, C.; Salvador, M.D. Influence of microalloying elements on recrystallization texture of warm-rolled interstitial free steels. Mater. Trans. 2010, 51, 625–634. [Google Scholar] [CrossRef]
- Bellavoine, M.; Dumont, M.; Drillet, J.; Maugis, P.; Hebert, V. Influence of Microalloying Elements Ti and Nb on Recrystallization during Annealing of Advanced High-Strength Steels. Mater. Sci. Forum. 2016, 879, 217–223. [Google Scholar] [CrossRef]
- Opiela, M. Effect of thermomechanical processing of the microstructure and mechanical properties of Nb-Ti-V microalloyed steel. J. Mater. Eng. Perform. 2014, 9, 3379–3388. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ti | V | P | S |
|---|---|---|---|---|---|---|---|---|
| 0.175 | 1.020 | 1.870 | 0.028 | 0.218 | 0.031 | 0.022 | 0.014 | 0.020 |
| Deformation Value | Smallest Grain Size [µm] | Largest Grain Size [µm] | Average Grain Size [µm] |
|---|---|---|---|
| 0.2 | 7.14 | 27.04 | 20.16 |
| 0.4 | 3.3 | 38.1 | 18.7 |
| 0.69 | 3.0 | 12.5 | 8.2 |
| Rate of Deformation [s−1] | Smallest Grain Size [µm] | Largest Grain Size [µm] | Average Grain Size [µm] |
|---|---|---|---|
| 0.1 | 4.6 | 30.5 | 16.0 |
| 1 | 3.0 | 12.5 | 8.2 |
| 10 | 2.3 | 7.4 | 6.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wojtacha, A.; Opiela, M. Hot Working Behavior in Multiphase Steel with Ti and V. Materials 2022, 15, 5852. https://doi.org/10.3390/ma15175852
Wojtacha A, Opiela M. Hot Working Behavior in Multiphase Steel with Ti and V. Materials. 2022; 15(17):5852. https://doi.org/10.3390/ma15175852
Chicago/Turabian StyleWojtacha, Anna, and Marek Opiela. 2022. "Hot Working Behavior in Multiphase Steel with Ti and V" Materials 15, no. 17: 5852. https://doi.org/10.3390/ma15175852
APA StyleWojtacha, A., & Opiela, M. (2022). Hot Working Behavior in Multiphase Steel with Ti and V. Materials, 15(17), 5852. https://doi.org/10.3390/ma15175852