
Numerical Simulation and Experimental Study on the TIG (A-TIG) Welding of Dissimilar Magnesium Alloys


Abstract
:1. Introduction
2. Experiment
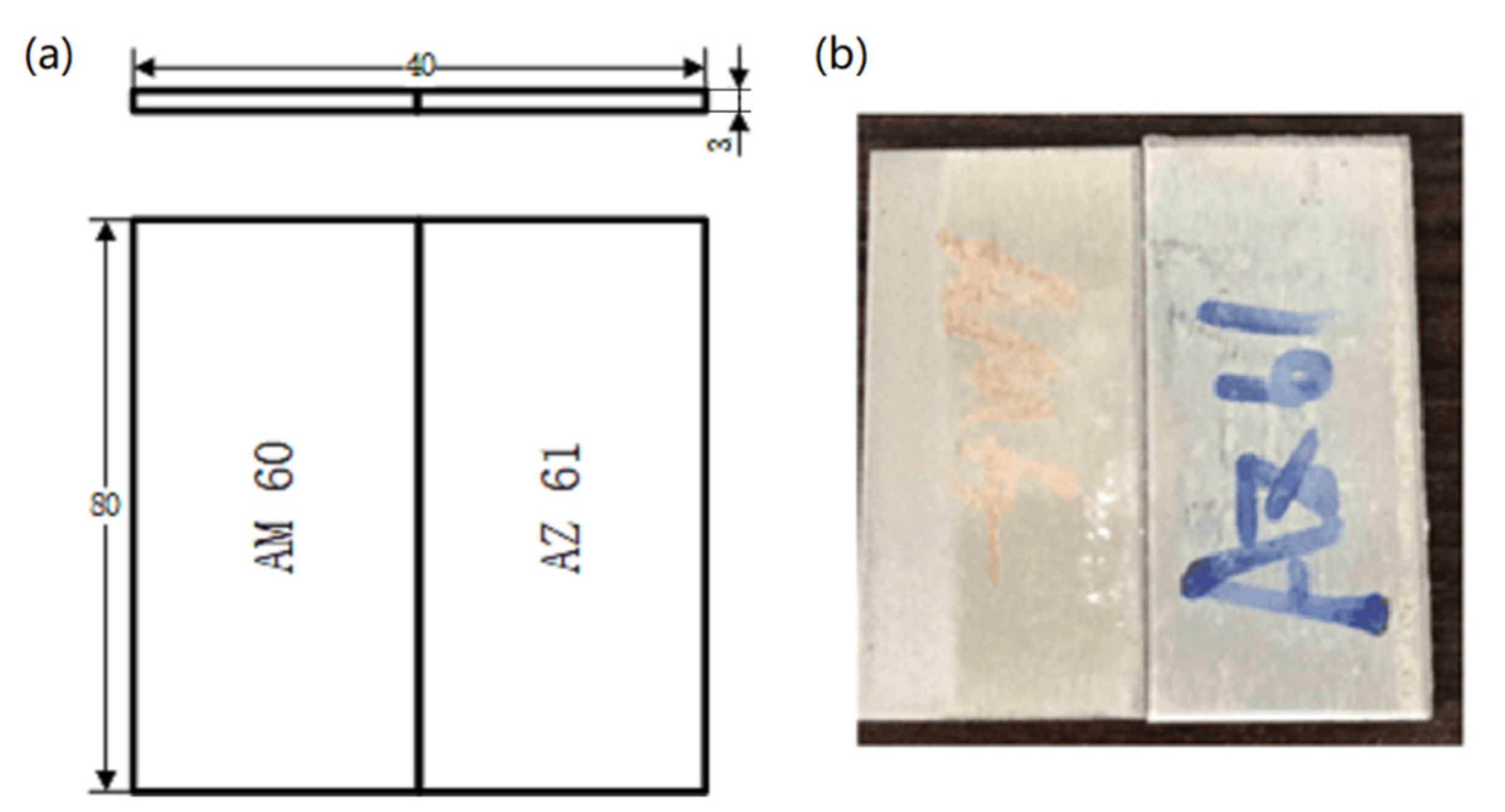
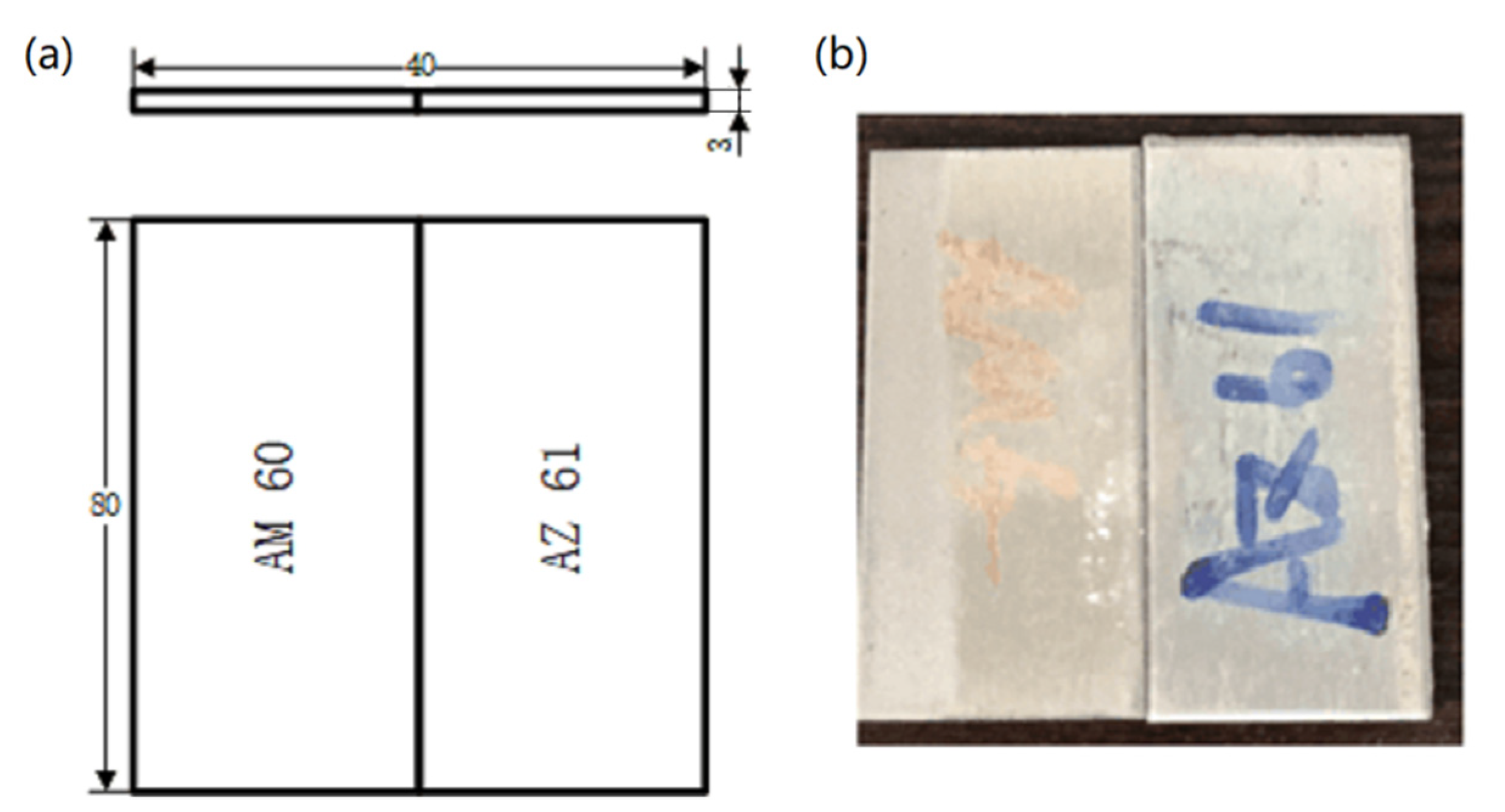
2.1. Welding Base Metal
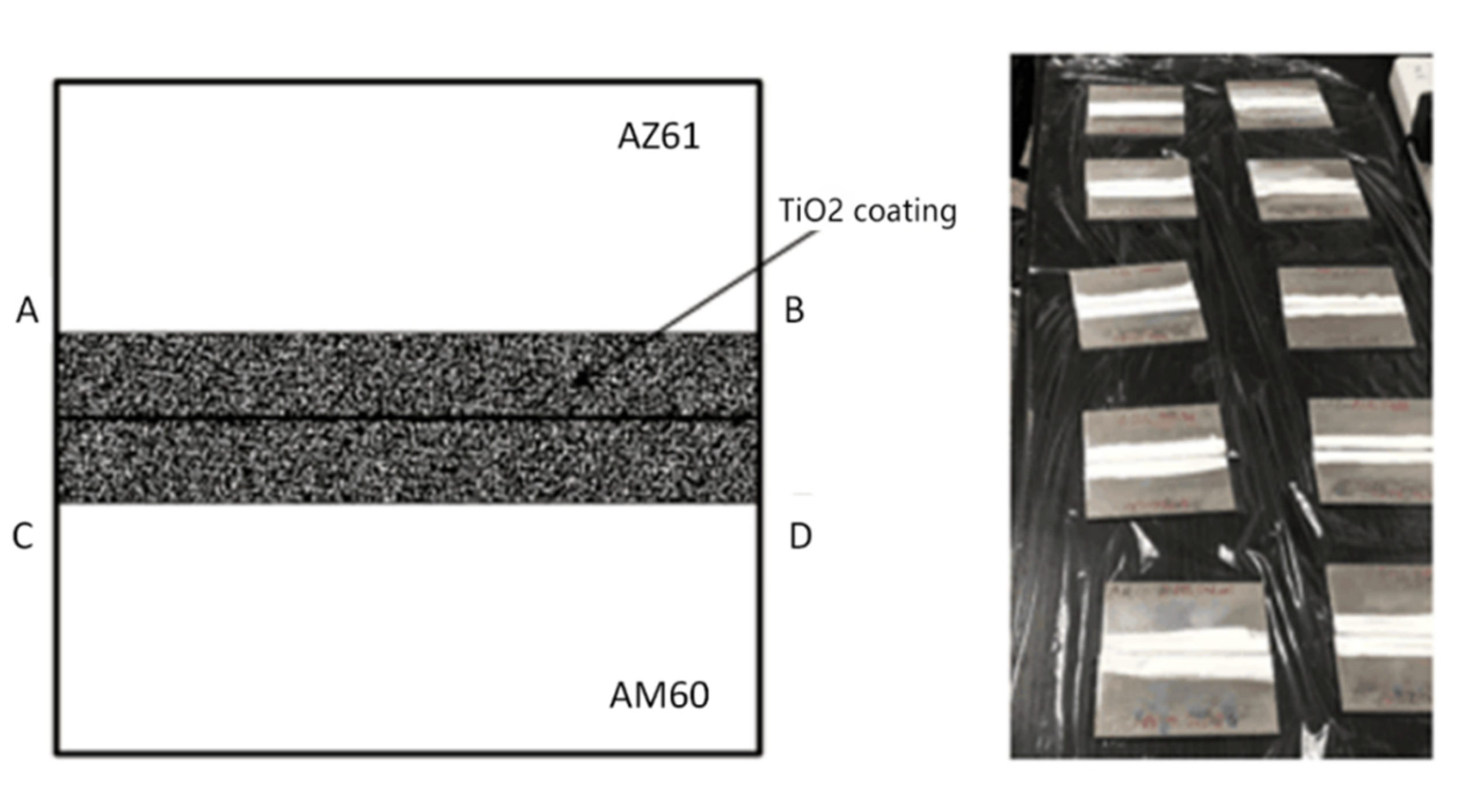
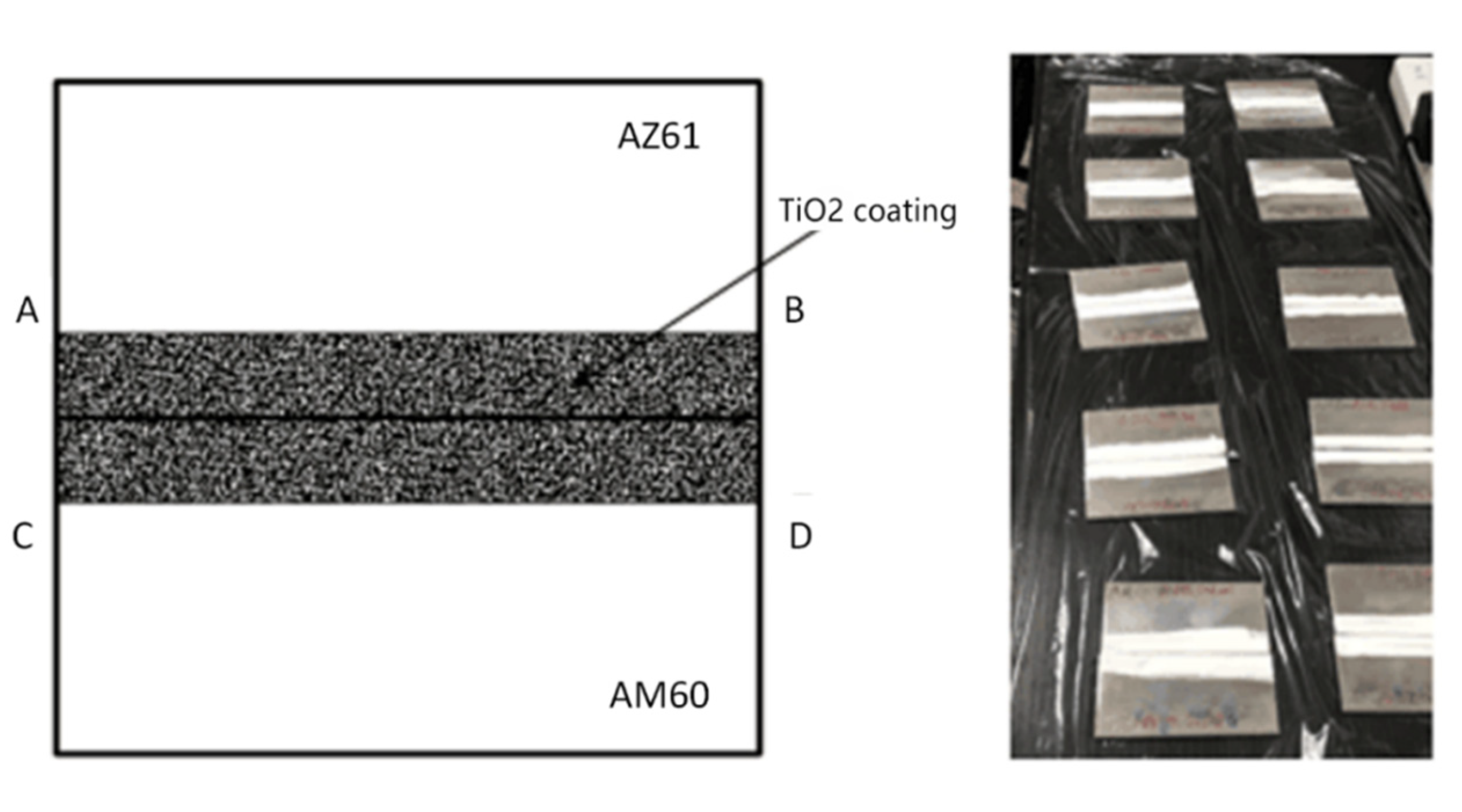
2.2. Coating Materials
2.3. Experimental Methods and Equipment
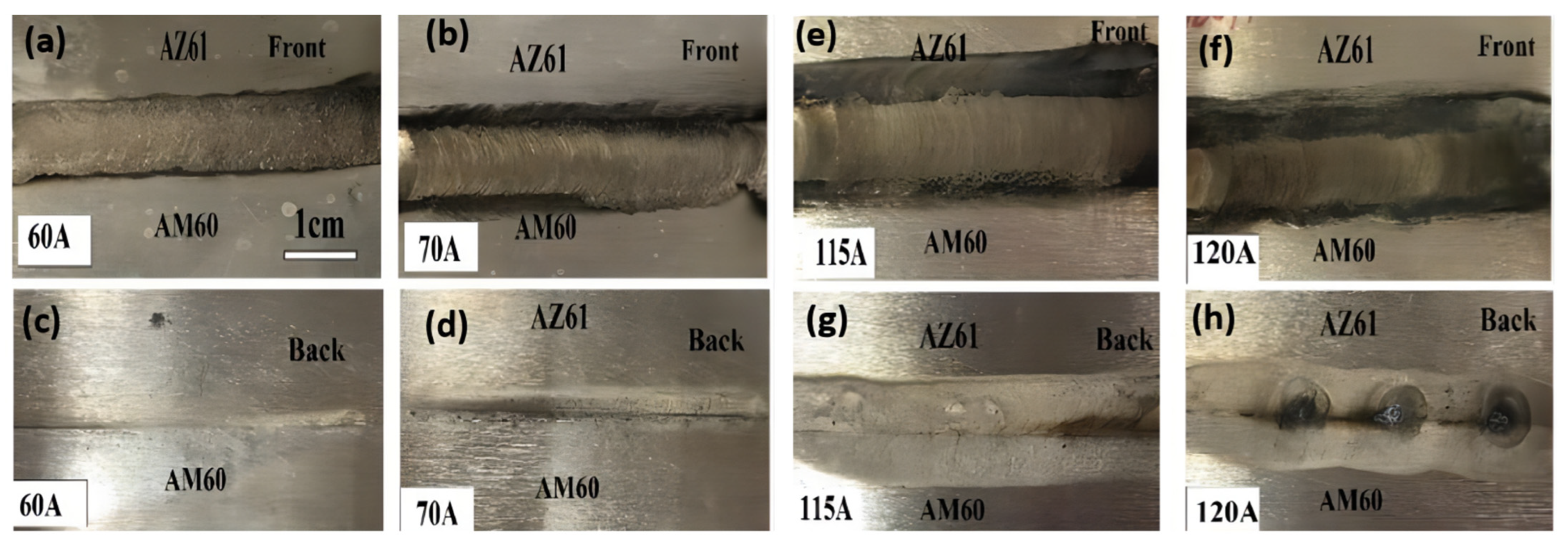
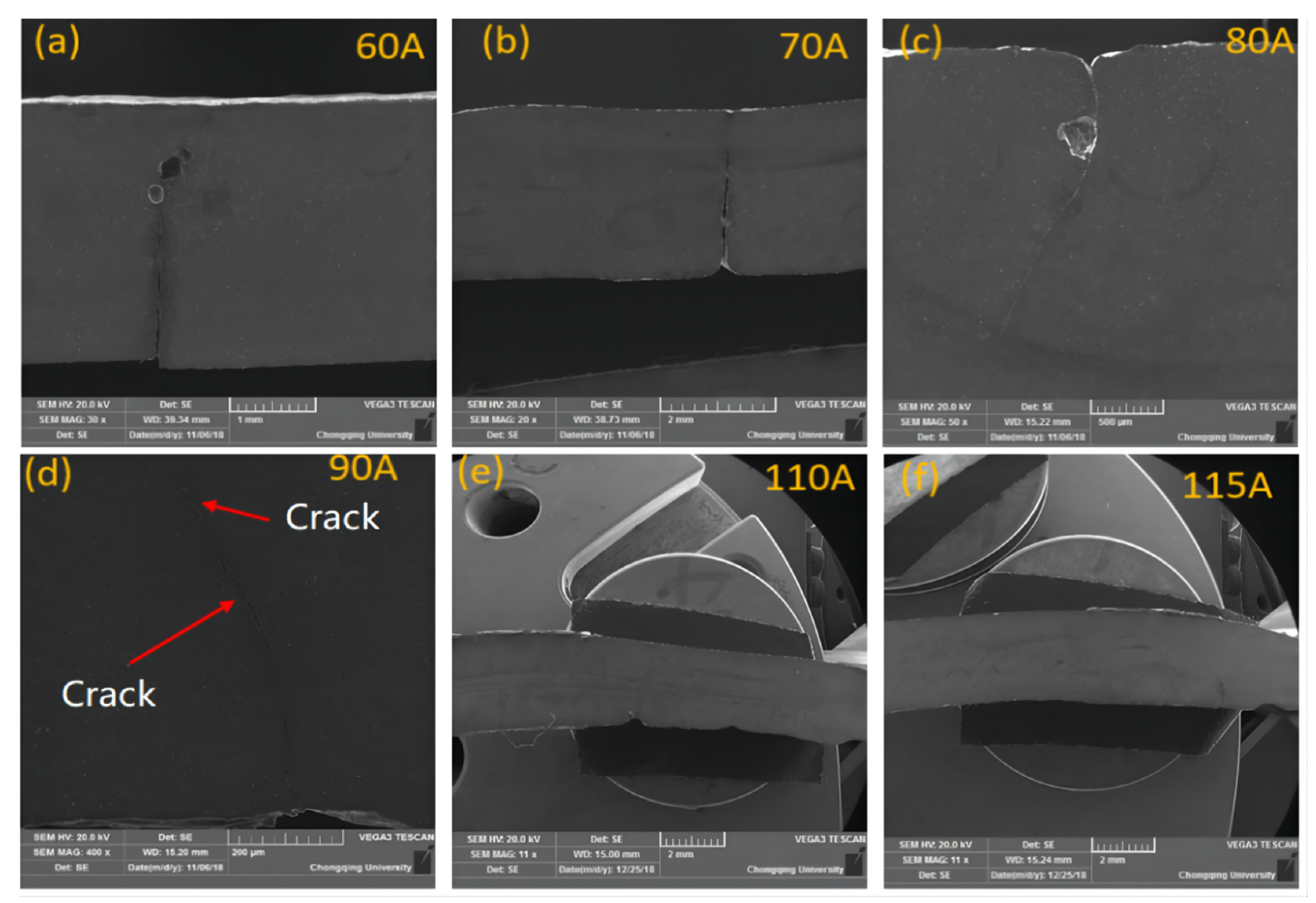
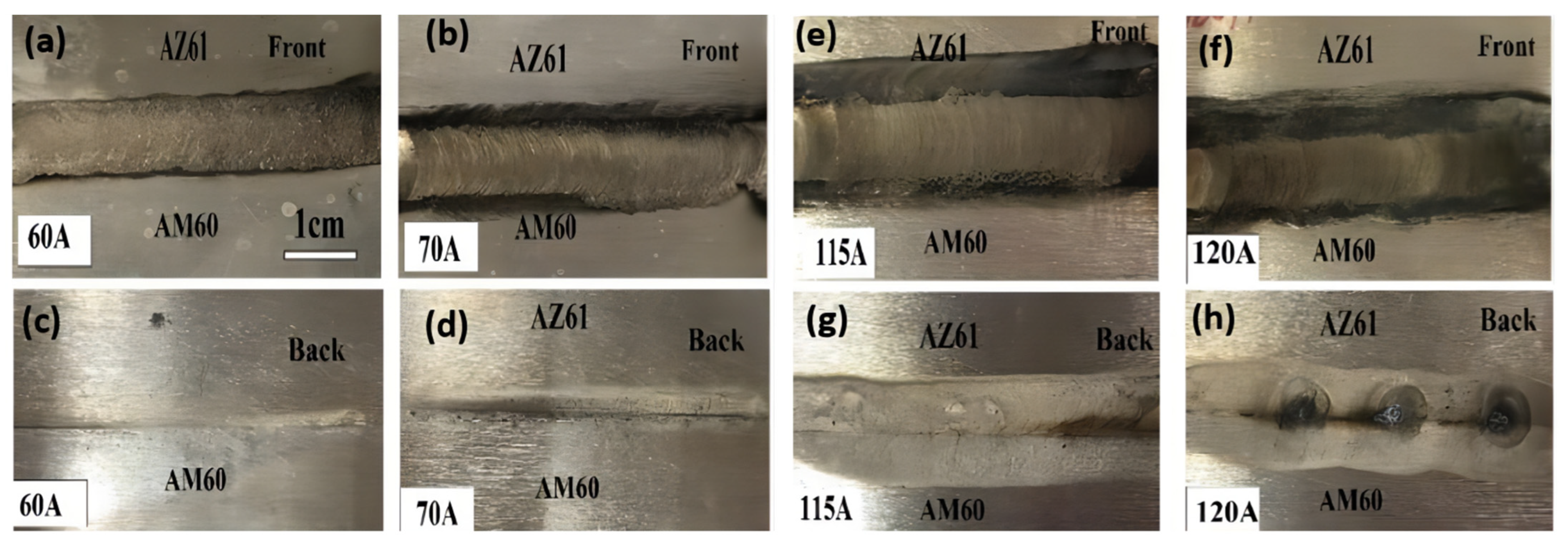
2.4. Effects of Welding Current on TIG Welding Formation
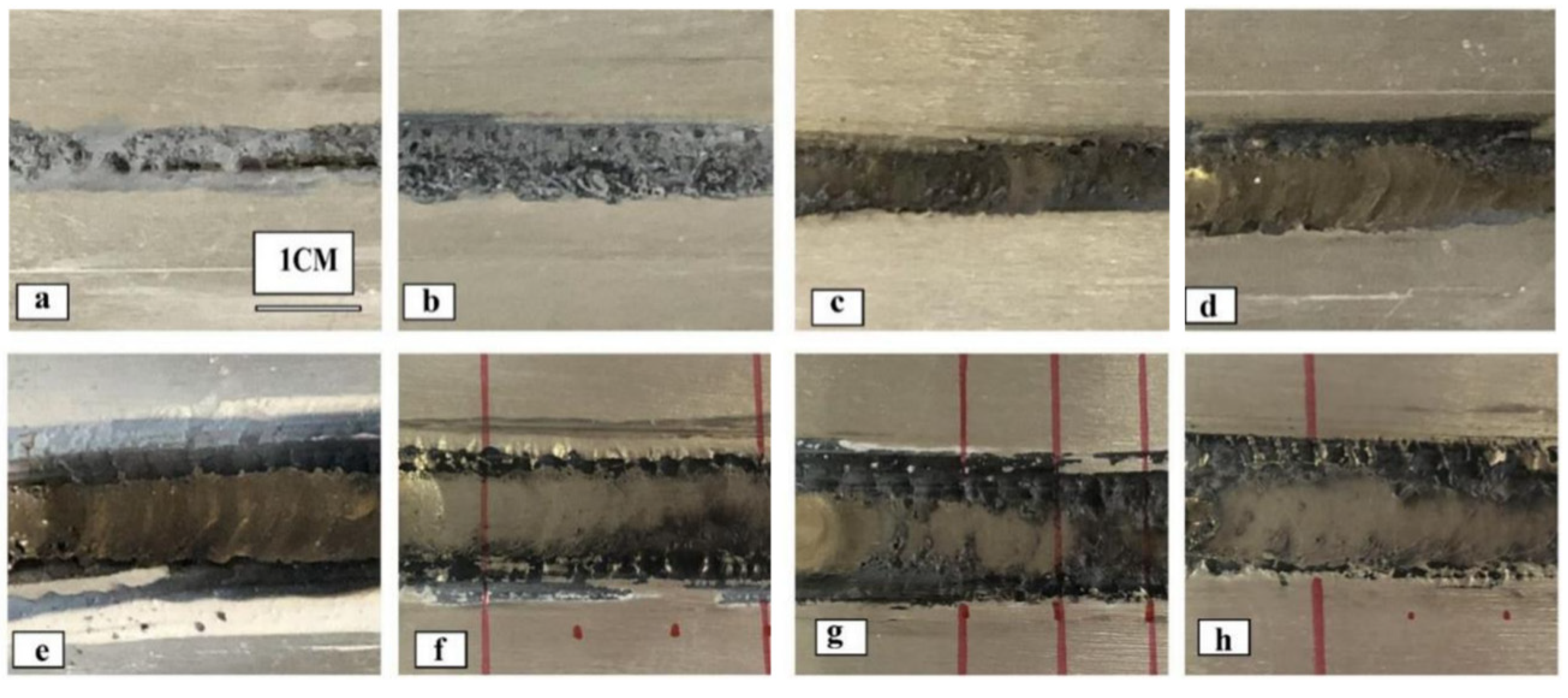
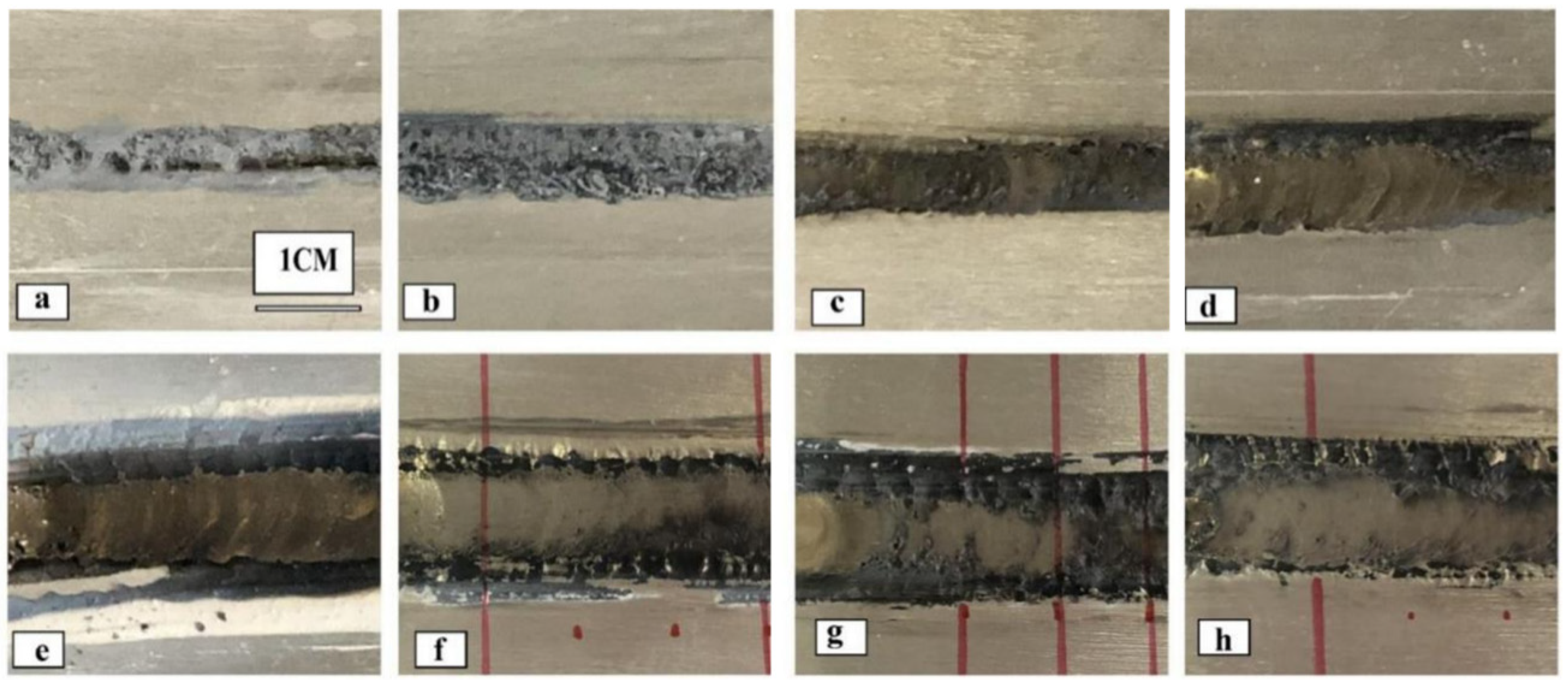
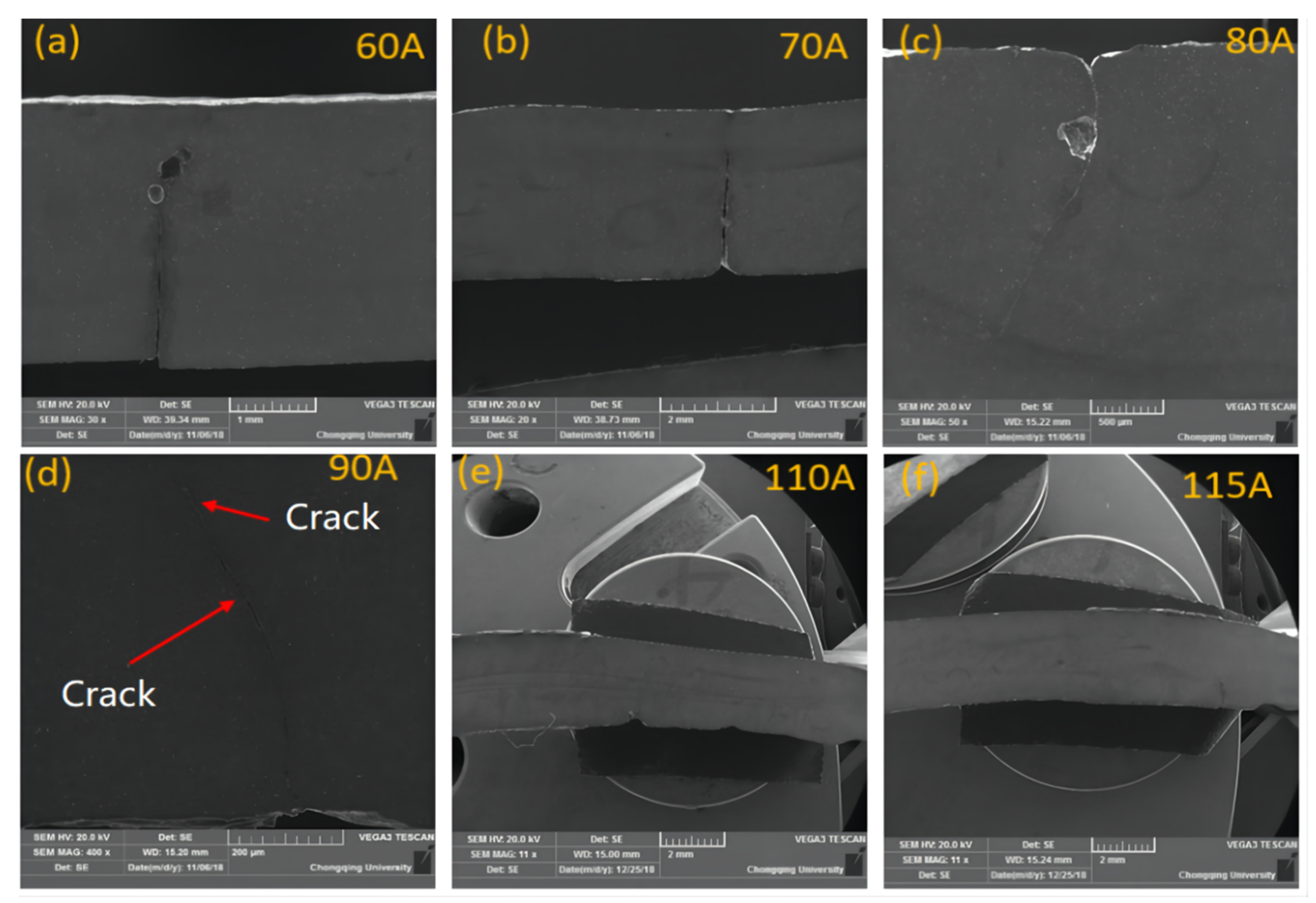
2.5. Effects of Welding Current on the Formability of A-TIG Welding Joints
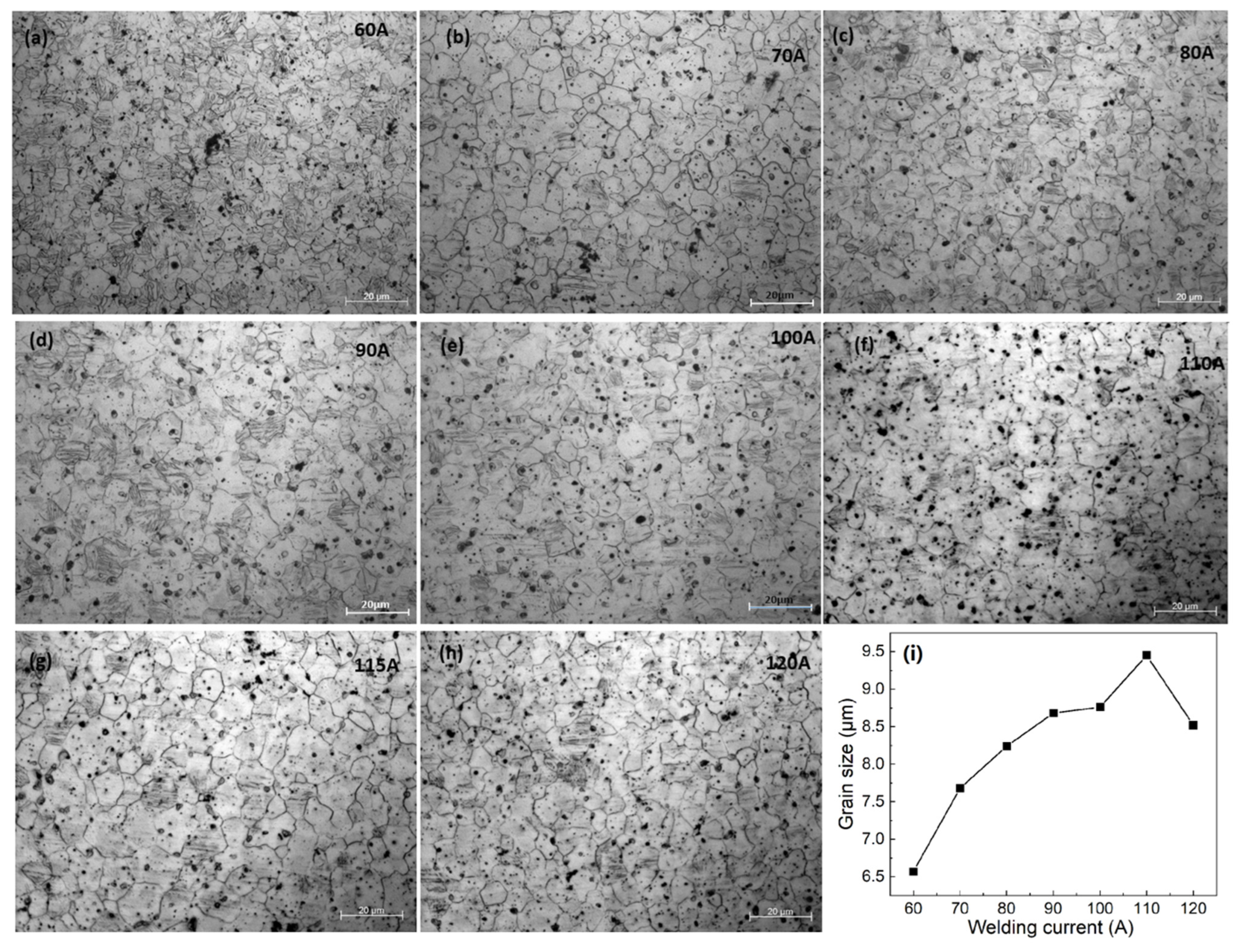
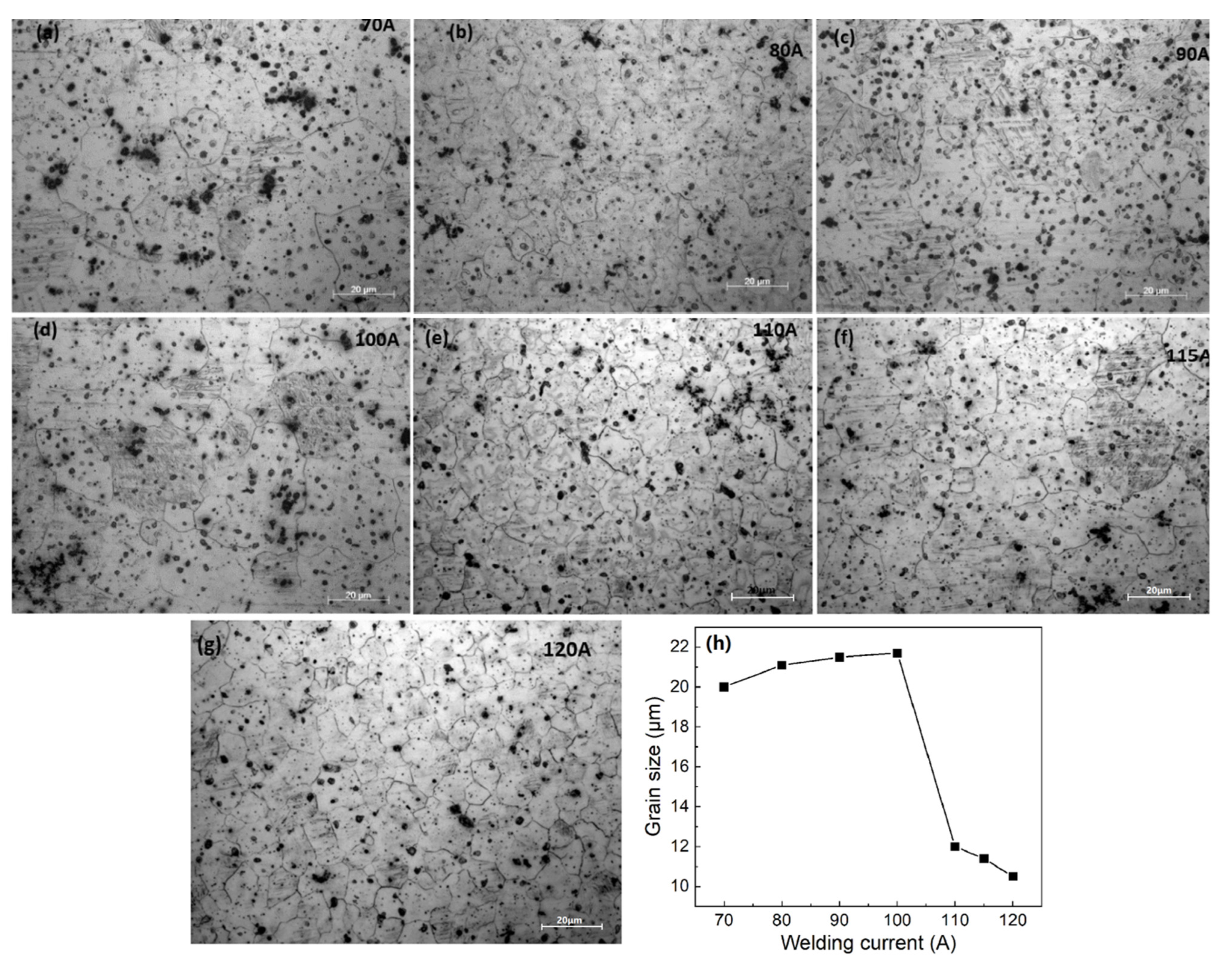
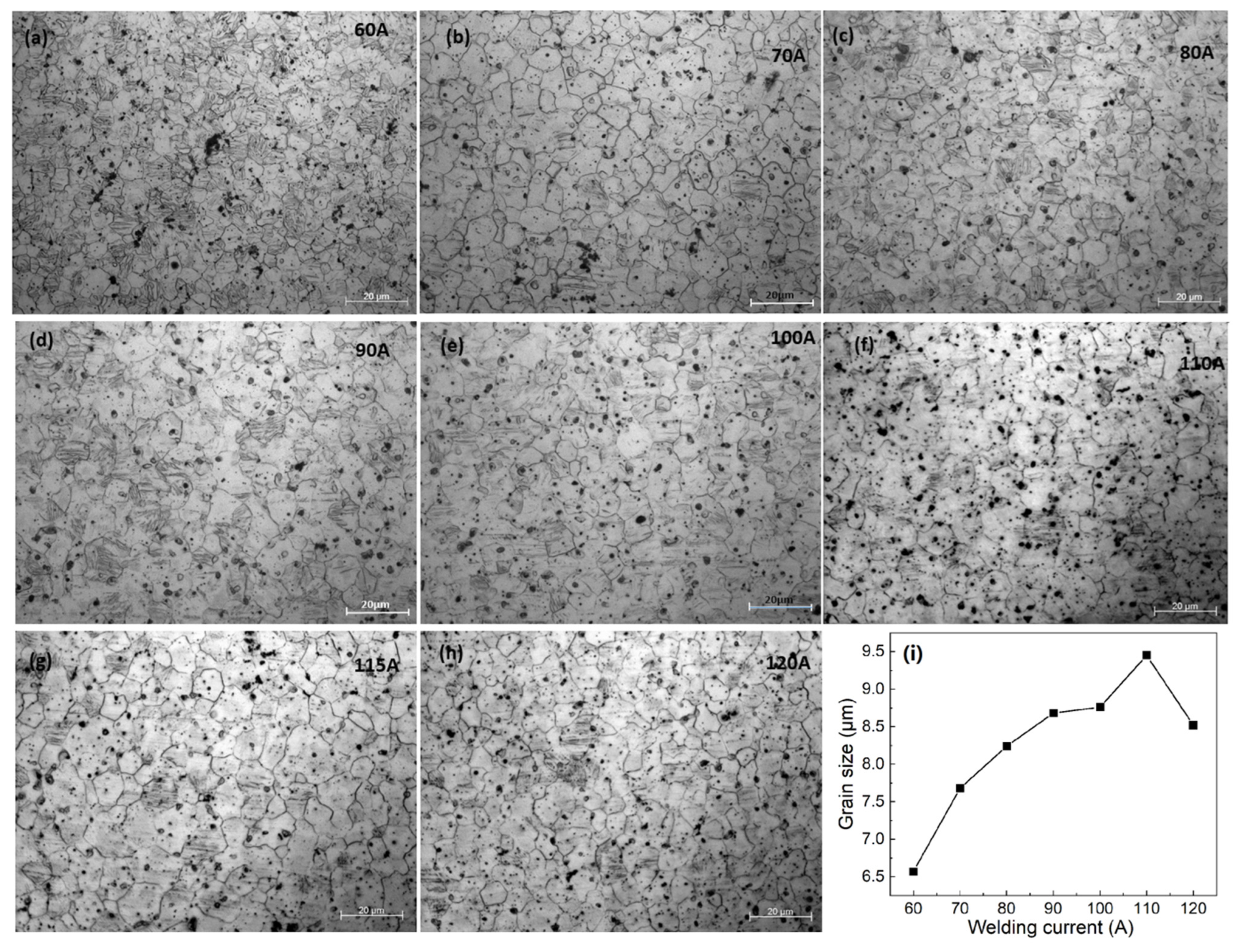
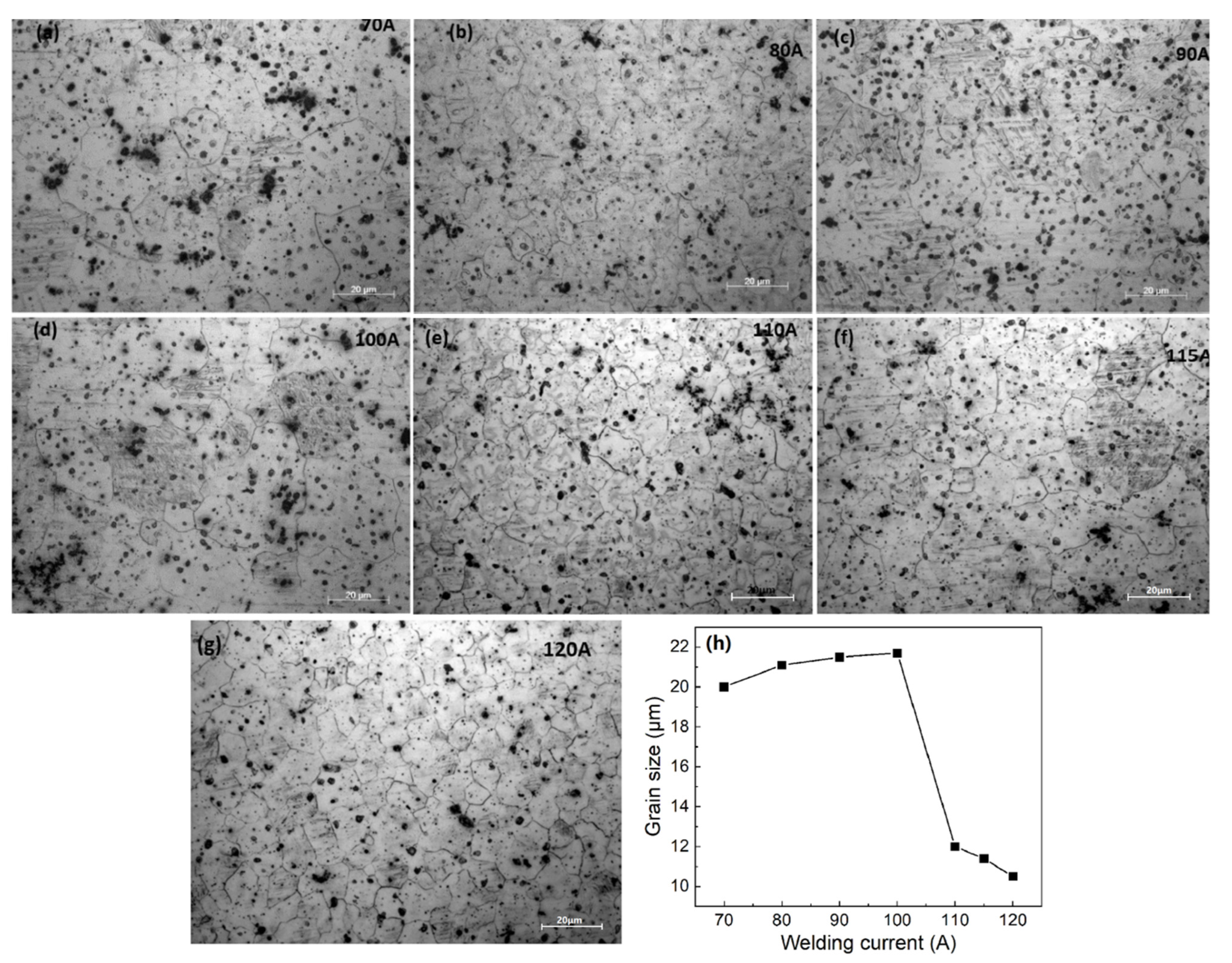
2.6. Effects of Welding Current on the Microstructure of Welding Seam
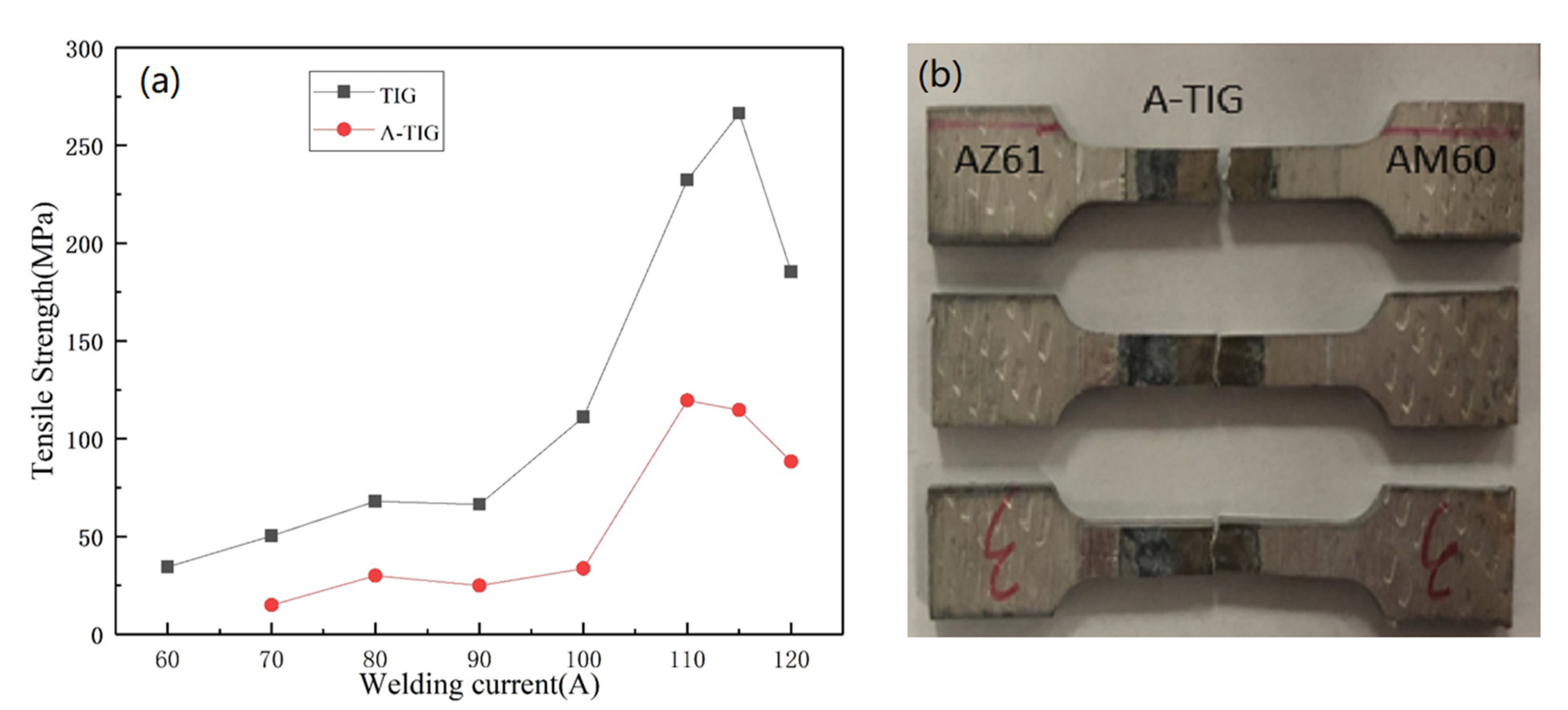
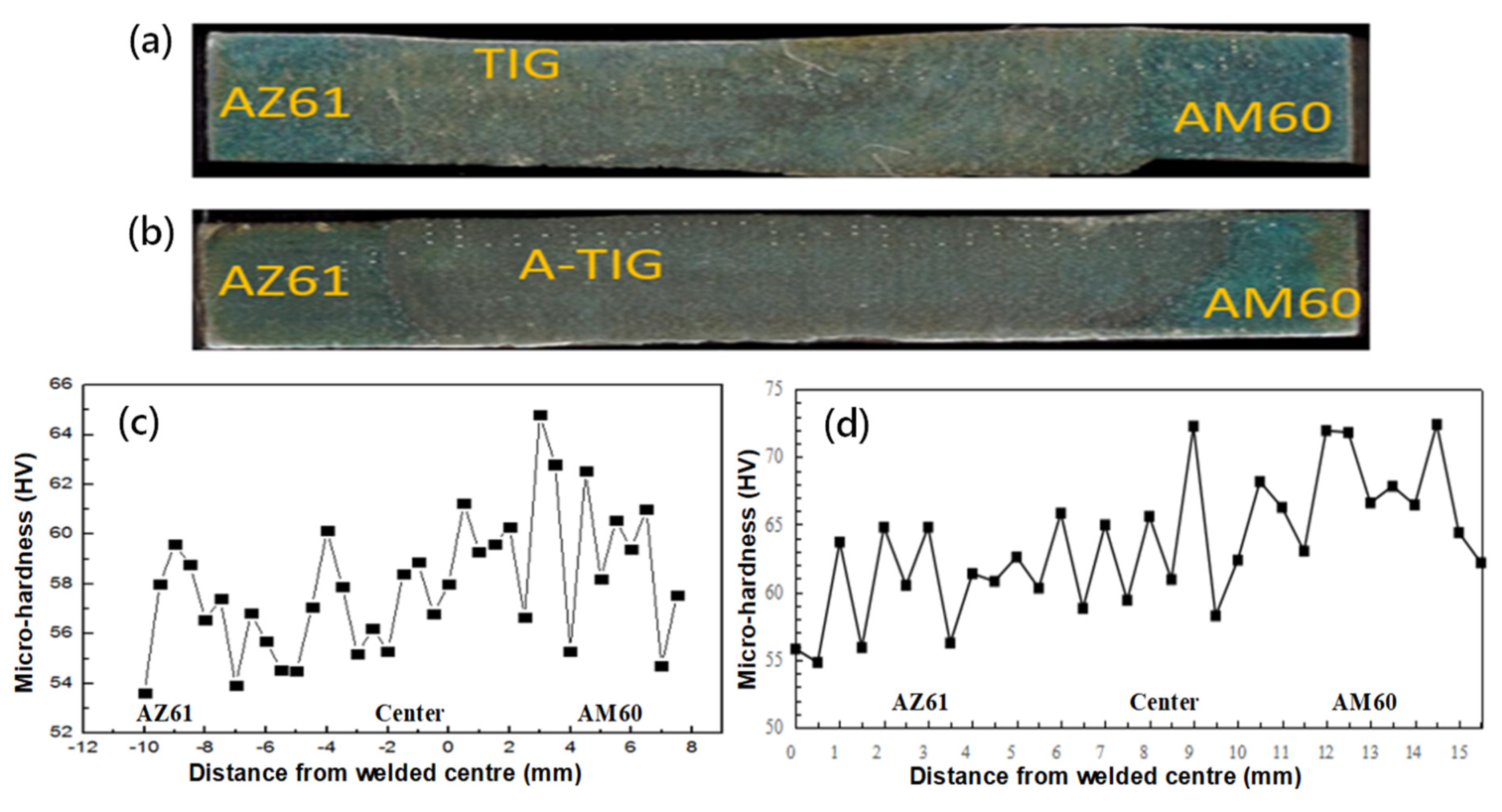
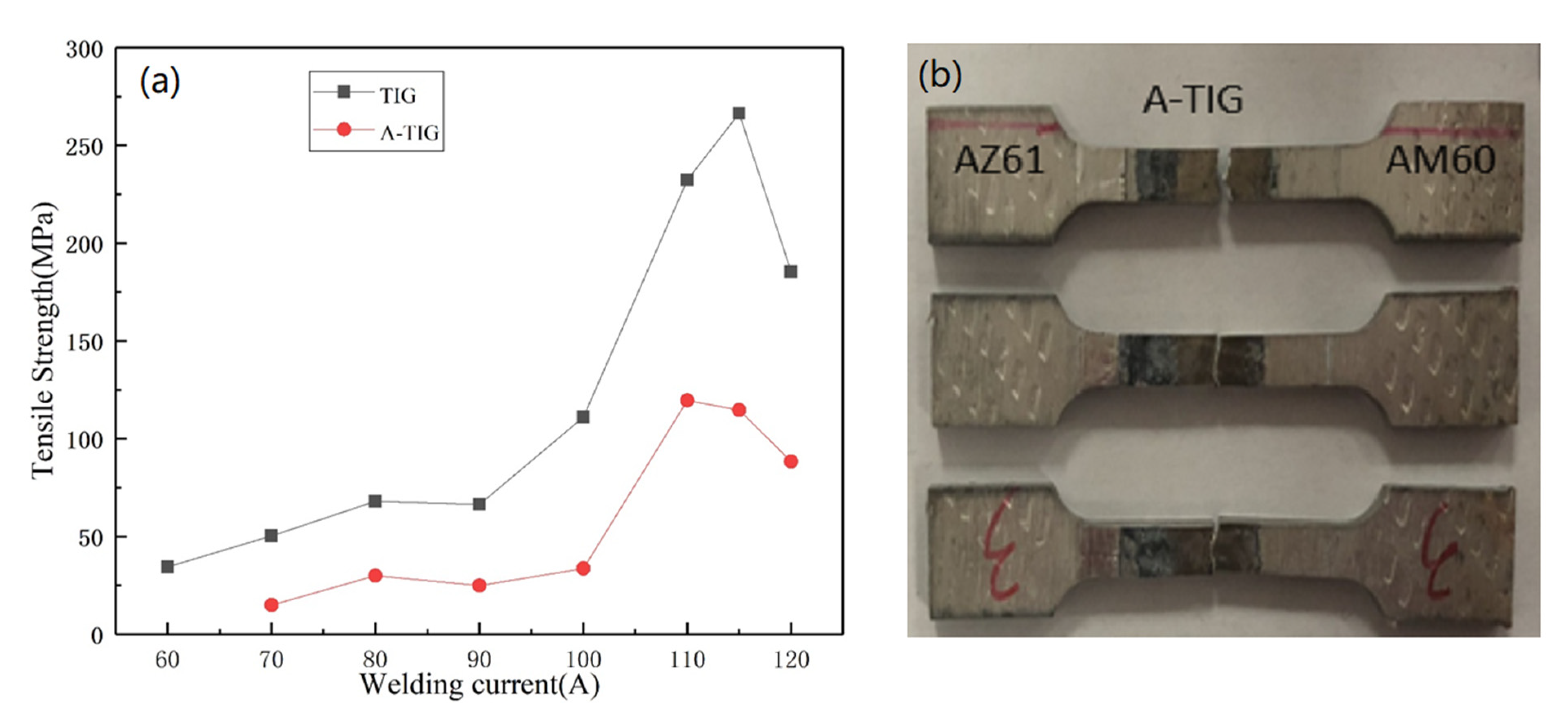
2.7. Analysis of Welded Joint Mechanical Property
3. Numerical Simulation
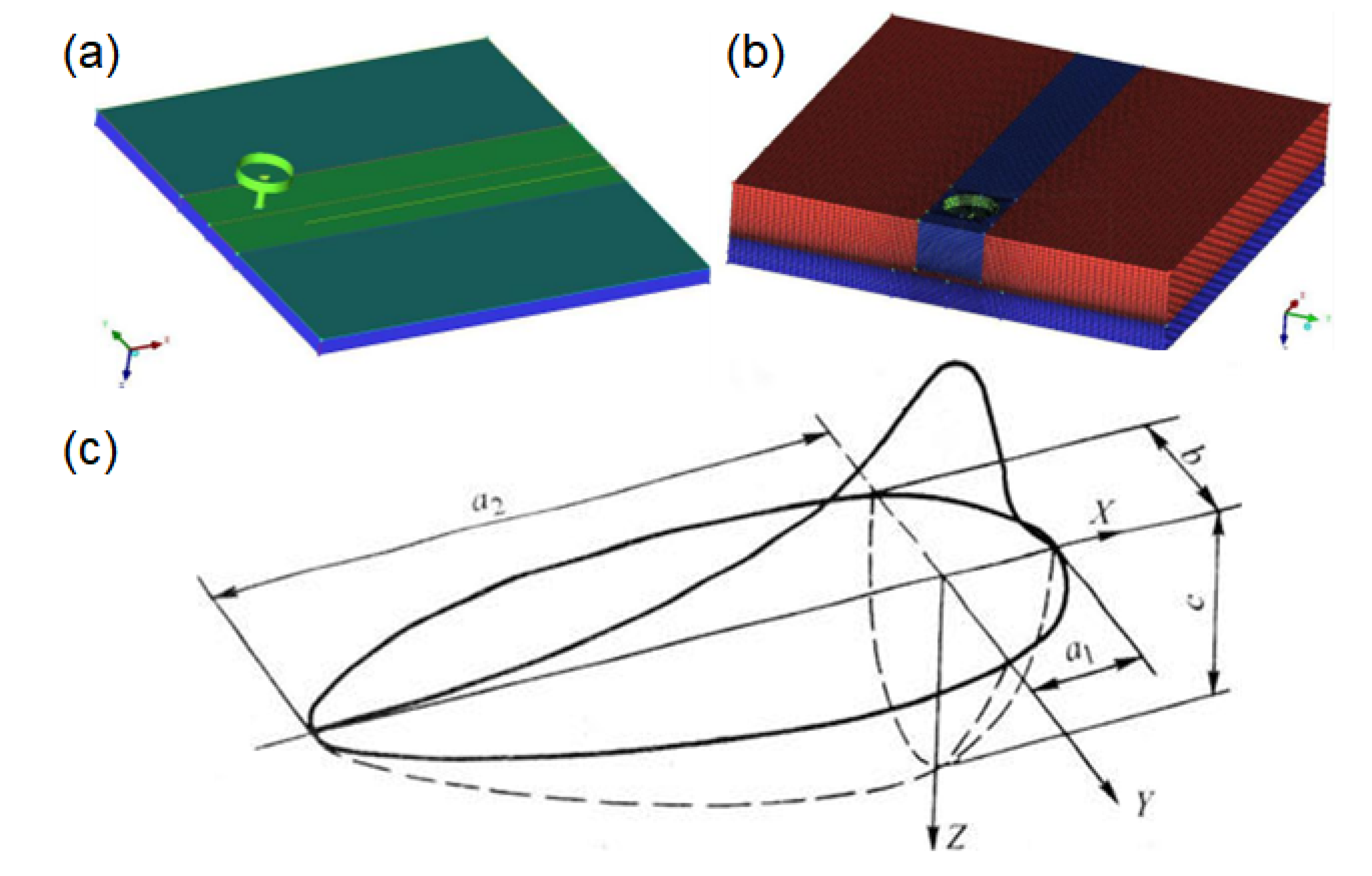
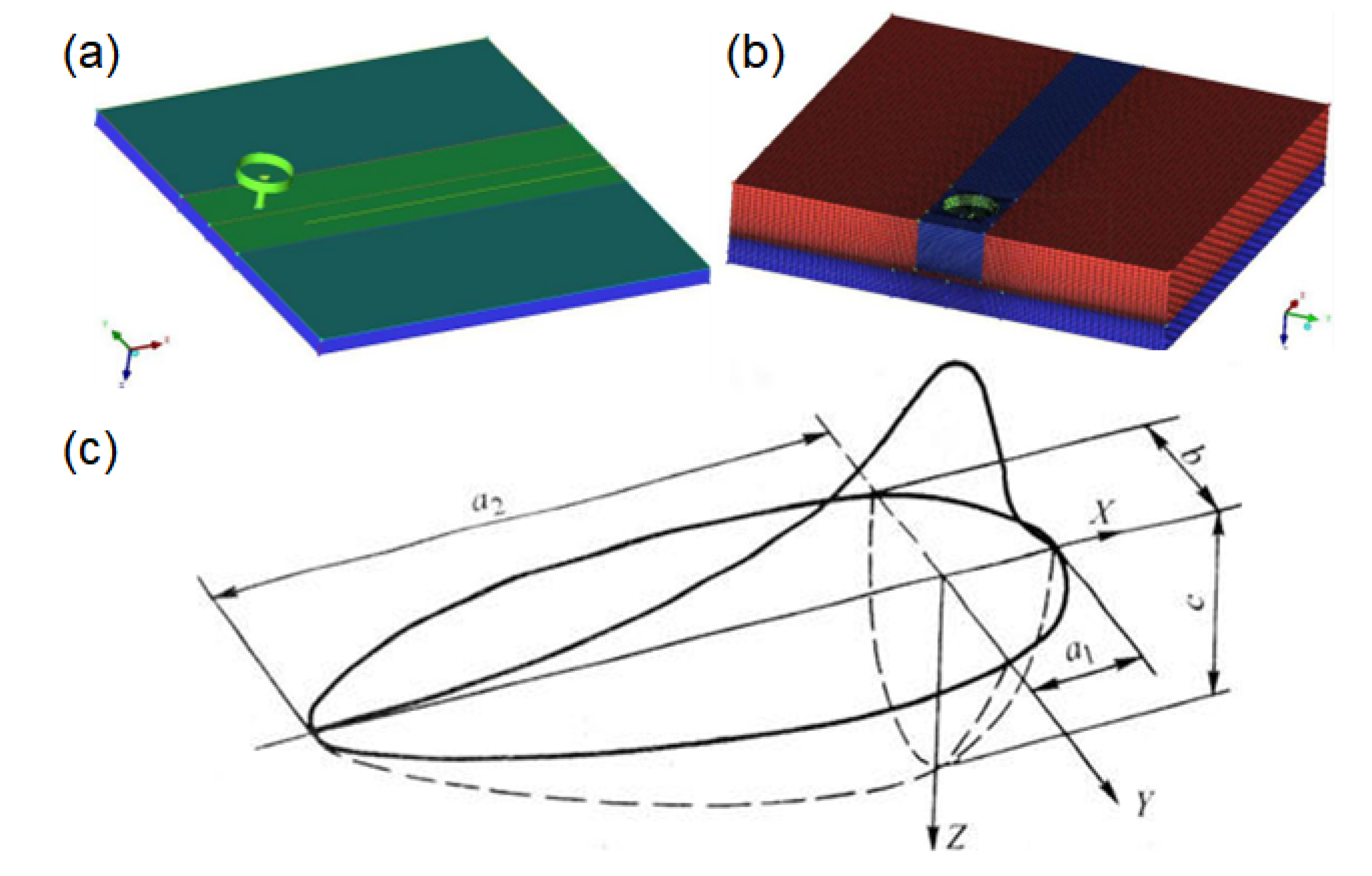
3.1. Hypothesis of the Welding Model
3.2. Geometric Model and Meshing
3.3. Establishment of Welding Heat Source
3.4. Processing of Boundary Conditions
3.5. Addition of Driving Forces
3.6. Determination of Material Thermal Physical Parameters
4. Results and Discussion
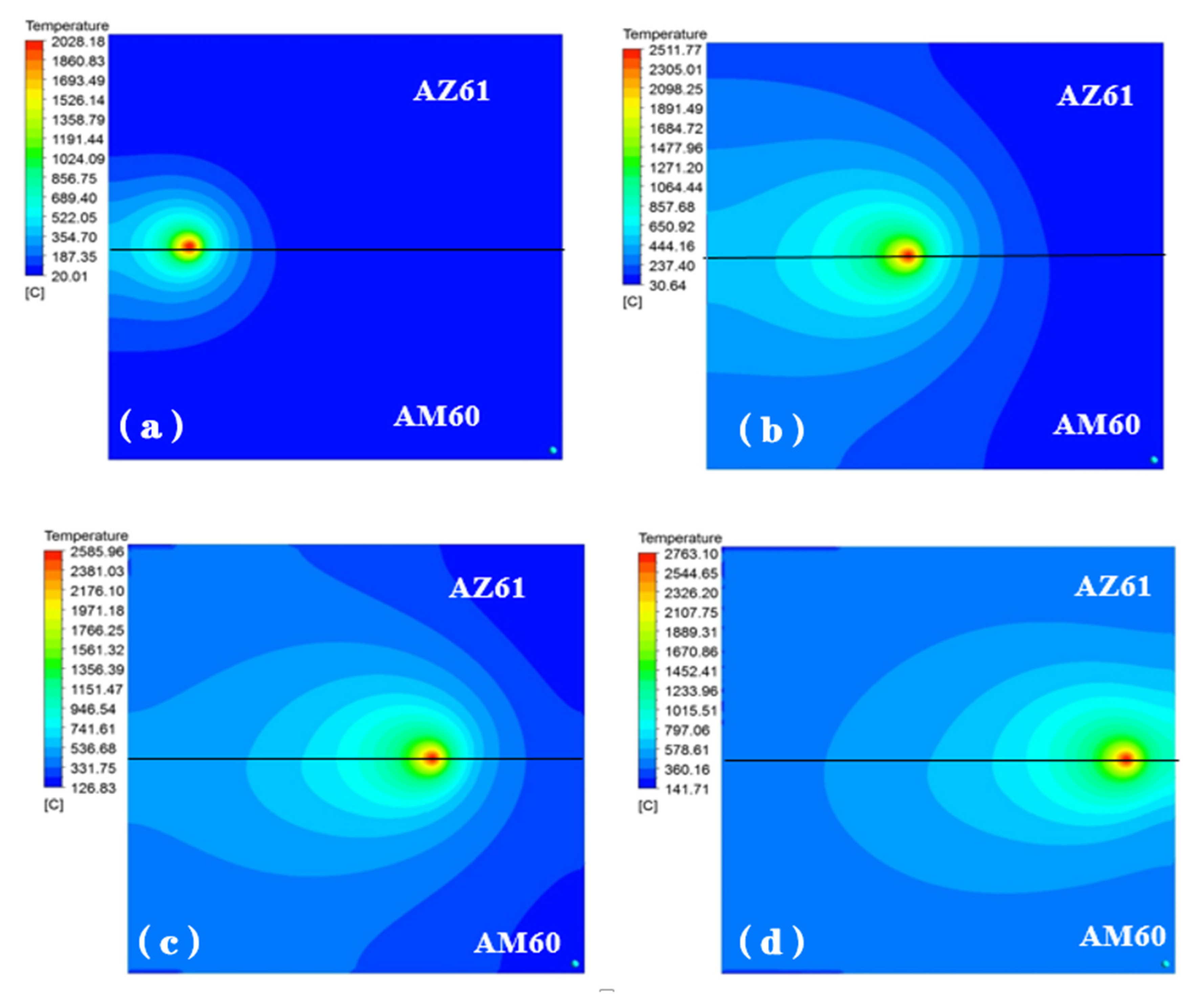
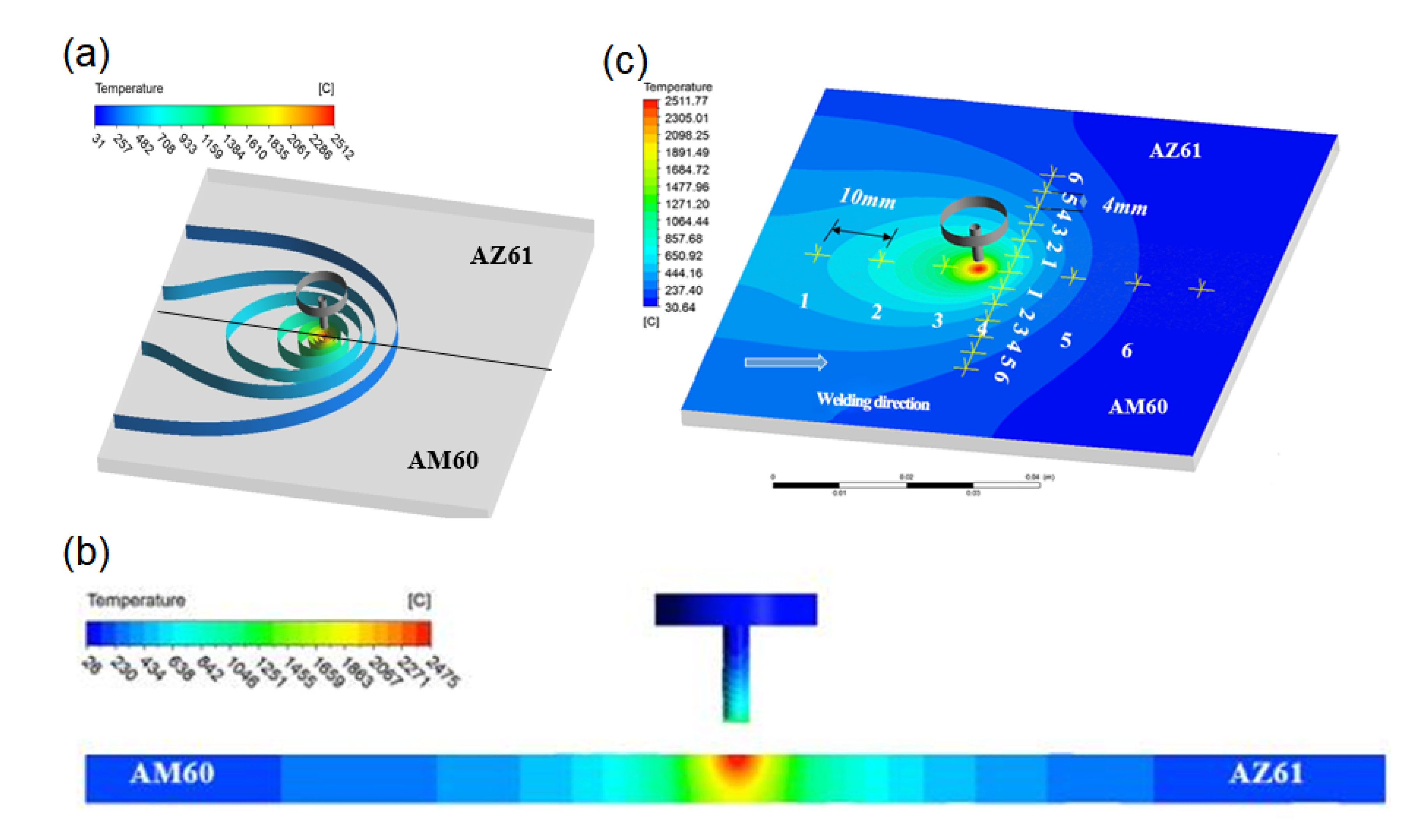
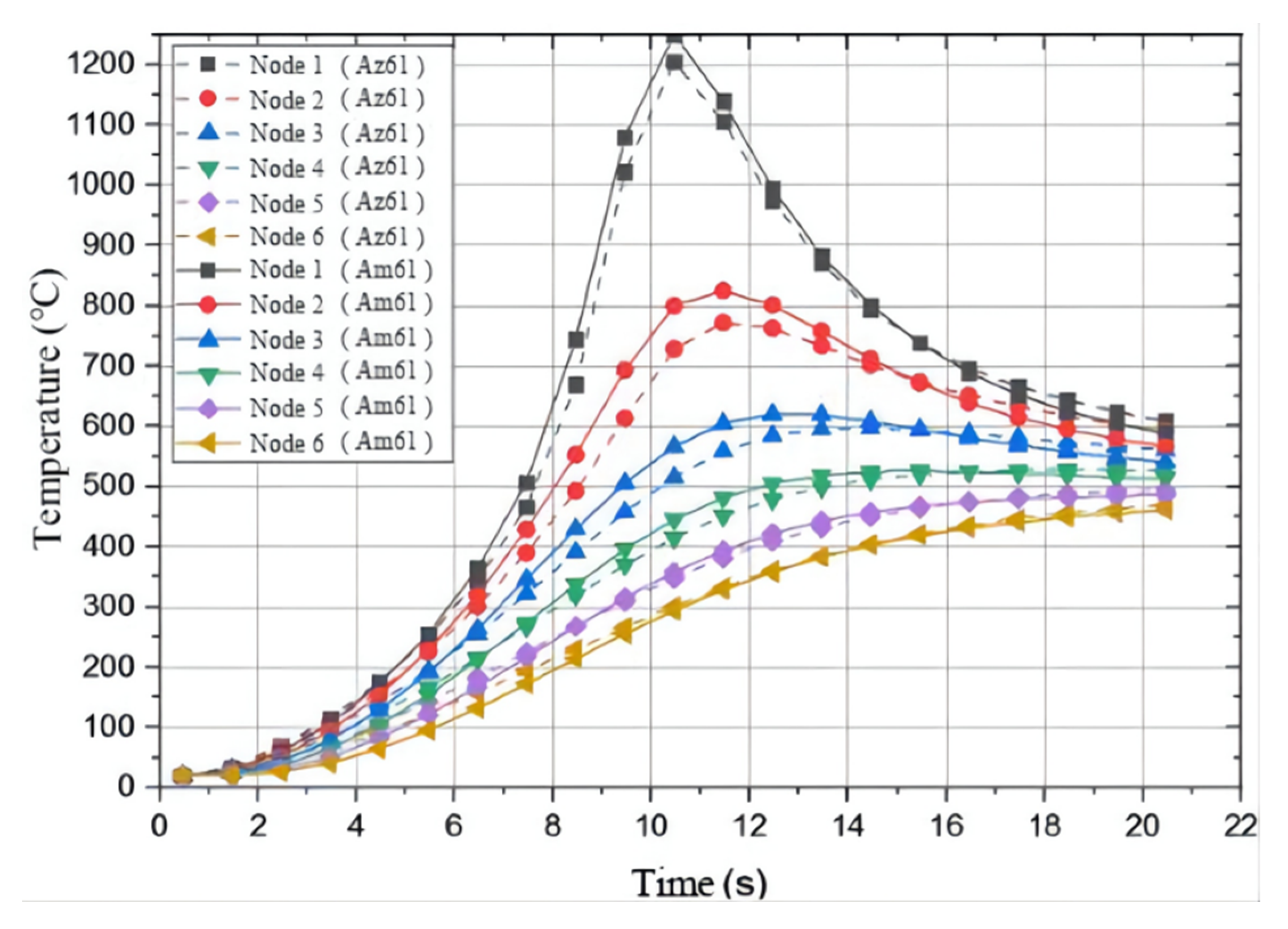
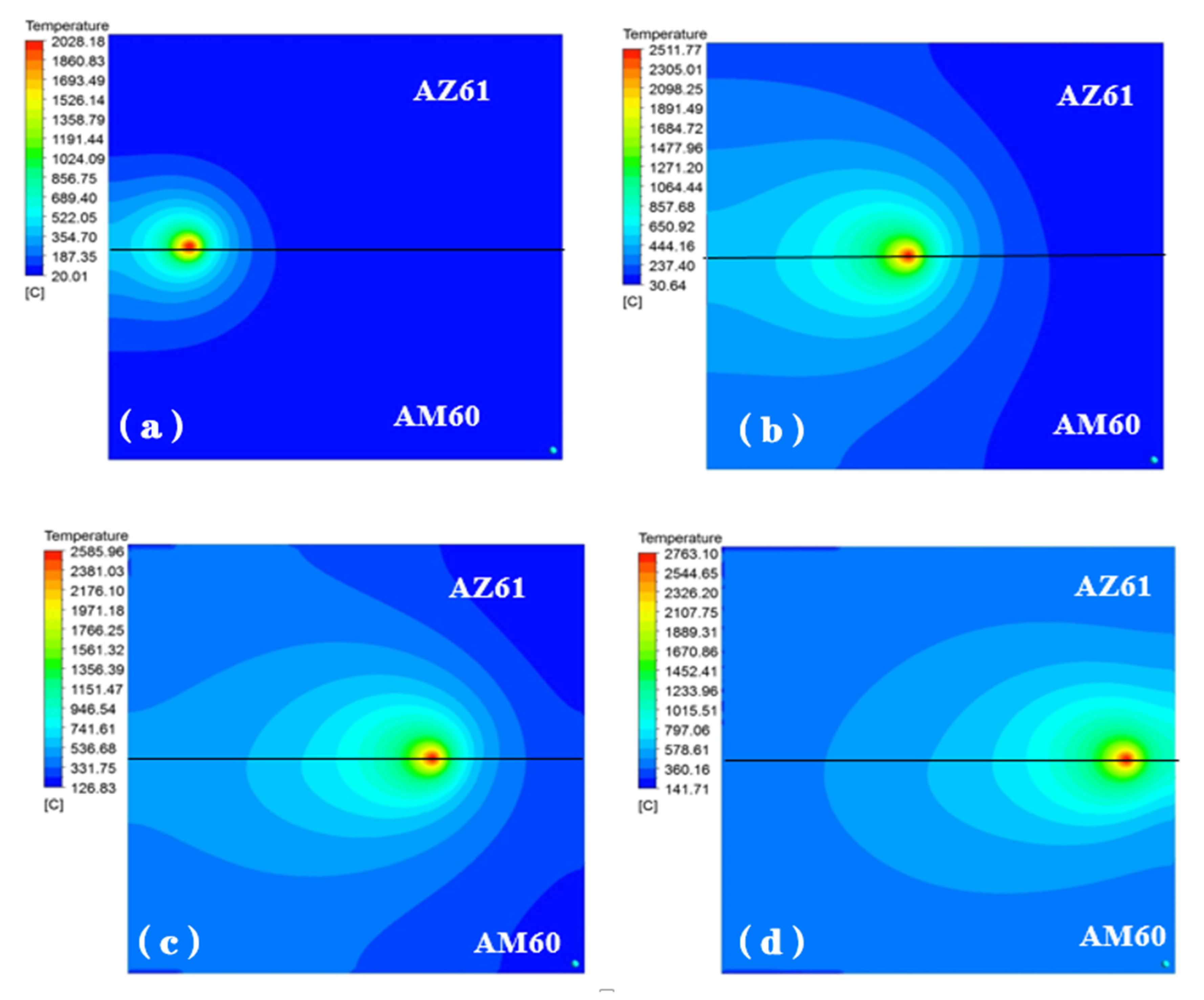
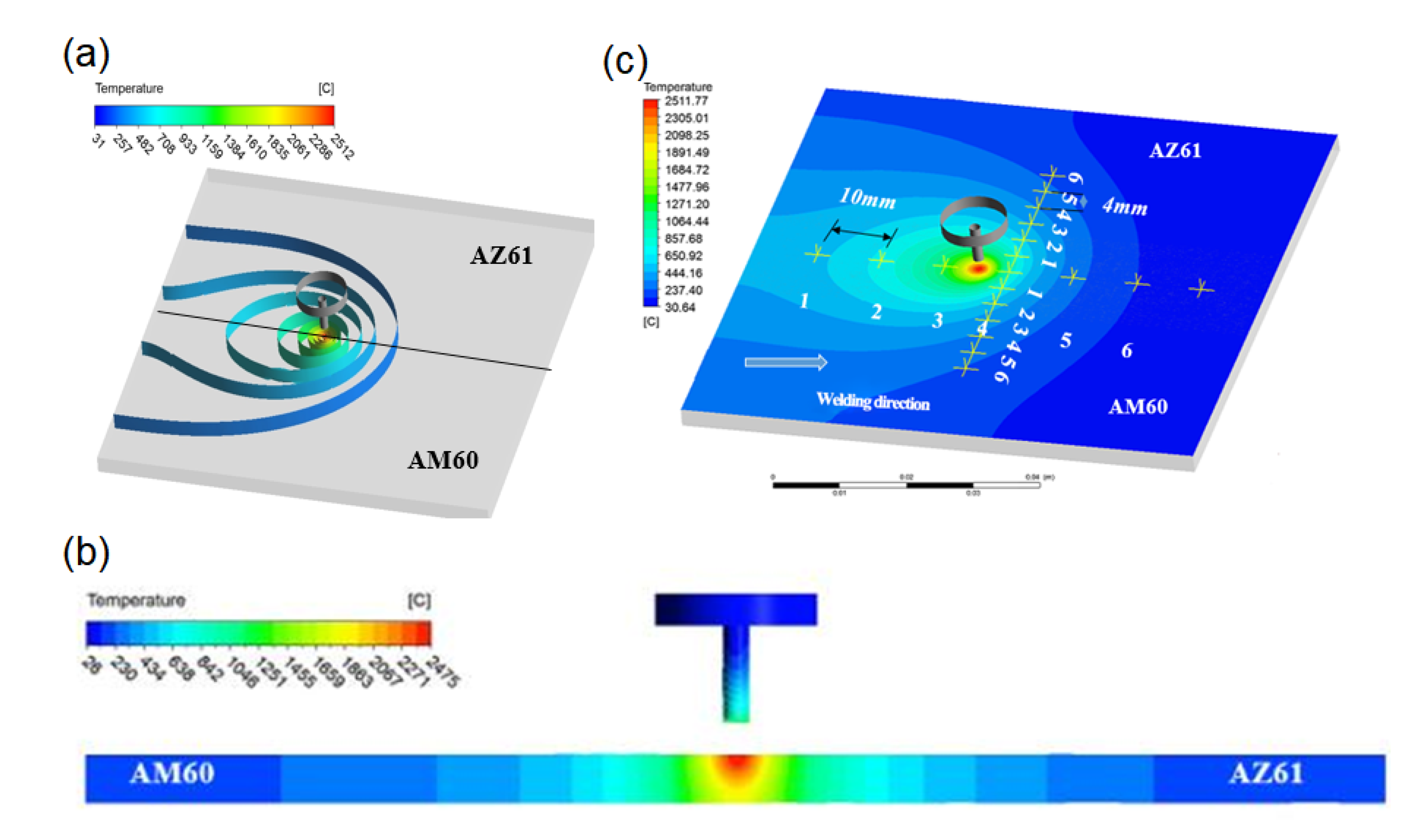
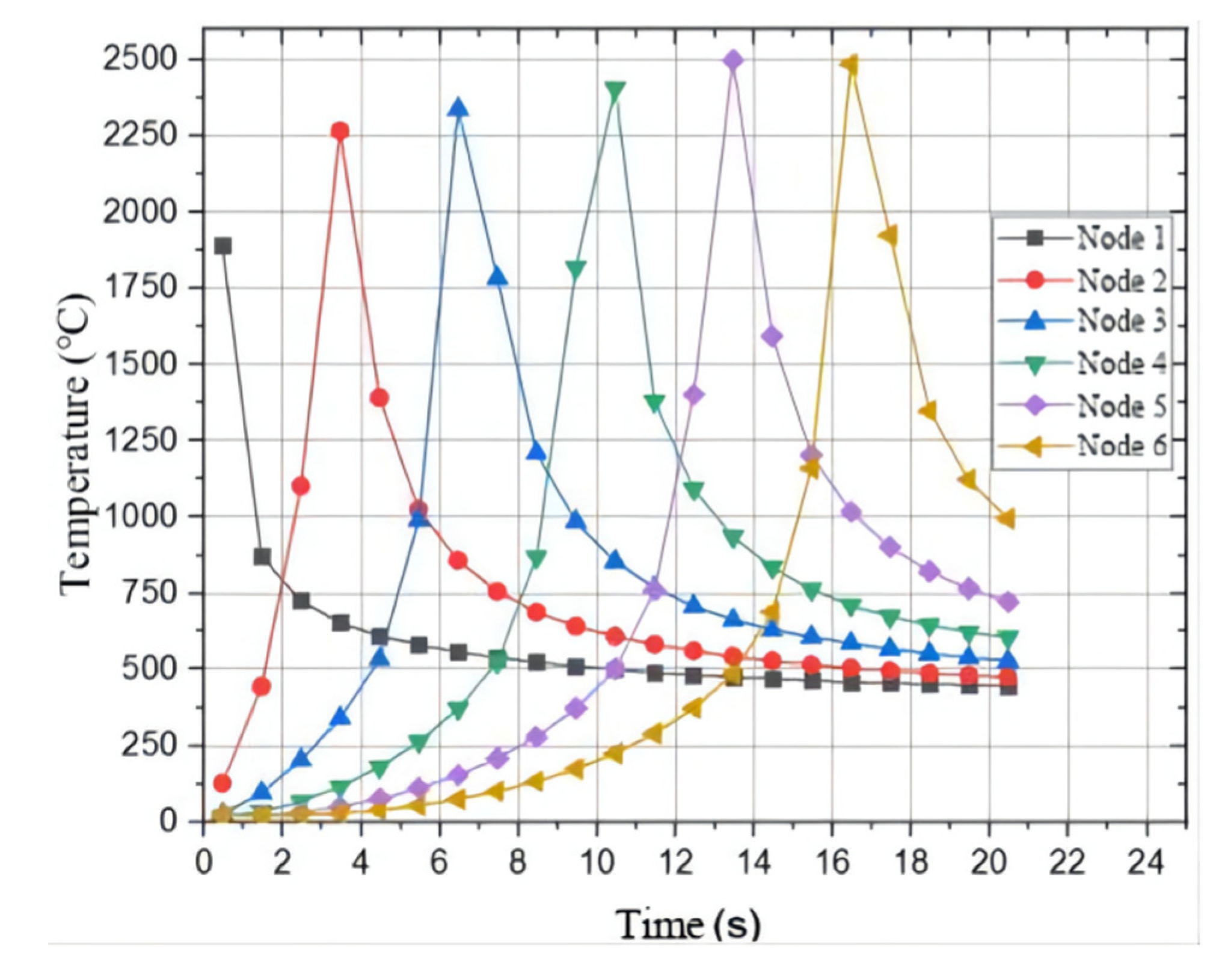
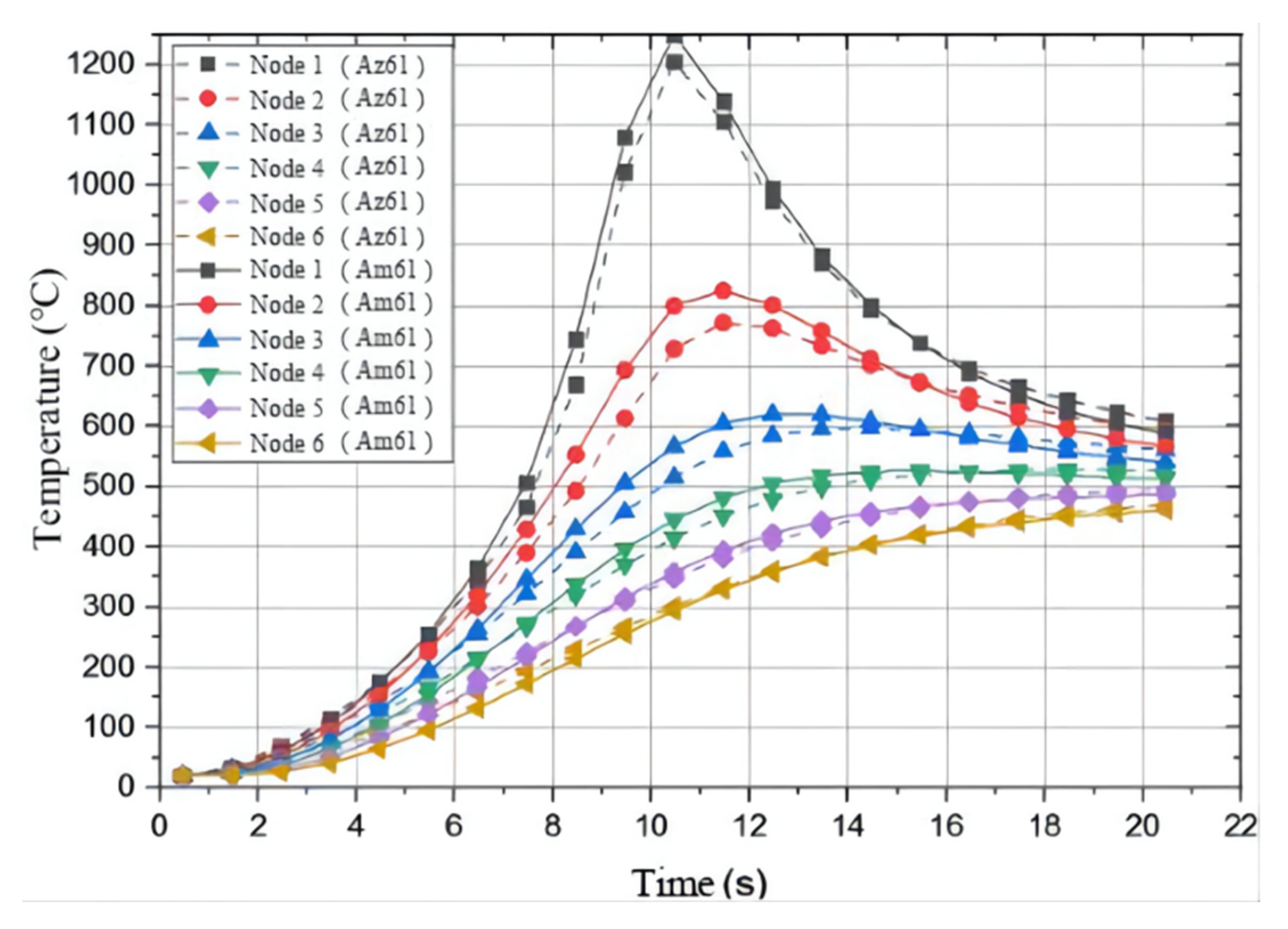
4.1. Simulation of Temperature Field
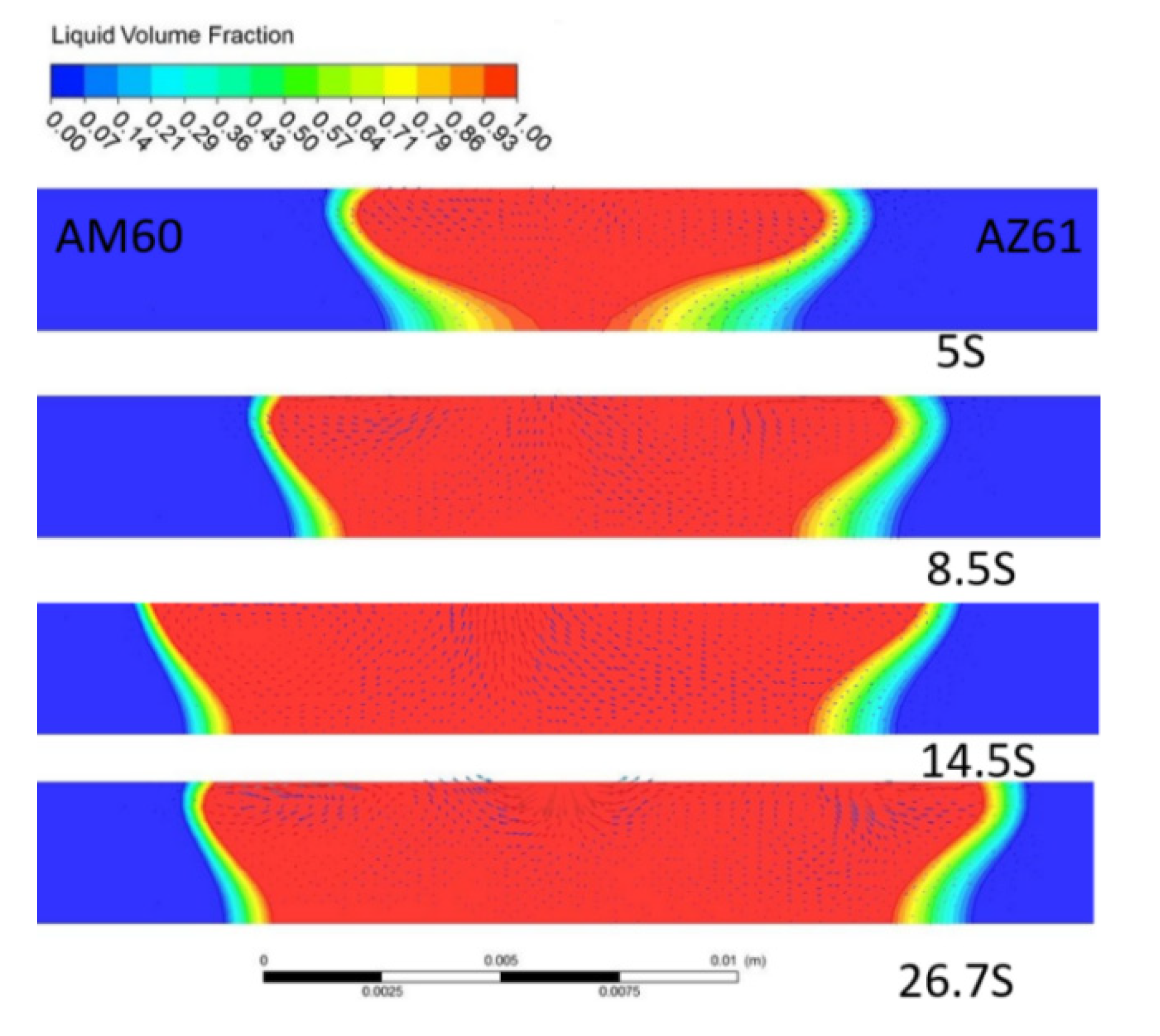
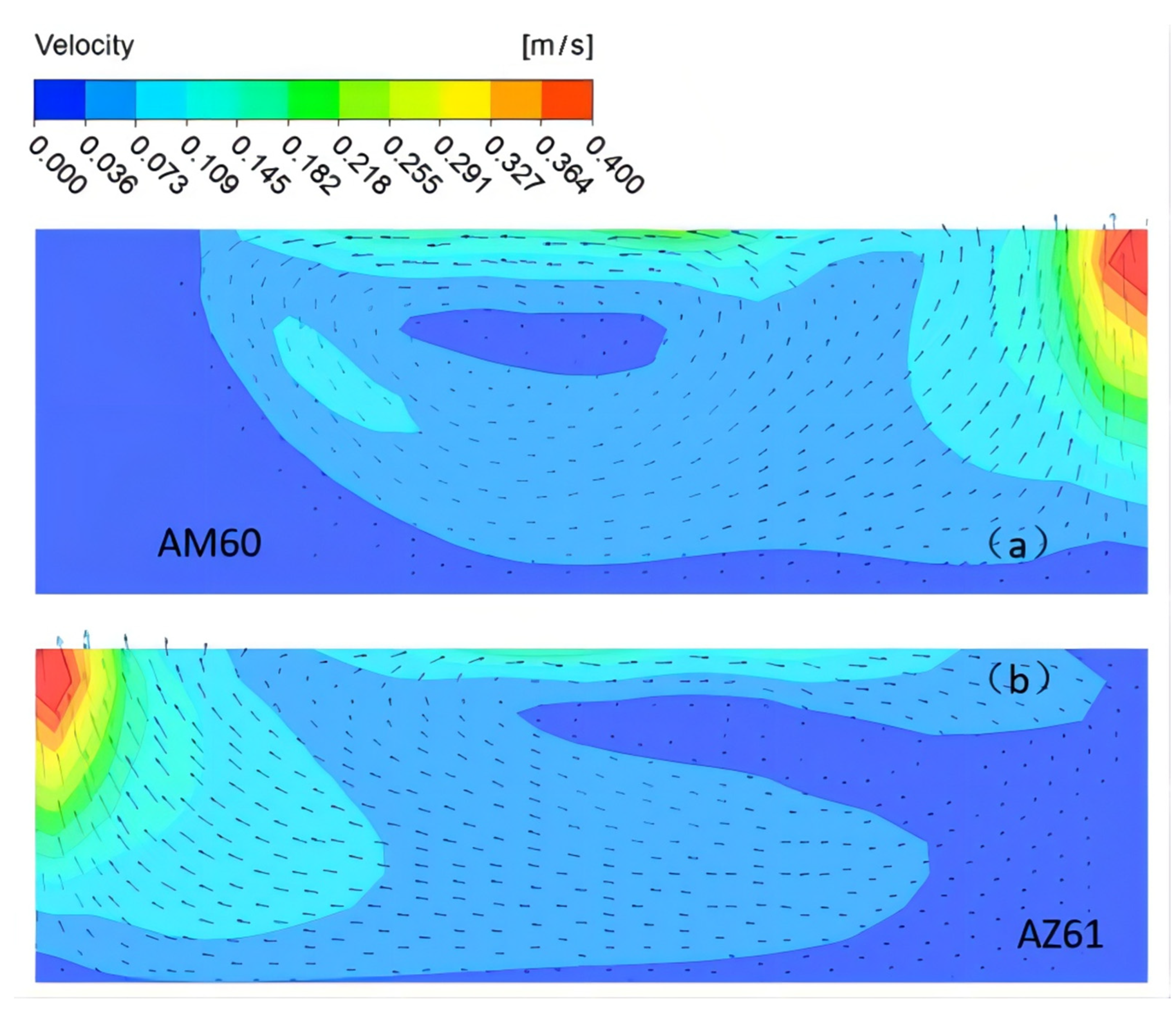
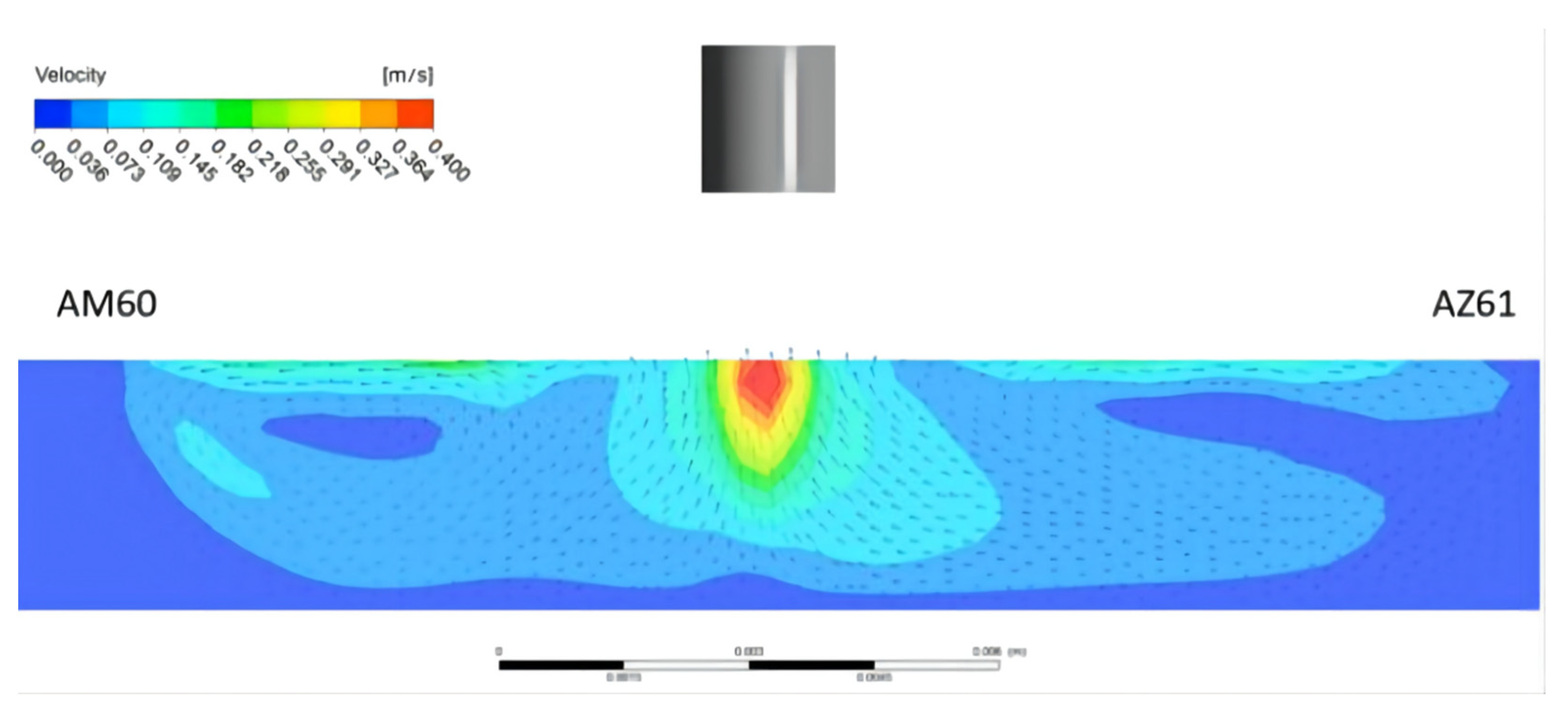
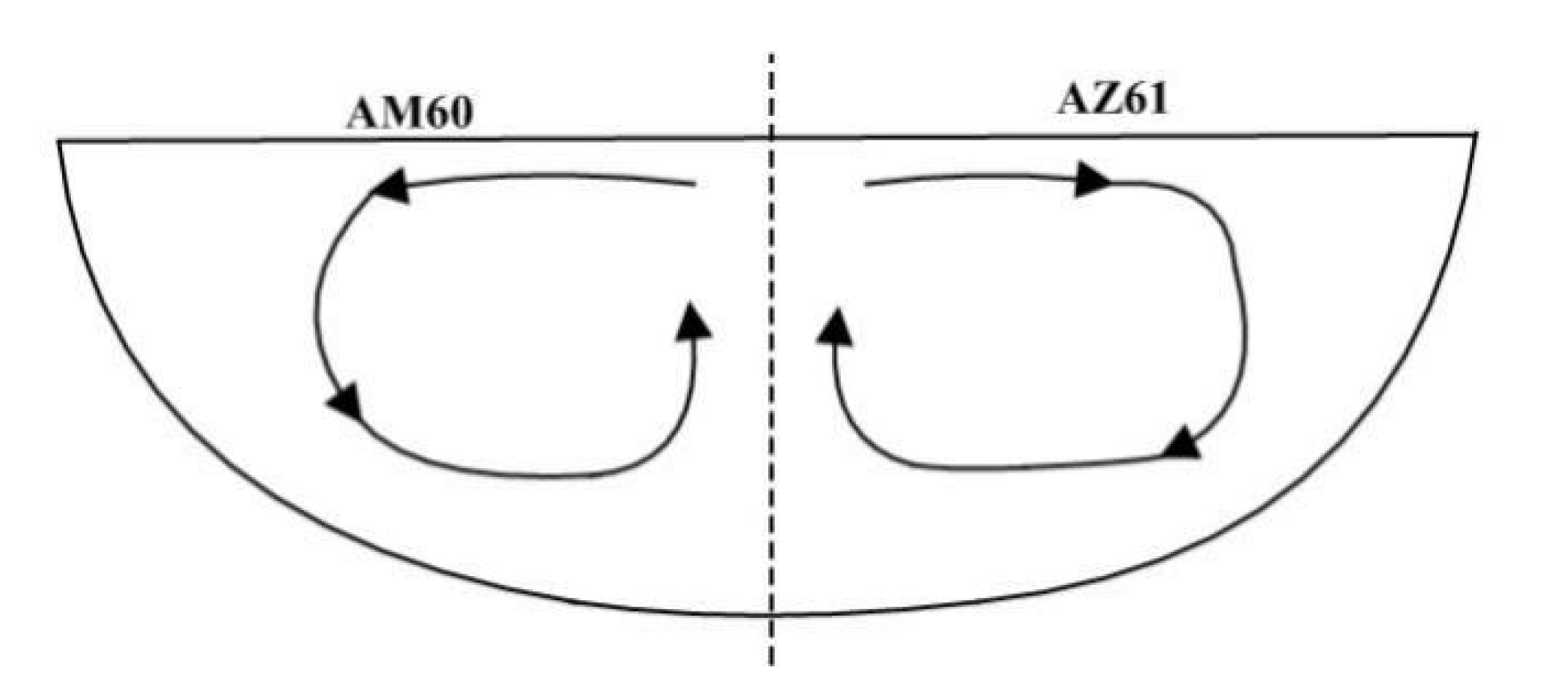
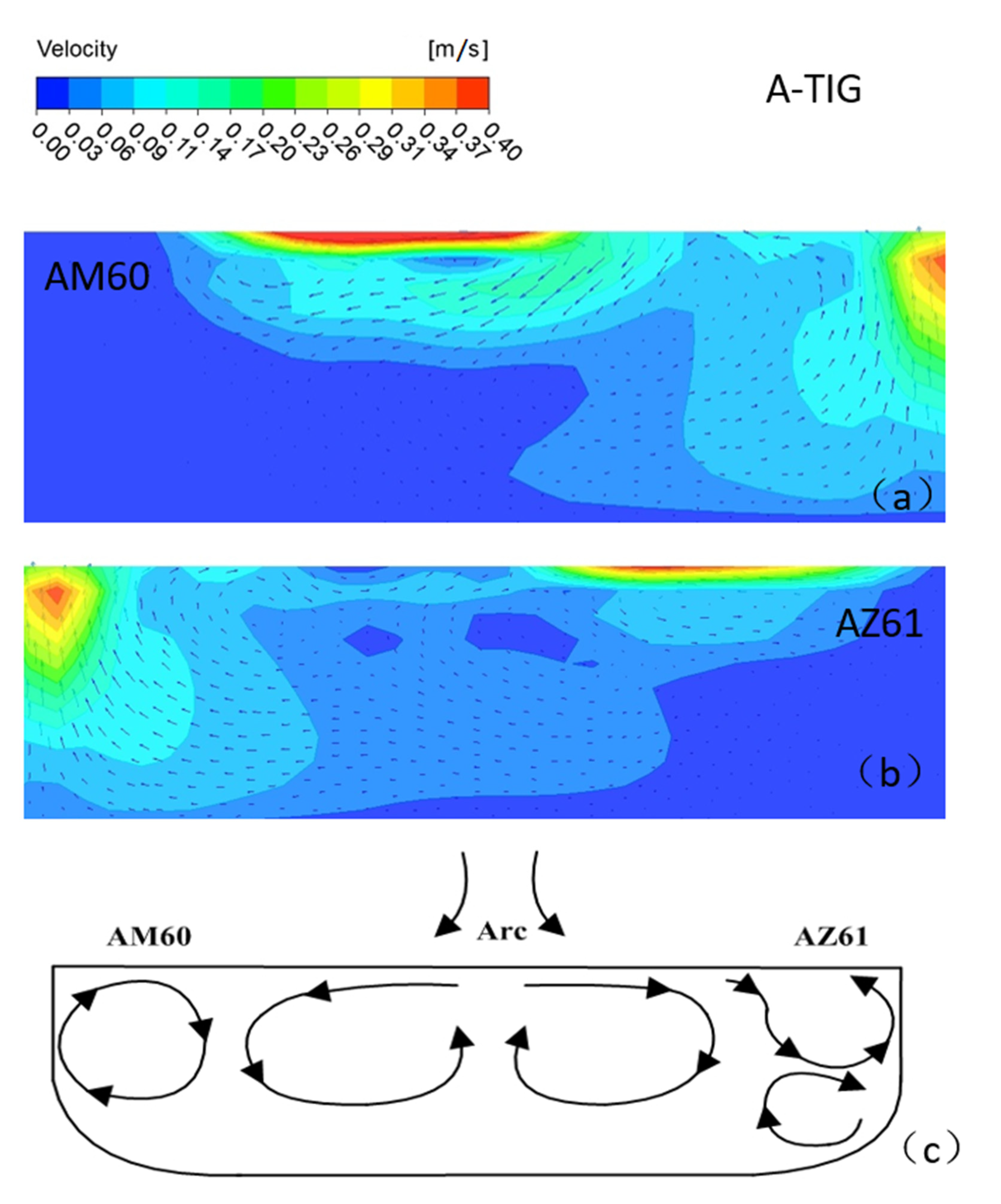
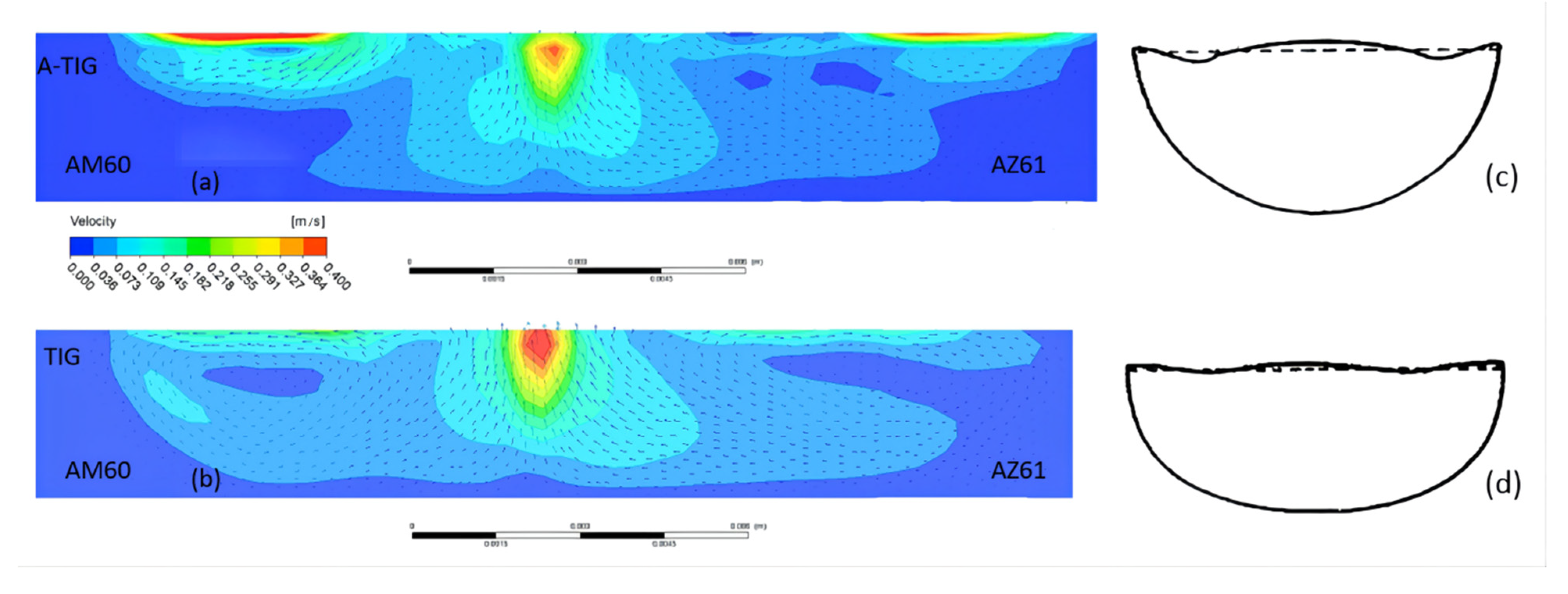
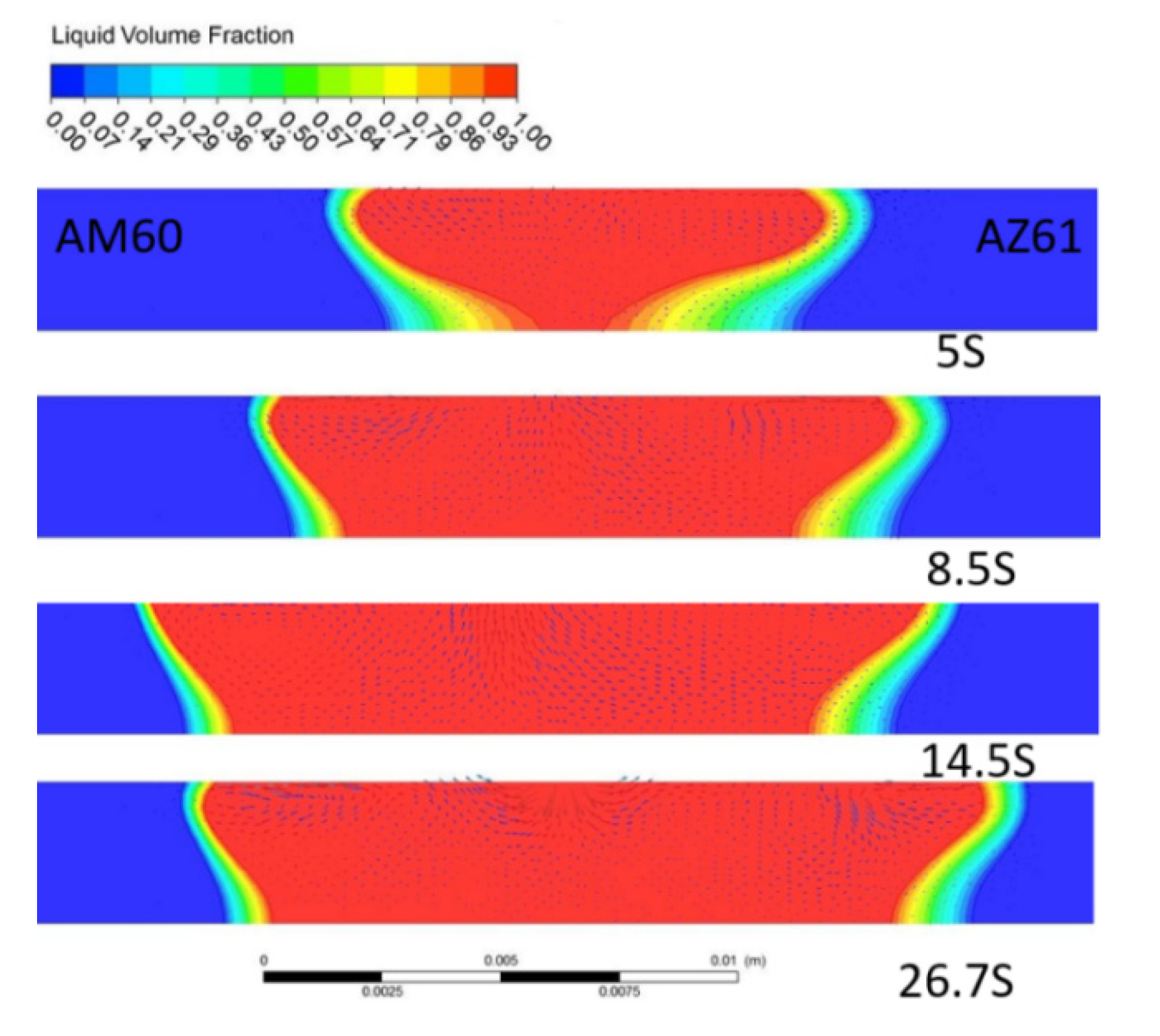
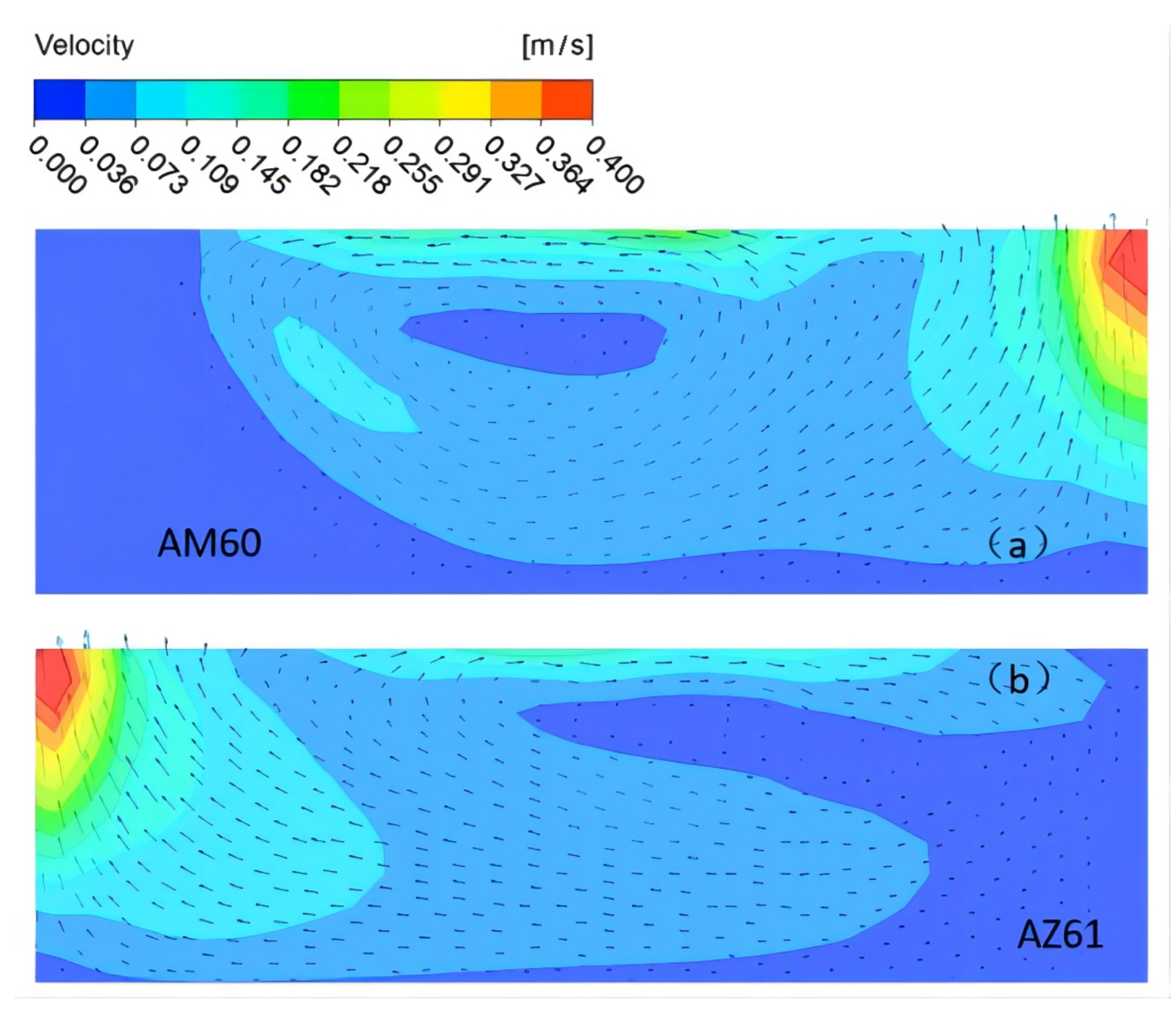
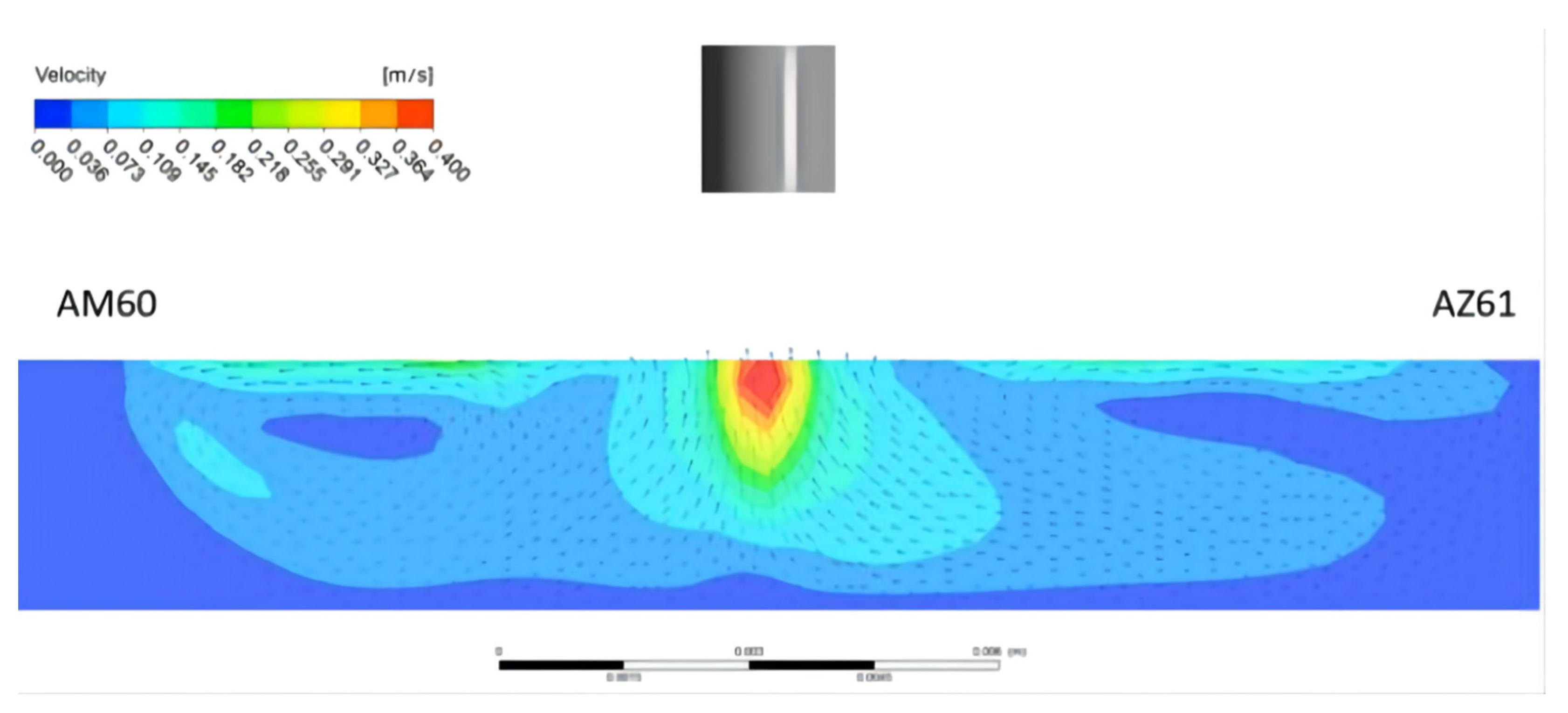
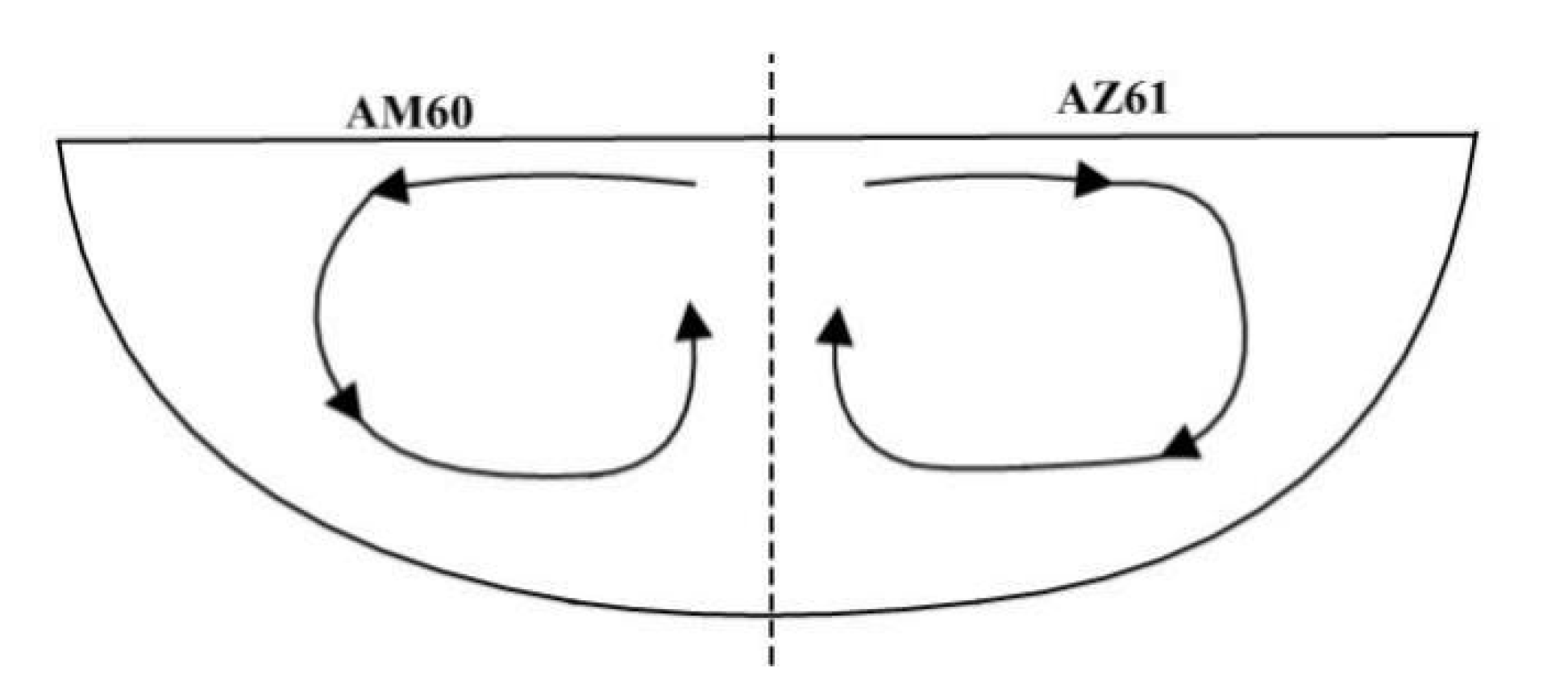
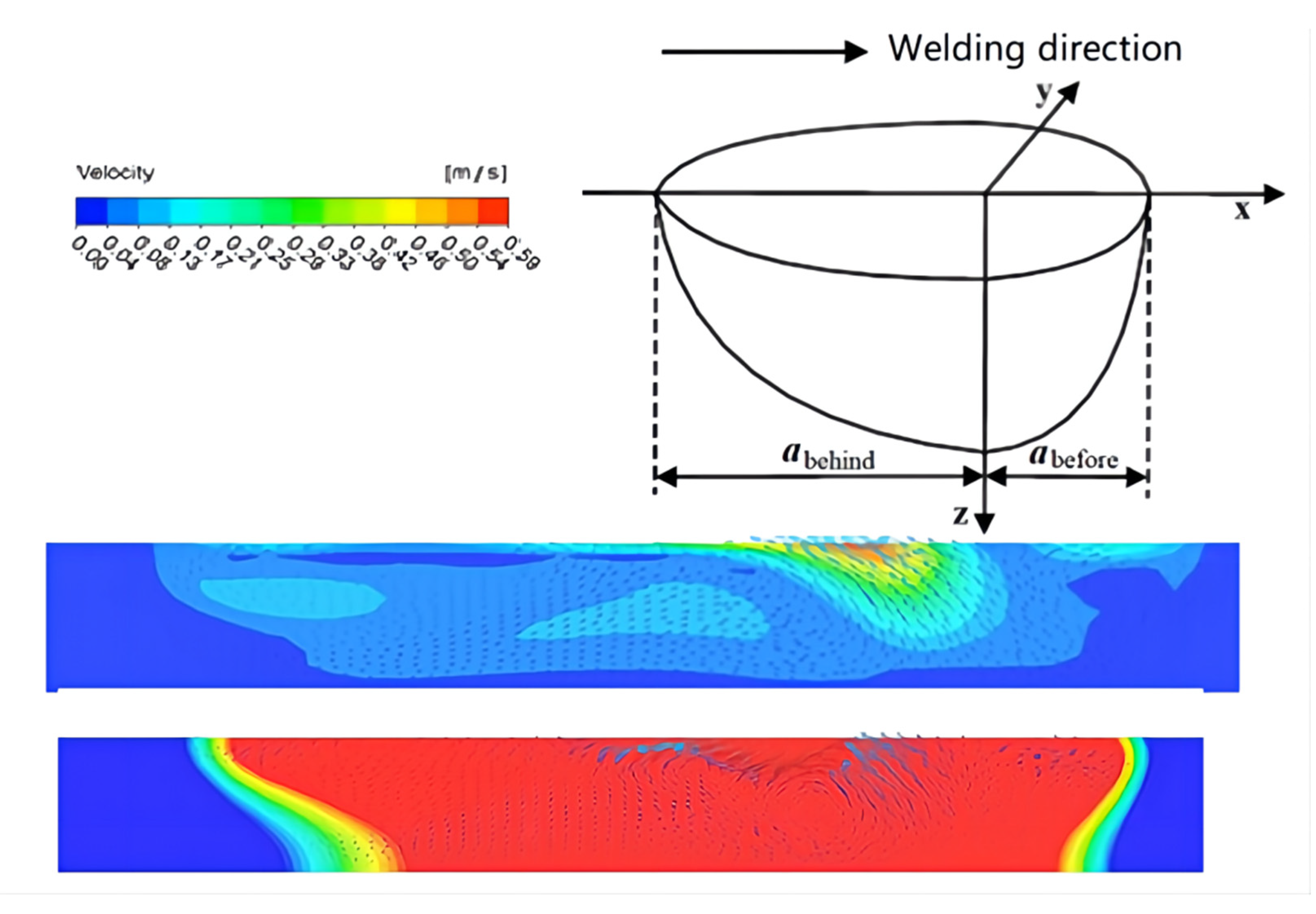
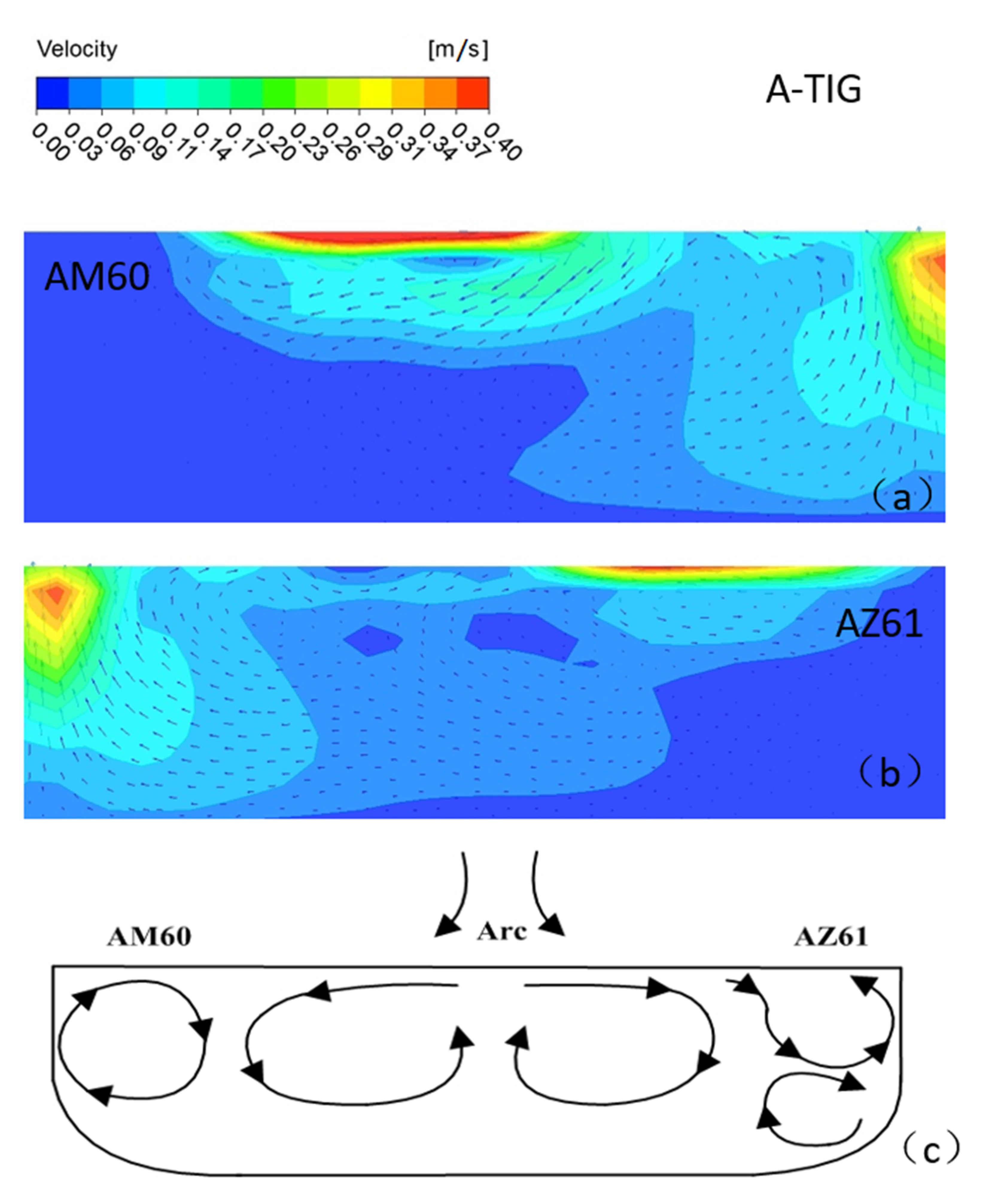
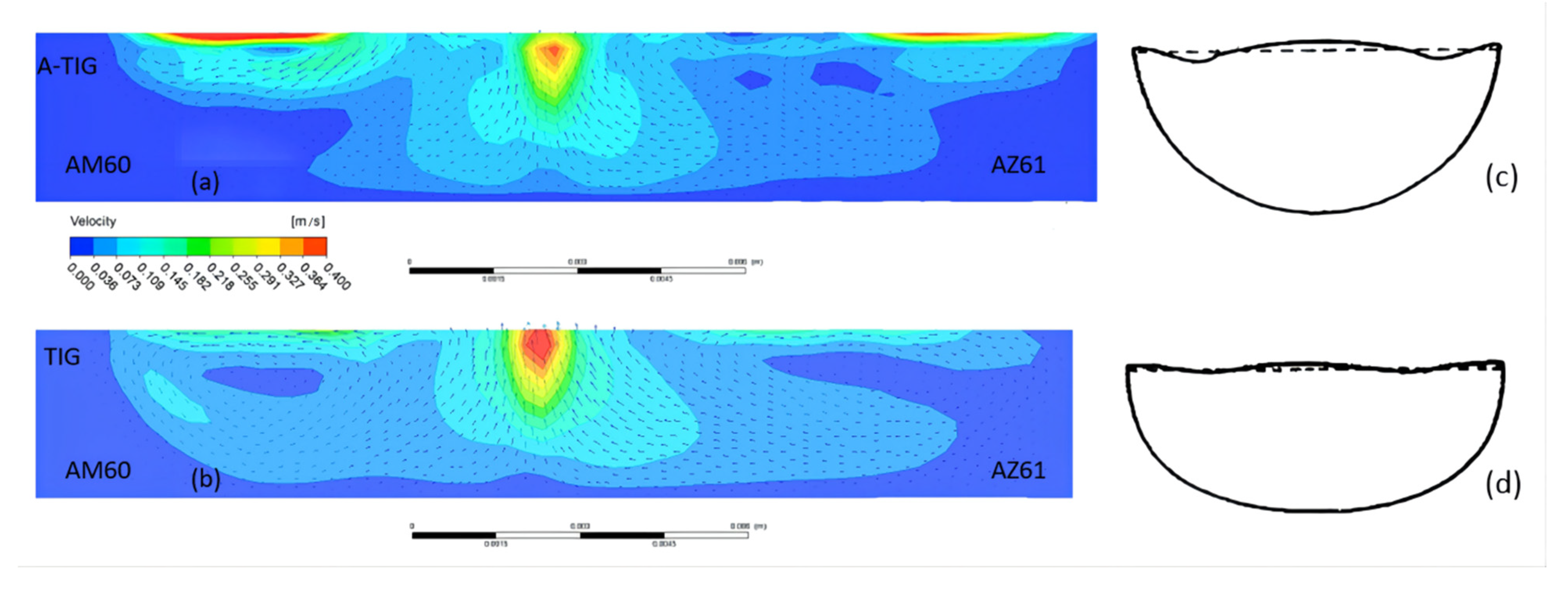
4.2. Simulation of Morphology and Flow Field of Molten Pool
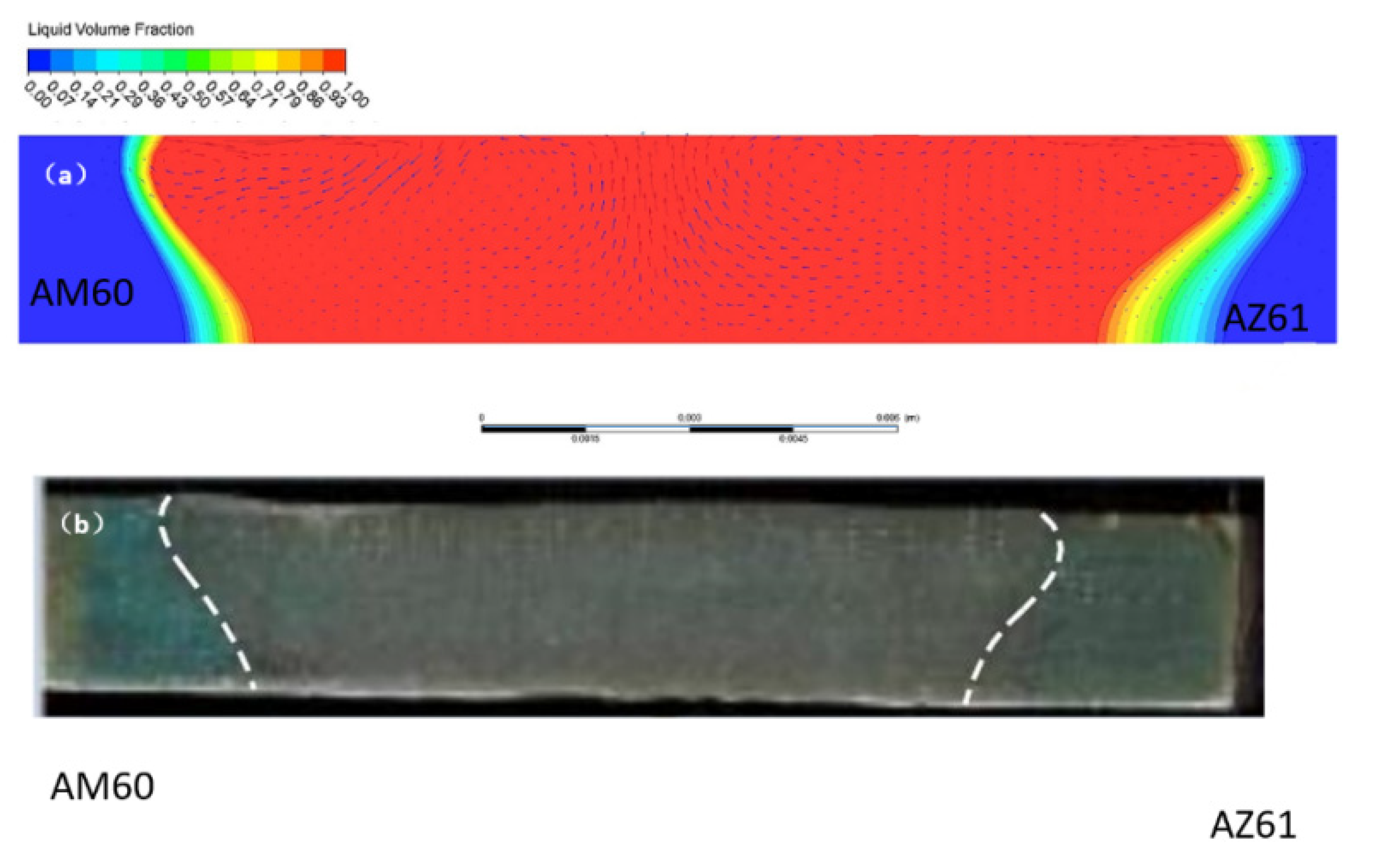
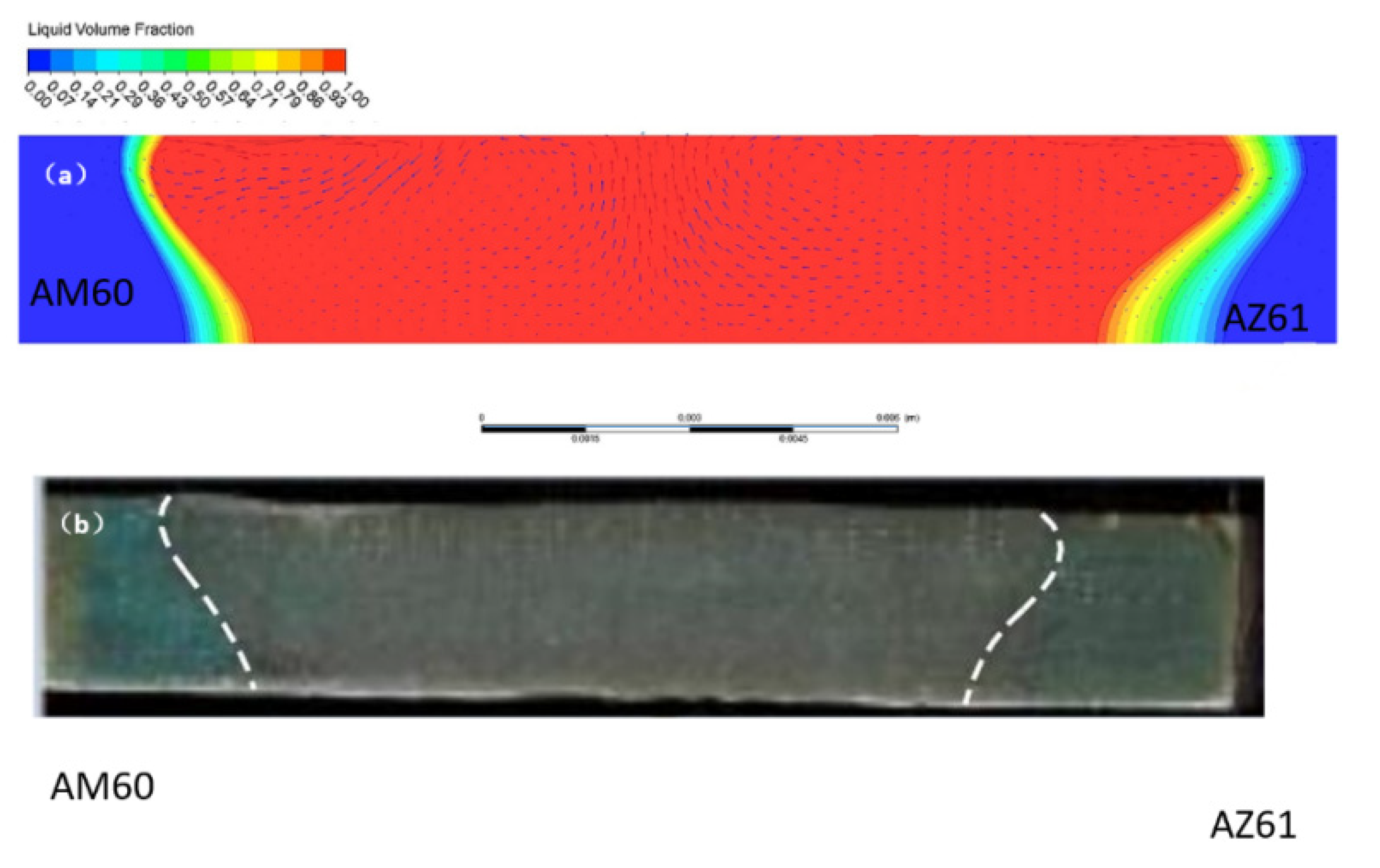
4.3. Simulation Results and Experimental Verification
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of Advancement and Development Trend on Magnesium Alloy. J. Magnes. Alloy. 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Mostaan, H.; Rafiei, M.; Bakhsheshi-Rad, H.R.; Berto, F. Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials 2021, 14, 6726. [Google Scholar] [CrossRef] [PubMed]
- Qin, B.; Yin, F.-C.; Zeng, C.-Z.; Xie, J.-C.; Shen, J. Microstructure and Mechanical Properties of Tig/a-Tig Welded AZ61/ZK60 Magnesium Alloy Joints. Trans. Nonferrous Met. Soc. China 2019, 29, 1864–1872. [Google Scholar] [CrossRef]
- Gao, M.; Zeng, X.Y.; Tan, B.; Feng, J.C. Study of Laser Mig Hybrid Welded AZ31 Magnesium Alloy. Sci. Technol. Weld. Join. 2009, 14, 274–281. [Google Scholar] [CrossRef]
- Zhang, T.; Shen, J.; Lu, L.Q.; Wang, C.M.; Sang, J.X.; Wu, D. Effects of Graphene Nanoplates on Microstructures and Mechanical Properties of NSA-TIG welded AZ31 magnesium alloy joints. Trans. Nonferrous Met. Soc. China 2017, 27, 1285–1293. [Google Scholar] [CrossRef]
- Baqer, Y.M.; Ramesh, S.; Yusof, F.; Manladan, S.M. Challenges and Advances in Laser Welding of Dissimilar Light Alloys: Al/Mg, Al/Ti, and Mg/Ti Alloys. Int. J. Adv. Manuf. Technol. 2018, 95, 4353–4369. [Google Scholar] [CrossRef]
- Ke, W.; Oliveira, J.; Ao, S.; Teshome, F.; Chen, L.; Peng, B.; Zeng, Z. Thermal Process and Material Flow During Dissimilar Double-Sided Friction Stir Spot Welding of Az31/Zk60 Magnesium Alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Song, G.; Li, T.; Chen, L. The Mechanical Properties and Interface Bonding Mechanism of Immiscible Mg/Steel by Laser-Tungsten Inert Gas Welding with Filler Wire. Mat. Sci. Eng. A-Struct. 2018, 736, 306–315. [Google Scholar] [CrossRef]
- Fande, A.W.; Taiwade, R.V.; Raut, L. Development of Activated Tungsten Inert Gas Welding and Its Current Status: A Review. Mater. Manuf. Process. 2022, 37, 841–876. [Google Scholar] [CrossRef]
- Vidyarthy, R.; Dwivedi, D.K. Activating Flux Tungsten Inert Gas Welding for Enhanced Weld Penetration. J. Manuf. Process. 2016, 22, 211–228. [Google Scholar] [CrossRef]
- Xu, C.; Sheng, G.; Wang, H.; Yuan, X. Reinforcement of Mg/Ti Joints Using Ultrasonic Assisted Tungsten Inert Gas Welding-Brazing Technology. Sci. Technol. Weld. Join. 2014, 19, 703–707. [Google Scholar] [CrossRef]
- Shen, J.; Xu, N. Effect of Preheat on Tig Welding of AZ61 Magnesium Alloy. Int. J. Min. Met. Mater. 2012, 19, 360–363. [Google Scholar] [CrossRef]
- Wen, T.; Liu, S.Y.; Chen, S.; Liu, L.T.; Yang, C. Influence of High Frequency Vibration on Microstructure and Mechanical Properties of Tig Welding Joints of AZ31 Magnesium Alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 397–404. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, B.; Du, W.; Cong, X.; Chen, C. Study on the Weld Formation, Microstructure and Mechanical Properties of AZ31B Mg Alloy in AC/DC Mixed Gas Tungsten Arc Welding Process. J. Mater. Res. Technol. 2022, 18, 3664–3672. [Google Scholar] [CrossRef]
- Jia, W.; Tang, Y.; Le, Q.; Cui, J. Air-Cooling Analysis of Az31b Magnesium Alloy Plate: Experimental Verification, Numerical Simulation and Mathematical Modeling. J. Alloy. Compd. 2017, 695, 1838–1853. [Google Scholar] [CrossRef]
- Yang, C.L.; Wu, C.S.; Lv, X.Q. Numerical Analysis of Mass Transfer and Material Mixing in Friction Stir Welding of Aluminum/Magnesium Alloys. J. Manuf. Process. 2018, 32, 380–394. [Google Scholar] [CrossRef]
- Kik, T. Heat Source Models in Numerical Simulations of Laser Welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef] [PubMed]
- Dhinakaran, V.; Shree, M.V.; Jagadeesha, T.; Ram, P.M.B.; Sathish, T.; Stalin, B. A Review on the Recent Developments in Modeling Heat and Material Transfer Characteristics During Welding. Mater. Today Proc. 2020, 21, 908–911. [Google Scholar] [CrossRef]
- Yuan, T.; Zhang, H.; Jiang, X.; Chen, S.; Xu, M.; Liu, X. Investigation on Liquation Cracks of Dissimilar Magnesium Alloy Welds Using the Circular-Patch Experiment and Numerical Simulation. J. Manuf. Process. 2022, 75, 49–59. [Google Scholar] [CrossRef]
- Kik, T. Computational Techniques in Numerical Simulations of Arc and Laser Welding Processes. Materials 2020, 13, 608. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sauraw, A.; Sharma, A.K.; Fydrych, D.; Sirohi, S.; Gupta, A.; Świerczyńska, A.; Pandey, C.; Rogalski, G. Study on Microstructural Characterization, Mechanical Properties and Residual Stress of Gtaw Dissimilar Joints of P91 and P22 Steels. Materials 2021, 14, 6591. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.H. Wrought Magnesium Alloy; Chemical Industry Press: Beijing, China, 2005. [Google Scholar]
- Zhang, X.; Yocom, C.J.; Mao, B.; Liao, Y. Microstructure Evolution During Selective Laser Melting of Metallic Materials: A Review. J. Laser Appl. 2019, 31, 031201. [Google Scholar] [CrossRef]
- Xie, X.; Shen, J.; Gong, F.; Li, Y. Effect of Current on Particles Refinforced Magnesium Alloy Welding Joints. Sci. Technol. Weld. Join. 2015, 20, 686–692. [Google Scholar] [CrossRef]
- Wu, D.; Shen, J.; Lv, L.; Wen, L.; Xie, X. Effects of Nano-Sic Particles on the FSSW Welded AZ31 Magnesium Alloy Joints. Mater. Sci. Technol. 2017, 33, 998–1003. [Google Scholar] [CrossRef]
- Paul, A.; DebRoy, T. Free Surface Flow and Heat Transfer in Conduction Mode Laser Welding. Metall. Mater. Trans. B 1988, 19, 851–858. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Mn | Zn | Zr | Cu | Fe | Si | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ61 | 5.8 | 0.18 | 1.0 | – | 0.003 | – | balance | |
| AM60 | 0.6 | 0.13 | – | – | – | – | balance |
| Temperature (K) | Coefficient of Expansion (m·K−1) | Specific Heat (J·kg−1·K−1) | Thermal Conductivity (W·m−1·K−1) |
|---|---|---|---|
| 373 | 24.4 | 1.13 | 73.27 |
| 473 | 26.5 | 1.21 | 79.55 |
| 573 | 31.2 | 1.26 | 79.55 |
| Temperature (°C) | Density (g·cm−3) | Young’s Modulus (Pa) | Poisson’s Ratio | Specific Heat (J·kg−1·K−1) | Thermal Conductivity (W·m−1·K−1) | Thermal Conductivity (W·m−1·K−1) |
|---|---|---|---|---|---|---|
| 25 | 1.78683 | 4.62 × 1010 | 0.29214 | 1.01 × 103 | 82.33476 | 2.49 × 10−5 |
| 100 | 1.77663 | 4.62 × 1010 | 0.29736 | 1.05 × 103 | 87.01007 | 2.55 × 10−5 |
| 200 | 1.76237 | 4.62 × 1010 | 0.30434 | 1.10 × 103 | 93.14288 | 2.64 × 10−5 |
| 300 | 1.74739 | 4.62 × 1010 | 0.31137 | 1.14 × 103 | 99.21667 | 2.74 × 10−5 |
| 400 | 1.73174 | 3.56 × 1010 | 0.31843 | 1.18 × 103 | 105.25875 | 2.83 × 10−5 |
| 500 | 1.71494 | 3.11 × 1010 | 0.32654 | 2.54 × 103 | 111.30089 | 2.94 × 10−5 |
| 600 | 1.66912 | 2.06 × 109 | 0.41178 | 6.64 × 103 | 99.4966 | 4.09 × 10−5 |
| 700 | 1.61289 | 9.75 × 1010 | 0.49991 | 1.40 × 103 | 79.93853 | 5.33 × 10−5 |
| 800 | 1.58666 | 4.09 × 1010 | 0.49996 | 1.40 × 103 | 86.71718 | 5.43 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, B.; Qu, R.; Xie, Y.; Liu, S. Numerical Simulation and Experimental Study on the TIG (A-TIG) Welding of Dissimilar Magnesium Alloys. Materials 2022, 15, 4922. https://doi.org/10.3390/ma15144922
Qin B, Qu R, Xie Y, Liu S. Numerical Simulation and Experimental Study on the TIG (A-TIG) Welding of Dissimilar Magnesium Alloys. Materials. 2022; 15(14):4922. https://doi.org/10.3390/ma15144922
Chicago/Turabian StyleQin, Bo, Rui Qu, Yanfeng Xie, and Sheng Liu. 2022. "Numerical Simulation and Experimental Study on the TIG (A-TIG) Welding of Dissimilar Magnesium Alloys" Materials 15, no. 14: 4922. https://doi.org/10.3390/ma15144922
APA StyleQin, B., Qu, R., Xie, Y., & Liu, S. (2022). Numerical Simulation and Experimental Study on the TIG (A-TIG) Welding of Dissimilar Magnesium Alloys. Materials, 15(14), 4922. https://doi.org/10.3390/ma15144922