
Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting


Abstract
:1. Introduction
2. Test Materials, Equipment, and Process Parameters
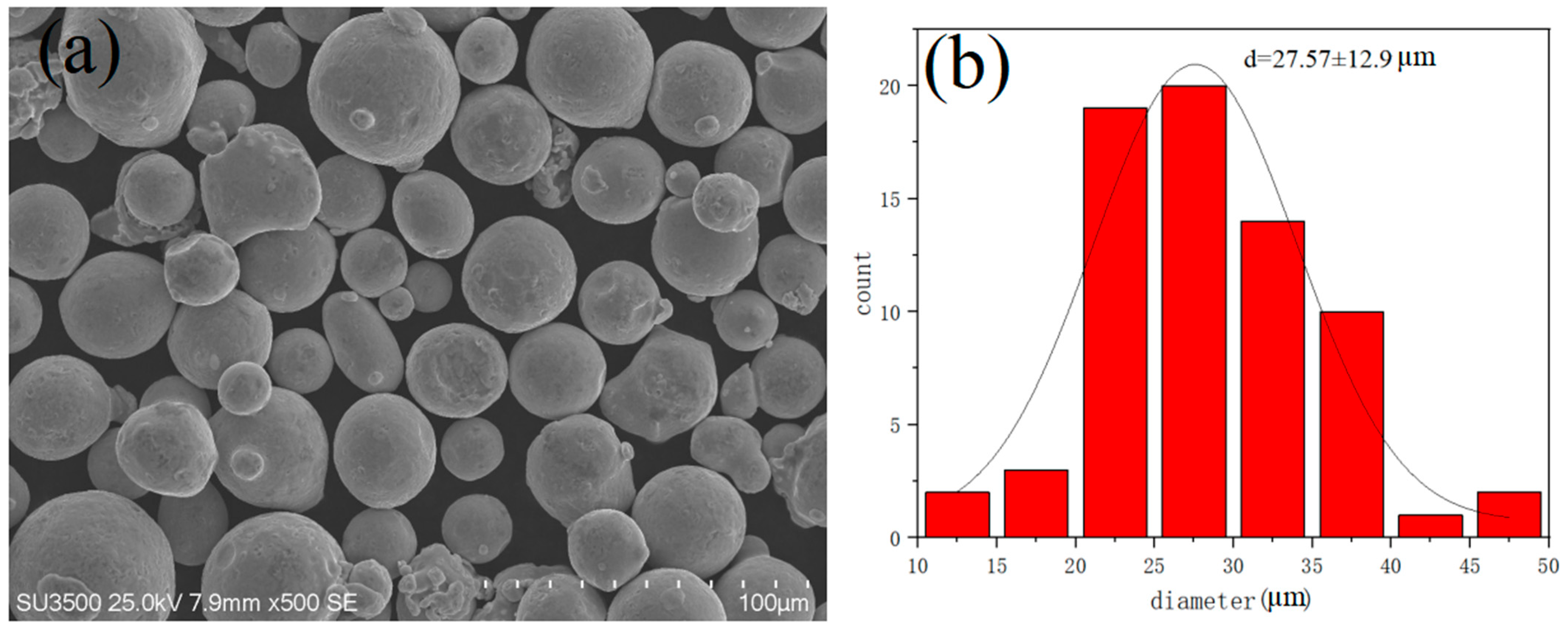
2.1. Test Material
2.2. 18Ni300 Forming and Testing Equipment
2.3. Experimental Scheme
3. Experimental Results and Analysis
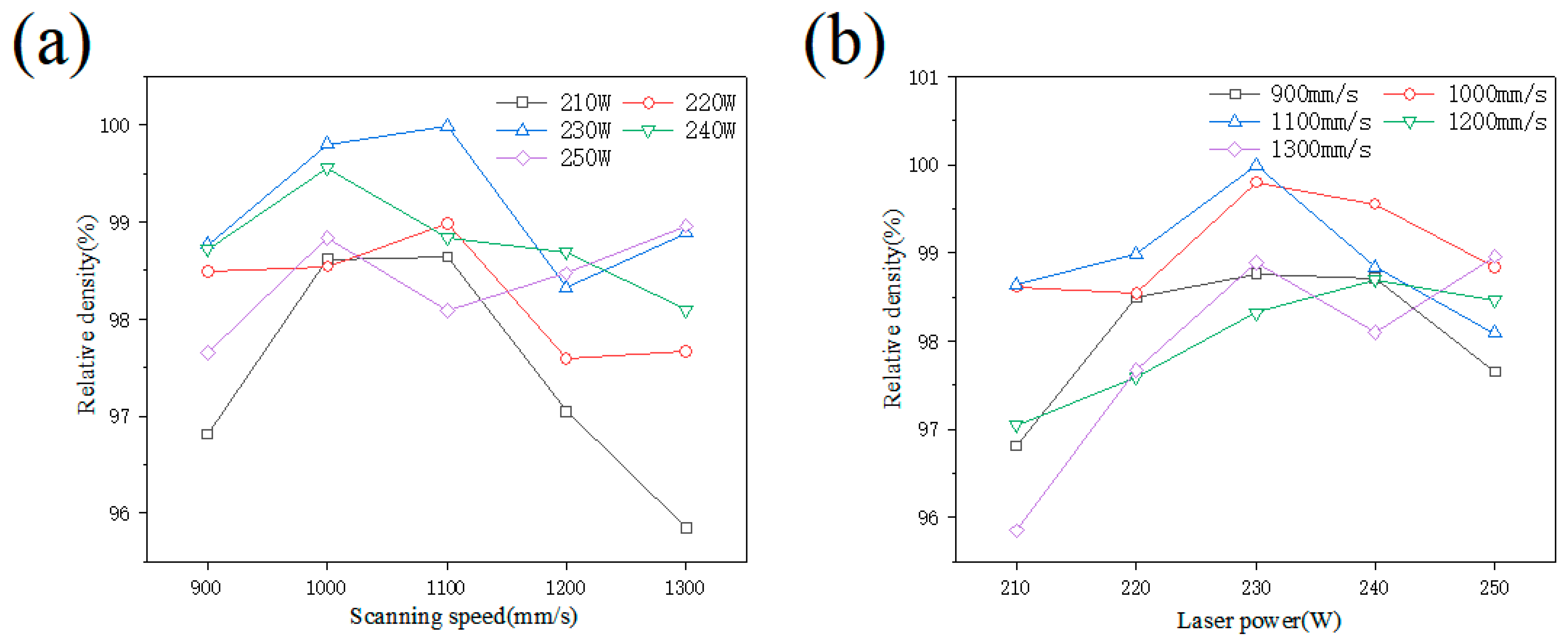
3.1. Density Analysis
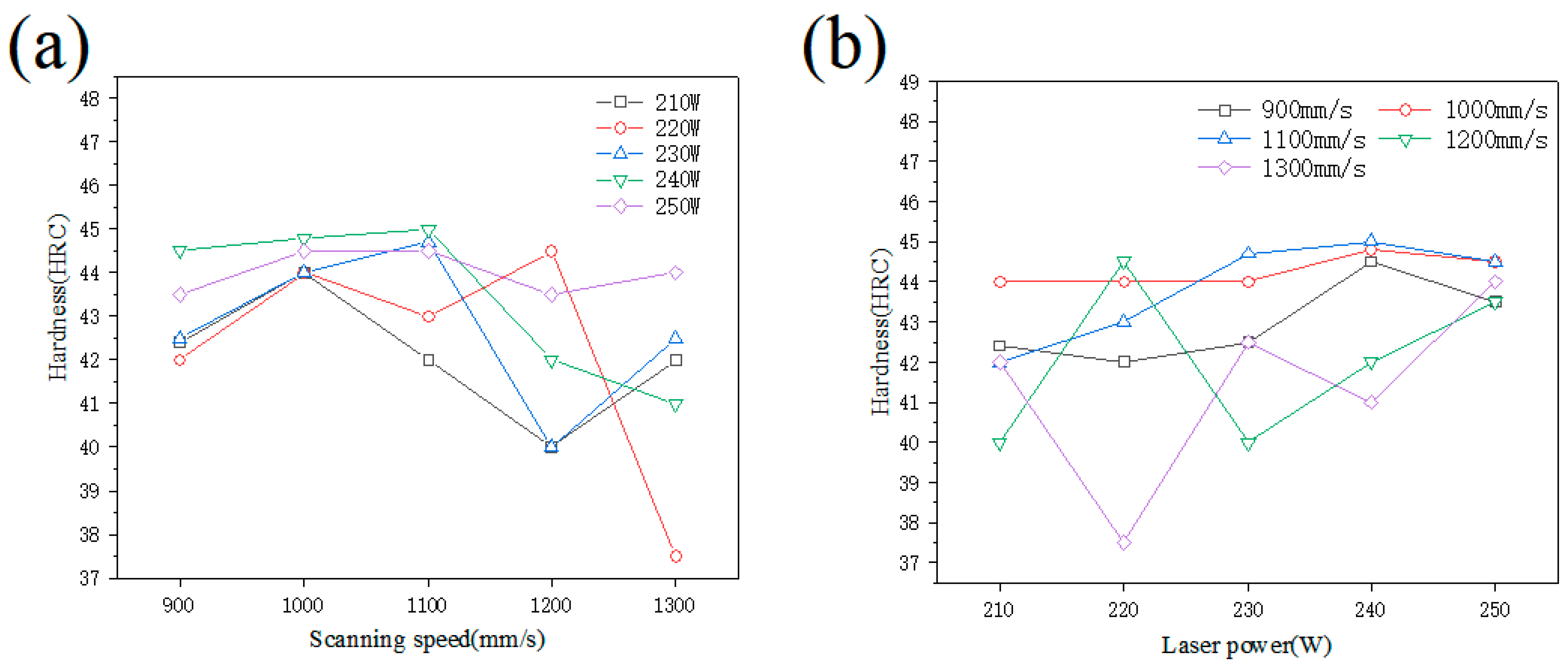
3.2. Hardness Analysis
3.3. Orthogonal Test and Range Analysis
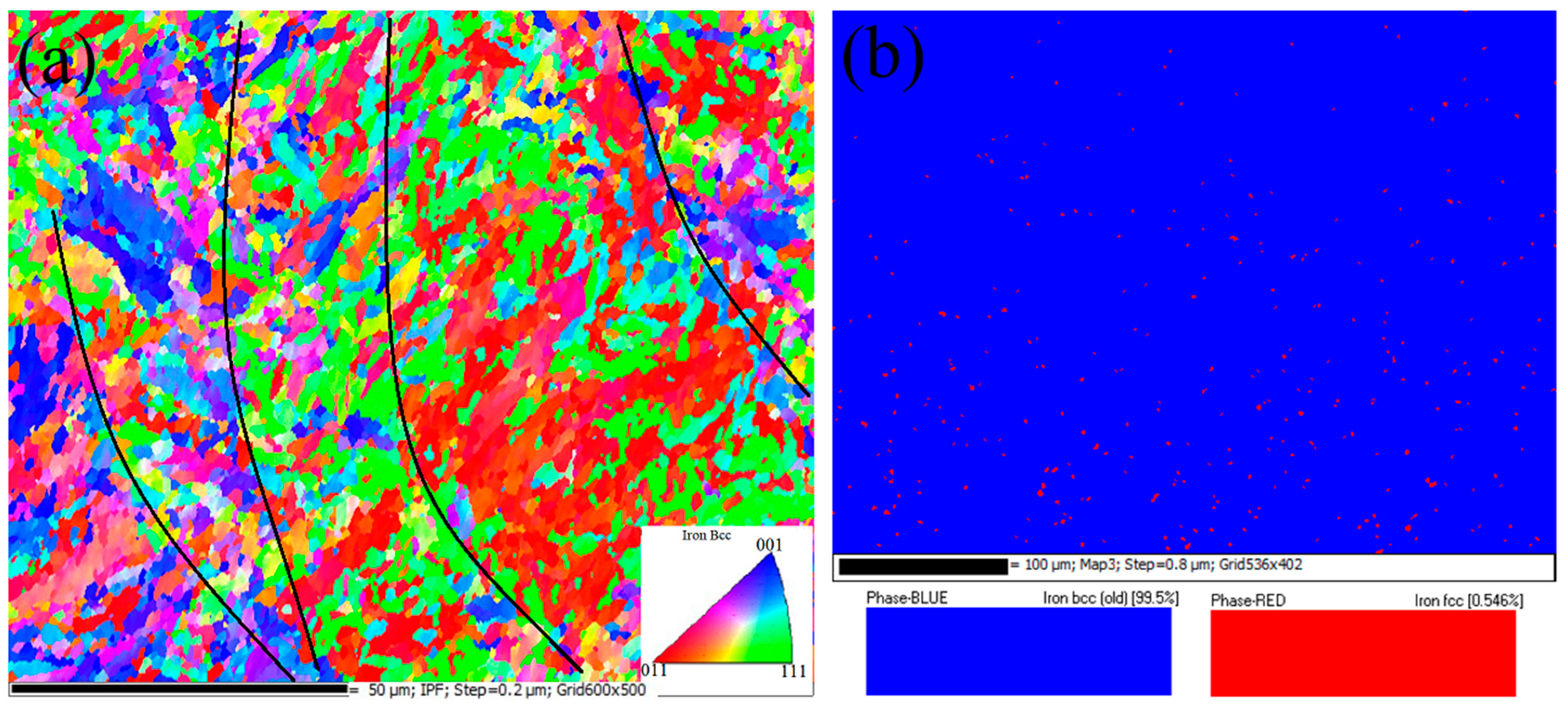
3.4. Microstructure and Micromechanical Properties
3.5. Tensile Test and Fracture Analysis
4. Conclusions
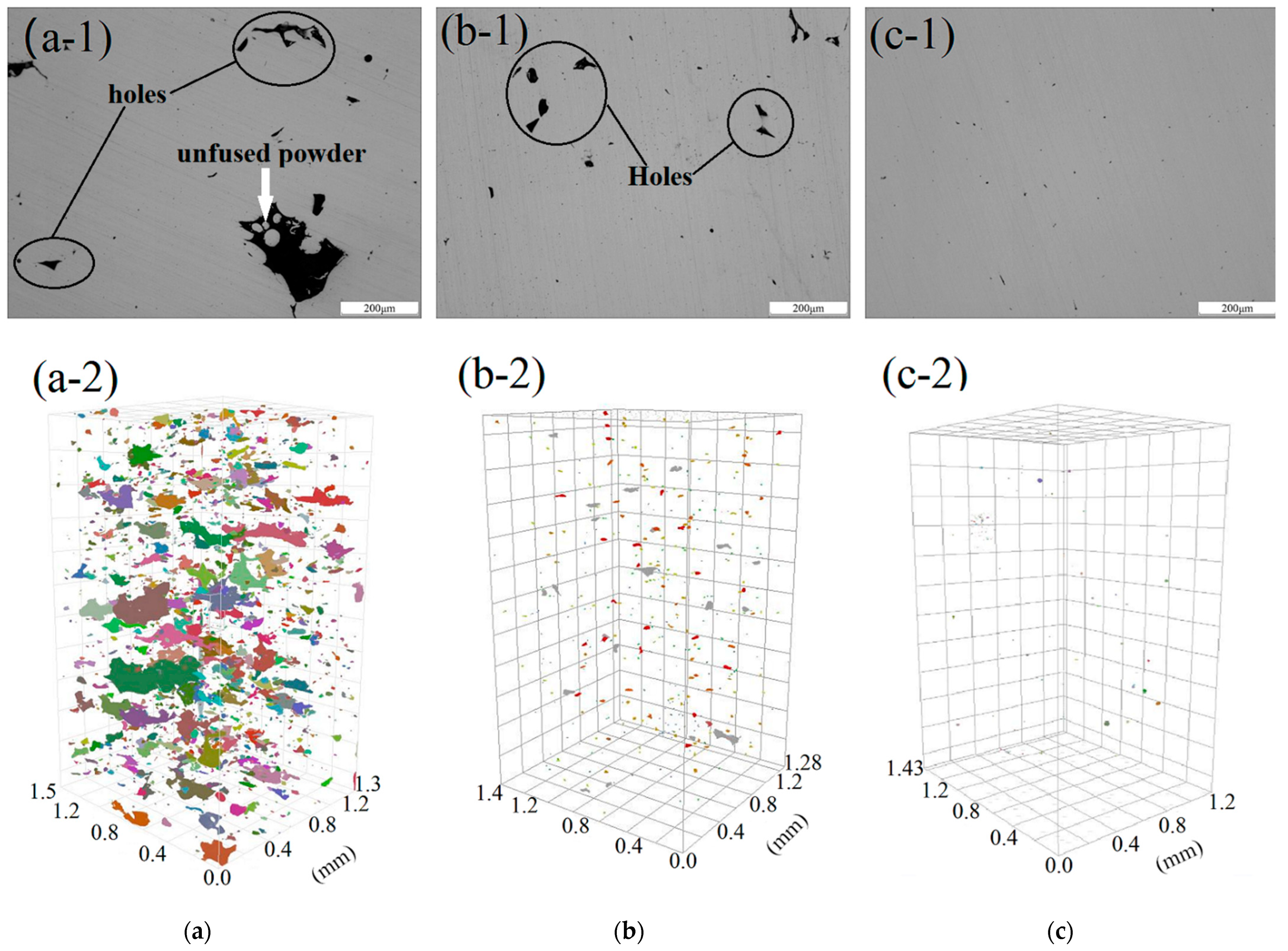
- According to the single-factor experiment, the orthogonal experimental method, and the range analysis results, a laser power of 230 W and a scanning speed of 1100 mm/s were the optimal forming conditions when the layer thickness was 0.03 mm, and the hatch space was 0.1 m. Using these parameters to print the sample, a relative density of 99.98%, which was better than other samples, and a relatively high hardness of 44.7 HRC were obtained.
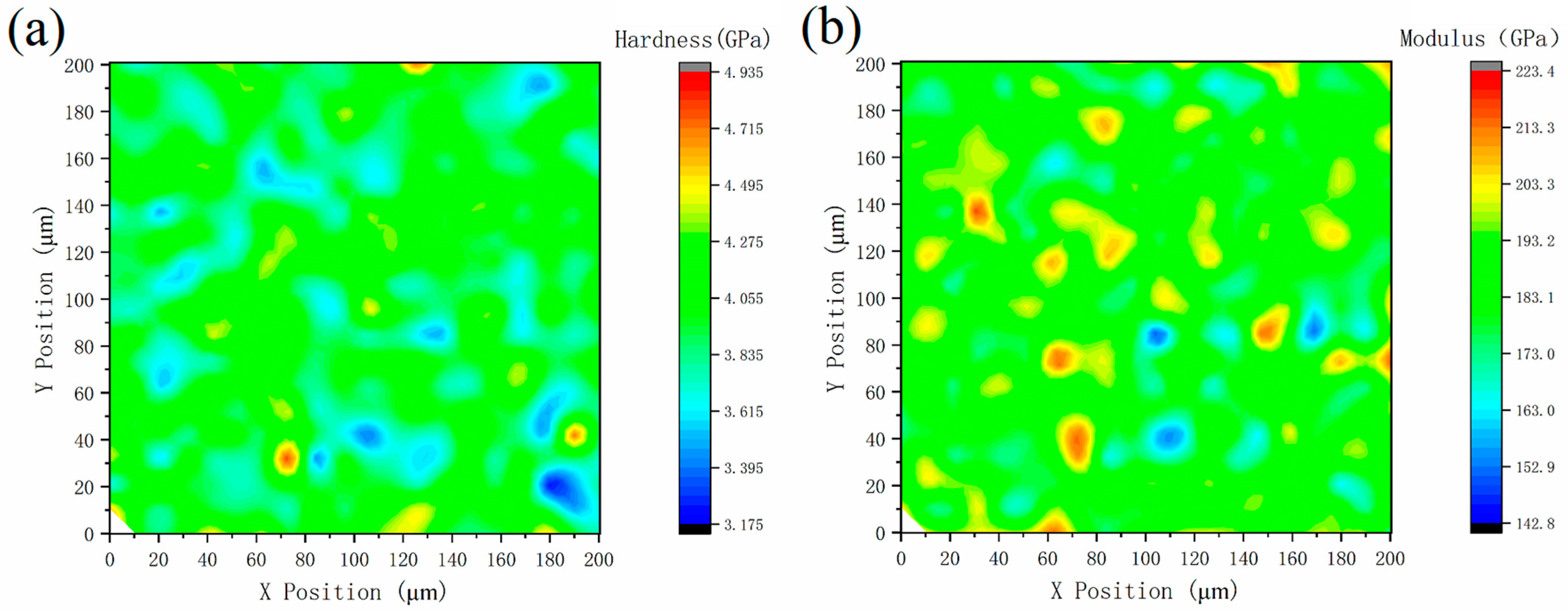
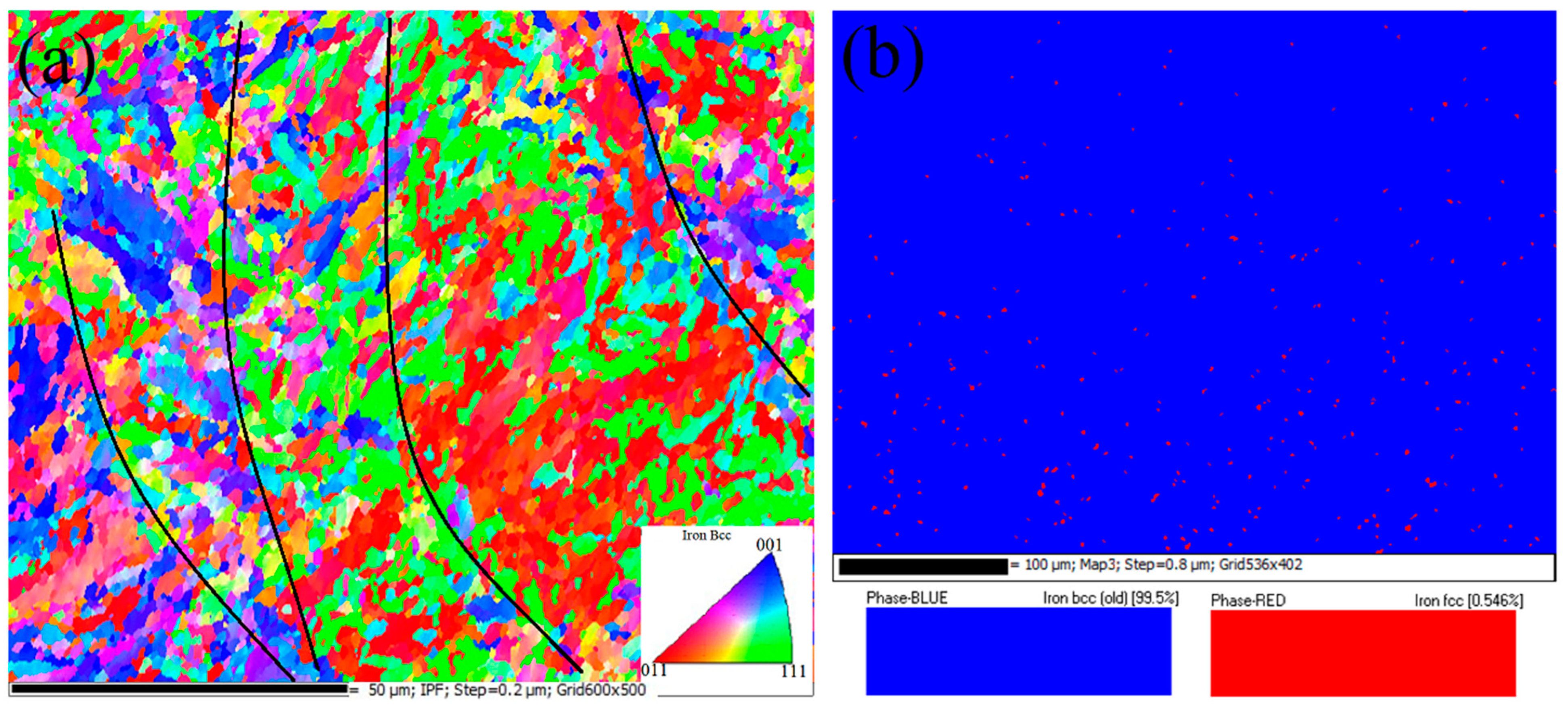
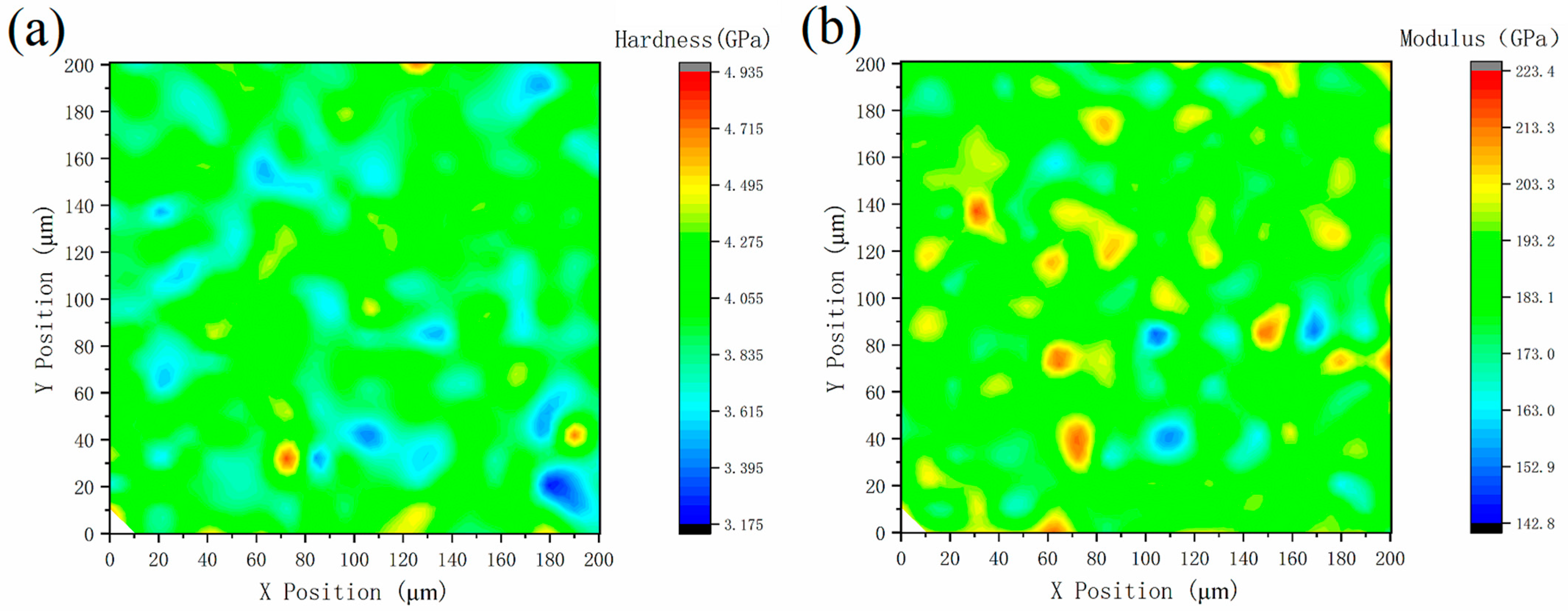
- After the sample was polished and corroded, the deposition morphology of the molten pool was assessed. The depth of the molten pool was about 30 µm, and the width of the molten pool was about 100 µm, which was consistent with the layer thickness of the powder and the hatch space. The microcellular structure was uniform and dense. The orientation of the fine grains at the edge of the molten pool was random, and the orientation of the larger columnar grains in the molten pool exhibited a certain preference along the <001> plane. The sample consisted of 99.5% martensite and 0.5% austenite. The indentation hardness was between 3.2–5 GPa, with an average value of about 4.2 GPa. The indentation elastic modulus was between 142.8–223.4 GPa, with an average value of about 195 GPa, and the elastic modulus fluctuated more than the indentation hardness.
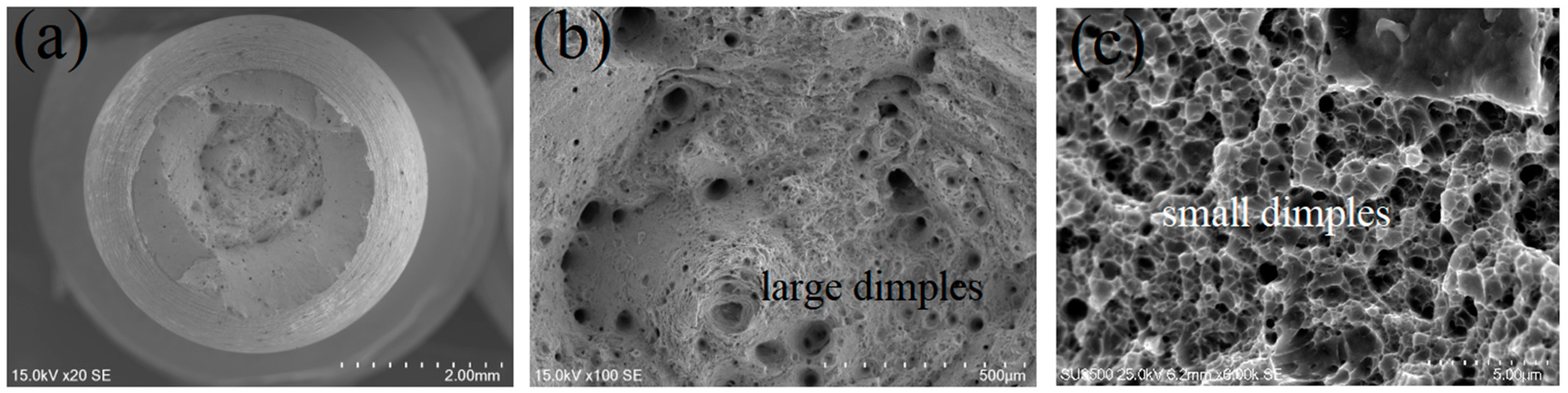
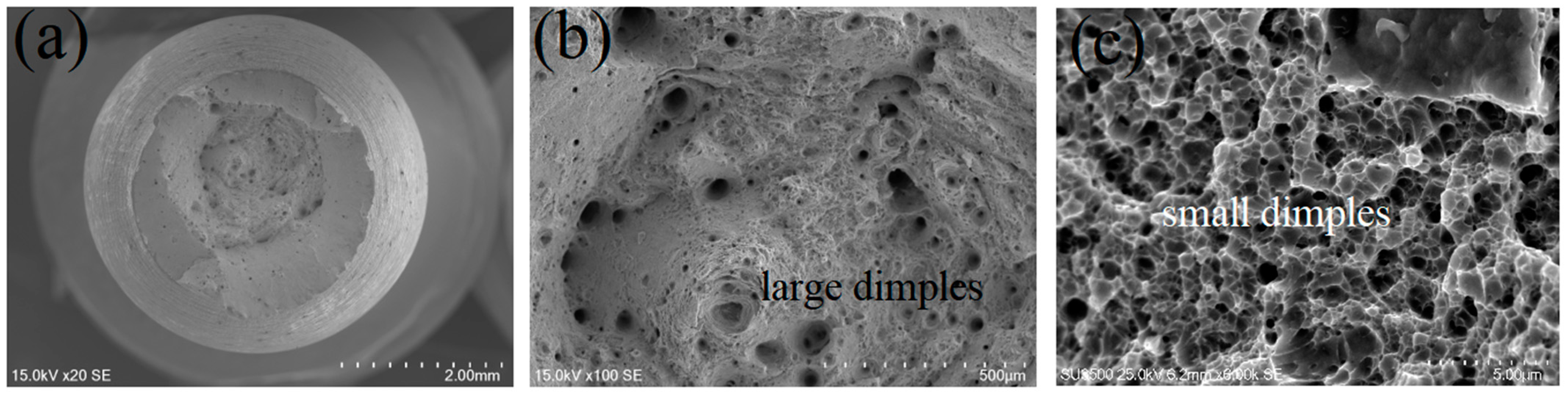
- The strength of the XY-specimen was significantly higher than that of the Z-specimen, but the elongation of the Z-specimen was higher than that of the XY-specimen, i.e., in different printing directions, the mechanical properties of the sample exhibited obvious anisotropy. The tensile fracture morphology showed necking, and ductile fractures appeared. Lare equiaxed dimples and holes were observed in the fibrous area, accompanied by tear characteristics in which small dimples were distributed on the large dimples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, N.; Huang, S.; Zhang, G.; Qin, R.; Liu, W.; Xiong, H.; Shi, G.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2019, 35, 242–269. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2020, 56, 64–107. [Google Scholar] [CrossRef]
- Król, M.; Snopiński, P.; Hajnyš, J.; Pagáč, M.; Łukowiec, D. Selective laser melting of 18NI-300 maraging steel. Materials 2020, 13, 4268. [Google Scholar] [CrossRef] [PubMed]
- Hong, Y.; Dong, D.; Lin, S.; Wang, W.; Tang, C.; Kuang, T.; Dai, M. Improving surface mechanical properties of the selective laser melted 18Ni300 maraging steel via plasma nitriding. Surf. Coat. Technol. 2021, 406, 126675. [Google Scholar] [CrossRef]
- Zhao, Z.; Dong, C.; Kong, D.; Wang, L.; Ni, X.; Zhang, L.; Wu, W.; Zhu, L.; Li, X. Influence of pore defects on the mechanical property and corrosion behavior of SLM 18Ni300 maraging steel. Mater. Charact. 2021, 182, 111514. [Google Scholar] [CrossRef]
- Ferreira, D.F.; Vieira, J.S.; Rodrigues, S.; Miranda, G.; Oliveira, F.J.; Oliveira, J.M. Dry sliding wear and mechanical behaviour of selective laser melting processed 18Ni300 and H13 steels for moulds. Wear 2022, 488, 204179. [Google Scholar] [CrossRef]
- Elangeswaran, C.; Gurung, K.; Koch, R.; Cutolo, A.; Van Hooreweder, B. Post-treatment selection for tailored fatigue performance of 18Ni300 maraging steel manufactured by laser powder bed fusion. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2359–2375. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.; Contuzzi, N.; Ludovico, A. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Sun, K.; Peng, W.; Wei, B.; Yang, L.; Fang, L. Friction and wear characteristics of 18Ni (300) maraging steel under high-speed dry sliding conditions. Materials 2020, 13, 1485. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Branco, R.; Costa, J.D.; Berto, F.; Razavi, S.M.J.; Ferreira, J.A.M.; Capela, C.; Santos, L.; Antunes, F. Low-cycle fatigue behaviour of AISI 18Ni300 maraging steel produced by selective laser melting. Metals 2018, 8, 32. [Google Scholar] [CrossRef] [Green Version]
- Rivalta, F.; Ceschini, L.; Jarfors, A.E.; Stolt, R. Effect of Scanning Strategy in the L-PBF Process of 18Ni300 Maraging Steel. Metals 2021, 11, 826. [Google Scholar] [CrossRef]
- Mao, Z.; Lu, X.; Yang, H.; Niu, X.; Zhang, L.; Xie, X. Processing optimization, microstructure, mechanical properties and nanoprecipitation behavior of 18Ni300 maraging steel in selective laser melting. Mater. Sci. Eng. A 2022, 830, 142334. [Google Scholar] [CrossRef]
- Ferreira, D.F.; Miranda, G.; Oliveira, F.J.; Oliveira, J.M. Predictive models for an optimized fabrication of 18Ni300 maraging steel for moulding and tooling by Selective Laser Melting. J. Manuf. Processes 2021, 70, 46–54. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Y.; Yu, H.; Ding, J.; Tang, X.; Li, J.; Zhou, Y. In situ fabrication of bioceramic composite coatings by laser cladding. Surf. Coat. Technol. 2005, 200, 2080–2084. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Zhang, P.; Liu, M.; Kuang, T. Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Mater. Des. 2017, 134, 23–34. [Google Scholar] [CrossRef]
- Ullah, R.; Akmal, J.S.; Laakso, S.; Niemi, E. Anisotropy of additively manufactured 18Ni-300 maraging steel: Threads and surface characteristics. Procedia CIRP 2020, 93, 68–78. [Google Scholar] [CrossRef]
- Gunasekaran, J.; Sevvel, P.; John Solomon, I. Metallic materials fabrication by selective laser melting: A review. Mater. Today Proc. 2021, 37, 252–256. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Guo, L.; Zhang, L.; Andersson, J.; Ojo, O. Additive manufacturing of 18% nickel maraging steels: Defect, structure and mechanical properties: A review. J. Mater. Sci. Technol. 2022, 120, 227–252. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Ti | Co | Al | Mo | Si | Cr | Mn | C | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 17.70 | 0.72 | 9.05 | 0.077 | 4.79 | 0.025 | 0.031 | 0.022 | 0.007 | Balance |
| Number | Laser Power(W) | Scan Speed (mm/s) | Relative Density (%) | Hardness (HRC) |
|---|---|---|---|---|
| 1 | 1 (210) | 1 (900) | 96.81481 | 42.4 |
| 2 | 1 | 2 (1000) | 98.61728 | 44 |
| 3 | 1 | 3 (1100) | 98.64198 | 42 |
| 4 | 1 | 4 (1200) | 97.04938 | 40 |
| 5 | 1 | 5 (1300) | 95.85185 | 42 |
| 6 | 2 (220) | 1 | 99.49383 | 42 |
| 7 | 2 | 2 | 98.54321 | 44 |
| 8 | 2 | 3 | 98.98765 | 43 |
| 9 | 2 | 4 | 97.59259 | 44.5 |
| 10 | 2 | 5 | 97.66667 | 37 |
| 11 | 3 (230) | 1 | 98.76543 | 42.5 |
| 12 | 3 | 2 | 99.80247 | 44 |
| 13 | 3 | 3 | 99.98765 | 44.7 |
| 14 | 3 | 4 | 98.32099 | 40 |
| 15 | 3 | 5 | 98.88889 | 42.5 |
| 16 | 4 (240) | 1 | 98.71605 | 44.5 |
| 17 | 4 | 2 | 99.55556 | 44.8 |
| 18 | 4 | 3 | 98.83951 | 45 |
| 19 | 4 | 4 | 98.69136 | 42 |
| 20 | 4 | 5 | 98.09877 | 41 |
| 21 | 5 (250) | 1 | 99.65432 | 43.5 |
| 22 | 5 | 2 | 98.83951 | 44.5 |
| 23 | 5 | 3 | 98.08642 | 44.5 |
| 24 | 5 | 4 | 98.46914 | 43.5 |
| 25 | 5 | 5 | 98.96296 | 44 |
| Factor | Relative Density (%) | Hardness (HRC) | |||
|---|---|---|---|---|---|
| Project | Laser Power | Scan Spee | Laser Power | Scan Spee | |
| Mean 1 | 97.395 | 98.689 | 42.08 | 42.98 | |
| Mean 2 | 98.457 | 99.072 | 42.1 | 44.26 | |
| Mean 3 | 99.153 | 98.909 | 42.74 | 43.84 | |
| Mean 4 | 98.78 | 98.025 | 43.46 | 42 | |
| Mean 5 | 98.802 | 97.894 | 44 | 41.3 | |
| Range | 1.758 | 1.178 | 1.92 | 2.96 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Gao, Y.; Zhao, L.; Li, D.; Men, Z. Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting. Materials 2022, 15, 4757. https://doi.org/10.3390/ma15144757
Ma Y, Gao Y, Zhao L, Li D, Men Z. Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting. Materials. 2022; 15(14):4757. https://doi.org/10.3390/ma15144757
Chicago/Turabian StyleMa, Yaxin, Yifei Gao, Lei Zhao, Dongling Li, and Zhengxing Men. 2022. "Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting" Materials 15, no. 14: 4757. https://doi.org/10.3390/ma15144757
APA StyleMa, Y., Gao, Y., Zhao, L., Li, D., & Men, Z. (2022). Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting. Materials, 15(14), 4757. https://doi.org/10.3390/ma15144757