
Investigation of the Thermodynamic Transformation and Rare Earth Microalloying of a Medium Carbon-Medium Alloy Steel for Large Ball Mill Liners

Abstract
:1. Introduction
2. Materials and Methods
2.1. Composition Design
2.2. Specimen Preparation
2.3. Experimental Methods
3. Results
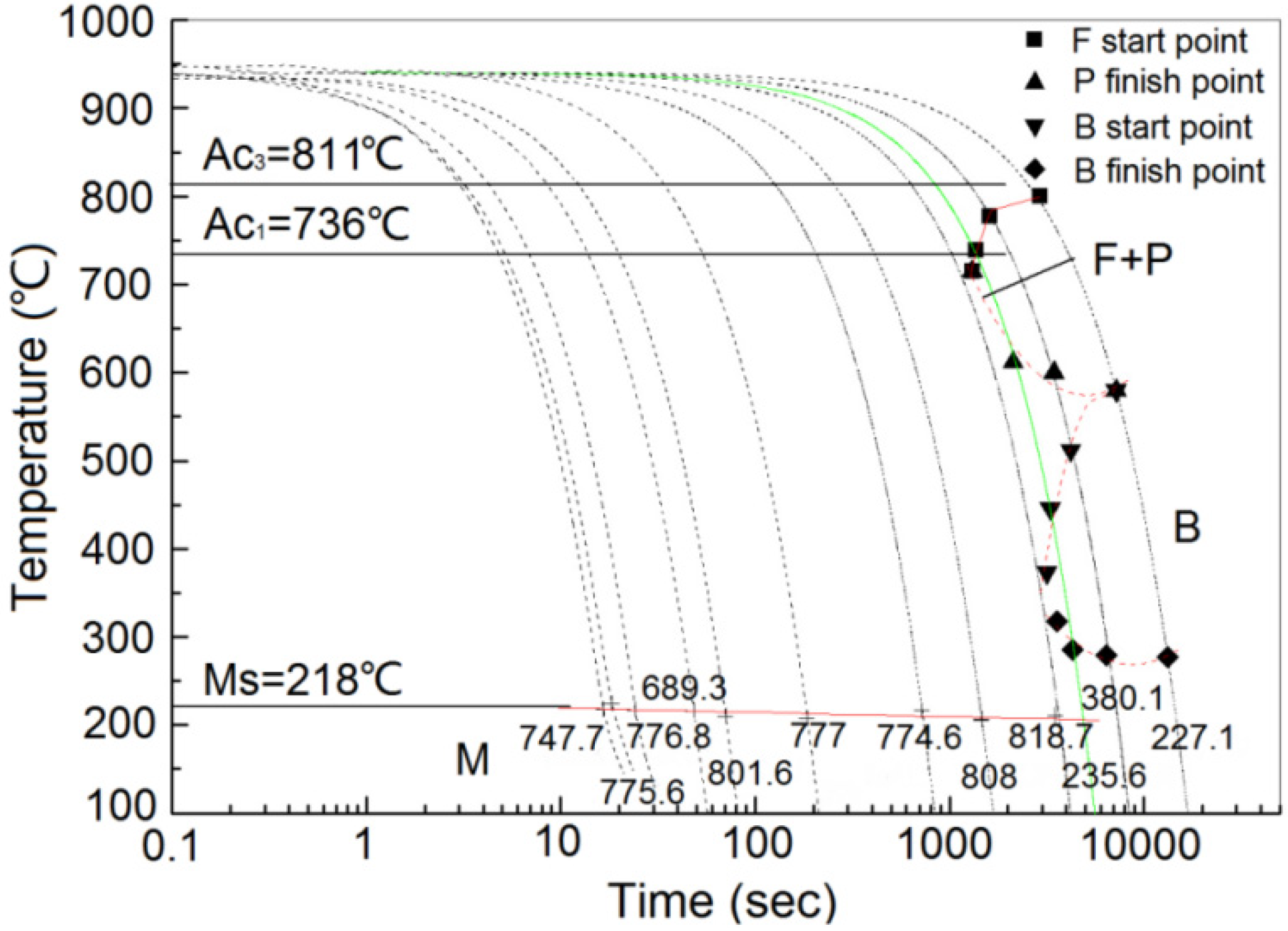
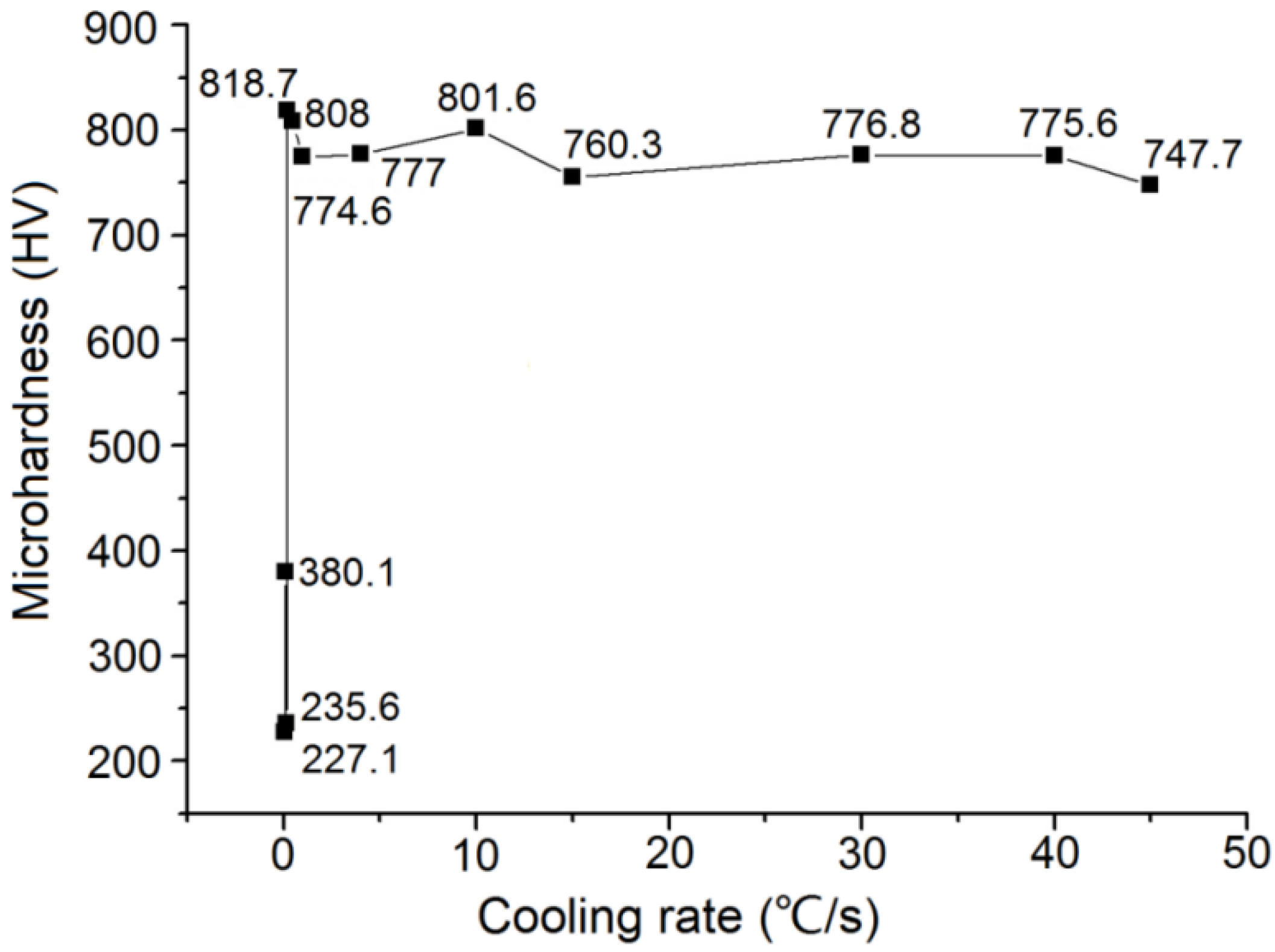
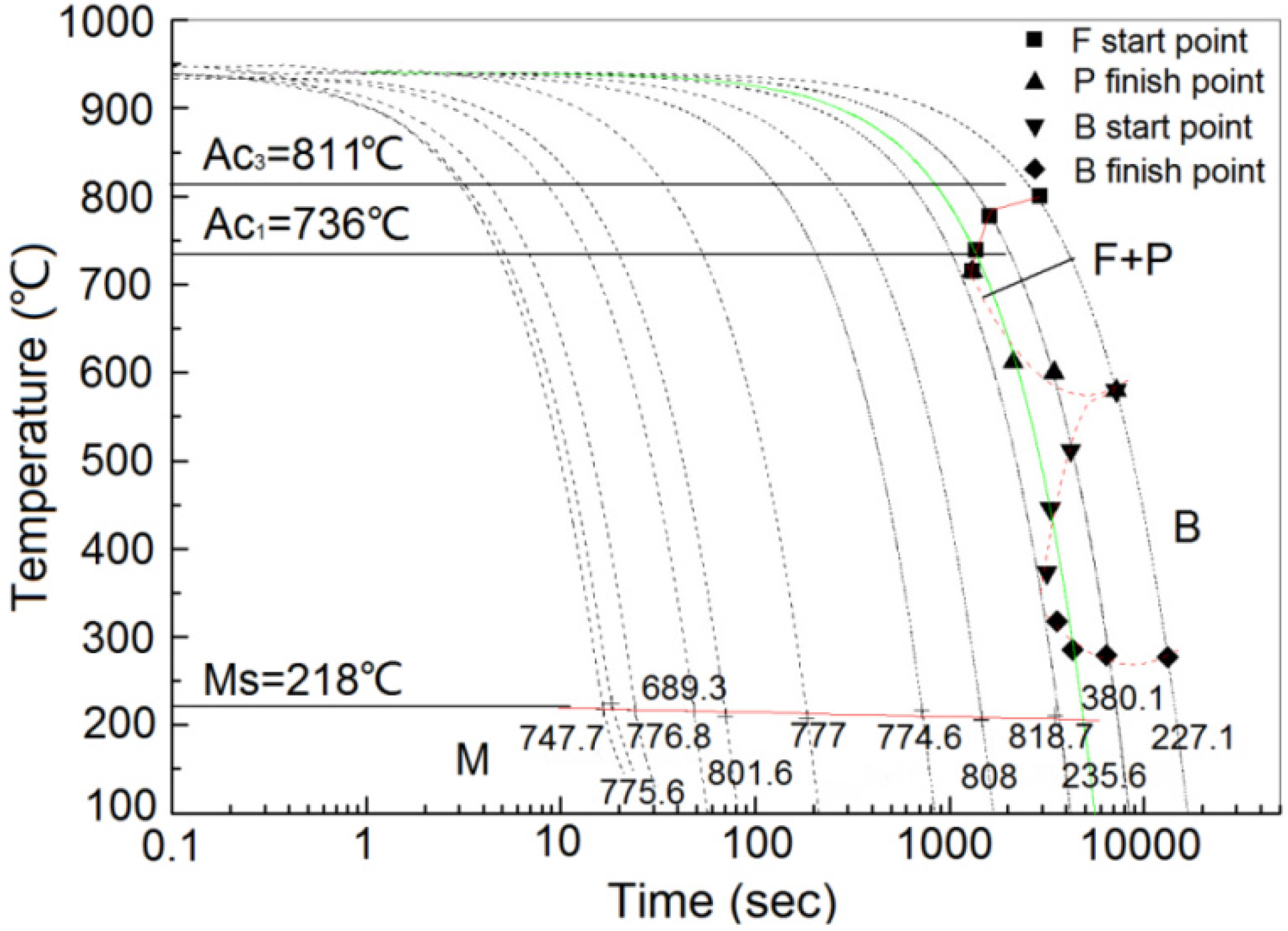
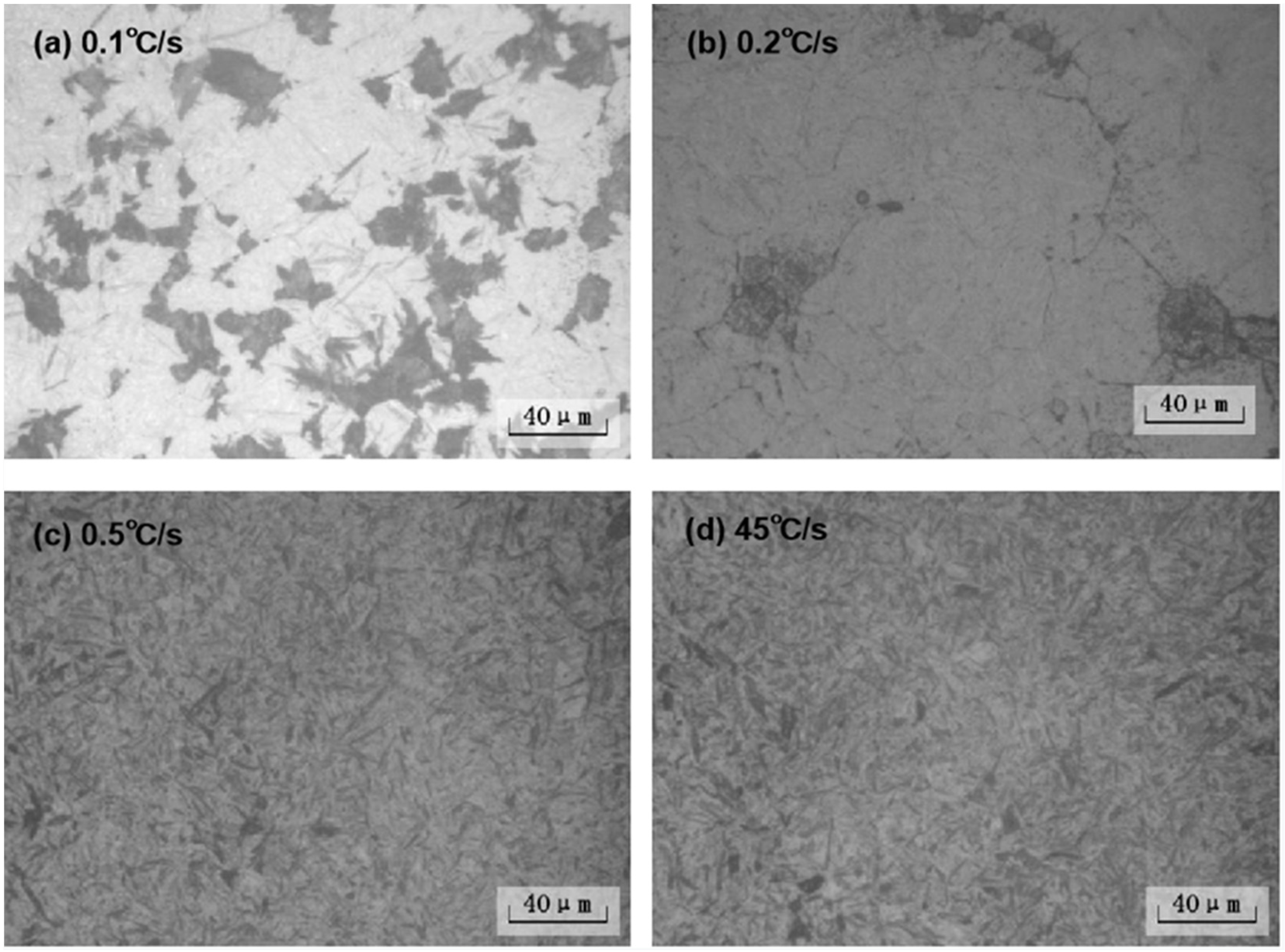
3.1. CCT Curve and Phase Transformation of ZG70Cr2MnNiSi Steel
3.2. Effects of Heat Treatment on the Microstructure and Properties of ZG70Cr2MnNiSi Steel
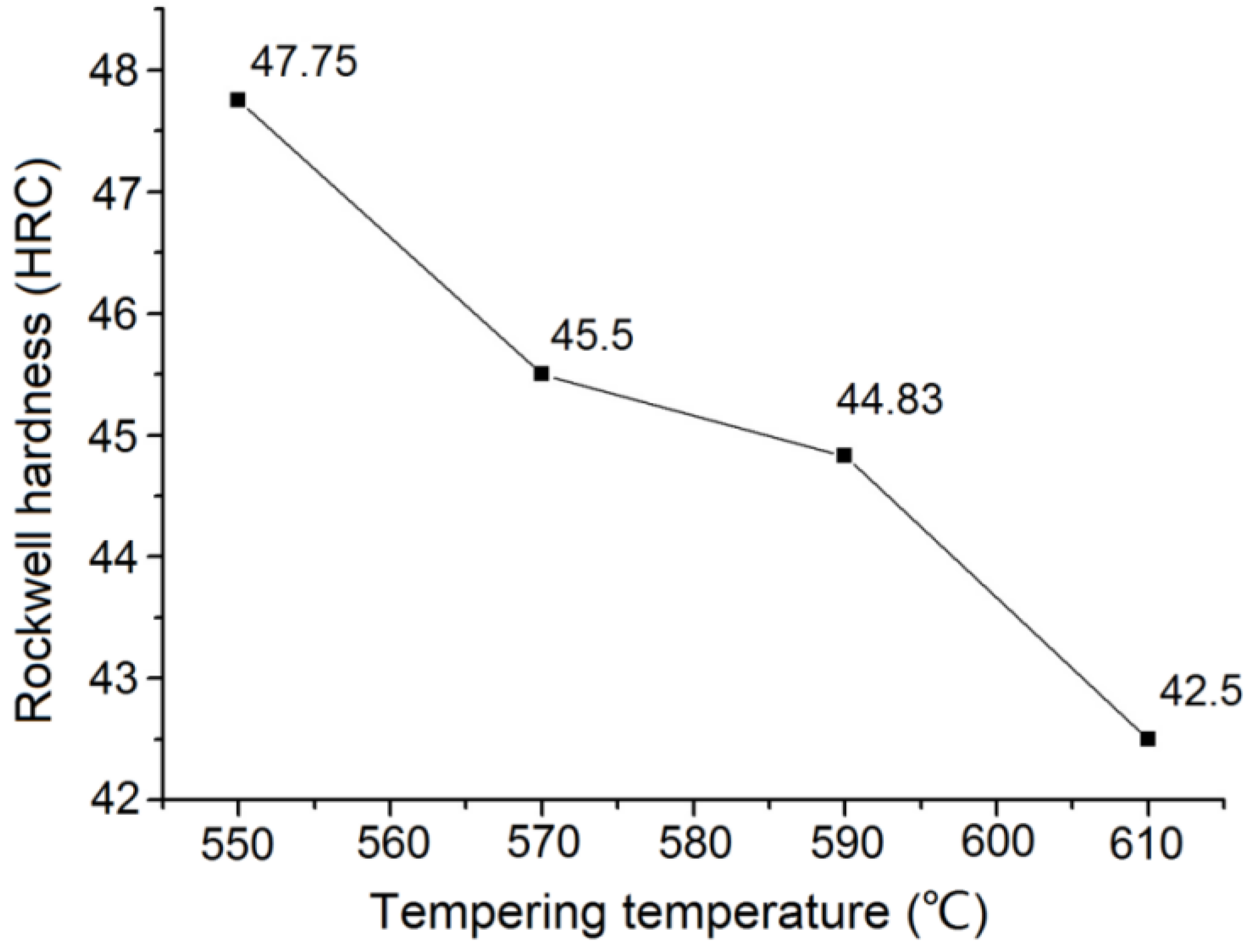
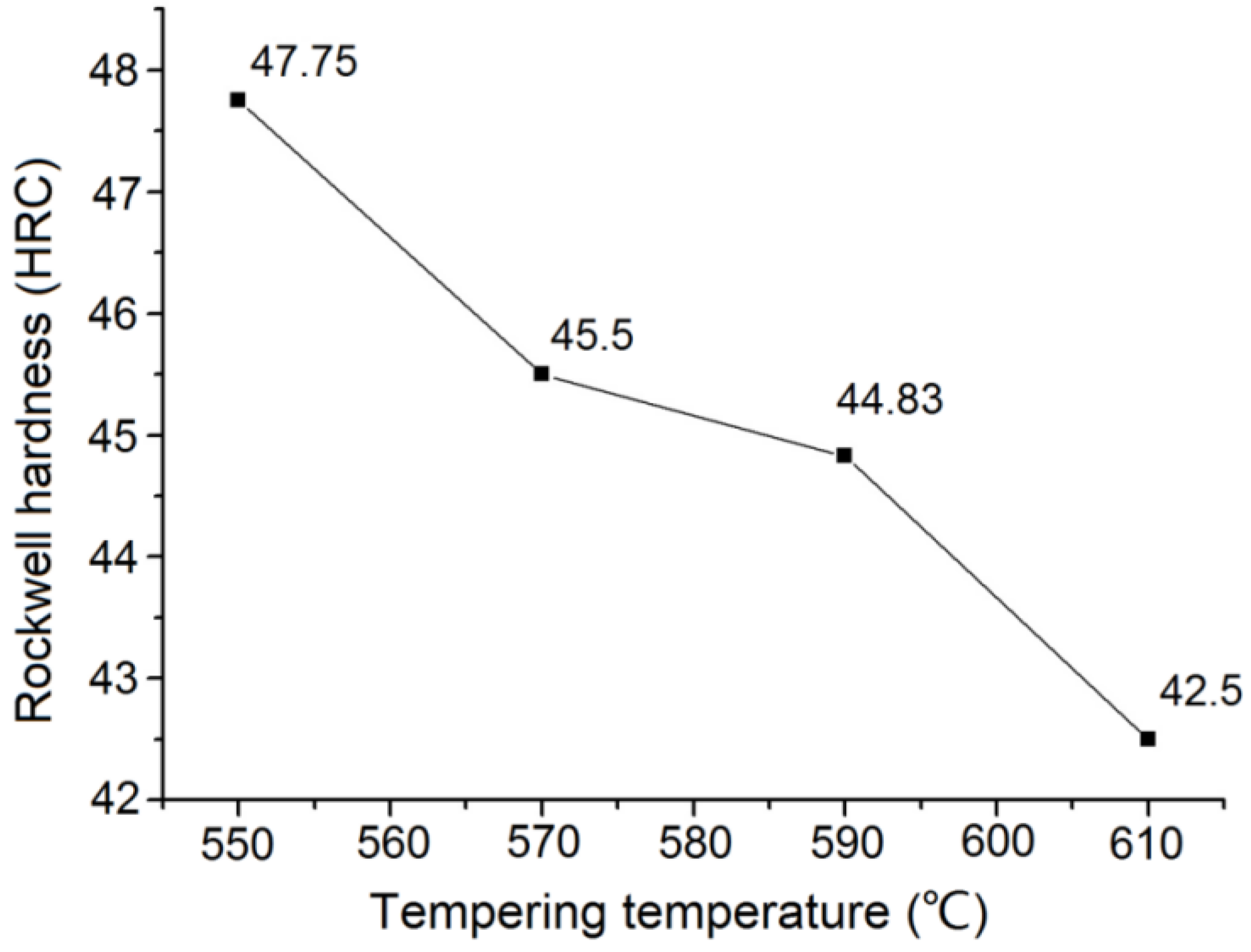
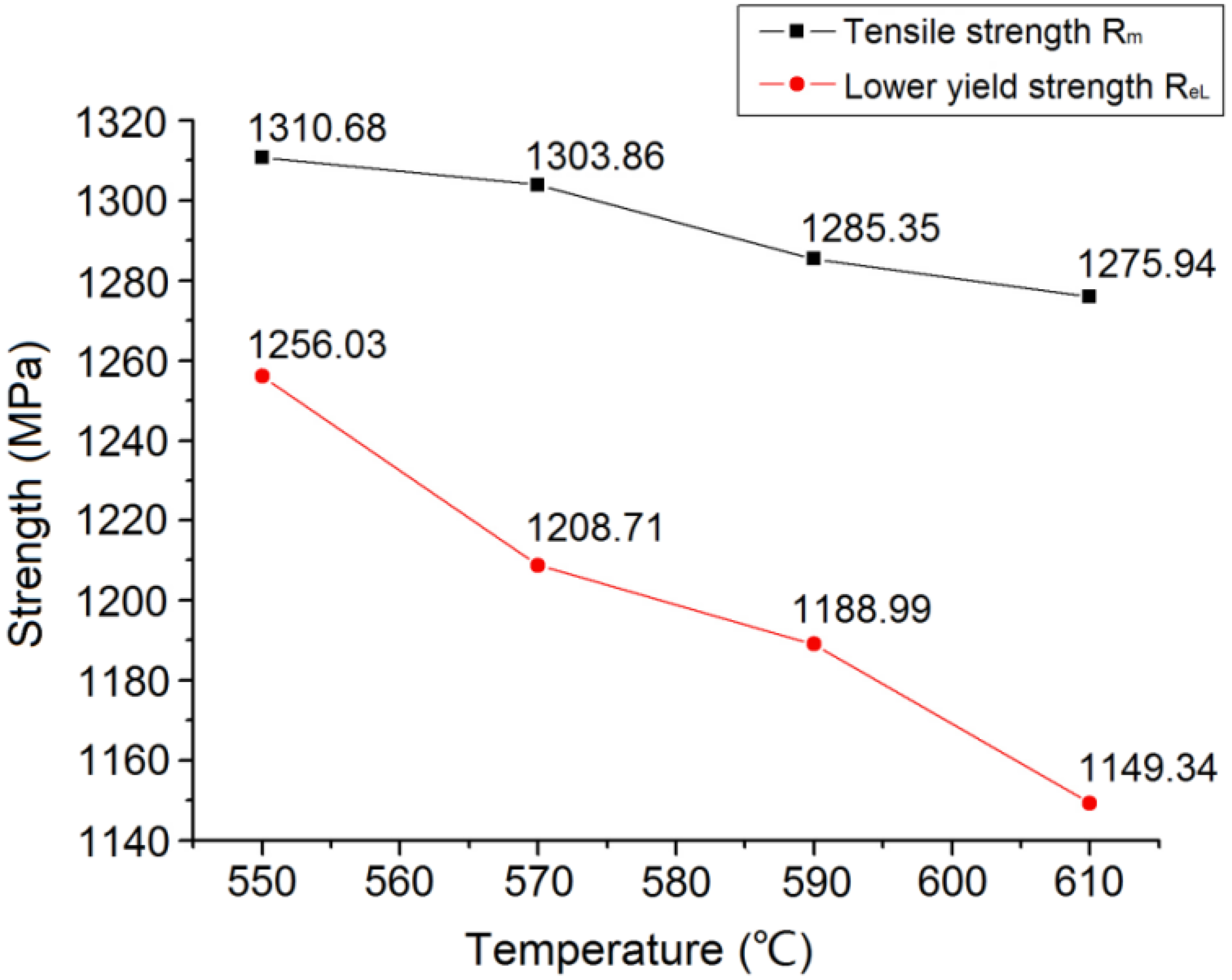
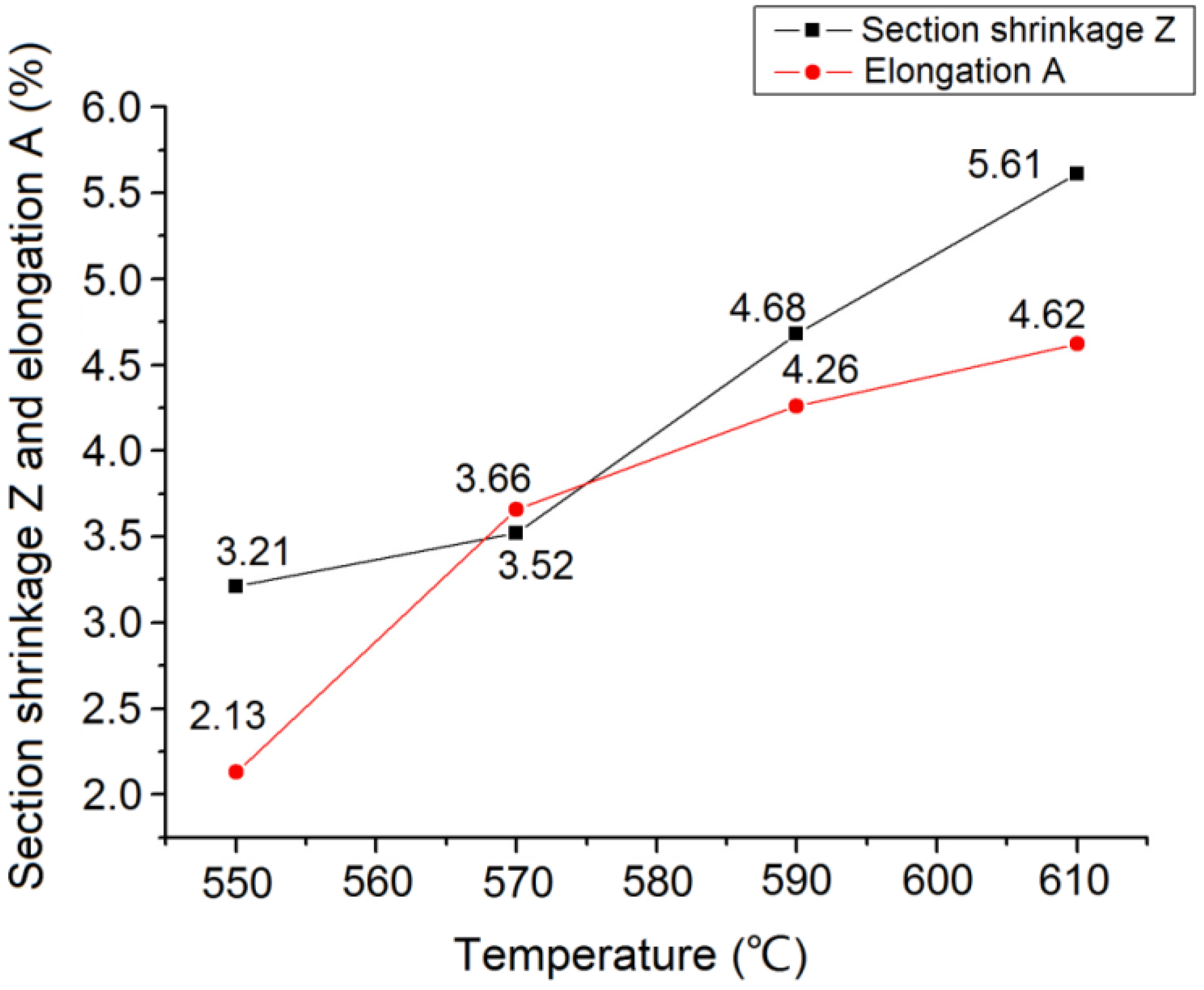
3.2.1. Influence of Tempering Temperature on the Hardness and Strength of ZG70Cr2MnNiSi Steel
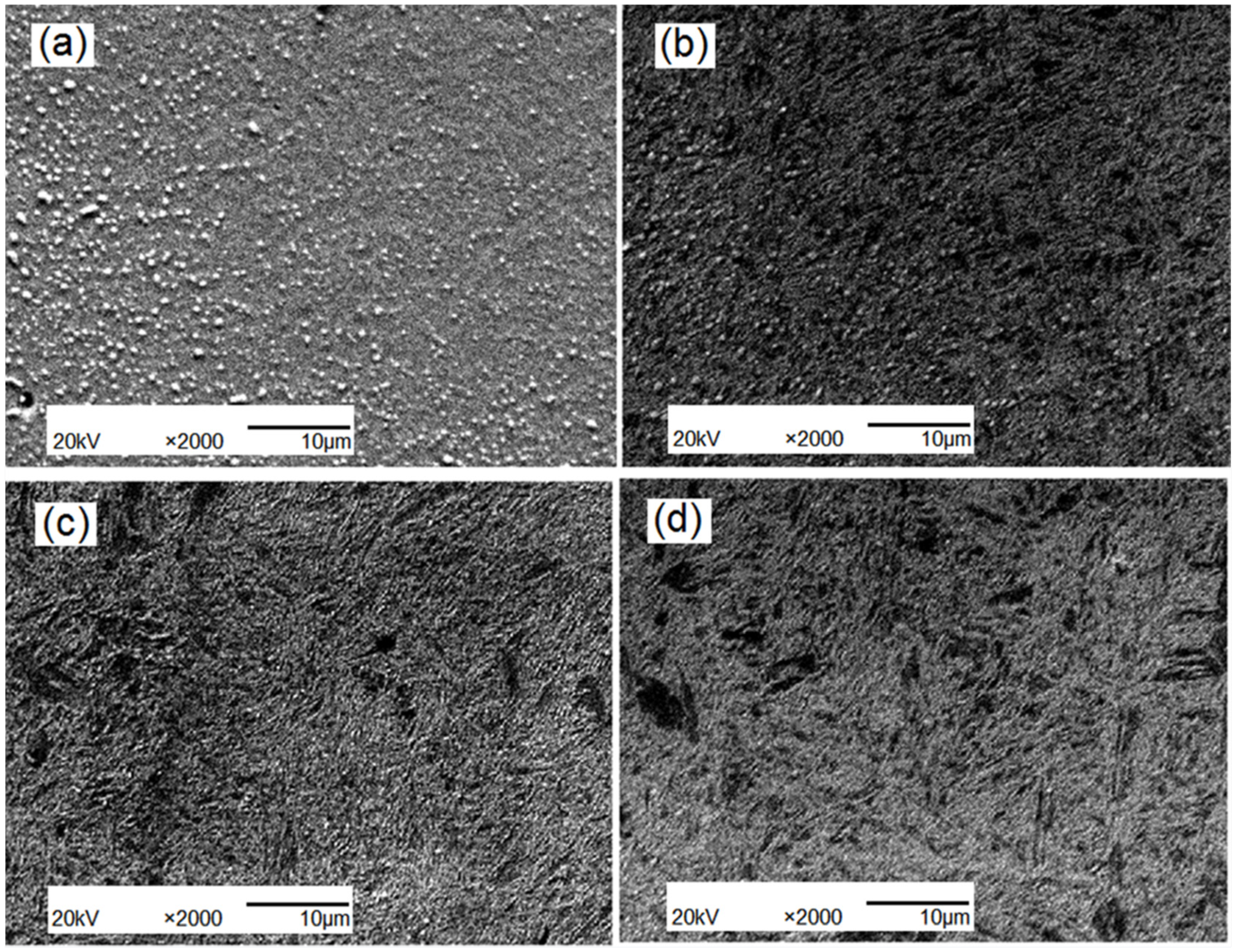
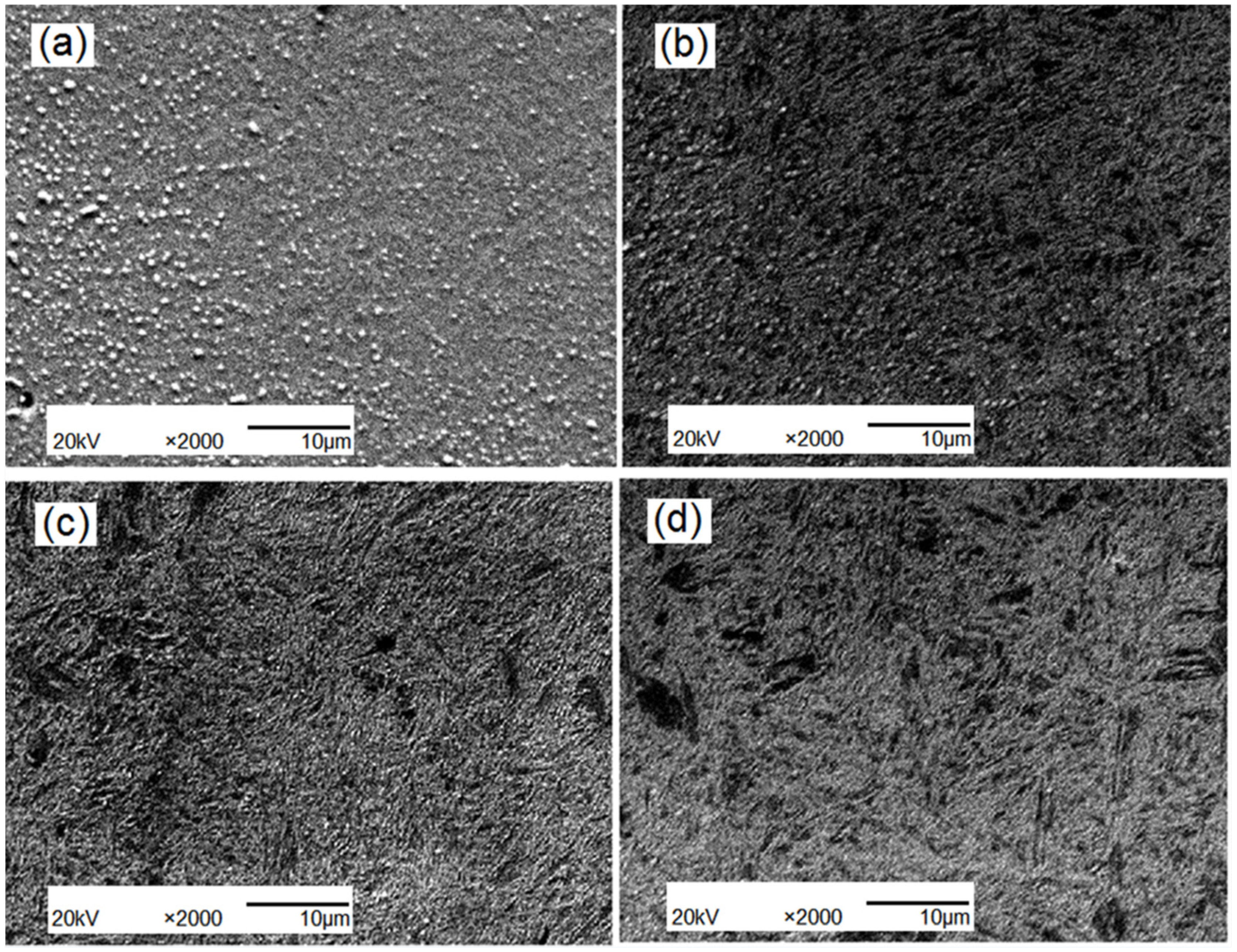
3.2.2. Metallographic Structure of ZG70Cr2MnNiSi Steel after Tempering
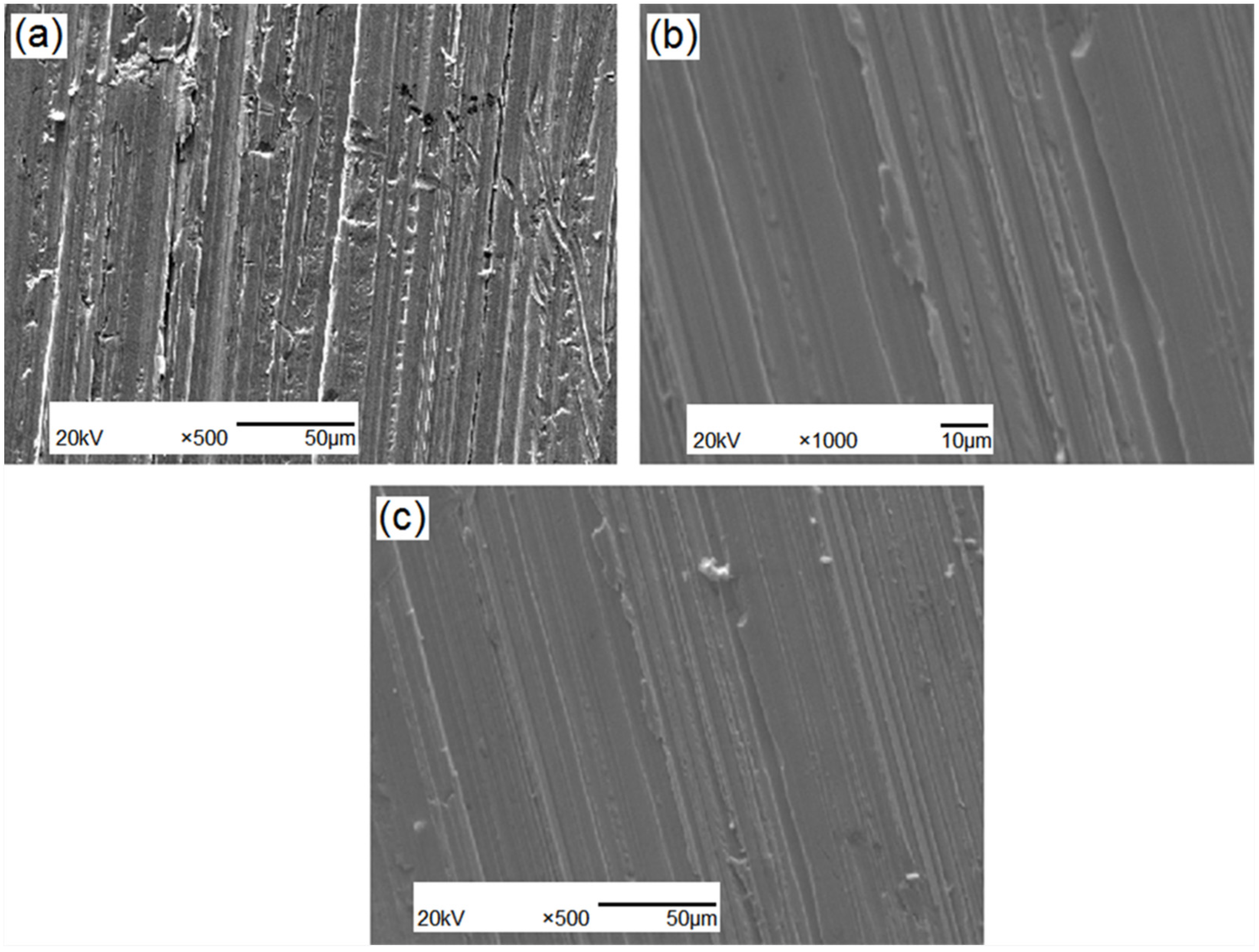
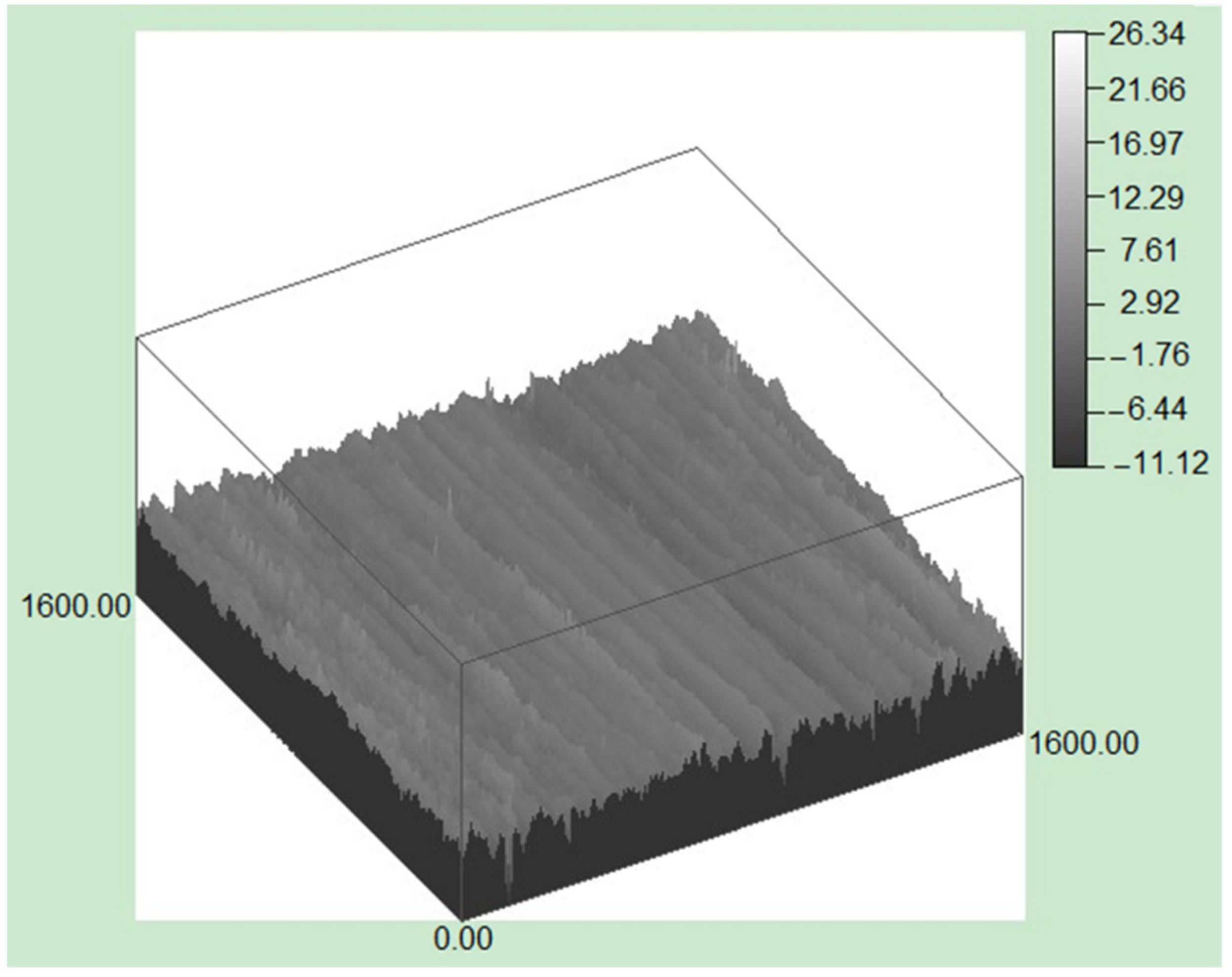
3.2.3. Influence of Tempering Temperature on the Abrasive Wear Performance of ZG70Cr2MnNiSi Steel
3.3. Rare Earth Compound Modification of ZG70Cr2MnNiSi Steel
3.3.1. Influence of Rare Earth Compound Modification on the Mechanical Properties of ZG70Cr2MnNiSi Steel
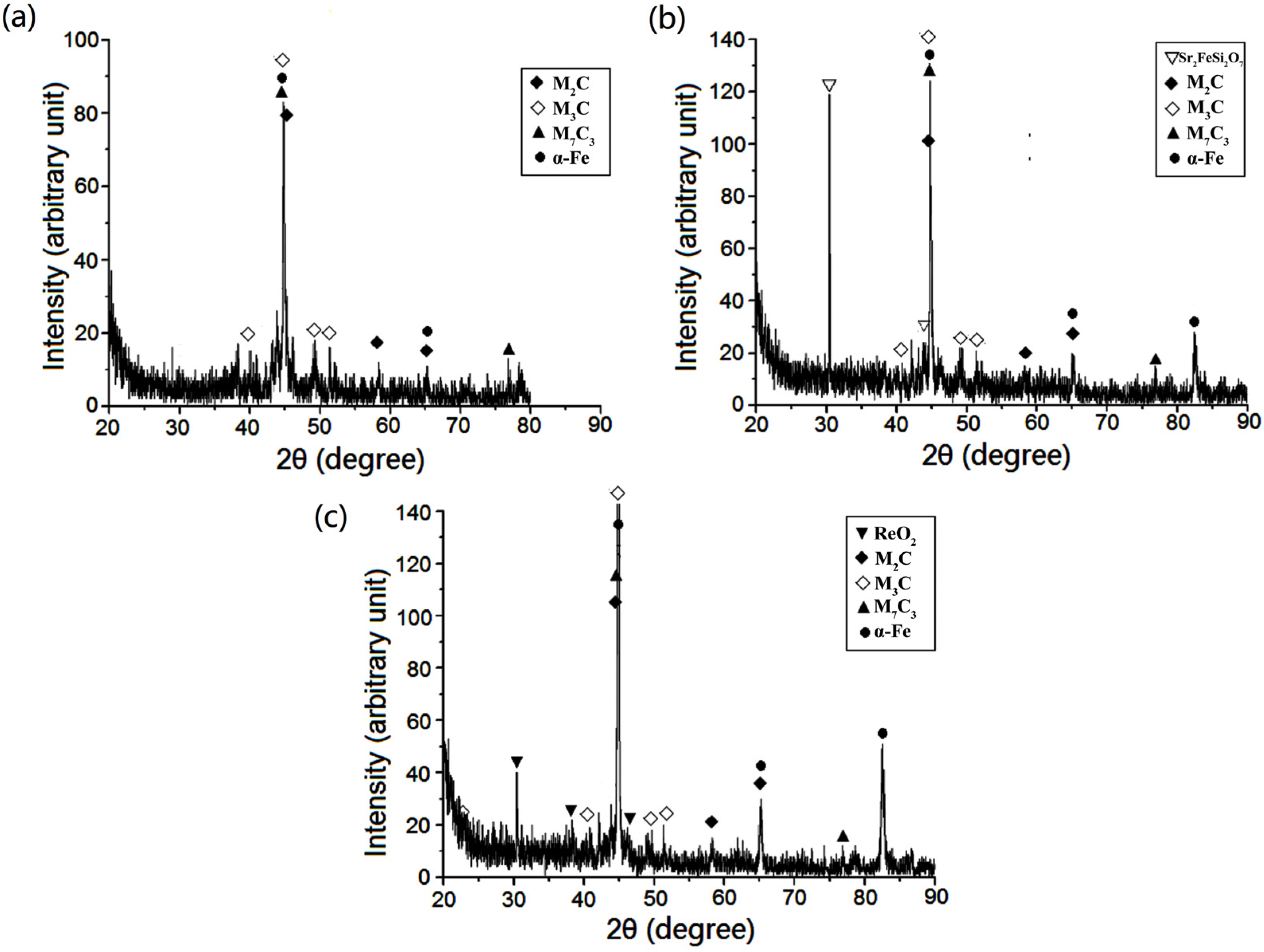
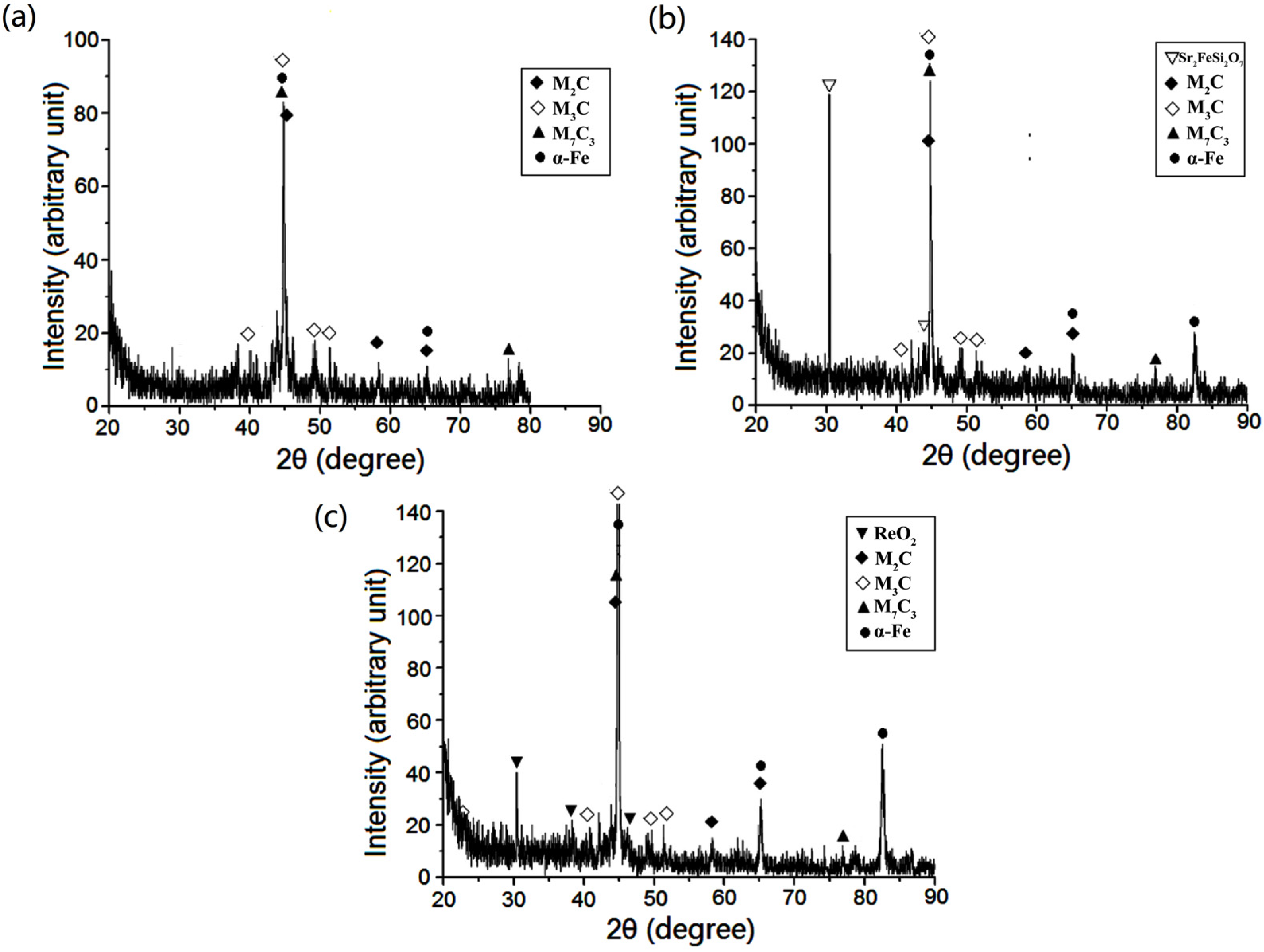
3.3.2. Influence of Rare Earth Compound Modification on the Phase Composition of ZG70Cr2MnNiSi Steel
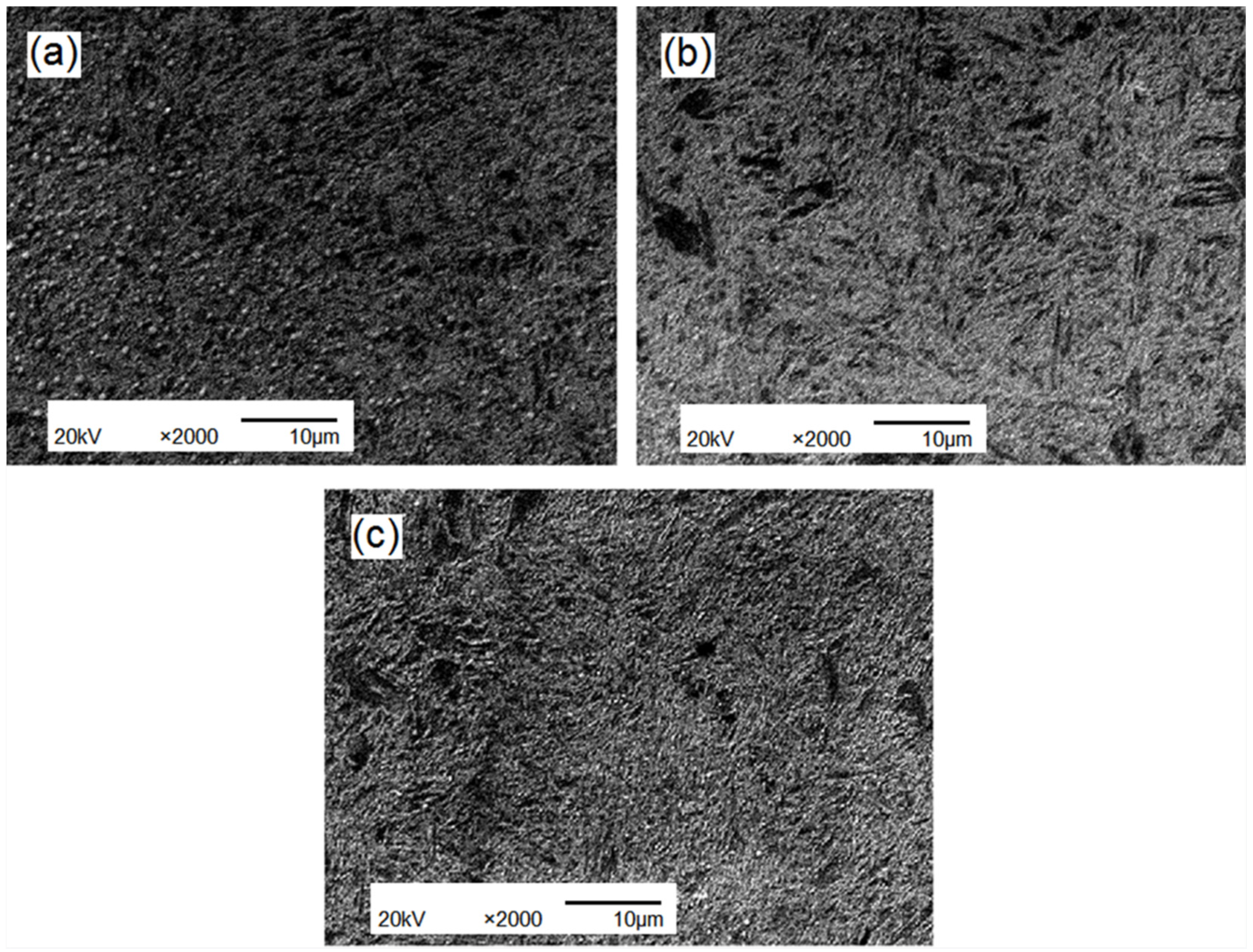
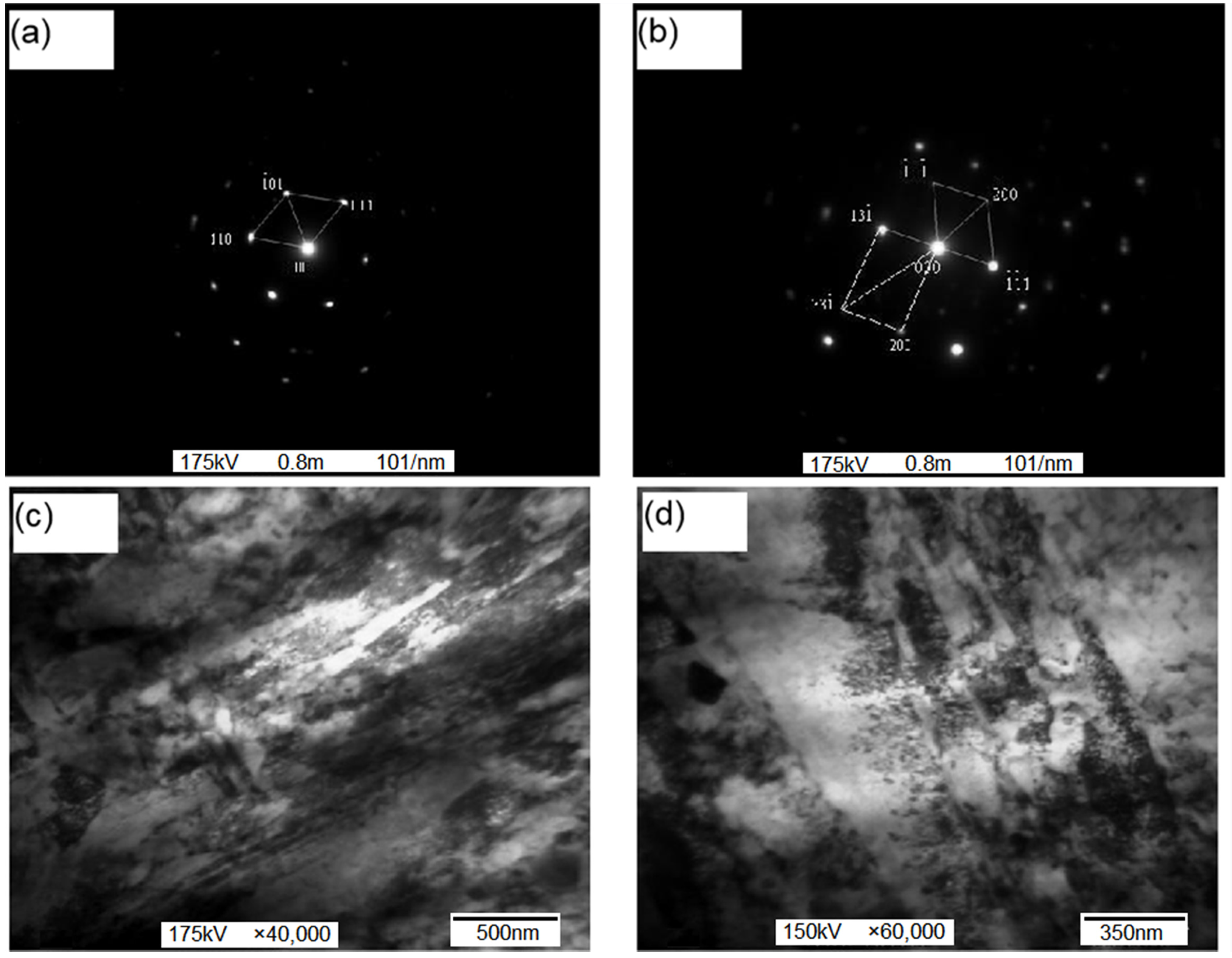
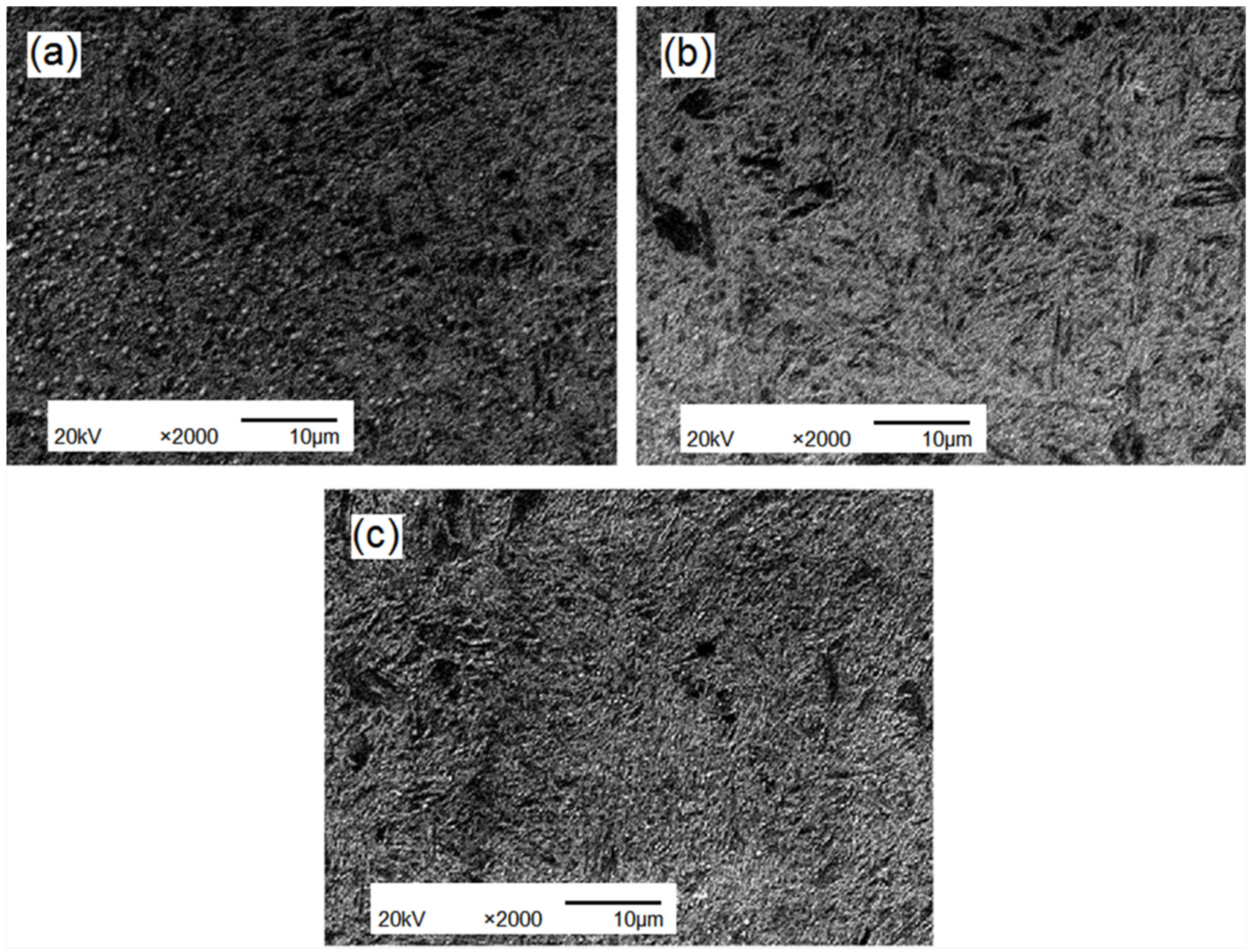
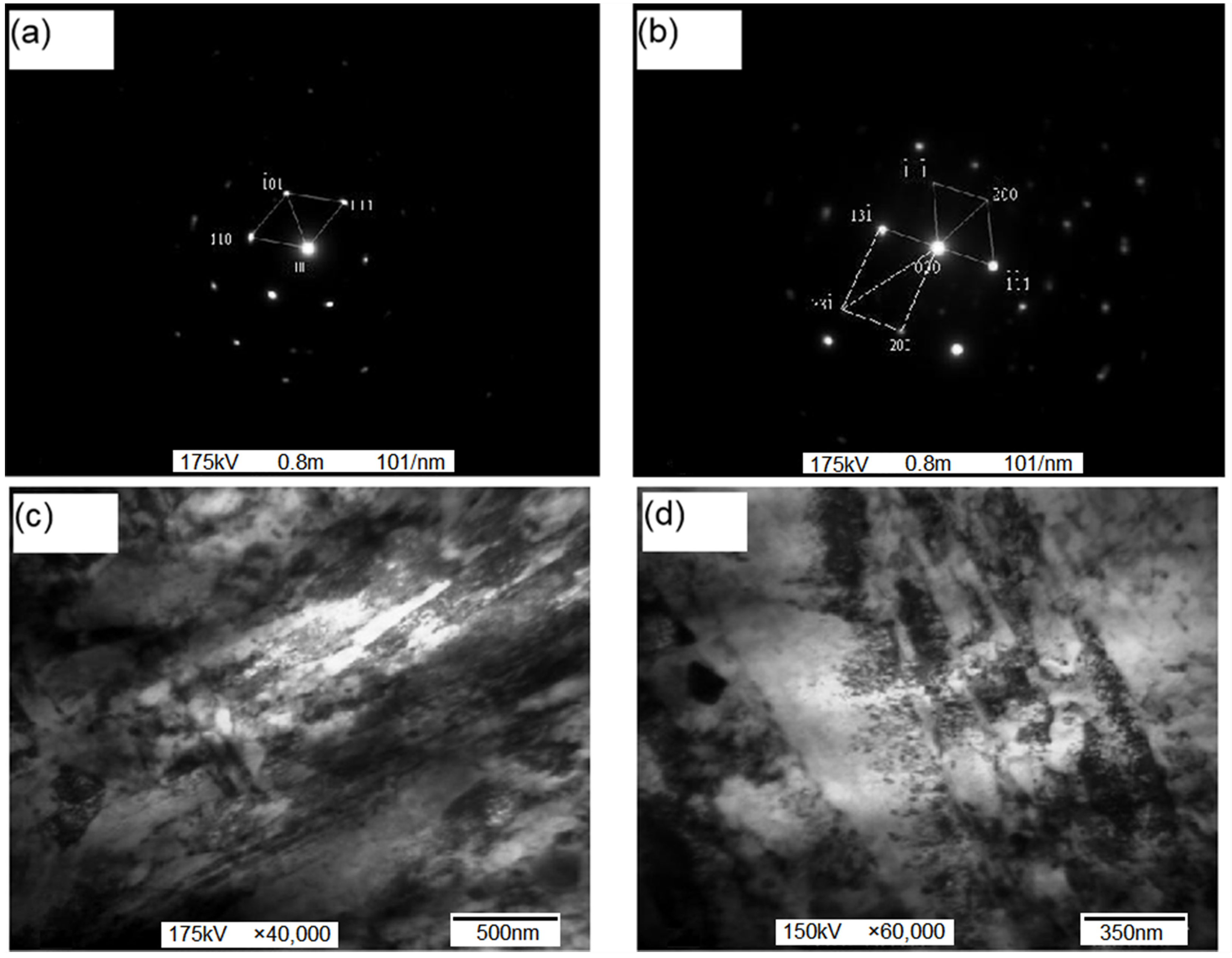
3.3.3. Influence of Rare Earth Compound Modification on the Metallographic Structure of ZG70Cr2MnNiSi Steel
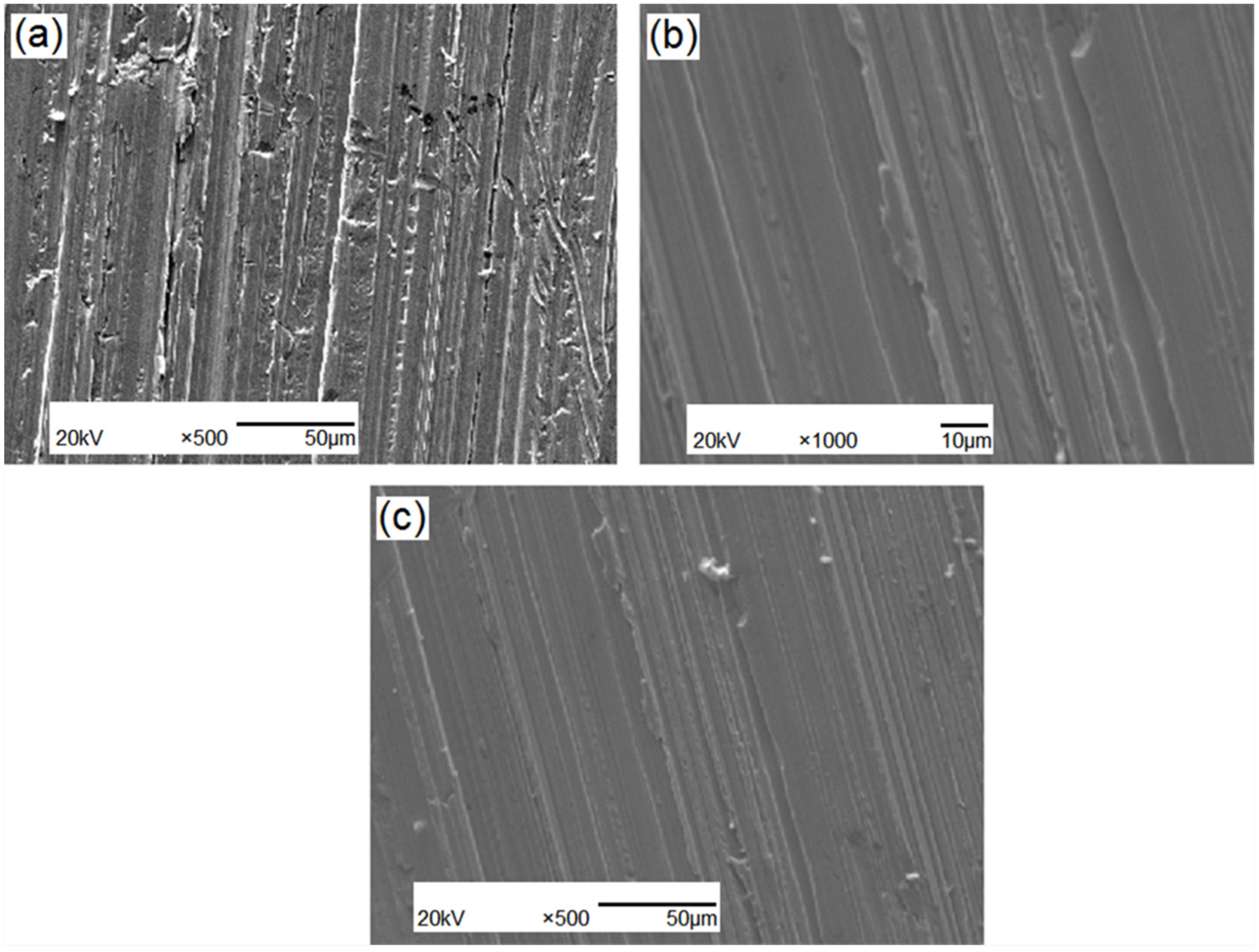
3.3.4. Influence of Rare Earth Compound Modification on the Wear Resistance of ZG70Cr2MnNiSi Steel
4. Discussion
4.1. Composition Characteristics and CCT Curve of ZG70Cr2MnNiSi Steel
4.2. Influence of the Tempering Process on the Microstructure and Properties of ZG70Cr2MnNiSi Steel
4.3. Influence of Rare Earth Compound Modification on the Microstructure and Properties of ZG70Cr2MnNiSi Steel
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rong, S.; Zhu, Y.; Guo, J.; Zhou, H. Research on dual liquid bimetal composite casting lining board. Adv. Mater. Res. 2013, 602–604, 128–131. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Saghafian, H.; Shabestari, S.G. Effect of heat treatment on microstructure and mechanical properties of Cr-Mo steels (FMU-226) used in mills liner. Mater. Des. 2012, 34, 192–200. [Google Scholar] [CrossRef]
- Harisha, S.R.; Sharma, S.; Kini, U.A.; Gowri Shankar, M.C. Study on spheroidization and related heat treatments of medium carbon alloy steels. MATEC Web Conf. 2018, 144, 02008. [Google Scholar] [CrossRef]
- Arun, K.; Kumar, S.V.; Kumar, S.A.; Kumar, B.S.; Santosh, K.; Kuttanellore, M. Effect of quenching and partitioning on the microstructure and mechanical properties of a medium carbon low alloy low silicon (0.3C-1.0Mn-0.4Si-0.6Cr-0.46Ni-0.26Mo) steel. Mater. Res. Express 2018, 5, 116503. [Google Scholar] [CrossRef]
- Kučerová, L. The effect of two-step heat treatment parameters on microstructure and mechanical properties of 42SiMn steel. Metals 2017, 7, 537. [Google Scholar] [CrossRef] [Green Version]
- Xie, Y.X.; Liu, Y.; Guo, H.; Li, W.; Zeng, D.H. Influence of Ni content on impact-abrasion wear resistance of medium-carbon low alloy cast steel. Mater. Res. Express 2019, 6, 106594. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Barber, G.C.; Thrush, S.J.; Li, X. Wear resistance of medium carbon steel with different microstructures. Materials 2021, 14, 2015. [Google Scholar] [CrossRef] [PubMed]
- Javaheri, V.; Nyyssönen, T.; Grande, B.; Porter, D. Computational design of a novel medium-carbon, low-alloy steel microalloyed with niobium. J. Mater. Eng. Perform. 2018, 27, 2978–2992. [Google Scholar] [CrossRef] [Green Version]
- Gawlik, J.; Schmidt, J.; Nowak, T.; Wójcicki, Z.; Zagórski, A. Nitrogen as an alloying element improving material properties of the high carbon cast steel for ball mill liner plates. Arch. Civ. Mech. Eng. 2017, 17, 926–934. [Google Scholar] [CrossRef]
- Pei, W.; Liu, W.; Zhang, Y.; Qie, R.; Zhao, A. Study on kinetics of transformation in medium carbon steel bainite at different isothermal temperatures. Materials 2021, 14, 2721. [Google Scholar] [CrossRef] [PubMed]
- Pashangeh, S.; Ghasemi Banadkouki, S.S.; Somani, M.; Kömi, J. Characteristics and kinetics of bainite transformation behaviour in a high-silicon medium-carbon steel above and below the Ms temperature. Materials 2022, 15, 539. [Google Scholar] [CrossRef] [PubMed]
- Jia, N.; Shen, Y.F.; Liang, J.W.; Feng, X.W.; Wang, H.B.; Misra, R.D.K. Nanoscale spheroidized cementite induced ultrahigh strength-ductility combination in innovatively processed ultrafine-grained low alloy medium-carbon steel. Sci. Rep. 2017, 7, 2679. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, E.; Luo, Q.; Owens, D. A comparison of microstructure and mechanical properties of low-alloy-medium-carbon steels after quench-hardening. Mat. Sci. Eng. A 2018, 725, 65–75. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Bao, Y.P.; Wang, M.; Li, X.; Zeng, F.Z. Austenite grain growth of medium-carbon alloy steel with aluminum additions during heating process. Int. J. Miner. Metall. Mater. 2019, 26, 282–290. [Google Scholar] [CrossRef]
- Kadowaki, M.; Muto, I.; Sugawara, Y.; Doi, T.; Kawano, K.; Hara, N. Pitting corrosion resistance of martensite of AISI 1045 steel and the beneficial role of interstitial carbon. J. Electrochem. Soc. 2017, 164, C962–C972. [Google Scholar] [CrossRef] [Green Version]
- Shi, X.; Jiang, Y.; Li, Z.; Hu, J. The Wear Mechanism of High-Boron, Medium-Carbon Alloy at High Temperature. Trans. Indian Inst. Met. 2016, 69, 1801–1810. [Google Scholar] [CrossRef]
- Wang, L.M.; Lin, Q.; Yue, L.J.; Liu, L.; Guo, F.; Wang, F.M. Study of application of rare earth elements in advanced low alloy steels. J. Alloy. Compd. 2008, 451, 534–537. [Google Scholar] [CrossRef]
- Torkamani, H.; Raygan, S.; Mateo, C.G.; Rassizadehghani, J.; Palizdar, Y.; San-Martin, D. Contributions of rare earth element (La,Ce) addition to the impact toughness of low carbon cast niobium microalloyed steels. Met. Mater. Int. 2018, 24, 773–788. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, Y.; Zhou, X.; Huang, J. Microstructural transformation and precipitation of an ultra-high strength steel under continuous cooling. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2016, 31, 387–392. [Google Scholar] [CrossRef]
- Jung, M.; Kang, M.; Lee, Y.K. Finite-element simulation of quenching incorporating improved transformation kinetics in a plain medium-carbon steel. Acta Mater. 2012, 60, 525–536. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of martensite in carbon steels. In Woodhead Publishing Series in Metals and Surface Engineering, Phase Transformations in Steels, 1st ed.; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; Volume 2, pp. 126–150. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tested Steels | C | Mn | Si | Cr | Ni | Mo | Sr-Si-Fe | Re-Ca-Ba |
|---|---|---|---|---|---|---|---|---|
| ZG70Cr2MnNiSi steel | 0.6–0.7 | 0.8–1.2 | 0.7–1.0 | 1.5–2.0 | 0.75–1.0 | 0.3–0.4 | ||
| Sr-Si-Fe modification | 0.6–0.7 | 0.8–1.2 | 0.7–1.0 | 1.5–2.0 | 0.75–1.0 | 0.3–0.4 | 0.18 | |
| Re-Ca-Ba modification | 0.6–0.7 | 0.8–1.2 | 0.7–1.0 | 1.5–2.0 | 0.75–1.0 | 0.3–0.4 | 0.1 |
| Tempering temperature | 550 | 570 | 590 | 610 |
| Average wear (g) | 0.0676 | 0.0681 | 0.0748 | 0.0793 |
| Steel Specimen | ZG70Cr2MnNiSi Steel | Sr-Si-Fe Modification | Re-Ca-Ba Modification |
|---|---|---|---|
| HRC | 42.50 | 44.83 | 44.00 |
| Steel Specimen | ZG70Cr2MnNiSi Steel | Sr-Si-Fe Modification | Re-Ca-Ba Modification |
|---|---|---|---|
| Tensile strength Rm (MPa) | 1227.23 | 1285.35 | 1303.86 |
| Lower yield strength ReL (MPa) | 1170.64 | 1208.71 | 1188.99 |
| Reduction of area Z (%) | 4.68 | 5.49 | 5.23 |
| Elongation A (%) | 4.26 | 4.87 | 4.47 |
| Specimen Number | Before the Wear Test M0 (g) | After the Wear Test M1 (g) | Abrasion Loss Δm (g) | Relative Abrasion Loss Δm/M0 (%) |
|---|---|---|---|---|
| 1# | 4.2098 | 4.1269 | 0.0829 | 2.0 |
| 2# | 4.2928 | 4.2137 | 0.0791 | 1.8 |
| 3# | 4.2886 | 4.2093 | 0.0793 | 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Wang, X.; Xie, J.; Li, Y.; Yang, D. Investigation of the Thermodynamic Transformation and Rare Earth Microalloying of a Medium Carbon-Medium Alloy Steel for Large Ball Mill Liners. Materials 2022, 15, 4448. https://doi.org/10.3390/ma15134448
Yang X, Wang X, Xie J, Li Y, Yang D. Investigation of the Thermodynamic Transformation and Rare Earth Microalloying of a Medium Carbon-Medium Alloy Steel for Large Ball Mill Liners. Materials. 2022; 15(13):4448. https://doi.org/10.3390/ma15134448
Chicago/Turabian StyleYang, Xi, Xinghe Wang, Jingpei Xie, Yuhe Li, and Dixin Yang. 2022. "Investigation of the Thermodynamic Transformation and Rare Earth Microalloying of a Medium Carbon-Medium Alloy Steel for Large Ball Mill Liners" Materials 15, no. 13: 4448. https://doi.org/10.3390/ma15134448
APA StyleYang, X., Wang, X., Xie, J., Li, Y., & Yang, D. (2022). Investigation of the Thermodynamic Transformation and Rare Earth Microalloying of a Medium Carbon-Medium Alloy Steel for Large Ball Mill Liners. Materials, 15(13), 4448. https://doi.org/10.3390/ma15134448