
Local Electrochemical Corrosion Properties of a Nano-SiO2/MAO Composite Coating on an AM60B-Mg Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and MAO Process
2.2. Surface Characteristics of the MAO Coating
2.3. Corrosion Electrochemical Tests
2.3.1. Global Electrochemical Tests
2.3.2. Local Electrochemical Tests
3. Results and Discussion
3.1. Characteristics of MAO Coatings
3.2. Analysis of Global Electrochemical Test Results
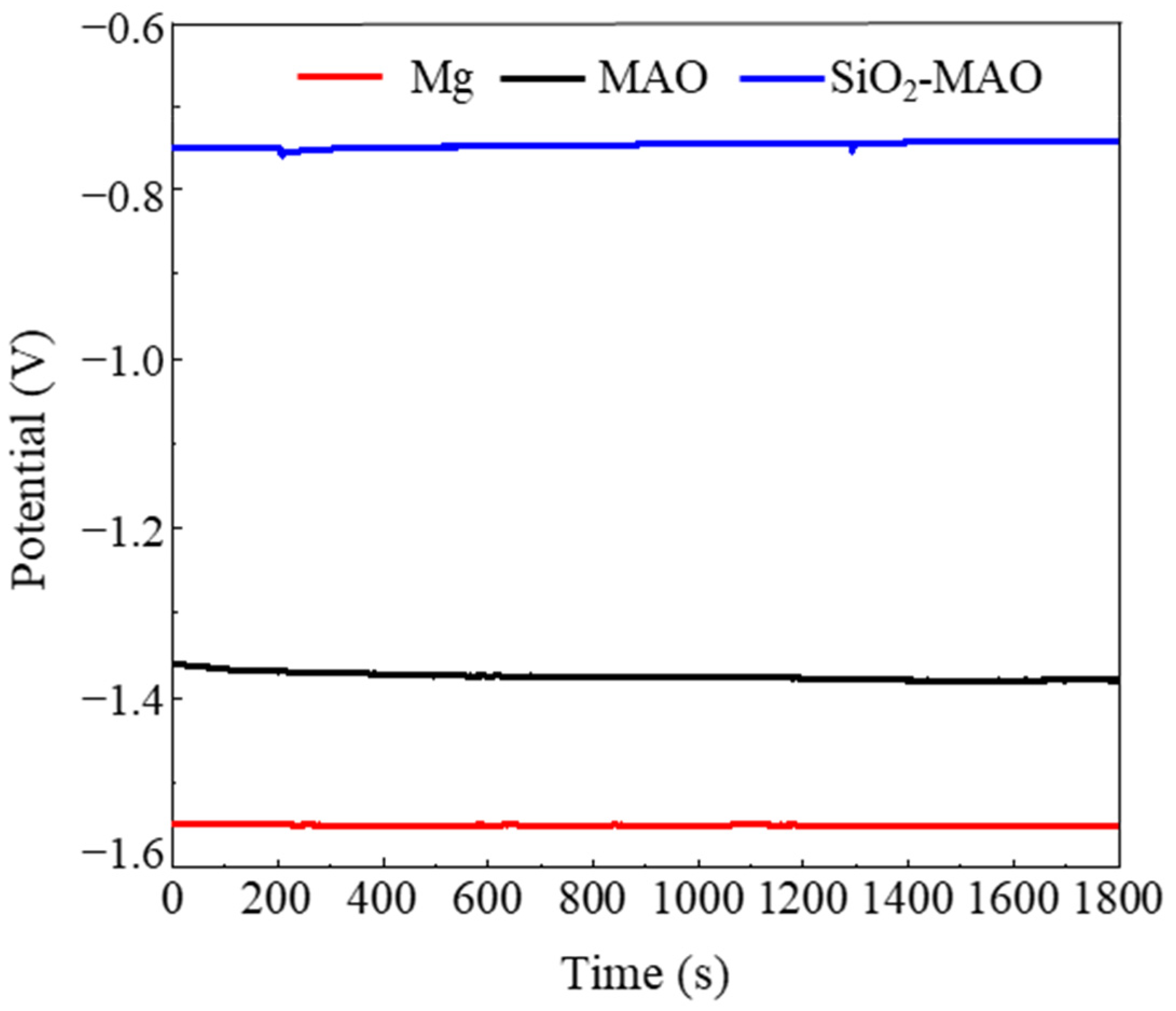
3.2.1. Open Circuit Potential (OCP)
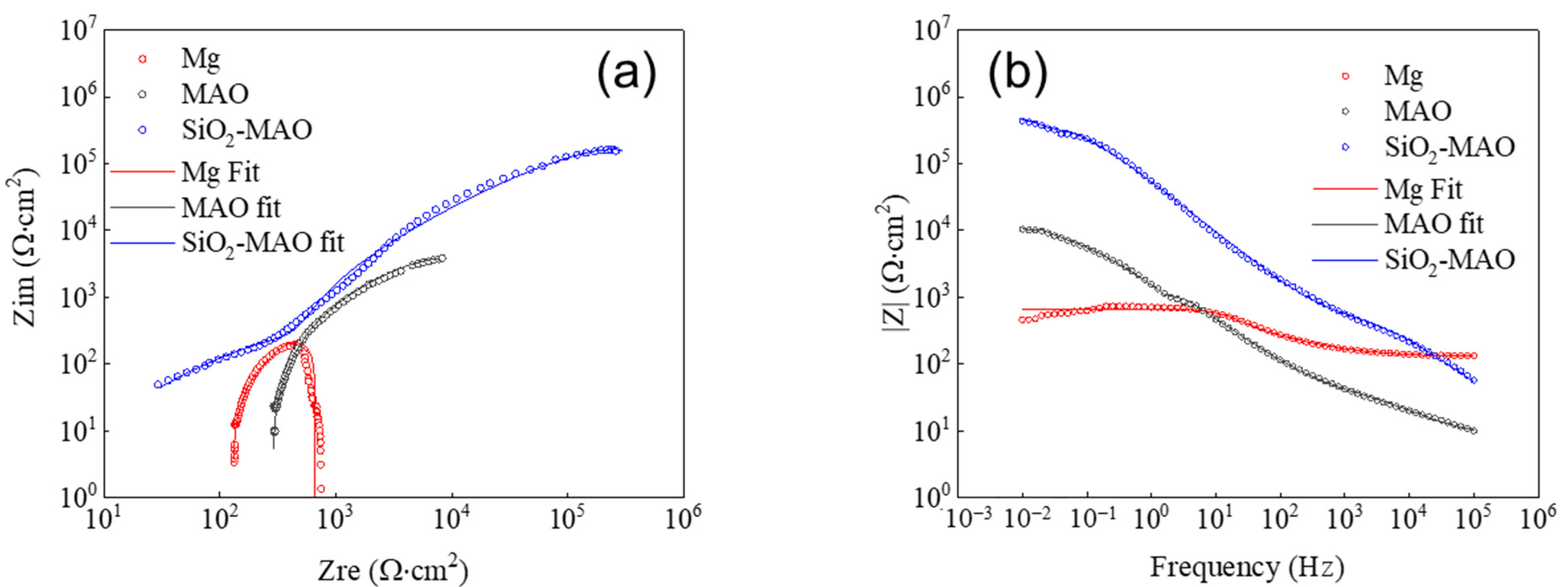
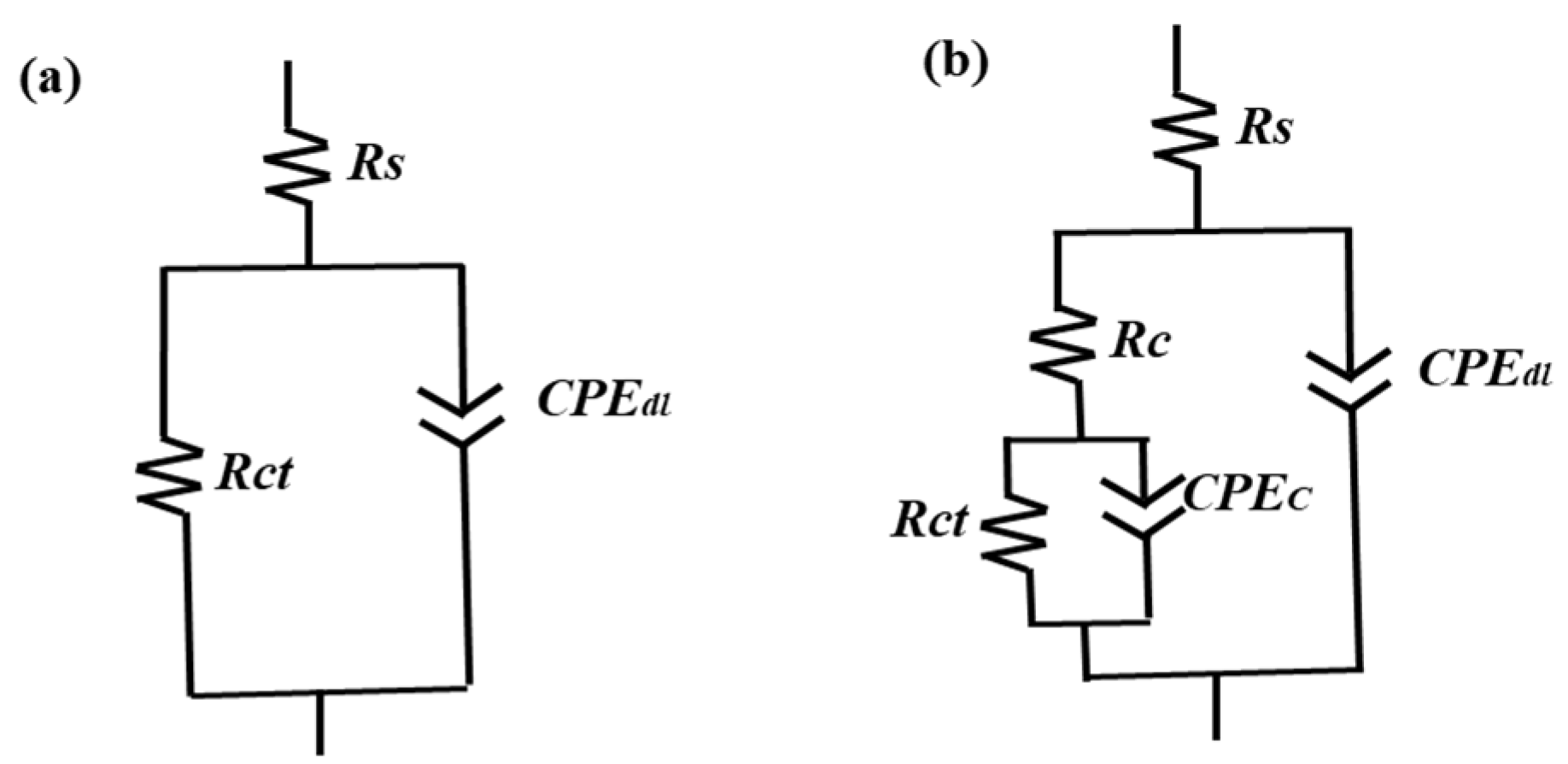
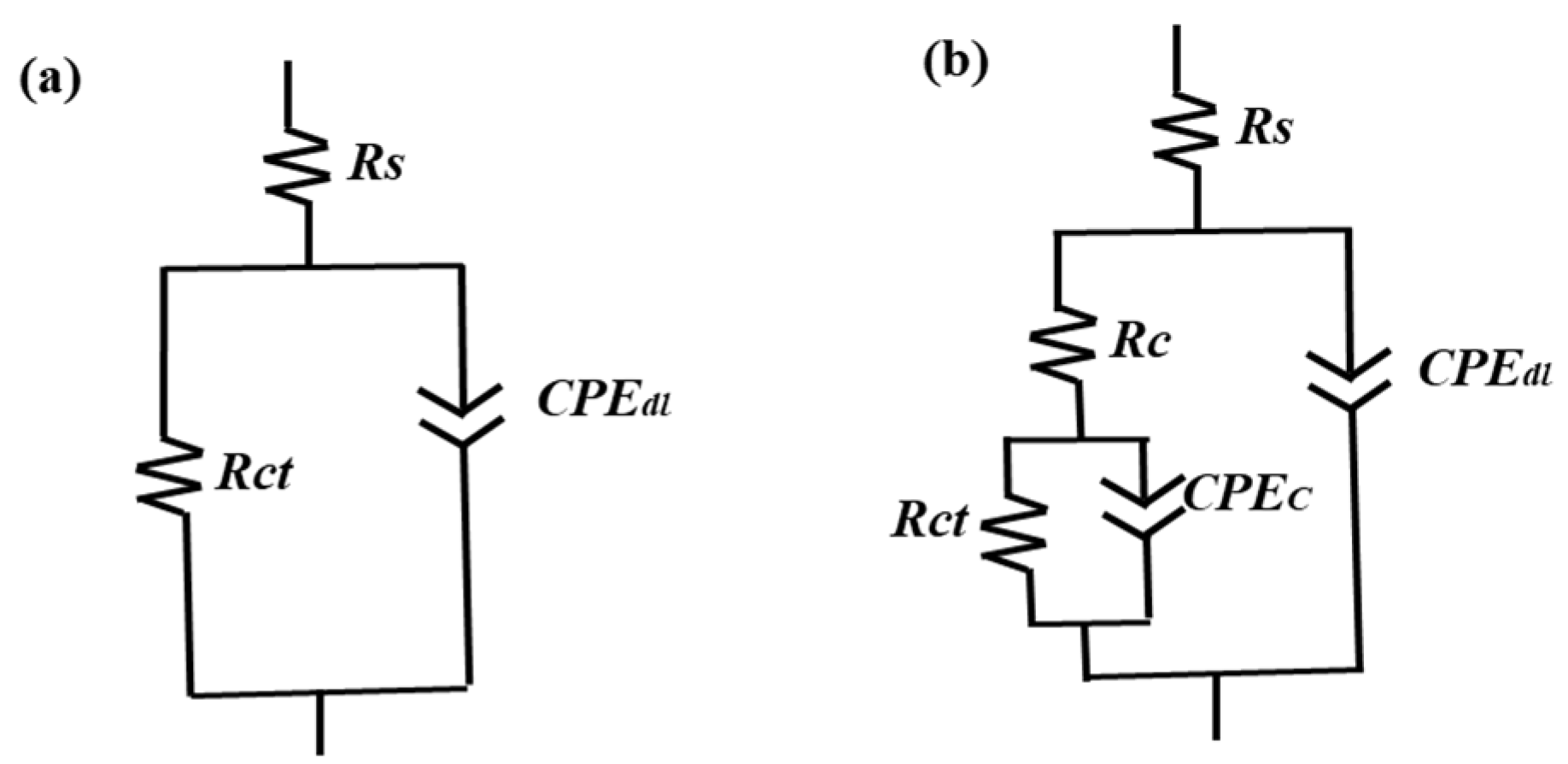
3.2.2. Electrochemical Impedance Spectroscopy (EIS)
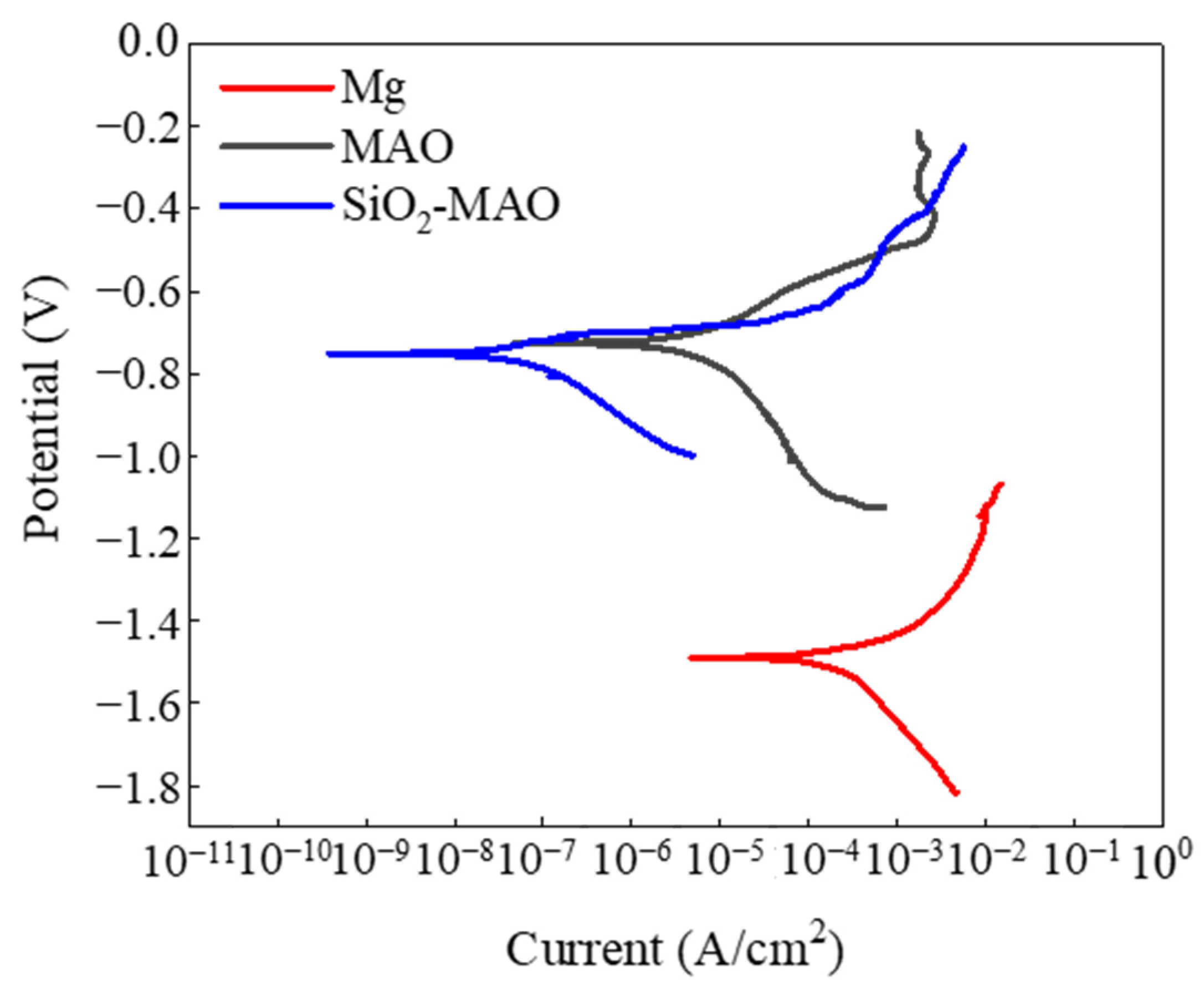
3.2.3. Potentiodynamic Polarization Scans (PDP)
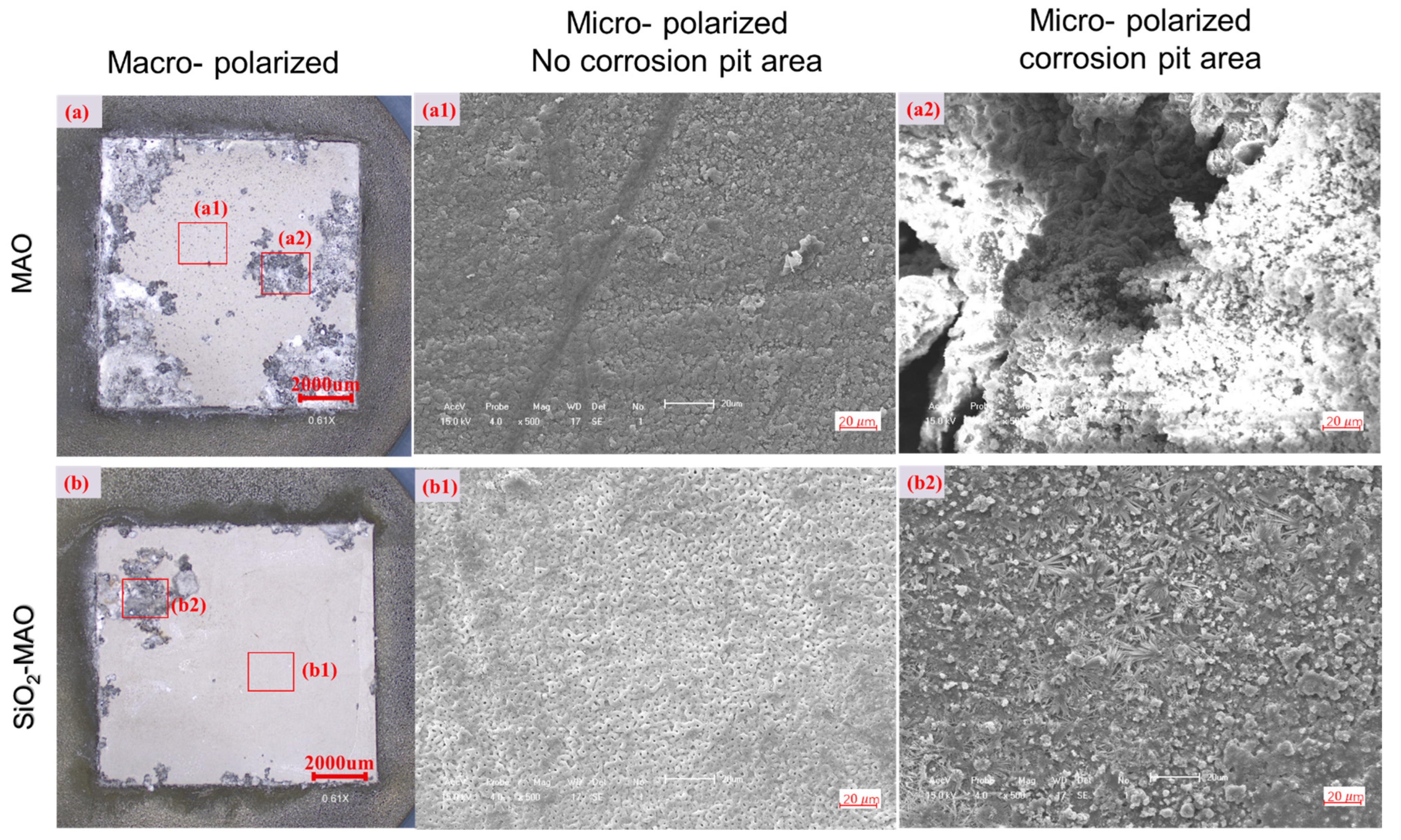
3.2.4. Coating Morphology and Material Composition after Corrosion
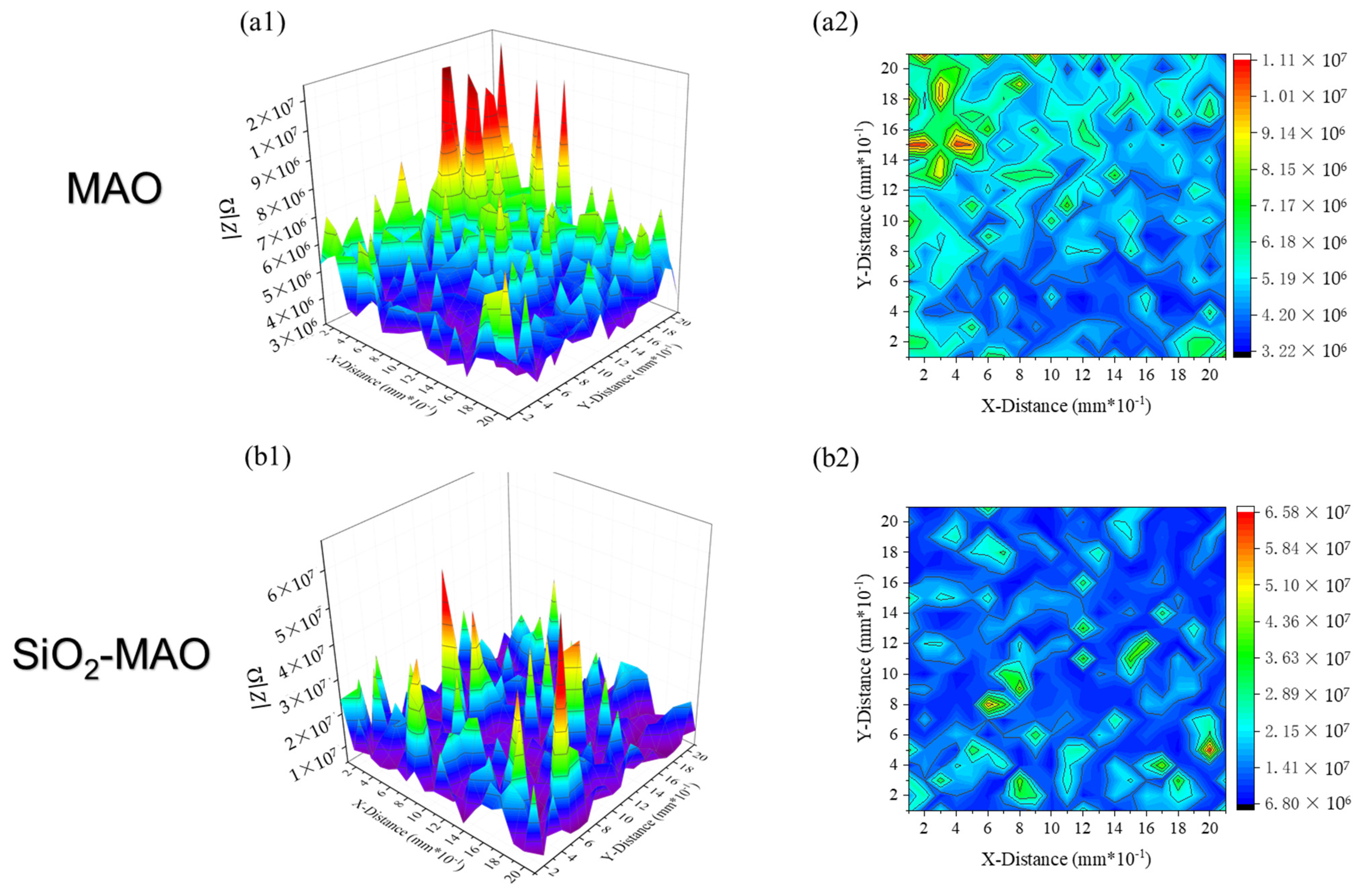
3.3. Analysis of Local Electrochemical Test Results
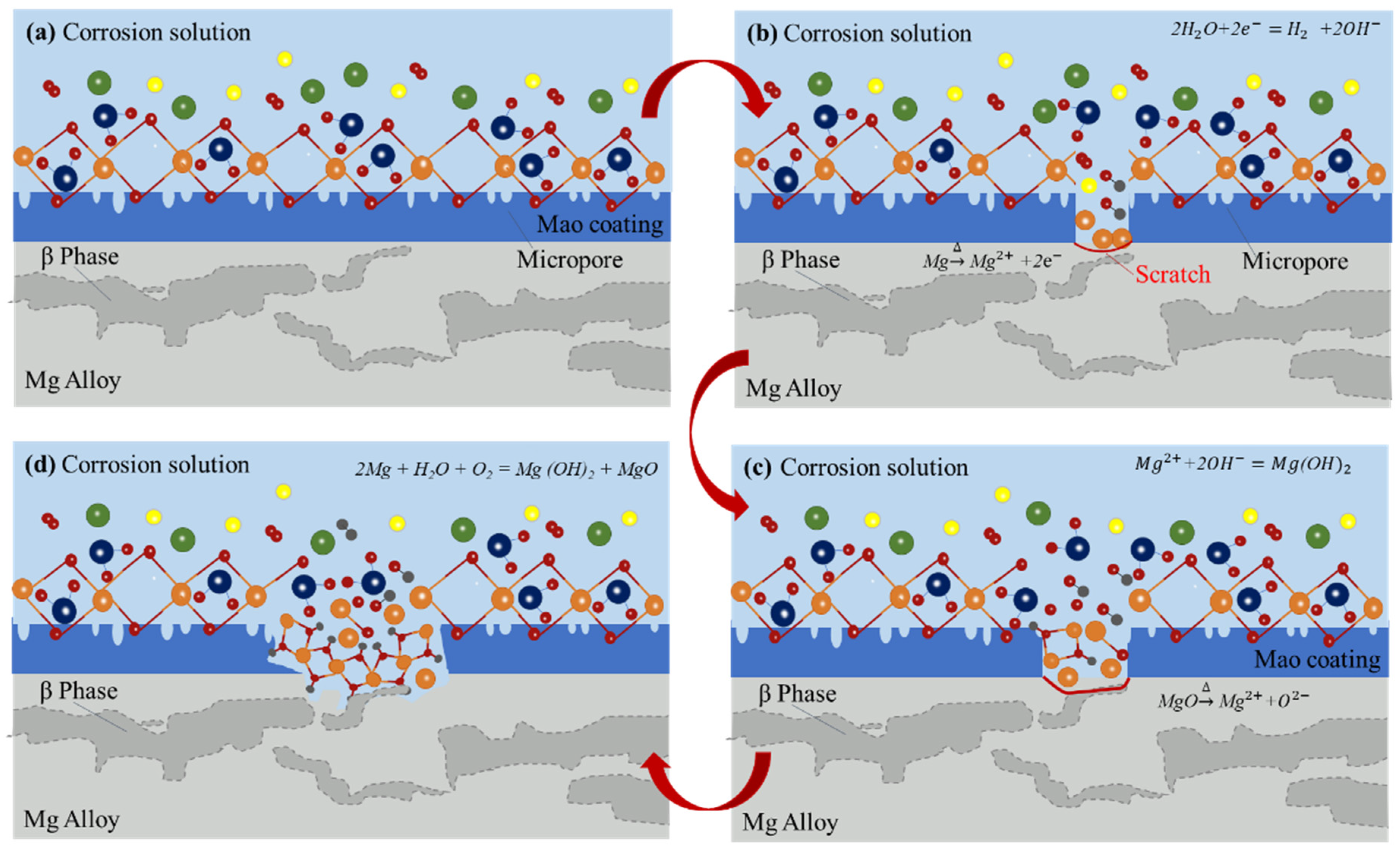
3.4. Corrosion Process Model of Coatings
4. Conclusions
- (1)
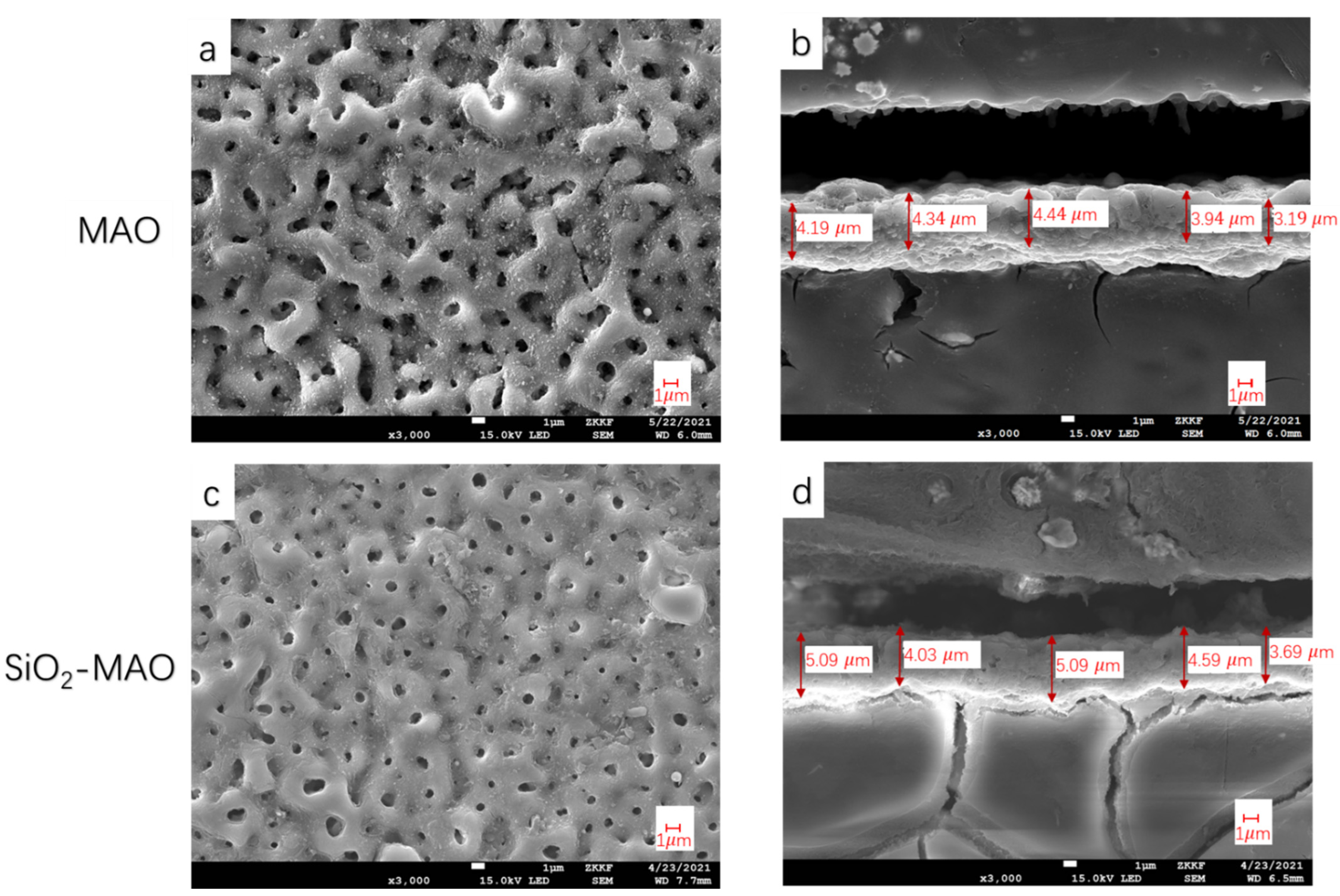
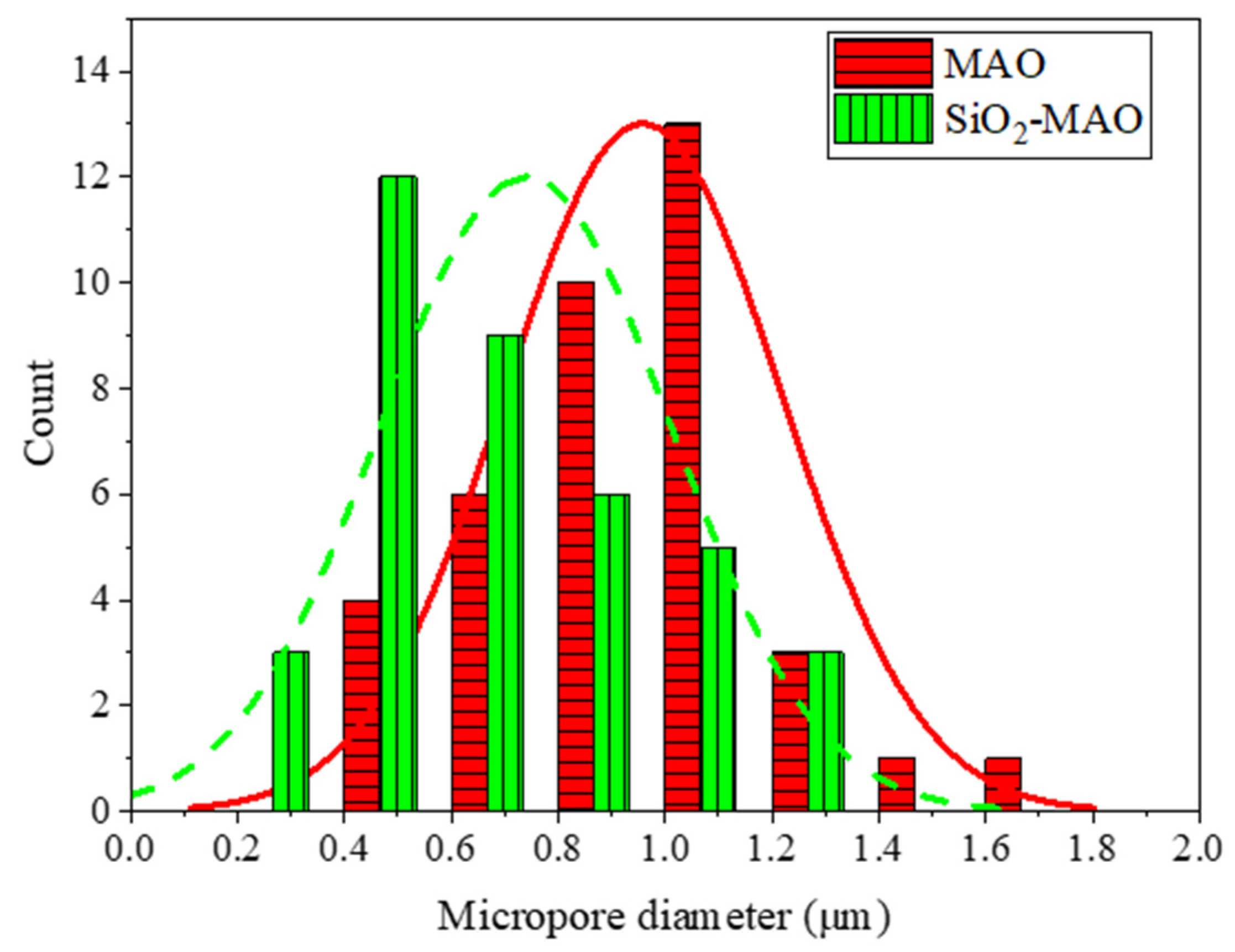
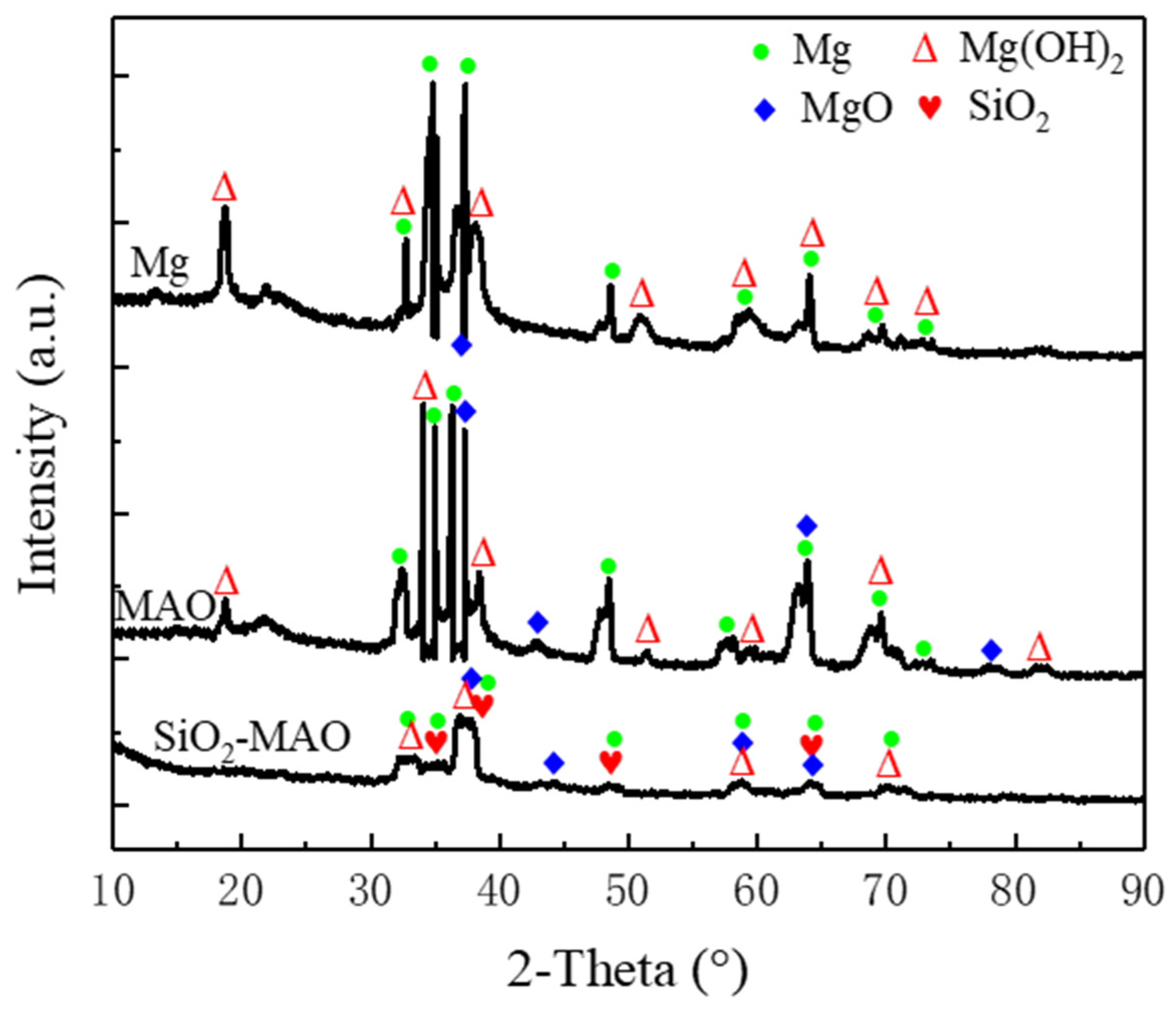
- The microstructure of the coating showed that the SiO2/MAO composite coating had fewer micropores and higher flatness. The thickness of the SiO2/MAO coating was larger than the thickness of the MAO coating. As a sealant, nano-SiO2 was able to reduce the number of micropores in the MAO coating and thicken the coating. Mg(OH)2 corrosion products were found in both coatings after corrosion, and the corrosion mode was pitting corrosion, without large area corrosion.
- (2)
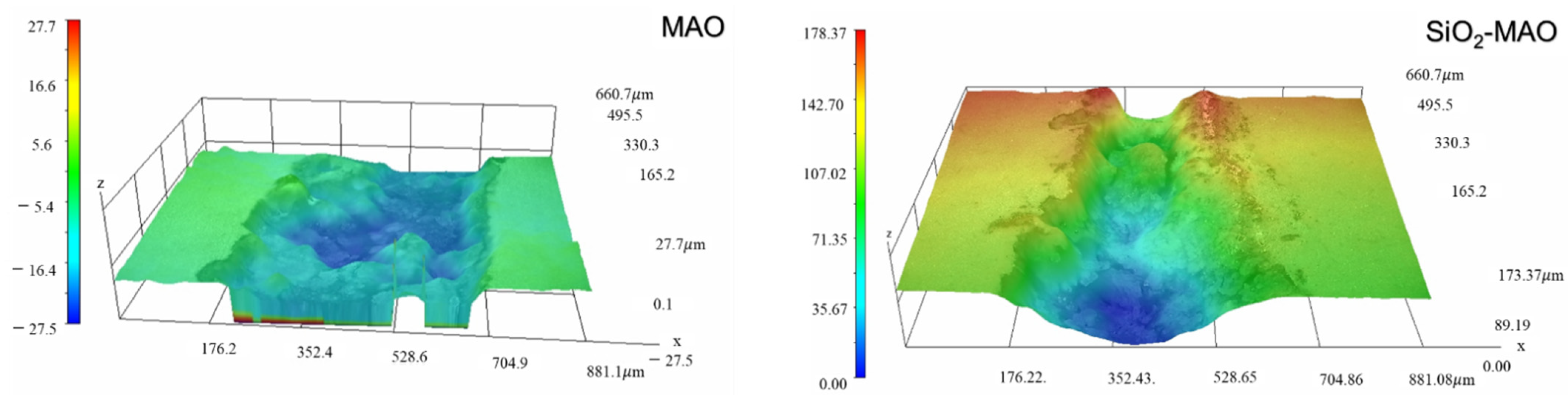
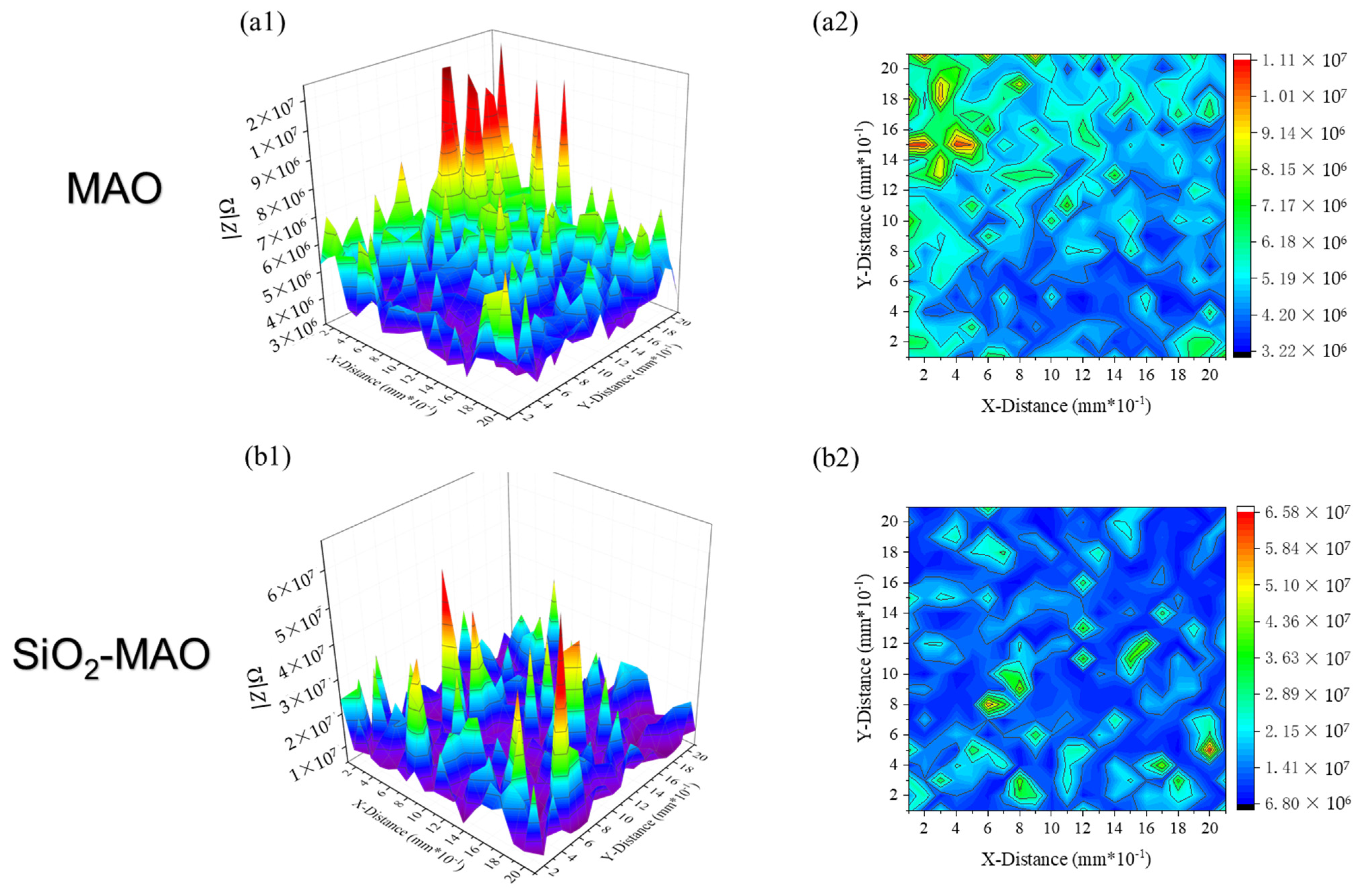
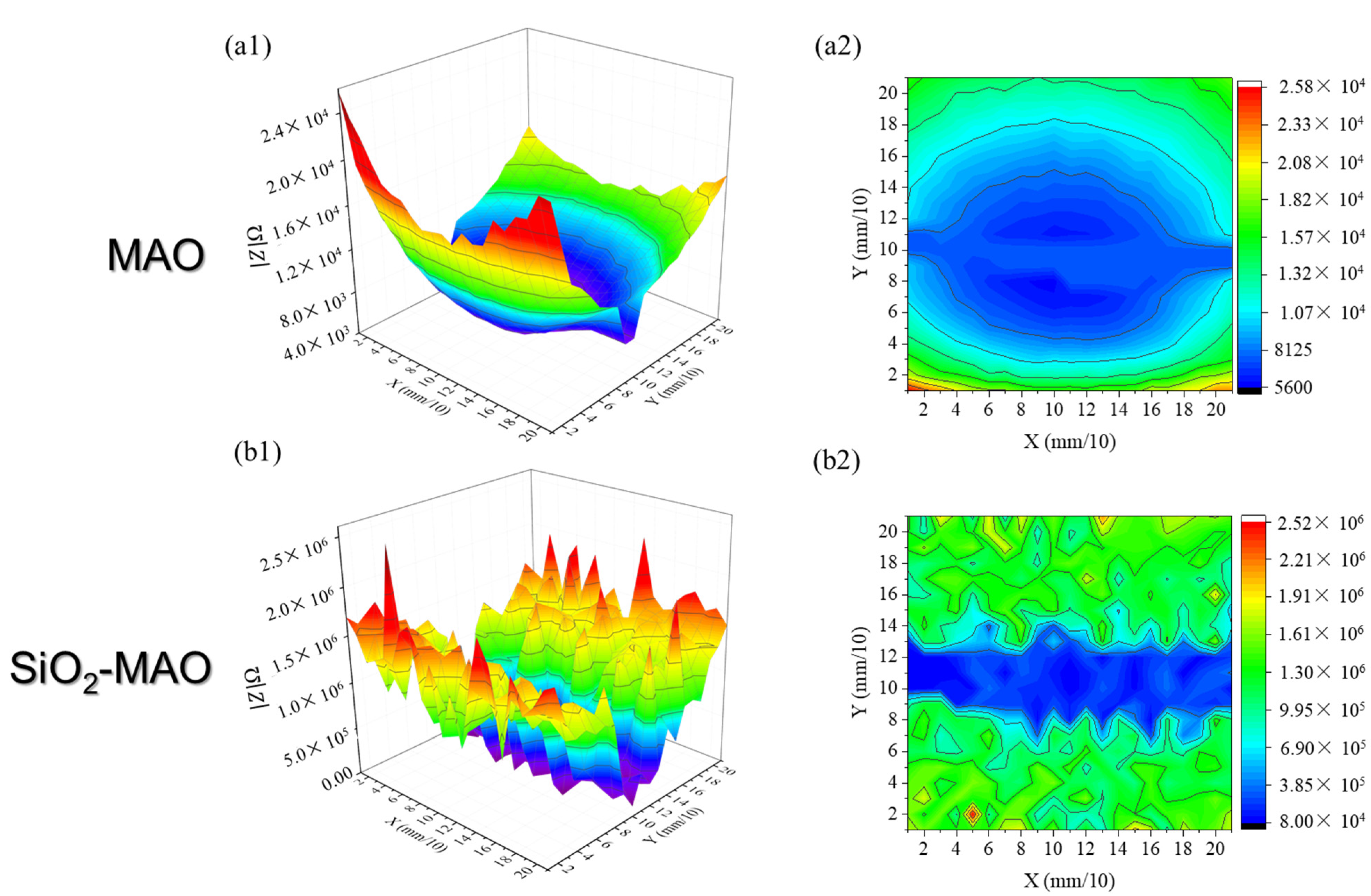
- The global electrochemical test results showed that the SiO2/MAO coating had stronger corrosion resistance. The corrosion current density of the MAO coating was 400 times higher than that of the SiO2/MAO coating. The results of local electrochemical tests in the low impedance region where the scratches were located showed that the impedance value of the MAO coating was one order of magnitude lower than that of the SiO2/MAO coating. The longitudinal corrosion depth and transverse corrosion width of the SiO2/MAO coating were both lower than those of the MAO coating. The SiO2/MAO coatings had a much lower corrosion tendency, even in the case of defective coatings.
- (3)
- A model for the local corrosion process of the SiO2/MAO coating was constructed. When the coating was scratched, the corrosion development of the defect location depended on whether the corrosion point was in the α phase or the β phase. The alloy substrate was corroded and dissolved first, and then the coating lost the support of the substrate; cracks and spalling appeared under the action of external forces and finally led to the appearance of corrosion pits.
- (4)
- The study results can expand the application of magnesium alloys in aerospace and automotive lightweight metal research directions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rams, J.; Torres, B.; Pulido-González, N.; García-Rodriguez, S. Magnesium Alloys: Fundamentals and Recent Advances. In Encyclopedia of Materials: Metals and Alloys; Caballero, F.G., Ed.; Elsevier: Oxford, UK, 2022; pp. 2–10. [Google Scholar]
- Powell, B.R.; Krajewski, P.E.; Luo, A.A. Chapter 4-Magnesium Alloys for Lightweight Powertrains and Automotive Structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Cambridge, UK, 2021; pp. 125–186. [Google Scholar]
- Balaji, V.; Bupesh Raja, V.K.; Palanikumar, K.; Ponshanmugakumar; Aditya, N.; Rohit, V. Effect of heat treatment on magnesium alloys used in automotive industry: A review. Mater. Today Proc. 2021, 46, 3769–3771. [Google Scholar] [CrossRef]
- Ferreira, V.; Merchán, M.; Egizabal, P.; García de Cortázar, M.; Irazustabarrena, A.; López-Sabirón, A.M.; Ferreira, G. Technical and environmental evaluation of a new high performance material based on magnesium alloy reinforced with submicrometre-sized TiC particles to develop automotive lightweight components and make transport sector more sustainable. J. Mater. Res. Technol. 2019, 8, 2549–2564. [Google Scholar] [CrossRef]
- Kumar, D.S.; Suman, K.N.S. Chapter 11-Wheels in Automotive Industry—A Case Study Toward the Development of Magnesium-Based Composite Wheels. In Biocomposite and Synthetic Composites for Automotive Applications; Sapuan, S.M., Ilyas, R.A., Eds.; Woodhead Publishing: Cambridge, UK, 2021; pp. 275–304. [Google Scholar]
- Johari, N.A.; Alias, J.; Zanurin, A.; Mohamed, N.S.; Alang, N.A.; Zain, M.Z.M. Anti-corrosive coatings of magnesium: A review. Mater. Today Proc. 2022, 48, 1842–1848. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, J.; Dou, J.; Yu, H.; Chen, C. Layer by layer assembled chitosan (TiO2)-heparin composite coatings on MAO-coated Mg alloys. Mater. Lett. 2020, 281, 128640. [Google Scholar] [CrossRef]
- Yang, S.; Wang, C.; Li, F.; Liu, N.; Shi, P.; Wang, B.; Sun, R. One-step in situ growth of a simple and efficient pore-sealing coating on micro-arc oxidized AZ31B magnesium alloy. J. Alloys Compd. 2022, 909, 164710. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Z.; Zhang, Y.; Wei, S.; Pei, X.; Yang, L. Cold arc cladding of aluminum coatings on AZ61 magnesium alloy: A comparative study. Surf. Coat. Technol. 2019, 375, 442–457. [Google Scholar] [CrossRef]
- Lu, F.-F.; Ma, K.; Li, C.-X.; Yasir, M.; Luo, X.-T.; Li, C.-J. Enhanced corrosion resistance of cold-sprayed and shot-peened aluminum coatings on LA43M magnesium alloy. Surf. Coat. Technol. 2020, 394, 125865. [Google Scholar] [CrossRef]
- Chen, L.; Wang, G.; He, Y.; Wang, Y.; Zhang, M. The influence of overpotential on electrodeposited aluminum coating onto zincated ZM5 magnesium alloy in ionic liquid. Mater. Lett. 2020, 258, 126814. [Google Scholar] [CrossRef]
- Wang, S.-Y.; Si, N.-C.; Xia, Y.-P.; Liu, L. Influence of nano-SiC on microstructure and property of MAO coating formed on AZ91D magnesium alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1926–1934. [Google Scholar] [CrossRef]
- Shi, P.; Niu, B.; Shanshan, E.; Chen, Y.; Li, Q. Preparation and characterization of PLA coating and PLA/MAO composite coatings on AZ31 magnesium alloy for improvement of corrosion resistance. Surf. Coat. Technol. 2015, 262, 26–32. [Google Scholar] [CrossRef]
- Yadav, P.S.; Purohit, R.; Kothari, A. Study of Friction and Wear Behaviour of Epoxy/Nano SiO2 based Polymer Matrix Composites- A Review. Mater. Today Proc. 2019, 18, 5530–5539. [Google Scholar] [CrossRef]
- Zhong, C.; Tang, X.; Cheng, Y.F. Corrosion of steel under the defected coating studied by localized electrochemical impedance spectroscopy. Electrochim. Acta 2008, 53, 4740–4747. [Google Scholar] [CrossRef]
- Upadhyay, V.; Battocchi, D. Localized electrochemical characterization of organic coatings: A brief review. Prog. Org. Coat. 2016, 99, 365–377. [Google Scholar] [CrossRef]
- Sinebryukhov, S.L.; Gnedenkov, A.S.; Mashtalyar, D.V.; Gnedenkov, S.V. PEO-coating/substrate interface investigation by localised electrochemical impedance spectroscopy. Surf. Coat. Technol. 2010, 205, 1697–1701. [Google Scholar] [CrossRef]
- Khangholi, A.; Revilla, R.I.; Lutz, A.; Loulidi, S.; Rogge, E.; Van Assche, G.; De Graeve, I. Electrochemical characterization of plasma coatings on printed circuit boards. Prog. Org. Coat. 2019, 137, 105256. [Google Scholar] [CrossRef]
- Yerokhin, A.L.; Shatrov, A.; Samsonov, V.; Shashkov, P.; Leyland, A.; Matthews, A. Fatigue properties of Keronite® coatings on a magnesium alloy. Surf. Coat. Technol. 2004, 182, 78–84. [Google Scholar] [CrossRef]
- Wasekar, N.P.; Ravi, N.; Suresh Babu, P.; Rama Krishna, L.; Sundararajan, G. High-Cycle Fatigue Behavior of Microarc Oxidation Coatings Deposited on a 6061-T6 Al Alloy. Metall. Mater. Trans. A 2010, 41, 255–265. [Google Scholar] [CrossRef]
- Zhao, Q.; Guo, X.; Dang, X.; Hao, J.; Lai, J.; Wang, K. Preparation and properties of composite MAO/ECD coatings on magnesium alloy. Colloids Surf. B Biointerfaces 2013, 102, 321–326. [Google Scholar] [CrossRef]
- Jian, S.-Y.; Lee, J.-L.; Lee, H.-B.; Sheu, H.-H.; Ou, C.-Y.; Ger, M.-D. Influence of electroless plating on the deterioration of the corrosion resistance of MAO coated AZ31B magnesium alloy. J. Taiwan Inst. Chem. Eng. 2016, 68, 496–505. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Effects of Current Frequency on the Microstructure and Wear Resistance of Ceramic Coatings Embedded with SiC Nano-particles Produced by Micro-arc Oxidation on AZ91D Magnesium Alloy. J. Mater. Sci. Technol. 2010, 26, 865–871. [Google Scholar] [CrossRef]
- Tong, P.; Sheng, Y.; Hou, R.; Iqbal, M.; Chen, L.; Li, J. Recent progress on coatings of biomedical magnesium alloy. Smart Mater. Med. 2022, 3, 104–116. [Google Scholar] [CrossRef]
- Ali, M.; Elsherif, M.; Salih, A.E.; Ul-Hamid, A.; Hussein, M.A.; Park, S.; Yetisen, A.K.; Butt, H. Surface modification and cytotoxicity of Mg-based bio-alloys: An overview of recent advances. J. Alloys Compd. 2020, 825, 154140. [Google Scholar] [CrossRef]
- Duan, H.; Du, K.; Yan, C.; Wang, F. Electrochemical corrosion behavior of composite coatings of sealed MAO film on magnesium alloy AZ91D. Electrochim. Acta 2006, 51, 2898–2908. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Si | Mn | Cu | Fe | Zn | Al | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| wt.% | 0.025 | 0.27 | 0.0017 | 0.0017 | 0.05 | 5.9 | 0.0014 | Bal. |
| Na2SiO3 | Na3PO4 | KOH | KF | C3H8O3 | Nano-SiO2 Powder |
|---|---|---|---|---|---|
| 5 g/L | 5 g/L | 2 g/L | 5 g/L | 2 mL/L | 5 g/L |
| Sample | Element | At% |
|---|---|---|
| MAO | O | 53.7 |
| Mg | 46.3 | |
| SiO2/MAO | O | 52.3 |
| Mg | 39.9 | |
| Si | 7.8 |
| Rs (Ω·cm2) | Rc (Ω·cm2) | CPEc (Ω−1·cm−2·s-n) | CPEdl (Ω−1·cm−2·s-n) | Rct (Ω·cm2) | |
|---|---|---|---|---|---|
| Mg | 13.7 | 0.720 | 537 | ||
| MAO | 15 | 84 | 0.5463 | 0.6731 | 18257 |
| SiO2/MAO | 6.647 | 2409 | 0.8851 | 0.9113 | 185,500 |
| Sample | Mg | MAO | SiO2MAO |
|---|---|---|---|
| Ecorr/V | −1.49 | −0.77 | −0.73 |
| Icorr/nA·cm2 | 66200 | 1120 | 2.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Mo, Y.; Dai, T.; Zhao, J.; Gu, Y. Local Electrochemical Corrosion Properties of a Nano-SiO2/MAO Composite Coating on an AM60B-Mg Alloy. Materials 2022, 15, 3999. https://doi.org/10.3390/ma15113999
Yang X, Mo Y, Dai T, Zhao J, Gu Y. Local Electrochemical Corrosion Properties of a Nano-SiO2/MAO Composite Coating on an AM60B-Mg Alloy. Materials. 2022; 15(11):3999. https://doi.org/10.3390/ma15113999
Chicago/Turabian StyleYang, Xiaoyu, Yu Mo, Ting Dai, Jie Zhao, and Yanhong Gu. 2022. "Local Electrochemical Corrosion Properties of a Nano-SiO2/MAO Composite Coating on an AM60B-Mg Alloy" Materials 15, no. 11: 3999. https://doi.org/10.3390/ma15113999
APA StyleYang, X., Mo, Y., Dai, T., Zhao, J., & Gu, Y. (2022). Local Electrochemical Corrosion Properties of a Nano-SiO2/MAO Composite Coating on an AM60B-Mg Alloy. Materials, 15(11), 3999. https://doi.org/10.3390/ma15113999