3.2. True Stress–Strain Curve Characteristics of GW94K Magnesium Alloy
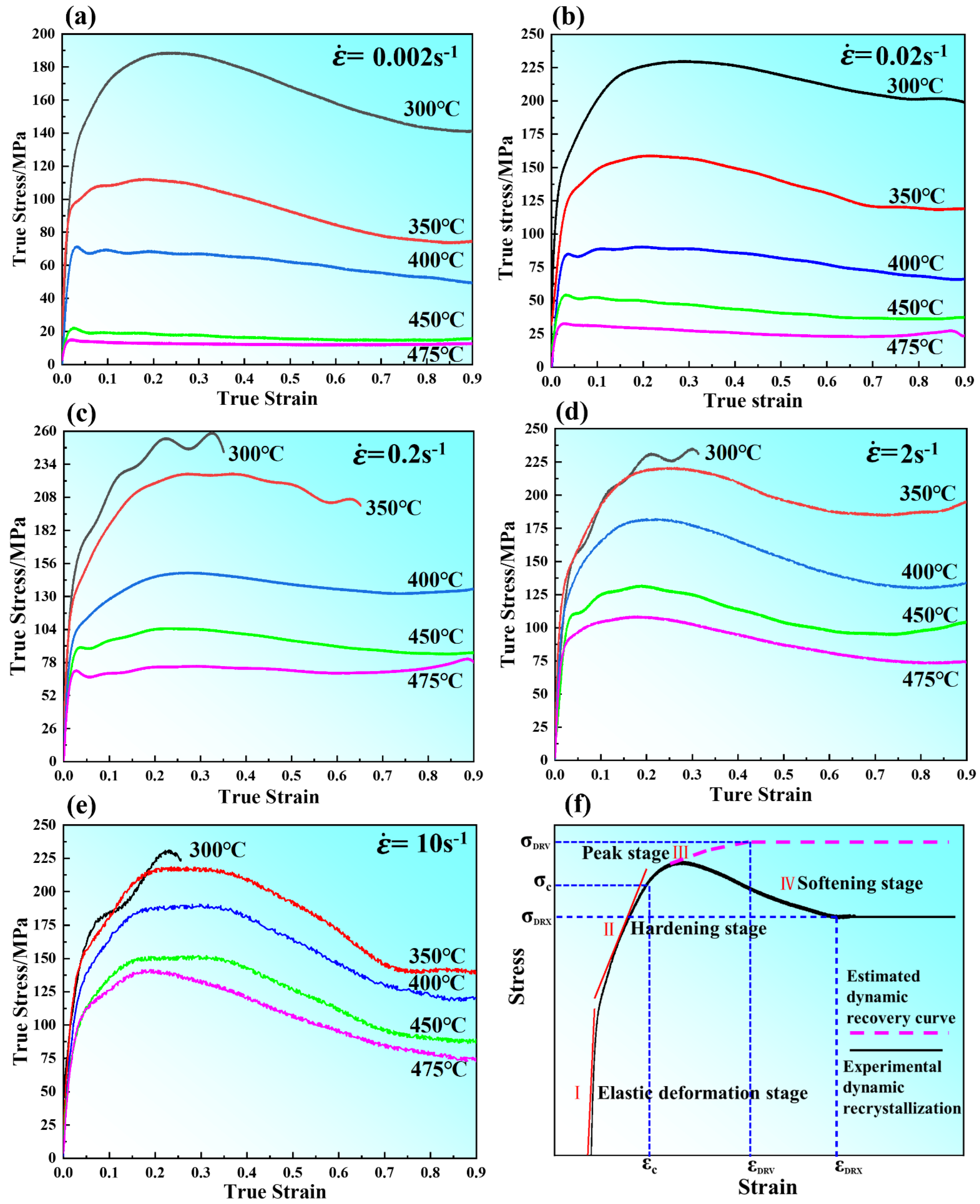
Figure 3 shows the true stress–strain curves under different deformation conditions, and the final strain values of the sample are 1.09, which indicates that the alloy had preferable formability. At the initial stage of deformation, the flow stress increased rapidly due to the work hardening caused by the generation and accumulation of many dislocations. With further deformation, dislocations accumulated and entangled to form dislocation walls, which hindered the movement of dislocations and increased the deformation resistance of materials until the flow stress reached the maximum. With the increase of strain, the softening effect caused by dynamic recovery (DRV) and dynamic recrystallization (DRX) made the flow stress decrease slowly, while the temperature rose rapidly and the stress decreased slowly, which was caused by the failure to dissipate the heat generated by plastic deformation in time. Similar stress–strain curves have been observed in other magnesium alloys as well [
23,
24,
25]. At a relatively low strain rate (0.002 s
−1~0.2 s
−1) and a relatively high compression temperature (450 °C~475 °C), the flow stress reached its peak and then presented a steady flow (
Figure 3a–c), which indicates that the competition between work-hardening and work-softening reached a dynamic equilibrium when the strain exceeded a certain value, under this deformation condition, the work hardening rate decreased with the increase of temperature, indicating that DRX occurred earlier. Moreover, the flow stress curve composed of the work hardening regime and work softening regime showed typical DRX features due to the strong DRX softening and weak strain hardening. However, while at a low temperature (300~350 °C) and a relatively high strain rate, the flow curves exhibited higher peak stress and corresponding peak strain due to the strong strain hardening and weak DRX softening. Therefore, the flow stress exhibited a sharp decrease or premature termination due to fracture, as shown in
Figure 3c–e.
Table 1 shows the failure strains of the specimens deformed at relatively low compression temperature.
Figure 3f shows the schematic of dynamic recovery (DRV) and dynamic recrystallization (DRX) of materials during the rheological process. During dynamic recrystallization materials, such as close-packed hexagonal materials, with the increase of strain, the flow stress increased due to the occurrence of dynamic recovery (DRV) until the critical strain(
εc) was reached, at which the generation and annihilation of dislocations offset each other. With further straining, the dynamic recrystallized material exhibited a peak (
σp) above critical stress (
σc), at which dynamic recrystallization initiated followed by a work softening process, as shown by the black line in
Figure 3f. However, the low stacking fault energy (face-centered cubic) metals reached steady-state stress under critical strain (
εDRV) during deformation, and a further increase in strain (above
σp) did not result in a decrease in stress, shown by a pink dotted line in
Figure 3f. In this Figure, the curves can be divided into four stages [
26]. Stage(I) is the elastic deformation segment; the flow stress increased almost linearly where the sub-grains formed due to dislocation generation and multiplication. Stage (II) with the hardening stage occurred and the curve slope decreased due to the dynamic recovery rate slowing. In stage (III), the effect of DRV was the strongest because the softening effect of DRV cannot be counteracted with the work hardening effect, which leads to the continuous increase of flow stress until the peak stress. Then, in stage (IV) the dynamic recrystallization took place when the strain reached a critical value. With further deformation, the complete dynamic recrystallization occurred.
The purpose of evaluating the variations of work hardening rate (
θ =
dσ/
dε) and true stress (
σ) of the material is to accurately determine the true stress and corresponding true strain values at the initiation of DRX. The determination of the beginning of DRX is related to the inflection point of strain hardening rate (
θ) versus flow stress (
σ) curve according to abbas NAJAFIZADEH [
27] and H. J. McQueen’s [
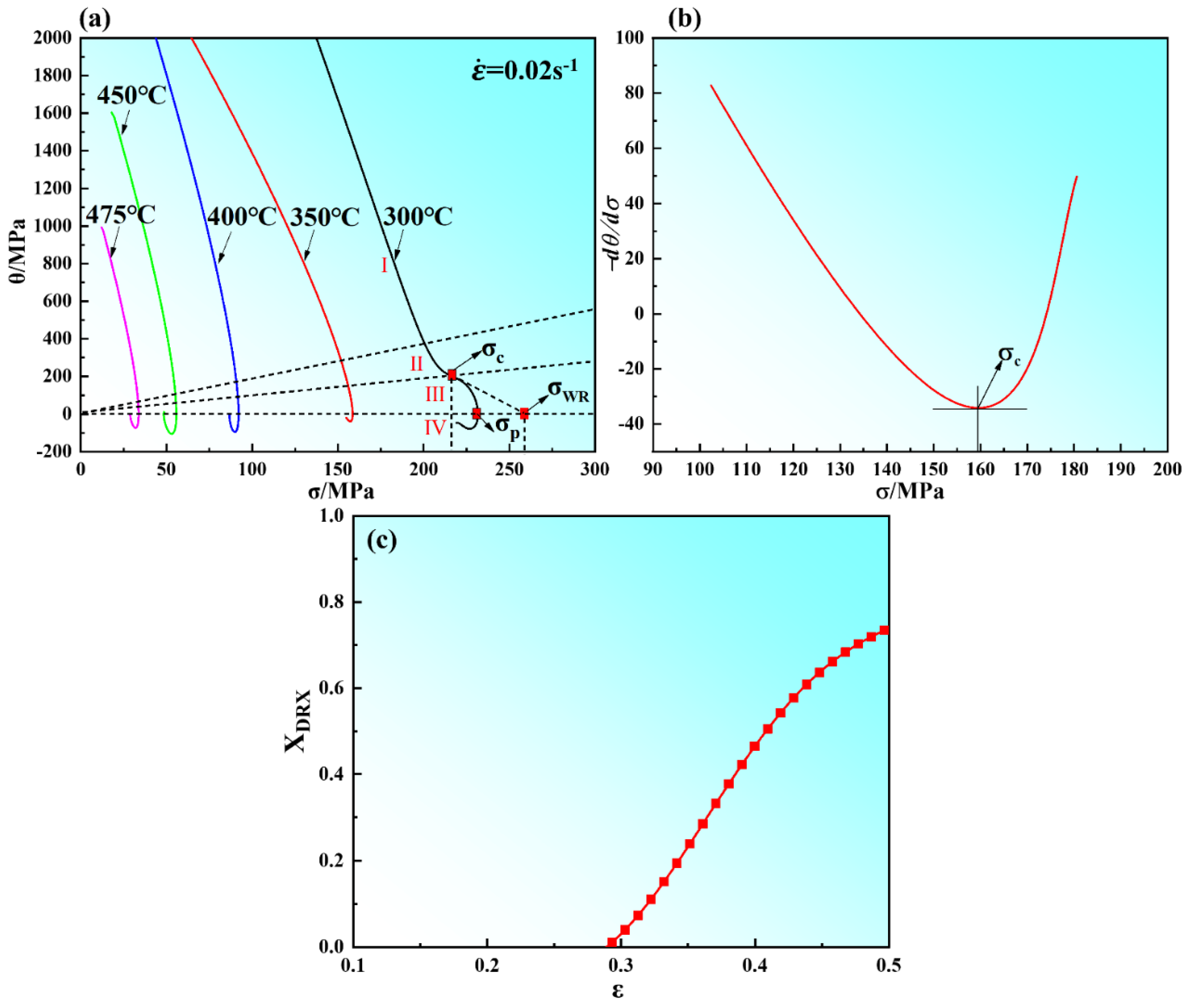
28] method. The relationship between the strain hardening rate (
θ) and flow stress (
σ) with a strain rate of 0.02 s
−1 is shown in
Figure 4a. The peak stress value (
σp) is obtained from the curve at which the strain hardening rate
θ is zero (in
Figure 4a). The stress
σWR is the steady stress of materials during work hardening and dynamic recovery [
29], which is obtained by the extrapolation of the
θ vs.
σ. The initiation of the DRX process is expressed by the inflection point (
σc) of the curve in
Figure 4a and the lowest point (
σc) of the curve in
Figure 4b. From
Figure 4a, the peak stress decreased with the decrease of strain rate and the increase of compression temperature. This is attributed to the relatively low strain rate can provide enough time for DRV and DRX. At elevated temperatures, DRV and DRX occur relatively fully and the softening effect is enhanced. In this Figure, the curves also can be divided into four stages [
30,
31]; this is consistent with the results of the analysis in
Figure 3f. From the stress–strain curves, the volume fraction of DRX that the specimen is deformed at 0.02 s
−1 and 450 °C can be calculated and is shown in
Figure 4c.
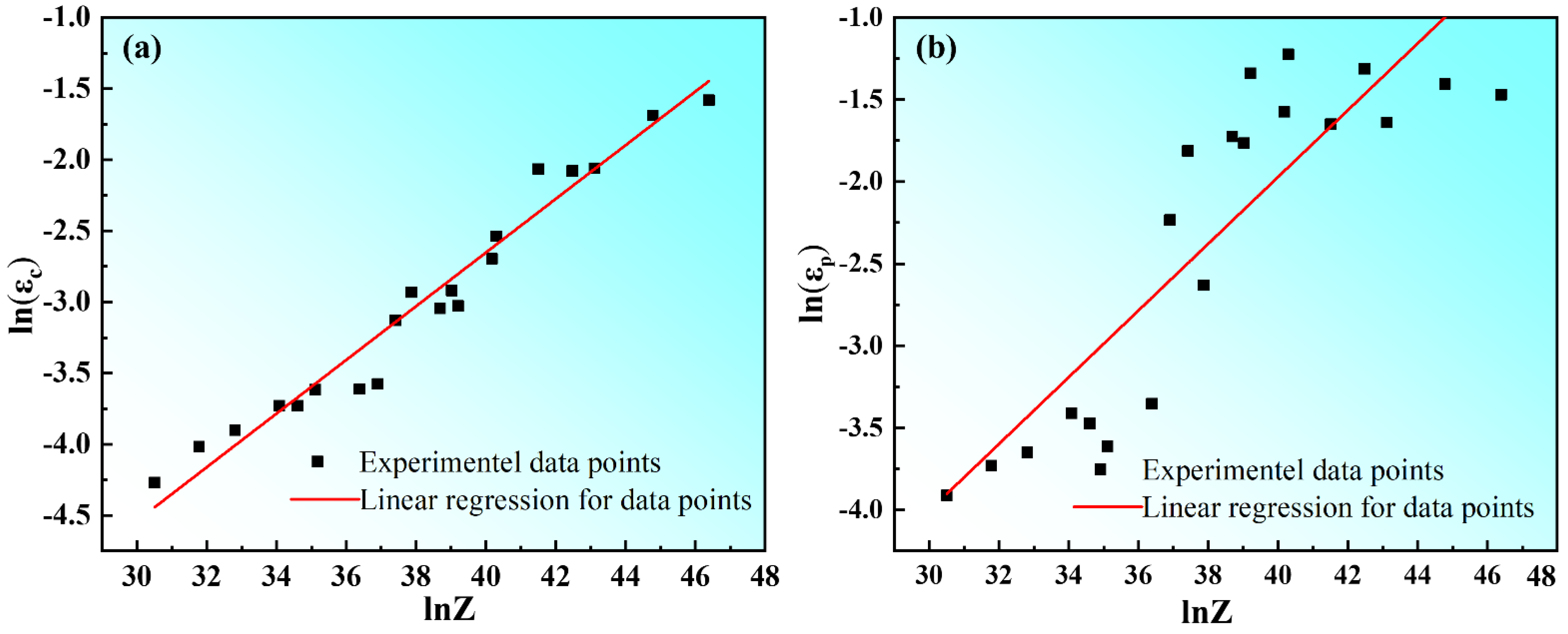
Figure 5 shows the relationship between critical strain (
εc), peak strain (
εp), and Zener–Hollomon parameters of the Mg–8.7Gd–4.18Y–0.42Zr magnesium alloy. An earlier study [
32] indicated that the relationship between the critical strain (
εc) and the peak strain (
εp) was in the range of (0.6~0.85)
εp as the critical strain to express the beginning of dynamic recrystallization. The results in
Table 2 show that the ratio of critical strain to peak strain ranged from 0.72 to 0.77, with an average value of 0.74.
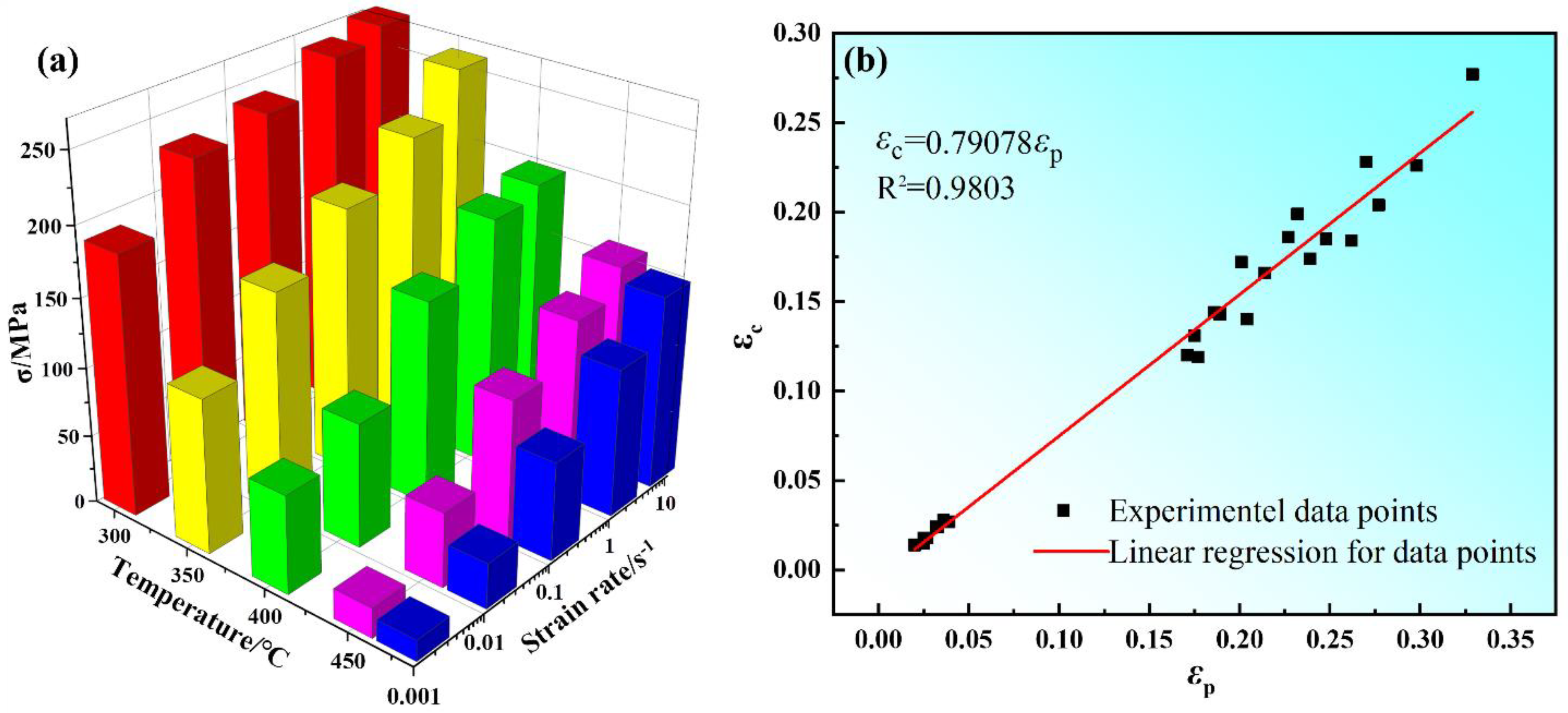
Figure 6a shows the sensitivity of peak stress of Mg-8.7Gd-4.18Y-0.42Zr magnesium alloy to compression temperature and strain rate. Firstly, when the strain rate was constant, the peak stress decreased with the increase of compression temperature. Secondly, the peak stress increased with the increase in strain rate. This was attributed to the thermal activation energy of materials being low at relatively low compression temperature, and dislocations proliferate and entangle with each other, which leads to the decrease of softening effect caused by dynamic recovery and dynamic recrystallization. The fact that a relatively low strain rate will provide enough time for DRV and DRX.
Figure 6b shows the relationship between critical strain (
εc) and peak strain (
εp). It is indicated that
εc has a good linear relationship with
εp. This is consistent with the earlier studies [
33,
34]. Through regression analysis, the empirical equations are obtained as follows:
3.3. Deformation Action Energy and Constitutive Relation
The constitutive equation can be used to determine the process parameters for the thermo-mechanical deformation of alloys, which can indicate the deformation resistance of materials without the deformation parameters during thermo-mechanical deformation. Compression temperature and strain rate have a significant influence on the variation trend of flow stress and the occurrence of DRX. The relationship between strain rate, flow stress, and compression temperature was proposed by Arrhenius and described by the most common constitutive equation model as follows [
24,
26,
35]:
where
and
T are strain rate and compression temperature,
R and
Q are ideal gas constant (8.31 J/mol) and deformation activation energy,
n is the stress exponent,
A and
α are dimensionless material constants. When
x is very small, sinh(
x) approximately is
x, when
x is very large, sinh(
x) about equals
ex/2 by the mathematical analysis. Therefore, when
ασ < 0.8 and
ασ > 1.2, respectively, the Formula (3) can be expressed by Equations (4) and (5).
where
A1,
A2, and
n1 are mathematical constants. Sellars and McTaggart [
36] proposed a semi-empirical equation, Based on which the Zener–Holloman parameter expression can be used to describe Equation (3), which indicates the relationship between
Z,
, and
T.
Thus, the expression for
Z can be obtained from the Equations (1) and (3) and Equations (1) and (6).
From Equation (7), the relationship between
σ and
Z can be obtained as follows.
By taking natural logarithms on both sides of Equations (3)–(5), the following three expressions can be obtained.
The expression of deformation activation energy
Q was obtained by taking partial differential on both sides of Equations (6) and (7).
According to Equations (9)–(11),
n1 =
∂ln
/
∂σ,
α can be obtained by the ratio of
β to
n1 (
α = β/n1). The stress
σ and strain rate
are substituted into Equations (9)–(11), and the relationships of ln
-ln(sinh(
ασ)) ln
-ln(
σ), ln
-
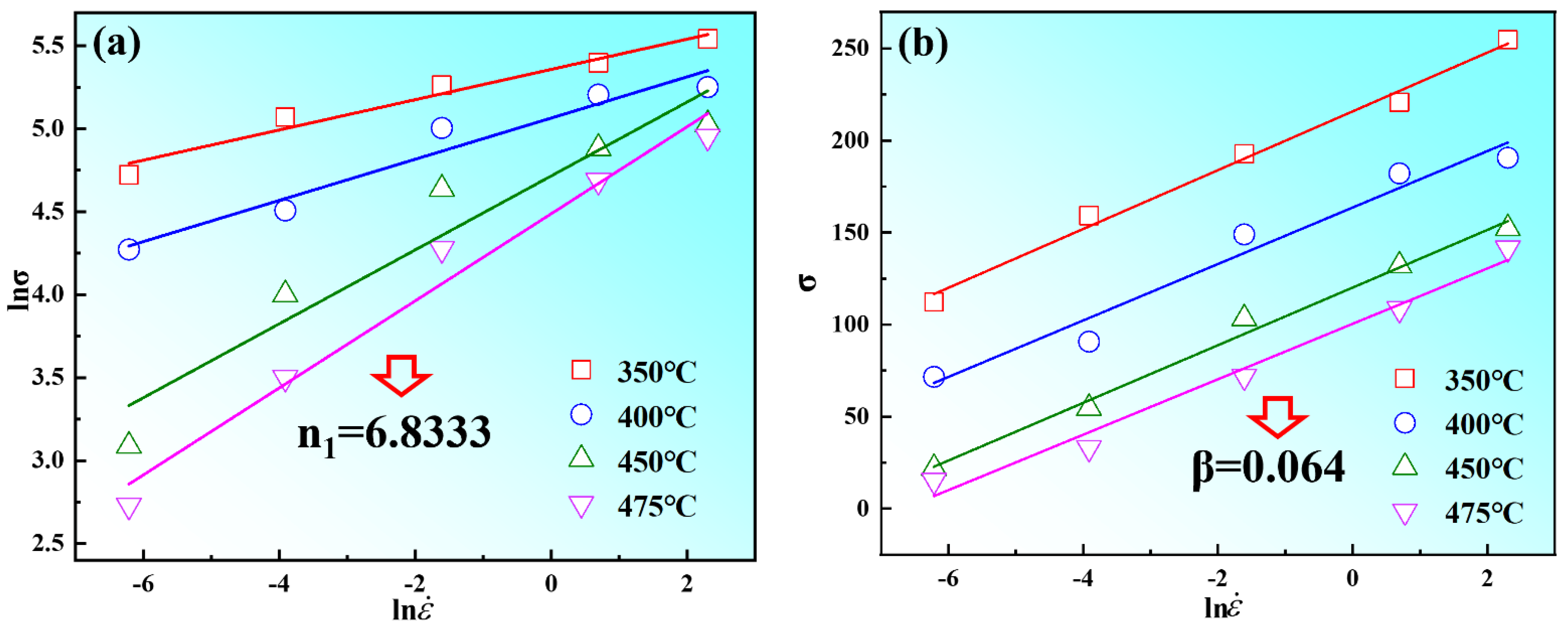
σ, are linearly fitted, respectively. From
Figure 7, there is a good linear fitting relationship between peak stress
σp and strain rate
. The values of
n1 and
β are calculated as 6.833 and 0.064, according to
Figure 7a,b. Therefore, the value of
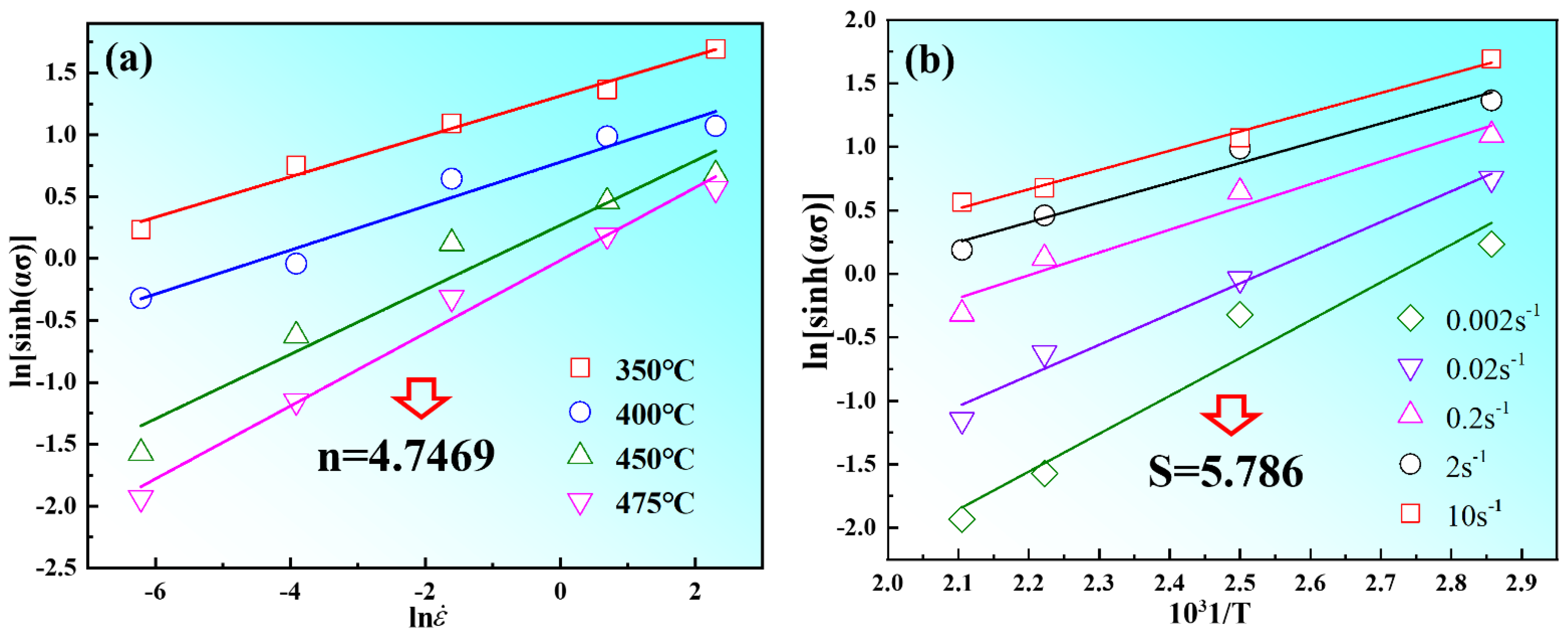
α was determined to be 0.0094. In Formula (12), the first item is the average slope (
n) of 4.74, as shown in
Figure 8a; the second term is the average slope (
S) of 5.78, which is determined by the linear fitting of ln[sinh(
ασ)]−1/
T, as shown in
Figure 8b. Therefore, the thermal activation energy of Mg-8.7Gd-4.18Y-0.42Zr alloy can be calculated as 227.67 KJ/mol in this experiment.
Equation (13) was acquired by taking natural logarithms of both sides of Equations (6) and (7).
The values of
Q and
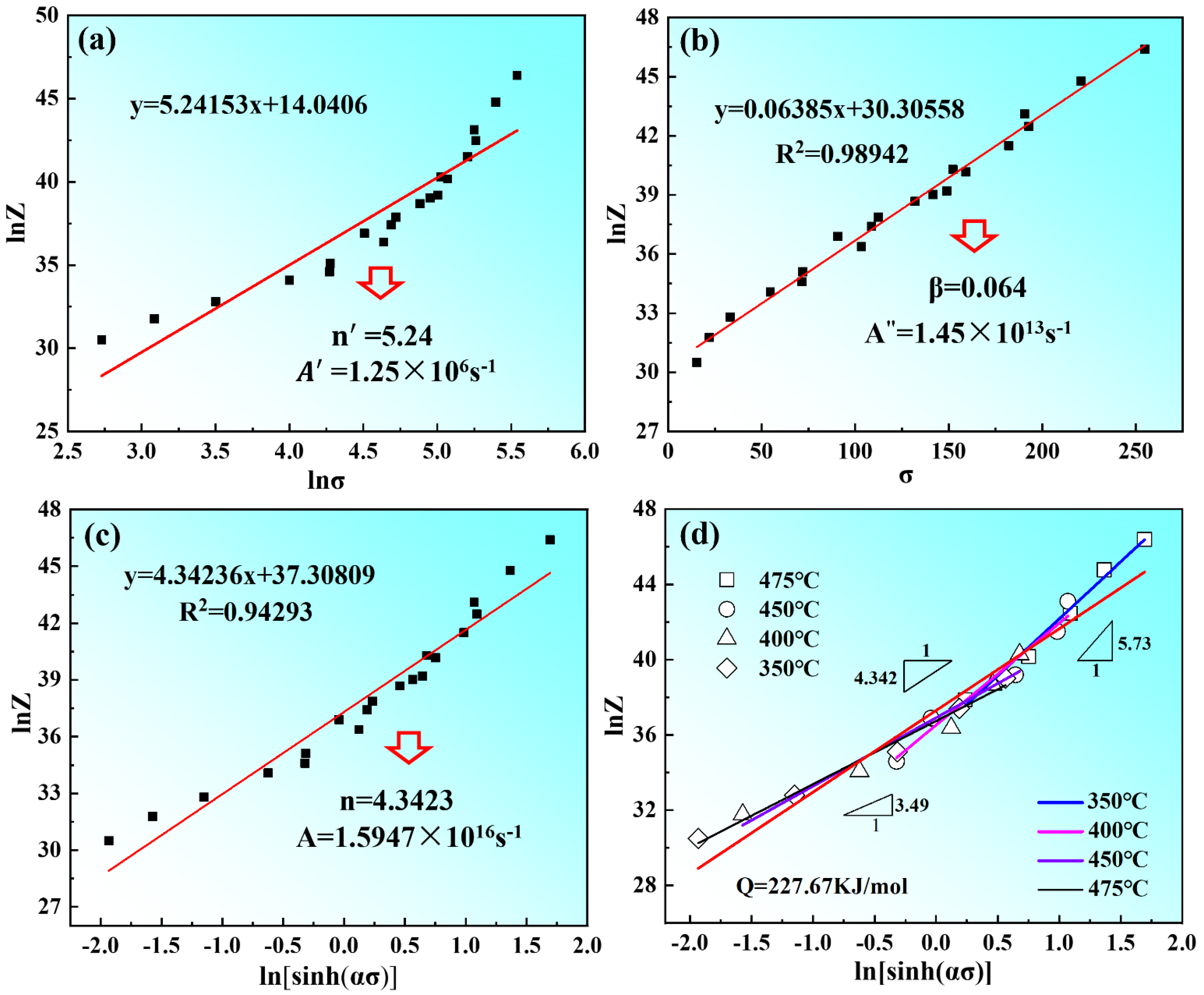
Z parameters under different deformation conditions can be obtained according to Equation (13). The linear relationships of ln
Z-ln
σ and ln
Z-
σ are used to calculate the values of
n′ and
β are 5.24 and 0.064, respectively, according to the slope and intercept of the fitting line, as shown in
Figure 9a,b. Thus, the values
A′ of and
A″ are determined to be 1.25 × 10
6 and 1.45 × 10
13. The linear relationship of ln
Z-ln[sinh(
ασ)] is used to determine the values of
n and
A are 4.34 and 1.59 × 10
16, respectively, are shown in
Figure 9c. When substituting the values of
A and
n into Equations (3) and (8), the constitutive equation of the as-solutioned Mg-8.7Gd-4.18Y-0.42Zr alloy can be expressed as:
The result of the linear relationship of ln
Z-ln[sinh(
ασ)] is shown in
Figure 9d. In general, the stress exponent
n was utilized to linearize the data, which can be obtained according to the slope of the fitting line in the range of 350 °C~475 °C. It can be found that two lines with a slope of 3.49 and 5.73 indicated that all the data were divided into two regimes, the low-stress regime and the high-stress regime. The dividing point was
σ equal to 150 MPa and ln
Z equal to 36. In the low-stress region with a stress exponent of 3.49, the corresponding deformation temperature is in the range of 450–475 °C, which indicates that the creep deformation is controlled by dislocation slip or cross slip. In the high-stress region with a stress exponent of 5.73, the corresponding deformation temperature ranged from 350–400 °C, which indicates that the creep deformation was controlled by dislocation climbing [
22,
37].
3.4. Hot Processing Map of the Mg-8.7Gd-4.18Y-0.42Zr Alloy
It is well known that the hot processing map which is superimposed by the power dissipation map and the instability map in the space of strain rate and compression temperature and can be used to determine the optimum hot deformation parameters. In this study, the hot processing map of Mg-8.7Gd-4.18Y-0.42Zr magnesium alloy was established based on the dynamic material model (
DMM); that is, the alloy can be considered as a system during the thermo–mechanical process, and the total energy (
P) obtained from the outside of alloy can be divided into the energy consumed by plastic deformation (
G) and microstructure transformation (
J), the expression is written as follows:
The strain rate sensitivity index
m of the alloy is related to the content
G and
J, which is determined by the relationship between the flow stress and strain rate. Therefore, the
m can be written as follows:
The dissipative force (
J) is defined as follows [
10]:
where
m varies in the range of 0 to 1, when
m = 1, the material is in an ideal linear dissipative state, then
J reaches the maximum value:
The power dissipation factor is obtained by comparing the Equations (19) and (20):
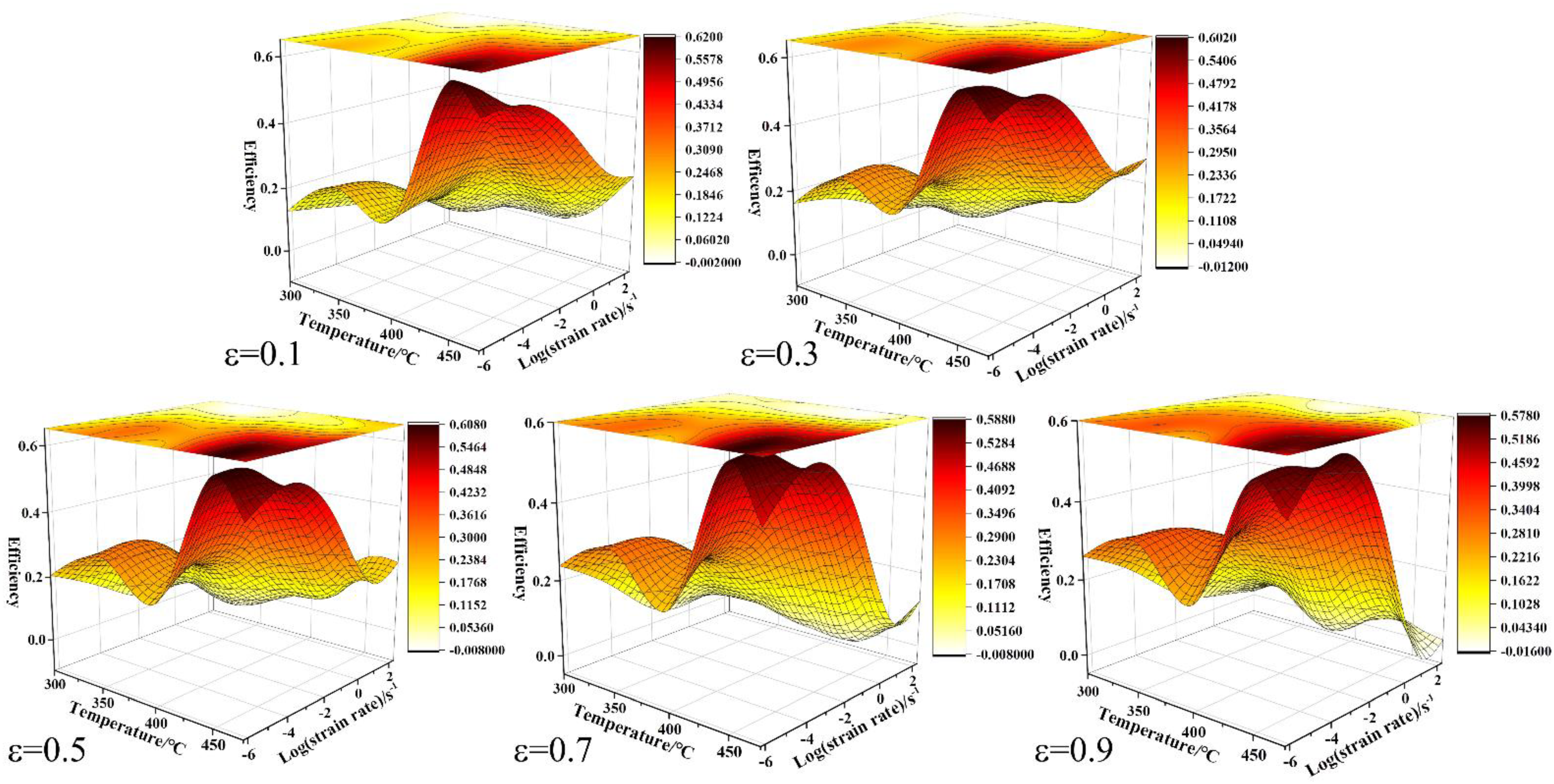
The microscopic deformation mechanism of the alloy under the conditions of deformation temperature and strain rate is elucidated. The power dissipation diagram can reflect the variation of
η with temperature and strain rate. The power dissipation efficiency (
η) can be calculated and presented by a three-dimensional diagram, as shown in
Figure 10. It is found that the relatively dark color represents the region with the highest power dissipation efficiency (
η) in the power dissipation diagram. Obviously, there are obvious differences between different strains. Firstly, the power dissipation efficiency (
η) is the lowest under the condition of high strain rate and low deformation temperature. Secondly, when the strain rate is low and the deformation temperature is high, the maximum power dissipation efficiency can be obtained, such as the deformation condition of 450 °C/0.002 s
−1. Thirdly, the dense contour lines gradually expand to the low temperature and low strain rate region with the increase of strain. It was found that the power dissipation efficiency diagram showed an obvious feature of a relatively dark color at low temperature and a low strain rate when the compression strain was 0.9.
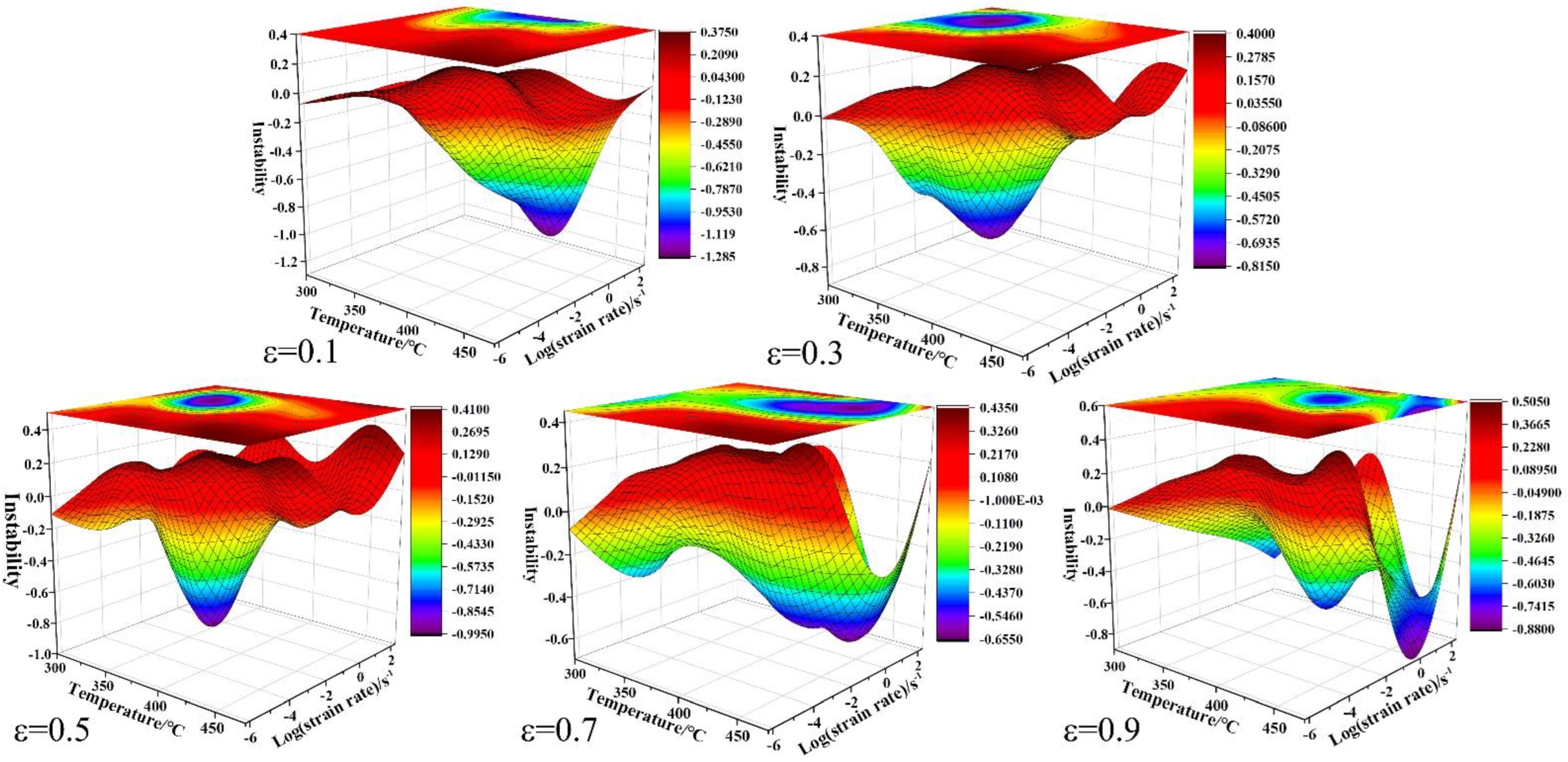
According to the principle of power dissipation, the inequality of instability condition is expressed as follows:
where
ξ(
) is the instability parameter. The instability diagram can be used to describe the variation of instability parameter
ξ(
) with temperature and strain rate. The safety condition of hot processing of alloys can be found in the instability map; that is, the instability domain is characterized by
ξ(
) > 0. The instability diagrams obtained at a strain of 0.1, 0.3, 0.5, 0.7, and 0.9 are shown in
Figure 11, where the rainbow zones represent the unstable flow and the instability domain featured by negative
ξ(
), while the red zones represent the safe deformation. It was found that the region of unstable flow gradually expanded with the increase of true strain. Especially, the unstable flow expanded to the high strain rate domain when the true strain increased to 0.7 and 0.9.
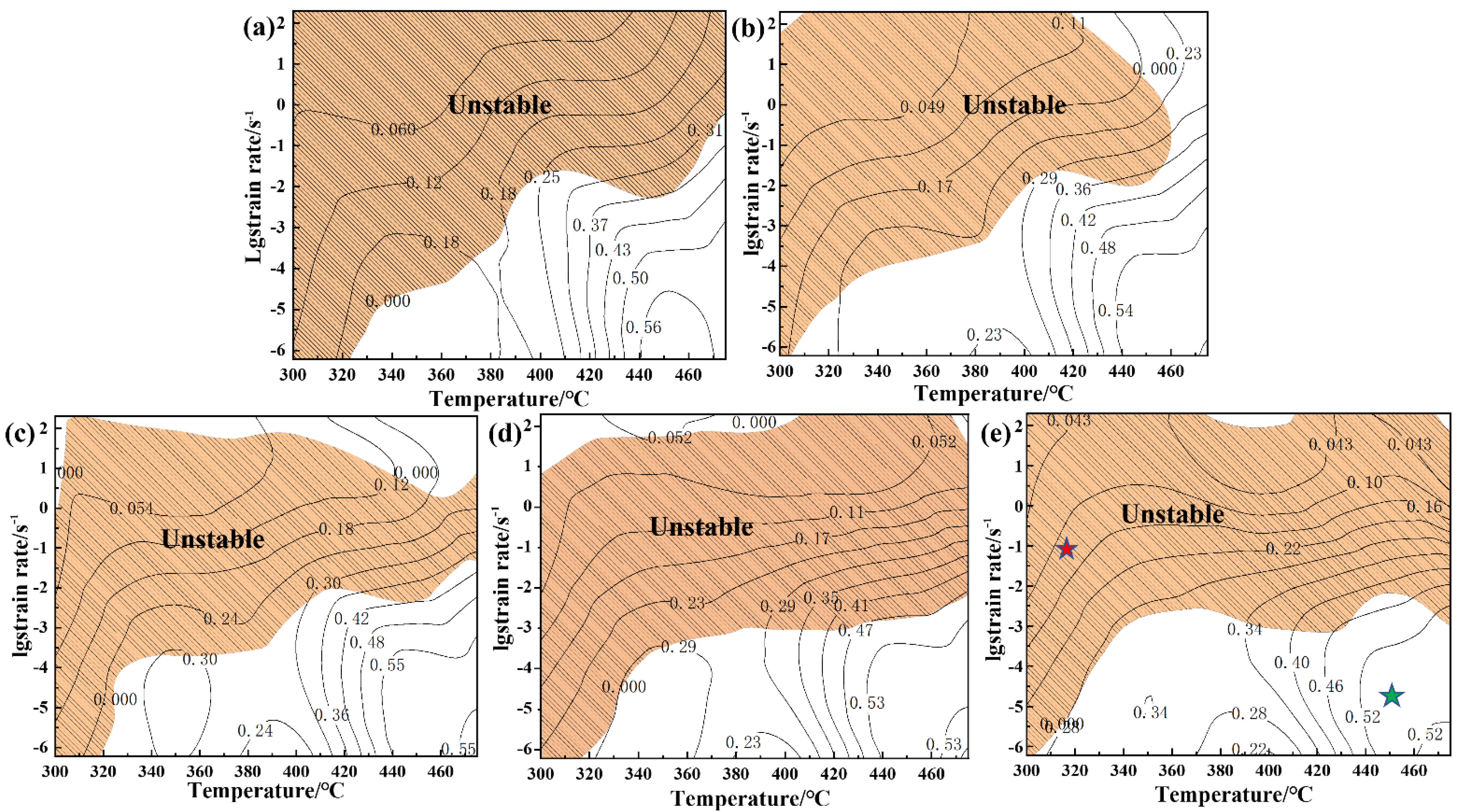
Figure 12 exhibits the hot processing maps of Mg-8.7Gd-4.18Y-0.42Zr alloy at strains 0.1, 0.3, 0.5, 0.7, and 0.9, respectively, which are gained by superimposing the power dissipation diagram and the instability diagram. In these maps, the contour line values represent the power dissipation values (
η), and the shaded domains represent the unstable deformation under different strains. Comparing the hot processing map under different strain levels. It can be found that the region with larger power dissipation efficiency (
η) is almost concentrated in a relatively fixed range that is a low strain rate and high deformation temperature. There is no obvious change in the safety deformation domain, resulting in some slight changes in the corresponding compression temperature and strain rate.
Figure 12e shows the hot processing map with the strain of 0.9, in which the values of power dissipation efficiency under different deformation conditions are given and divided into two regimes. The first state indicates that the power dissipation efficiency (
η) of the studied alloy is less than 0.1, the corresponding deformation condition is in the range of 300–350 °C, and the strain rate is higher than 0.2 s
−1 shown by the red symbol in
Figure 12e.
Figure 13b shows the microstructure images of the instability zone (300 °C/2 s
−1). It is found that there is no clear fine grain except for the micro-crack caused by the unstable process, visible under a low magnification of 200×. The phenomenon of flow instability is caused by the initiation and propagation of microcracks, which is attributed to the failure of heat generated by plastic deformation to transfer to the surrounding area in time. For Mg alloy with an HCP crystal structure, the prismatic and pyramidal slip cannot be fully activated at a low deformation temperature due to does not satisfy the slip rule. With the increase of strain, the slip directions of adjacent grains are quite different, and dislocations are effectively blocked at the interface of the grains. Then the accumulation of dislocations at grain boundaries indicates that there may be strong plastic strain incompatibility and high stress concentration near grain boundaries. Therefore, when the distortion degree of a certain part exceeds the critical value, the interface crack begins to nucleate. The second state represents that the energy dissipation efficiency (
η) of the alloy is greater than 0.4, and the compression temperature of 400–475 °C with the strain rate is lower than 0.02 s
−1 shown by green symbol. For the metals with low stacking fault energy, the maximum power dissipation efficiency of DRX is approximately 0.35, such as magnesium alloy. Nevertheless, it is about 0.5 for metals with high stacking fault energy [
21]. The optical microstructure of the alloy deformed under these deformation conditions is shown in
Figure 13c, corresponding to the red marked area in
Figure 12e. There is a large number of fine DRX grains in initial grain boundaries. The hot deformation microstructure of Mg-8.7Gd-4.18Y-0.42Zr magnesium alloy gradually changed into a fully dynamic recrystallization microstructure with the increase of energy dissipation efficiency (
η). However, the nucleation of dynamic recrystallization grains may occur at distorted grain boundaries, deformation bands, and twining grain boundaries with higher energy. Therefore, the flow instability region and safe deformation region can be determined by a hot processing map. However, it is necessary to undertake further detailed observation of the metallographic microstructure to explain, verify and confirm the mechanism, which will be discussed in the following sections.
3.5. Microstructure Evolution
Figure 14 shows the optical metallographic microstructure of the specimens under different strain conditions at 300 °C. The location of the examined microstructure and the schematic of compression direction is shown in
Figure 14e. With the strain of 0.1, a great number of lenticular and intersecting twins were observed in the original grains. The angle between twins and compression direction was about 45°. When the strain rate was 0.3, the nucleation sites of DRX were transferred from the twin intersection towards the grain interior, and the necklace-like structures composed of fine DRX grains were formed. The dynamically recrystallized grains in the original grains by the bigger magnification are clearly observed in
Figure 14(b1). Further increasing the compressive strain of 0.7. It can be observed that there were a great number of DRX grains in the grain and along the grain boundaries. The phenomenon of twin–twin intersections disappeared and there were some lenticular twins that appeared in the grains. With the strain increased to 0.9, the volume fraction of recrystallized grains increased with increasing strain. However, the microstructure of the alloy was still inhomogeneous, consisting of squashed grains and fine recrystallized grains, as shown in
Figure 14.
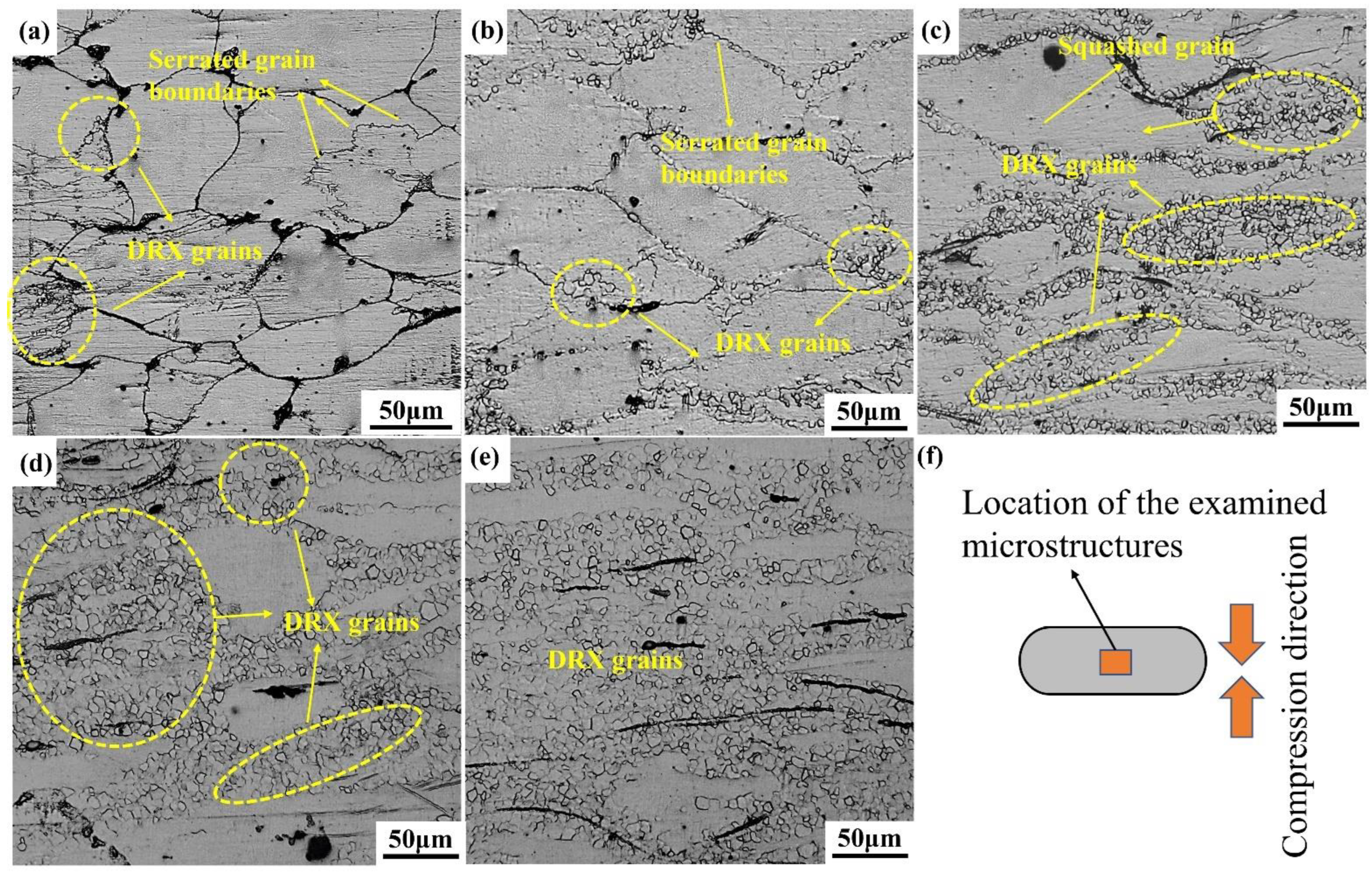
Figure 15 shows the microstructure of samples with different strains at 400 °C and 0.02 s
−1, which correspond to specimens gained near the relatively higher efficiency conditions. When the compressive strain was 0.1, it was clearly observed that the original grain boundary exhibited the phenomenon of bowing out, demonstrating serrated grain boundary characteristics. Meanwhile, there were some DRX grains appearing in the vicinity of the initial grain boundaries. Further increasing the strain to 0.3, it can be seen from
Figure 15b that many fine DRX grains exist along the initial grain boundaries and at the grain boundary triple junctions, while the serrated grain boundaries were observed. Ponge et al. [
38] have shown that the fluctuation of grain boundary growth shape is the main reason for the initiation of DRX. Further increasing strain, the volume fraction DRX increased and expanded towards the inner of the initial grains. On the one hand, with the increase in deformation temperature, the kinetic energy between atoms increases, and more and more slip systems were opened, which led to the development of deformation in a favorable direction. On the other hand, with the increase of slip systems, the probability of dislocation interlacing in each slip system increased and led to the rapid increase of energy storage in the alloy, which provided favorable conditions for the occurrence of dynamic recrystallization in the later stage. It is well known that the dynamic recrystallization process can be divided into continuous dynamic recrystallization (CDRX) and discontinuous dynamic recrystallization (DDRX). The continuous dynamic recrystallization is characterized by deformation-induced dislocation accumulation, entanglement, dislocation wall, and dislocation cell formation. With the increase of strain, low angle grain boundaries (LAGBs 2–15°) gradually transform into large angle grain boundaries (LAGBs > 15°) [
39]. Discontinuous dynamic recrystallization is a classical type of dynamic recrystallization, which mainly occurs during the thermal deformation of low-stacking fault energy metals. It is characterized by the nucleation of new grains by bowing out of initial grain boundaries, local migration, accumulation, and rearrangement of internal dislocations, then the growth of newly nucleated recrystallized grains through migration of the grain boundaries. Finally, leading to all the un-recrystallized grains are consumed completely. Based on what has been discussed above, it is concluded that the mechanism of dynamic recrystallization is discontinuous dynamic recrystallization. However, From the true stress–strain curve shown in
Figure 3a–c, which shows that the peak stress is almost equal to the steady-state stress during steady-state flow, it is concluded that the recrystallization mechanism is considered to be continuous dynamic recrystallization [
40].
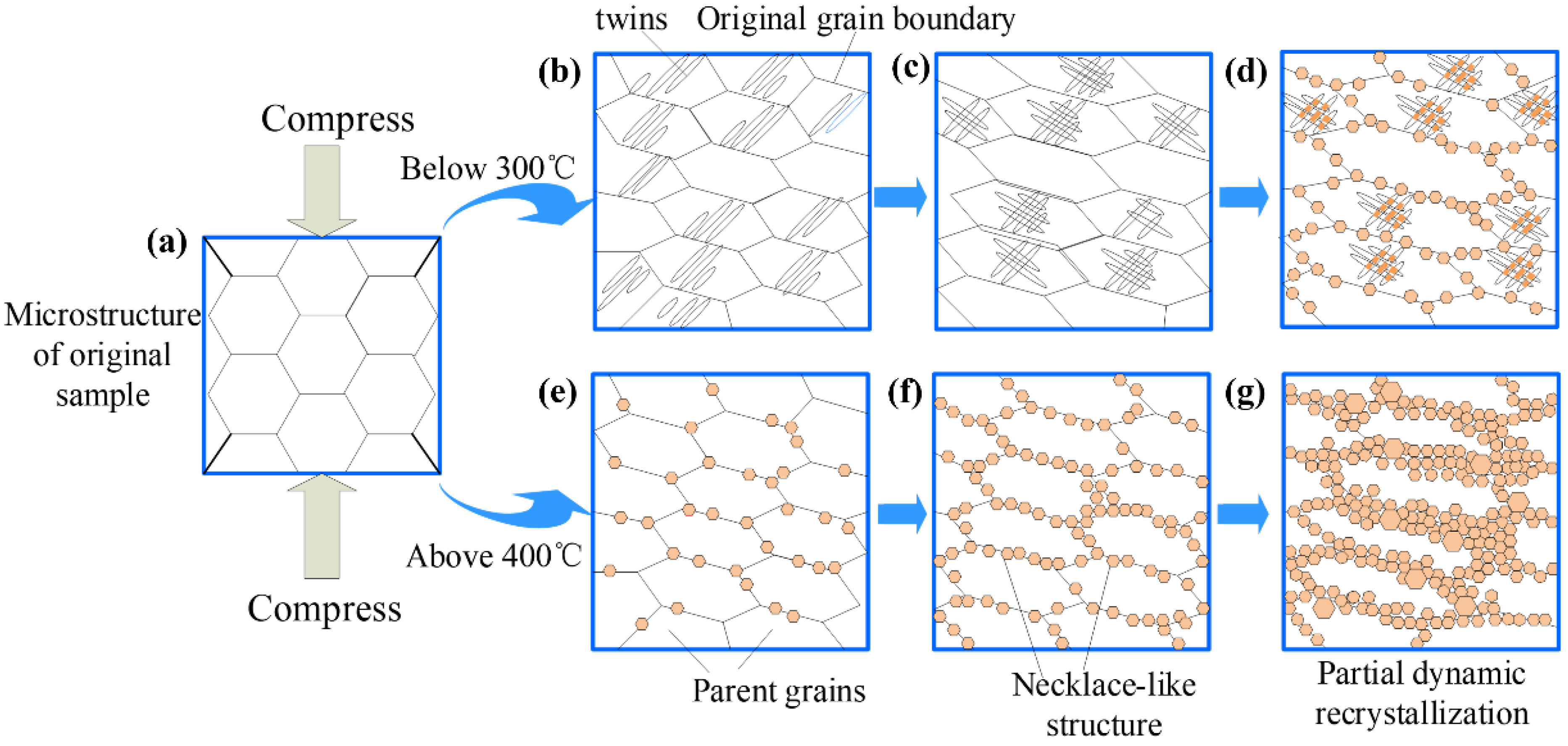
The dynamic recrystallization mechanism of Mg-8.7Gd-4.18Y-0.42Zr magnesium alloy under different deformation conditions is expounded, as shown in
Figure 16. The microstructure of the original specimen is composed of equiaxed grains. When the compression temperature is below 300 °C, the microstructure starts with the formation of lenticular twins, as shown in
Figure 16b, while the dislocations are also activated [
41]. With the increase of strain, the phenomenon of twin–twin intersections commences appearing, in which DRX grains gradually nucleate and grow up. Then the volume fraction of DRX grains gradually increased and began to expand outward with further increasing strain, while the DRX grains nucleate and grow up along the initial grain boundaries, as shown in
Figure 16d. Compared with the compression temperature above 400 °C, DRX grains proceed from nucleating at the original grain boundary at the early deformation stage. Supposing dynamic recrystallization results in grain refinement, the necklace-like typical recrystallized structures are generally observed. With further increase of strain, DRX grains gradually expand inward the original grains shown in
Figure 16g. Therefore, When the compression temperature is above 400 °C, DRX grains nucleate preferentially at the original grain boundary, Then gradually expand inward with the increase of strain. Nevertheless, Under the deformation conditions below 300 °C, the DRX grains nucleate preferentially at the twin–twin intersections in the parent grains and gradually expand outward with the increase of strain.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}