
Prediction Model of Sound Signal in High-Speed Milling of Wood–Plastic Composites


Abstract
:1. Introduction
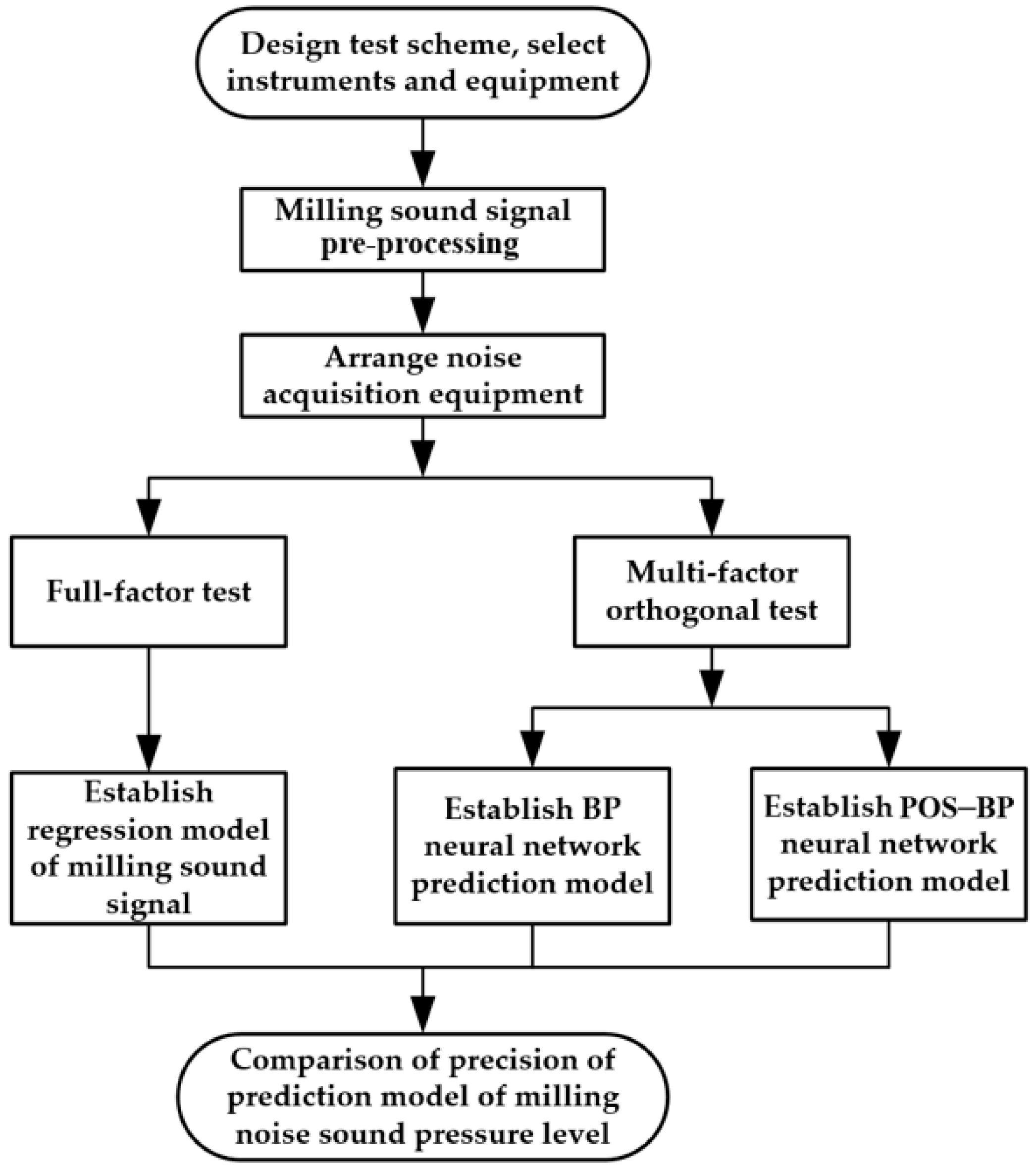
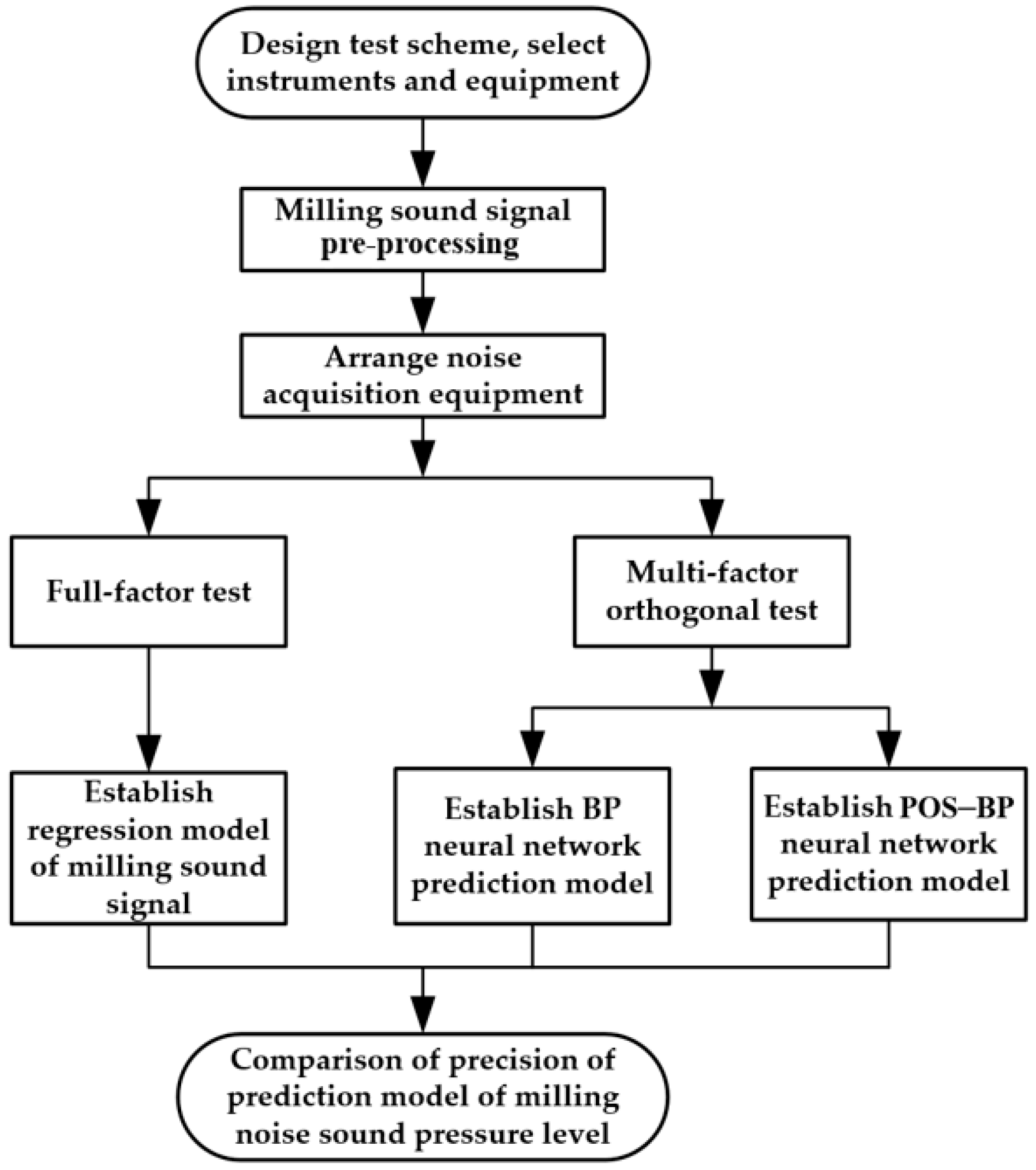
2. Experimental Scheme and Design
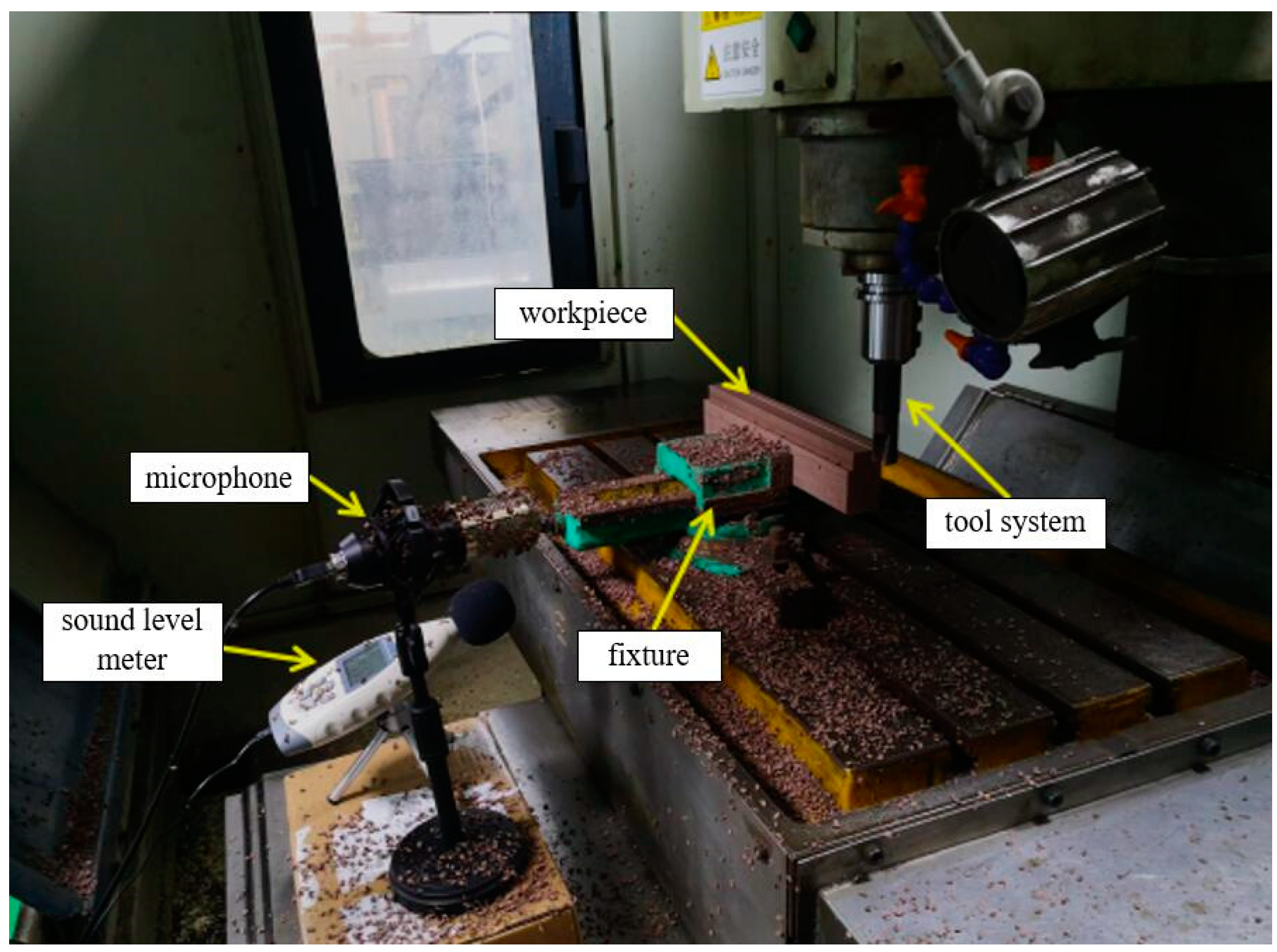
2.1. Experimental Conditions
2.2. Experimental Design
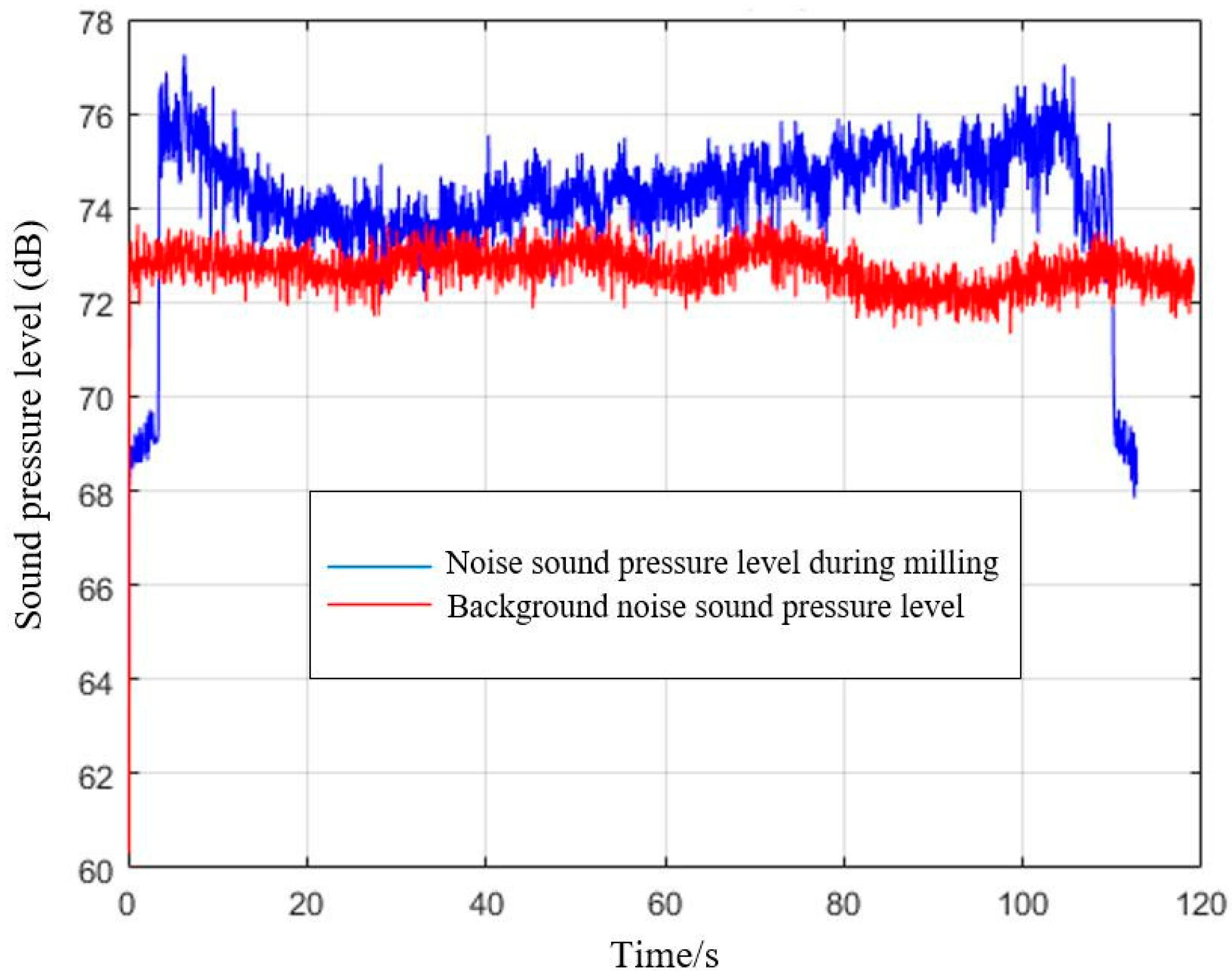
3. Milling Sound Signal Pre-Processing
4. Regression Model and Verification of Milling Sound Signal in Full-Factor Test
5. Prediction Model of Milling Sound Signal Based on BP Neural Network Optimized by PSO
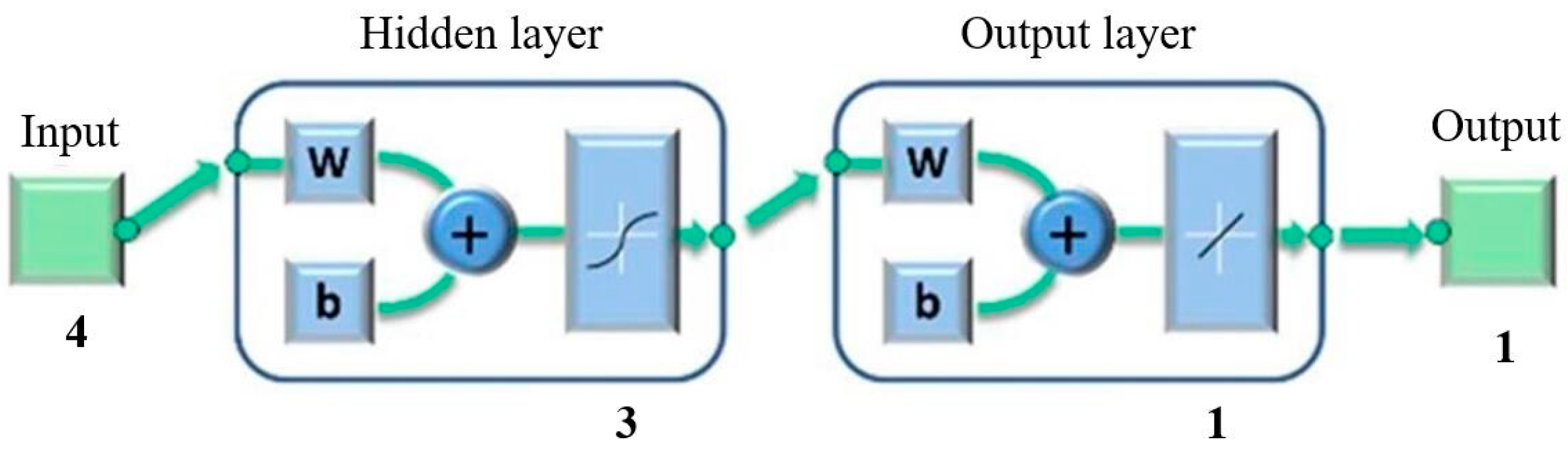
5.1. Construction of BP Neural Network Prediction Model
5.2. Optimization of BP Neural Network by PSO
5.3. Network Training and Verification
6. Conclusions
- (1)
- The mathematical regression model (Equation (3)) of the sound signal in the WPC milling process was established by using the full-factor test method. The test results show that the prediction error of the regression model is less than 4.6%, indicating good prediction ability.
- (2)
- The PSO algorithm was used to optimize the BP neural network prediction model of the sound signal in the WPC milling process, obtaining the PSO–BP prediction model. Compared with the BP neural network, the determination coefficient (R2) of the PSO–BP neural network prediction model increased from 0.83 to 0.93 and the prediction accuracy improved significantly. Therefore, during the high-speed milling of WPCs, the PSO–BP neural network prediction model has a better global approximation ability than the BP neural network model.
- (3)
- In the sound signal prediction model for the WPC milling process, the total mean values of the prediction error of the PSO–BP model decreased by 59% and 28%, respectively, compared with the regression and traditional BP neural network models. Therefore, the PSO–BP neural network model can effectively improve the prediction accuracy of WPCs’ milling sound signal and provide a highly precise mathematical model for predicting the variation law of the sound signal in the high-speed milling of WPCs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, J.; Qi, R.; Hu, X.; Luo, Y.; Jin, J.; Jiang, P. Preparation of soft wood-plastic composites. J. Appl. Polym. Sci. 2013, 130, 39–46. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Wang, J.; Wu, Z.; Xu, W.; Guo, X. Machinability of Different Wood-Plastic Composites during Peripheral Milling. Materials 2022, 15, 1303. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood-Plastic Composite Technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef] [Green Version]
- Pei, Z.; Zhu, N.; Gong, Y. A study on cutting temperature for wood-plastic composite. J. Thermoplast. Compos. Mater. 2016, 29, 1627–1640. [Google Scholar] [CrossRef]
- Guo, X.; Zhu, Z.; Ekevad, M.; Bao, X.; Cao, P. The cutting performance of Al2O3 and Si3N4 ceramic cutting tools in the milling plywood. Adv. Appl. Ceram. 2018, 117, 16–22. [Google Scholar] [CrossRef]
- Kilic, M.; Burdurlu, E.; Aslan, S.; Altun, S.; Tumerdem, O. The effect of surface roughness on tensile strength of the medium density fiberboard (MDF) overlaid with polyvinyl chloride (PVC). Mater. Des. 2009, 30, 4580–4583. [Google Scholar] [CrossRef]
- Sampath, K.; Kapoor, S.G.; DeVor, R.E. Modeling and prediction of cutting noise in the face-milling process. J. Manuf. Sci. Eng. 2007, 129, 527–530. [Google Scholar] [CrossRef]
- Chen, J.; Gu, L.; Zhao, W.; Guagliano, M. Modeling of flow and debris ejection in blasting erosion arc machining in end milling mode. Adv. Manuf. 2020, 8, 508–518. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. Predictive modelling of noise level generated during sawing of rocks by circular diamond sawblades. Sadhana 2013, 38, 491–511. [Google Scholar] [CrossRef] [Green Version]
- Ji, C.; Liu, Z.; Ai, X. Effect of cutter geometric configuration on aerodynamic noise generation in face milling cutters. Appl. Acoust. 2013, 75, 43–51. [Google Scholar] [CrossRef]
- Darmawan, W.; Tanaka, C. Discrimination of coated carbide tools wear by the features extracted from parallel force and noise level. Ann. For. Sci. 2004, 61, 731–736. [Google Scholar] [CrossRef]
- Mukherjee, I.; Ray, P.K. A review of optimization techniques in metal cutting processes. Comput. Ind. Eng. 2006, 50, 15–34. [Google Scholar] [CrossRef]
- Hanafi, I.; Cabrera, F.M.; Khamlichi, A.; Garrido, I.; Manzanares, J.T. Artificial neural networks back propagation algorithm for cutting force components predictions. Mech. Ind. 2013, 14, 431–439. [Google Scholar] [CrossRef]
- Mandal, N.; Mondal, B.; Doloi, B. Application of Back Propagation Neural Network Model for Predicting Flank Wear of Yttria Based Zirconia Toughened Alumina (ZTA) Ceramic Inserts. Trans. Indian Inst. Met. 2015, 68, 783–789. [Google Scholar] [CrossRef]
- Ni, C.; Wang, D.; Vinson, R.; Holmes, M.; Tao, Y. Automatic inspection machine for maize kernels based on deep convolutional neural networks. Biosyst. Eng. 2019, 178, 131–144. [Google Scholar] [CrossRef]
- Garg, S.; Patra, K.; Pal, S.K. Particle swarm optimization of a neural network model in a machining process. Sadhana 2014, 39, 533–548. [Google Scholar] [CrossRef]
- Paul, P.S.; Varadarajan, A.S. A multi-sensor fusion model based on artificial neural network to predict tool wear during hard turning. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 853–860. [Google Scholar] [CrossRef]
- Leung, F.; Lam, H.K.; Ling, S.H.; Tam, P. Tuning of the structure and parameters of a neural network using an improved genetic algorithm. IEEE Trans. Neural Netw. 2003, 14, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Fu, Y.; Qian, N.; Ching, C.Y.; Ewing, D.; He, Q. A study on thermal performance of revolving heat pipe grinding wheel. Appl. Therm. Eng. 2021, 182, 116065. [Google Scholar] [CrossRef]
- Deo, T.Y.; Patange, A.D.; Pardeshi, S.S.; Jegadeeshwaran, R.; Khairnar, A.N.; Khade, H.S. A White-Box SVM Framework and its Swarm-Based Optimization for Supervision of Toothed Milling Cutter through Characterization of Spindle Vibrations. arXiv 2021, arXiv:2112.08421. [Google Scholar]
- Xue, H.; Wang, S.; Yi, L.; Zhu, R.; Cai, B.; Sun, S. Tool life prediction based on particle swarm optimization-back-propagation neural network. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1742–1752. [Google Scholar] [CrossRef]
- Chen, J.; Yuan, D.; Jiang, H.; Zhang, L.; Yang, Y.; Fu, Y.; Qian, N.; Jiang, F. Thermal Management of Bone Drilling Based on Rotating Heat Pipe. Energies 2022, 15, 35. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R. A machine learning approach for vibration-based multipoint tool insert health prediction on vertical machining centre (VMC). Measurement 2021, 173, 108649. [Google Scholar] [CrossRef]
- Wang, Y.L.; Liu, Y.; Li, X.H. A method of frequency measurement based on sub-nyquist sampling. J. Electron. Meas. Instrum. 2010, 24, 45–49. (In Chinese) [Google Scholar] [CrossRef]
- Du, H.; Zhang, Q. Study on mathematical model and process parameter optimization of titanium alloy cutting. Mechatron. Eng. 2020, 309, 30–37. (In Chinese) [Google Scholar]
- Patange, A.D.; Jegadeeshwaran, R.; Bajaj, N.S.; Khairnar, A.N.; Gavade, N.A. Application of Machine Learning for Tool Condition Monitoring in Turning. Sound Vib. 2022, 56, 127–145. [Google Scholar] [CrossRef]
- Ghosh, G.; Mandal, P.; Mondal, S.C. Modeling and optimization of surface roughness in keyway milling using ANN, genetic algorithm, and particle swarm optimization. Int. J. Adv. Manuf. Technol. 2019, 100, 1223–1242. [Google Scholar] [CrossRef]
- Jiao, B.; Ye, M.X. Determination of Hidden Unit Number in a BP Neural Network. J. Shanghai Dianji Univ. 2013, 16, 113–116. (In Chinese) [Google Scholar]
- Bajaj, N.S.; Patange, A.D.; Jegadeeshwaran, R.; Kulkarni, K.A.; Kapadnis, A.M. A Bayesian Optimized Discriminant Analysis Model for Condition Monitoring of Face Milling Cutter Using Vibration Datasets. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2021, 5, 021002. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R. Application of Bayesian Family Classifiers for Cutting Tool Inserts Health Monitoring on CNC Milling. Int. J. Progn. Health Manag. 2021, 11, 13. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Composition | Wood Flour | Calcium Carbonate | PE Used Material | Phase Solvent | Lubricant |
|---|---|---|---|---|---|
| Proportion | 54.70% | 13.70% | 27.35% | 2.74% | 1.51% |
| Density (g/cm3) | Flexural Modulus (MPa) | Shore Hardness (HD) |
|---|---|---|
| 1.19 | 28 | 58 |
| Name | Unit | Low Level | High Level |
|---|---|---|---|
| ap | mm | 3 | 5 |
| ae | mm | 6 | 10 |
| v | m/min | 250 | 350 |
| f | mm/r | 0.1 | 0.5 |
| Horizontal Number | ap | ae | v | f |
|---|---|---|---|---|
| (mm) | (mm) | (m/min) | (mm/r) | |
| 1 | 1 | 2 | 150 | 0.1 |
| 2 | 2 | 4 | 200 | 0.2 |
| 3 | 3 | 6 | 250 | 0.3 |
| 4 | 4 | 8 | 300 | 0.4 |
| 5 | 5 | 10 | 350 | 0.5 |
| Std | Test Number | ap | ae | v | f | SPL |
|---|---|---|---|---|---|---|
| (mm) | (mm) | (m/min) | (mm/r) | dB | ||
| 8 | 1 | 5 | 10 | 350 | 0.1 | 77.7 |
| 4 | 2 | 5 | 10 | 250 | 0.1 | 74.1 |
| 13 | 3 | 3 | 6 | 350 | 0.5 | 80.2 |
| 12 | 4 | 5 | 10 | 250 | 0.5 | 90.2 |
| 16 | 5 | 5 | 10 | 350 | 0.5 | 72.8 |
| 9 | 6 | 3 | 6 | 250 | 0.5 | 82.2 |
| 15 | 7 | 3 | 10 | 350 | 0.3 | 80.8 |
| 10 | 8 | 5 | 6 | 250 | 0.3 | 83.3 |
| 5 | 9 | 3 | 6 | 350 | 0.1 | 81.9 |
| 17 | 10 | 4 | 8 | 300 | 0.1 | 83.5 |
| 19 | 11 | 4 | 8 | 300 | 0.5 | 82.3 |
| 3 | 12 | 3 | 10 | 250 | 0.5 | 93.6 |
| 1 | 13 | 3 | 6 | 250 | 0.1 | 77.1 |
| 6 | 14 | 5 | 6 | 350 | 0.1 | 68.3 |
| 14 | 15 | 5 | 6 | 350 | 0.3 | 82.5 |
| 7 | 16 | 3 | 10 | 350 | 0.5 | 85.5 |
| 11 | 17 | 3 | 10 | 250 | 0.1 | 89.1 |
| 18 | 18 | 4 | 8 | 300 | 0.5 | 79.4 |
| 2 | 19 | 5 | 6 | 250 | 0.1 | 68.5 |
| Test Number | ap | ae | v | f | SPL |
|---|---|---|---|---|---|
| (mm) | (mm) | (m/min) | (mm/r) | dB | |
| 1 | 1 | 2 | 150 | 0.1 | 67.2 |
| 2 | 1 | 4 | 200 | 0.2 | 69.4 |
| 3 | 1 | 6 | 250 | 0.3 | 73.9 |
| 4 | 1 | 8 | 300 | 0.4 | 84.9 |
| 5 | 1 | 10 | 350 | 0.5 | 82.4 |
| 6 | 2 | 2 | 200 | 0.3 | 80.5 |
| 7 | 2 | 4 | 250 | 0.4 | 81.3 |
| 8 | 2 | 6 | 300 | 0.5 | 81.5 |
| 9 | 2 | 8 | 350 | 0.1 | 77.7 |
| 10 | 2 | 10 | 150 | 0.2 | 79.7 |
| 11 | 3 | 2 | 250 | 0.5 | 83.8 |
| 12 | 3 | 4 | 300 | 0.1 | 78.3 |
| 13 | 3 | 6 | 350 | 0.2 | 84.1 |
| 14 | 3 | 8 | 150 | 0.3 | 82.6 |
| 15 | 3 | 10 | 200 | 0.4 | 87.7 |
| 16 | 4 | 2 | 300 | 0.2 | 91.8 |
| 17 | 4 | 4 | 350 | 0.3 | 75.6 |
| 18 | 4 | 6 | 150 | 0.4 | 85.4 |
| 19 | 4 | 8 | 200 | 0.5 | 89.2 |
| 20 | 4 | 10 | 250 | 0.1 | 79.9 |
| 21 | 5 | 2 | 350 | 0.4 | 84.1 |
| 22 | 5 | 4 | 150 | 0.5 | 85.6 |
| 23 | 5 | 6 | 200 | 0.1 | 80.4 |
| 24 | 5 | 8 | 250 | 0.2 | 84.8 |
| 25 | 5 | 10 | 300 | 0.3 | 88.1 |
| Number | ap | ae | v | f | Prediction Results | Real Values | Error Percentage |
|---|---|---|---|---|---|---|---|
| (mm) | (mm) | (m/min) | (mm/r) | dB | dB | % | |
| 18 | 4 | 6 | 150 | 0.4 | 81.7 | 85.4 | 4.6 |
| 19 | 4 | 8 | 200 | 0.5 | 86.4 | 89.2 | 3.3 |
| 20 | 4 | 10 | 250 | 0.1 | 81.5 | 79.9 | 1.9 |
| 21 | 5 | 2 | 350 | 0.4 | 85.7 | 84.1 | 1.8 |
| 22 | 5 | 4 | 150 | 0.5 | 83.4 | 85.6 | 2.7 |
| 23 | 5 | 6 | 200 | 0.1 | 81.2 | 80.4 | 1.1 |
| 24 | 5 | 8 | 250 | 0.2 | 85.3 | 84.8 | 0.6 |
| 25 | 5 | 10 | 300 | 0.3 | 90.0 | 88.0 | 2.3 |
| m | n | Number of Hidden Layers | H | Transfer Function | Training Function | |
|---|---|---|---|---|---|---|
| Hidden Layer | Output Layer | |||||
| 4 | 1 | 1 | 3 | logsig | purelin | trainlm |
| Population Size | Evolution Algebra | c1 | c2 |
|---|---|---|---|
| 20 | 40 | 1.49618 | 1.49618 |
| Number | ap | ae | v | f | BP Prediction Values | PSO–BP Prediction Values | Real Values | BP Error Percentage | PSO–BP Error Percentage |
|---|---|---|---|---|---|---|---|---|---|
| (mm) | (mm) | (m/min) | (mm/r) | (dB) | (dB) | (dB) | (%) | (%) | |
| 18 | 4 | 6 | 150 | 0.4 | 87.1 | 86.7 | 85.4 | 1.9 | 1.50 |
| 19 | 4 | 8 | 200 | 0.5 | 87.6 | 89.5 | 89.2 | 1.8 | 0.40 |
| 20 | 4 | 10 | 250 | 0.1 | 81.3 | 78.2 | 79.9 | 1.7 | 2.10 |
| 21 | 5 | 2 | 350 | 0.4 | 83.4 | 84.3 | 84.1 | 0.9 | 0.13 |
| 22 | 5 | 4 | 150 | 0.5 | 87.5 | 86.1 | 85.6 | 2.2 | 0.60 |
| 23 | 5 | 6 | 200 | 0.1 | 80.8 | 80.8 | 80.4 | 0.5 | 0.51 |
| 24 | 5 | 8 | 250 | 0.2 | 84.7 | 83.1 | 84.8 | 0.2 | 2.00 |
| 25 | 5 | 10 | 300 | 0.3 | 86.8 | 87.8 | 88.0 | 1.3 | 0.30 |
| Mean error percentage | 1.3 | 0.94 | |||||||
| Model | R | R Square | Adjusted R Square | Std. Error of the Estimate |
|---|---|---|---|---|
| BP | 0.91 | 0.83 | 0.80 | 1.24 |
| PSO–BP | 0.96 | 0.93 | 0.92 | 1.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, W.; Shang, Y.; Peng, Y.; Cong, R. Prediction Model of Sound Signal in High-Speed Milling of Wood–Plastic Composites. Materials 2022, 15, 3838. https://doi.org/10.3390/ma15113838
Wei W, Shang Y, Peng Y, Cong R. Prediction Model of Sound Signal in High-Speed Milling of Wood–Plastic Composites. Materials. 2022; 15(11):3838. https://doi.org/10.3390/ma15113838
Chicago/Turabian StyleWei, Weihua, Yunyue Shang, You Peng, and Rui Cong. 2022. "Prediction Model of Sound Signal in High-Speed Milling of Wood–Plastic Composites" Materials 15, no. 11: 3838. https://doi.org/10.3390/ma15113838
APA StyleWei, W., Shang, Y., Peng, Y., & Cong, R. (2022). Prediction Model of Sound Signal in High-Speed Milling of Wood–Plastic Composites. Materials, 15(11), 3838. https://doi.org/10.3390/ma15113838