
Effects of Elevated Temperature on the Residual Behavior of Concrete Containing Marble Dust and Foundry Sand

 , , , ,
, , , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Method
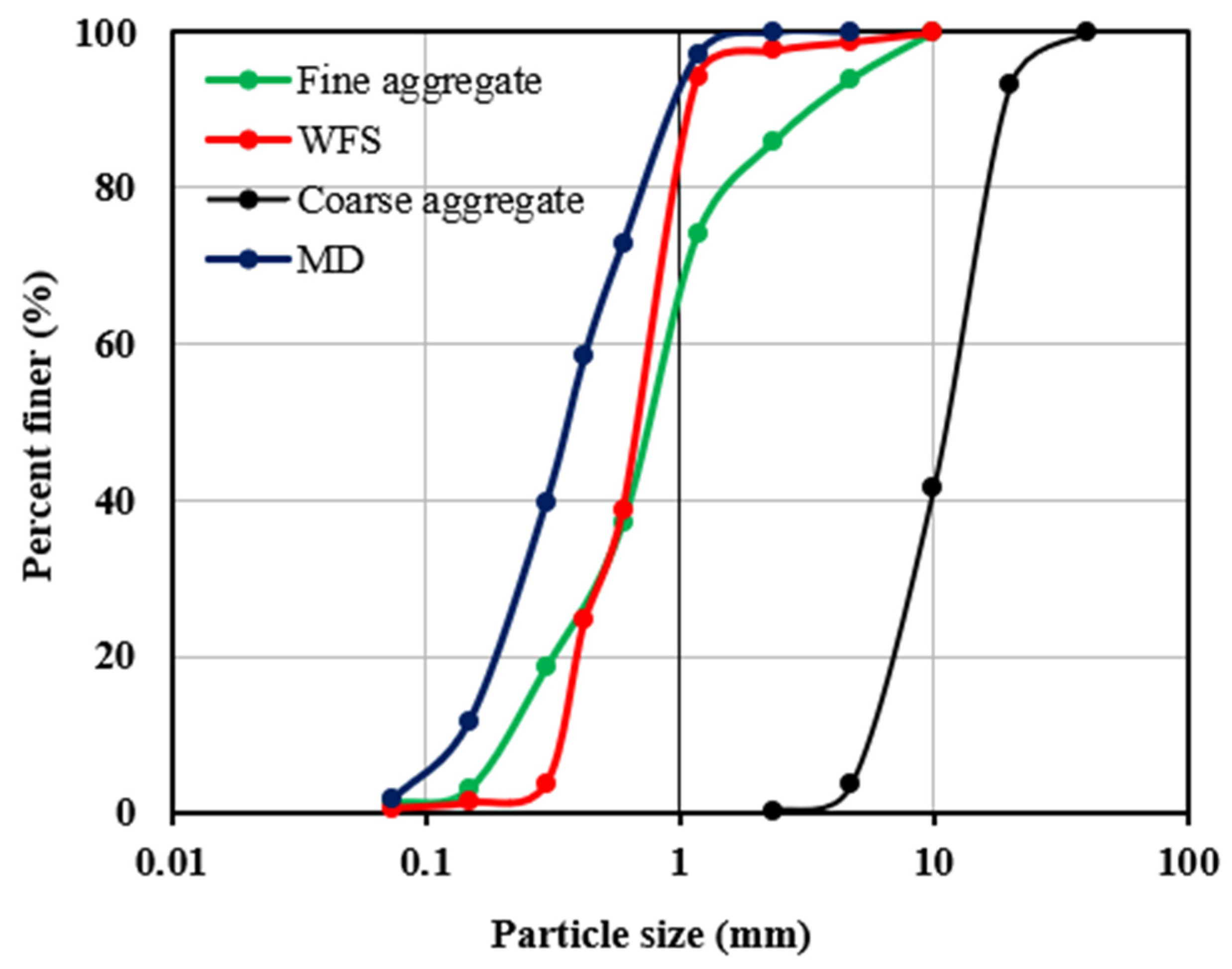
2.1. Materials
2.2. Mix Proportions
2.3. Casting of Specimens
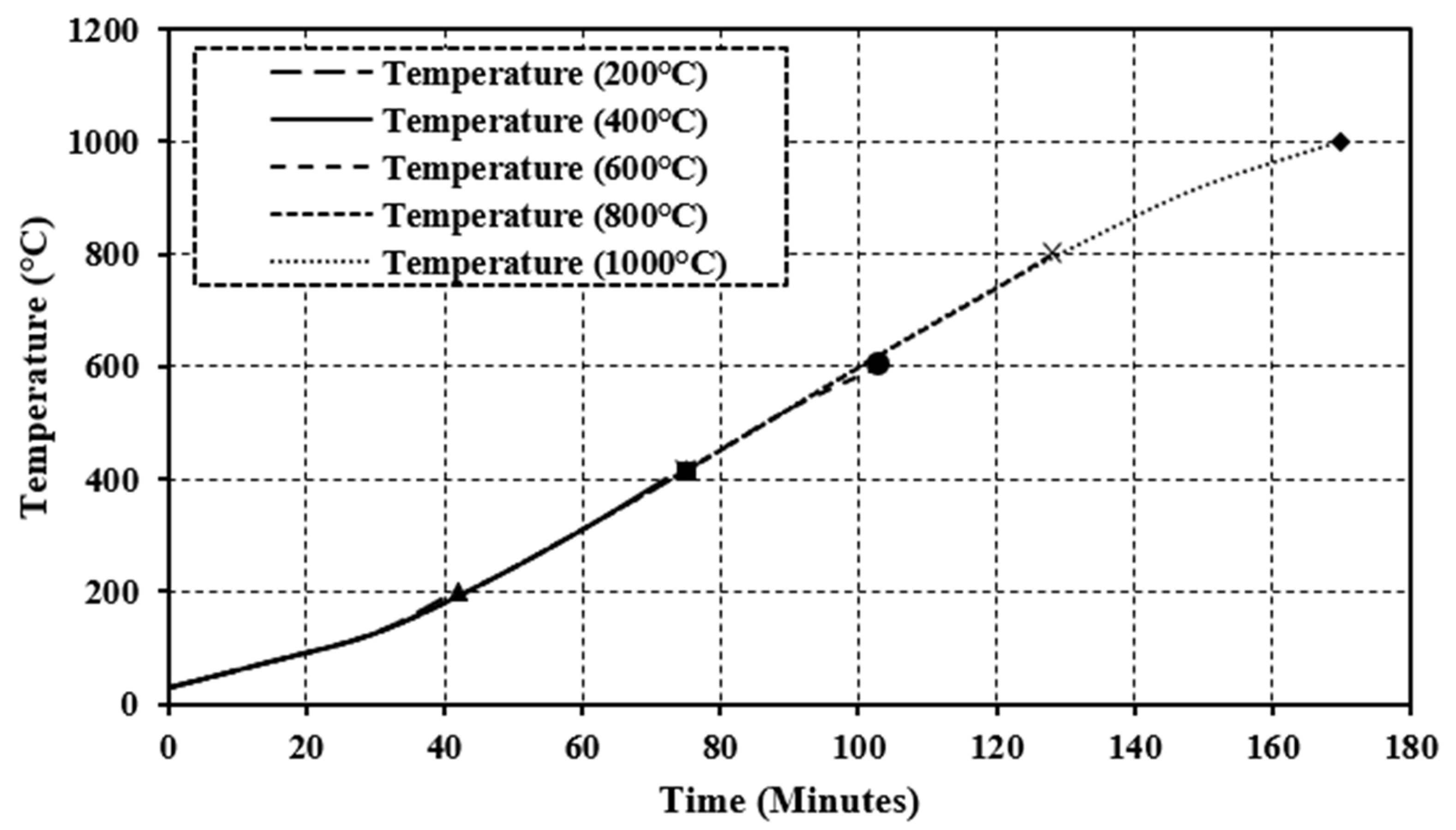
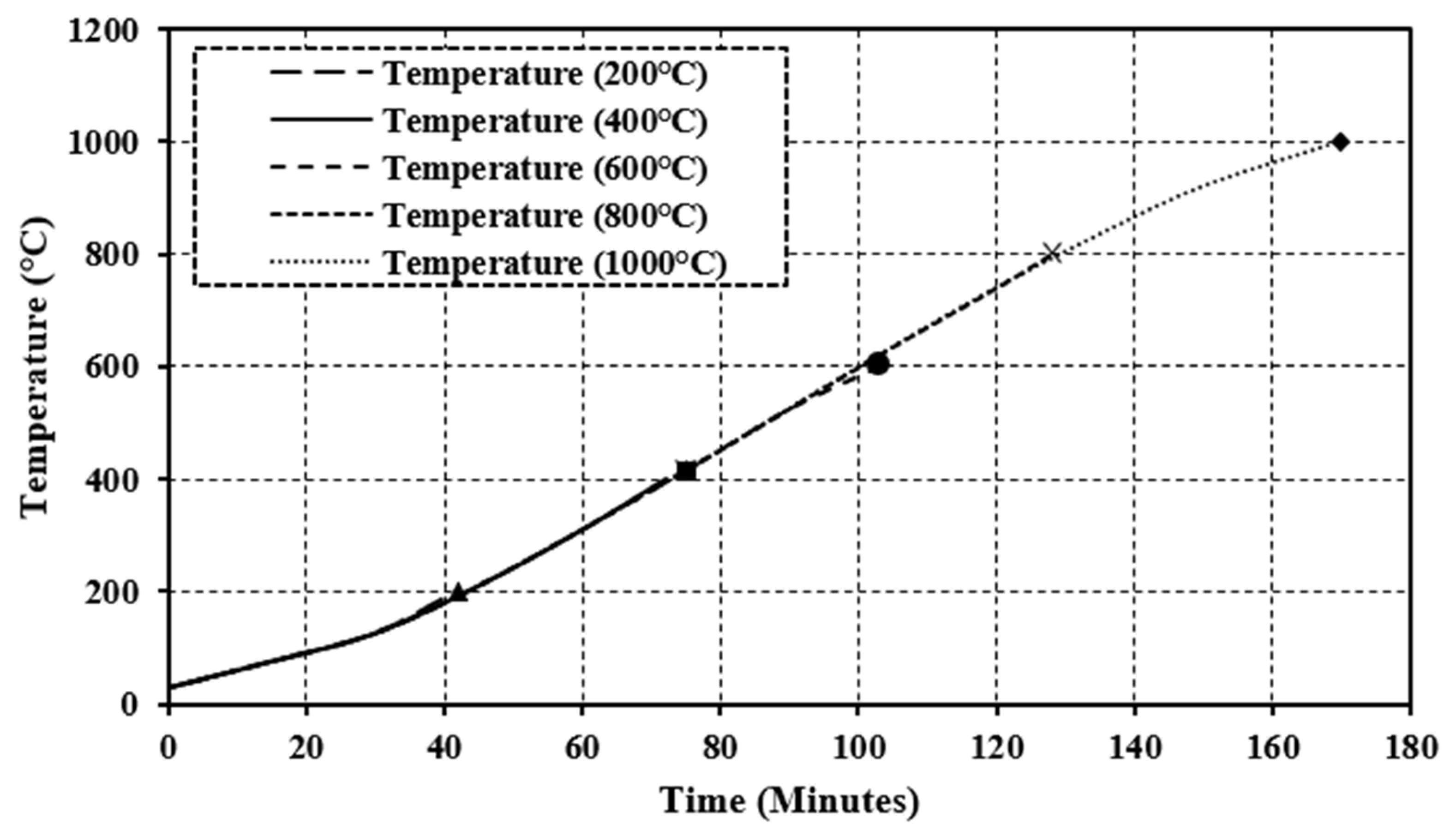
2.4. Heating Regime
2.5. Cooling Regimes
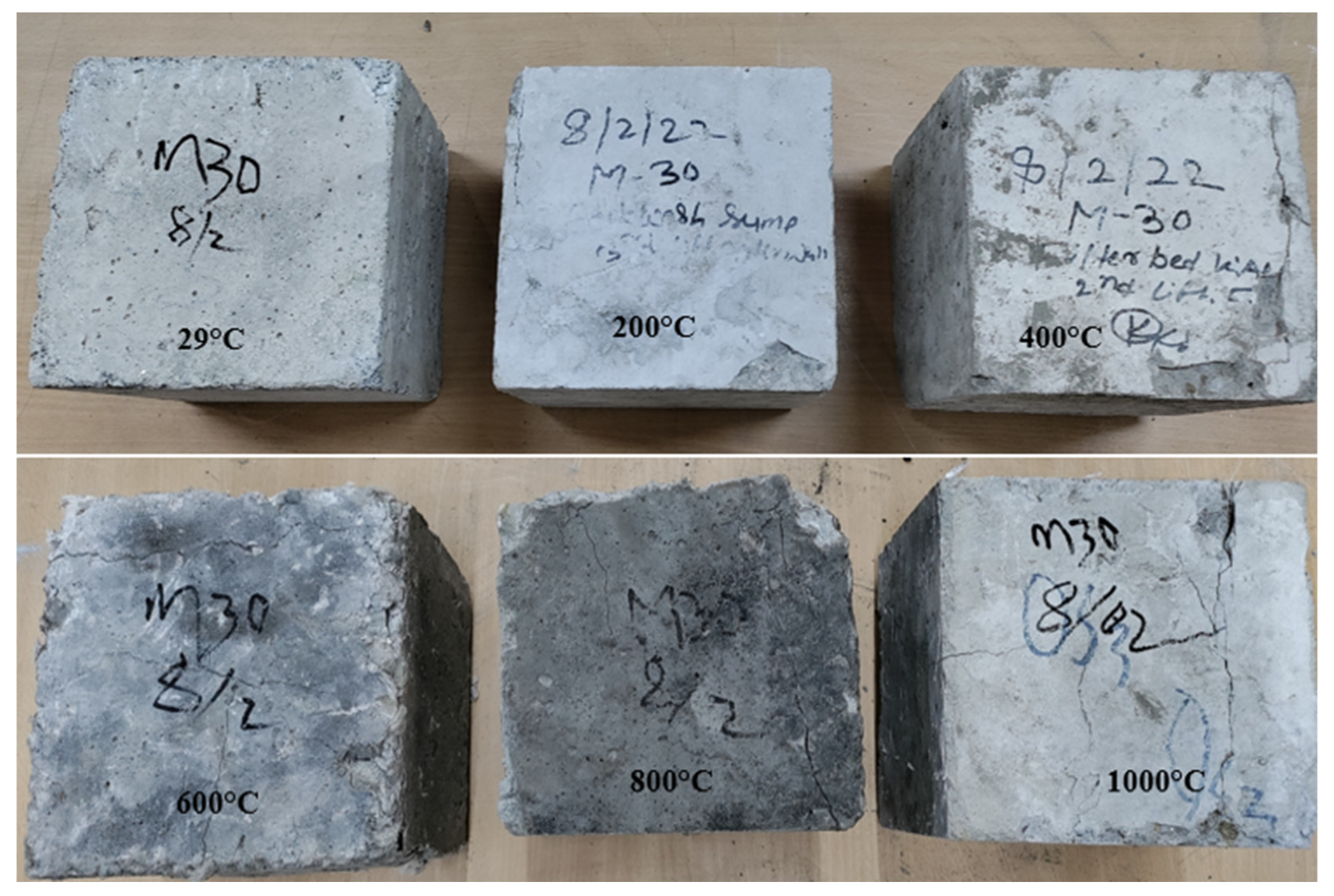
2.6. Specimens under Raised Temperature
2.7. Compressive Strength
2.8. Flexural Strength
2.9. Tensile Strength
2.10. Static Elastic Modulus
2.11. Dynamic Elastic Modulus
2.12. Water Absorption
2.13. Mass Loss
2.14. Ultrasonic Pulse Velocity
3. Results and Discussions
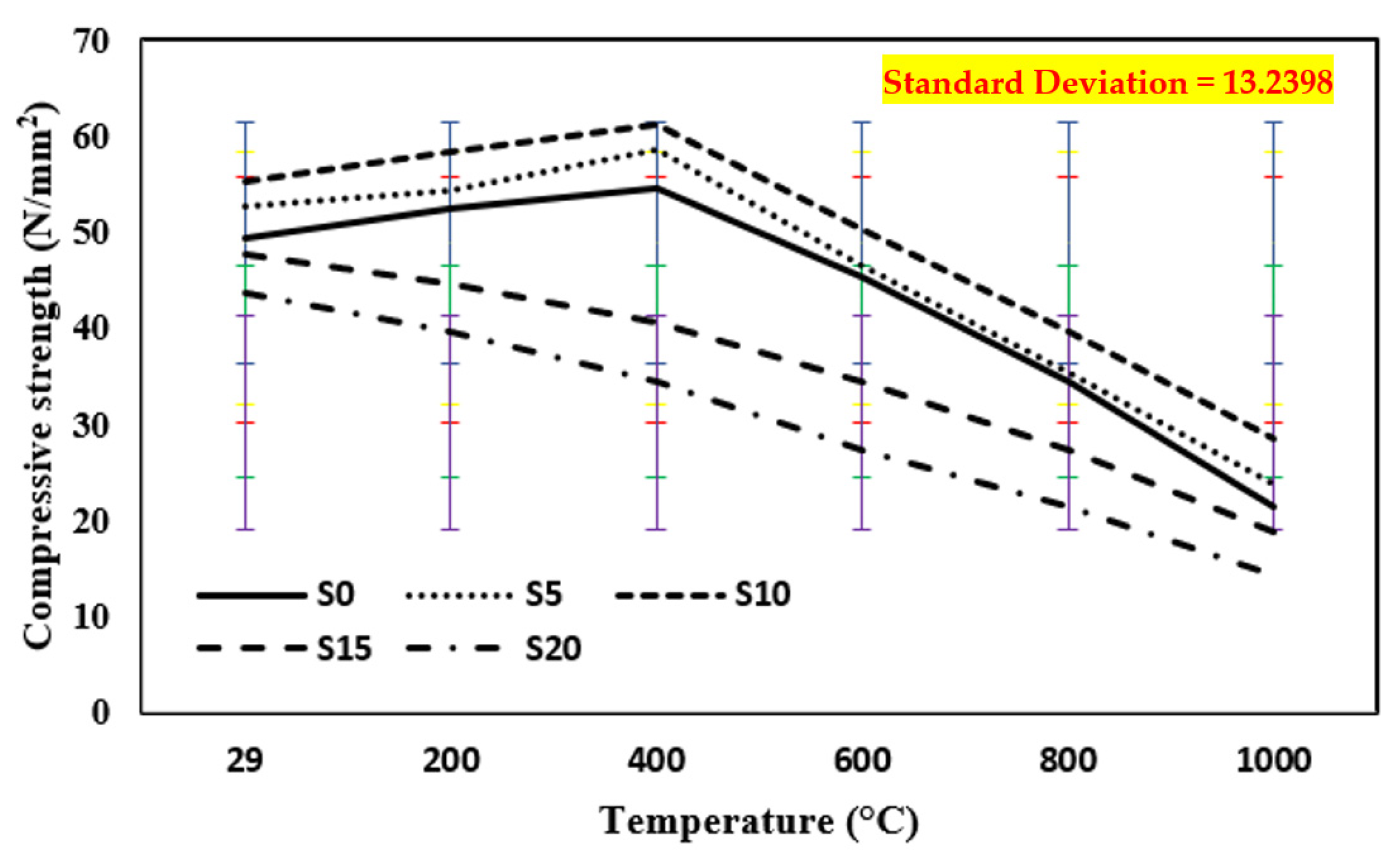
3.1. Compressive Strength after the Elevated Temperature in Case of Annealing
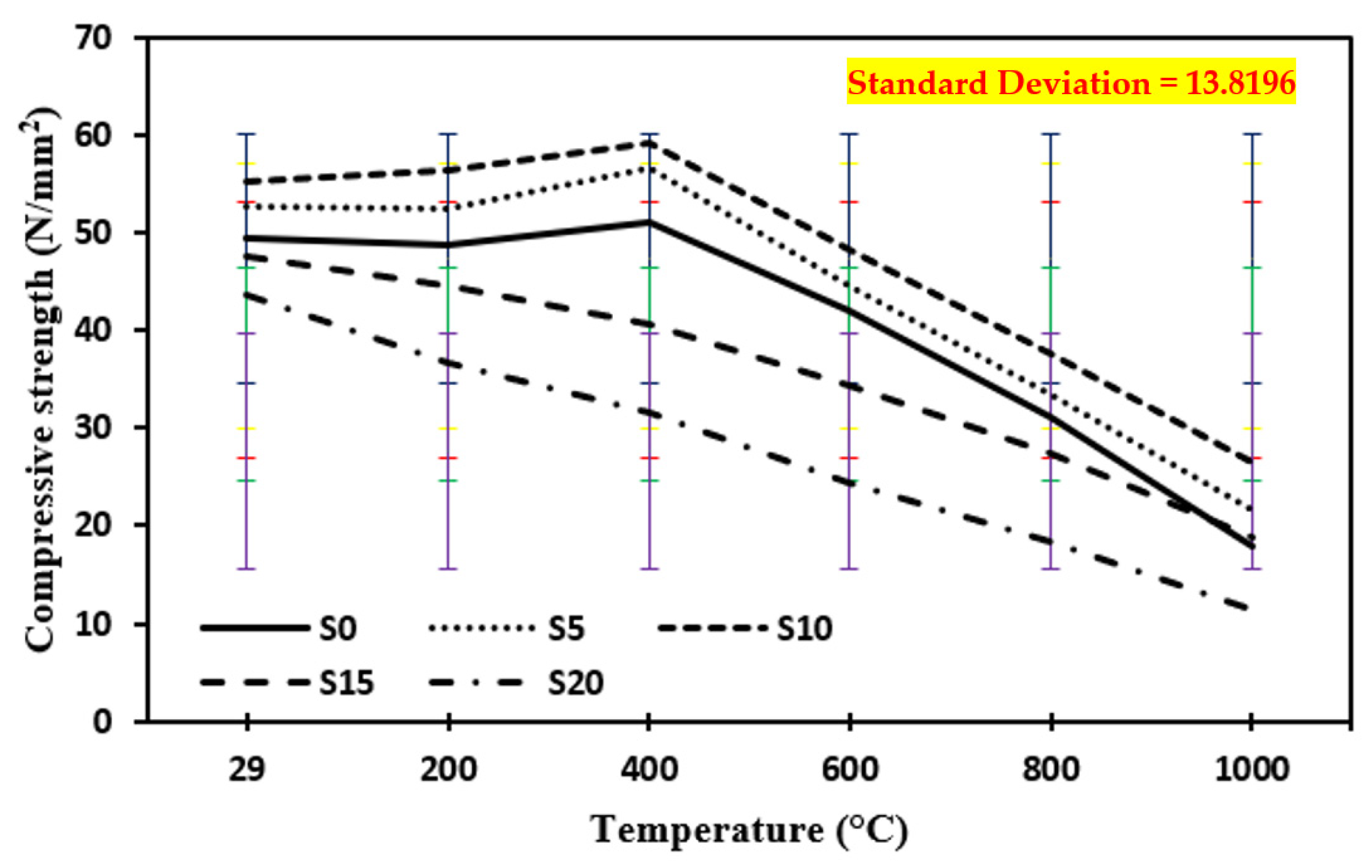
3.2. Compressive Strength after the Elevated Temperature in Case of Quenching
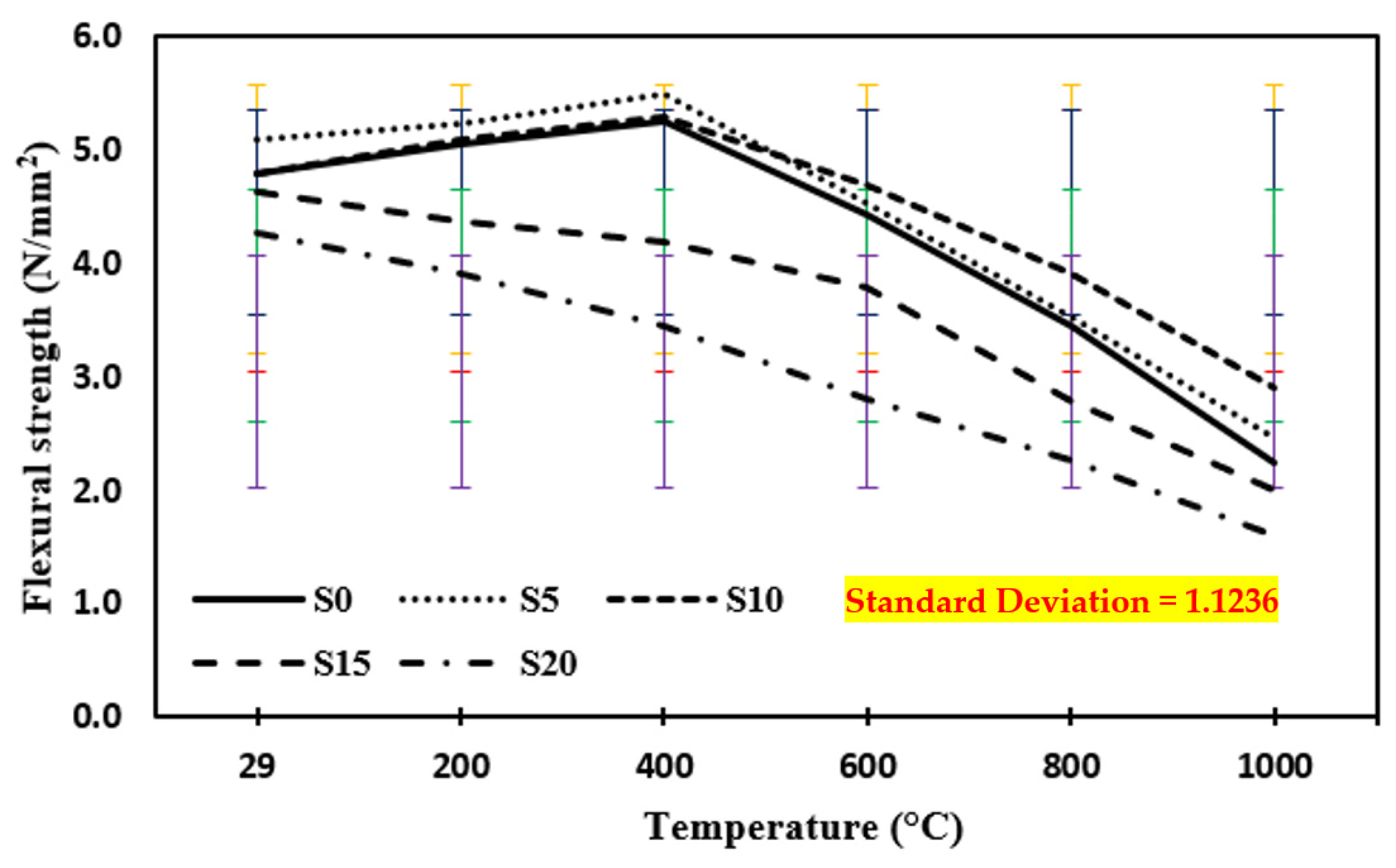
3.3. Flexural Strength at Annealing
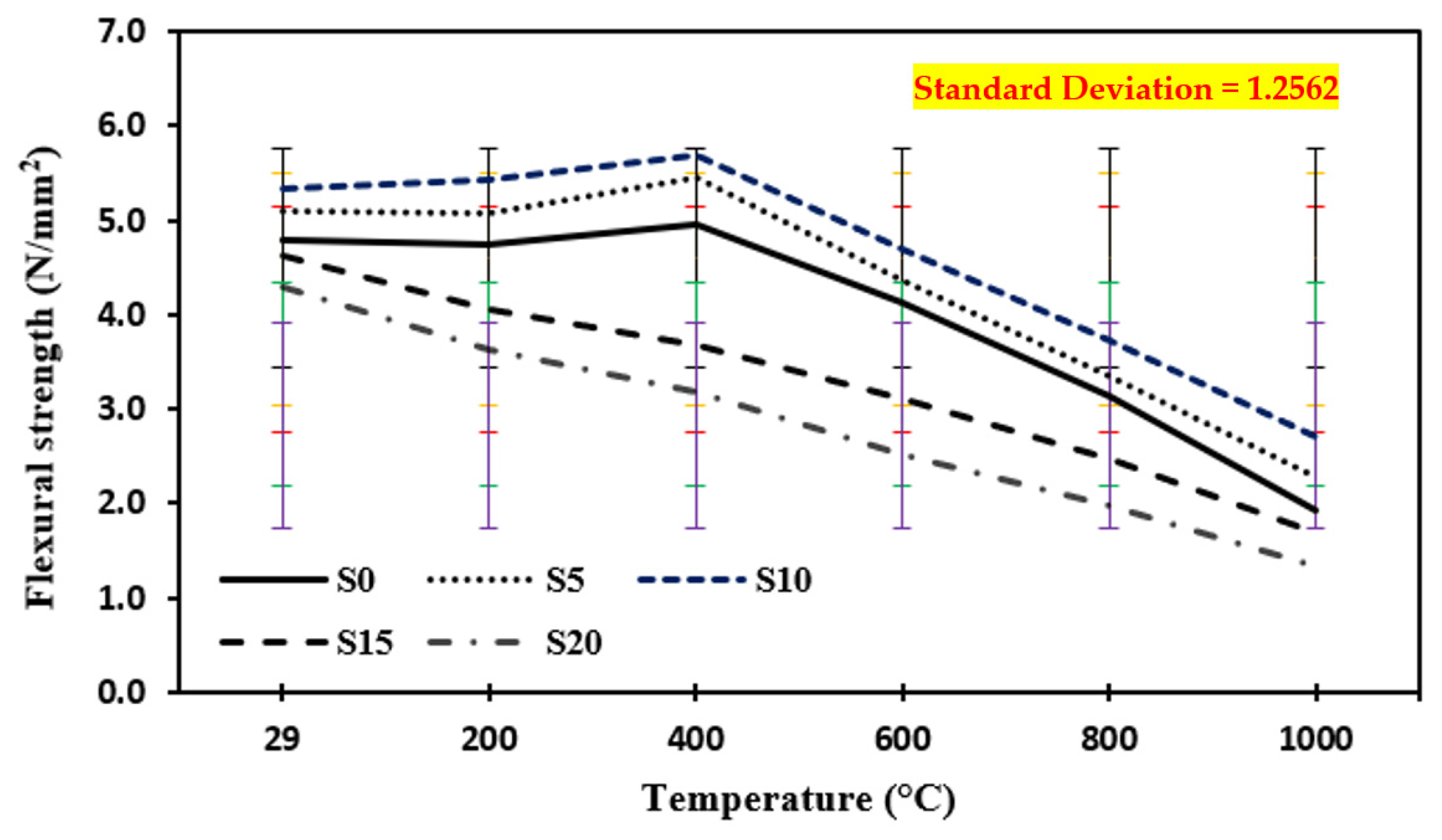
3.4. Flexural Strength at Quenching
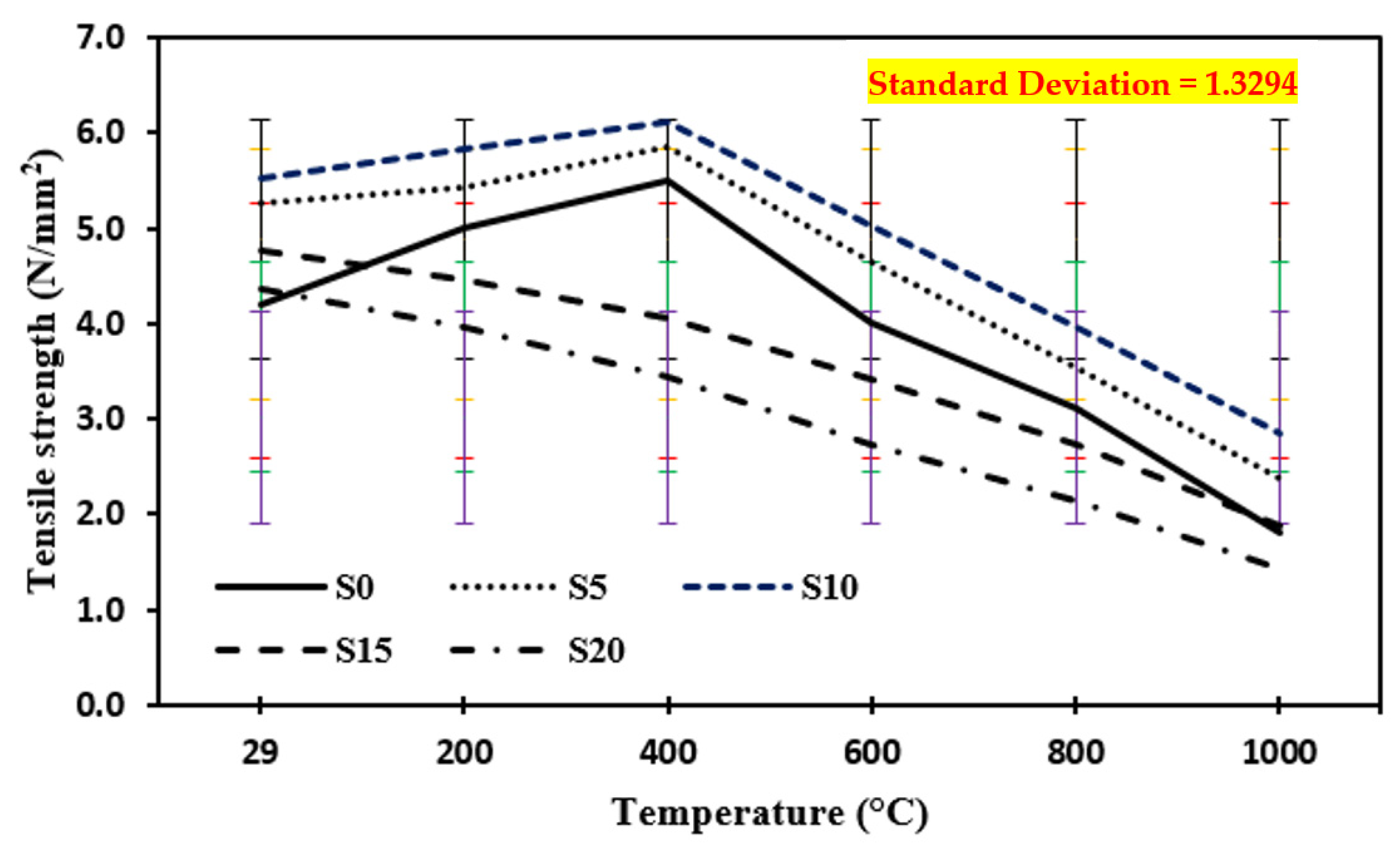
3.5. Tensile Strength at Annealing
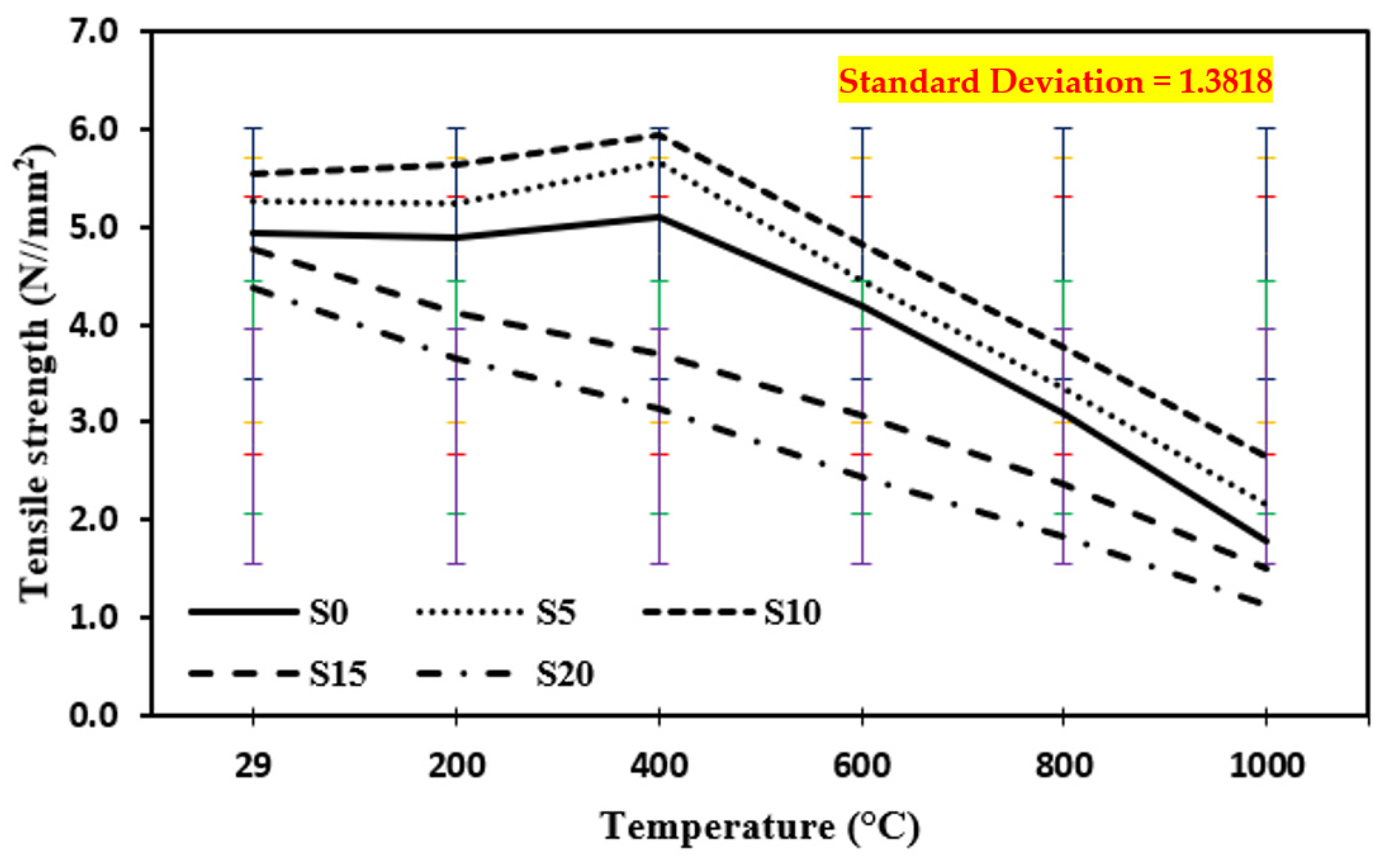
3.6. Tensile Strength at Quenching
3.7. Static Modulus of Elasticity
3.8. Dynamic Modulus of Elasticity
3.9. Water Absorption
3.10. Mass Loss
3.11. Ultrasonic Pulse Velocity
4. Conclusions
- (i)
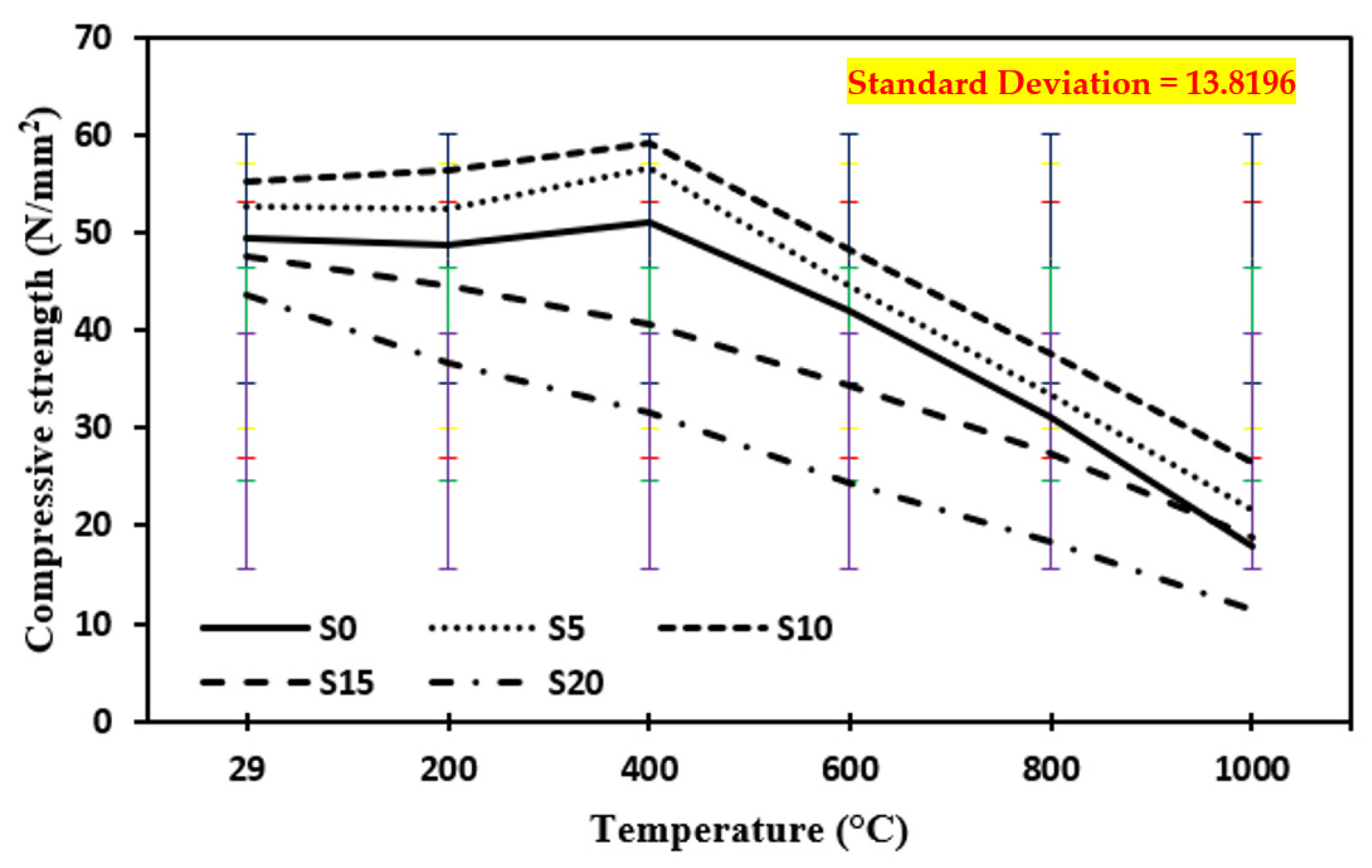
- The compressive strength of concrete samples tested at ambient temperature (29 °C) increased by 10.7% when 10% of the cement was replaced by marble dust and fine sand was replaced by foundry sand, and decreased by 11% when 20% of the cement was replaced by marble dust and fine sand was replaced by foundry sand, and at elevated temperatures increased by 21.5% in the case of annealing and 16.3% in the case of quenching under up to 400 °C elevated temperature on 10% replacement of cement by marble dust and fine sand replaced by foundry sand, and then decreased 54.8% and 52.5% as the temperature increased from 600 °C to 1000 °C in cases of annealing and quenching. This is related to the creation of tiny fractures in both normal and marble dust and foundry sand concrete owing to the breakdown of C-S-H gel along with the voids and empty water capillaries
- (ii)
- The flexural strength of concrete samples tested at elevated temperatures increased by 12.7% with a 5% replacement of marble dust and foundry sand in the case of annealing and 15.6% with a 10% replacement of marble dust and foundry sand in the case of quenching up to 400 °C, and then decreased by 40% and 51.7% with an increase in temperature ranging from 600 °C to 1000 °C elevated temperature in case of annealing and quenching. The rapid drop in flexural strength is attributed to the development of widening fractures around 1000 °C. However, the connection between aggregate and cement pastes is weakened by shrinkage produced by the evaporation of free water and chemically bound water from the cement paste.
- (iii)
- The tensile strength of concrete samples tested at elevated temperatures increased by 31.1% in the case of annealing and 16.9% in the case of quenching under up to 400 °C elevated temperature on 10% replacement of cement by marble dust and fine sand replaced by foundry sand, and then decreased by 52.5% and 53.3% in cases of annealing and quenching as the temperature increased from 600 °C to 1000 °C.
- (iv)
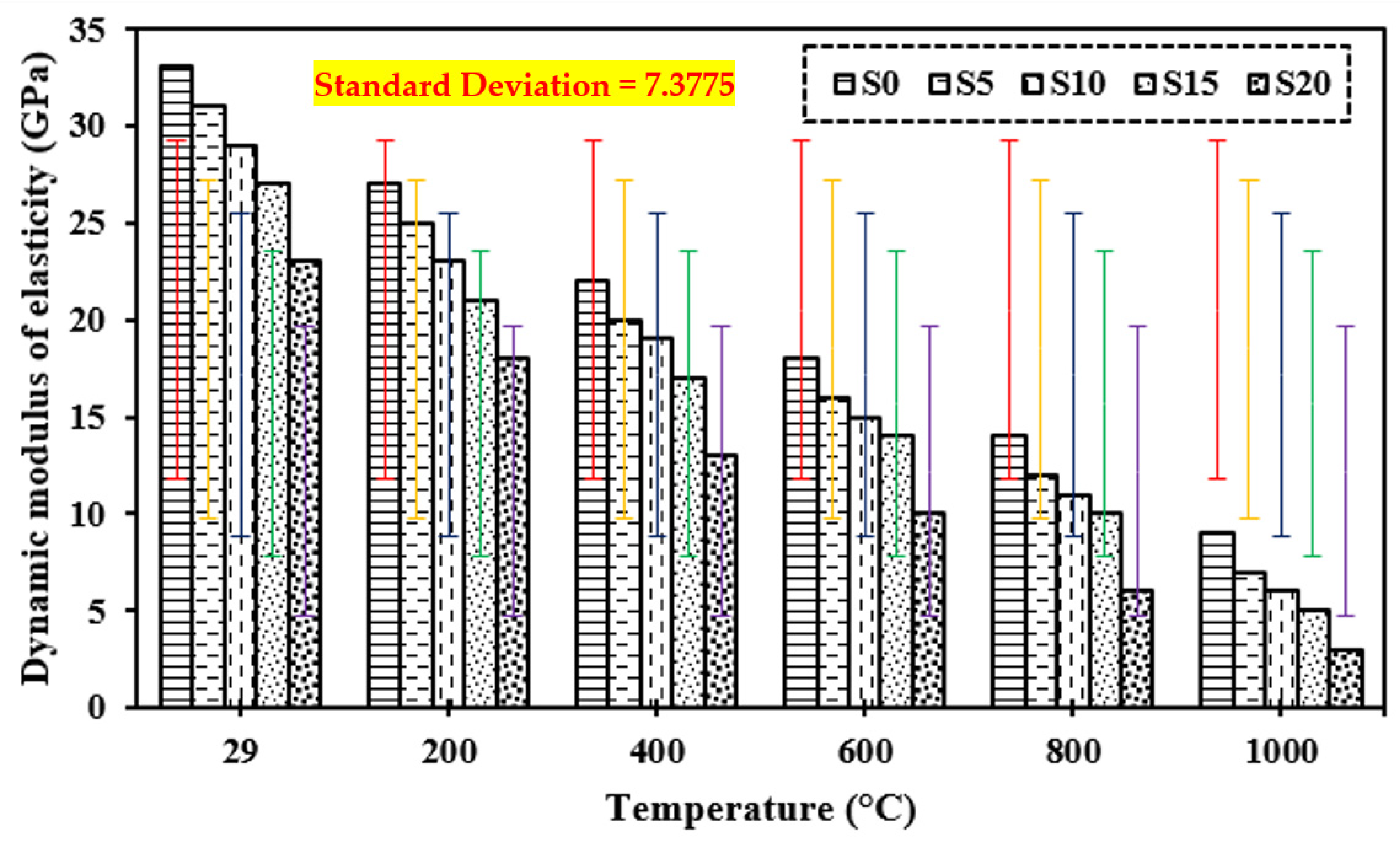
- The percentage reduction in static modulus was increased with elevated temperature; at 1000 °C the reduction was higher for concrete containing marble dust and foundry sand (77.4% for 5% and 86.9% for 20% replacement) than the control mix (72.7%). Similarly, for dynamic modulus the percentage reduction was increased with elevated temperature, at 1000 °C was higher for concrete containing marble dust and foundry sand (76% for 5% and 94.1% for 20% replacement) than for the control mix (81.5%). The larger decrease can be ascribed to the decomposition of marble dust and foundry sand, which causes cracks and voids in the cement paste matrix, causing the concrete structure to weaken.
- (v)
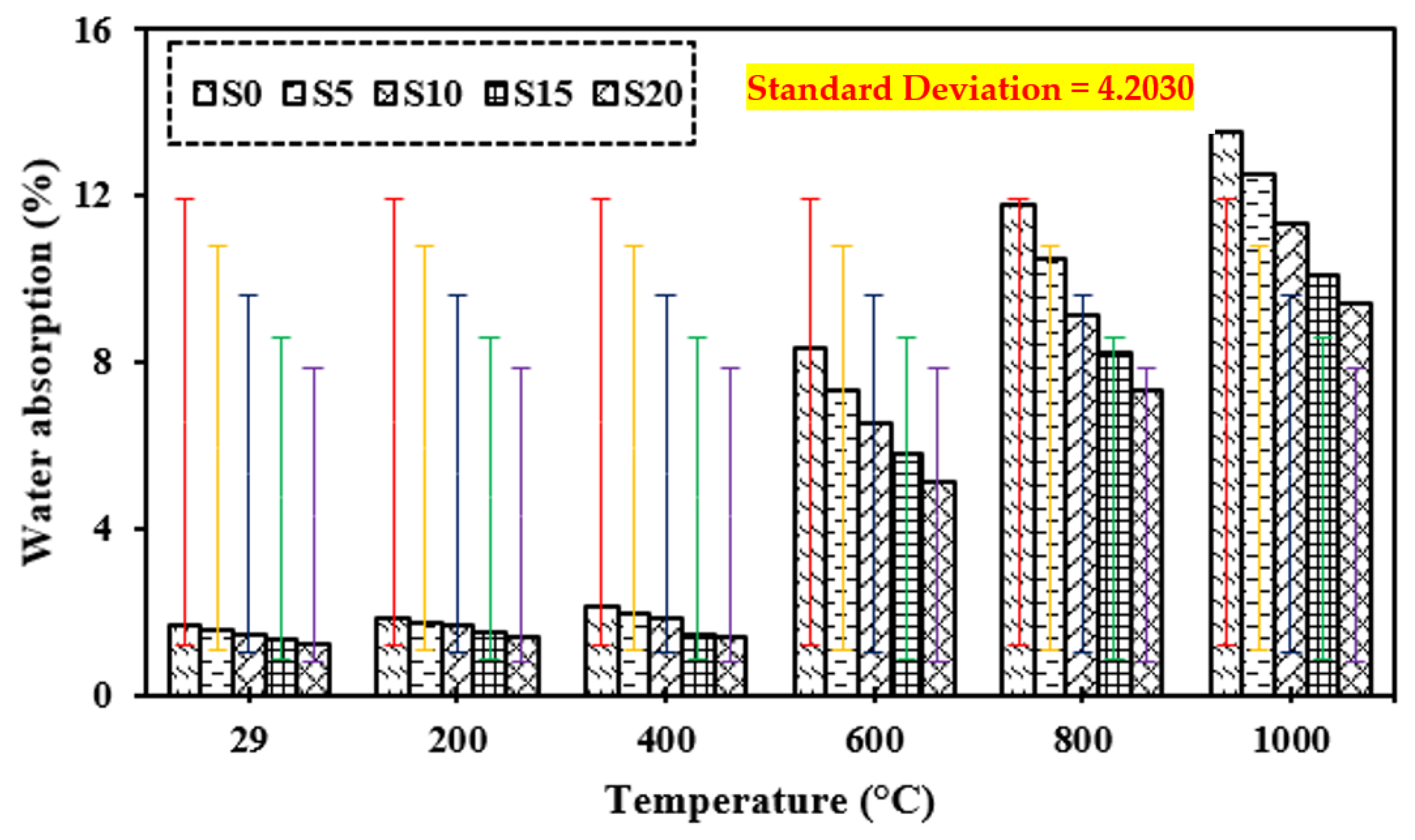
- Water absorption was measured at 13.3% by weight up to 400 °C for 10% replacement, suggesting that pores did not expand significantly as the temperature rose. However, at higher temperatures (1000 °C), it increased by approximately three times, indicating fast degradation in all mixtures.
- (vi)
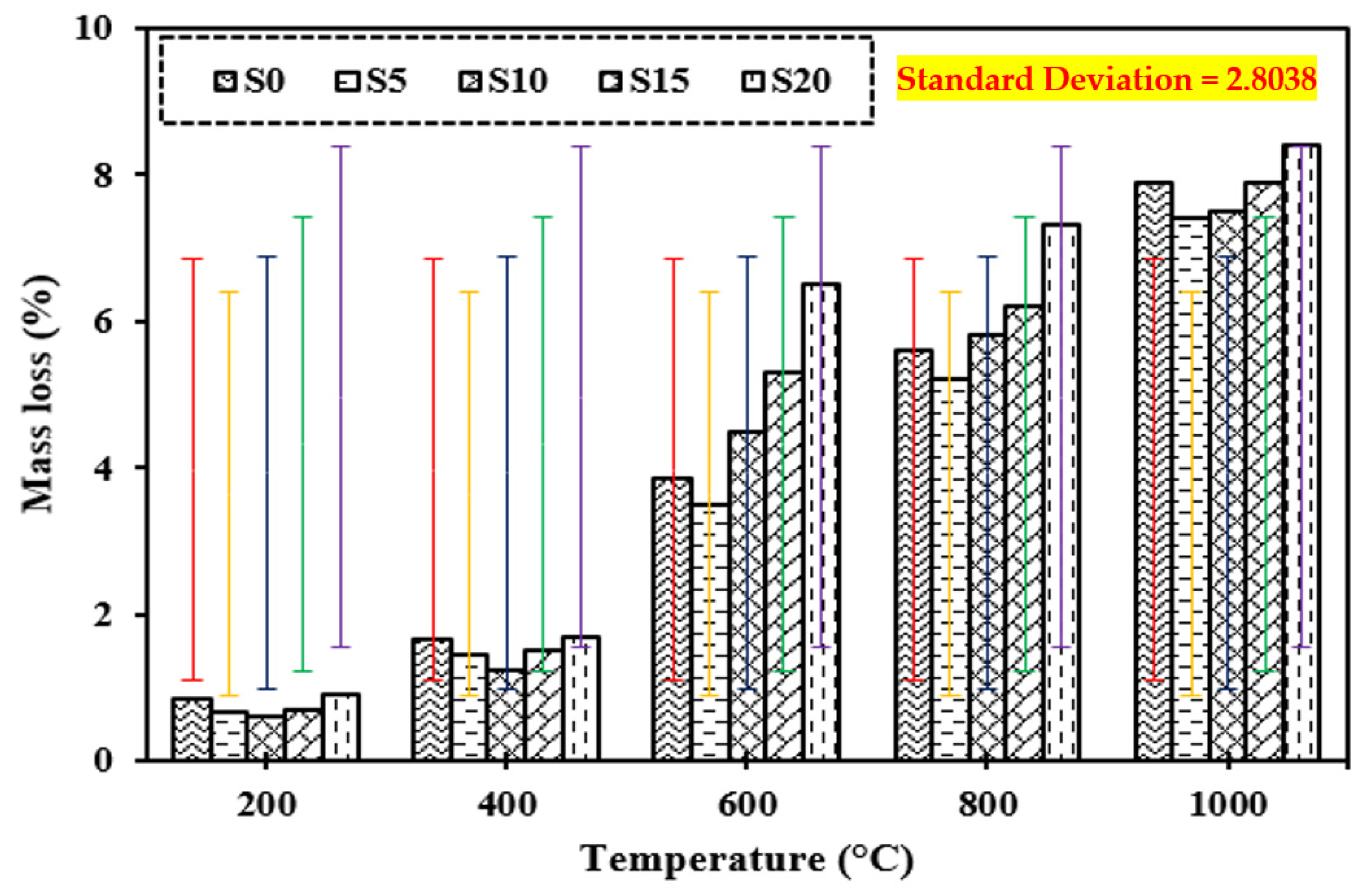
- The mass loss of concrete containing marble dust and foundry sand was similar to the control mix when subjected to a temperature up to 400 °C. In both situations, this is due to water loss from the matrix owing to evaporation. Because of the development of voids in concrete, a higher mass loss of 40.7% was observed for marble dust and foundry sand concrete samples exposed at 600 °C and beyond.
- (vii)
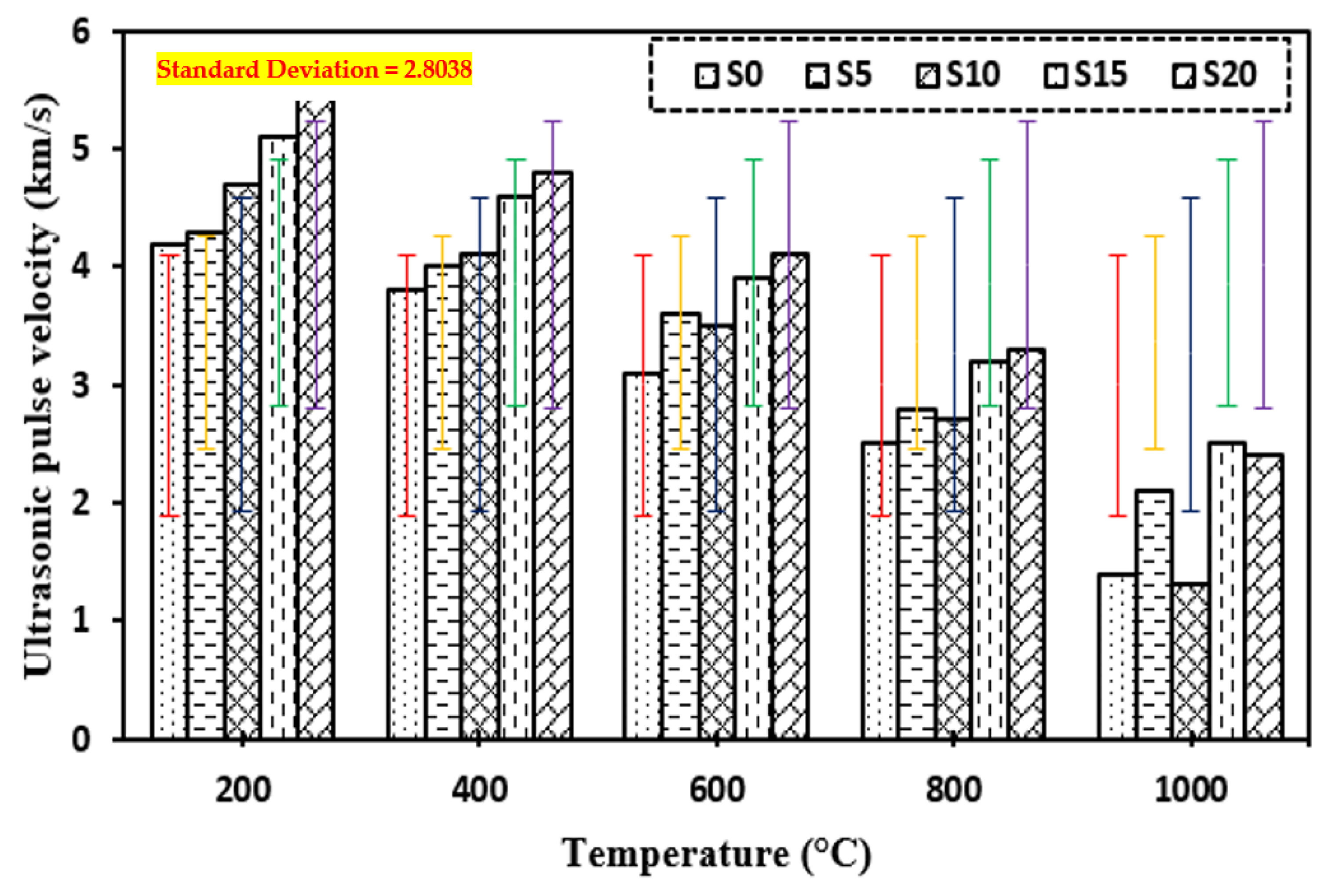
- Although all concrete mixes have UPV values of more than 3.2 km/s, as specified by IS 13311 (Part 1): 1992, up to 600 °C, temperature increases porosity in concrete mixes, resulting in lower UPV values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mohamadien, H.A. The Effect of marble powder and silica fume as a partial replacement for cement on mortar. Int. J. Civ. Struct. Eng. 2012, 3, 418–428. [Google Scholar]
- Corinaldesi, V.; Moriconi, G.; Naik, T.R. Characterization of marble powder for its use in mortar and concrete, United States. Constr. Build. Mater. 2010, 24, 113–117. [Google Scholar] [CrossRef]
- Demirel, B. The effect of the using waste marble dust as fine sand on the mechanical properties of the concrete, Turkey. Int. J. Phys. Sci. 2010, 5, 1372–1380. [Google Scholar]
- Acchar, W.; Vieira, F.A.; Hotza, D. Effect of marble and granite sludge in clay materials. Mater. Sci. Eng. 2006, 419, 306–309. [Google Scholar] [CrossRef]
- Sorace, R.E.; Reinhardt, V.S.; Vaughn, S.A. High-Speed Digital-to-RF Converter. U.S. Patent 5,668,842, 16 September 1997. [Google Scholar]
- Kumar, A.; Khan, N.H.; Rai, B.; Duggal, S.K. Influence of Marble powder/granules in Concrete mix. Int. J. Civ. Struct. Eng. 2011, 1, 827. [Google Scholar]
- Bilgin, N.; Yeprem, H.; Arslan, S.; Bilgin, A.; Günay, E.; Marşoglu, M. Use of waste marble powder in brick industry. Constr. Build. Mater. 2011, 29, 449–457. [Google Scholar] [CrossRef]
- Yüksel, I.; Siddique, R.; Ozkan, O. Influence of high temperature on the properties of concretes made with industrial by-products as fine aggregate replacement. Constr. Build. Mater. 2011, 25, 967–972. [Google Scholar] [CrossRef]
- Zhao, Y.; Lin, H.; Wu, K.; Jin, W. Bond behaviour of normal/recycled concrete and corroded steel bars. Constr. Build. Mater. 2013, 48, 348–359. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y. Integrated interface parameters of recycled aggregate concrete. Constr. Build. Mater. 2015, 101, 861–877. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Meng, T.; Shah, S.P. The modification effects of a nano-silica slurry on microstructure, strength, and strain development of recycled aggregate concrete applied in an enlarged structural test. Constr. Build. Mater. 2015, 95, 721–735. [Google Scholar] [CrossRef]
- Yu, X.; Tao, Z.; Song, T.-Y.; Pan, Z. Performance of concrete made with steel slag and waste glass. Constr. Build. Mater. 2016, 114, 737–746. [Google Scholar] [CrossRef]
- Ozalp, F.; Yılmaz, H.D.; Kara, M.; Kaya, O.; Şahin, A. Effects of recycled aggregates from construction and demolition wastes on mechanical and permeability properties of paving stone, kerb and concrete pipes. Constr. Build. Mater. 2016, 110, 17–23. [Google Scholar] [CrossRef]
- Zhu, P.; Mao, X.; Qu, W.; Li, Z.; Ma, Z.J. Investigation of using recycled powder from waste of clay bricks and cement solids in reactive powder concrete. Constr. Build. Mater. 2016, 113, 246–254. [Google Scholar] [CrossRef]
- Albano, C.; Camacho, N.; Hernández, M.; Matheus, A.; Gutiérrez, A. Influence of content and particle size of waste pet bottles on concrete behavior at different w/c ratios. Waste Manag. 2009, 29, 2707–2716. [Google Scholar] [CrossRef]
- Poon, C.S.; Azhar, S.; Anson, M.; Wong, Y.-L. Comparison of the strength and durability performance of normal- and high-strength pozzolanic concretes at elevated temperatures. Cem. Concr. Res. 2001, 31, 1291–1300. [Google Scholar] [CrossRef]
- Siddique, R.; Kaur, D. Properties of concrete containing ground granulated blast furnace slag (GGBFS) at elevated temperatures. J. Adv. Res. 2011, 3, 45–51. [Google Scholar] [CrossRef] [Green Version]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Assessment of mechanical and durability properties of concrete containing waste rubber tire as fine aggregate. Constr. Build. Mater. 2011, 73, 562–574. [Google Scholar] [CrossRef]
- Nayef, A.; Fahad, A.; Ahmed, B. Effect of microsilica addition on compressive strength of rubberized concrete at elevated temperatures. J. Mater. Cycles Waste Manag. 2014, 12, 41–49. [Google Scholar]
- Li, L.-J.; Xie, W.-F.; Liu, F.; Guo, Y.-C.; Deng, J. Fire performance of high-strength concrete reinforced with recycled rubber particles. Mag. Concr. Res. 2011, 63, 187–195. [Google Scholar] [CrossRef]
- Hernández-Olivares, F.; Barluenga, G. Fire performance of recycled rubber-filled high-strength concrete. Cem. Concr. Res. 2004, 34, 109–117. [Google Scholar] [CrossRef]
- Guo, Y.-C.; Zhang, J.-H.; Chen, G.-M.; Xie, Z.-H. Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J. Clean. Prod. 2014, 72, 193–203. [Google Scholar] [CrossRef]
- Mousa, M.I. Effect of elevated temperature on the properties of silica fume and recycled rubber-filled high strength concretes (RHSC). HBRC J. 2015, 13, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Marques, A.; Correia, J.; de Brito, J. Post-fire residual mechanical properties of concrete made with recycled rubber aggregate. Fire Saf. J. 2013, 58, 49–57. [Google Scholar] [CrossRef]
- Correia, J.R.; Marques, A.M.; Pereira, C.M.C.; de Brito, J. Fire reaction properties of concrete made with recycled rubber aggregate. Fire Mater. 2012, 36, 139–152. [Google Scholar] [CrossRef]
- Guelmine, L.; Hadjab, H.; Benazzouk, A. Effect of elevated temperatures on physical and mechanical properties of recycled rubber mortar. Constr. Build. Mater. 2016, 126, 77–85. [Google Scholar] [CrossRef]
- Nadeem, A.; Memon, S.A.; Lo, T.Y. The performance of Fly ash and Metakaolin concrete at elevated temperatures. Constr. Build. Mater. 2014, 62, 67–76. [Google Scholar] [CrossRef]
- Kore Sudarshan, D.; Vyas, A.K. Impact of Fire on Mechanical Properties of Concrete Containing Marble Waste. J. King Saud Univ.-Eng. Sci. 2019, 31, 42–51. [Google Scholar] [CrossRef]
- Indian Risk Survey Report; Risk Management and Federation of Indian Chambers of Commerce and Industry (FICCI): New Delhi, India, 2018.
- Bandyopadhyay, C.; Manna, M. Fires in India: Learning Lessons for Urban Safety. New Delhi–110001: National Institute of Disaster Management (NIDM); Ministry of Home Affairs: New Delhi, India, 2020. [Google Scholar]
- ISO 834-11:2014; Fire Resistance Tests, Elements of Building Construction, Part 11: Specific Requirements for the Assessment of Fire Protection to Structural Steel Elements. International Organization for Standardization: Geneva, Switzerland, 2014.
- IS 8112: 2013; Ordinary Portland Cement, 43 Grade Specification. Indian Standard: New Delhi, India, 2013.
- IS:9103-1999; Concrete Admixtures Specification. Indian Standard: New Delhi, India, 1999.
- IS 10262:2009; Concrete Mix Proportioning Guidelines. Indian Standard: New Delhi, India, 2009.
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of elevated temperature and cooling regimes on mechanical and durability properties of concrete containing waste rubber fiber. Constr. Build. Mater. 2017, 137, 35–45. [Google Scholar] [CrossRef]
- BIS:516-1999; Specification for Methods of Tests for Strength of Concrete; Bureau of Indian Standards (BIS): Old Delhi, India, 2002.
- BIS 13311 (Part 1); Non-Destructive Testing of Concrete-Methods of Test. Bureau of Indian Standards, New Delhi, India, 1996.
- Diederichs, U.; Jumppanen, U.M.; Penttala, V. Behavior of High Strength Concrete at High Temperatures; Report, No. 92; Department of Structural Engineering, Helsinki University of Technology: Espoo, Finland, 1989. [Google Scholar]
- Xiao, J.; Xie, M.; Zhang, C. Residual compressive behaviour of pre-heated high-performance concrete with blast-furnace-slag. Fire Saf J. 2006, 41, 91–98. [Google Scholar] [CrossRef]
- ASTM C469-94; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. West Conshohocken: Philadelphia, PA, USA, 1994.
- Topçu, I.B.; Bilir, T. Experimental investigation of some fresh and hardened properties of rubberized self-compacting concrete. Mater. Des. 2009, 30, 3056–3065. [Google Scholar] [CrossRef]
- DIN 1048; Testing Concrete: Testing of Hardened Concrete Specimens Prepared in Mould, Part 5. Deutsches Institute for Normung: Berlin, Germany, 1991.
- BIS:13311(Part-2)-1992; Specification for Non-Destructive Testing of Concrete. Bureau of Indian Standards (BIS): New Delhi, India, 1999.
- Peng, G.-F.; Bian, S.-H.; Guo, Z.-Q.; Zhao, J.; Peng, X.-L.; Jiang, Y.-C. Effect of thermal shock due to rapid cooling on residual mechanical properties of fiber concrete exposed to high temperatures. Constr. Build. Mater. 2008, 22, 948–955. [Google Scholar] [CrossRef]
- Yuzer, N.; AkOz, F.; Ozturk, L. Compressive strength–color change relation in mortars at high temperature. Cem. Concr. Res. 2004, 34, 1803–1807. [Google Scholar] [CrossRef]
- Roslan, Z.; Ramli, Z.; Razman, M.; Asyraf, M.; Ishak, M.; Ilyas, R.; Nurazzi, N. Reflections on Local Community Identity by Evaluating Heritage Sustainability Protection in Jugra, Selangor, Malaysia. Sustainability 2021, 13, 8705. [Google Scholar] [CrossRef]
- Asyraf, M.; Ishak, M.; Norrrahim, M.; Nurazzi, N.; Shazleen, S.; Ilyas, R.; Rafidah, M.; Razman, M. Recent advances of thermal properties of sugar palm lignocellulosic fibre reinforced polymer composites. Int. J. Biol. Macromol. 2021, 193, 1587–1599. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Rafidah, M.; Azrina, A.; Razman, M.R. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Ali, S.; Razman, M.; Awang, A.; Asyraf, M.; Ishak, M.; Ilyas, R.; Lawrence, R. Critical Determinants of Household Electricity Consumption in a Rapidly Growing City. Sustainability 2021, 13, 4441. [Google Scholar] [CrossRef]
- Asyraf, M.; Ishak, M.; Syamsir, A.; Nurazzi, N.; Sabaruddin, F.; Shazleen, S.; Norrrahim, M.; Rafidah, M.; Ilyas, R.; Rashid, M.Z.A.; et al. Mechanical properties of oil palm fibre-reinforced polymer composites: A review. J. Mater. Res. Technol. 2022, 17, 33–65. [Google Scholar] [CrossRef]
- Alias, A.H.; Norizan, M.N.; Sabaruddin, F.A.; Asyraf, M.R.M.; Norrrahim, M.N.F.; Ilyas, A.R.; Kuzmin, A.M.; Rayung, M.; Shazleen, S.S.; Nazrin, A.; et al. Hybridization of MMT/Lignocellulosic Fiber Reinforced Polymer Nanocomposites for Structural Applications: A Review. Coatings 2021, 11, 1355. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Norrrahim, M.N.F.; Misenan, M.S.M.; Jenol, M.A.; Samsudin, S.A.; Nurazzi, N.M.; Asyraf, M.R.M.; Supian, A.B.M.; Bangar, S.P.; et al. Natural Fiber-Reinforced Polycaprolactone Green and Hybrid Biocomposites for Various Advanced Applications. Polymers 2022, 14, 182. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Aisyah, H.A.; Asyraf, M.R.M.; Hassan, S.A.; Zainudin, E.S.; Sapuan, S.M.; Sharma, S.; Bangar, S.P.; Jumaidin, R.; et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers 2022, 14, 202. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Rayung, M.; Norrrahim, M.N.F.; Shazleen, S.S.; Rani, M.S.A.; Shafi, A.R.; Aisyah, H.A.; Radzi, M.H.M.; Sabaruddin, F.A.; et al. Thermogravimetric Analysis Properties of Cellulosic Natural Fiber Polymer Composites: A Review on Influence of Chemical Treatments. Polymers 2021, 13, 2710. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Potential Application of Green Composites for Cross Arm Component in Transmission Tower: A Brief Review. Int. J. Polym. Sci. 2020, 2020, 8878300. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of Natural Fiber Reinforced Polymer Composites in Sandwich Structures: A Review on Its Mechanical Properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Ishak, M.R.; Syamsir, A.; Amir, A.L.; Nurazzi, N.M.; Norrrahim, M.N.F.; Asrofi, M.; Rafidah, M.; Ilyas, R.A.; Rashid, M.Z.A.; et al. Filament-wound glass-fibre reinforced polymer composites: Potential applications for cross arm structure in transmission towers. Polym. Bull. 2022. [Google Scholar] [CrossRef]
- Sharma, S.; Patyal, V.; Sudhakara, P.; Singh, J.; Petru, M.; Ilyas, R.A. Mechanical, morphological, and fracture-deformation behavior of MWCNTs-reinforced (Al–Cu–Mg–T351) alloy cast nanocomposites fabricated by optimized mechanical milling and powder metallurgy techniques. Nanotechnol. Rev. 2022, 11, 65–85. [Google Scholar] [CrossRef]
- Chohan, J.; Mittal, N.; Kumar, R.; Singh, S.; Sharma, S.; Dwivedi, S.; Saxena, A.; Chattopadhyaya, S.; Ilyas, R.; Le, C.; et al. Optimization of FFF Process Parameters by Naked Mole-Rat Algorithms with Enhanced Exploration and Exploitation Capabilities. Polymers 2021, 13, 1702. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Asyraf, M.; Dayana, D.; Amelia, J.; Rani, M.; Norrrahim, M.; Nurazzi, N.; Aisyah, H.; Sharma, S.; et al. Polymer Composites Filled with Metal Derivatives: A Review of Flame Retardants. Polymers 2021, 13, 1701. [Google Scholar] [CrossRef]
- Chohan, J.S.; Mittal, N.; Kumar, R.; Singh, S.; Sharma, S.; Singh, J.; Rao, K.V.; Mia, M.; Pimenov, D.Y.; Dwivedi, S.P. Mechanical Strength Enhancement of 3D Printed Acrylonitrile Butadiene Styrene Polymer Components Using Neural Network Optimization Algorithm. Polymers 2020, 12, 2250. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Aggarwal, V.; Pruncu, C.I. Multi-objective Optimization of Kerf-taper and Surface-roughness Quality Characteristics for Cutting-operation On Coir and Carbon Fibre Reinforced Epoxy Hybrid Polymeric Composites During CO2-Pulsed Laser-cutting Using RSM. Lasers Manuf. Mater. Process. 2021, 8, 157–182. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Kumar, H.; Sharma, A.; Aggarwal, V.; Gill, A.S.; Jayarambabu, N.; Kailasa, S.; Rao, K.V. Utilization of rapid prototyping technology for the fabrication of an orthopedic shoe inserts for foot pain reprieve using thermo-softening viscoelastic polymers: A novel experimental approach. Meas. Control 2020, 53, 519–530. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Sharma, A.; Chohan, J.S. Process parameter optimization in laser cutting of coir fiber reinforced epoxy composite—A review. Mater. Today Proc. 2021, in press, 4738–4744. [Google Scholar] [CrossRef]
- Chohan, J.S.; Kumar, R.; Singh, T.H.B.; Singh, S.; Sharma, S.; Singh, J.; Mia, M.; Pimenov, D.Y.; Chattopadhyaya, S.; Dwivedi, S.P.; et al. Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts. Materials 2020, 13, 5176. [Google Scholar] [CrossRef] [PubMed]
- Prabhakaran, S.; Krishnaraj, V.; Sharma, S.; Senthilkumar, M.; Jegathishkumar, R.; Zitoune, R. Experimental study on thermal and morphological analyses of green composite sandwich made of flax and agglomerated cork. J. Therm. Anal. 2020, 139, 3003–3012. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Singh, J.; Ilyas, R.A.; Asyraf, M.R.M.; Razman, M.R. Critical Review of Biodegradable and Bioactive Polymer Composites for Bone Tissue Engineering and Drug Delivery Applications. Polymers 2021, 13, 2623. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Omran, A.A.B.; Singh, J.; Ilyas, R.A. Recent Trends and Developments in Conducting Polymer Nanocomposites for Multifunctional Applications. Polymers 2021, 13, 2898. [Google Scholar] [CrossRef]
- Jha, K.; Tyagi, Y.K.; Kumar, R.; Sharma, S.; Huzaifah, M.R.M.; Li, C.; Ilyas, R.A.; Dwivedi, S.P.; Saxena, A.; Pramanik, A. Assessment of Dimensional Stability, Biodegradability, and Fracture Energy of Bio-Composites Reinforced with Novel Pine Cone. Polymers 2021, 13, 3260. [Google Scholar] [CrossRef]
- Kadier, A.; Ilyas, R.A.; Huzaifah, M.R.M.; Harihastuti, N.; Sapuan, S.M.; Harussani, M.M.; Azlin, M.N.M.; Yuliasni, R.; Ibrahim, R.; Atikah, M.S.N.; et al. Use of industrial wastes as sustainable nutrient sources for bacterial cellulose (BC) production: Mechanism, advances, and future perspectives. Polymers 2021, 13, 3365. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Lam, T.-D.; Nguyen, D.-N. Fabrication and characterization of coir/carbon-fiber reinforced epoxy based hybrid composite for helmet shells and sports-good applications: Influence of fiber surface modifications on the mechanical, thermal and morphological properties. J. Mater. Res. Technol. 2020, 9, 15593–15603. [Google Scholar] [CrossRef]
- Suriani, M.J.; Ilyas, R.A.; Zuhri, M.Y.M.; Khalina, A.; Sultan, M.T.H.; Sapuan, S.M.; Ruzaidi, C.M.; Wan, F.N.; Zulkifli, F.; Harussani, M.M.; et al. Critical review of natural fiber reinforced hybrid composites: Processing, properties, applications and cost. Polymers 2021, 13, 3514. [Google Scholar] [CrossRef]
- Kumar, R.; Ranjan, N.; Kumar, V.; Kumar, R.; Chohan, J.S.; Yadav, A.; Piyush; Sharma, S.; Prakash, C.; Singh, S.; et al. Characterization of Friction Stir-Welded Polylactic Acid/Aluminum Composite Primed through Fused Filament Fabrication. J. Mater. Eng. Perform. 2021, 31, 2391–2409. [Google Scholar] [CrossRef]
- Kumar, M.; Kujur, J.; Chatterjee, R.; Chattopadhyaya, S.; Sharma, S.; Dwivedi, S.P.; Saxena, A.; Rajkumar, S.; Anand, A. Corrosion zones of rebar in high volume flyash concrete through potentiodynamic study in concrete powder solution extracts: A sustainable construction approach. Adv. Civ. Eng. 2022, 2022, 5927819. [Google Scholar] [CrossRef]
- Azlin, M.N.M.; Ilyas, R.A.; Zuhri, M.Y.M.; Sapuan, S.M.; Harussani, M.M.; Sharma, S.; Nordin, A.H.; Nurazzi, N.M.; Afiqah, A.N. 3D Printing and Shaping Polymers, Composites, and Nanocomposites: A Review. Polymers 2022, 14, 180. [Google Scholar] [CrossRef] [PubMed]
- Branesh Robert, J.; Angeline Prabhavathy, R.; Joanna, P.S.; Christopher Ezhil Singh, S.; Murugan, S.; Rajkumar, S.; Sharma, S. Flexural Behaviour of RC Beams with Circular Opening at the Flexural Zone and Shear Zone strengthened using Steel Plates. Adv. Civ. Eng. 2021, 2021, 6733402. [Google Scholar] [CrossRef]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Pruncu, C.I.; Pimenov, D.Y.; Rao, K.V.; Kapłonek, W. Comparative study on the mechanical, tribological, morphological and structural properties of vortex casting processed, Al-SiC-Cr hybrid metal matrix composites for high strength wear-resistant applications: Fabrication and characterizations. J. Mater. Res. Technol. 2020, 9, 13607–13615. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Saxena, A.; Sharma, S. Influence of Nano-CuO on Synthesis and Mechanical Behavior of Spent Alumina Catalyst and Grinding Sludge Reinforced Aluminum Based Composite. Int. J. Met. 2021, 16, 292–303. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Saxena, A.; Sharma, S.; Srivastava, A.K.; Maurya, N.K. Influence of SAC and eggshell addition in the physical, mechanical and thermal behaviour of Cr reinforced aluminium based composite. Int. J. Cast Met. Res. 2021, 34, 43–55. [Google Scholar] [CrossRef]
- Saxena, A.; Dwivedi, S.; Dixit, A.; Sharma, S.; Srivastava, A.; Maurya, N. Computational and experimental investigation on mechanical behavior of zirconia toughened alumina and nickel powder reinforced EN31 based composite material. Mater. Werkst. 2021, 52, 548–560. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Gupta, M.K.; Mia, M.; Dwivedi, S.P.; Saxena, A.; Chattopadhyaya, S.; Singh, R.; Pimenov, D.Y.; Korkmaz, M.E. Investigation on mechanical, tribological and microstructural properties of Al-Mg-Si-T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J. Mater. Res. Technol. 2021, 12, 1564–1581. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Agrawal, R.; Sharma, S. Effect of Friction Stir Process Parameters on Mechanical Properties of Chrome Containing Leather Waste Reinforced Aluminium Based Composite. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 935–943. [Google Scholar] [CrossRef]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Mia, M.; Singh, J.; Rahman, M.A.; Khan, A.M.; Rao, K.V. Investigation on the mechanical, tribological, morphological and machinability behavior of stir-casted Al/SiC/Mo reinforced MMCs. J. Mater. Res. Technol. 2021, 12, 930–946. [Google Scholar] [CrossRef]
- Islam, A.; Dwivedi, S.P.; Dwivedi, V.K.; Sharma, S.; Kozak, D. Development of Marble Dust/Waste PET Based Polymer Composite Material for Environmental Sustainability: Fabrication and Characterizations. Mater. Perform. Charact. 2021, 10, 538–552. [Google Scholar] [CrossRef]
- Sharma, T.; Singh, S.; Singh Thind, P.; Singh Chohan, J.; Kumar, R.; Sharma, S.; Kaplonek, W.; Khalilpoor, N.; Issakhov, A. A Systematic Review on the Performance Characteristics of Sustainable, Unfired Admixed Soil-Blocks for Agricultural and Industrial Waste Management. Adv. Mater. Sci. Eng. 2021, 2021, 1749694. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P. Fabrication and optimization of hybrid AA-6082-T6 alloy/8%Al2O3(Alumina)/2%Grp metal matrix composites using novel Box-Behnken methodology processed by wire-sinking electric discharge machining. Mater. Res. Express 2019, 6, 116594. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Saxena, A.; Sharma, S.; Singh, G.; Singh, J.; Mia, M.; Chattopadhyaya, S.; Pramanik, A.; Pimenov, D.Y.; Wojciechowski, S. Effect of ball-milling process parameters on mechanical properties of Al/Al2O3/collagen powder composite using statistical approach. J. Mater. Res. Technol. 2021, 15, 2918–2932. [Google Scholar] [CrossRef]
- Khare, J.M.; Dahiya, S.; Gangil, B.; Ranakoti, L.; Sharma, S.; Huzaifah, M.R.M.; Ilyas, R.A.; Dwivedi, S.P.; Chattopadhyaya, S.; Kilinc, H.C.; et al. Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design. Polymers 2021, 13, 3607. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Maurya, M.; Sharma, S. Study of CCLW, Alumina and the Mixture of Alumina- and CCLW-Reinforced Aluminum-Based Composite Material with and Without Mechanical Alloying. J. Inst. Eng. (India) Ser. D 2021, 13, 1–16. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Sahu, R.; Saxena, A.; Dwivedi, V.K.; Srinivas, K.; Sharma, S. Recovery of Cr from chrome-containing leather waste and its utilization as reinforcement along with waste spent alumina catalyst and grinding sludge in AA 5052-based metal matrix composites. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2021, 236, 160–170. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Maurya, M.; Saxena, A.; Sharma, S. Synthesis and characterization of spent alumina catalyst and grinding sludge reinforced aluminium-based composite material. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Maurya, M.; Sharma, S. Synthesis and characterisation of chromium, eggshell and grinding sludge-reinforced aluminium metal matrix composite: An experimental approach. Green Mater. 2021, 40, 1–10. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Aisyah, H.A.; Nordin, A.H.; Ngadi, N.; Zuhri, M.Y.M.; Asyraf, M.R.M.; Sapuan, S.M.; Zainudin, E.S.; Sharma, S.; Abral, H.; et al. Natural-Fiber-Reinforced Chitosan, Chitosan Blends and Their Nanocomposites for Various Advanced Applications. Polymers 2022, 14, 874. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Syamsir, A.; Zahari, N.M.; Supian, A.B.M.; Ishak, M.R.; Sapuan, S.M.; Sharma, S.; Rashedi, A.; Razman, M.R.; Zakaria, S.Z.S.; et al. Product Development of Natural Fibre-Composites for Various Applications: Design for Sustainability. Polymers 2022, 14, 920. [Google Scholar] [CrossRef] [PubMed]
- Chandel, P.S.; Tyagi, Y.K.; Jha, K.; Kumar, R.; Sharma, S.; Singh, J.; Ilyas, R.A. Study of mode II interlaminar fracture toughness of laminated composites of glass and jute fibres in epoxy for structural applications. Funct. Compos. Struct. 2021, 3, 044002. [Google Scholar] [CrossRef]
- Yeswanth, I.; Jha, K.; Bhowmik, S.; Kumar, R.; Sharma, S.; Rushdan, A.I. Recent developments in RAM based MWCNT composite materials: A short review. Funct. Compos. Struct. 2022, 4, 024001. [Google Scholar] [CrossRef]
- Virk, G.S.; Singh, B.; Singh, Y.; Sharma, S.; Rushdan, A.I.; Patyal, V. Abrasive water jet machining of coir fiber reinforced epoxy composites: A review. Funct. Compos. Struct. 2022, 4, 014001. [Google Scholar] [CrossRef]
- Juneja, S.; Chohan, J.S.; Kumar, R.; Sharma, S.; Ilyas, R.A.; Asyraf, M.R.M.; Razman, M.R. Effect of Marbles dust on Mechanical, Morphological, and wear performance of Basalt Fibre Reinforced Epoxy Composites for structural applications. Polymers 2022, 14, 1367. [Google Scholar] [CrossRef]
- Singh, S.; Khairandish, M.I.; Razahi, M.M.; Kumar, R.; Chohan, J.S.; Tiwary, A.; Sharma, S.; Li, C.; Ilyas, R.A.; Asyraf, M.R.M.; et al. Preference Index of Sustainable Natural Fibers in Stone Matrix Asphalt Mixture Using Waste Marble. Materials 2022, 15, 2729. [Google Scholar] [CrossRef]
- Tiwary, A.K.; Singh, S.; Chohan, J.S.; Kumar, R.; Sharma, S.; Chattopadhyaya, S.; Abed, F.; Stepinac, M. Behavior of RC Beam–Column Joints Strengthened with Modified Reinforcement Techniques. Sustainability 2022, 14, 1918. [Google Scholar] [CrossRef]
- Tiwary, A.K.; Bhatia, S.; Singh, S.; Chohan, J.S.; Kumar, R.; Sharma, S.; Chattopadhyaya, S.; Rajkumar, S. Performance Comparison and Critical Finite Element Based Experimental Analysis of Various Forms of Reinforcement Retaining Structural System. Math. Probl. Eng. 2022, 2022, 4434679. [Google Scholar] [CrossRef]
- Mousavi, S.S.; Dehestani, M.; Mousavi Ajarostaghi, S.S.; Bhojaraju, C.; Nguyen-Tri, P. On post-fire bond strength of steel rebar embedded in thermally-damaged concrete–A review. J. Adhes. Sci. Technol. 2022, 1–41. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | K2O | LOI |
|---|---|---|---|---|---|---|---|---|
| Percentage | 60.5 | 22.5 | 4.2 | 3.6 | 2.7 | 2.3 | 0.6 | 1.87 |
| Ingredient | CaO | SiO2 | Al2O3 | Fe2O3 | MgO |
|---|---|---|---|---|---|
| Percentage | 40.45 | 28.35 | 0.42 | 9.70 | 16.25 |
| Ingredient | SiO2 | Fe2O3 | Al2O3 | CaO | MgO | TiO2 | Na2O | K2O | SO3 | Mn3O4 |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage | 83.8 | 5.39 | 0.81 | 1.42 | 0.86 | 0.22 | 0.87 | 1.14 | 0.21 | 0.047 |
| Samples | Cement (kg/m3) | Marble Dust (kg/m3) | Fine Aggregate (kg/m3) | Foundry Sand (kg/m3) | Coarse Aggregate (kg/m3) | Admixture (%) | Water (kg/m3) | Slump (mm) |
|---|---|---|---|---|---|---|---|---|
| S0 | 407.07 | 0 | 851.15 | 0 | 1083 | 0.6 | 162.82 | 75 |
| S5 | 386.72 | 20.35 | 808.59 | 42.55 | 1083 | 0.6 | 162.82 | 80 |
| S10 | 366.36 | 40.71 | 766.03 | 85.12 | 1083 | 0.8 | 162.82 | 90 |
| S15 | 346.01 | 61.06 | 723.48 | 127.67 | 1083 | 0.8 | 162.82 | 95 |
| S20 | 325.66 | 81.41 | 680.92 | 170.23 | 1083 | 0.8 | 162.82 | 108 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiwary, A.K.; Singh, S.; Kumar, R.; Chohan, J.S.; Sharma, S.; Singh, J.; Li, C.; Ilyas, R.A.; Asyraf, M.R.M.; Malik, M.A. Effects of Elevated Temperature on the Residual Behavior of Concrete Containing Marble Dust and Foundry Sand. Materials 2022, 15, 3632. https://doi.org/10.3390/ma15103632
Tiwary AK, Singh S, Kumar R, Chohan JS, Sharma S, Singh J, Li C, Ilyas RA, Asyraf MRM, Malik MA. Effects of Elevated Temperature on the Residual Behavior of Concrete Containing Marble Dust and Foundry Sand. Materials. 2022; 15(10):3632. https://doi.org/10.3390/ma15103632
Chicago/Turabian StyleTiwary, Aditya Kumar, Sandeep Singh, Raman Kumar, Jasgurpreet Singh Chohan, Shubham Sharma, Jujhar Singh, Changhe Li, R. A. Ilyas, M. R. M. Asyraf, and Mohammad Abdul Malik. 2022. "Effects of Elevated Temperature on the Residual Behavior of Concrete Containing Marble Dust and Foundry Sand" Materials 15, no. 10: 3632. https://doi.org/10.3390/ma15103632
APA StyleTiwary, A. K., Singh, S., Kumar, R., Chohan, J. S., Sharma, S., Singh, J., Li, C., Ilyas, R. A., Asyraf, M. R. M., & Malik, M. A. (2022). Effects of Elevated Temperature on the Residual Behavior of Concrete Containing Marble Dust and Foundry Sand. Materials, 15(10), 3632. https://doi.org/10.3390/ma15103632