
Response Surface of Speed-Loading Path to Grain Refinement during Current-Heating Compression at SAE 5137H Steel


Abstract
:1. Introduction
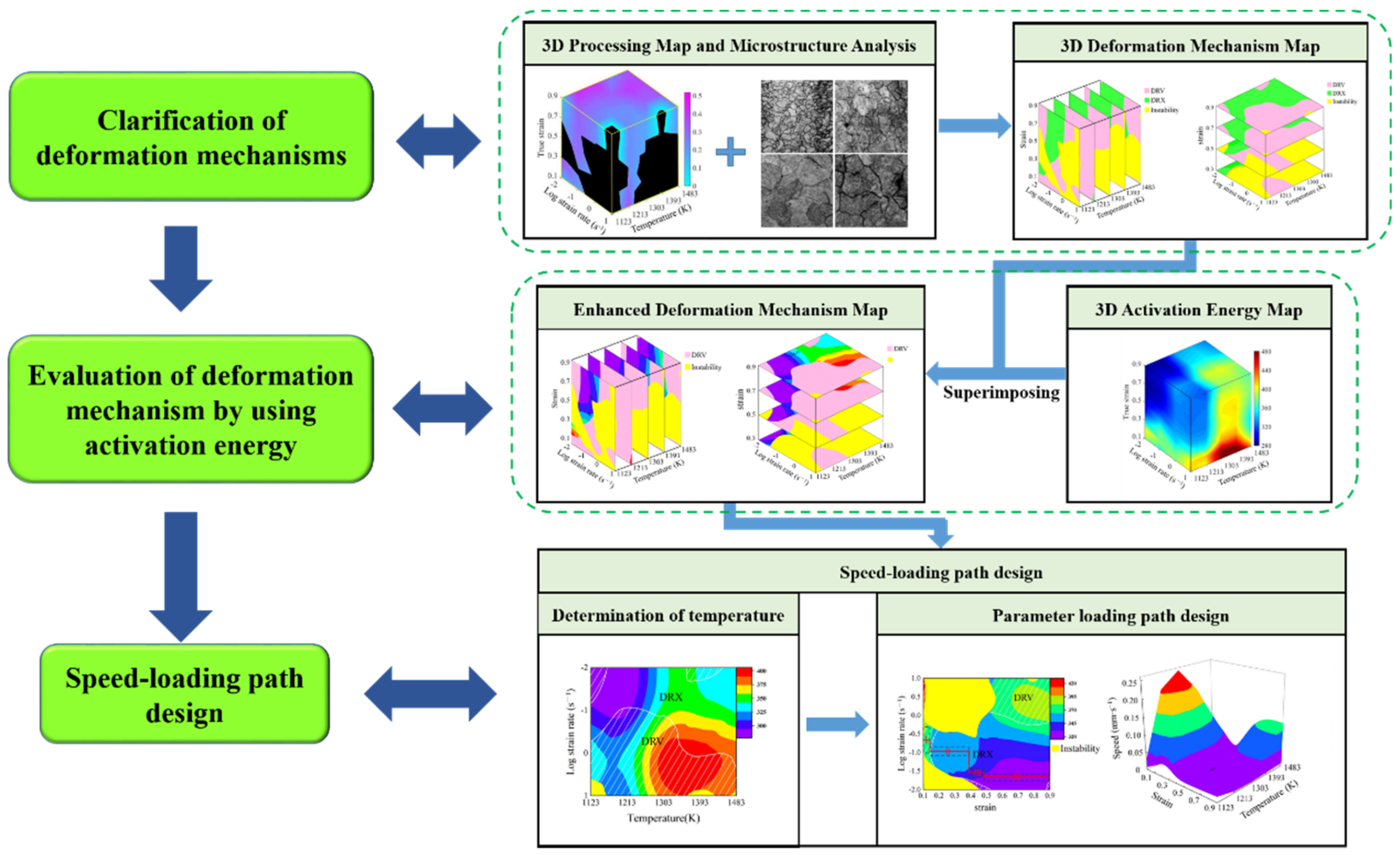
2. Design Approach in Speed-Loading Path and Its Principles
2.1. Construction of an Enhanced Deformation Mechanism Map
2.2. Design Procedures and Response Surface of the Speed-Loading Path
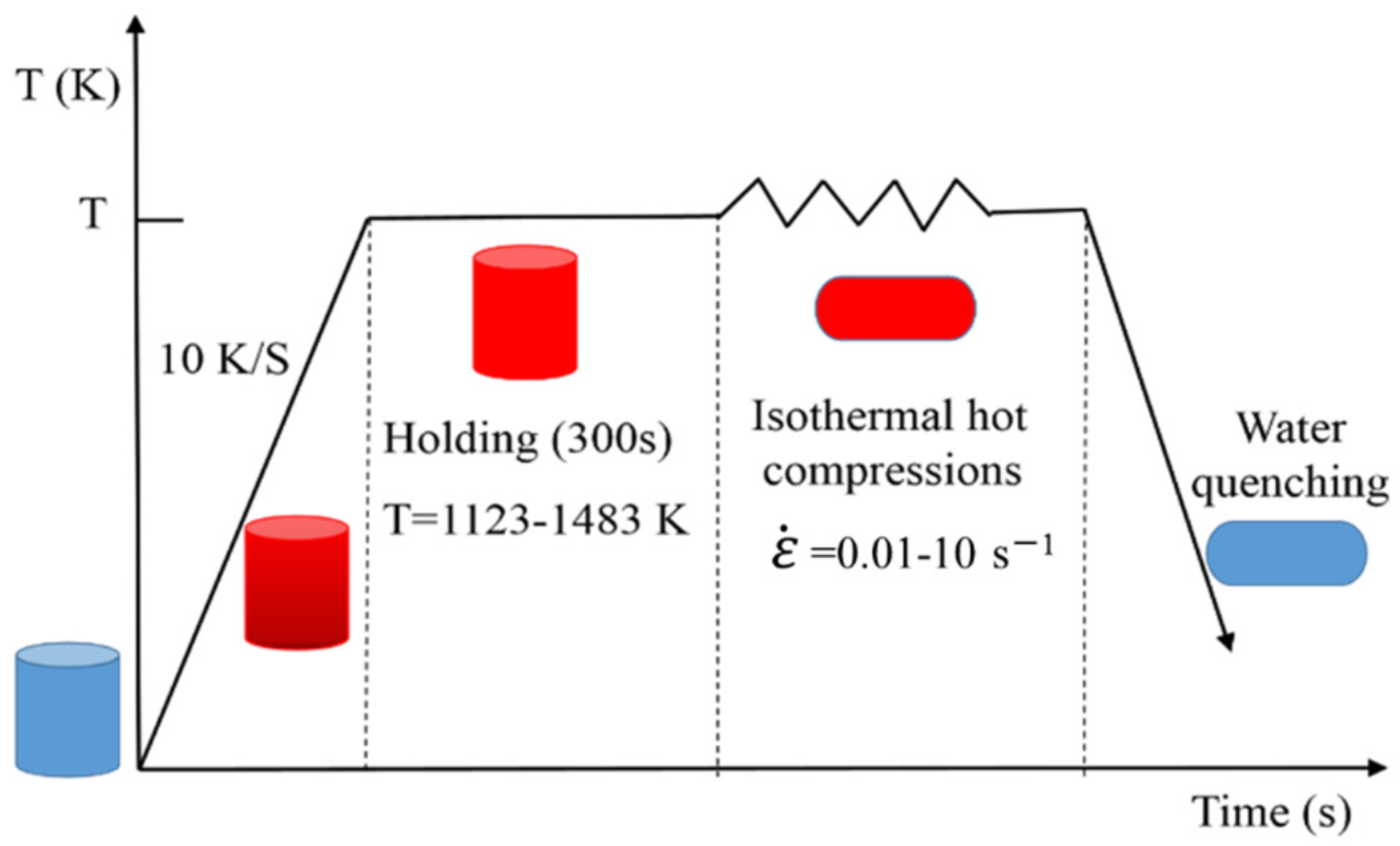
3. Materials and Experimental Procedures
4. Clarification and Evaluation of Deformation Mechanisms
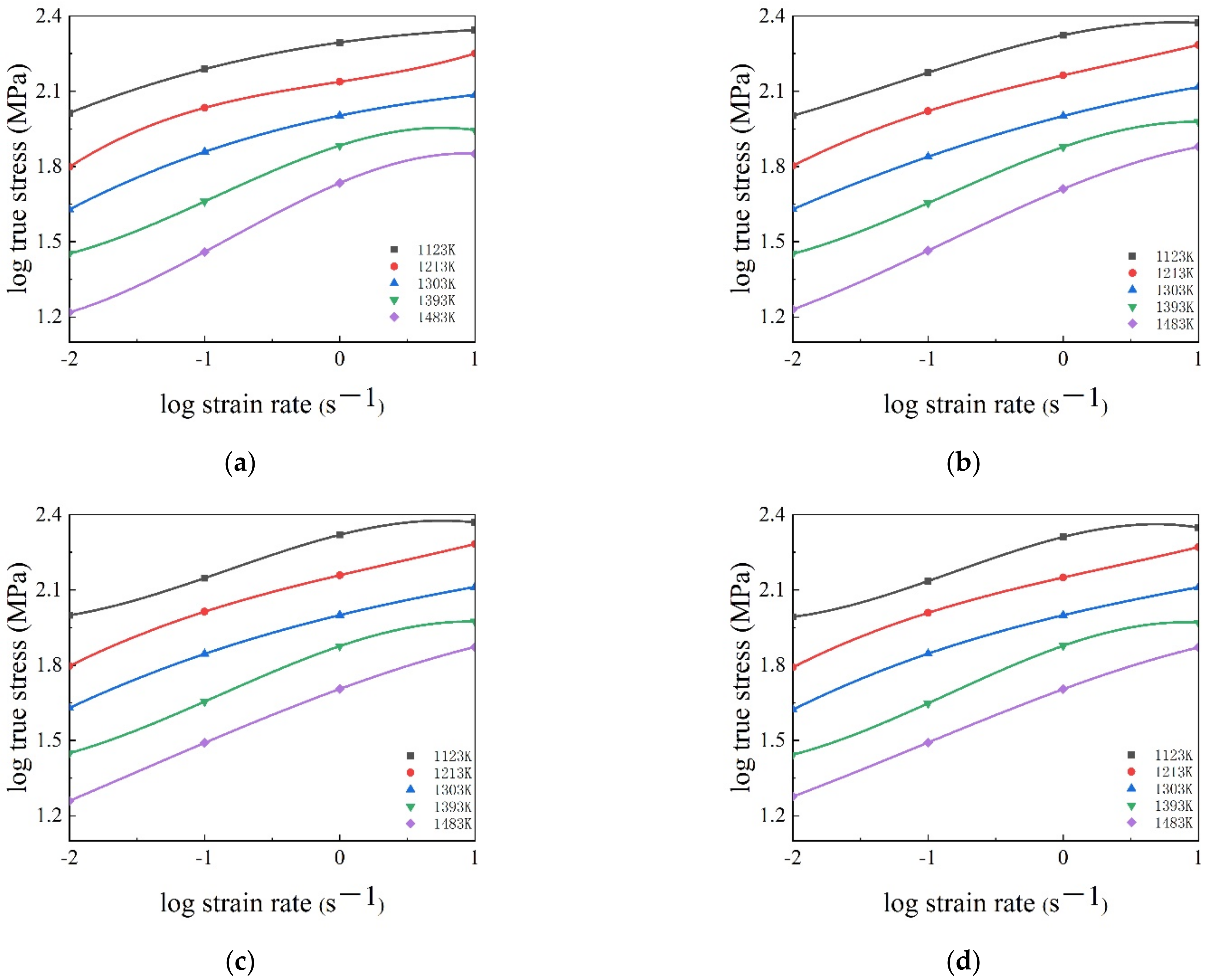
4.1. Flow Stress–Strain Behavior
4.2. 3D Thermal Processing Map
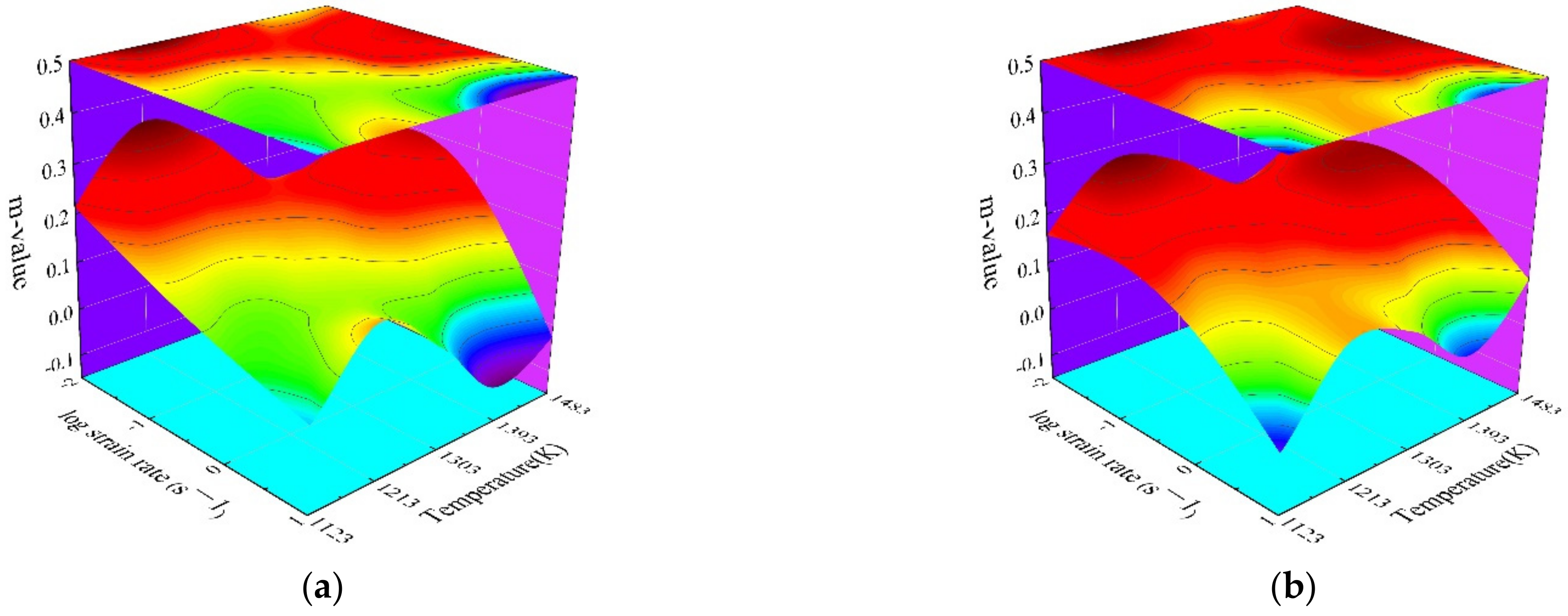
4.2.1. Calculation of Three Indicators
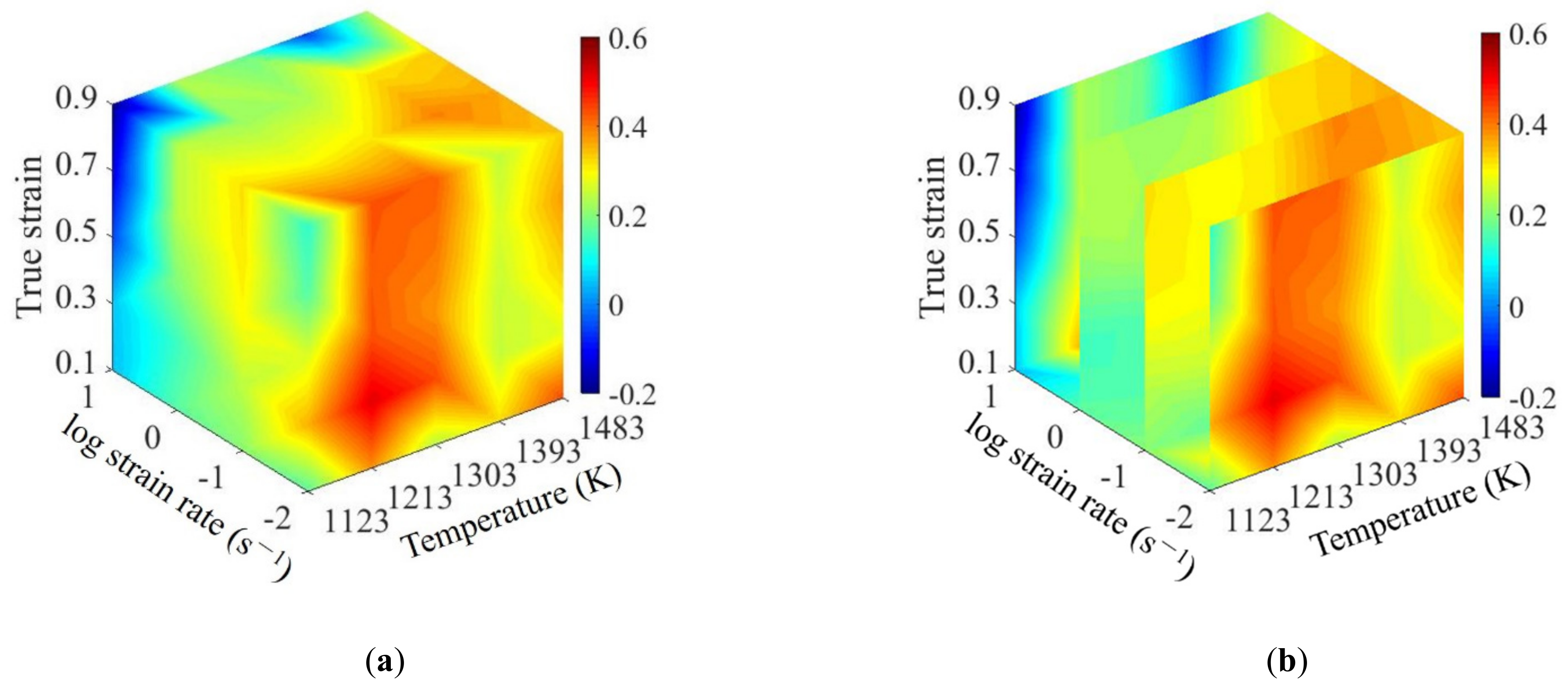
4.2.2. Construction of the 3D Processing Map
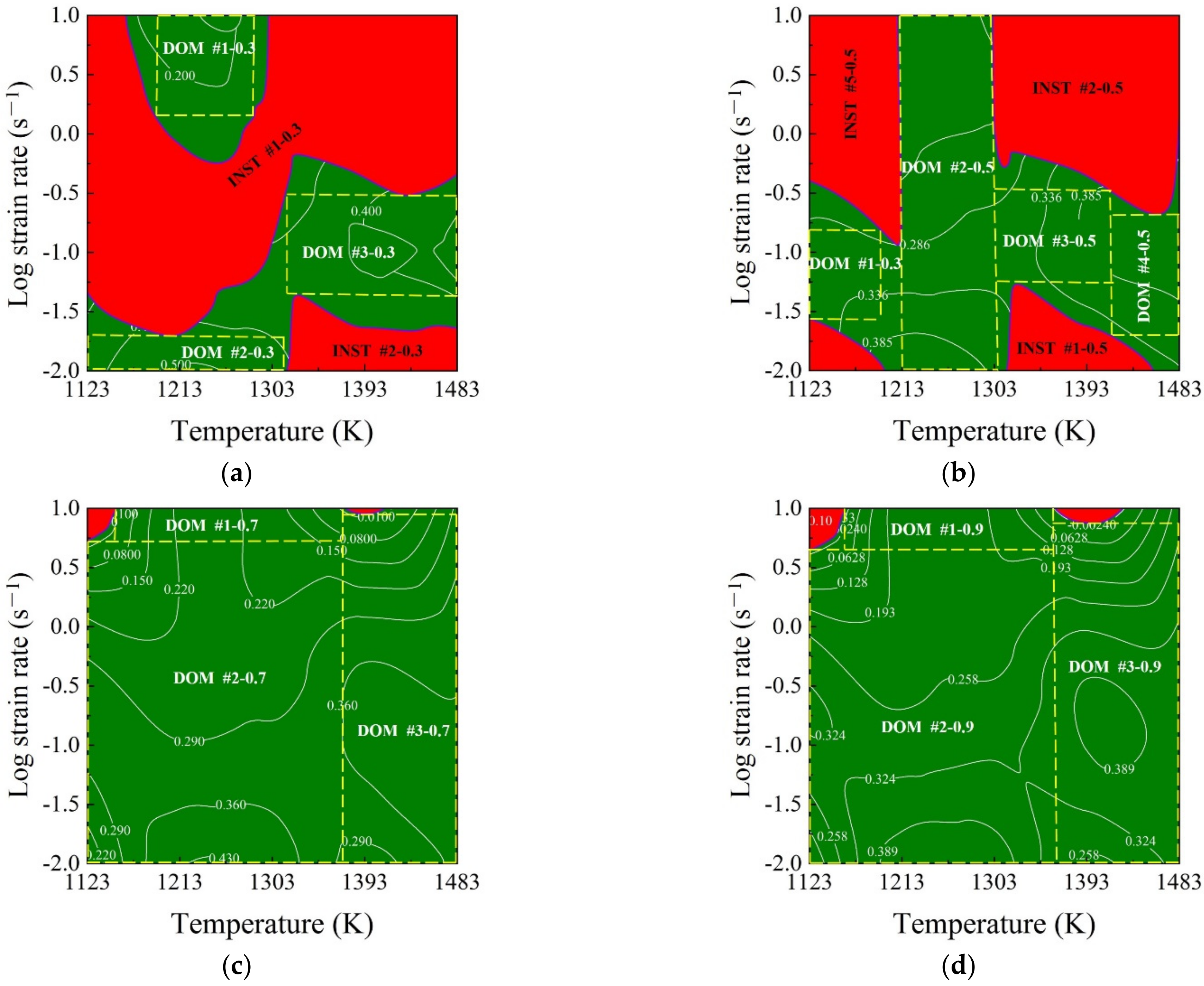
4.3. 3D Deformation Mechanism Map
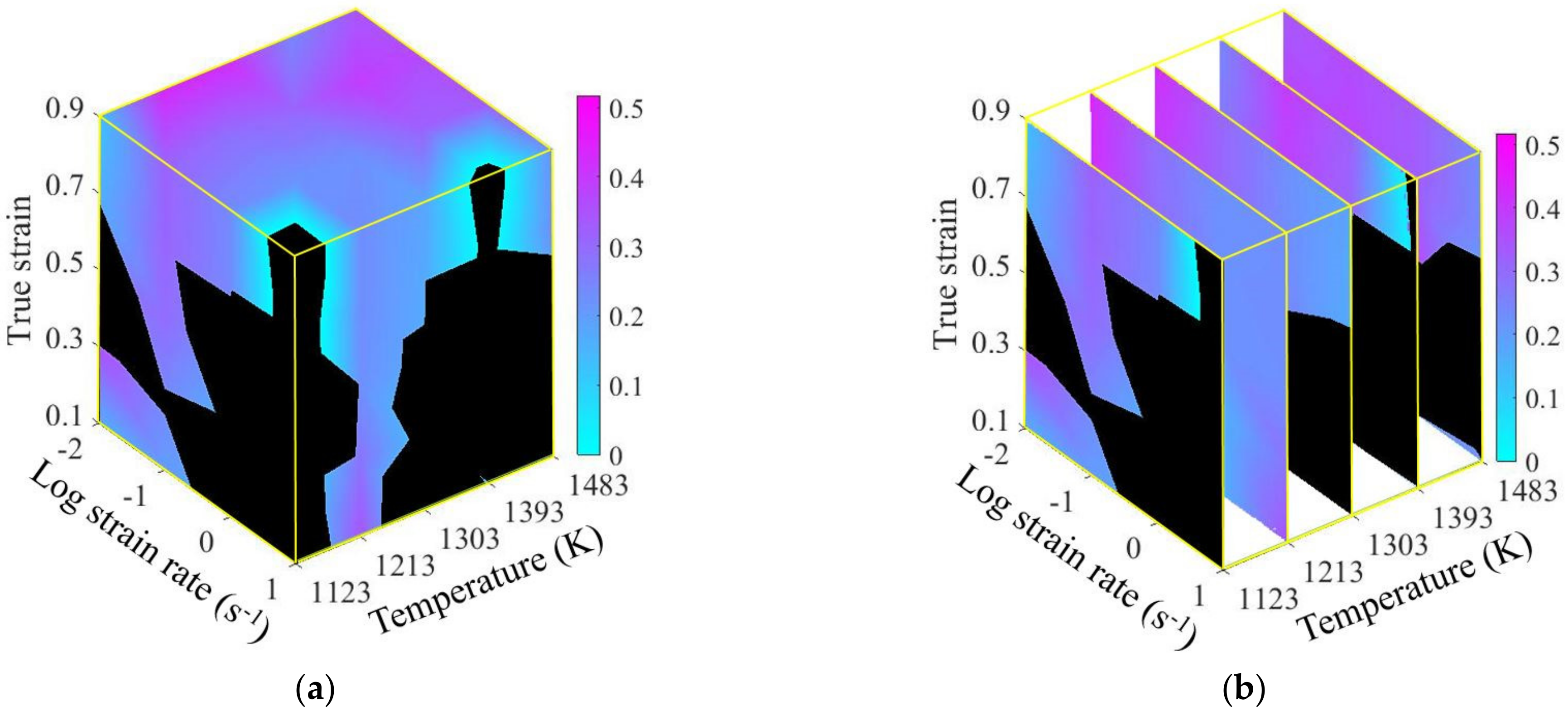
4.4. Enhanced Deformation Mechanism Map
5. Design of Speed-Loading Path for SAE 5137H and Its Response Surface
6. Conclusions
- (1)
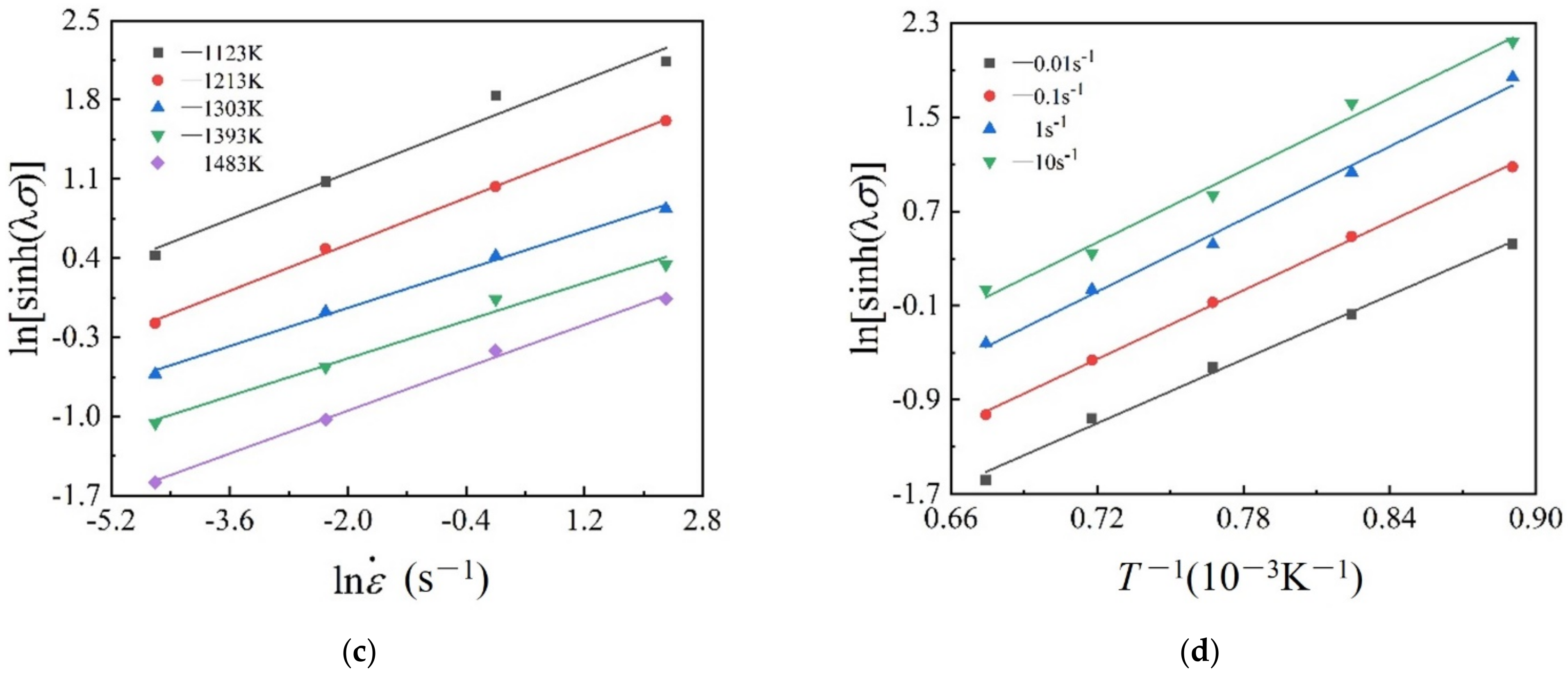
- Flow stress reduces with the increase of temperature and the decrease of strain rate. Additionally, flow stress shows obvious DRX characteristics at a strain rate of 0.01–0.1 s−1, while flow stress shows obvious DRV characteristics at a strain rate of 1–10 s−1.
- (2)
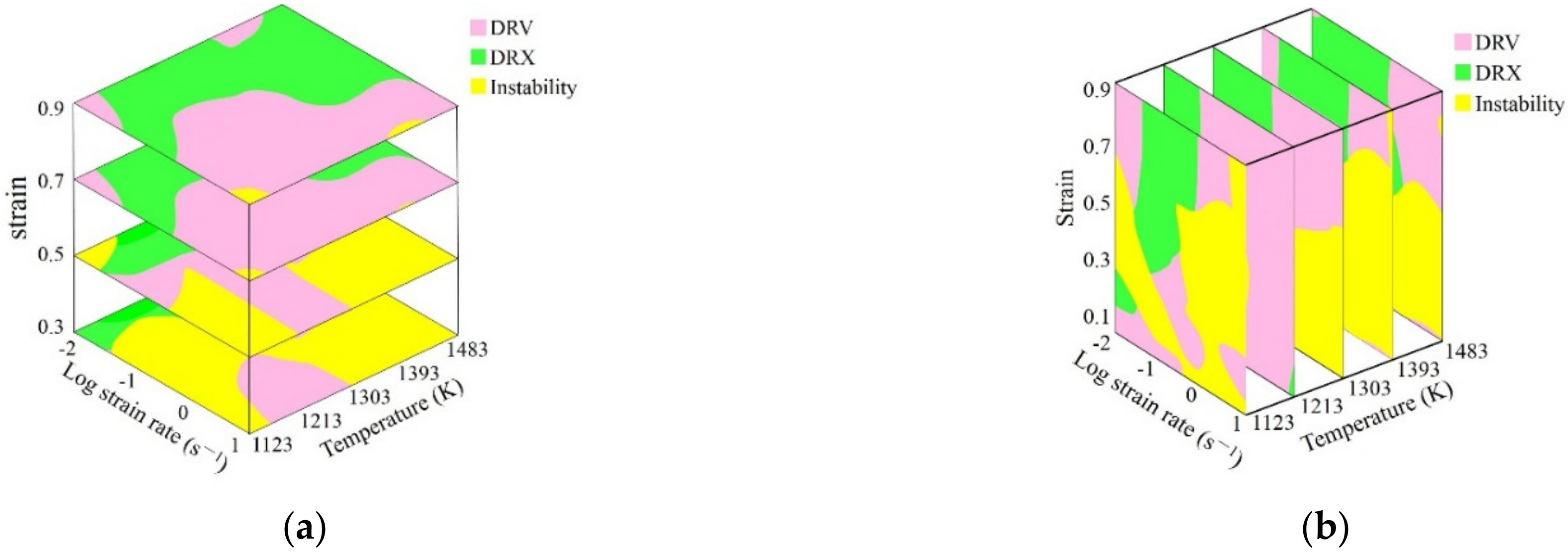
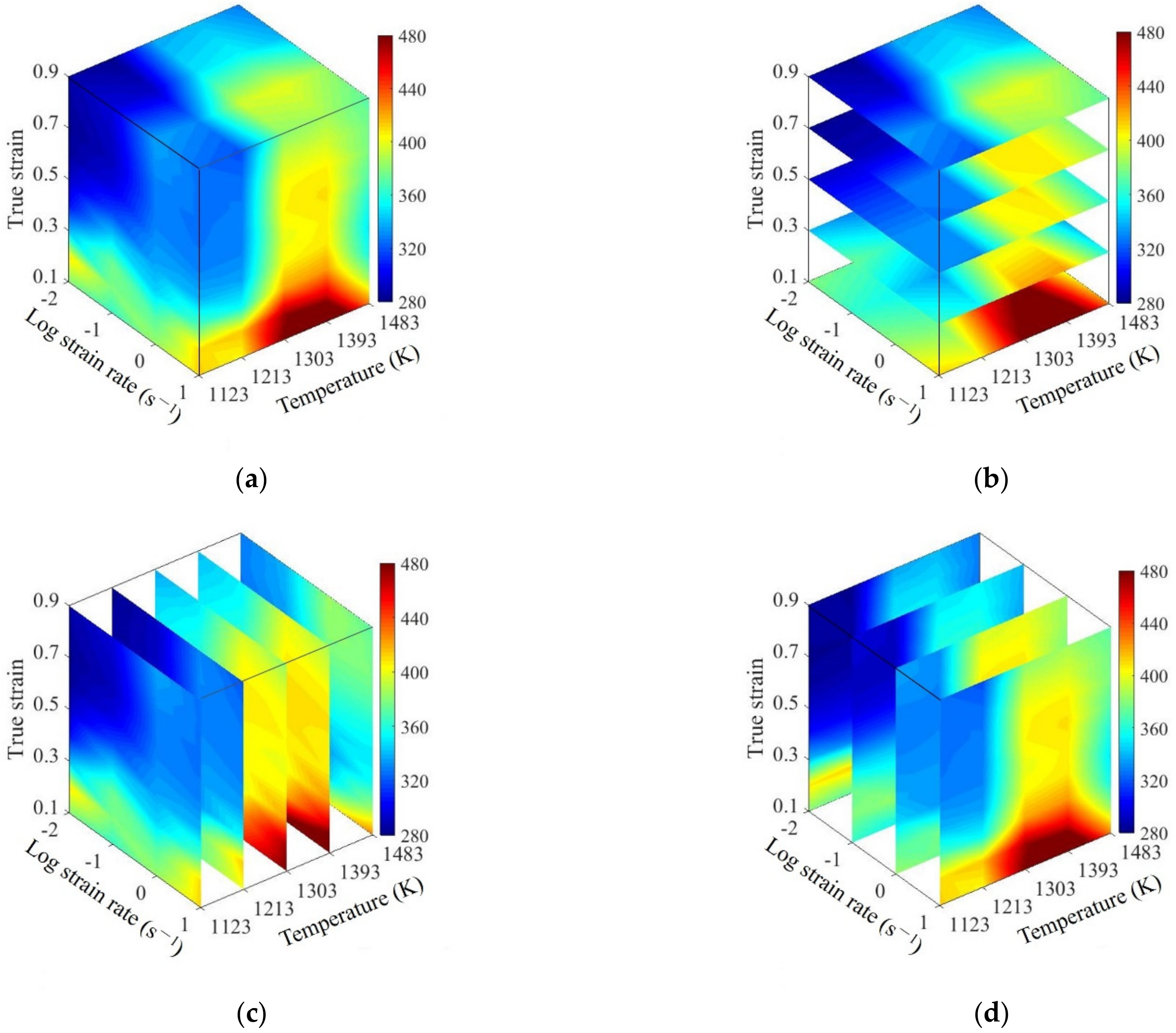
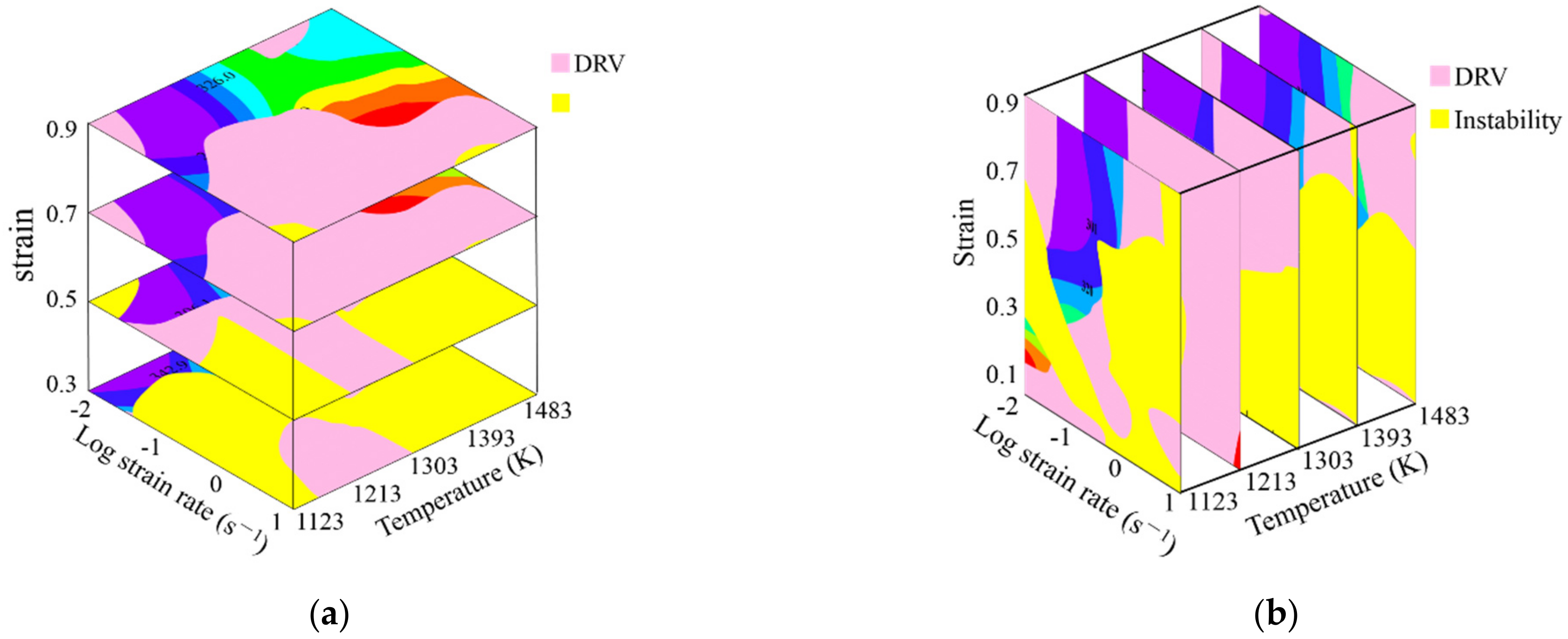
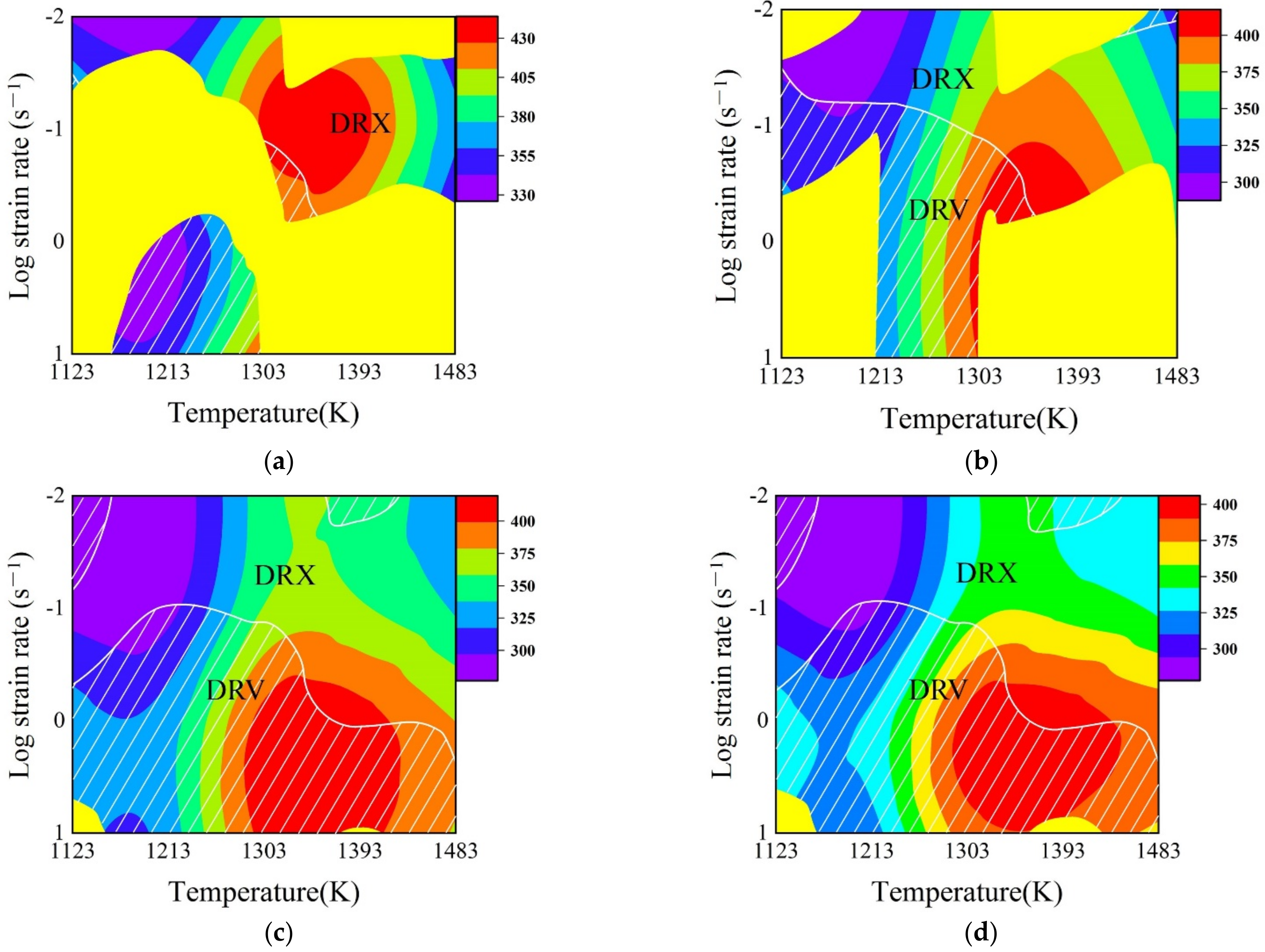
- Based on the conventional 2D thermal processing map and considering the continuous deformation process, a 3D thermal processing map including a strain rate sensitive index, power dissipation efficiency, and instability parameter was constructed. By combining the established 3D thermal processing map with microstructural validation, the connection between deformation mechanisms and hot working parameters were illustrated in the 3D deformation mechanism map.
- (3)
- The 3D deformation activation energy maps representing the difficulty degree of hot deformation were constructed. Activation energy value increases initially and then decreases with the rise of strain and temperature, while it increases gradually with the rise of strain rate. Meanwhile, an enhanced deformation mechanism map was constructed.
- (4)
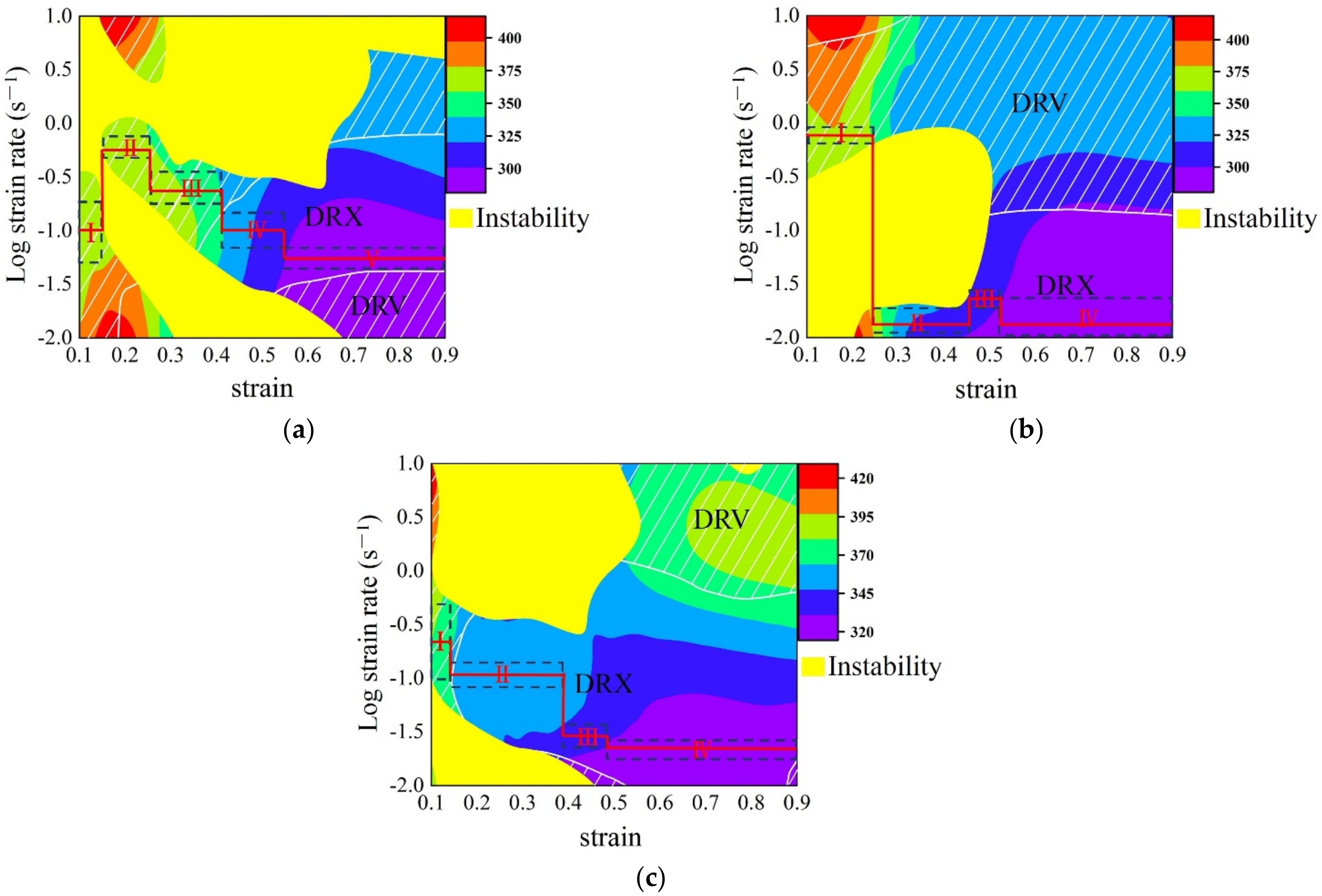
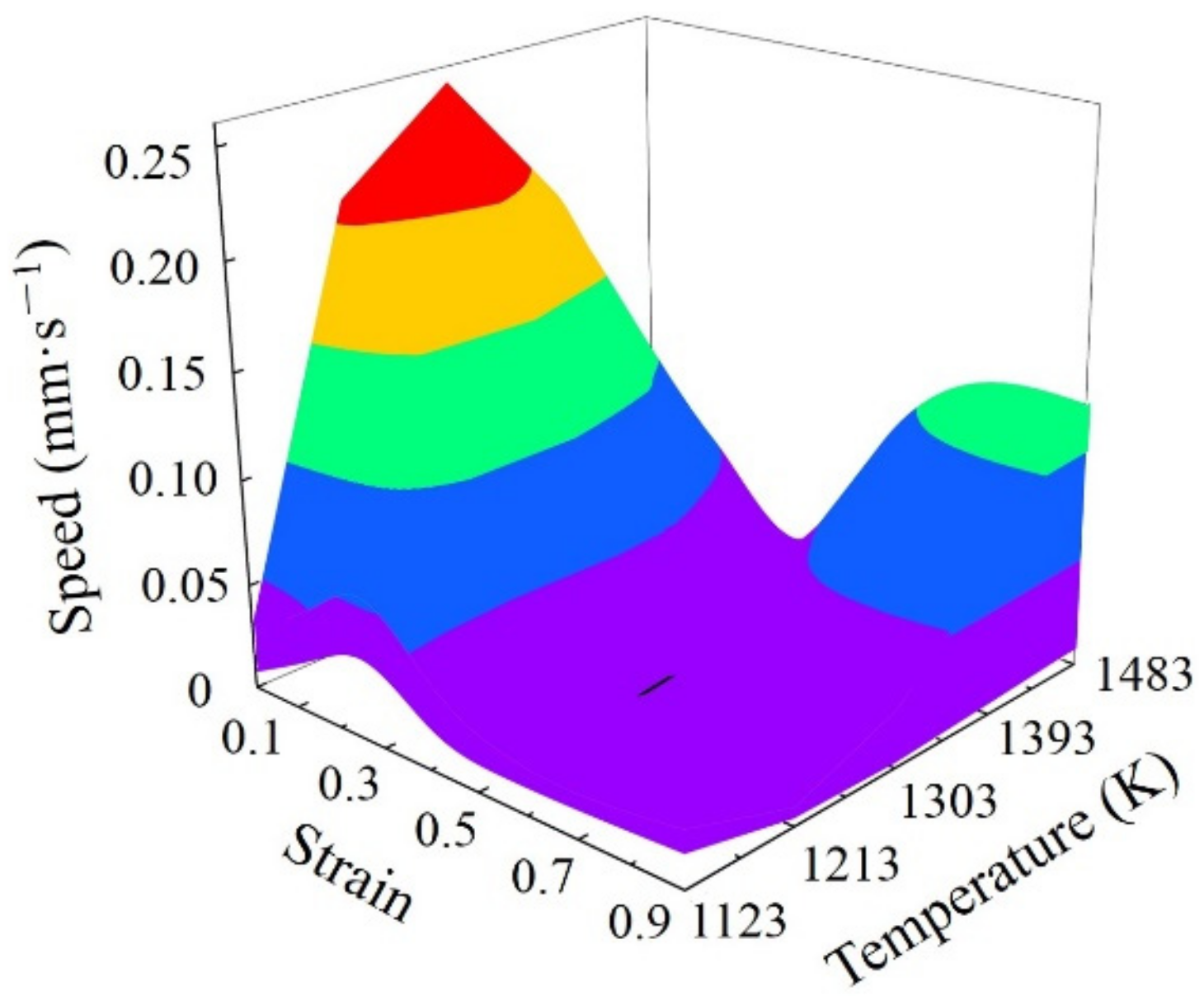
- The speed-loading paths of SAE 5137H were linked to a 3D response surface, which is applied to design the optimal continuous parameters aiming for grain refinement and lower activation energy. By experimental validation, the speed-loading path derived from the 3D response surface was beneficial and practical.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhavar, V.; Kattire, P.; Thakare, S.; Mane, S.; Prtil, S.; Pawar, V.; Singh, R. Effect of post weld heat treatments (PWHTs) on Electron beam welded SAE 5137 steel. Mater. Sci. Eng. 2017, 229, 012028. [Google Scholar]
- Quan, G.Z.; Pan, J.; Zhang, Z.H. Phase transformation and recrystallization kinetics in space–time domain during isothermal compressions for Ti–6Al–4V analyzed by multi-field and multi-scale coupling FEM. Mater. Des. 2016, 94, 523–535. [Google Scholar] [CrossRef]
- Quan, G.; Ma, Y.; Zhang, Y.; Zhang, P.; Wang, W. Separation of dynamic recrystallization parameter domains from a chaotic system for Ti–6Al–4V alloy and its application in parameter loading path design. Mater. Sci. Eng. A 2020, 772, 138745. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegal, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhang, L.; Wang, X.; Li, Y.L. Correspondence between microstructural evolution mechanisms and hot processing parameters for Ti-13Nb-13Zr biomedical alloy in comprehensive processing maps. J. Alloys Compd. 2016, 698, 178–193. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]
- Quan, G.Z.; Wen, H.R.; Pan, J.; Zou, Z.Y. Construction of processing maps based on expanded data by BP-ANN and identification of optimal deforming parameters for Ti-6Al-4V alloy. Int. J. Precis. Eng. Manuf. 2016, 17, 171–180. [Google Scholar] [CrossRef]
- Opěla, P.; Schindler, I.; Kawulok, P.; Kawulok, R.; Rusz, S.; Navrátil, H.; Jurča, R. Correlation among the Power Dissipation Efficiency, Flow Stress Course, and Activation Energy Evolution in Cr-Mo Low-Alloyed Steel. Materials 2020, 13, 3480. [Google Scholar] [CrossRef]
- Wang, S.; Luo, J.R.; Hou, L.G.; Zhang, J.S.; Zhuang, L.Z. Identification of the threshold stress and true activation energy for characterizing the deformation mechanisms during hot working. Mater. Des. 2017, 113, 27–36. [Google Scholar] [CrossRef]
- Quan, G.; Liu, Q.; Zhao, J.; Xiong, W.; Shi, R. Determination of dynamic recrystallization parameter domains of Ni80A superalloy by enhanced processing maps. Trans. Nonferrous Met. Soc. China 2019, 29, 1449–1464. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, K.; Lu, S.; Li, X.; Feng, R.; Zhong, M. Flow behavior and 3D processing map for hot deformation of Ti-2.7Cu alloy. J. Mater. Res. Technol. 2020, 9, 2652–2661. [Google Scholar] [CrossRef]
- Chang, L.; Zheng, L. Isothermal compression behavior and constitutive modeling of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Trans. Nonferrous Met. Soc. China 2018, 28, 1114–1122. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, Q.; Li, J.; Chen, Y.; Zhang, X.; Zheng, Z. Flow curve correction and processing map of 2050 Al-Li alloy. Trans. Nonferrous Met. Soc. China 2018, 28, 404–414. [Google Scholar] [CrossRef]
- Sun, Y.; Cao, Z.; Wan, Z.; Hu, L.; Ye, W.; Li, N.; Fan, C. 3D processing map and hot deformation behavior of 6A02 aluminum alloy. J. Alloy. Compd. 2018, 742, 356–368. [Google Scholar] [CrossRef]
- Sun, C.; Liu, K.; Wang, Z.; Li, S.; Du, X.; Du, W. Hot deformation behaviors and processing maps of Mg–Zn–Er alloys based on Gleeble–1500 hot compression simulation. Trans. Nonferrous Met. Soc. China 2016, 26, 3123–3134. [Google Scholar] [CrossRef]
- Slooff, F.A.; Dzwonczyk, J.S.; Zhou, J.; Duszczyk, J.; Katagerman, L. Hot workability analysis of extruded AZ magnesium alloys with processing maps. Mater. Sci. Eng. A 2010, 527, 735–744. [Google Scholar] [CrossRef]
- Wang, L.; Liu, F.; Cheng, J.J.; Zuo, Q.; Chen, C.F. Hot deformation characteristics and processing map analysis for Nickel-based corrosion resistant alloy. J. Alloys Compd. 2015, 623, 69–78. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, S.; Zhao, Y.; Liu, S. Constitutive equation and processing map of equiatomic NiTi shape memory alloy under hot plastic deformation. Trans. Nonferrous Met. Soc. China 2016, 26, 2152–2161. [Google Scholar] [CrossRef]
- Ren, F.; Chen, F.; Chen, J.; Tang, X. Hot deformation behavior and processing maps of AISI 420 martensitic stainless steel. J. Manuf. Process. 2018, 31, 640–649. [Google Scholar] [CrossRef]
- Quan, G.; Zhao, L.; Chen, T.; Wang, Y.; Mao, Y.; Lu, W.; Zhou, J. Identification for the optimal working parameters of as-extruded 42CrMo high-strength steel from a large range of strain, strain rate and temperature. Mater. Sci. Eng. A 2012, 538, 364–373. [Google Scholar] [CrossRef]
- Lypchanskyi, O.; Śleboda, T.; Zyguła, K.; Łukaszek-Sołek, A.; Wojtaszek, M. Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps. Materials 2020, 13, 3629. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.; Su, W.; Xiao, D.; Xu, G. Investigation on Hot Workability of Homogenized Al-Zn-Mg-Cu Alloy Based on Activation Energy and Processing Map. JOM 2018, 70, 993–999. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M.; Zheng, L.; Yao, Z. Hot deformation characteristics of Alloy 617B nickel-based superalloy: A study using processing map. J. Alloys Compd. 2015, 647, 338–350. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Liu, Z.Y.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Three-dimensional processing maps and microstructural evolution of a CNT-reinforced Al−Cu−Mg nanocomposite. Mater. Sci. Eng. A 2017, 702, 425–437. [Google Scholar] [CrossRef]
- Li, L.; Wei, L.; Ye, B. Deformation Window and the Optimum Process Parameter Determination of a Bainite Steel Based on Processing Maps, Activation Energy Maps, and Dynamic Recrystallization Conditions. Trans. Indian Inst. Met. 2021, 74, 2409–2415. [Google Scholar] [CrossRef]
- Yong, P.; Zhu, X.; Yanlin, J.; Rui, Z.; Jiang, Y.; Wenting, Q.; Zhou, L. Hot deformation behavior of a CuAlMn shape memory alloy. J. Alloys Compd. 2020, 845, 156161. [Google Scholar] [CrossRef]
- Sun, Y.; Wan, Z.; Hu, L.; Ren, J. Characterization of hot processing parameters of powder metallurgy TiAl-based alloy based on the activation energy map and processing map. Mater. Des. 2015, 86, 922–932. [Google Scholar] [CrossRef]
- Wang, M.; Wang, W.; Liu, Z.; Sun, C.; Qian, L. Hot workability integrating processing and activation energy maps of Inconel 740 superalloy. Mater. Today Commun. 2018, 14, 188–198. [Google Scholar] [CrossRef]
- Zhao, Y.; Ding, H.; Cao, Y.; Chen, P.; Hu, Z.; Zhang, J.; Li, L. Hot Processing Map of an Al–4.30 Mg Alloy under High One-Pass Deformation. Metals 2021, 11, 347. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Mn | C | Si | Ni | Mo | S | N | P |
|---|---|---|---|---|---|---|---|---|---|
| Content | 1.23 | 1.19 | 0.38 | 0.28 | 0.11 | 0.042 | 0.025 | 0.015 | 0.015 |
| Strain | 0.3 | 0.5 | 0.7 | 0.9 |
|---|---|---|---|---|
| Temperature (K) | 1123–1289 & 1425–1483 | 1123–1303 & 1412–1483 | 1123–1313 & 1326–1483 | 1123–1303 & 1393–1483 |
| Temperature (K) | Stage | |||||
|---|---|---|---|---|---|---|
| I | II | III | IV | V | ||
| 1123 | Strain | 0–0.15 | 0.15–0.25 | 0.25–0.41 | 0.41–0.55 | 0.55–0.9 |
| Strain rate (s−1) | 0.05–0.2 | 0.479–0.75 | 0.174–0.37 | 0.066–0.15 | 0.04–0.067 | |
| 1213 | Strain | 0–0.25 | 0.25–0.46 | 0.46–0.52 | 0.52–0.9 | |
| Strain rate (s−1) | 0.63–0.85 | 0.012–0.02 | 0.02–0.026 | 0.01–0.023 | ||
| 1483 | Strain | 0–0.14 | 0.14–0.38 | 0.38–0.48 | 0.48–0.9 | |
| Strain rate (s−1) | 0.1–0.5 | 0.07–0.158 | 0.023–0.04 | 0.018–0.03 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quan, G.-Z.; Yang, K.; Yu, Y.-Z.; Sheng, X.; Wen, Z.-H.; Lu, C.-L. Response Surface of Speed-Loading Path to Grain Refinement during Current-Heating Compression at SAE 5137H Steel. Materials 2022, 15, 3484. https://doi.org/10.3390/ma15103484
Quan G-Z, Yang K, Yu Y-Z, Sheng X, Wen Z-H, Lu C-L. Response Surface of Speed-Loading Path to Grain Refinement during Current-Heating Compression at SAE 5137H Steel. Materials. 2022; 15(10):3484. https://doi.org/10.3390/ma15103484
Chicago/Turabian StyleQuan, Guo-Zheng, Kun Yang, Yan-Ze Yu, Xue Sheng, Zhi-Hang Wen, and Chao-Long Lu. 2022. "Response Surface of Speed-Loading Path to Grain Refinement during Current-Heating Compression at SAE 5137H Steel" Materials 15, no. 10: 3484. https://doi.org/10.3390/ma15103484
APA StyleQuan, G.-Z., Yang, K., Yu, Y.-Z., Sheng, X., Wen, Z.-H., & Lu, C.-L. (2022). Response Surface of Speed-Loading Path to Grain Refinement during Current-Heating Compression at SAE 5137H Steel. Materials, 15(10), 3484. https://doi.org/10.3390/ma15103484