
Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics


Abstract
1. Introduction
2. Material and Methods
2.1. Sample Preparation
- Pry-drying: Dry the wood powder in an electrothermal blowing dry box (101-0; Zhetai Machinery Manufacturing Co., Ltd.; Shanghai, China) for 12 h at 110 °C.
- Soaking: A certain quality of wood powder was put into a self-made sealable tank soaking for 7 days under normal temperature and pressure conditions. The soaking solution made of ethanol and phenolic resin was in the sealable tank, the mass fractions of which were 20 wt.%, 30 wt.%, 40 wt.%, 50 wt.%, and 60 wt.%, respectively. Stir every 12 h to make the wood powder and soaking solution evenly mixed.
- Drying: Poured out the solution after soaking, and then placed the wood powder with different mass fraction of phenolic resin in the electrothermal blowing dry box drying for 12 h at 30 °C.
- Compression molding: Put a certain quality of wood powder impregnated with phenolic resin into a self-made molding device to press into a disc with thickness of 5 mm and diameter of 30 mm.
- Solidification: The molding device with wood powder was placed in the electrothermal blowing dry box, pre-solidification at 60 °C for 24 h, and then deep-solidification at 120 °C for 8 h to prepare the preforms of C WCMs.
- Sintering: The preforms were sintered into C WCMs in a tube furnace (TL1200; Boyuntong Instrument Technology Co., Ltd.; Nanjing, China). The heating process was as follows: room temperature −150 °C, 5 °C /min; 150–600 °C, 1 °C /min; 600–800 °C, 5 °C /min; 800 °C, keeping for 4 h. Nitrogen was continuously supplied as protective gas during the sintering process.
2.2. Characterization
2.2.1. X-ray Diffraction
2.2.2. Fourier Transform Infrared Spectroscopy
2.2.3. Scanning Electron Microscopy
2.2.4. Porosity
2.2.5. Air Permeability
2.2.6. Mechanical Tests
2.2.7. Ceramic Yield
2.2.8. Micro-Hardness Test
2.3. Statistical Analyses
3. Results and Discussion
3.1. Phase and Chemical Analysis
3.2. Pore Types of C WCMs
3.3. Effect of Resin Concentration
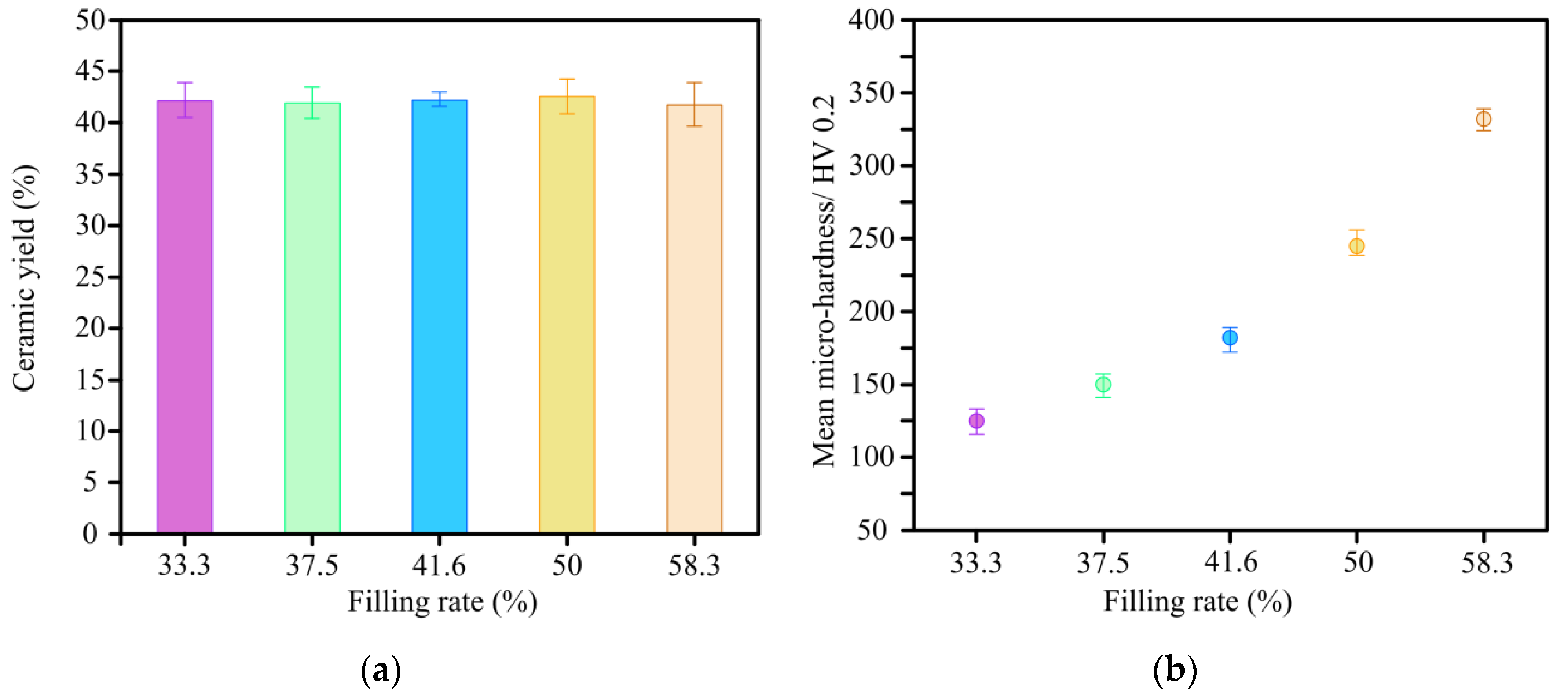
3.4. Effect of Filling Rate of Wood Powder
3.5. Statistical Analysis Results of Porosity
4. Conclusions
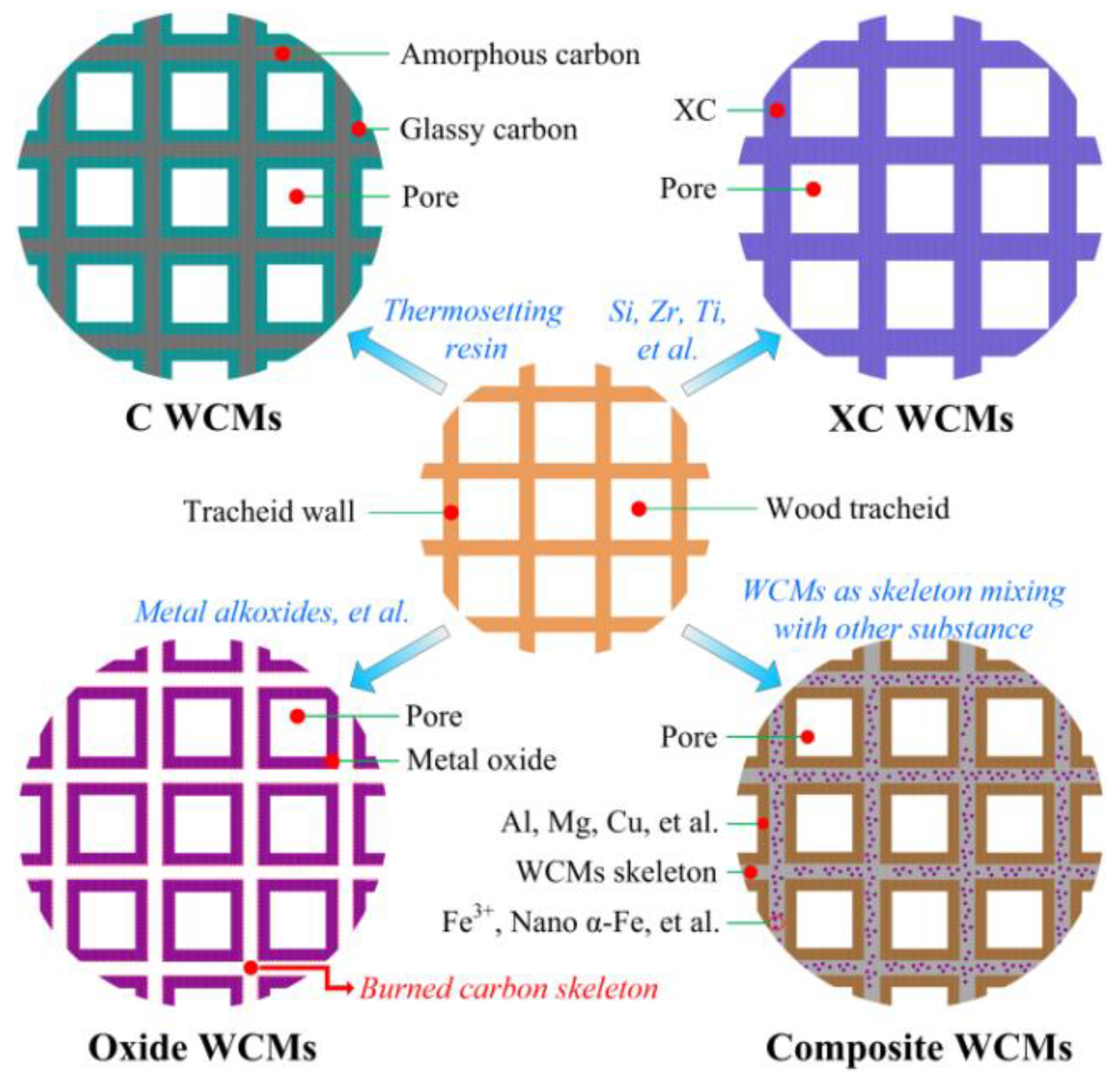
- C WCMs made from phenolic resin and pine wood powder is a carbon-carbon composite material, which is mainly composed of amorphous carbon and contains a small amount of O and H element. The resin concentration and filling rate of wood powder have no significant effect on the phase and chemical composition of C WCMs.
- C WCMs not only completely retains the natural tracheid structure of wood to generate A-pores, but also develops B-pores, C-pores and D-pores under the bonding of phenolic resin, forming a three-dimensional heterogeneous net open pore structure with complex microscopic morphology.
- Increasing the resin concentration and the filling rate of wood powder can improve the mechanical properties of C WCMs, but reduce the porosity and air permeability of C WCMs. When resin concentration is more than 50%, a large amount of caking will appear in the C WCMs, which not only reduce the type and quantity of pores of C WCMs, but also causes internal defects in the C WCMs. Whilst, increasing the filling rate of wood powder will significantly reduce the quantity and pore size of B-pores, but will not reduce the pore types of C WCMs.
- Under the condition that sintering process and the size of wood powder are determined, the porosity (Y) of C WCMs has a linear correspondence with the filling rate (X1) of wood powder and resin concentration (X2), that is Y=−0.847X1−1.2X2+134.971. The resin concentration has greater impact on the porosity of C WCMs, but changing the filling rate of wood powder under a certain resin concentration can obtain the C WCMs with better pore structure.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Orihuela, M.P.; Chacartegui, R.; Gomez-Martin, A.; Ramirez-Rico, J.; Villanueva, J.A.B. Performance trends in wall-flow diesel particulate filters: Comparative analysis of their filtration efficiency and pressure drop. J. Clean. Prod. 2020, 260, 120863. [Google Scholar] [CrossRef]
- Xiao, G.; Li, B.; Tian, H.; Leng, X.; Long, W. Numerical study on flow and pressure drop characteristics of a novel type asymmetric wall-flow diesel particulate filter. Fuel 2020, 267, 117148. [Google Scholar] [CrossRef]
- Nagasawa, H.; Omura, T.; Asai, T.; Kanezashi, M.; Tsuru, T. Filtration of surfactant-stabilized oil-in-water emulsions with porous ceramic membranes: Effects of membrane pore size and surface charge on fouling behavior. J. Membr. Sci. 2020, 610, 118210. [Google Scholar] [CrossRef]
- Luo, L.; Chen, X.; Wang, Y.; Yue, J.; Du, Z.; Huang, X.; Tang, X. Bio-inspired modification of silicon carbide foams for oil/water separation and rapid power-free absorption towards highly viscous oils. Ceram. Int. 2018, 44, 12021–12029. [Google Scholar] [CrossRef]
- Guo, Q.; Xiang, H.; Sun, X.; Wang, X.; Zhou, Y. Preparation of porous YB4 ceramics using a combination of in-situ borothermal reaction and high temperature partial sintering. J. Eur. Ceram. Soc. 2015, 35, 3411–3418. [Google Scholar] [CrossRef]
- Baux, A.; Nouvian, L.; Arnaud, K.; Jacques, S.; Piquero, T.; Rochais, D.; David, P.; Chollon, G. Synthesis and properties of multiscale porosity TiC-SiC ceramics. J. Eur. Ceram. Soc. 2019, 39, 2601–2616. [Google Scholar] [CrossRef]
- Kocjan, A.; Shen, Z. Colloidal processing and partial sintering of high-performance porous zirconia nanoceramics with hierarchical heterogeneities. J. Eur. Ceram. Soc. 2013, 33, 3165–3176. [Google Scholar] [CrossRef]
- Chen, A.; Gao, F.; Li, M.; Wu, J.; Cheng, L.; Liu, R.; Chen, Y.; Wen, S.; Li, C.; Shi, Y. Mullite ceramic foams with controlled pore structures and low thermal conductivity prepared by SLS using core-shell structured polyamide12/FAHSs composites. Ceram. Int. 2019, 45, 15538–15546. [Google Scholar] [CrossRef]
- Paredes, C.; Martinez-Vazquez, F.; Elsayed, H.; Colombo, P.; Pajares, A.; Miranda, P. Evaluation of direct light processing for the fabrication of bioactive ceramic scaffolds: Effect of pore/strut size on manufacturability and mechanical performance. J. Eur. Ceram. Soc. 2021, 41, 892–900. [Google Scholar] [CrossRef]
- Li, D.; Yang, K.; Li, Y.; Li, F.; Xue, B. A porous lithium silicate ceramic separator prepared from diatomite: Effect of LiOH on pore structure, composition and electrochemical properties of the separator. J. Power. Sources 2021, 482, 228945. [Google Scholar] [CrossRef]
- Liang, C.; Wang, Z.; Wu, L.; Zhang, X.; Wang, H.; Wang, Z. Light and Strong Hierarchical Porous SiC Foam for Efficient Electromagnetic Interference Shielding and Thermal Insulation at Elevated Temperatures. ACS. Appl. Mater. Inter. 2017, 9, 29950–29957. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous ceramics: Light in weight but heavy in energy and environment technologies. Mat. Sci. Eng. R. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, G.; Saunders, T. Wood-derived ultra-high temperature carbides and their composites: A review. Ceram. Int. 2020, 46, 5536–5547. [Google Scholar] [CrossRef]
- Ramirez-Rico, J.; Martinez-Fernandez, J.; Singh, M. Biomorphic ceramics from wood-derived precursors. Int. Mater. Rev. 2017, 62, 465–485. [Google Scholar] [CrossRef]
- Kwon, J.H.; Park, S.B.; Ayrilmis, N.; Oh, S.W.; Kim, N.H. Effect of carbonization temperature on electrical resistivity and physical properties of wood and wood-based composites. Compos. Part B Eng. 2013, 46, 102–107. [Google Scholar] [CrossRef]
- Tao, Y.; Li, P.; Shi, S. Effects of carbonization temperature and component ratio on electromagnetic interference shielding effectiveness of woodceramics. Materials 2016, 9, 540. [Google Scholar] [CrossRef]
- Rambo, C.R.; Cao, J.; Rusina, O.; Sieber, H. Manufacturing of biomorphic (Si, Ti, Zr)-carbide ceramics by sol-gel processing. Carbon 2005, 43, 1174–1183. [Google Scholar] [CrossRef]
- Shin, Y.S.; Wang, C.M.; Exarhos, G.L. Synthesis of SiC Ceramic by the Carbothermal Reduction of Mineralized Wood with Silica. Adv. Mater. 2005, 17, 73–77. [Google Scholar] [CrossRef]
- Ota, T.; Imaeda, M.; Takase, H.; Kobayashi, M.; Kinoshita, N.; Hirashita, T.; Miyazaki, H.; Hikichi, Y. Porous Titania ceramic prepared by mimicking silicified wood. J. Am. Ceram. Soc. 2000, 83, 1521–1523. [Google Scholar] [CrossRef]
- Mizutani, M.; Takase, H.; Adachi, N.; Ota, T.; Daimon, K.; Hikichi, Y. Porous ceramics prepared by mimicking silicified wood. Sci. Technol. Adv. Mat. 2005, 6, 76–83. [Google Scholar] [CrossRef]
- Wilkes, T.E.; Pastor, J.Y.; Llorca, J. Mechanical properties of wood-derived silicon carbide aluminumalloy composites as a function of temperature. J. Mater. Res. 2008, 23, 1732–1743. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, Y.; Xiong, X.; Zhou, S. Fabrication of α-Fe/Fe3C/woodceramic nanocomposite with its improved microwave absorption and mechanical properties. Materials 2018, 11, 878. [Google Scholar] [CrossRef] [PubMed]
- Greil, P. Biomorphous ceramics from lignocellulosics. J. Eur. Ceram. Soc. 2001, 21, 105–118. [Google Scholar] [CrossRef]
- Gomez-Martin, A.; Orihuela, M.P.; Becerra, J.A.; Martinez-Fernandez, J.; Ramirez-Rico, J. Permeability and mechanical integrity of porous biomorphic SiC ceramics for application as hot-gas filters. Mater. Des. 2016, 107, 450–460. [Google Scholar] [CrossRef]
- Pan, J.; Cheng, X.; Yan, X.; Zhang, C. Preparation and hierarchical porous structure of biomorphic woodceramics from sugarcane bagasse. J. Eur. Ceram. Soc. 2013, 33, 575–581. [Google Scholar] [CrossRef]
- Sun, D.; Hao, X.; Chen, X.; Huang, X. Effects of carbonization temperature on chemical and microcrystalline structure changes in wood-ceramics prepared from liquefied pine wood and wood powder. Wood Fiber Sci. 2015, 47, 171–178. [Google Scholar]
- Sun, D.; Hao, X.; Yu, X.; Chen, X.; Liu, M. Preparation and characterization of carbon fibre-reinforced laminated woodceramics. Wood Sci. Technol. 2016, 50, 581–597. [Google Scholar] [CrossRef]
- Zollfrank, C.; Kladny, R.; Sieber, H.; Greil, P. Biomorphous SiOC/C-ceramic composites from chemically modified wood templates. J. Eur. Ceram. Soc. 2004, 24, 479–487. [Google Scholar] [CrossRef]
- Herzog, A.; Klingner, R.; Vogt, U.; Graule, T. Wood-derived Porous SiC ceramics by sol infiltration and carbothermal reduction. J. Am. Ceram. Soc. 2004, 87, 784–793. [Google Scholar] [CrossRef]
- Manocha, S.M.; Patel, H.; Manocha, L.M. Effect of steam activation on development of light weight biomorphic porous SiC from pine wood precursor. J. Mater. Eng. Perform. 2013, 22, 396–404. [Google Scholar] [CrossRef]
- Wang, M.; Liu, F.; Chen, Y.; Gao, J. Fabrication of macroporous biomorphic SiC from cellulose nanofibers aerogel. Materials 2018, 11, 2430. [Google Scholar] [CrossRef]
- Gao, R.; Liu, D.; Huang, Y.; Li, G. Preparation of diatomite-modified wood ceramics and the adsorption kinetics of tetracycline. Ceram Int. 2020, 46, 19799–19806. [Google Scholar]
- Yu, X.; Sun, D.; Ji, X.; Hao, X.; Sun, D.; Wang, Z. Blocky electrode prepared from nickel-catalysed lignin assembled woodceramics. J. Mater. Sci. 2020, 55, 7760–7774. [Google Scholar] [CrossRef]
- Orihuela, M.P.; Gomez-Martin, A.; Becerra, J.A.; Chacartegui, R.; Ramirez-Rico, J. Performance of biomorphic Silicon Carbide as particulate filter in diesel boilers. J. Environ. Manag. 2017, 203, 907–919. [Google Scholar] [CrossRef] [PubMed]
- Acikbas, N.C.; Ture, Y.; Gurlek, E.; Ozcan, S.; Soylu, S.; Acikbas, G.; Gudu, T. Microstructural Characterization, Mechanical, Physical and Thermal Properties of a Diesel Particulate Filter. Arab. J. Sci. Eng. 2018, 43, 1383–1394. [Google Scholar] [CrossRef]
- Najmi, H.; El-Tabach, F.; Chetehouna, K.; Gascoin, N.; Falempin, F. Effect of flow configuration on Darcian and Forchheimer permeabilities determination in a porous composite tube. Int. J. Hydrog. Energ. 2016, 41, 316–323. [Google Scholar] [CrossRef]
- Allam, S.; Elsaid, A.M. Parametric study on vehicle fuel economy and optimization criteria of the pleated air filter designs to improve the performance of an I.C diesel engine: Experimental and CFD approaches. Sep. Purif. Technol. 2020, 241, 116680. [Google Scholar] [CrossRef]
- Abdellatif, B.; Somia, F.; Doumenq, P. Structural characterization of Argania spinosa Moroccan wooden artifacts during natural degradation progress using infrared spectroscopy (ATR-FTIR) and X-Ray diffraction (XRD). Heliyon 2019, 5, e02477. [Google Scholar]
- Qian, J.; Jin, Z.; Wang, J. Structure and basic properties of woodceramics made from phenolic resin–basswood powder composite. Mat. Sci. Eng. A Struct. 2004, 368, 71–79. [Google Scholar] [CrossRef]
- Bakather, O.Y.; Zouli, N.; Abutaleb, A.; Mahmoud, M.A.; Daher, A.; Hassan, M.; Eldoma, M.A.; Alasweda, S.O.; Fowad, A.A. Uranium (VI) ions uptake from liquid wastes by Solanum incanum leaves: Biosorption, desorption and recovery. Alex. Eng. J. 2020, 59, 1495–1504. [Google Scholar] [CrossRef]
- Yu, X.; Sun, D.; Hao, X.; Chen, X.; Ding, S. Effects of sintering process on pore structure of woodceramics. Trans. Mater. Heat Treat. 2017, 38, 10–16. [Google Scholar]
- Zhang, D.; Xie, X.; Fan, T. Morphology and damping characteristics of woodceramics. J. Mater. Sci. 2002, 37, 4457–4463. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration (%) | Darcian Permeability k1 (×10−10 m2) | Inertial Permeability k2 (×10−4 m) | Crystallite Size d (nm) |
|---|---|---|---|
| 20 | 45.5 ± 3.2 | 2.53 ± 0.7 | 0.3926 |
| 30 | 16.3 ± 1.5 | 1.92 ± 1.1 | 0.3883 |
| 40 | 9.48 ± 1.3 | 1.68 ± 0.5 | 0.3822 |
| 50 | 6.78 ± 0.8 | 1.45 ± 0.1 | 0.3764 |
| 60 | 4.67 ± 0.4 | 1.23 ± 0.2 | 0.3725 |
| Filling Rate (%) | Darcian Permeability k1 (×10−10 m2) | Inertial Permeability k2 (×10−4 m) | Crystallite Size d (nm) |
|---|---|---|---|
| 33.3 | 25.1 ± 2.1 | 2.21 ± 1.1 | 0.3875 |
| 37.5 | 16.3 ± 1.4 | 1.92 ± 0.9 | 0.3883 |
| 41.6 | 11.4 ± 1.2 | 1.75 ± 0.3 | 0.3881 |
| 50 | 8.21 ± 0.9 | 1.47 ± 0.1 | 0.3871 |
| 58.3 | 5.66 ± 0.6 | 1.28 ± 0.1 | 0.3892 |
| Y=α0+β1X1+β2X2+ε | |||
|---|---|---|---|
| Variables | Coef. | t-stat | VIF |
| Intercept | 134.971 | 61.764 | - |
| β1 | −0.847 | −20.037 | 1.0 |
| β2 | −1.2 | −44.74 | 1.0 |
| adj.R2 | 99.0% | - | - |
| F-value | 1201 | - | - |
| p-value | <0.001 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Gao, Q.; Du, D.; Sun, C. Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics. Materials 2021, 14, 2441. https://doi.org/10.3390/ma14092441
Guo X, Gao Q, Du D, Sun C. Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics. Materials. 2021; 14(9):2441. https://doi.org/10.3390/ma14092441
Chicago/Turabian StyleGuo, Xiurong, Qi Gao, Danfeng Du, and Chaowei Sun. 2021. "Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics" Materials 14, no. 9: 2441. https://doi.org/10.3390/ma14092441
APA StyleGuo, X., Gao, Q., Du, D., & Sun, C. (2021). Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics. Materials, 14(9), 2441. https://doi.org/10.3390/ma14092441