
Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites


Abstract
1. Introduction
2. Experiment
2.1. Raw Materials and Mix Design
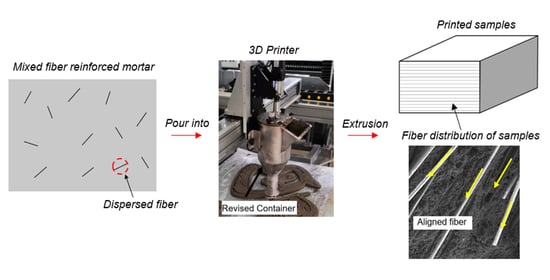
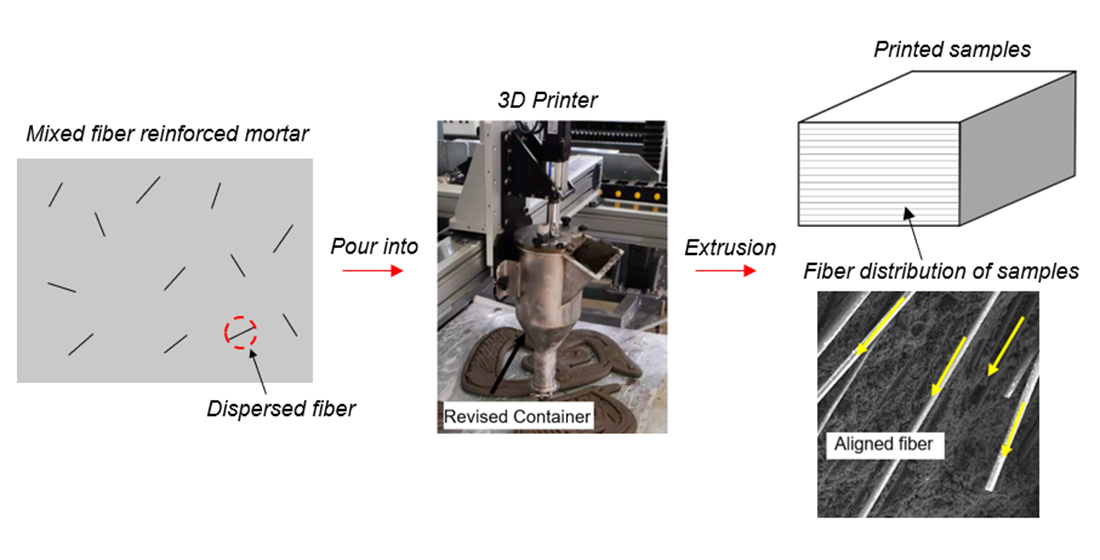
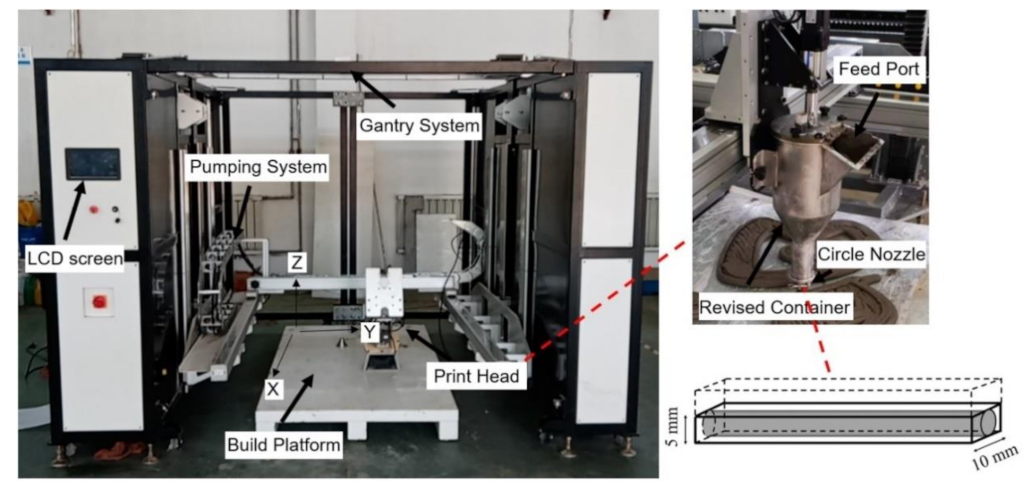
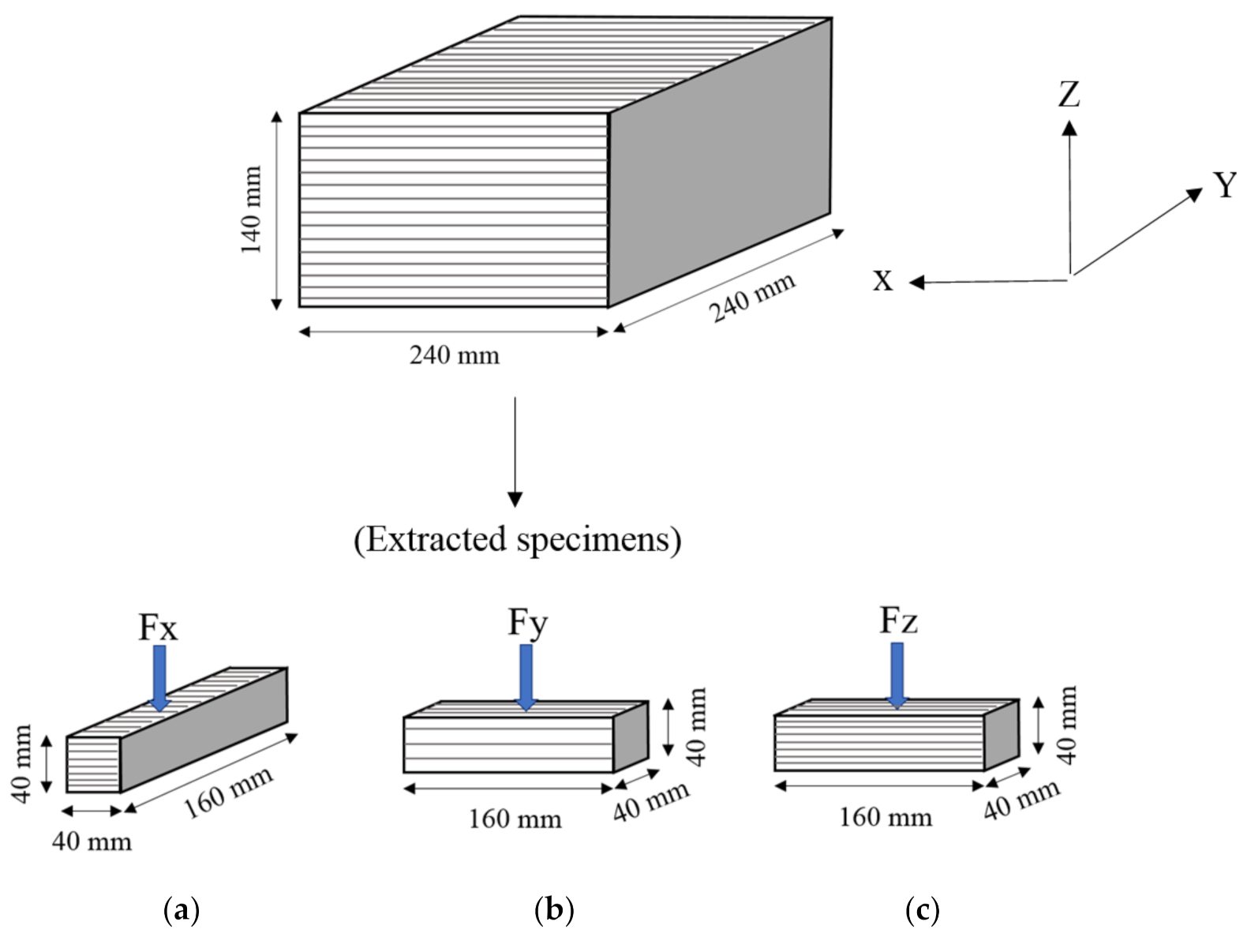
2.2. Specimen Preparation
2.3. Flowability
2.4. Flexural Strength
2.5. Compressive Strength
2.6. Scanning Electron Microscopy (SEM)
3. Results and Discussions
3.1. Fiber Micro-Reinforcement Mechanical Behavior
3.2. Effect of Fiber Volume Fraction on Flowability of Cementitious Material
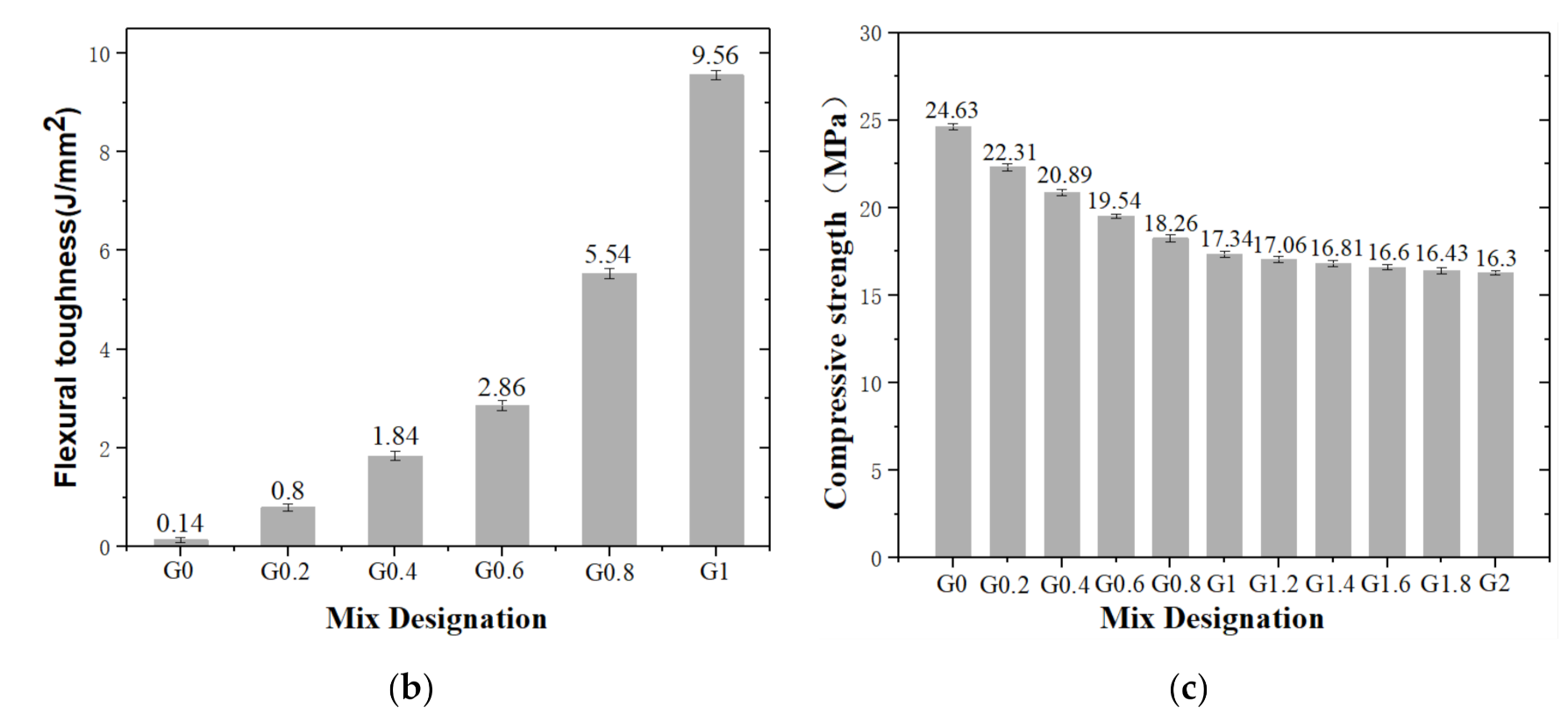
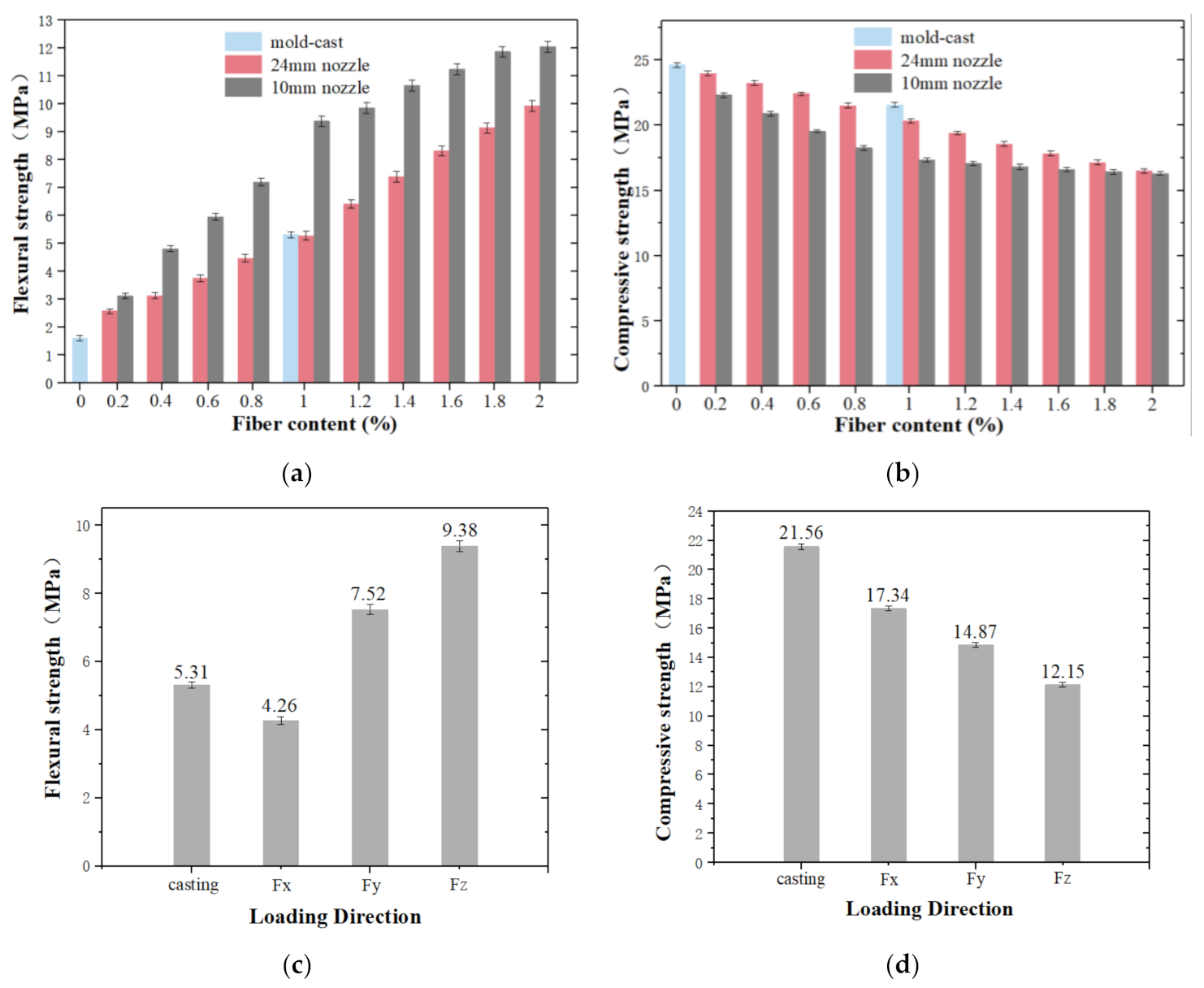
3.3. Effect of Fiber Volume Fraction on Mechanical Properties of Testing Samples
3.4. Effect of Fiber Alignment on the Mechanical Properties of Test Samples
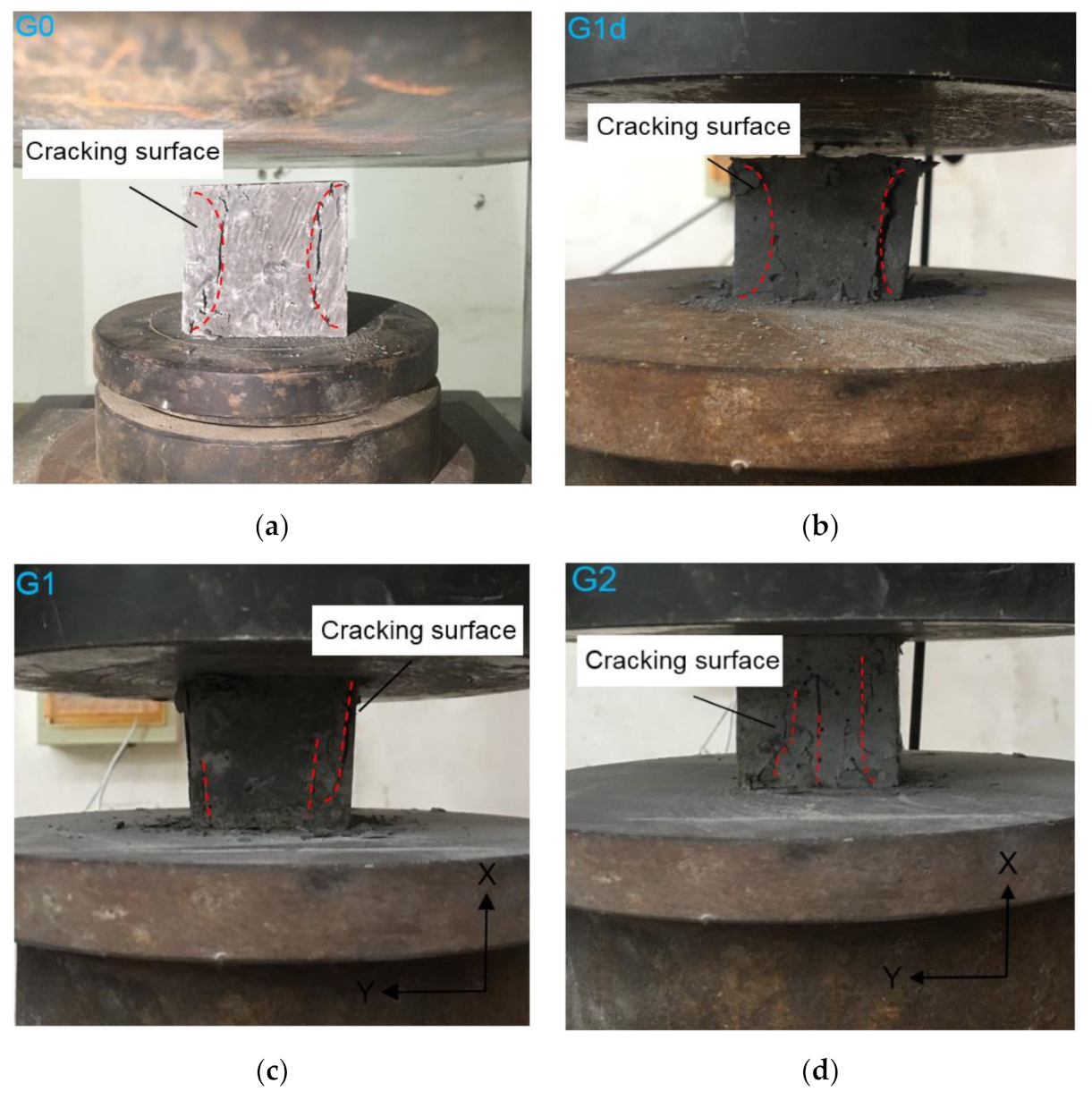
3.5. Failure Mode
4. Conclusions
- (1).
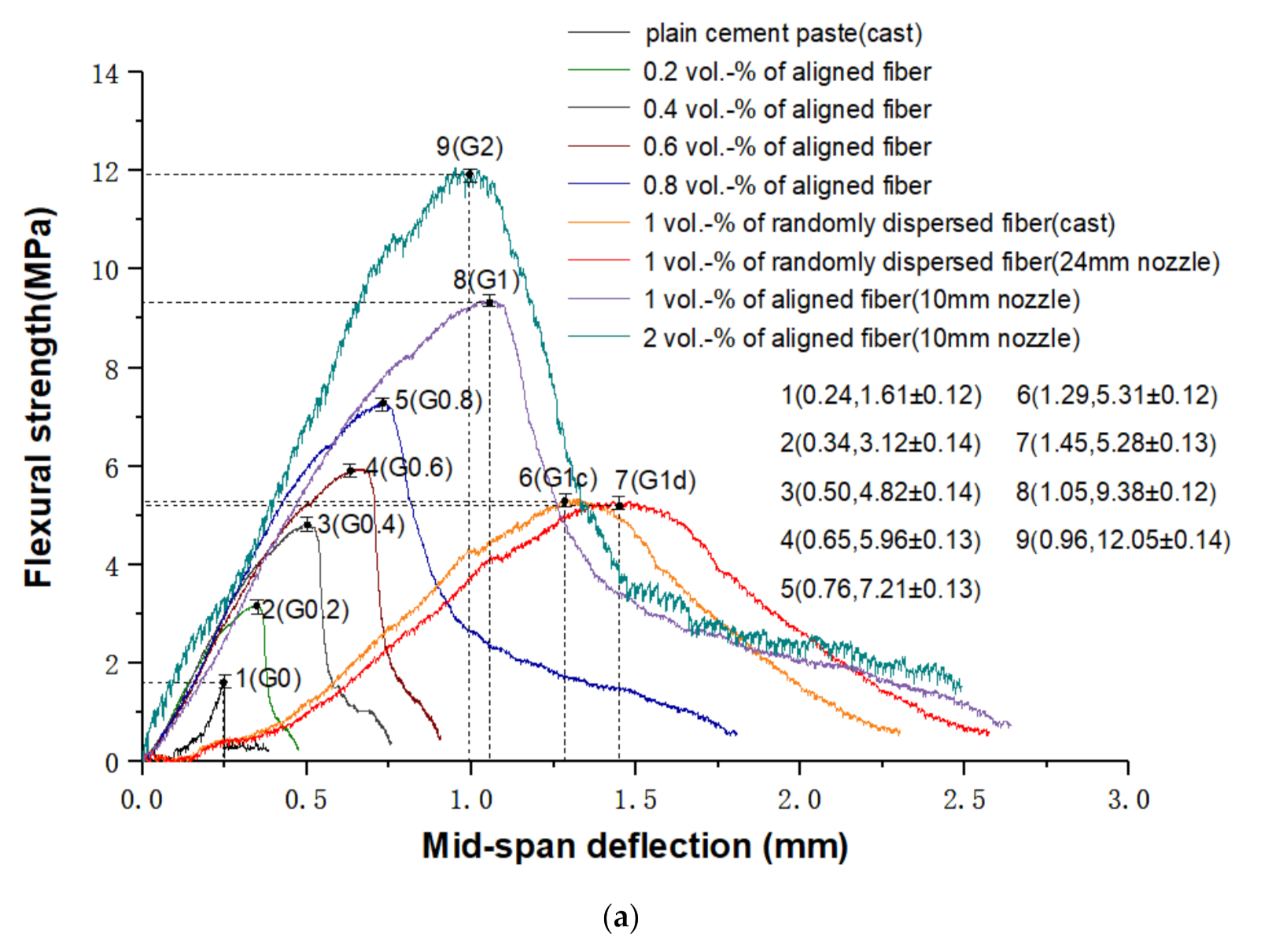
- With the increase of fiber volume ratio, the flexural strengths of samples will increase dramatically while the compressive strengths will be decreased slightly. For example, compared with G0, the flexural strength of G1 achieves 9.38 MPa increased by 483% and G1d measures 5.28 MPa enhanced by 228%, while the compressive strength of G1 and G1d are down to 17.34 MPa and 20.32 MPa decreased by 29.6% and 17.5%.
- (2).
- Fiber alignment has an important impact and is a good method to significantly improve the flexural properties of specimens. Compared with G1d, the flexural performance of G1 has a relative enhancement of 78% and that of G2 is relatively enhanced by 128%.
- (3).
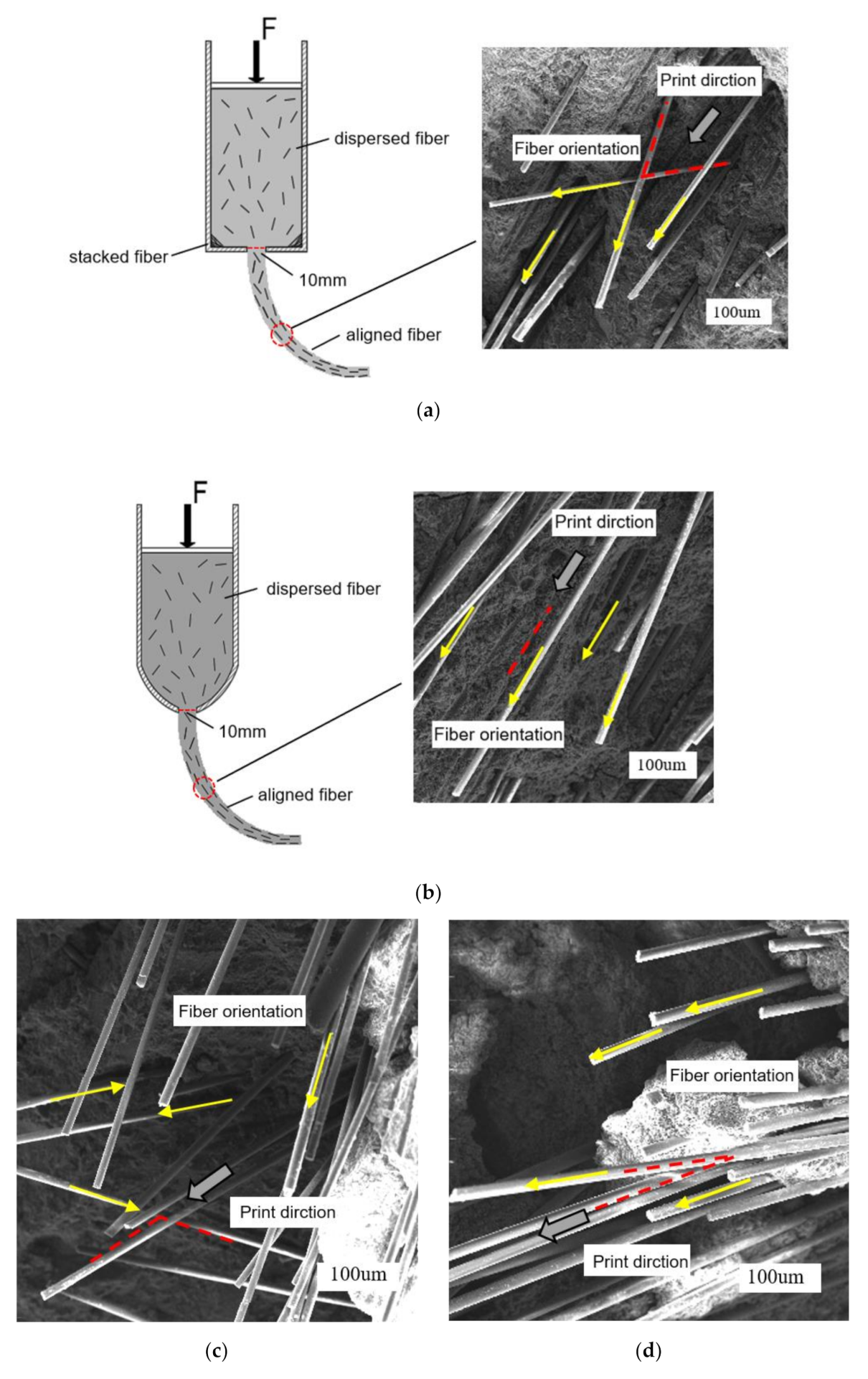
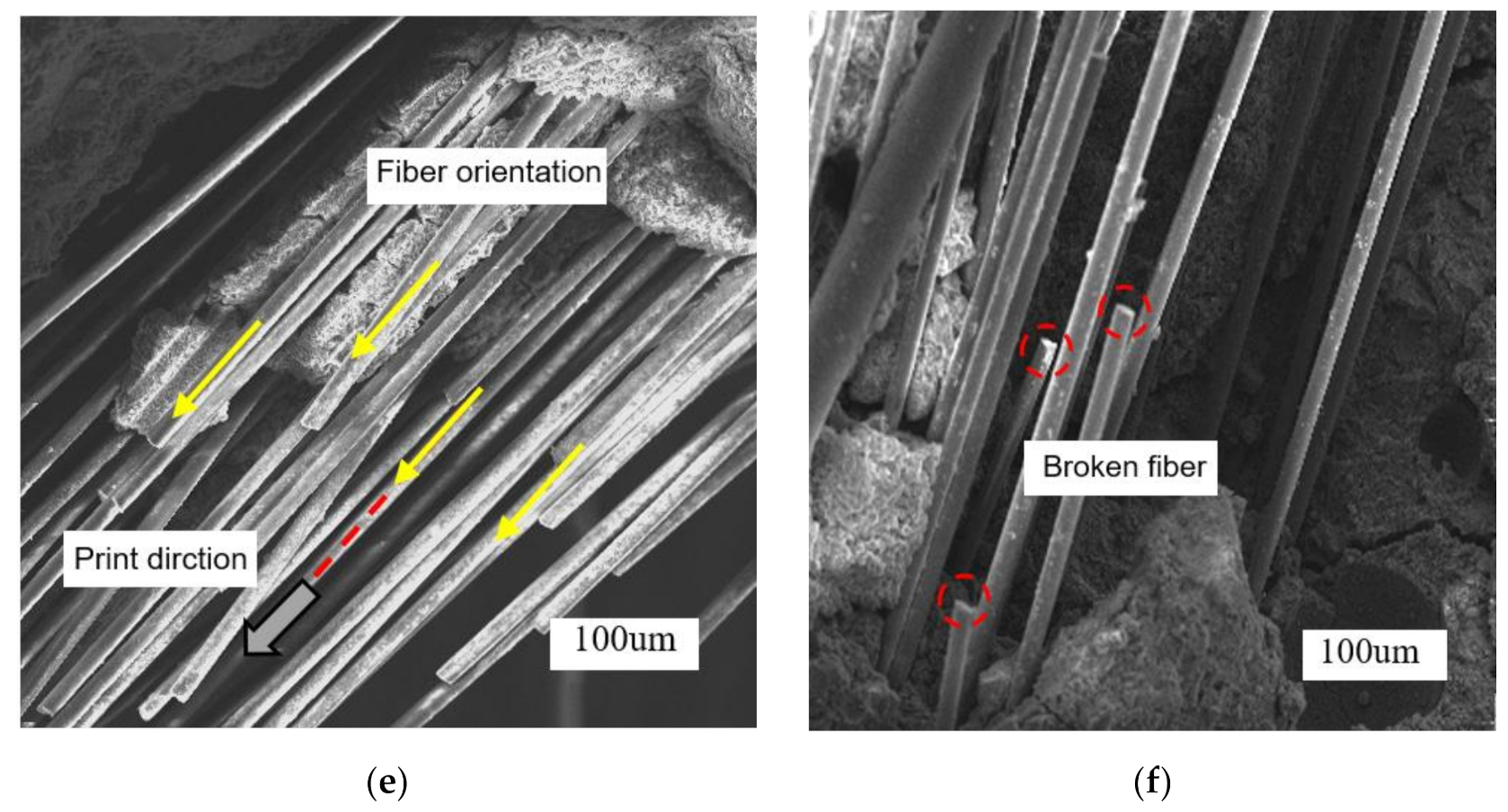
- The application of the revised container by changing the corners from rectangle to arc is meaningful to improve the smoothness in the extrusion process. More importantly, the revised container has a better fiber alignment than the traditional container from SEM images.
- (4).
- The nozzle diameter plays an important role in fiber alignment. When the nozzle diameter is smaller than that of the fiber, fiber in the mixed cement will be aligned along the stress direction. If the nozzle diameter is much larger than the fiber length, the fibers of the composite material are randomly distributed.
- (5).
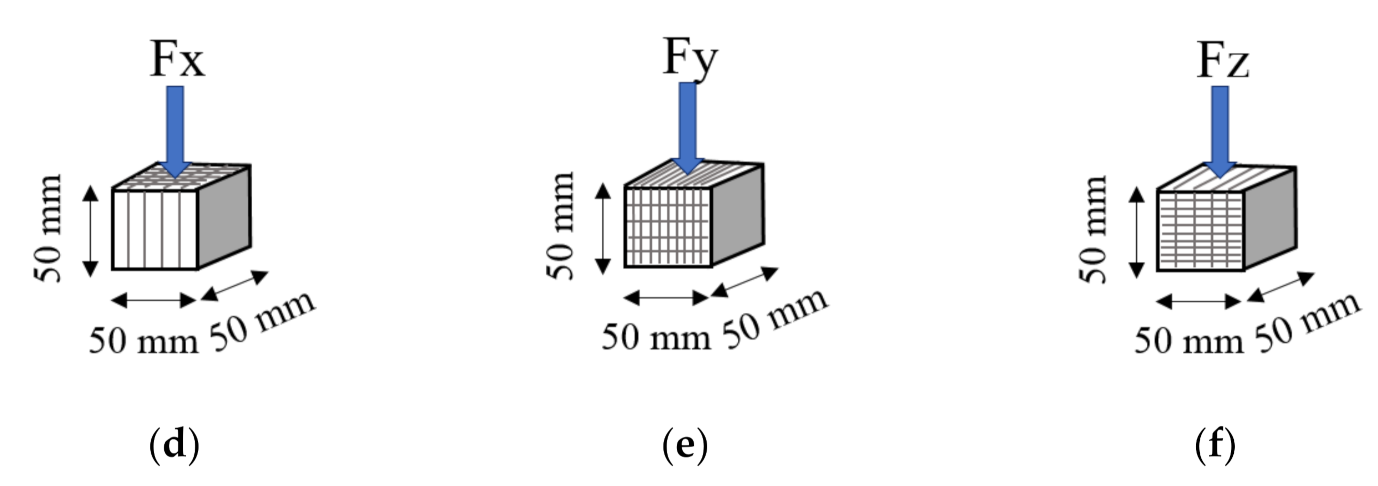
- The printed samples show an obvious anisotropic behavior. The flexural strengths of G1 of Fz and Fy are increased by 76.6% and 41.6%, respectively, while they are decreased by 19.8% in the X direction compared with G1c. For the compression test, the average strengths of G1 of Fx, Fy and Fz are 19.6%, 31% and 43.6% lower than that of G1c.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Taylor, M.; Jay, S. Bond properties of reinforcing bar penetrations in 3D concrete printing. Autom. Constr. 2020, 120, 103394. [Google Scholar]
- Domenico, A.; Costantino, M.; Freek, P.B.; Salet, T.A.M.; Mata-Falcon, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar]
- Eric, L.K.; Megan, A.K.; Michael, P.C. Development of the construction processes for reinforced additively constructed concrete. Addit. Manuf. 2019, 28, 39–49. [Google Scholar]
- Sun, L.; Hao, Q.; Zhao, J.; Wu, D.; Yang, F. Stress strain behavior of hybrid steel-PVA fiber reinforced cementitious composites under uniaxial compression. Constr. Build. Mater. 2018, 188, 349–360. [Google Scholar] [CrossRef]
- Lawler, J.S.; Wilhelm, T.; Zampini, D.; Shah, S.P. Fracture processes of hybrid fiber-reinforced mortar. Mater. Struct. 2003, 36, 197–208. [Google Scholar] [CrossRef]
- Le, T.; Austin, S.; Lim, S.; Buswell, R.; Law, R.; Gibb, A.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Ma, Y.H.; Zhang, H.B. 3D printing integrated architecture technology and application. New Archit. 2017, 35, 37–40. [Google Scholar]
- Manuel, H.; Dirk, V. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and Testing of Strain-Hardening Cement-Based Composites (SHCC) in the Context of 3D-Printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Aldea, C.; Marikunte, S.; Shah, S.P. Extruded Fiber Reinforced Cement Pressure Pipe. Adv. Cem. Based Mater. 1998, 8, 47–55. [Google Scholar] [CrossRef]
- Akkaya, Y.; Peled, A.; Shah, S.P. Parameters related to fiber length and processing in cementitious composites. Mater. Struct. 2000, 33, 515–524. [Google Scholar] [CrossRef]
- Mohr, B.; Nanko, H.; Kurtis, K. Aligned kraft pulp fiber sheets for reinforcing mortar. Cem. Concr. Compos. 2006, 28, 161–172. [Google Scholar] [CrossRef]
- Stähli, P.; Custer, R.; Van Mier, J.G.M. On flow properties, fibre distribution, fibre orientation and flexural behaviour of FRC. Mater. Struct. 2007, 41, 189–196. [Google Scholar] [CrossRef]
- Hambach, M.; Möller, H.; Neumann, T.; Volkmer, D. Portland cement paste with aligned carbon fibers exhibiting exceptionally high flexural strength (>100 MPa). Cem. Concr. Res. 2016, 89, 80–86. [Google Scholar] [CrossRef]
- Lee, J.-H.; Hu, J.W.; Kang, J.-W. Effects of blades inside a nozzle on the fiber orientation and distribution in fiber-reinforced cement-based materials. Compos. Struct. 2019, 221, 110885. [Google Scholar] [CrossRef]
- Qing, L.B.; Yu, K.; Forth, J.P. Uniaxial tensile behavior of aligned steel fiber reinforced cementitious composites. Mater. Struct. 2019, 52, 70–82. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- The Standardization Administration of the People’s Republic of China. Chinese National Testing Standard. GB/T 2419-2005. Test Method for Fluidity of Cement Mortar; The Standardization Administration of the People’s Republic of China: Beijing, China, 2005. [Google Scholar]
- BSI. NEN-EN 196-1. Methods of Testing Cement—Part 1: Determination of Strength; BSI: London, UK, 2016. [Google Scholar]
- ASTM International. ASTM C109/C109M-16a Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Yoo, D.-Y.; Kim, S.; Park, G.-J.; Park, J.-J.; Kim, S.-W. Effects of fiber shape, aspect ratio, and volume fraction on flexural behavior of ul-tra-high-performance fiber-reinforced cement composites. Compos. Struct. 2017, 174, 375–388. [Google Scholar] [CrossRef]
- Rossi, P.; Harrouche, N. Mix design and mechanical behaviour of some steel-fibre-reinforced concretes used in reinforced concrete structures. Mater. Struct. 1990, 23, 256–266. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 2017, 131, 552–563. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.-F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Kang, S.-T.; Banthia, N.; Yoon, Y.-S. Nonlinear finite element analysis of ultra-high-performance fiber-reinforced concrete beams. Int. J. Damage Mech. 2015, 26, 735–757. [Google Scholar] [CrossRef]
- Ju, B.Y.; Wang, L.; Liu, H.; Ma, G. Experimental Investigation into Mechanical Properties of Polypropylene Reactive Powder Concrete. ACI Mater. J. 2018, 115, 21–32. [Google Scholar] [CrossRef]
- Singh, S.; Shukla, A.; Brown, R. Pullout behavior of polypropylene fibers from cementitious matrix. Cem. Concr. Res. 2004, 34, 1919–1925. [Google Scholar] [CrossRef]
- Ralegaonkar, R.; Gavali, H.; Aswath, P.; Abolmaali, S. Application of chopped basalt fibers in reinforced mortar: A review. Constr. Build. Mater. 2018, 164, 589–602. [Google Scholar] [CrossRef]
- Qian, X.; Zhou, X.; Mu, B.; Li, Z. Fiber alignment and property direction dependency of FRC extrudate. Cem. Concr. Res. 2003, 33, 1575–1581. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Average Percentage by Weight (%) | |
|---|---|---|
| Cement P.O.42.5 | Silica Fume | |
| SiO2 | 19.4–21.5 | 90–97 |
| Al2O3 | 4.1–4.9 | |
| Fe2O3 | 2.7–2.9 | |
| CaO | 61.9–64.1 | |
| MgO | 1.1–1.2 | |
| SO3 | 3.0–3.2 | |
| K2O | 0.6–0.7 | |
| Na2O | 0.2 | |
| Cl | 0.02–0.05 | |
| Loss of ignition | 2.3–4.1 | <3.0 |
| Density (g/cm3) | Elastic Modulus (MPa) | Tensile Strength (MPa) | Length (mm) | Diameter (µm) | Elongation (%) | Color |
|---|---|---|---|---|---|---|
| 2.54 | 71,000 | 2800 | 12 | 9 | 2.6 | White |
| Mix ID | Weight Fraction | Fiber (by Volume) | Preparation Method | |||
|---|---|---|---|---|---|---|
| Cement | Water Reducer Agent | Silica Fume | Water | |||
| G0 | 0.53 | 0.18 | 0.27 | 0.02 | 0% | Cast |
| G1c | 0.53 | 0.18 | 0.27 | 0.02 | 1% | Cast |
| G0.2 | 0.53 | 0.18 | 0.27 | 0.02 | 0.2% | 10 mm nozzle |
| G0.4 | 0.53 | 0.18 | 0.27 | 0.02 | 0.4% | 10 mm nozzle |
| G0.6 | 0.53 | 0.18 | 0.27 | 0.02 | 0.6% | 10 mm nozzle |
| G0.8 | 0.53 | 0.18 | 0.27 | 0.02 | 0.8% | 10 mm nozzle |
| G1 | 0.53 | 0.18 | 0.27 | 0.02 | 1% | 10 mm nozzle |
| G1.2 | 0.53 | 0.18 | 0.27 | 0.02 | 1.2% | 10 mm nozzle |
| G1.4 | 0.53 | 0.18 | 0.27 | 0.02 | 1.4% | 10 mm nozzle |
| G1.6 | 0.53 | 0.18 | 0.27 | 0.02 | 1.6% | 10 mm nozzle |
| G1.8 | 0.53 | 0.18 | 0.27 | 0.02 | 1.8% | 10 mm nozzle |
| G2 | 0.53 | 0.18 | 0.27 | 0.02 | 2% | 10 mm nozzle |
| G0.2d | 0.53 | 0.18 | 0.27 | 0.02 | 0.2% | 24 mm nozzle |
| G0.4d | 0.53 | 0.18 | 0.27 | 0.02 | 0.4% | 24 mm nozzle |
| G0.6d | 0.53 | 0.18 | 0.27 | 0.02 | 0.6% | 24 mm nozzle |
| G0.8d | 0.53 | 0.18 | 0.27 | 0.02 | 0.8% | 24 mm nozzle |
| G1d | 0.53 | 0.18 | 0.27 | 0.02 | 1% | 24 mm nozzle |
| G1.2d | 0.53 | 0.18 | 0.27 | 0.02 | 1.2% | 24 mm nozzle |
| G1.4d | 0.53 | 0.18 | 0.27 | 0.02 | 1.4% | 24 mm nozzle |
| G1.6d | 0.53 | 0.18 | 0.27 | 0.02 | 1.6% | 24 mm nozzle |
| G1.8d | 0.53 | 0.18 | 0.27 | 0.02 | 1.8% | 24 mm nozzle |
| G2d | 0.53 | 0.18 | 0.27 | 0.02 | 2% | 24 mm nozzle |
| Fiber Content (%) | 0.2 | 0.4 | 0.6 | 0.8 | 1 | 1.2 | 1.4 | 1.6 | 1.8 | 2 |
| Spreading Diameter (mm) | 241 | 225 | 211 | 197 | 182 | 173 | 158 | 143 | 129 | 112 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhu, L.; Zhang, F.; Yang, M. Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites. Materials 2021, 14, 2223. https://doi.org/10.3390/ma14092223
Zhang H, Zhu L, Zhang F, Yang M. Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites. Materials. 2021; 14(9):2223. https://doi.org/10.3390/ma14092223
Chicago/Turabian StyleZhang, Hao, Liming Zhu, Fan Zhang, and Mijia Yang. 2021. "Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites" Materials 14, no. 9: 2223. https://doi.org/10.3390/ma14092223
APA StyleZhang, H., Zhu, L., Zhang, F., & Yang, M. (2021). Effect of Fiber Content and Alignment on the Mechanical Properties of 3D Printing Cementitious Composites. Materials, 14(9), 2223. https://doi.org/10.3390/ma14092223