
Effect of Fillets on Mechanical Properties of Lattice Structures Fabricated Using Multi-Jet Fusion Technology




Abstract
1. Introduction
2. Design and Fabrication Methods
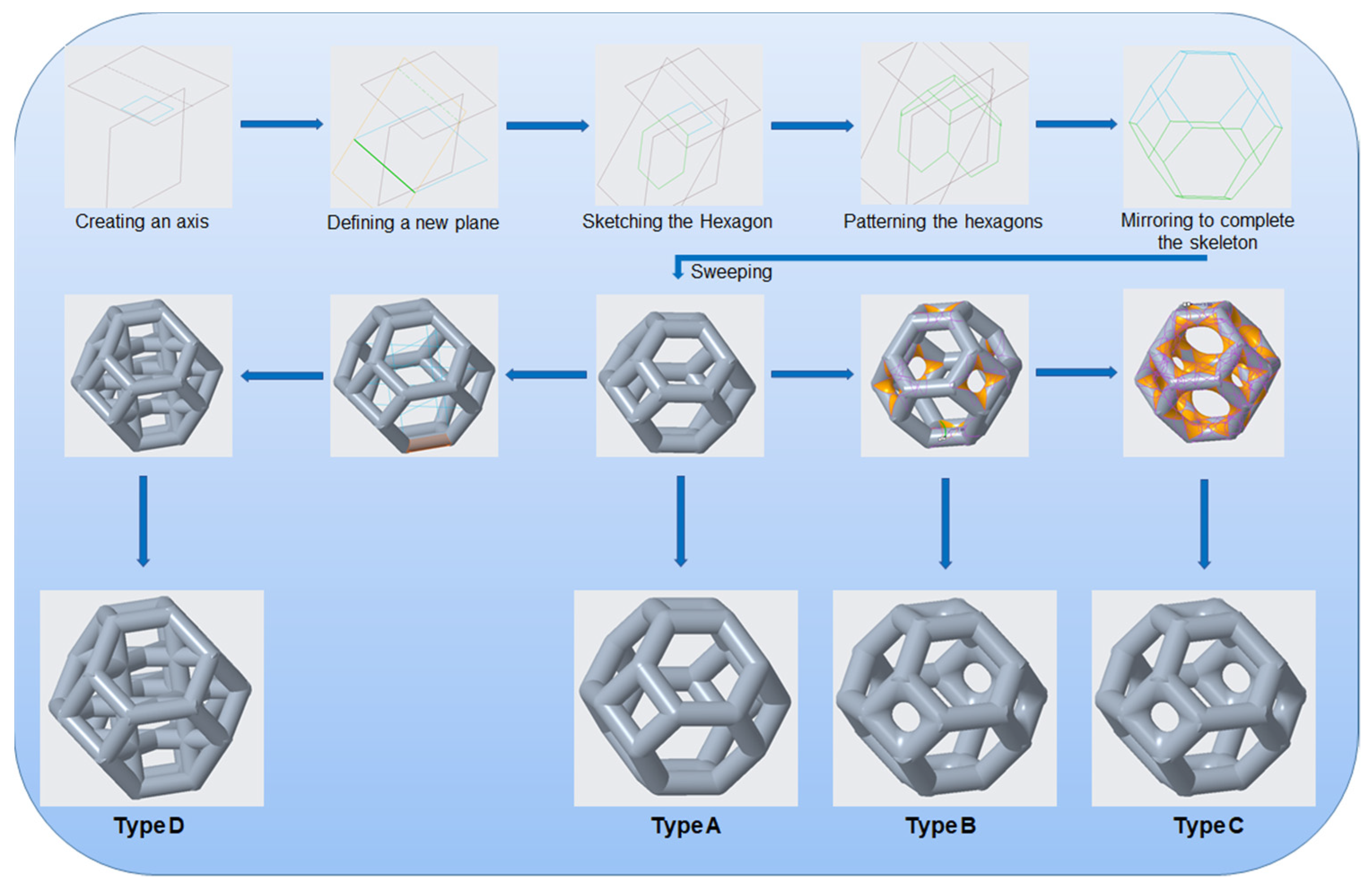
2.1. Lattice Structure Design
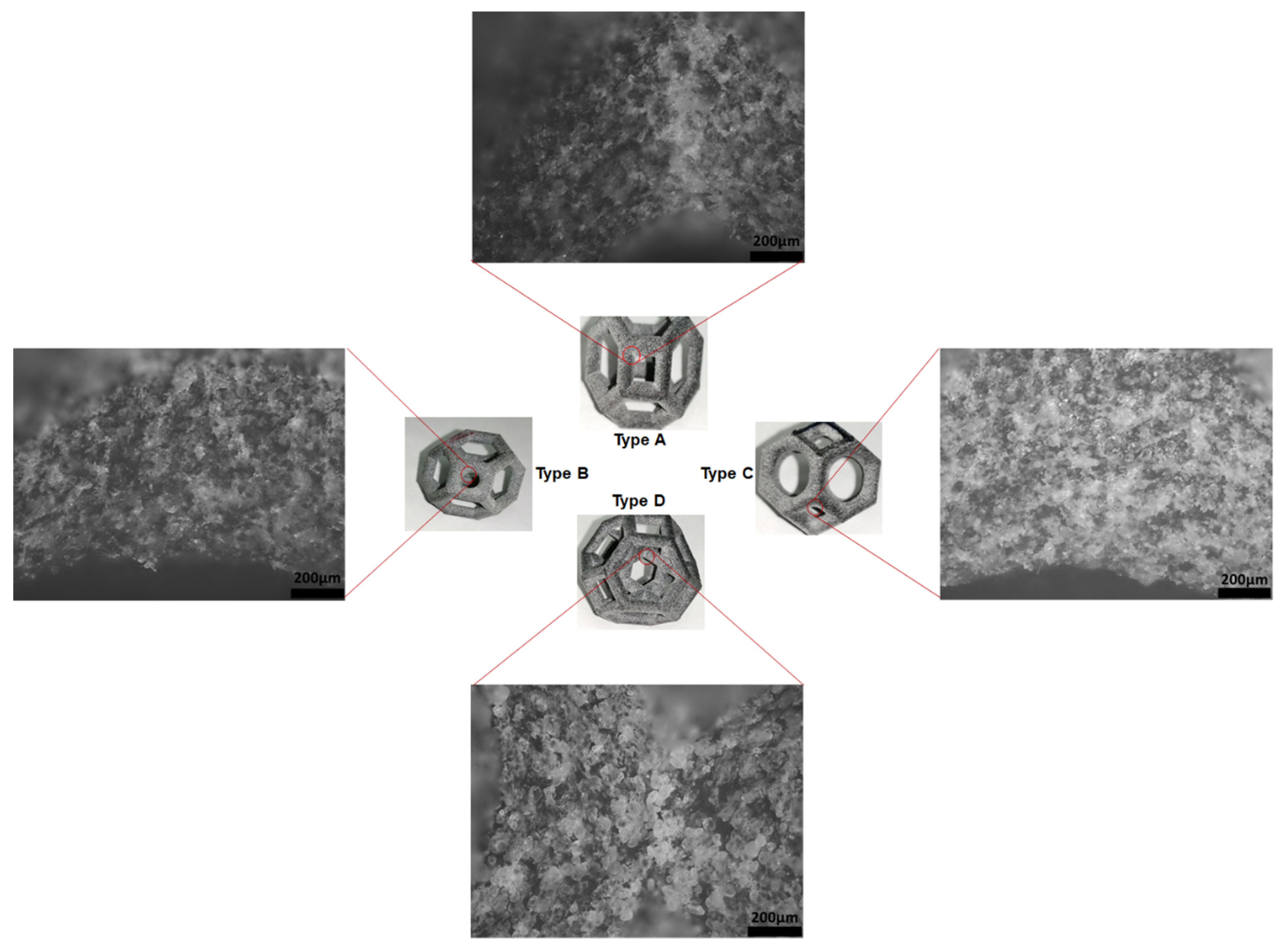
2.2. Fabrication of Lattice Structure
3. Simulation Framework
3.1. Material Properties
3.2. Finite Element Analysis of Lattice Unit Cells
4. Experimental Results and Discussion
4.1. Effect of Fillets on Lattice Structures
4.2. Validation Using Simulation Results
4.3. Effect of Fillets on Energy Absorption
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Gibson, L.J.; Ashby, M. Cellular Solids, structure and properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997; ISBN 0521499119. [Google Scholar]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive Manufacturing of Cellular Structures. Comput. Aided. Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef]
- Lakes, R. Materials with structural hierarchy. Nature 1993, 361, 511–515. [Google Scholar] [CrossRef]
- Kang, K.-J. A wire-woven cellular metal of ultrahigh strength. Acta Mater. 2009, 57, 1865–1874. [Google Scholar] [CrossRef]
- Dong, G.; Zhao, Y.F. Numerical and experimental investigation of the joint stiffness in lattice structures fabricated by additive manufacturing. Int. J. Mech. Sci. 2018, 148, 475–485. [Google Scholar] [CrossRef]
- Yang, W.; An, J.; Chua, C.K.; Zhou, K. Acoustic absorptions of multifunctional polymeric cellular structures based on triply periodic minimal surfaces fabricated by stereolithography. Virtual Phys. Prototyp. 2020, 15, 242–249. [Google Scholar] [CrossRef]
- Rohacell High-Performance Structural Foam Cores. Available online: https://www.rohacell.com/product/rohacell/en/about/ (accessed on 2 March 2019).
- Ruan, D.; Lu, G.; Chen, F.; Siores, E. Compressive behaviour of aluminium foams at low and medium strain rates. Compos. Struct. 2002, 57, 331–336. [Google Scholar] [CrossRef]
- Ushijima, K.; Chen, D.-H.; Nisitani, H. Energy Absorption Efficiency in Cellular Solids. Int. J. Mod. Phys. B 2008, 22, 1730–1735. [Google Scholar] [CrossRef]
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Kumar, V.; Cormier, D.; Harrysson, O. Electrical conductivity of hexagonal periodic lattice structures: In this paper, the electrical conductivity of a hexagonal lattice structure is analytically derived using an effective unit-cell approach. Virtual Phys. Prototyp. 2012, 7, 81–90. [Google Scholar] [CrossRef]
- Yang, J.; Gu, D.; Lin, K.; Ma, C.; Wang, R.; Zhang, H.; Guo, M. Laser 3D printed bio-inspired impact resistant structure: Failure mechanism under compressive loading. Virtual Phys. Prototyp. 2020, 15, 75–86. [Google Scholar] [CrossRef]
- Gümrük, R.; Mines, R.A.W. Compressive behaviour of stainless steel micro-lattice structures. Int. J. Mech. Sci. 2013, 68, 125–139. [Google Scholar] [CrossRef]
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.-Y. A state-of-the-art review on types, design, optimization, and additive manufacturing of cellular structures. Int. J. Adv. Manuf. Technol. 2019, 104, 3489–3510. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Nazir, A.; Jeng, J.Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 234, 2741–2749. [Google Scholar] [CrossRef]
- HP Development Company, L.P. HP Multi Jet Fusion Technology: A Disruptive 3D Printing Technology for a New Era of Manufacturing; HP Inc.: Palo Alto, CA, USA, 2014. [Google Scholar]
- Jiang, Y.; Wang, Q. Highly-stretchable 3D-architected Mechanical Metamaterials. Sci. Rep. 2016, 6, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Qi, D.; Yu, H.; Liu, M.; Huang, H.; Xu, S.; Xia, Y.; Qian, G.; Wu, W. Mechanical behaviors of SLM additive manufactured octet-truss and truncated-octahedron lattice structures with uniform and taper beams. Int. J. Mech. Sci. 2019, 163, 105091. [Google Scholar] [CrossRef]
- Mueller, J.; Matlack, K.H.; Shea, K.; Daraio, C. Energy Absorption Properties of Periodic and Stochastic 3D Lattice Materials. Adv. Theory Simul. 2019, 2, 1900081. [Google Scholar] [CrossRef]
- Weeger, O.; Boddeti, N.; Yeung, S.K.; Kaijima, S.; Dunn, M.L. Digital design and nonlinear simulation for additive manufacturing of soft lattice structures. Addit. Manuf. 2019, 25, 39–49. [Google Scholar] [CrossRef]
- Chen, Y.; Qian, F.; Zuo, L.; Scarpa, F.; Wang, L. Broadband and multiband vibration mitigation in lattice metamaterials with sinusoidally-shaped ligaments. Extrem. Mech. Lett. 2017, 17, 24–32. [Google Scholar] [CrossRef]
- Clausen, A.; Wang, F.; Jensen, J.S.; Sigmund, O.; Lewis, J.A. Topology Optimized Architectures with Programmable Poisson’s Ratio over Large Deformations. Adv. Mater. 2015, 27, 5523–5527. [Google Scholar] [CrossRef]
- Alomarah, A.; Masood, S.H.; Sbarski, I.; Faisal, B.; Gao, Z.; Ruan, D. Compressive properties of 3D printed auxetic structures: Experimental and numerical studies. Virtual Phys. Prototyp. 2020, 15, 1–21. [Google Scholar] [CrossRef]
- Mueller, J.; Raney, J.R.; Kochmann, D.M.; Shea, K. Stiffness-Independent Toughening of Beams through Coaxial Interfaces. Adv. Sci. 2018, 5. [Google Scholar] [CrossRef]
- Yuan, S.; Chua, C.K.; Zhou, K. 3D-Printed Mechanical Metamaterials with High Energy Absorption. Adv. Mater. Technol. 2019, 4, 1800419. [Google Scholar] [CrossRef]
- Fan, H.; Luo, Y.; Yang, F.; Li, W. Approaching perfect energy absorption through structural hierarchy. Int. J. Eng. Sci. 2018, 130, 12–32. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Tyas, A.; Goodall, R.; Askes, H. Energy absorption in lattice structures in dynamics: Nonlinear FE simulations. Int. J. Impact Eng. 2017, 102, 1–15. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Hernandez-Nava, E.; Tyas, A.; Warren, J.A.; Fay, S.D.; Goodall, R.; Todd, I.; Askes, H. Energy absorption in lattice structures in dynamics: Experiments. Int. J. Impact Eng. 2016, 89, 49–61. [Google Scholar] [CrossRef]
- Shen, J.; Lu, G.; Ruan, D. Compressive behaviour of closed-cell aluminium foams at high strain rates. Compos. Part B Eng. 2010, 41, 678–685. [Google Scholar] [CrossRef]
- Ullah, I.; Brandt, M.; Feih, S. Failure and energy absorption characteristics of advanced 3D truss core structures. Mater. Des. 2016, 92, 937–948. [Google Scholar] [CrossRef]
- Linul, E.; Şerban, D.A.; Voiconi, T.; Marşavina, L.; Sadowski, T. Energy—Absorption and efficiency diagrams of rigid PUR foams. In Proceedings of the Key Engineering Materials, Timisoara, Romania, May 2013; Trans Tech Publications Ltd.: Zurich, Switzerland, 2014; Volume 601, pp. 246–249. [Google Scholar]
- Ashby, M. The properties of foams and lattices. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2006, 364, 15–30. [Google Scholar] [CrossRef] [PubMed]
- Kaur, M.; Yun, T.G.; Han, S.M.; Thomas, E.L.; Kim, W.S. 3D printed stretching-dominated micro-trusses. Mater. Des. 2017, 134, 272–280. [Google Scholar] [CrossRef]
- Ajdari, A.; Nayeb-Hashemi, H.; Vaziri, A. Dynamic crushing and energy absorption of regular, irregular and functionally graded cellular structures. Int. J. Solids Struct. 2011, 48, 506–516. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. Fabrication of polymeric lattice structures for optimum energy absorption using Multi Jet Fusion technology. Mater. Des. 2018, 155, 86–98. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. In-plane energy absorption evaluation of 3D printed polymeric honeycombs. Virtual Phys. Prototyp. 2017, 12, 117–131. [Google Scholar] [CrossRef]
- Wu, Y.; Yang, L. Elastic and failure characteristics of additive manufactured thin wall lattice structures with defects. Thin-Walled Structures. 2021, 161, 107493. [Google Scholar] [CrossRef]
- Traxel, K.D.; Groden, C.; Valladares, J.; Bandyopadhyay, A. Mechanical properties of additively manufactured variable lattice structures of Ti6Al4V. Mater. Sci. Eng. A 2021, 809, 140925. [Google Scholar] [CrossRef] [PubMed]
- Nazir, A.; Jeng, J.-Y. Buckling behavior of additively manufactured cellular columns: Experimental and simulation validation. Mater. Des. 2020, 186, 108349. [Google Scholar] [CrossRef]
- Nazir, A.; Arshad, A.B.; Jeng, J.-Y. Buckling and Post-Buckling Behavior of Uniform and Variable-Density Lattice Columns Fabricated Using Additive Manufacturing. Materials 2019, 12, 3539. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Karamooz Ravari, M.R.; Kadkhodaei, M.; Badrossamay, M.; Rezaei, R. Numerical investigation on mechanical properties of cellular lattice structures fabricated by fused deposition modeling. Int. J. Mech. Sci. 2014, 88, 154–161. [Google Scholar] [CrossRef]
- TestWorks 4.0 Software; MTS Systems Corporation: Eden Prairie, MN, USA, 2004.
- Nazir, A.; Ali, M.; Hsieh, C.H.; Jeng, J.Y. Investigation of stiffness and energy absorption of variable dimension helical springs fabricated using multijet fusion technology. Int. J. Adv. Manuf. Technol. 2020, 110, 2591–2602. [Google Scholar] [CrossRef]
- Ansys Workbench; Ansys Inc.: Canonsburg, PA, USA, 2019.
- ASTM Standard D1621 Standard Test Method for Compressive Properties of Rigid Cellular Plastics 1; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2016; pp. 1–5.
- Li, Y.-W.; Elishakoff, I.; Starnes, J.H.; Bushnell, D. Effect of the thickness variation and initial imperfection on buckling of composite cylindrical shells: Asymptotic analysis and numerical results by BOSOR4 and PANDA2. Int. J. Solids Struct. 1997, 34, 3755–3767. [Google Scholar] [CrossRef]
- Schenk, C.A.; Schuëller, G.I. Buckling analysis of cylindrical shells with random geometric imperfections. Int. J. Non. Linear. Mech. 2003, 38, 1119–1132. [Google Scholar] [CrossRef]
- Albertin, U.; Wunderlich, W. Buckling Design of Imperfect Spherical Shells. In Proceedings of the International Conference IASS-IACM, Crete, Greece, June 2000; Papadrakakis, M., Samartin, A., Onate, E., Eds.; ISASR-NTUA: Athens, Greece, 2000; pp. 1–20. [Google Scholar]
- Sun, P.C.; Wei, H.W.; Chen, C.H.; Wu, C.H.; Kao, H.C.; Cheng, C.K. Effects of varying material properties on the load deformation characteristics of heel cushions. Med. Eng. Phys. 2008, 30, 687–692. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Structure Name | Structure Shape | Unit Cell Parameters (mm) | Relative Density (%) | Bounding Box Dimension (cm3) | ||
|---|---|---|---|---|---|---|---|
| Length (l) | Strut diameter (d) | Height (h) | |||||
| A | Simple Kelvin |  | 10.83 | 1.5 | 10.83 | 14.68 | 1.27 |
| 21.66 | 3 | 21.66 | 14.68 | 10.17 | |||
| B | Modified Kelvin with curved square corners |  | 10.81 | 1.48 | 10.81 | 14.68 | 1.26 |
| 21.64 | 2.97 | 21.64 | 14.76 | 10.13 | |||
| C | Modified Kelvin with all curved corners |  | 10.77 | 1.44 | 10.77 | 14.90 | 1.25 |
| 21.55 | 2.88 | 21.55 | 14.91 | 10 | |||
| D | Modified Kelvin with crossbars |  | 10.46 | 1.125 | 10.46 | 16.25 | 1.14 |
| 20.92 | 2.25 | 20.92 | 16.25 | 9.15 | |||
| Density (g/cm3) | Young’s Modulus (MPa) | Poisson Ratio | Tensile Strength (MPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|---|---|
| 1.01 | 1150 | 0.33 | 23 | 38 |
| True Stress (MPa) | 23.55 | 28.07 | 31.19 | 33.41 | 35.13 | 36.52 | 37.65 | 39.28 | 39.80 | 40.14 |
| True plastic strain (mm/mm) | 0 | 0.00625 | 0.01247 | 0.01865 | 0.02478 | 0.03088 | 0.03696 | 0.04898 | 0.05494 | 0.06085 |
| Structure | Unit Cell Size (mm) | Energy Absorption | Energy Loss | ||||
|---|---|---|---|---|---|---|---|
| 1st Cycle | 20th Cycle | 1st cycle | %loss (1st Cycle) | 20th Cycle | %loss (20th Cycle) | ||
| Type A | 10 | 64.51 | 43.32 | 29.12 | 45.14 | 10.61 | 24.48 |
| Type B | 10 | 70.42 | 45.80 | 32.76 | 46.52 | 11.90 | 25.97 |
| Type C | 10 | 78.93 | 52.42 | 37.39 | 47.38 | 13.93 | 26.58 |
| Type D | 10 | 145.37 | 72.49 | 94.54 | 65.03 | 25.26 | 34.84 |
| Type A | 20 | 602.35 | 367.48 | 277.40 | 46.05 | 92.00 | 25.03 |
| Type B | 20 | 651.74 | 411.13 | 302.29 | 46.38 | 103.66 | 25.21 |
| Type C | 20 | 745.90 | 462.13 | 350.63 | 47.01 | 120.55 | 26.09 |
| Type D | 20 | 1348.19 | 664.19 | 850.74 | 63.10 | 222.64 | 33.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazir, A.; Arshad, A.-B.; Hsu, C.-P.; Jeng, J.-Y. Effect of Fillets on Mechanical Properties of Lattice Structures Fabricated Using Multi-Jet Fusion Technology. Materials 2021, 14, 2194. https://doi.org/10.3390/ma14092194
Nazir A, Arshad A-B, Hsu C-P, Jeng J-Y. Effect of Fillets on Mechanical Properties of Lattice Structures Fabricated Using Multi-Jet Fusion Technology. Materials. 2021; 14(9):2194. https://doi.org/10.3390/ma14092194
Chicago/Turabian StyleNazir, Aamer, Ahmad-Bin Arshad, Chi-Pin Hsu, and Jeng-Ywan Jeng. 2021. "Effect of Fillets on Mechanical Properties of Lattice Structures Fabricated Using Multi-Jet Fusion Technology" Materials 14, no. 9: 2194. https://doi.org/10.3390/ma14092194
APA StyleNazir, A., Arshad, A.-B., Hsu, C.-P., & Jeng, J.-Y. (2021). Effect of Fillets on Mechanical Properties of Lattice Structures Fabricated Using Multi-Jet Fusion Technology. Materials, 14(9), 2194. https://doi.org/10.3390/ma14092194