
The Effect of Increasing the Amount of Indium Alloying Material on the Efficiency of Sacrificial Aluminium Anodes

 ,
,  ,
,
Abstract
1. Introduction
2. Materials
3. Methods
3.1. Methodology of Microscopic Research
3.2. Methodology of Electrochemical Research
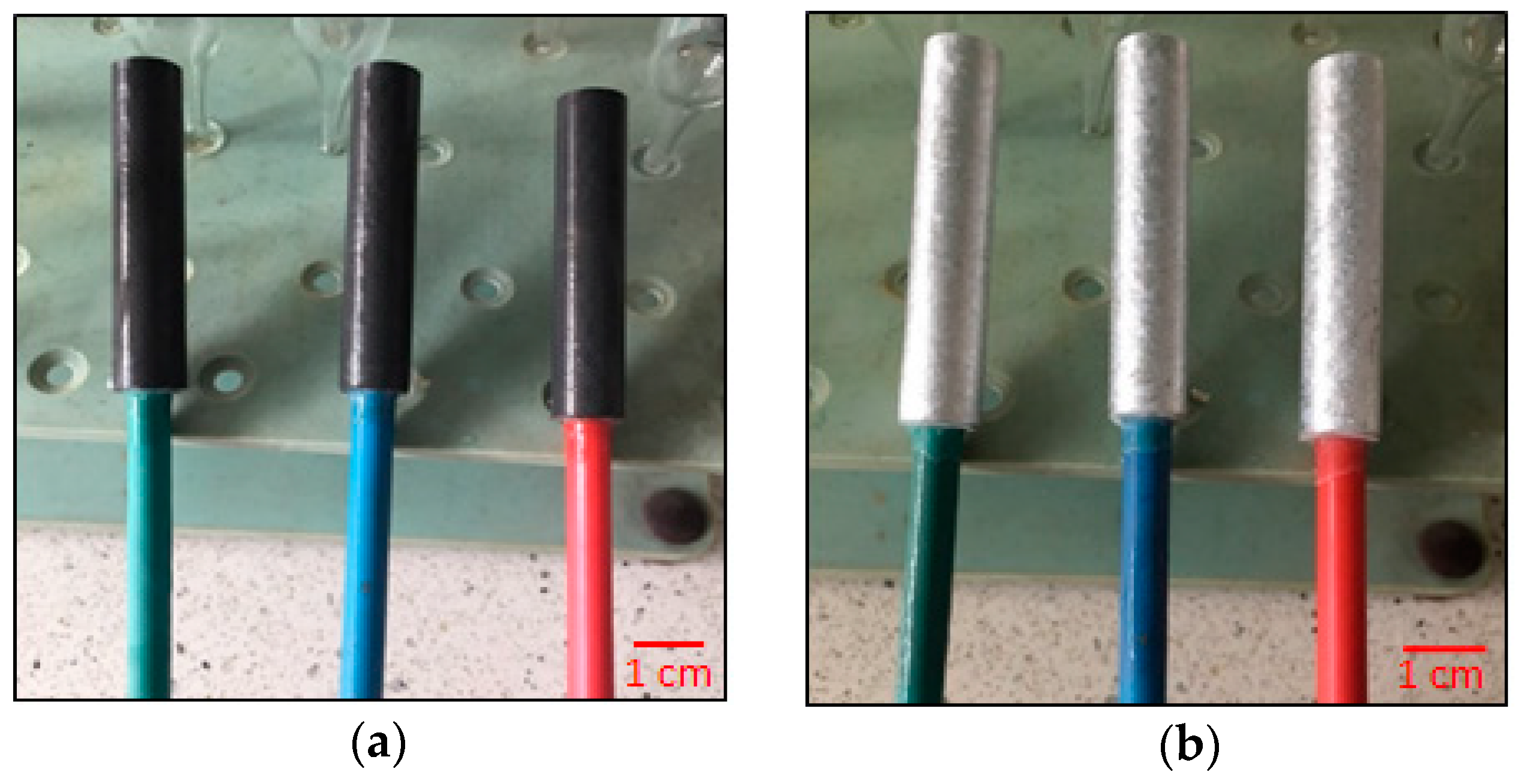
3.2.1. Method of Preparing the Samples for Electrochemical Tests
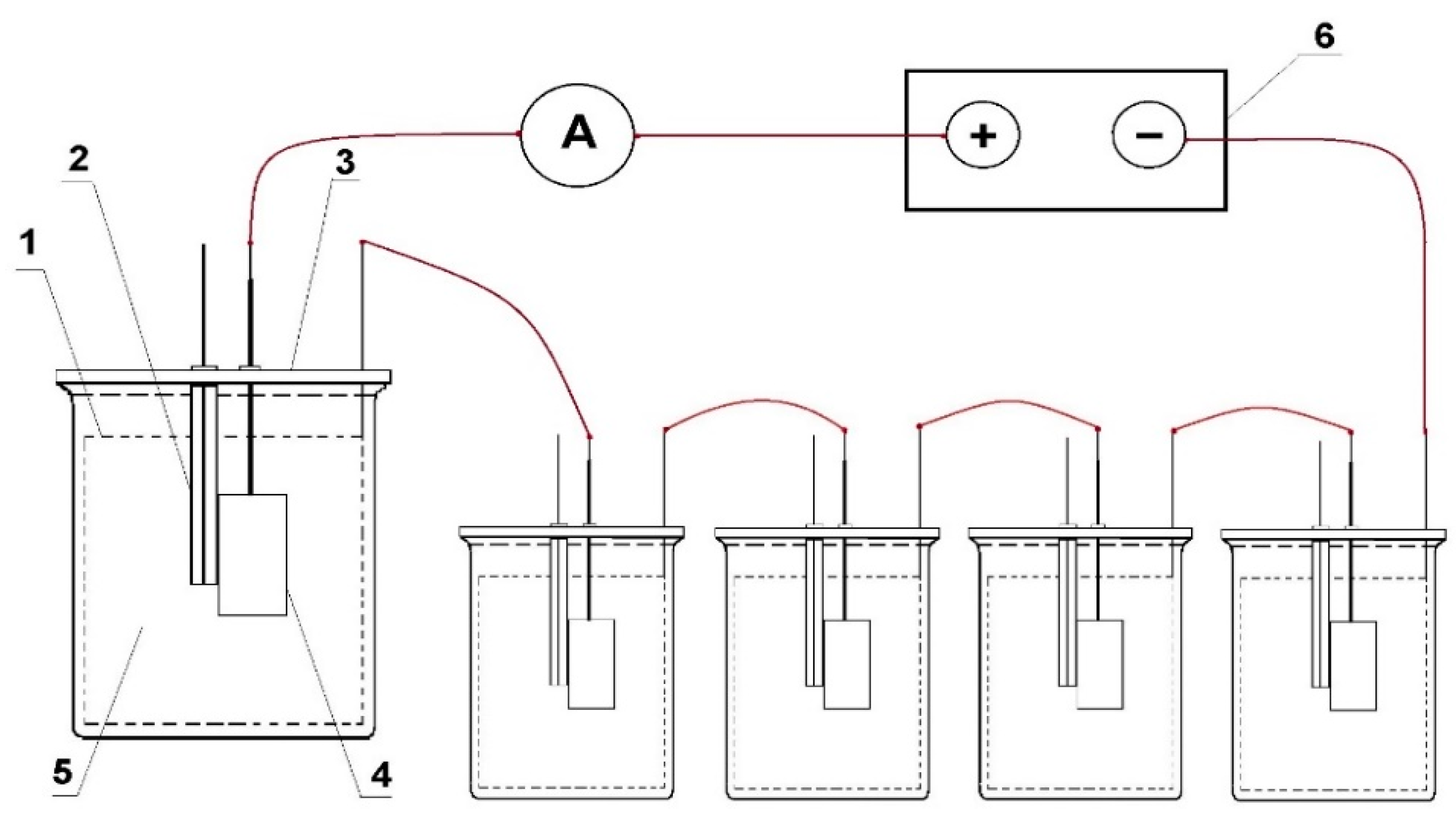
3.2.2. Measuring System
3.2.3. Electrolyte
3.2.4. Current Load on the Samples during the Exposure
3.2.5. Method of Determining the Current Capacity of the Tested Alloys
4. Results and Discussion
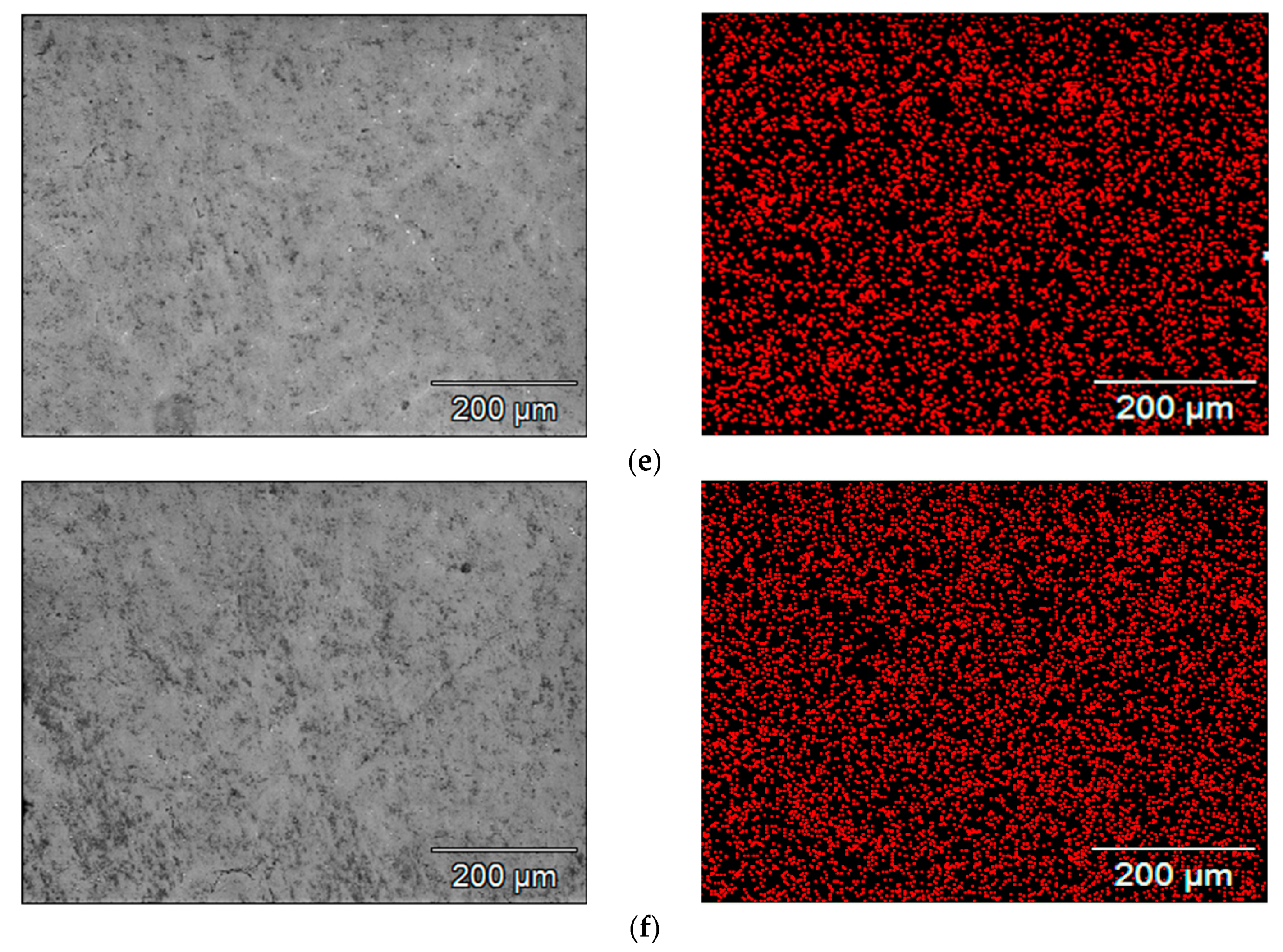
4.1. SEM Microscopic Examination for Alloy Samples Prepared for Tests
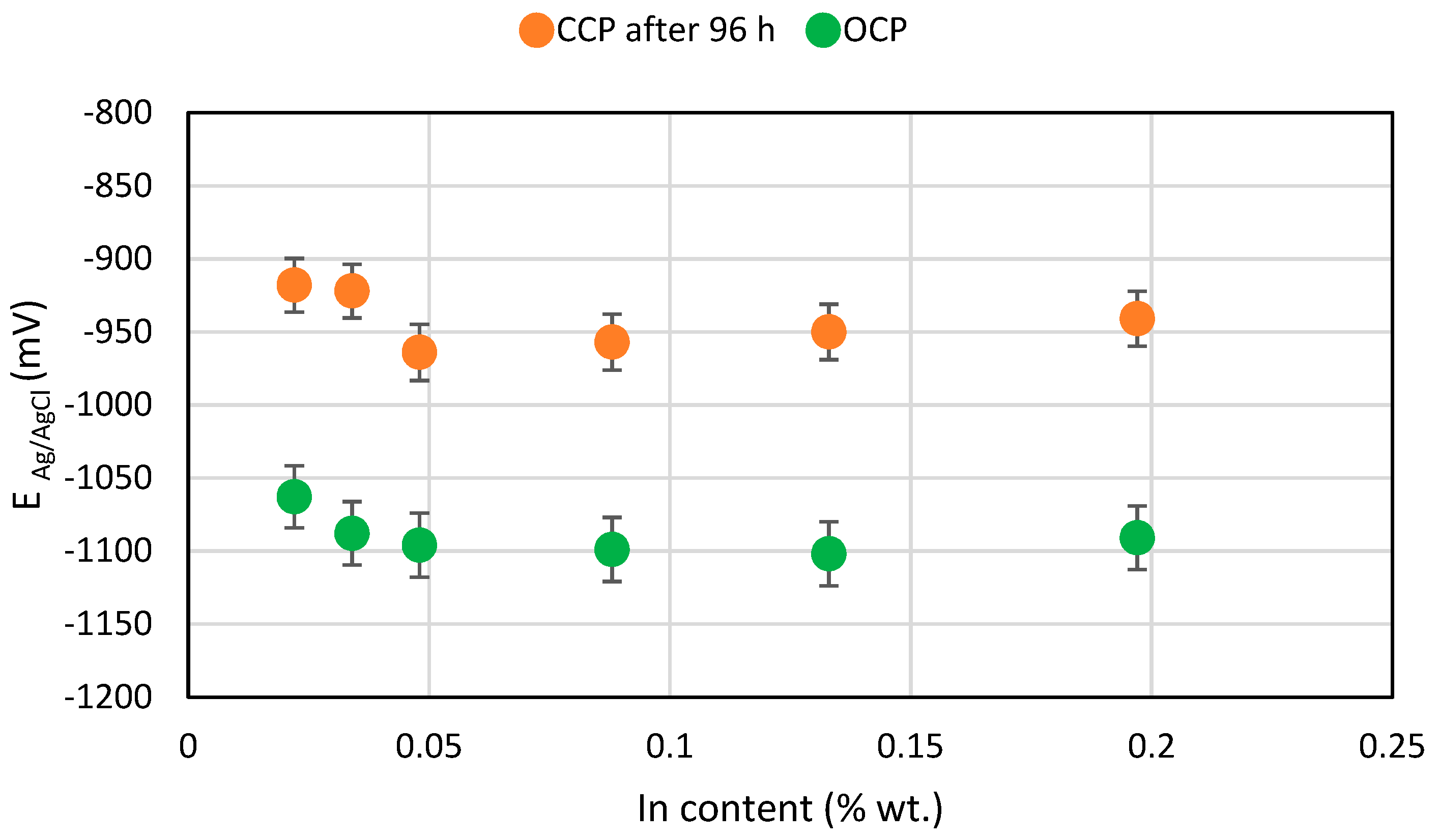
4.2. Electrochemical Studies of Alloys
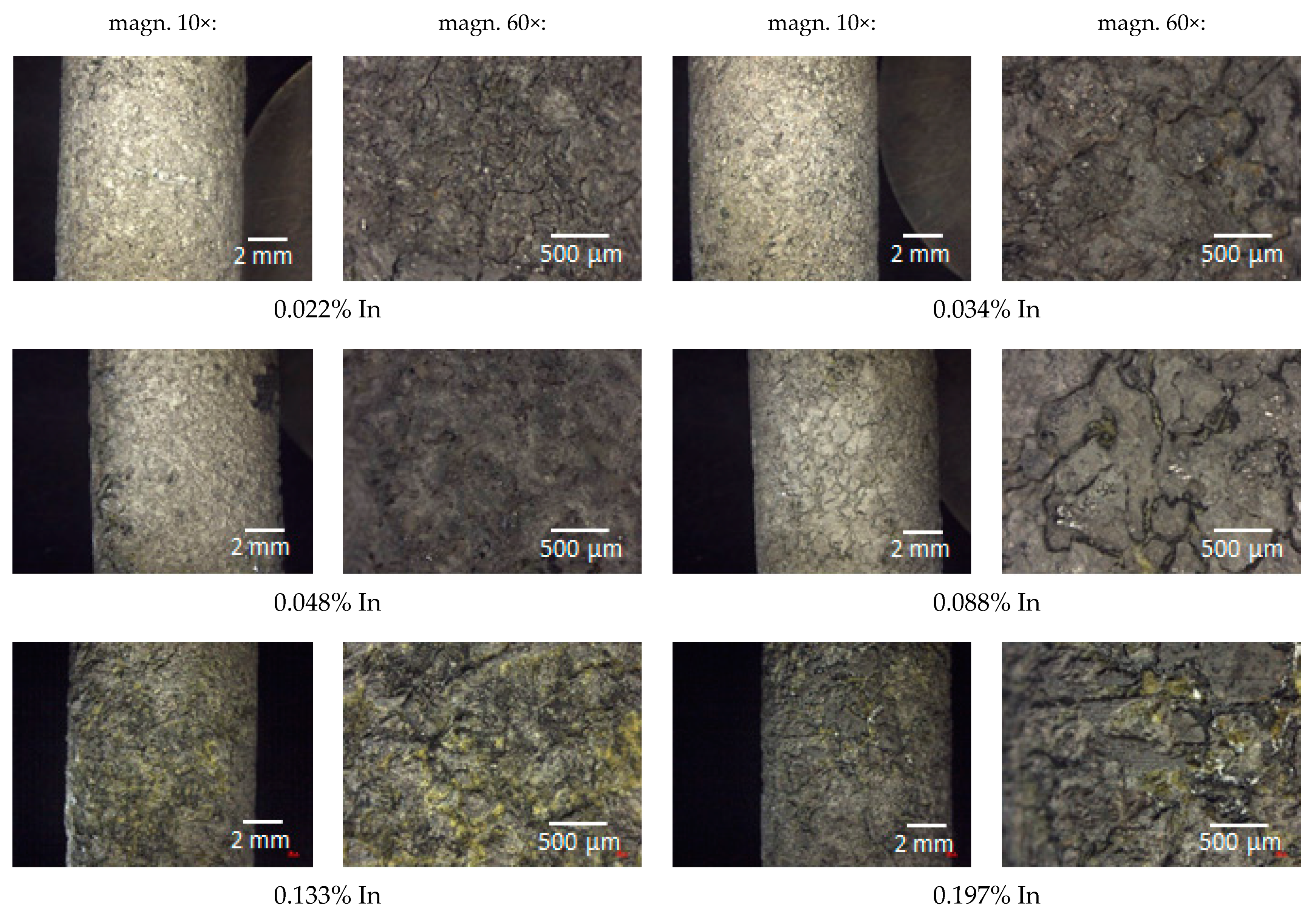
4.3. Post-Exposure Surface of the Samples
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Googan, C.H. The cathodic protection potential criteria: Evaluation of the evidence. Mater. Corros. 2020. [Google Scholar] [CrossRef]
- European Standard EN 12954:2019. General Principles of Cathodic Protection of Buried or Immersed Onshore Metallic Structures; Comite Europeen de Normalisation: Bruxelles, Belgium, 2019. [Google Scholar]
- Szabo, S.; Bakos, I. Impressed Current Cathodic Protection. Corros. Rev. 2006, 24, 39–62. [Google Scholar] [CrossRef]
- Kroon, D.H.; Ernes, L.M. MMO-coated titanium anodes for cathodic protection. Mater. Perform. 2007, 46, 26–29. [Google Scholar]
- Gonzaga, I.M.D.; Moratalla, A.; Eguiluz, K.I.; Salazar-Banda, G.R.; Cañizares, P.; Rodrigo, M.A.; Saez, C. Novel Ti/RuO2IrO2 anode to reduce the dangerousness of antibiotic polluted urines by Fenton-based processes. Chemosphere 2021, 270, 129344. [Google Scholar] [CrossRef] [PubMed]
- Bouzek, K.; Rousar, I. Influence of anode material on current yields during ferrate(VI) production by anodic iron dissolution Part I: Current efficiency during anodic dissolution of grey cast iron to ferrate(VI) in concentrated alkali hydroxide solutions. J. Appl. Electrochem. 1996, 26, 919–923. [Google Scholar] [CrossRef]
- Diaz, E.S.; Adey, R. Optimising the location of anodes in cathodic protection systems to smooth potential distribution. Adv. Eng. Softw. 2005, 36, 591–598. [Google Scholar] [CrossRef]
- Szabo, S.; Bakos, I. Cathodic Protection with Sacrificial Anodes. Corros. Rev. 2006, 24, 231–280. [Google Scholar] [CrossRef]
- Wang, W.; Hartt, W.H.; Chen, S. Sacrificial anode cathodic polarization of steel in seawater. Part 1—A novel experimental and analysis methodology. Corrosion 1998, 52, 419–427. [Google Scholar] [CrossRef]
- Narozny, M.; Zakowski, K.; Darowicki, K. Method of sacrificial anode transistor-driving in cathodic protection system. Corros. Sci. 2014, 88, 275–279. [Google Scholar] [CrossRef]
- Narozny, M.; Zakowski, K.; Darowicki, K. Method of sacrificial anode dual transistor-driving in stray current field. Corros. Sci. 2015, 98, 605–609. [Google Scholar] [CrossRef]
- Hart, W.H.; Chen, S.; Townley, D.W. Sacrificial anode cathodic polarization of steel in seawater: Part 2—Design and data analysis. Corrosion 1998, 54, 317–322. [Google Scholar] [CrossRef]
- Zakowski, K. Studying the effectiveness of a modernized cathodic protection system for an offshore platform. Anti-Corros. Methods Mater. 2011, 58, 167–172. [Google Scholar] [CrossRef]
- Gabelle, C.; Baraud, F.; Biree, L.; Gouali, S.; Hamdoun, H.; Rousseau, C.; Van Veen, E.; Leleyter, L. The impact of aluminium sacrificial anodes on the marine environment: A case study. Appl. Geochem. 2012, 27, 2088–2095. [Google Scholar] [CrossRef]
- Rousseau, C.; Baraud, F.; Leleyter, L.; Gil, O. Cathodic protection by zinc sacrificial anodes: Impact on marine sediment metallic contamination. J. Hazard. Mater. 2009, 167, 953–958. [Google Scholar] [CrossRef] [PubMed]
- Real, S.; Urquidi-Macdonald, M.; Macdonald, D.D. Evaluation of Alloy Anodes for Aluminum-Air Batteries II. Delineation of Anodic and Cathodic Partial Reactions. J. Electrochem. Soc. 1988, 135, 1633–1636. [Google Scholar] [CrossRef]
- Lemieux, E.; Hartt, W.H.; Lucas, K.E. A critical review of aluminum anode activation, dissolution mechanisms, and performance. In Proceedings of the CORROSION 2001, Houston, TX, USA, 11–16 March 2001. [Google Scholar]
- Salinas, D.R.; Garcia, S.G.; Bessone, J.B. Influence of alloying elements and microstructure on aluminium sacrificial anode performance: Case of Al-Zn. J. Appl. Electrochem. 1999, 29, 1063–1071. [Google Scholar] [CrossRef]
- Carroll, W.M.; Breslin, C.B. Activation of aluminium in halide solutions containing 'activator ions'. Corros. Sci. 1992, 33, 1161–1177. [Google Scholar] [CrossRef]
- Moussa, M.E.; Elkilany, H.; El-Hadad, S.; Shoeib, M. Influence of Alloying Additives on the Electrochemical Behavior of Cast Al-5Zn Alloys. Miner. Met. Mater. Ser. 2020, 1052–1055. [Google Scholar] [CrossRef]
- Keyvani, A.; Saremi, M.; Saeri, M.R. Anodic behavior of Al-Zn-In sacrificial anodes at different concentration of zinc and indium. Int. J. Mater. Res. 2012, 103, 1533–1538. [Google Scholar] [CrossRef]
- Ferdian, D.; Sibuea, J.A.; Dharmawan, Y.R.; Pratesa, Y. Study of Al-Zn-Cu-Sm Efficiency for Low-Voltage Sacrificial Anode Candidate. IOP Conf. Ser. Mater. Sci. Eng. 2019, 553, 012063. [Google Scholar] [CrossRef]
- Pratesa, Y.; Ferdian, D.; Ramadhan, F.Y.; Maulana, B. Effect of samarium in corrosion and microstructure of Al-5Zn-0.5Cu as low driving voltage sacrificial anode. AIP Conf. Proc. 2018, 1964, 020013. [Google Scholar] [CrossRef]
- Saeri, M.R.; Keyvani, A. Optimization of Manganese and Magnesium Contents in As-cast Aluminum-Zinc-Indium Alloy as Sacrificial Anode. J. Mater. Sci. Technol. 2011, 27, 785–792. [Google Scholar] [CrossRef]
- Pratesa, Y.; Utama, A.A.; Erianto, A.; Ferdian, D. Effect of Silicon on Corrosion Behaviour of Al-Zn As A Low Voltage Sacrificial Anode for Marine Environment. IOP Conf. Ser. Mater. Sci. Eng. 2019, 547, 012056. [Google Scholar] [CrossRef]
- Yang, M.; Liu, Y.; Shi, Z.; Lv, X.; Liu, B.; Sun, L. Study on the Electrochemical Behavior of Al-6Zn-0.02In-1Mg-0.03Ti Sacrificial Anodes for Long-Term Corrosion Protection in the Ocean. Corrosion 2020, 76, 366–372. [Google Scholar] [CrossRef]
- He, J.; Wen, J.; Li, X. Effects of precipitates on the electrochemical performance of Al sacrificial anode. Corros. Sci. 2011, 53, 1948–1953. [Google Scholar] [CrossRef]
- Zakowski, K.; Szocinski, M.; Narozny, M. Study of the formation of calcareous deposits on cathodically protected steel in Baltic sea water. Anti-Corros. Methods Mater. 2013, 60, 95–99. [Google Scholar] [CrossRef]
- Murray, J.N.; Morton, A.G.S. The role of modifying elements on the behavior of indium activated, aluminum/zinc alloy sacrificial anodes; Part 1, electrochemical performance. In Proceedings of the CORROSION 2001, Houston, TX, USA, 11–16 March 2001. [Google Scholar]
- DNV GL Recommended Practice: DNVGL-RP-B401:2017 Cathodic Protection Design. Available online: https://oilgas.standards.dnvgl.com/ (accessed on 15 January 2021).
- Asmara, Y.P.; Siregar, J.P.; Tezara, C. Improving Efficiency of Aluminium Sacrificial Anode Using Cold Work Process. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 012045. [Google Scholar] [CrossRef]
- NACE International Standard: TM 0190-2017-SG Impressed Current Laboratory Testing of Aluminum and Zinc Alloy Anodes; NACE International: Houston, TX, USA, 2017.
- Zhao, G.; Wei, Y.; Li, J. Current efficiency and corrosion mechanism of Al-Zn-In sacrificial anode at different current densities. J. Chin. Soc. Corros. Prot. 2015, 35, 69–74. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Number | Zn | In | Al |
|---|---|---|---|
| 1 | 4.24 | 0.022 | balance |
| 2 | 4.19 | 0.034 | balance |
| 3 | 4.12 | 0.048 | balance |
| 4 | 4.22 | 0.088 | balance |
| 5 | 4.12 | 0.133 | balance |
| 6 | 4.17 | 0.197 | balance |
| Reagent | Weight (g) |
|---|---|
| NaCl | 245.34 |
| Na2SO4 | 40.94 |
| MgCl2·6H2O | 111.24 |
| CaCl2 | 11.58 |
| SrCl2·6H2O | 0.42 |
| KCl | 6.95 |
| NaHCO3 | 2.01 |
| day one: | j1 = 1.5 mA/cm2 |
| day two: | j2 = 0.4 mA/cm2 |
| day three: | j3 = 4.0 mA/cm2 |
| day four: | j4 = 1.5 mA/cm2 |
| Alloy Number | In Content (%) | Current Capacity (Ah/kg) | Consumption of Anode Material (kg/(A∙Year)) |
|---|---|---|---|
| 1 | 0.022 | 2503.98 | 3.48 |
| 2 | 0.034 | 2381.22 | 3.54 |
| 3 | 0.048 | 2347.54 | 3.75 |
| 4 | 0.088 | 2290.13 | 3.82 |
| 5 | 0.133 | 2247.13 | 3.88 |
| 6 | 0.197 | 1749.35 | 5.03 |
| Alloy Number | In Content (%) | OCP (mV) | CCP (mV) | |||
|---|---|---|---|---|---|---|
| After 24 h j = 1.5 mA/cm2 | After 48 h j = 0.4 mA/cm2 | After 72 h j = 4.0 mA/cm2 | After 96 h j = 1.5 mA/cm2 | |||
| 1 | 0.022 | −1065 | −956 | −935 | −881 | −919 |
| 2 | 0.034 | −1079 | −968 | −908 | −895 | −922 |
| 3 | 0.048 | −1099 | −988 | −919 | −968 | −970 |
| 4 | 0.088 | −1100 | −1045 | −963 | −930 | −963 |
| 5 | 0.133 | −1108 | −1013 | −938 | −942 | −945 |
| 6 | 0.197 | −1099 | −986 | −969 | −912 | −937 |
| Alloy Number | In Content (%) | Roughness Coefficient Ra |
|---|---|---|
| 1 | 0.022 | 35.25 µm |
| 2 | 0.034 | 44.92 µm |
| 3 | 0.048 | 62.99 µm |
| 4 | 0.088 | 72.34 µm |
| 5 | 0.133 | 91.78 µm |
| 6 | 0.197 | 94.62 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zakowski, K.; Orlikowski, J.; Darowicki, K.; Czekajlo, M.; Iglinski, P.; Domanska, K. The Effect of Increasing the Amount of Indium Alloying Material on the Efficiency of Sacrificial Aluminium Anodes. Materials 2021, 14, 1755. https://doi.org/10.3390/ma14071755
Zakowski K, Orlikowski J, Darowicki K, Czekajlo M, Iglinski P, Domanska K. The Effect of Increasing the Amount of Indium Alloying Material on the Efficiency of Sacrificial Aluminium Anodes. Materials. 2021; 14(7):1755. https://doi.org/10.3390/ma14071755
Chicago/Turabian StyleZakowski, Krzysztof, Juliusz Orlikowski, Kazimierz Darowicki, Marcin Czekajlo, Piotr Iglinski, and Kinga Domanska. 2021. "The Effect of Increasing the Amount of Indium Alloying Material on the Efficiency of Sacrificial Aluminium Anodes" Materials 14, no. 7: 1755. https://doi.org/10.3390/ma14071755
APA StyleZakowski, K., Orlikowski, J., Darowicki, K., Czekajlo, M., Iglinski, P., & Domanska, K. (2021). The Effect of Increasing the Amount of Indium Alloying Material on the Efficiency of Sacrificial Aluminium Anodes. Materials, 14(7), 1755. https://doi.org/10.3390/ma14071755