
Numerical Simulation and Experimental Study on Compound Casting of Layered Aluminum Matrix Composite Brake Drum



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
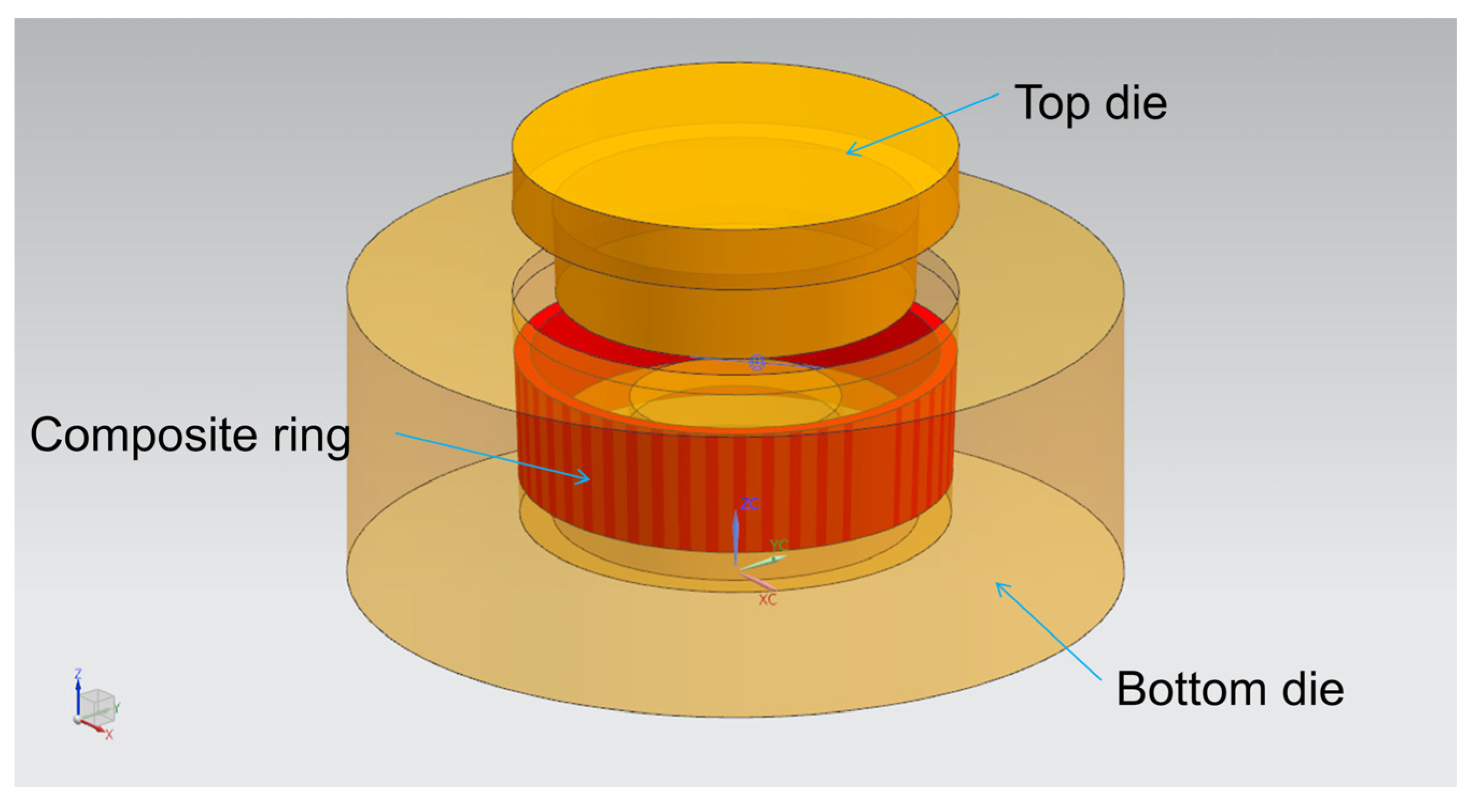
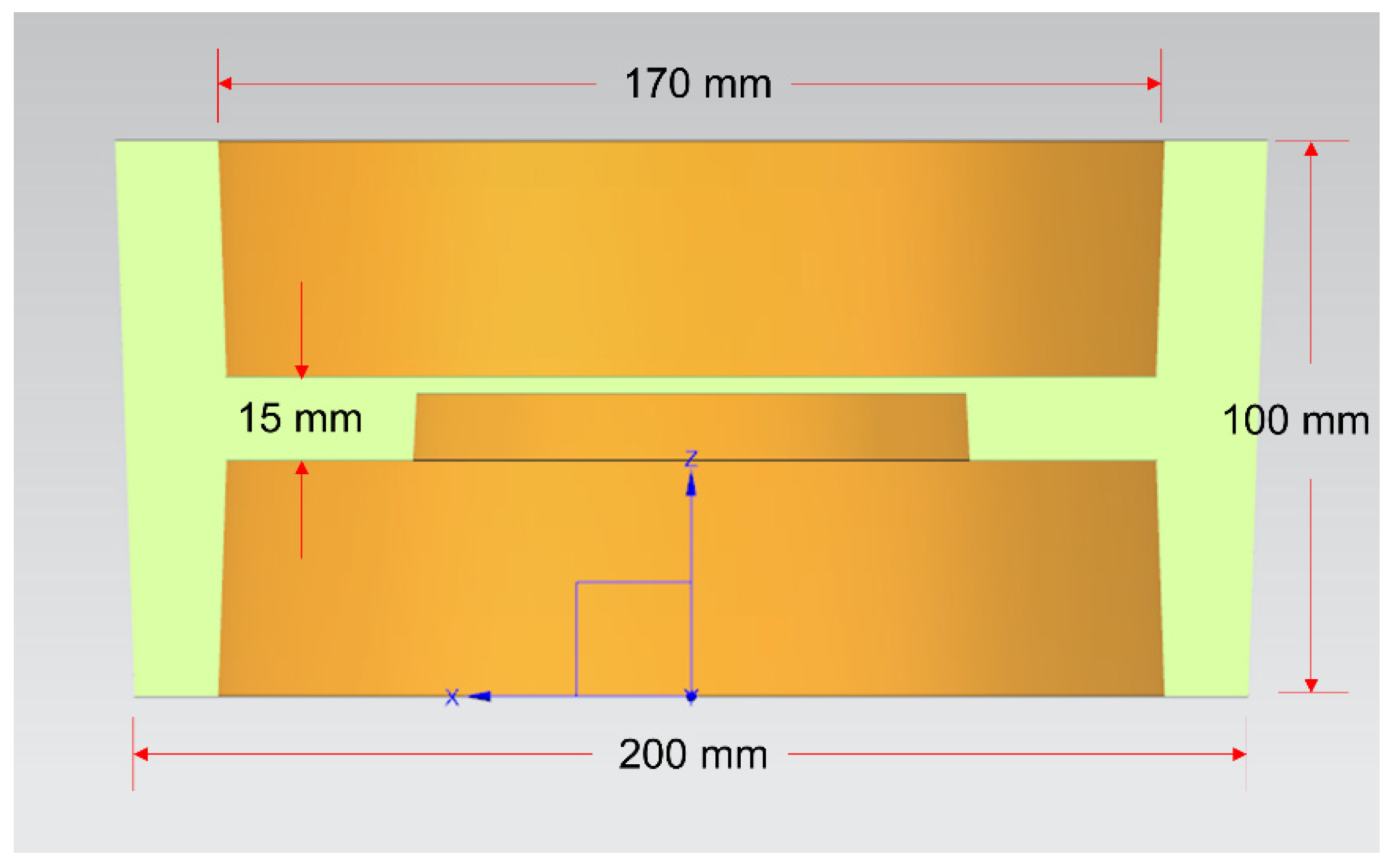
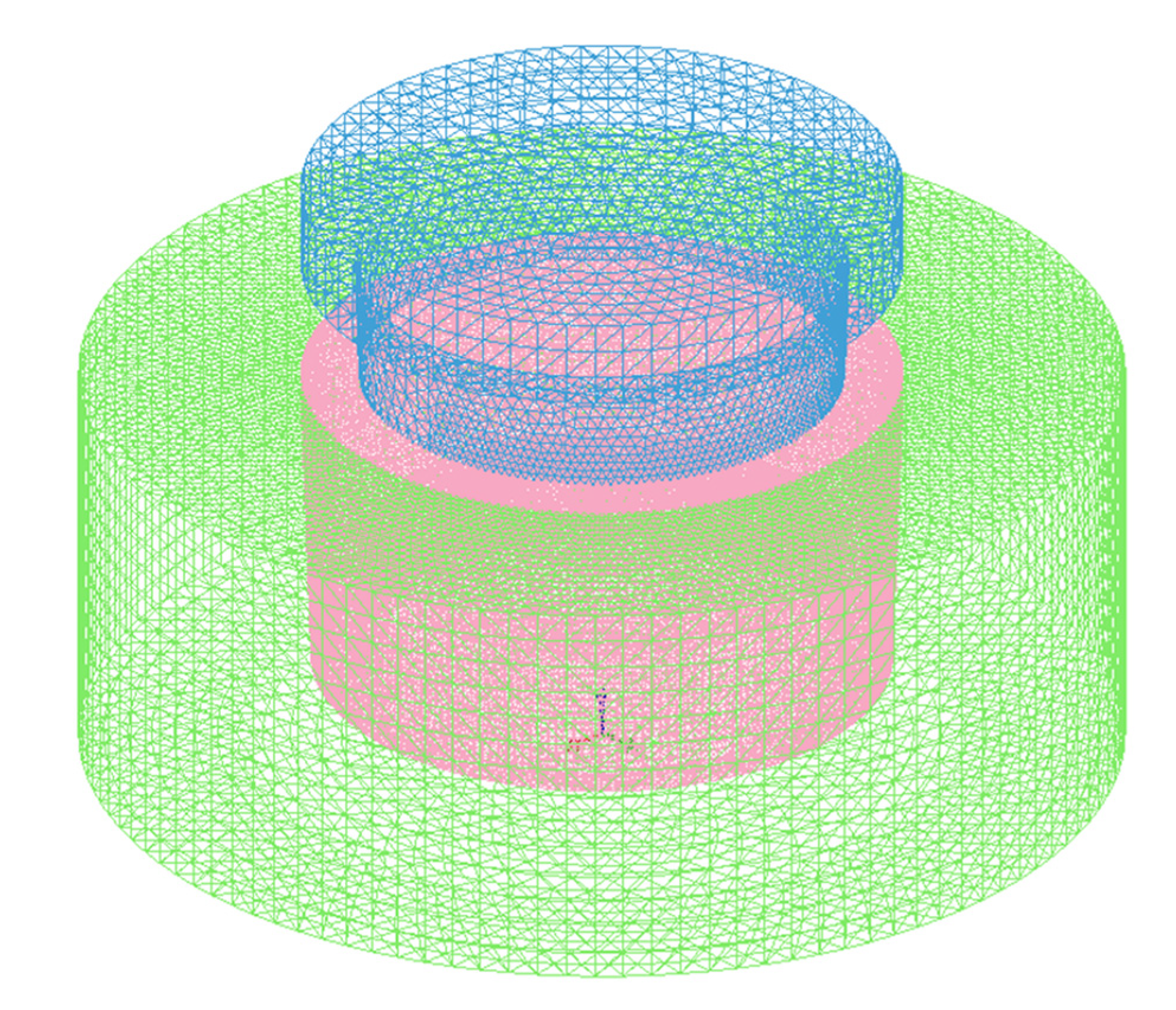
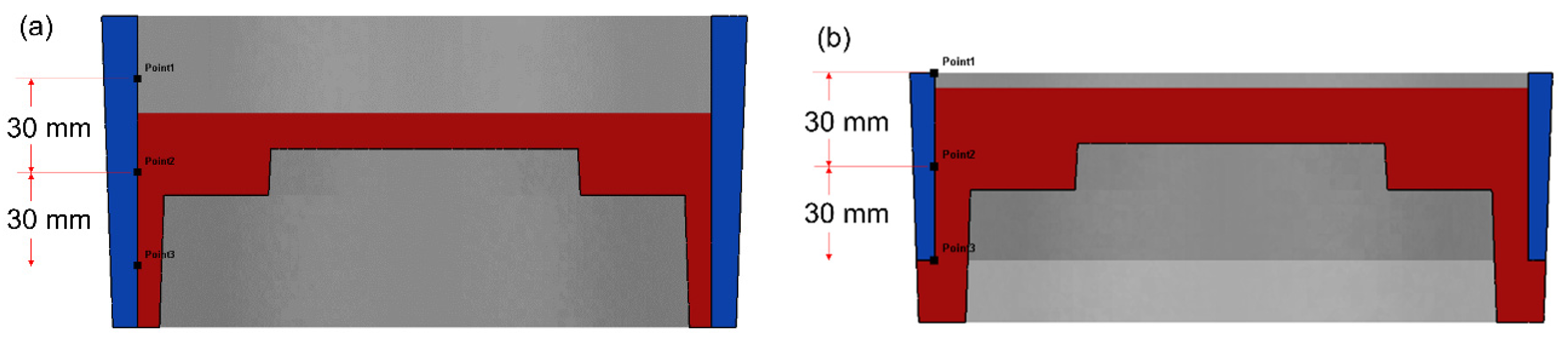
2.2. Numerical Simulation of the Compound Casting Process
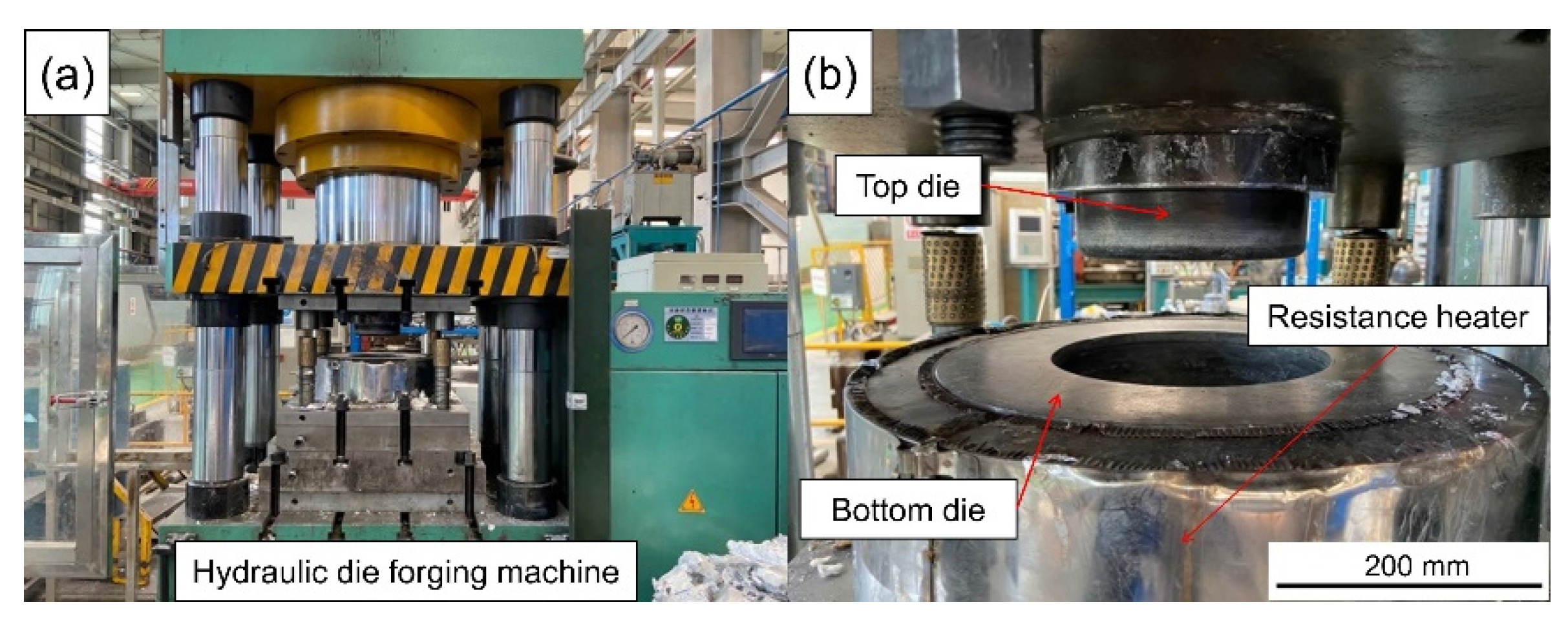
2.3. Manufacturing and Heat Treatment of Layered Composite Materials
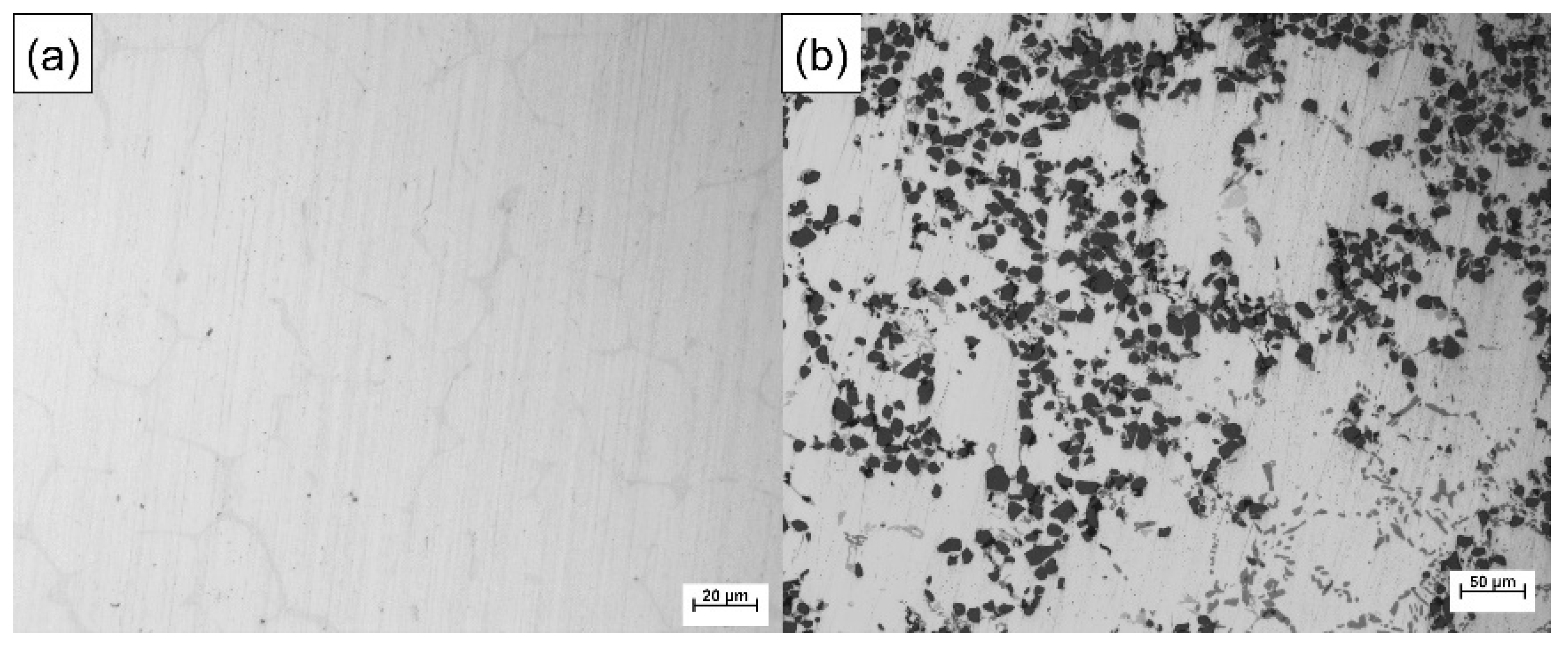
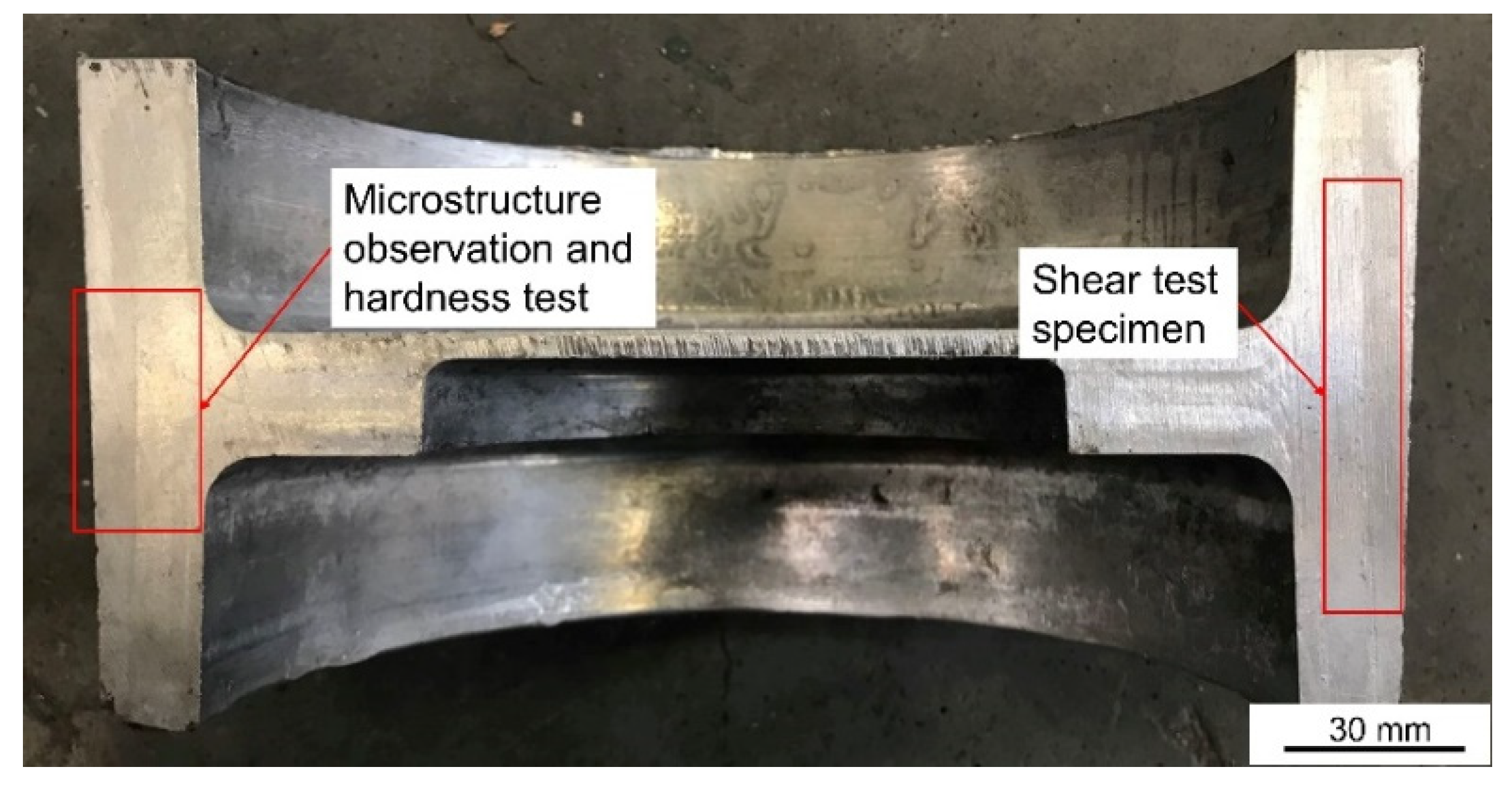
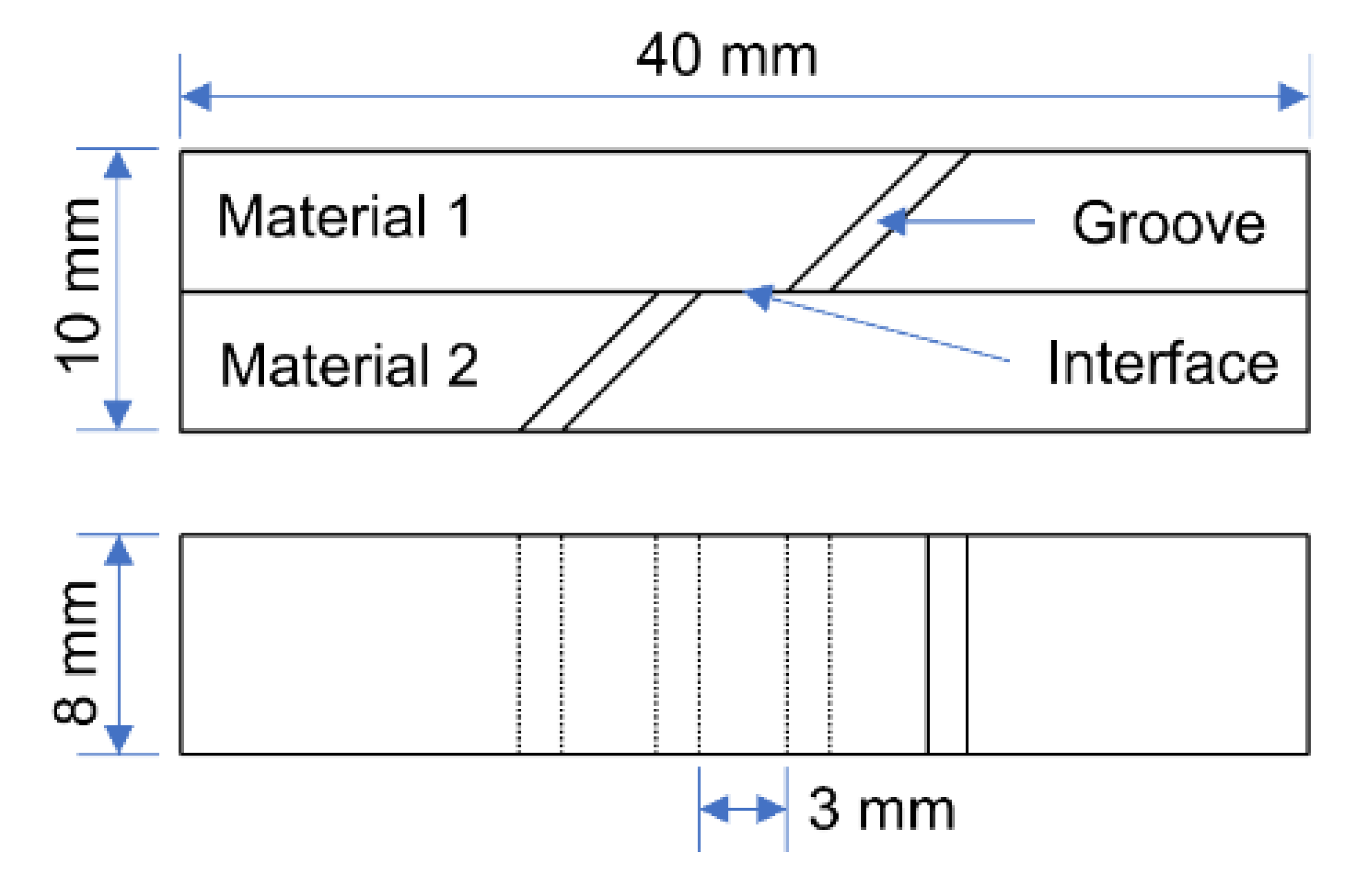
2.4. Microstructure Observation and Mechanical Properties Characterization of Bonding Interface
3. Results and Discussion
3.1. Heat Transfer Simulation and Experimental Verification during Compound Casting
3.2. Microstructure of Solid–Liquid Bonding Interface
3.3. Mechanical Properties
4. Conclusions
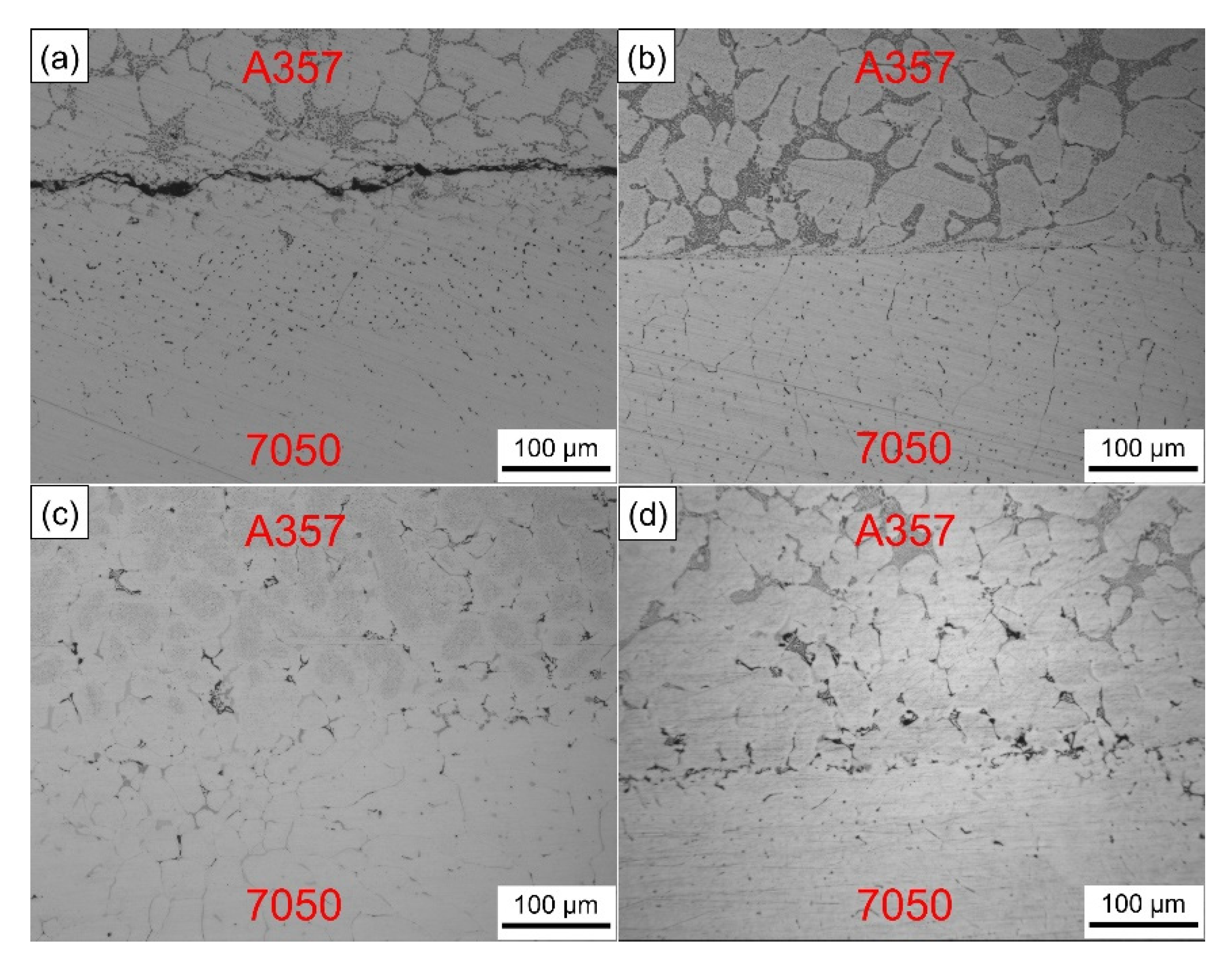
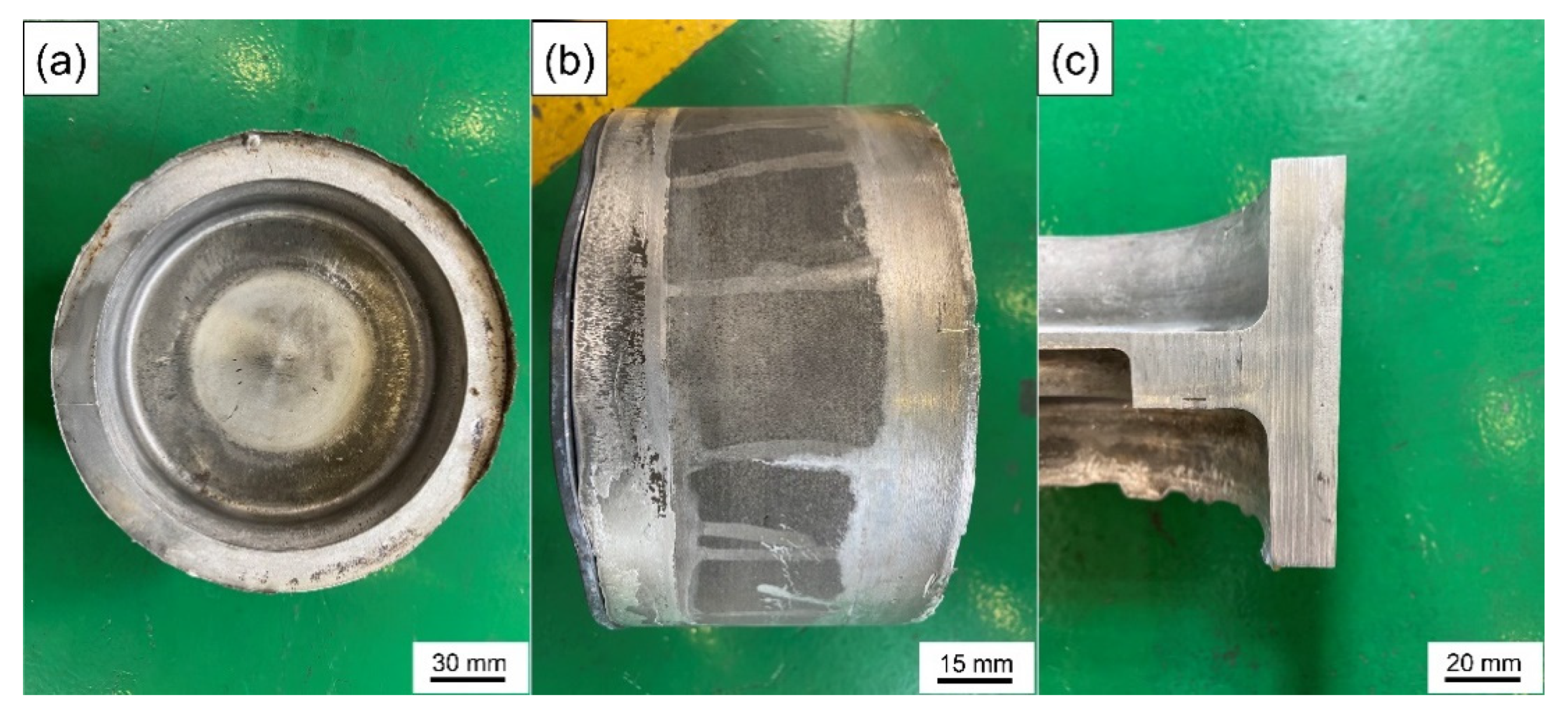
- The liquid die forging compound casting method is a high-efficiency near-net-shape method for manufacturing large-volume layered aluminum matrix composites, without resort for coating on the solid surface, which effectively saves production cycle and cost. Under the die pressure of 100 MPa, a 7050 aluminum alloy casting temperature of 660 °C and a wear-resistant ring preheating temperature of 200 °C, only by removing the solid surface oxide layer instead of the surface coating can a complete metallurgical bonding of solid–liquid bonding interface be obtained.
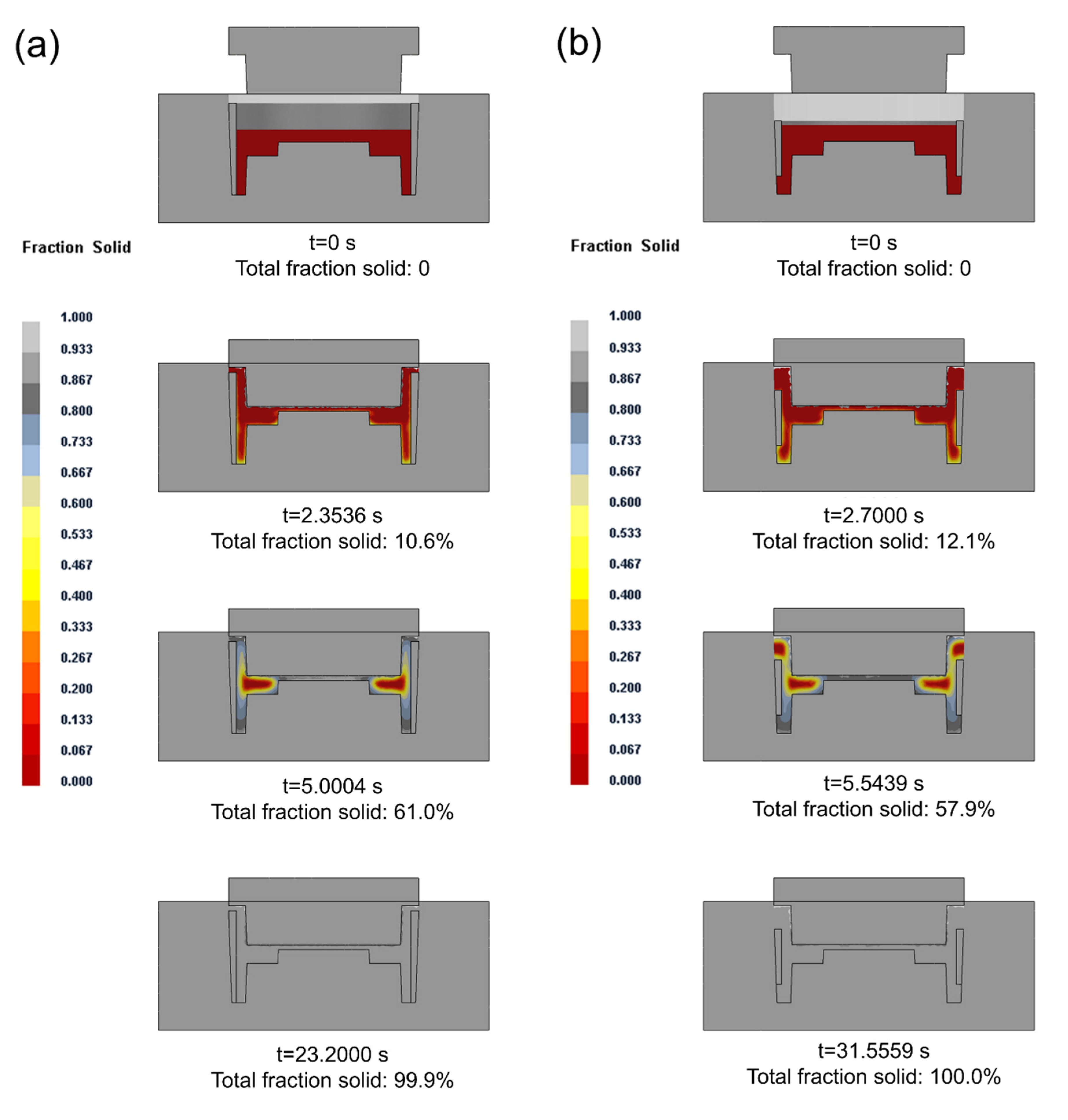
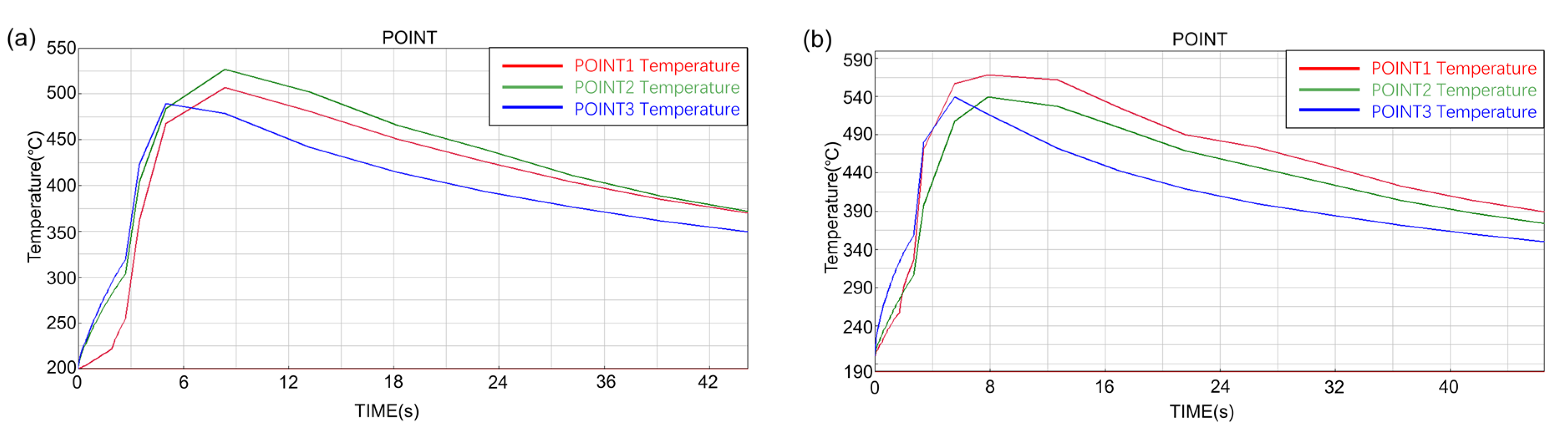
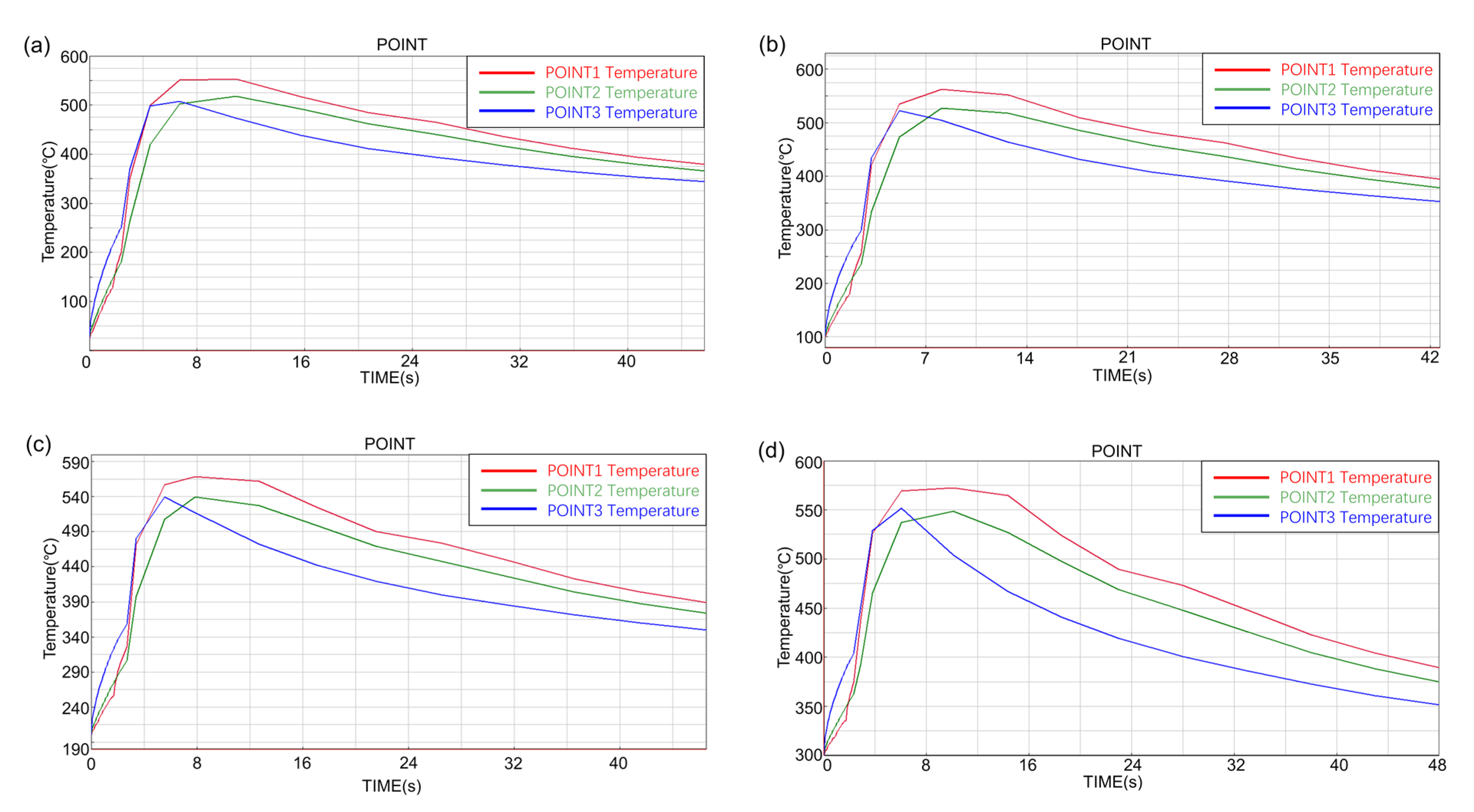
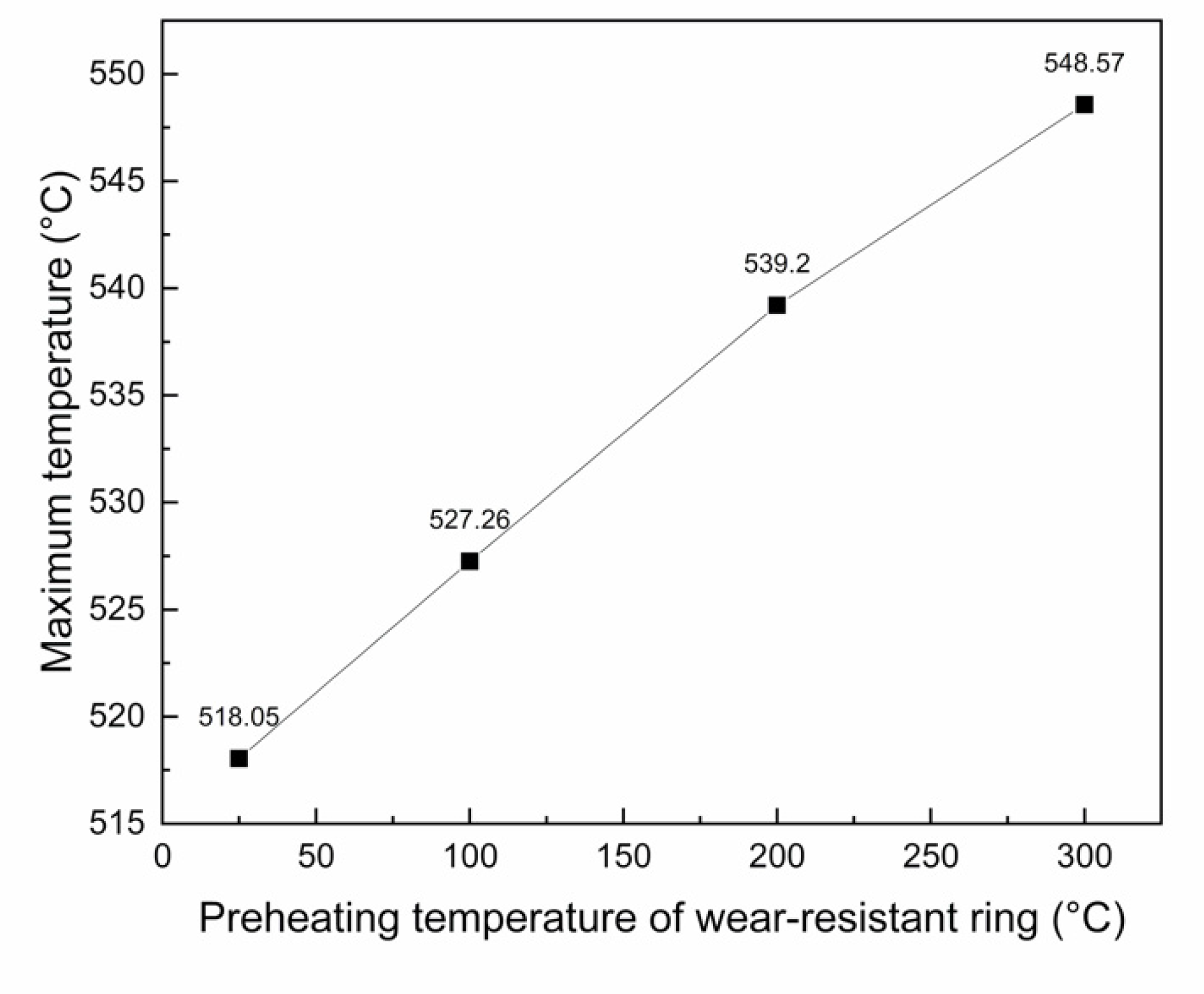
- PROCAST numerical simulation predicts that the short ring had a more uniform temperature increase than the long ring during compound casting process. The experiment proved that the wear-resistant ring preheating temperature of 200 °C was beneficial to obtain the metallurgical bonding interface without serious oxidation of the solid surface.
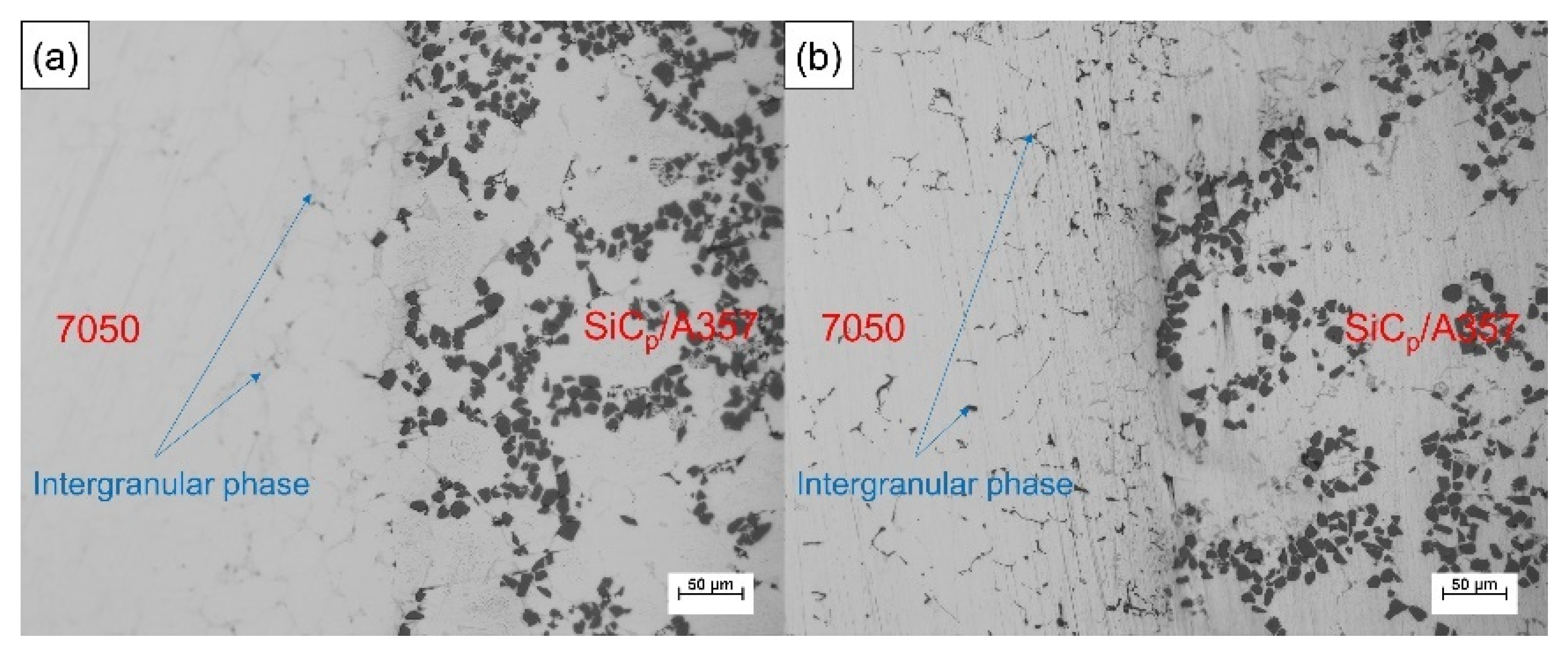
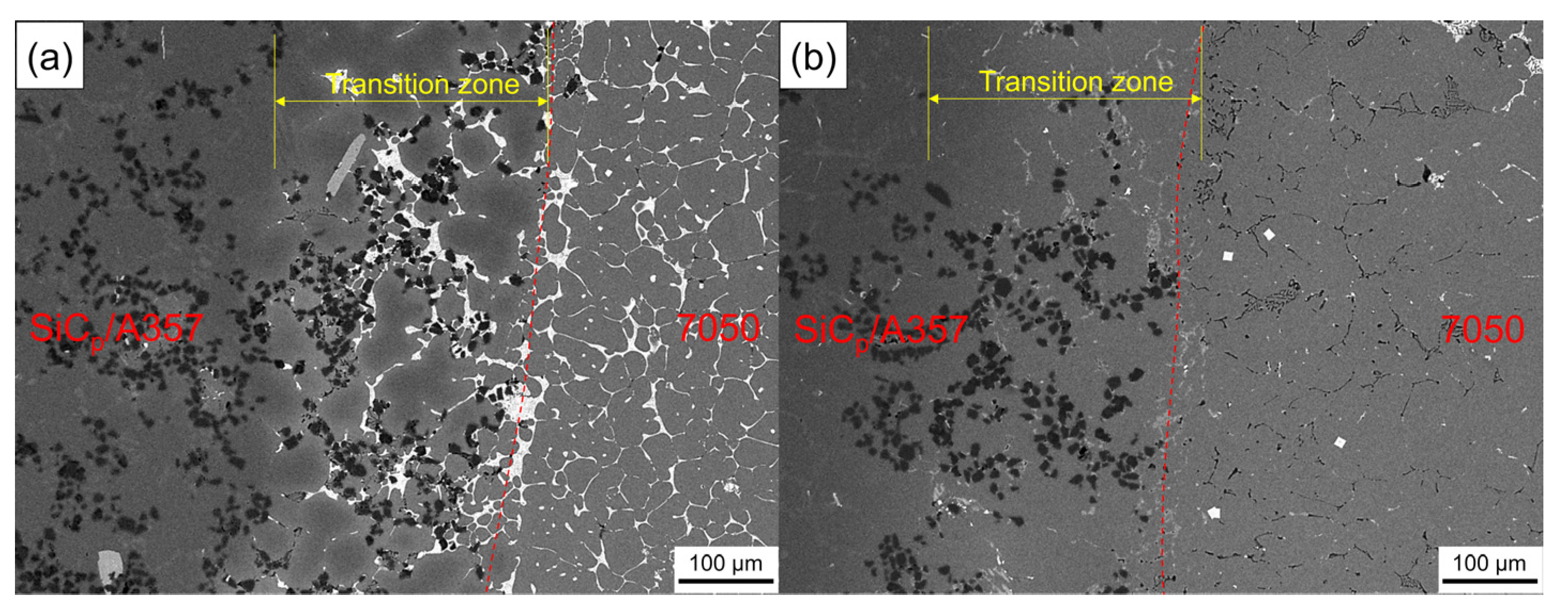
- The compound casting process will cause the wear-resistant ring to produce a transition zone due to the remelting of the solid surface and the diffusion of solute elements in the melt, in which new phases will be formed, so that 7050 and SiCp/A357 formed a complete metallurgical bonding.
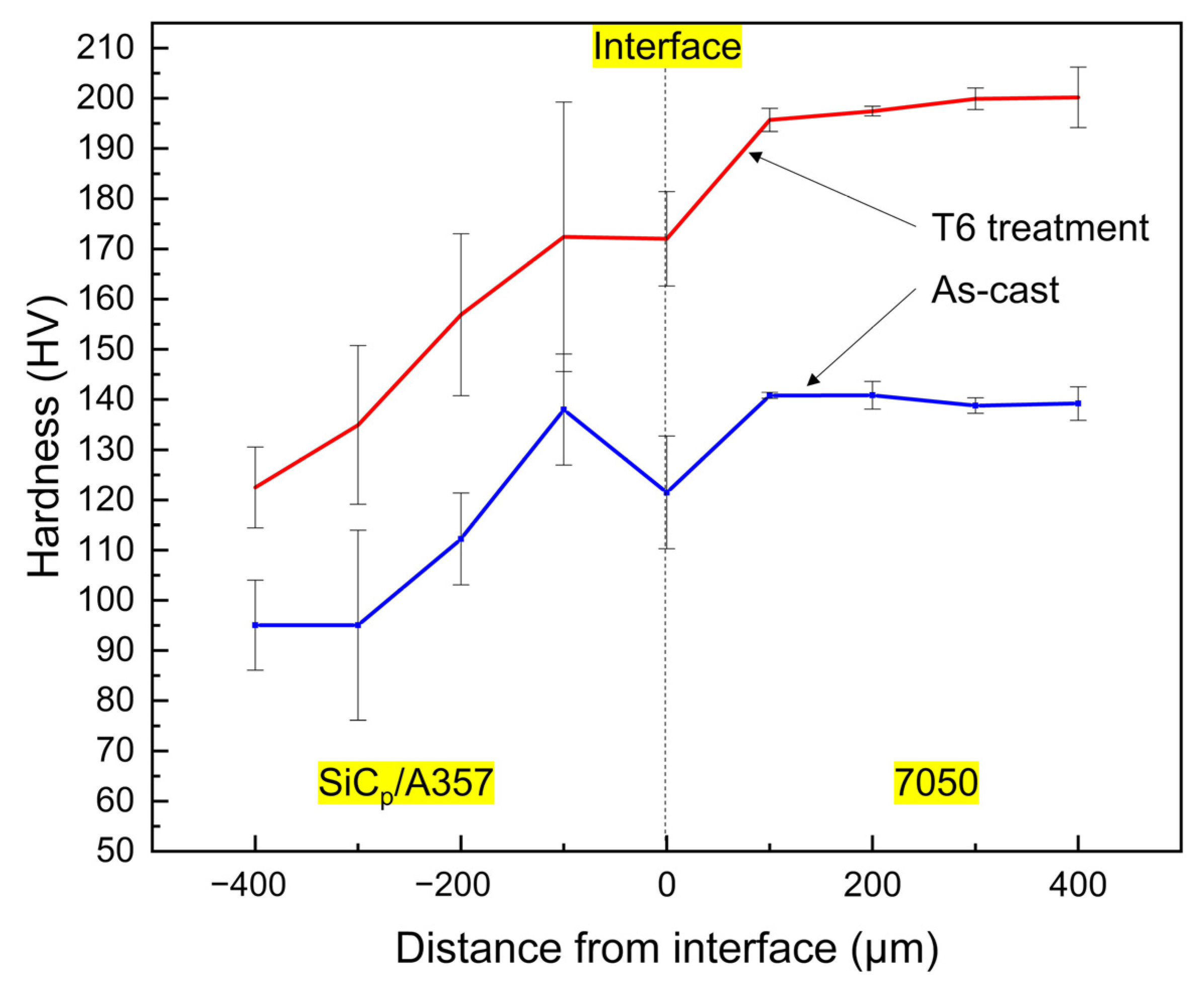
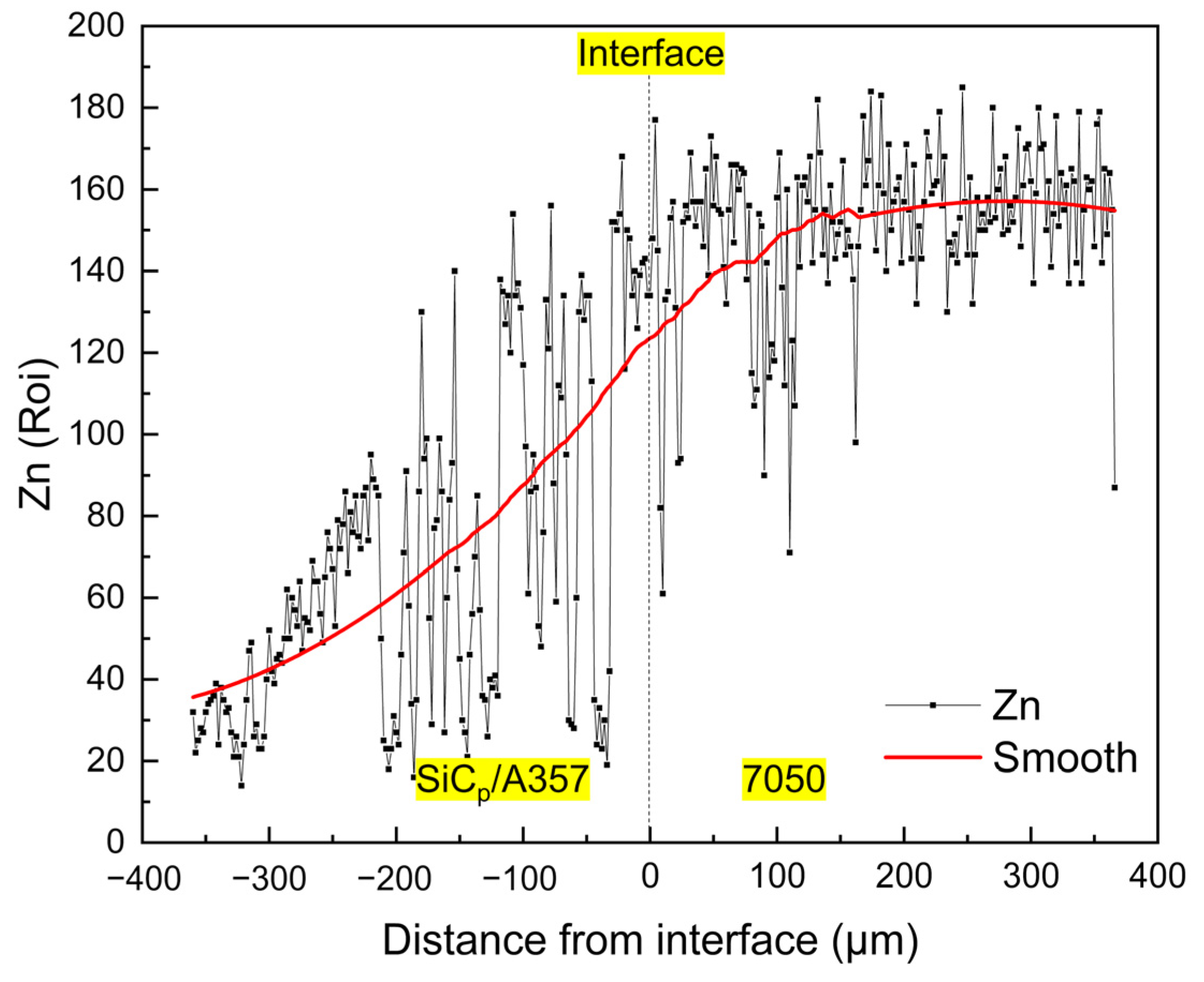
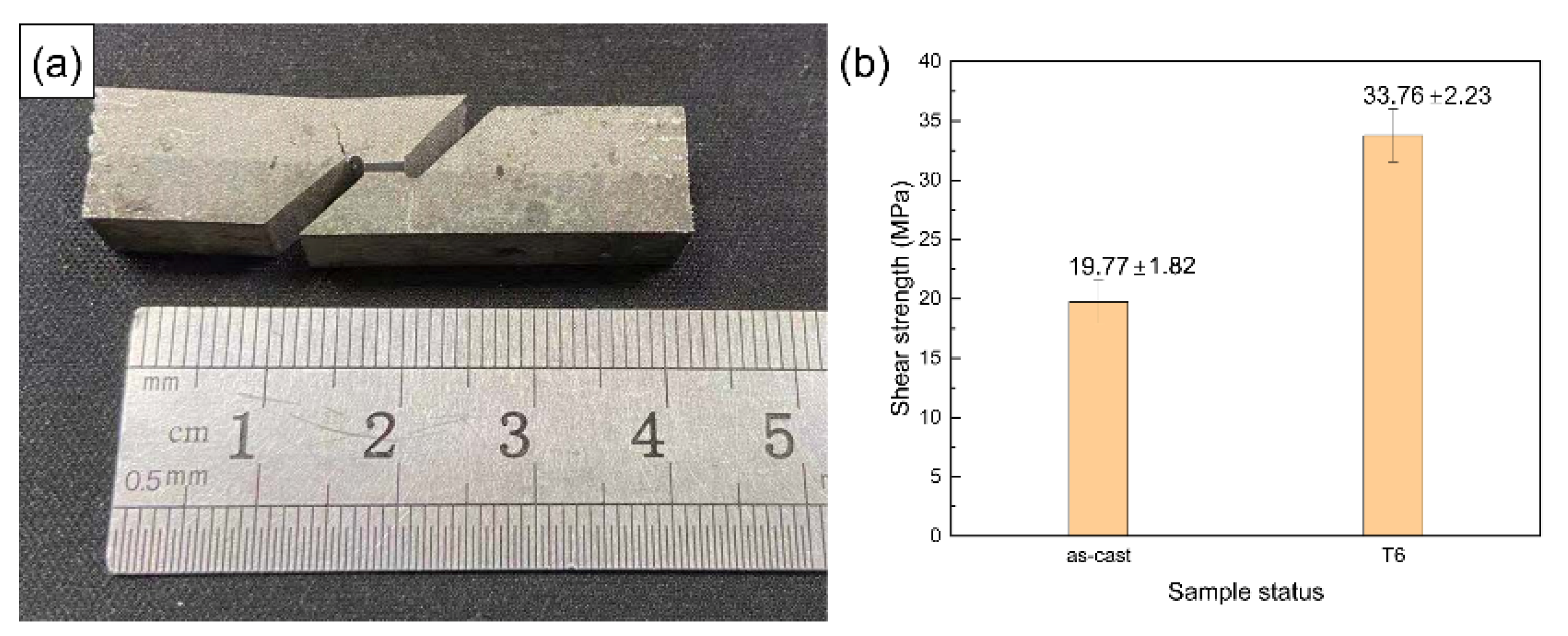
- The layered composite material mainly relies on heat treatment precipitation strengthening to produce hardening and the hardness variation across the interface is highly consistent with the variation trend of Zn element content. After T6 heat treatment, the solute elements on both sides of the interface mutually diffuse, which increases the average shear strength of the interface from 19.8 MPa to 33.8 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fuller, C.B.; Krause, A.R.; Dunand, D.C.; Seidman, D.N. Microstructure and Mechanical Properties of a 5754 Aluminum Alloy Modified by Sc and Zr Additions. Mater. Sci. Eng. A 2002, 338, 8–16. [Google Scholar] [CrossRef]
- Fan, K.; Liu, X.; He, G.; Chen, H. Elevated Temperature Low Cycle Fatigue of a Gravity Casting Al–Si–Cu Alloy Used for Engine Cylinder Heads. Mater. Sci. Eng. A 2015, 632, 127–136. [Google Scholar] [CrossRef]
- Luk, M.; Mirza, F.A.; Chen, D.; Ni, D.; Xiao, B.; Ma, Z. Low Cycle Fatigue of SiCp Reinforced AA2009 Composites. Mater. Des. 2015, 66, 274–283. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, Z. Effect of Zn Alloy Interlayer on Interface Microstructure and Strength of Diffusion-Bonded Mg–Al Joints. Scr. Mater. 2008, 58, 283–286. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Khodaverdizadeh, H.; Mahmoudi, A.; Nazari, E. Tensile Behavior of Friction Stir Welded AA 6061-T4 Alu-minum Alloy Joints. Mater. Des. 2012, 37, 166–173. [Google Scholar] [CrossRef]
- Lloyd, D.J.; Gallerneault, M.; Wagstaff, R.B. The Deformation of Clad Aluminum Sheet Produced by Direct Chill Casting. Met. Mater. Trans. A 2010, 41, 2093–2103. [Google Scholar] [CrossRef]
- Prime, M.; Gnaupelherold, T.; Baumann, J.; Lederich, R.; Bowden, D.; Sebring, R. Residual Stress Measurements in a Thick, Dissimilar Aluminum Alloy Friction Stir Weld. Acta Mater. 2006, 54, 4013–4021. [Google Scholar] [CrossRef]
- Bae, K.-Y.; Lee, T.-H.; Ahn, K.-C. An Optical Sensing System for Seam Tracking and Weld Pool Control in Gas Metal Arc Welding of Steel Pipe. J. Mater. Process. Technol. 2002, 120, 458–465. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-Weight Structures Produced by Laser Beam Joining for Future Applications in Automobile and Aerospace Industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Sheng, L.; Yang, F.; Xi, T.; Lai, C.; Ye, H. Influence of Heat Treatment on Interface of Cu/Al Bimetal Composite Fabricated by Cold Rolling. Compos. Part B Eng. 2011, 42, 1468–1473. [Google Scholar] [CrossRef]
- Xu, G.; Luo, A.A.; Chen, Y.; Sachdev, A.K. Interfacial Phenomena in Magnesium/Aluminum BI-Metallic Castings. Mater. Sci. Eng. A 2014, 595, 154–158. [Google Scholar] [CrossRef]
- Zhang, J.; Luo, G.; Wang, Y.; Shen, Q.; Zhang, L. An Investigation on Diffusion Bonding of Aluminum and Magnesium Using a Ni Interlayer. Mater. Lett. 2012, 83, 189–191. [Google Scholar] [CrossRef]
- Mvola, B.; Kah, P.; Martikainen, J. Welding of Dissimilar non-Ferrous Metals by GMAW Processes. Int. J. Mech. Mater. Eng. 2014, 9, 119. [Google Scholar] [CrossRef]
- Papis, K.J.M.; Löffler, J.F.; Uggowitzer, P.J. Interface Formation between Liquid and Solid MG Alloys—An Approach to Contin-Uously Metallurgic Joining of Magnesium Parts. Mat. Sci. Eng. A 2010, 527, 2274–2279. [Google Scholar] [CrossRef]
- Hajjari, E.; Divandari, M.; Razavi, S.H.; Emami, S.M.; Homma, T.; Kamado, S. Dissimilar Joining of Al/Mg Light Metals by Compound Casting Process. J. Mater. Sci. 2011, 46, 6491–6499. [Google Scholar] [CrossRef]
- Praveen, P.; Yarlagadda, P. Meeting Challenges in Welding of Aluminum Alloys through Pulse Gas Metal Arc Welding. J. Mater. Process. Technol. 2005, 164-165, 1106–1112. [Google Scholar] [CrossRef]
- Praveen, P.; Yarlagadda, P.K.; Kang, M. Advancements in Pulse Gas Metal Arc Welding. J. Mater. Process. Technol. 2005, 164-165, 1113–1119. [Google Scholar] [CrossRef]
- Feng, J.; Ye, B.; Zuo, L.; Wang, Q.; Wang, Q.; Jiang, H.; Ding, W. Bonding of Aluminum Alloys in Compound Casting. Met. Mater. Trans. A 2017, 48, 4632–4644. [Google Scholar] [CrossRef]
- Papis, K.; Hallstedt, B.; Löffler, J.; Uggowitzer, P. Interface Formation in Aluminium–Aluminium Compound Casting. Acta Mater. 2008, 56, 3036–3043. [Google Scholar] [CrossRef]
- Rübner, M.; Günzl, M.; Körner, C.; Singer, R. Aluminium–Aluminium Compound Fabrication by High Pressure Die Casting. Mater. Sci. Eng. A 2011, 528, 7024–7029. [Google Scholar] [CrossRef]
- Koerner, C.; Schwankl, M.; Himmler, D. Aluminum–Aluminum Compound Castings by Electroless Deposited Zinc Layers. J. Mater. Process. Technol. 2014, 214, 1094–1101. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Sui, Y.; Wang, Q.; Ding, W. An Investigation into Aluminum–Aluminum Bimetal Fabrication by Squeeze Casting. Mater. Des. 2015, 68, 8–17. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.D.; Sui, Y.D.; Wang, Q.G. Microstructure and Mechanical Properties of Overcast 6101–6101 Wrought Al Alloy Joint by Squeeze Casting. J. Mater. Sci. Tech. 2016, 32, 298–304. [Google Scholar] [CrossRef]
- Schwankl, M.; Wedler, J.; Körner, C. Wrought Al-Cast Al Compound Casting Based on Zincate Treatment for Aluminum Wrought Alloy Inserts. J. Mater. Process. Technol. 2016, 238, 160–168. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.; Sun, Z.; Yu, H.; Wang, J.; Liu, Q. On the Rule of Mixtures for Bimetal Composites. Mater. Sci. Eng. A 2017, 704, 173–180. [Google Scholar] [CrossRef]
- Zheng, H.S.; Zhang, Z.F.; Bai, Y.L.; Xu, Y.T.; Zhao, H.D. Semi-Solid Precision Forming Process of High-Strength and Wear-Resistant Aluminum Matrix Composites. Mater. Sci. Forum 2020, 993, 756–767. [Google Scholar] [CrossRef]
- Ghomashchi, M.; Vikhrov, A. Squeeze Casting: An Overview. J. Mater. Process. Technol. 2000, 101, 1–9. [Google Scholar] [CrossRef]
- Fan, C.H.; Chen, Z.H.; He, W.Q.; Chen, J.H.; Chen, D. Effects of the Casting Temperature on Microstructure and Mechanical Properties of the Squeeze-Cast Al–Zn–Mg–Cu Alloy. J. Alloy Compd. 2010, 504, 42–45. [Google Scholar] [CrossRef]
- Arhami, M.; Sarioglu, F.; Kalkani, A.; Hashemipour, M. Microstructural Characterization of Squeeze-Cast Al–8Fe–1.4V–8Si. Mat. Sci. Eng. A 2007, 485, 218–223. [Google Scholar] [CrossRef]
- Han, Z.Q.; Huang, X.R.; Luo, A.A.; Sachdev, A.K.; Liu, B.C. A Quantitative Model for Describing Crystal Nucleation in Pres-Surized Solidification during Squeeze Casting. Scripta Mater. 2012, 66, 215–218. [Google Scholar] [CrossRef]
- Yu, F. Mathematical Modeling and Experimental Study of Squeeze Casting of Magnesium Alloy AM50A and Aluminum Alloy A356. Ph.D. Thesis, University of Windsor, Windsor, ON, Canada, 2006. [Google Scholar]
- Zhang, C.P.; Jahazi, M.; Gallego, P.I. On the Impact of Microsegregation Model on the Thermophysical and Solidification Be-Haviors of a Large Size Steel Ingot. Metals 2020, 10, 74. [Google Scholar] [CrossRef]
- Ko, D.-C.; Min, G.-S.; Kim, B.-M.; Choi, J.-C. Finite Element Analysis for the Semi-solid State Forming of Aluminium Alloy Considering Induction Heating. J. Mater. Process. Technol. 2000, 100, 95–104. [Google Scholar] [CrossRef]
- Lu, S.-L.; Xiao, F.-R.; Guo, Z.-H.; Wang, L.-J.; Li, H.-Y.; Liao, B. Numerical Simulation of Multilayered Multiple Metal Cast Rolls in Compound Casting Process. Appl. Therm. Eng. 2016, 93, 518–528. [Google Scholar] [CrossRef]
- Babaee, M.H.; Maleki, A.; Niroumand, B. A Novel Method to Improve Interfacial Bonding of Compound Squeeze Cast Al/Al−Cu Macrocomposite Bimetals: Simulation and Experimental Studies. Trans. Nonferrous Met. Soc. China 2019, 29, 1184–1199. [Google Scholar] [CrossRef]
- Wiciak-Pikua, M.; Felusiak-Czyryca, A.; Twardowski, P. Tool Wear Prediction Based on Artificial Neural Network during Alu-Minum Matrix Composite Milling. Sensors 2020, 20, 5798. [Google Scholar] [CrossRef]
- Nardone, V.; Prewo, K. On the Strength of Discontinuous Silicon Carbide Reinforced Aluminum Composites. Scr. Met. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Sinclair, I.; Gregson, P.J. Structural Performance of Discontinuous Metal Matrix Composites. Mater. Sci. Technol. 1997, 13, 709–726. [Google Scholar] [CrossRef]
- Wang, Y.; Xiong, B.Q.; Li, Z.H.; Huang, S.H.; Wen, K.; Li, X.W.; Zhang, Y.A. As-Cast Microstructure of Al–Zn–Mg–Cu–Zr Alloy Containing Trace Amount of Sc. Rare Met. 2018, 38, 343–349. [Google Scholar] [CrossRef]
- Sun, Y.; Song, M.; He, Y. Effects of Sc Content on the Mechanical Properties of Al-Sc Alloys. Rare Met. 2010, 29, 451–455. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification Processing; McGraw-Hill: New York, NY, USA, 1974; p. 31. [Google Scholar]
- Battle, T.P. Mathematical Modelling of Solute Segregation in Solidifying Materials. Int. Mater. Rev. 1992, 37, 249–270. [Google Scholar] [CrossRef]
- Chen, G.; Yang, M.; Jin, Y.; Zhang, H.; Han, F.; Chen, Q.; Zhao, Z. Ultrasonic Assisted Squeeze Casting of a Wrought Aluminum Alloy. J. Mater. Process. Technol. 2019, 266, 19–25. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, Z.; Bai, Y.; Xu, Y. Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials 2020, 13, 5591. [Google Scholar] [CrossRef] [PubMed]
- Bin, S.-B.; Xing, S.-M.; Tian, L.-M.; Zhao, N.; Li, L. Influence of Technical Parameters on Strength and Ductility of AlSi9Cu3 Alloys in Squeeze Casting. Trans. Nonferrous Met. Soc. China 2013, 23, 977–982. [Google Scholar] [CrossRef]
- Nourian-Avval, A.; Fatemi, A. Characterization and Analysis of Porosities in High Pressure Die Cast Aluminum by Using Metallography, X-Ray Radiography, and Micro-Computed Tomography. Materials 2020, 13, 3068. [Google Scholar] [CrossRef]
- Wolff, N.; Zimmermann, G.; Vroomen, U.; Bührig-Polaczek, A. A Statistical Evaluation of the Influence of Different Material and Process Parameters on the Heat Transfer Coefficient in Gravity Die Casting. Metals 2020, 10, 1367. [Google Scholar] [CrossRef]
- Kai, H.; Robert, D.P. Metal-Mold Interfacial Heat Transfer. Metall. Trans. B 1985, 16, 585–594. [Google Scholar]
- Fardi Ilkhchy, A.; Jabbari, M.; Davami, P. Effect of Pressure on Heat Transfer Coefficient at the Metal/Mold Interface of A356 Aluminum Alloy. Inter. Commun. Heat Mass 2012, 39, 705–712. [Google Scholar] [CrossRef][Green Version]
- Yu, W.; Cao, Y.; Li, X.; Guo, Z.; Xiong, S. Determination of Interfacial Heat Transfer Behavior at the Metal/Shot Sleeve of High Pressure Die Casting Process of AZ91D Alloy. J. Mater. Sci. Technol. 2017, 33, 52–58. [Google Scholar] [CrossRef]
- Guo, Z.-P.; Xiong, S.-M.; Liu, B.C.; Li, M.; Allison, J. Determination of the Metal/Die Interfacial Heat Transfer Coefficient and Its Application in Evaluating the Pressure Distribution inside the Casting during the High Pressure Die Casting Process. Int. J. Cast Met. Res. 2009, 22, 327–330. [Google Scholar] [CrossRef]
- Li, J.W.; Zhao, H.D.; Wu, C.Z.; Li, Y.Y. Interfacial Heat Transfer Behavior of Aluminum Alloy during Squeeze Casting. Chin. J. Nonferr. Metal. 2014, 24, 2727–2734. [Google Scholar] [CrossRef]
- Fan, X.-G.; Jiang, D.-M.; Meng, Q.-C.; Zhang, B.-Y.; Wang, T. Evolution of Eutectic Structures in Al-Zn-Mg-Cu Alloys during Heat Treatment. Trans. Nonferrous Met. Soc. China 2006, 16, 577–581. [Google Scholar] [CrossRef]
- Fan, X.G.; Jiang, D.M.; Meng, Q.C.; Zhong, L. The Microstructural Evolution of an Al–Zn–Mg–Cu Alloy during Homogenization. Mater. Lett. 2006, 60, 1475–1479. [Google Scholar] [CrossRef]
- Deng, Y.L.; Wan, L.; Wu, L.H.; Zhang, Y.Y.; Zhang, X.M. Microstructural Evolution of Al–Zn–Mg–Cu Alloy during Homoge-nization. J. Mater. Sci. 2010, 46, 875–881. [Google Scholar] [CrossRef]
- Liu, T.; He, C.-N.; Li, G.; Meng, X.; Shi, C.-S.; Zhao, N.-Q. Microstructural Evolution in Al-Zn-Mg-Cu-Sc-Zr Alloys during Short-Time Homogenization. Int. J. Miner. Met. Mater. 2015, 22, 516–523. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Sui, Y.; Wang, Q.; Ding, W. An Investigation into Interface Formation and Mechanical Properties of Aluminum–Copper Bimetal by Squeeze Casting. Mater. Des. 2016, 89, 1137–1146. [Google Scholar] [CrossRef]
- Mitra, R.; Chalapathi Rao, V.S.; Maiti, R.; Chakraborty, M. Stability and Response to Rolling of the Interfaces in Cast Al–SiCp and Al–Mg alloy-SiCp Composites. Mat. Sci. Eng. A 2004, 379, 391–400. [Google Scholar] [CrossRef]
- Berg, L.K.; Gjønnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. GP-Zones in Al–Zn–Mg Alloys and Their Role in Artificial Aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Schmuck, C.; Auger, P.; Danoix, F.; Blavette, D. Quantitative Analysis of GP Zones Formed at Room Temperature in a 7150 Al-based Alloy. Appl. Surf. Sci. 1995, 87–88, 228–233. [Google Scholar] [CrossRef]
- Li, X.Z.; Hansen, V.; GjØnnes, J.; Wallenberg, L.R. HREM Study and Structure Modeling of the η′ Phase, the Hardening Pre-cipitates in Commercial Al–Zn–Mg Alloys. Acta Mater. 1999, 47, 2651–2659. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-Stage Precipitation in Al–Zn–Mg–Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of Alloy Composition and Heat Treatment on Precipitate Composition in Al–Zn–Mg–Cu Alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Chen, J.; Zhen, L.; Yang, S.; Shao, W.; Dai, S. Investigation of Precipitation Behavior and Related Hardening in AA 7055 Aluminum Alloy. Mater. Sci. Eng. A 2009, 500, 34–42. [Google Scholar] [CrossRef]
- Li, X.; Xiong, B.; Zhang, Y.; Hua, C.; Wang, F.; Zhu, B.; Liu, H. Effect of One-Step Aging on Microstructure and Properties of a Novel Al-Zn-Mg-Cu-Zr Alloy. Sci. China Ser. E Technol. Sci. 2009, 52, 67–71. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Mg | Mn | Fe | Zn | Ti | Zr | Sc | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| A357 | 7.00 | 0.02 | 0.54 | 0.02 | 0.07 | 0.05 | 0.11 | - | - | Bal. |
| 7050 | 0.0001 | 2.4 | 2.3 | 0.0002 | 0.0003 | 6.54 | 0.05 | 0.123 | 0.125 | Bal. |
| Interface | Heat Transfer Coefficient/(W·m−2·K−1) | |
|---|---|---|
| Before Applying Pressure | After Applying Pressure | |
| Metal melt/dies | 2000 | 11,500 |
| Metal melt/composite ring | 2000 | 11,500 |
| Dies/composite ring | 1000 | 1000 |
| Dies/air | 20 | 20 |
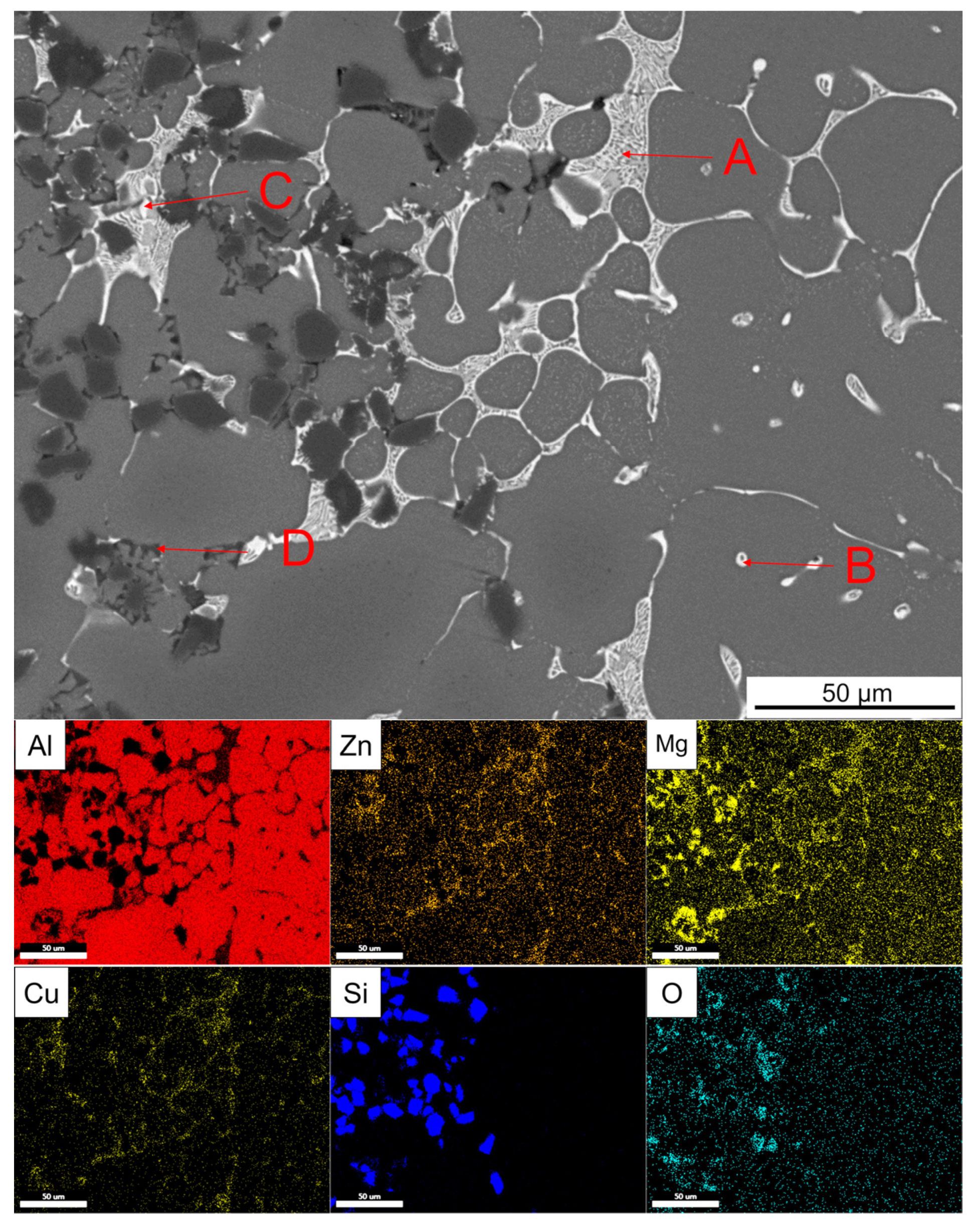
| Point | Al | Zn | Mg | Cu | Fe | Si | O | Possible Phase |
|---|---|---|---|---|---|---|---|---|
| A | 61.19 | 10.74 | 18.82 | 9.25 | - | - | - | T (AlZnMgCu) |
| B | 64.39 | 7.31 | 10.15 | 5.51 | 1.06 | - | - | T (AlZnMgCu) + N (Al7Cu2Fe) |
| C | 55.51 | 4.23 | 22.87 | 16.48 | - | 0.90 | - | T (AlZnMgCu) |
| D | 56.95 | 1.64 | 10.50 | 0.68 | - | 2.75 | 27.47 | MgAl2O4 + Mg2Si |
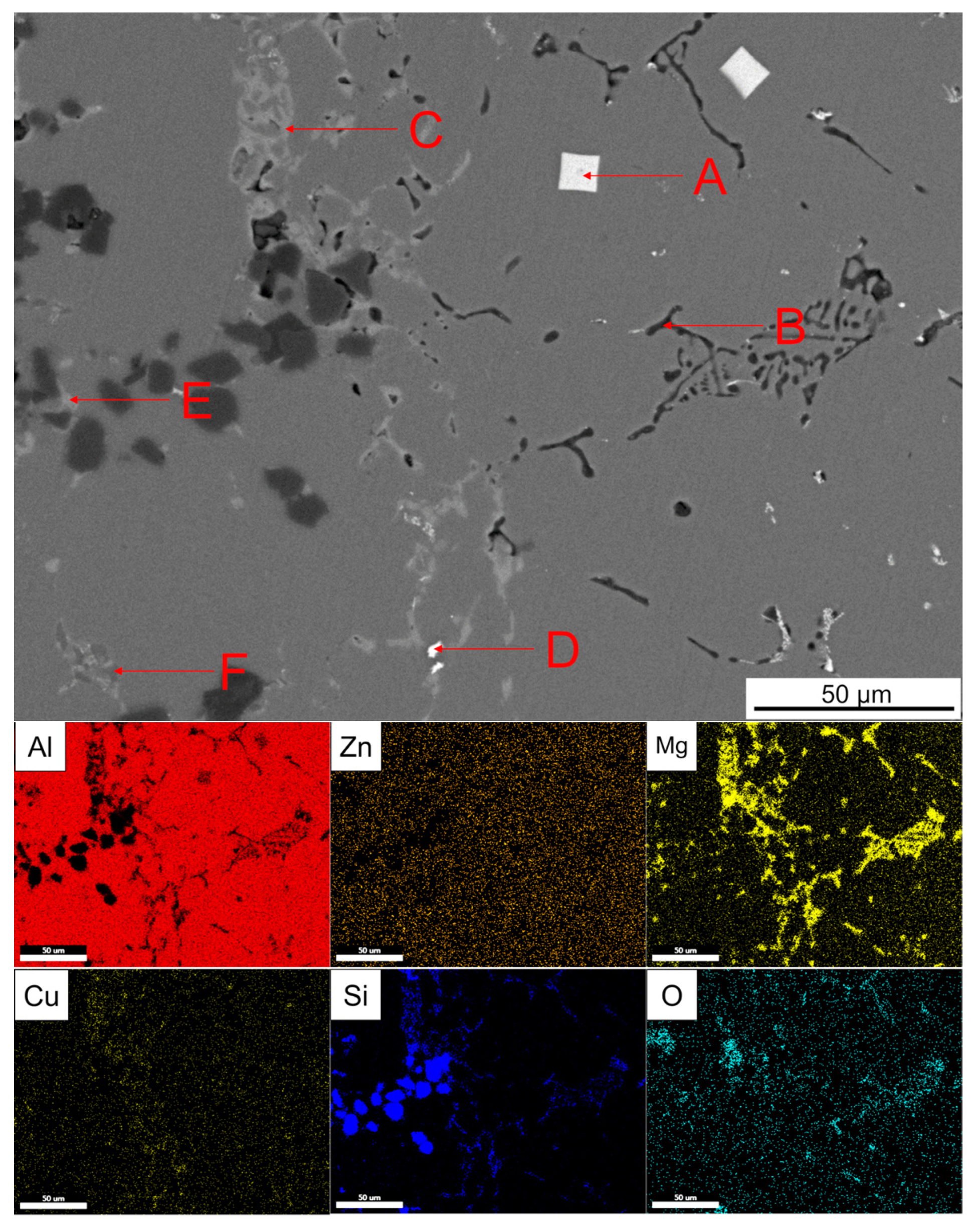
| Point | Al | Zn | Mg | Cu | Fe | Si | O | Zr | Sc | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 79.77 | 2.08 | 1.49 | - | - | - | - | 11.34 | 5.31 | Al3(Zrx, Sc1−x) |
| B | 28.05 | 0.94 | 27.40 | 0.58 | - | 18.29 | 24.75 | - | - | MgAl2O4 + Mg2Si |
| C | 44.42 | 1.11 | 26.23 | 5.04 | 23.21 | - | - | - | W (AlCuMgSi) | |
| D | 67.83 | 3.62 | 4.43 | 21.67 | 0.45 | - | - | 0.49 | 1.52 | θ (Al2Cu) + Al3(Zrx, Sc1−x) + N (Al7Cu2Fe) |
| E | 41.05 | 0.90 | 26.03 | 6.11 | - | 23.98 | - | - | - | W (AlCuMgSi) |
| F | 26.38 | 0.98 | 2.03 | - | - | 70.61 | - | - | - | Eutectic Si |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Zhang, Z.; Bai, Y. Numerical Simulation and Experimental Study on Compound Casting of Layered Aluminum Matrix Composite Brake Drum. Materials 2021, 14, 1412. https://doi.org/10.3390/ma14061412
Zheng H, Zhang Z, Bai Y. Numerical Simulation and Experimental Study on Compound Casting of Layered Aluminum Matrix Composite Brake Drum. Materials. 2021; 14(6):1412. https://doi.org/10.3390/ma14061412
Chicago/Turabian StyleZheng, Hansen, Zhifeng Zhang, and Yuelong Bai. 2021. "Numerical Simulation and Experimental Study on Compound Casting of Layered Aluminum Matrix Composite Brake Drum" Materials 14, no. 6: 1412. https://doi.org/10.3390/ma14061412
APA StyleZheng, H., Zhang, Z., & Bai, Y. (2021). Numerical Simulation and Experimental Study on Compound Casting of Layered Aluminum Matrix Composite Brake Drum. Materials, 14(6), 1412. https://doi.org/10.3390/ma14061412