
Sustainable Lightweight Insulation Materials from Textile-Based Waste for the Automobile Industry

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Needle-Punched Wool Nonwoven Materials
2.3. Thickness and Area Density
2.4. Morphology and Fibre Diameter Evaluation
2.5. FTIR Analysis
2.6. Sound Absorption Evaluation
2.7. Thermal Resistance
2.8. Biodegradability
2.9. Antibacterial and Antifungal Test
2.10. Statistical Analysis
3. Results
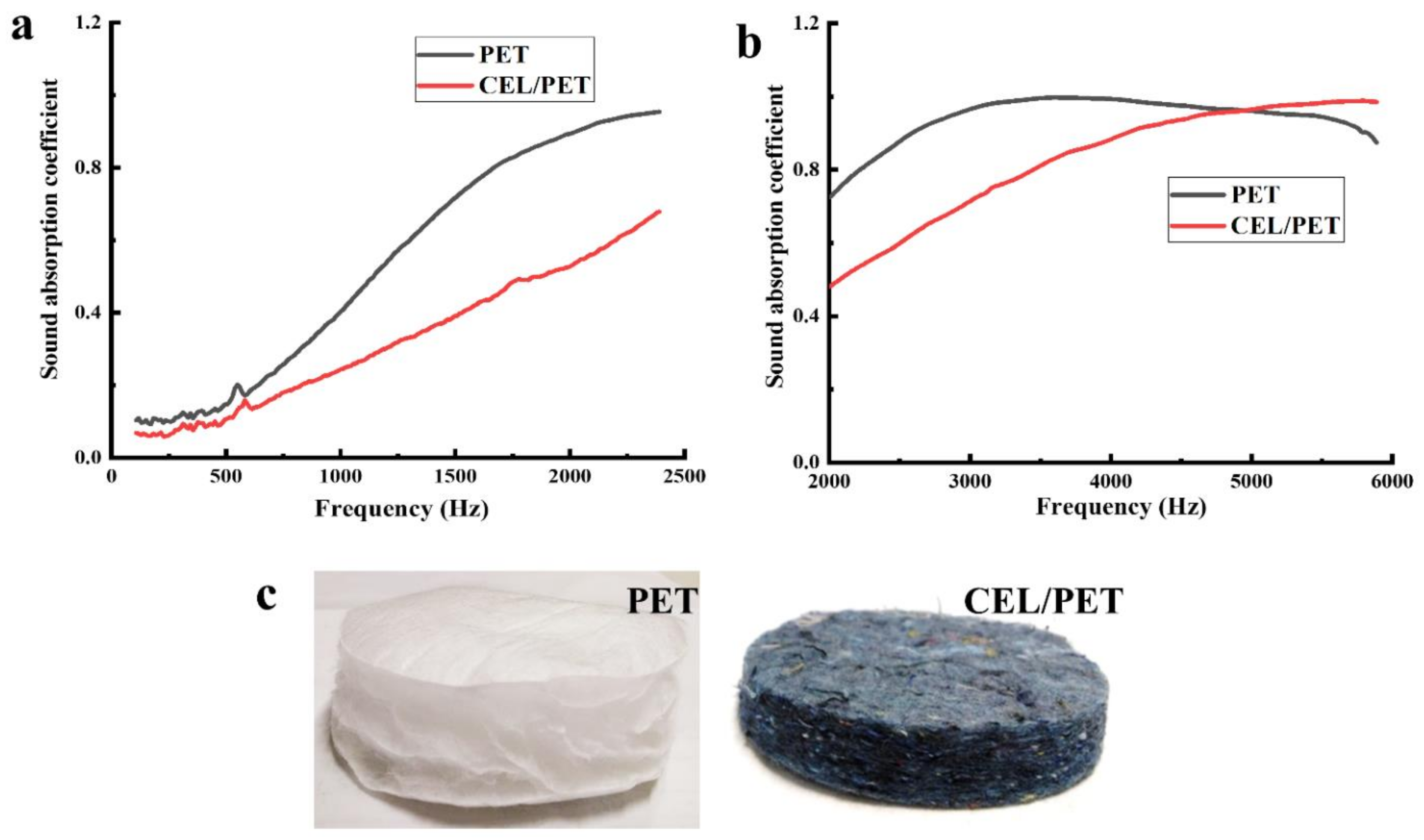
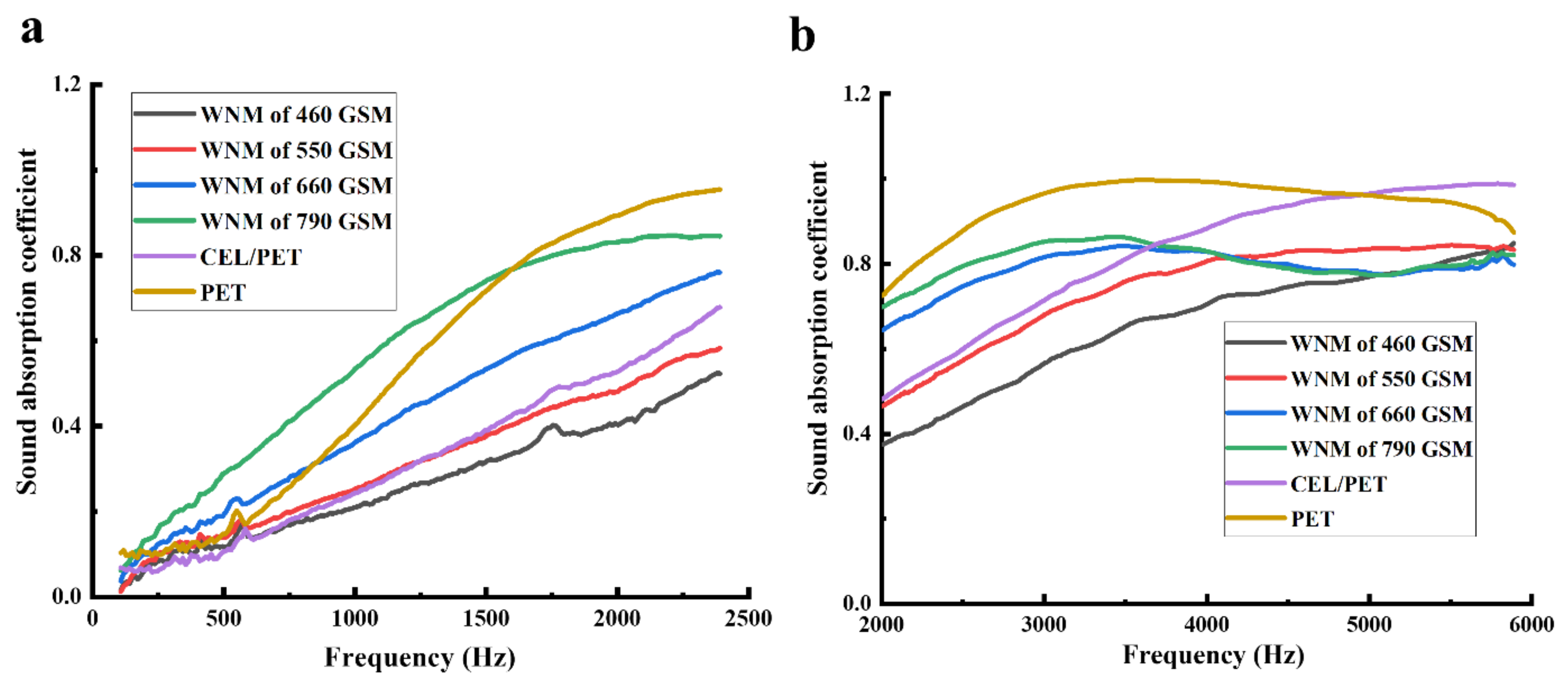
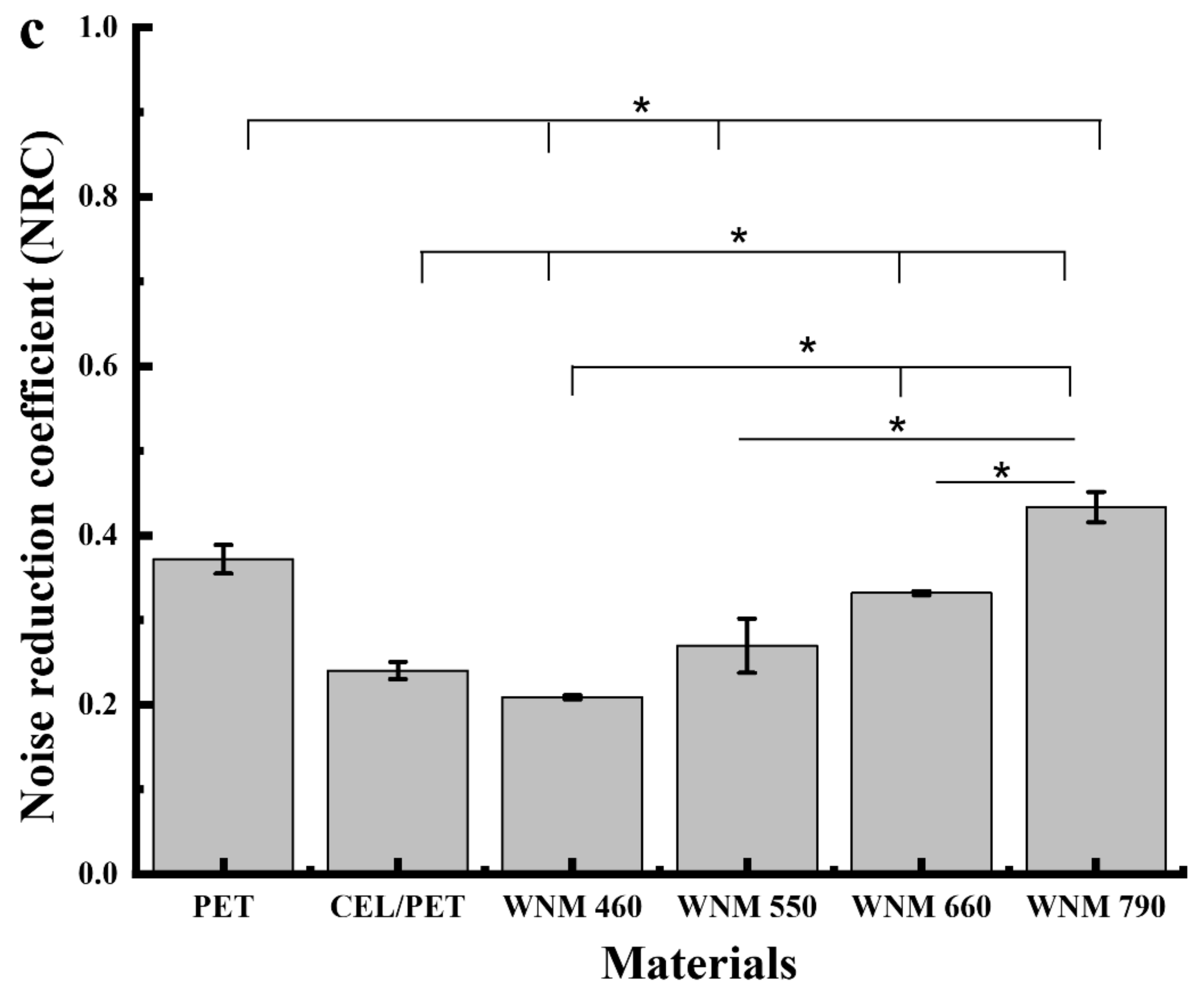
3.1. Preliminary Studies on the Performance of Commercial Automotive Insulators
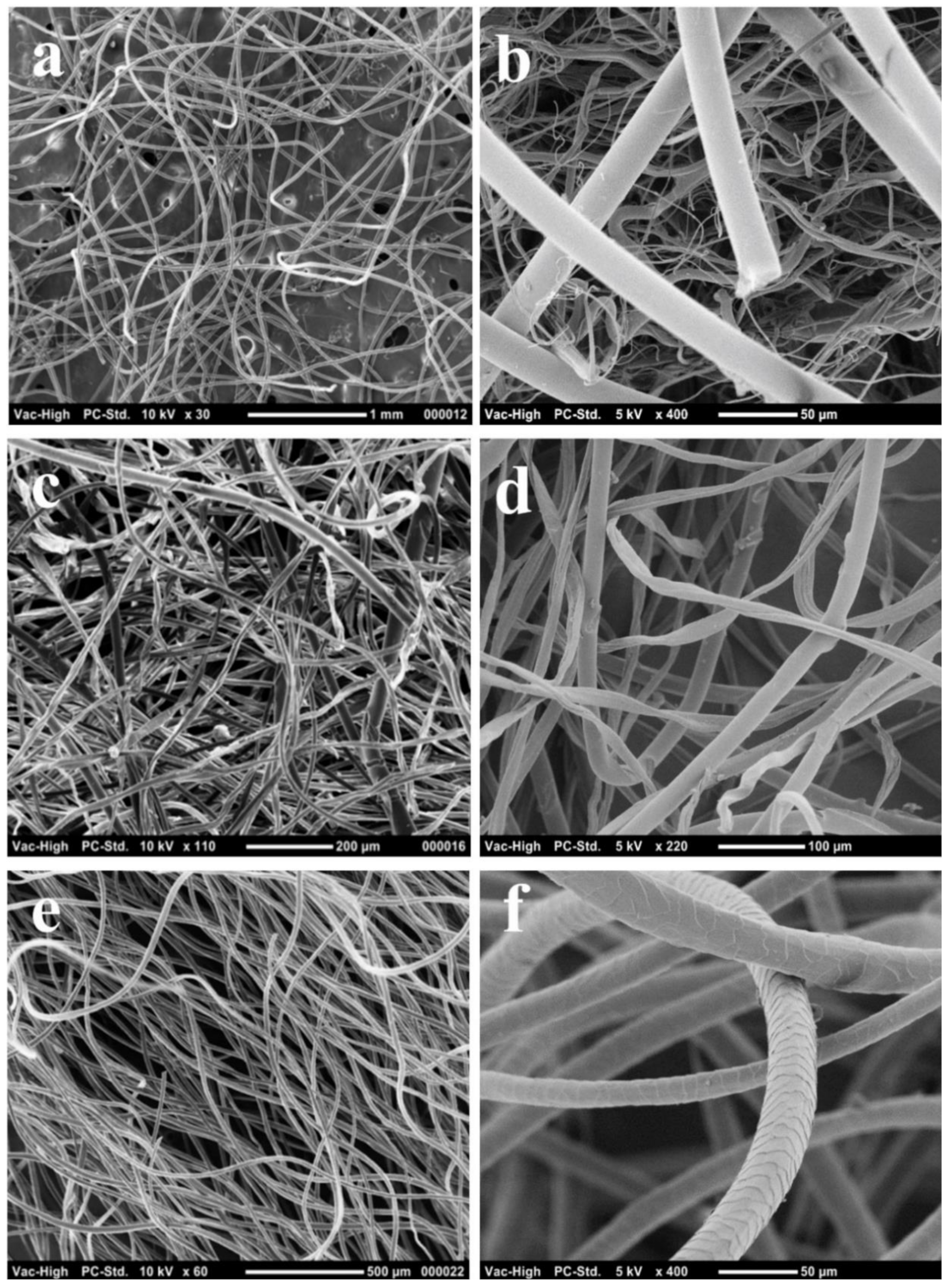
3.2. Evaluation of the Fibre Diameter and Its Influence on the Sound Absorption
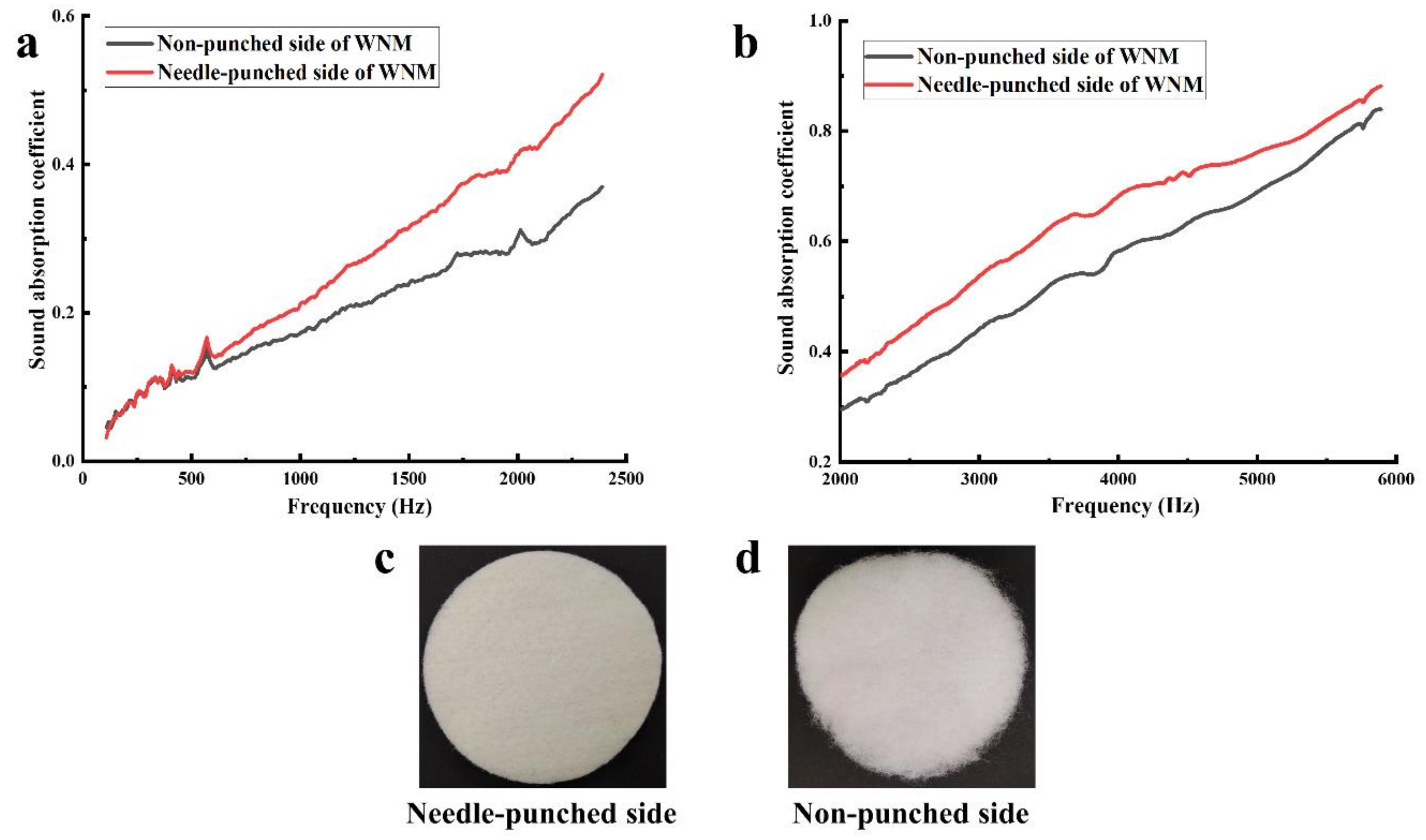
3.3. Influence of the Needle-Punched Surface on the Sound Absorption of the WNM
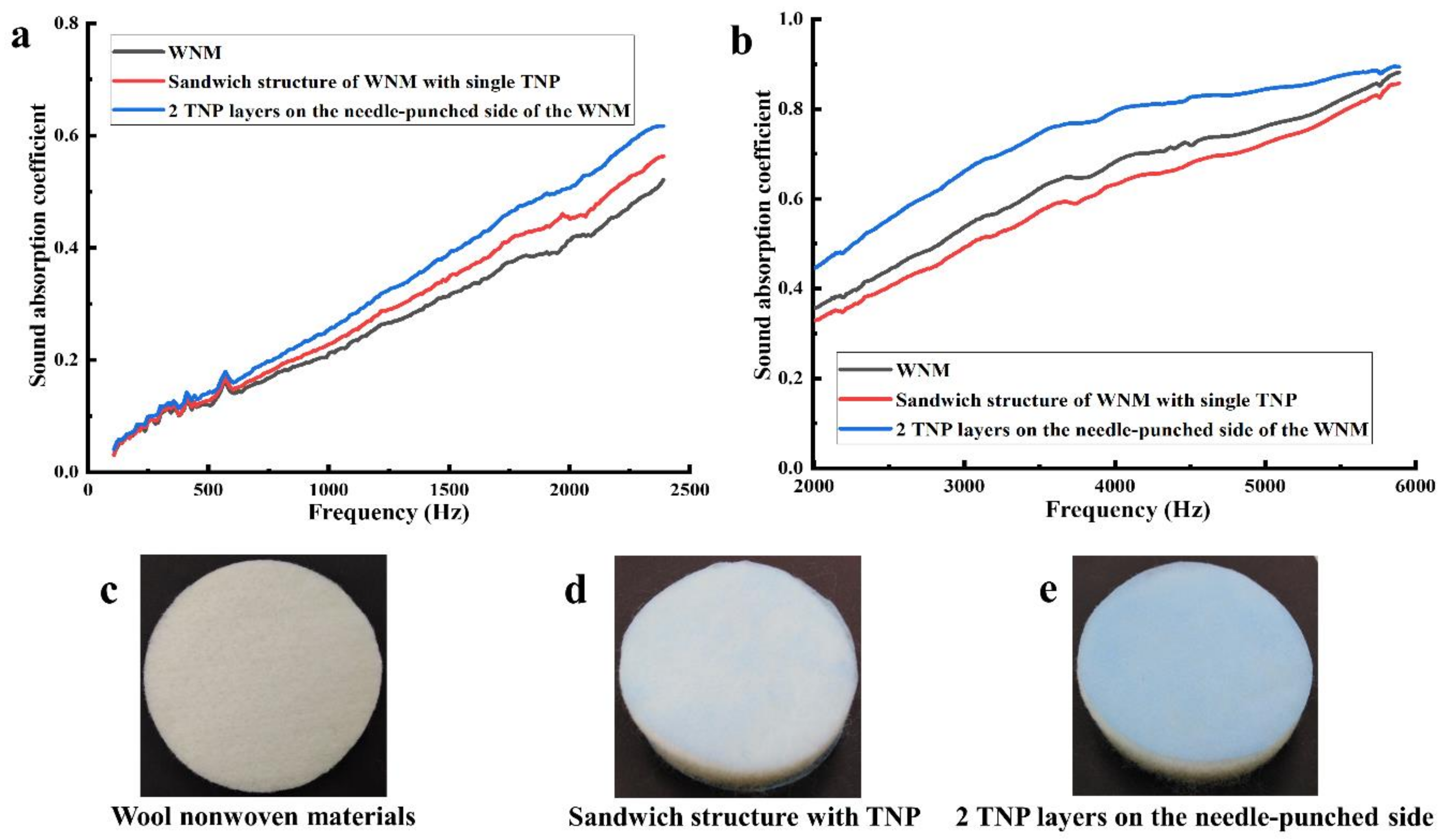
3.4. Influence of Layered Structure on the Sound Absorption of the WNM
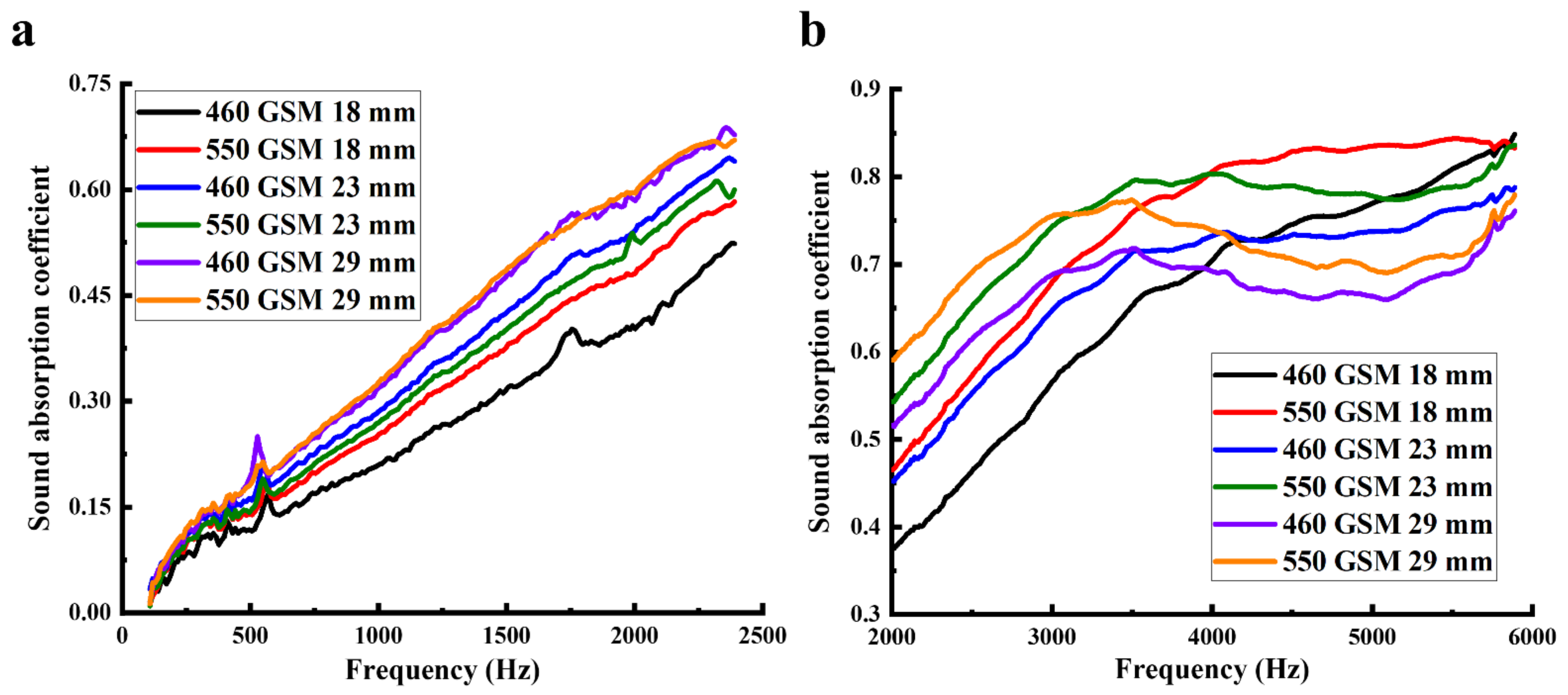
3.5. Effect of Thickness on the Sound Absorption of the WNM
3.6. Effect of the Area Density on Sound Absorption of the WNM
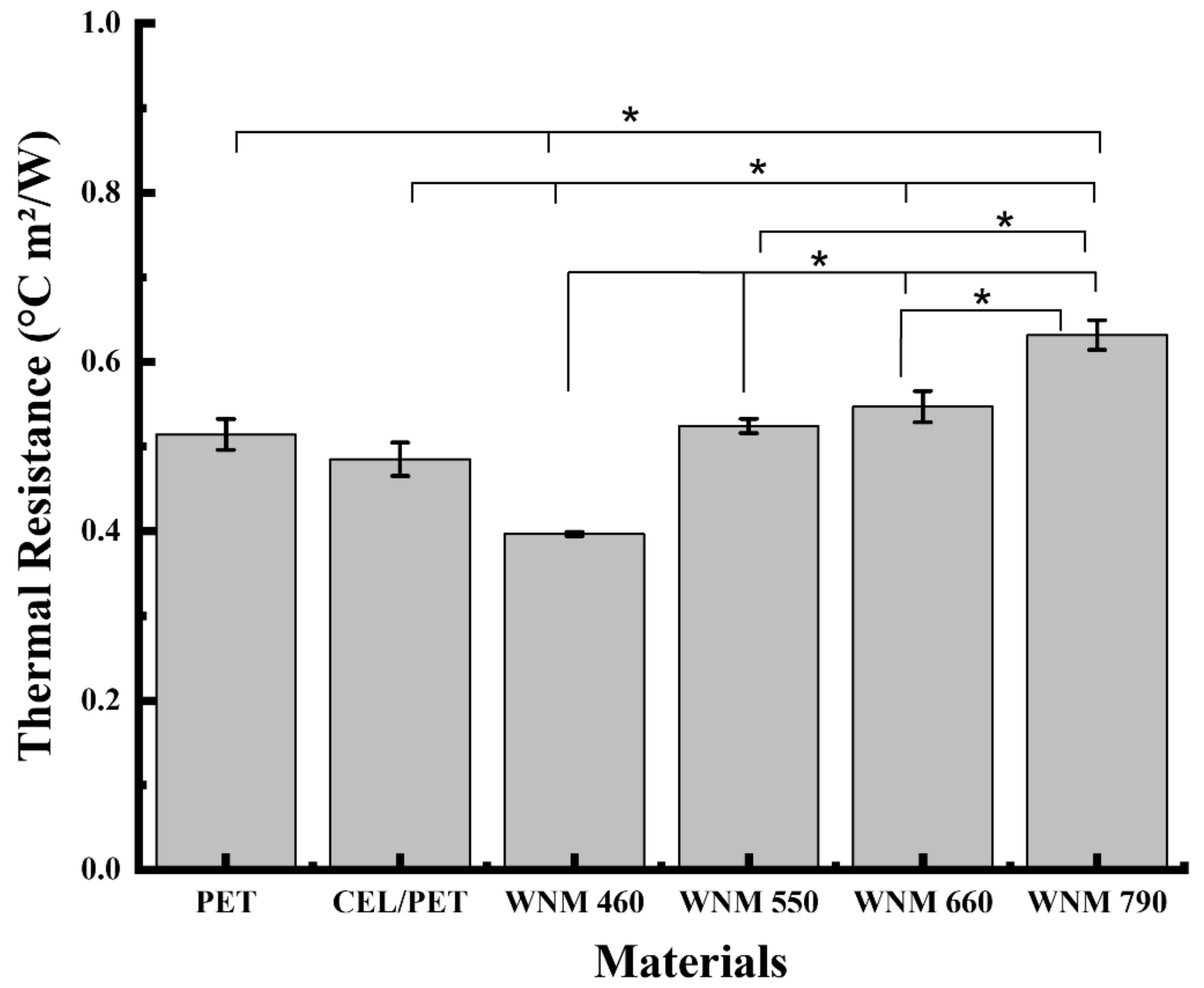
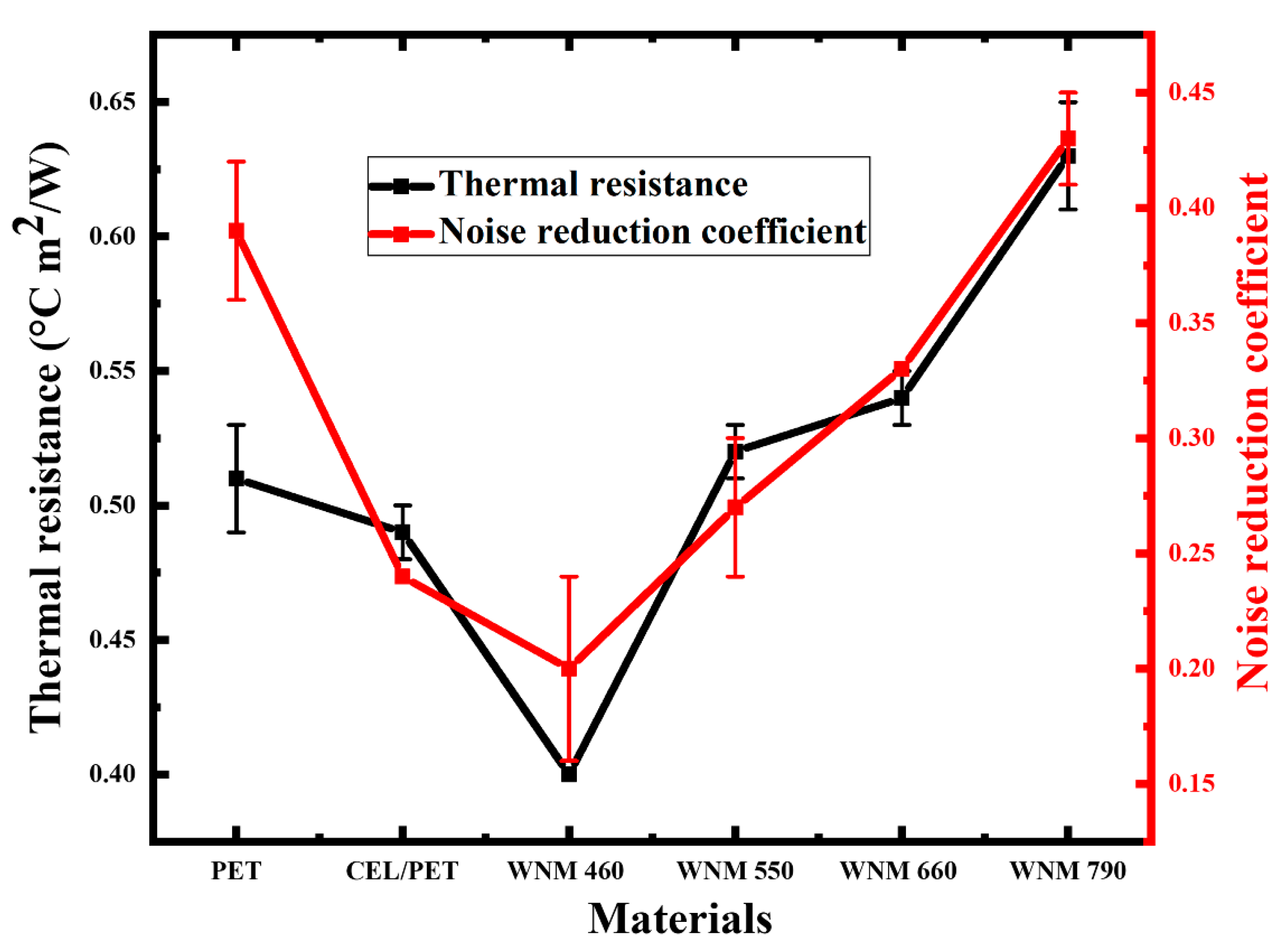
3.7. Thermal Resistance Evaluation
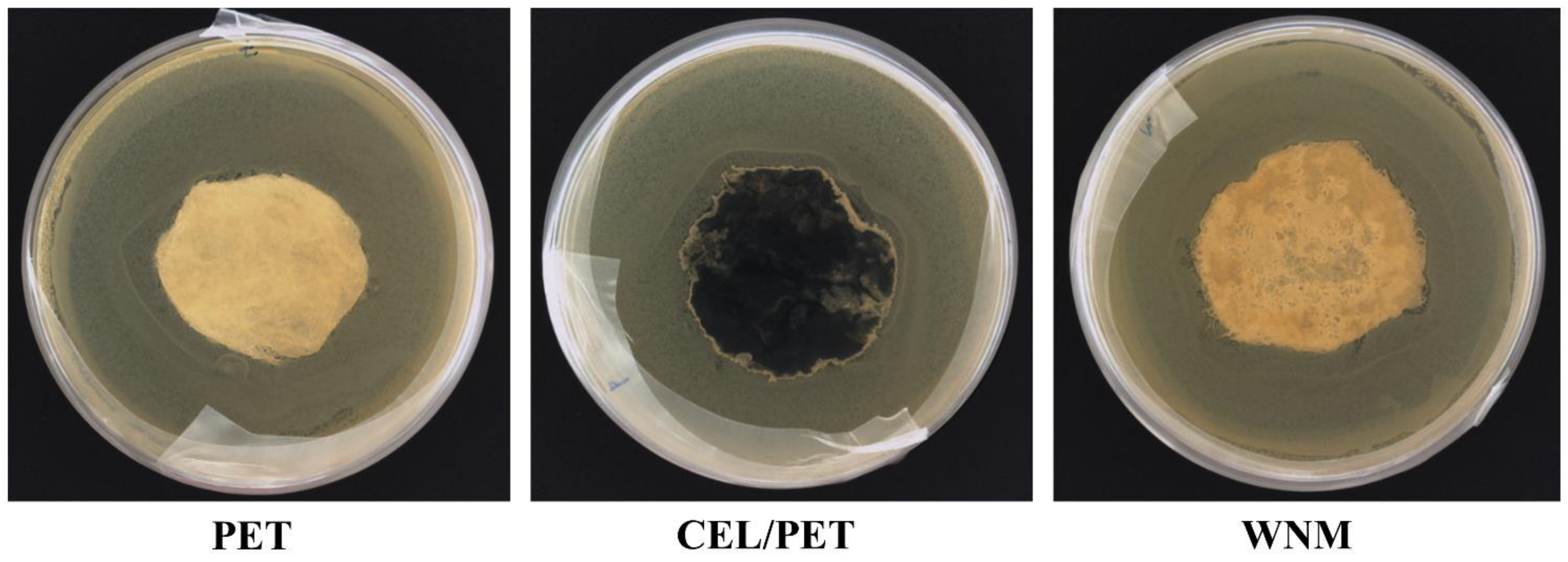
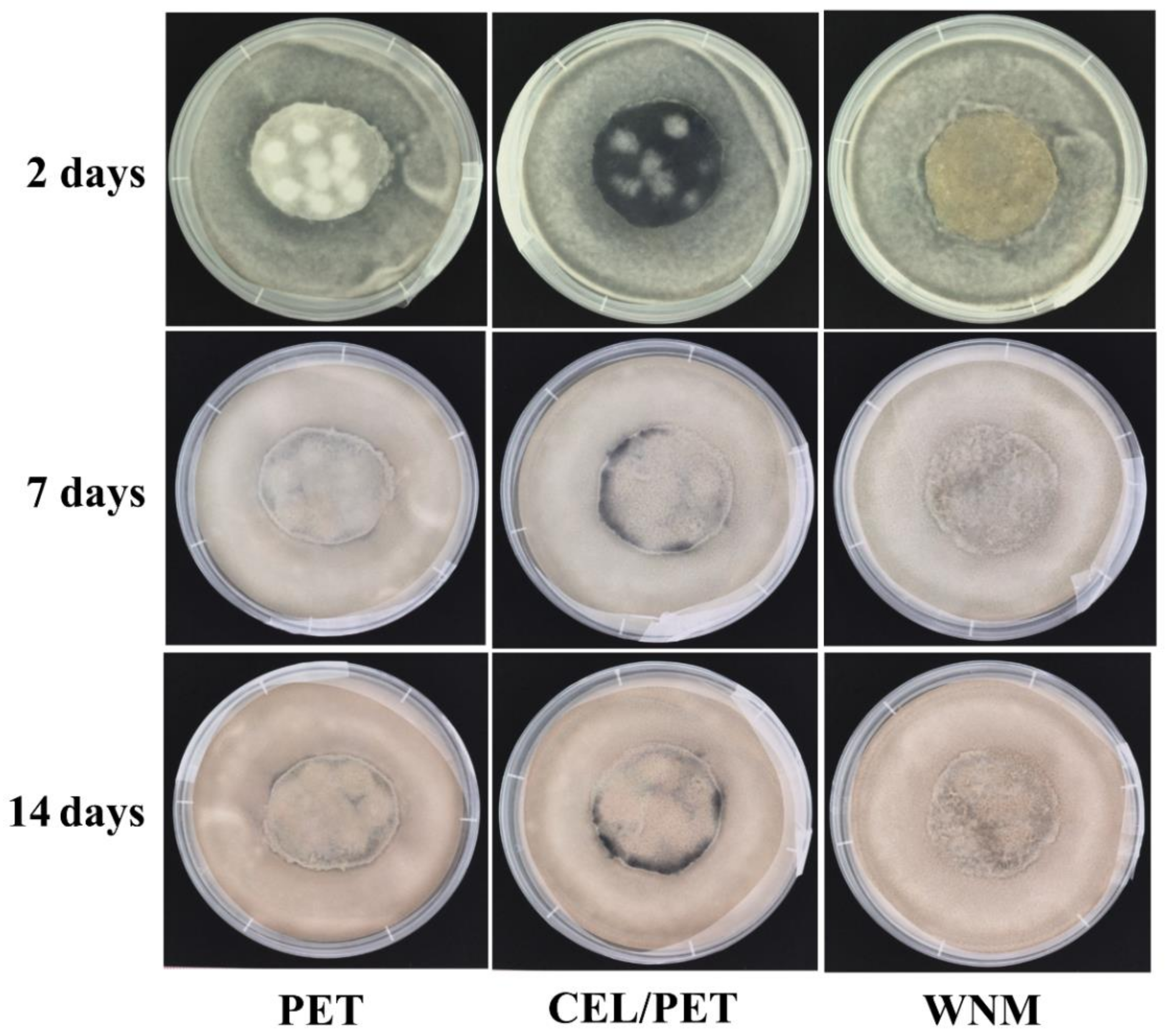
3.8. Analysis of the Antibacterial and Antifungal Properties
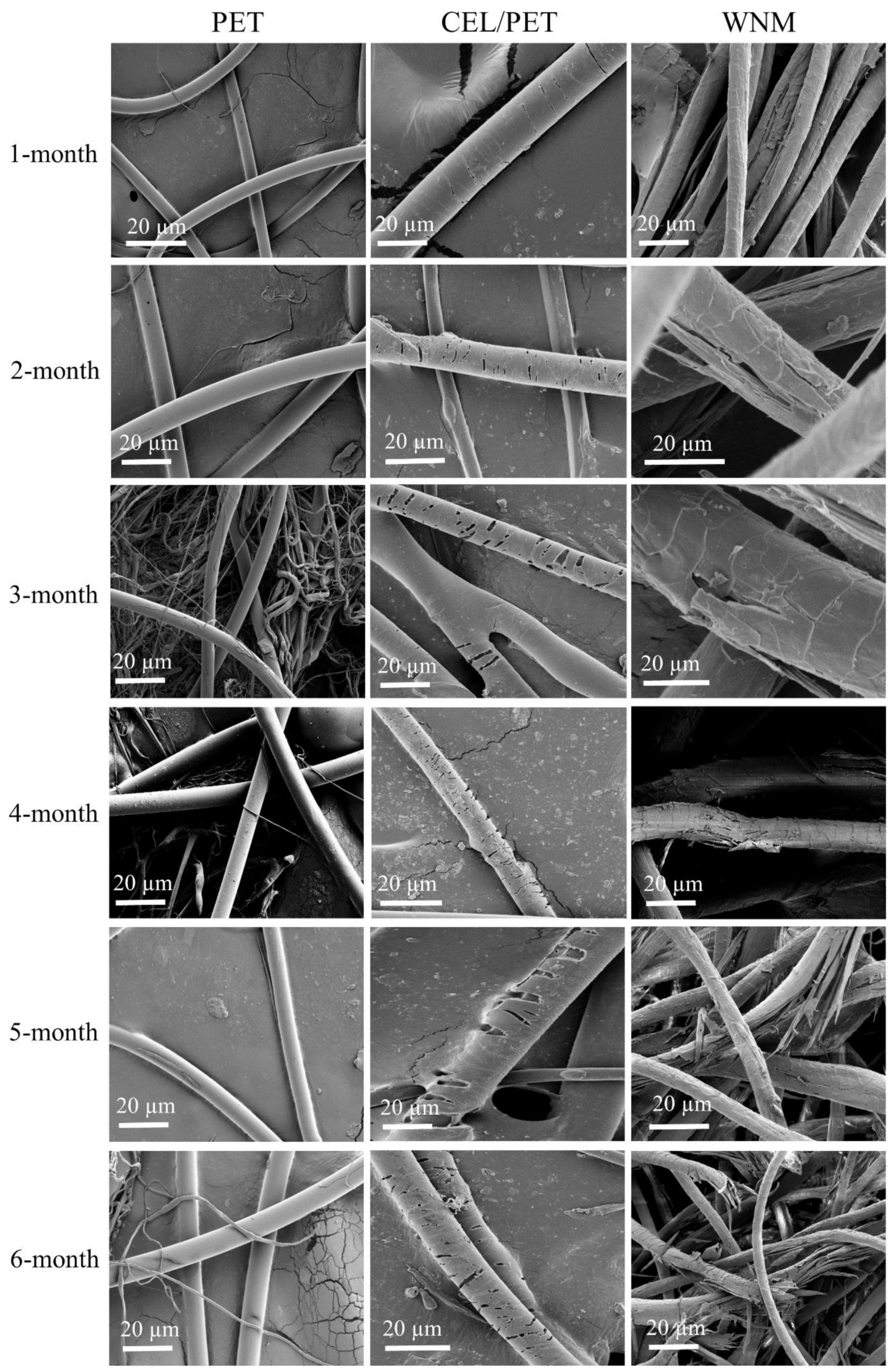
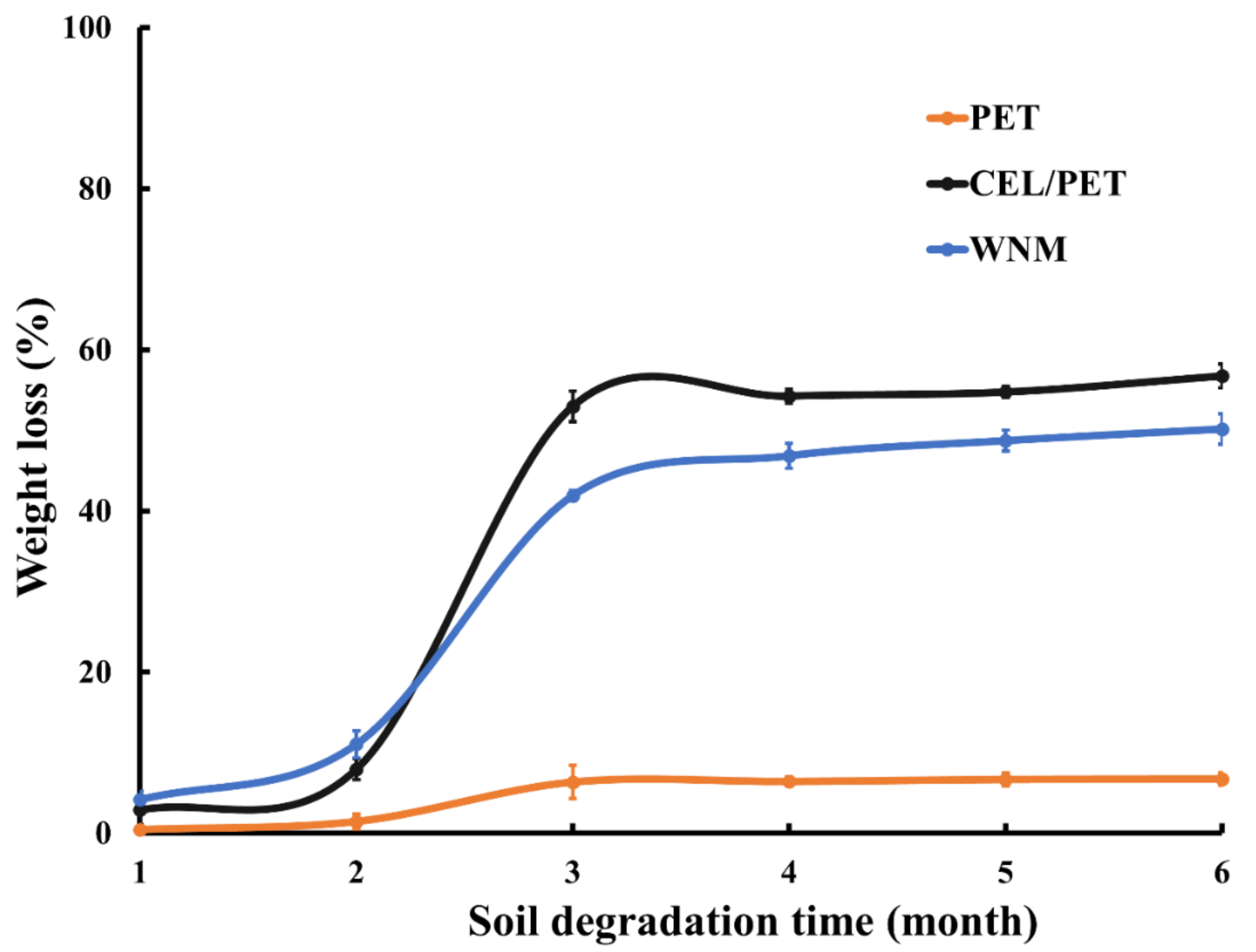
3.9. Biodegradation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al Faruque, M.A.; Remadevi, R.; Razal, J.M.; Naebe, M. Impact of the wet spinning parameters on the alpaca-based polyacrylonitrile composite fibers: Morphology and enhanced mechanical properties study. J. Appl. Polym. Sci. 2020, 137, 49264. [Google Scholar] [CrossRef]
- Cai, Z.; Remadevi, R.; Al Faruque, A.; Setty, M.; Fan, L.; Haque, A.N.M.A.; Naebe, M. Fabrication of a cost-effective lemongrass (Cymbopogon citratus) membrane with antibacterial activity for dye removal. RSC Adv. 2019, 9, 34076–34085. [Google Scholar] [CrossRef]
- Al Faruque, M.A.; Remadevi, R.; Razal, J.; Wang, X.; Naebe, M. Investigation on structure and characteristics of alpaca-based wet-spun polyacrylonitrile composite fibers by utilizing natural textile waste. J. Appl. Polym. Sci. 2020, 137, 48370. [Google Scholar] [CrossRef]
- Al Faruque, M.A.; Remadevi, R.; Wang, X.; Naebe, M. Preparation and characterisation of mechanically milled particles from waste alpaca fibres. Powder Technol. 2019, 342, 848–855. [Google Scholar] [CrossRef]
- Parikh, D.; Calamari, T.; Sawhney, A.; Blanchard, E.; Screen, F.; Myatt, J.; Stryjewski, D.; Muller, D. Thermoformable Automotive Composites Containing Kenaf and Other Cellulosic Fibers. Text. Res. J. 2002, 72, 668–672. [Google Scholar] [CrossRef]
- Parikh, D.; Chen, Y.; Sun, L. Reducing Automotive Interior Noise with Natural Fiber Nonwoven Floor Covering Systems. Text. Res. J. 2006, 76, 813–820. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Vighnesh, H.; Sreehari, B.; Abhijith, S.; Sachin, H.; Mohan, C.; Reddy, N. Engineering Sustainable Waste Wool Biocomposites with High Flame Resistance and Noise Insulation for Green Building and Automotive Applications. J. Nat. Fibers 2019, 1–11. [Google Scholar] [CrossRef]
- Syduzzaman, M.; Al Faruque, M.; Bilisik, K.; Naebe, M. Plant-Based Natural Fibre Reinforced Composites: A Review on Fabrication, Properties and Applications. Coatings 2020, 10, 973. [Google Scholar] [CrossRef]
- End of Life Vehicles (ELV). Available online: https://ec.europa.eu/environment/waste/elv/index.htm (accessed on 12 March 2019).
- Thilagavathi, G.; Pradeep, E.; Kannaian, T.; Sasikala, L. Development of natural fiber nonwovens for application as car interiors for noise control. J. Ind. Text. 2010, 39, 267–278. [Google Scholar] [CrossRef]
- Vasile, S.; Van Langenhove, L. Automotive industry a high potential market for nonwovens sound insulation. J. Text. Appar. Technol. Manag. 2004, 3, 1–5. [Google Scholar]
- Seddeq, H.S. Factors influencing acoustic performance of sound absorptive materials. Aust. J. Basic Appl. Sci. 2009, 3, 4610–4617. [Google Scholar]
- Lee, H.P.; Ng, B.M.P.; Rammohan, A.V.; Tran, L.Q.N. An investigation of the sound absorption properties of flax/epoxy composites compared with glass/epoxy composites. J. Nat. Fibers 2017, 14, 71–77. [Google Scholar] [CrossRef]
- Fatima, S.; Mohanty, A. Acoustical and fire-retardant properties of jute composite materials. Appl. Acoust. 2011, 72, 108–114. [Google Scholar] [CrossRef]
- Naebe, M.; Blight, J.; Onur, A.; Wang, X. A study of the feasibility of wool bonded polyurethane for sportswear applications in ICNF 2015: From nature to market. In Proceedings of the 2nd International Conference on Natural Fibers, University of Minho, Azores, Portugal, 27–29 April 2015; pp. 1–5. [Google Scholar]
- Naebe, M.; McGregor, B.A.; Swan, P.; Tester, D. Associations between the physiological basis of fabric-evoked prickle, fiber and yarn characteristics and the Wool ComfortMeter value. Text. Res. J. 2014, 85, 1122–1130. [Google Scholar] [CrossRef]
- Naebe, M.; Denning, R.; Huson, M.; Cookson, P.G.; Wang, X. Ageing effect of plasma-treated wool. J. Text. Inst. 2011, 102, 1086–1093. [Google Scholar] [CrossRef]
- Naebe, M.; Cookson, P.G.; Denning, R.; Wang, X. Use of low-level plasma for enhancing the shrink resistance of wool fabric treated with a silicone polymer. J. Text. Inst. 2011, 102, 948–956. [Google Scholar] [CrossRef]
- Naebe, M.; Lutz, V.; McGregor, B.; Tester, D.; Wang, X. Predicting comfort properties of knitted fabrics by assessing yarns with the Wool ComfortMeter. J. Text. Inst. 2013, 104, 628–633. [Google Scholar] [CrossRef]
- Berardi, U.; Iannace, G.; Di Gabriele, M. Characterization of sheep wool panels for room acoustic applications. In Proceedings of the 22nd International Congress on Acoustics: Acoustics for the 21st Century, Buenos Aires, Argentina, 5–9 September 2016; pp. 1–8. [Google Scholar]
- Corscadden, K.; Biggs, J.; Stiles, D. Sheep’s wool insulation: A sustainable alternative use for a renewable resource? Resour. Conserv. Recycl. 2014, 86, 9–15. [Google Scholar] [CrossRef]
- Patnaik, A.; Mvubu, M.; Muniyasamy, S.; Botha, A.; Anandjiwala, R.D. Thermal and sound insulation materials from waste wool and recycled polyester fibers and their biodegradation studies. Energy Build. 2015, 92, 161–169. [Google Scholar] [CrossRef]
- Bosia, D.; Savio, L.; Thiebat, F.; Patrucco, A.; Fantucci, S.; Piccablotto, G.; Marino, D. Sheep Wool for Sustainable Architecture. Energy Procedia 2015, 78, 315–320. [Google Scholar] [CrossRef]
- Zach, J.; Korjenic, A.; Petránek, V.; Hroudová, J.; Bednar, T. Performance evaluation and research of alternative thermal insulations based on sheep wool. Energy Build. 2012, 49, 246–253. [Google Scholar] [CrossRef]
- Ballagh, K. Acoustical properties of wool. Appl. Acoust. 1996, 48, 101–120. [Google Scholar] [CrossRef]
- Broda, J.; Bączek, M. Acoustic Properties of Multi-Layer Wool Nonwoven Structures. J. Nat. Fibers 2020, 17, 1567–1581. [Google Scholar] [CrossRef]
- Hasani, H.; Zarrebini, M.; Zare, M.; Hassanzadeh, S. Evaluating the acoustic properties of Estabragh (milk-weed)/hollow-polyester nonwovens for automotive applications. J. Text. Sci. Eng. 2014, 4, 1–6. [Google Scholar]
- Mohammad, M.; Syukri, N.N.; Nuawi, M. Sound Properties Investigation of Date Palm Fiber. J. Phys. Conf. Ser. 2019, 1150, 012003. [Google Scholar] [CrossRef]
- ASTM International. F 1868-17 Standard Test Method for Thermal and Evaporative Resistance of Clothing Materials Using a Sweating Hot Plate; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- Haque, A.N.M.A.; Remadevi, R.; Wang, X.; Naebe, M. Physicochemical properties of film fabricated from cotton gin trash. Mater. Chem. Phys. 2020, 239, 122009. [Google Scholar] [CrossRef]
- Wan, Y.; Luo, H.; He, F.; Liang, H.; Huang, Y.; Li, X. Mechanical, moisture absorption, and biodegradation behaviours of bacterial cellulose fibre-reinforced starch biocomposites. Compos. Sci. Technol. 2009, 69, 1212–1217. [Google Scholar] [CrossRef]
- Tai, K.C.; Chen, P.; Lin, C.W.; Lou, C.W.; Tan, H.M.; Lin, J.H. Evaluation on the sound absorption and mechanical property of the multi-layer needle-punching nonwoven. Adv. Mater. Res. 2010, 123, 475–478. [Google Scholar] [CrossRef]
- Seddeq, H.S.; Aly, N.M.; Marwa, A.; Elshakankery, M. Investigation on sound absorption properties for recycled fibrous materials. J. Ind. Text. 2013, 43, 56–73. [Google Scholar] [CrossRef]
- Li, L.; Frey, M.; Browning, K.J. Biodegradability Study on Cotton and Polyester Fabrics. J. Eng. Fibers Fabr. 2010, 5, 42–53. [Google Scholar] [CrossRef]
- Milošević, M.; Krkobabić, A.; Radoičić, M.; Šaponjić, Z.; Radetić, T.; Radetić, M. Biodegradation of cotton and cotton/polyester fabrics impregnated with Ag/TiO2 nanoparticles in soil. Carbohydr. Polym. 2017, 158, 77–84. [Google Scholar] [CrossRef]
- Bora, C.; Gogoi, P.; Baglari, S.; Dolui, S.K. Preparation of polyester resin/graphene oxide nanocomposite with improved mechanical strength. J. Appl. Polym. Sci. 2013, 129, 3432–3438. [Google Scholar] [CrossRef]
- Wahono, S.; Irwan, A.; Syafri, E.; Asrofi, M. Preparation and characterization of ramie cellulose nanofibers/CaCO3 unsaturated polyester resin composites. ARPN J. Eng. Appl. Sci. 2018, 13, 746–751. [Google Scholar]
- Lee, Y.; Joo, C. Sound absorption properties of recycled polyester fibrous assembly absorbers. AUTEX Res. J. 2003, 3, 78–84. [Google Scholar]
- Sun, F.; Banks-Lee, P.; Peng, H. Sound absorption in an anisotropic periodically layered fluid-saturated porous medium. Appl. Acoust. 1993, 39, 65–76. [Google Scholar] [CrossRef]
- Cao, L.; Fu, Q.; Si, Y.; Ding, B.; Yu, Y. Porous materials for sound absorption. Compos. Commun. 2018, 10, 25–35. [Google Scholar] [CrossRef]
- Shahani, F.; Soltani, P.; Zarrebini, M. The Analysis of Acoustic Characteristics and Sound Absorption Coefficient of Needle Punched Nonwoven Fabrics. J. Eng. Fibers Fabr. 2014, 9, 84–92. [Google Scholar] [CrossRef]
- Kucukali-Ozturk, M.; Nergis, B.; Candan, C. Design of layered structure with nanofibrous resonant membrane for acoustic applications. J. Ind. Text. 2017, 47, 1739–1756. [Google Scholar] [CrossRef]
- Trematerra, A.; Iannace, G.; Nesti, S.; Fatarella, E.; Peruzzi, F. Acoustic properties of nanofibers. In Proceedings of the Forum Acusticum, Krakow, Poland, 7–9 September 2014; pp. 7–12. [Google Scholar]
- Ibrahim, M.; Melik, R. Physical parameters affecting acoustic absorption characteristics of fibrous materials. Proc. Math. Phys. Soc. 1978, 46, 17–25. [Google Scholar]
- Qui, H.; Enhui, Y. Effect of Thickness, Density and Cavity Depth on the Sound Absorption Properties of Wool Boards. Autex Res. J. 2018, 18, 203–208. [Google Scholar] [CrossRef]
- Koizumi, T.; Tsujiuchi, N.; Adachi, A. The development of sound absorbing materials using natural bamboo fibers. WIT Trans. Built Environ. 2002, 59, 157–166. [Google Scholar]
- Küçük, M.; Korkmaz, Y. The effect of physical parameters on sound absorption properties of natural fiber mixed nonwoven composites. Text. Res. J. 2012, 82, 2043–2053. [Google Scholar] [CrossRef]
- Ganesan, P.; Karthik, T. Development of acoustic nonwoven materials from kapok and milkweed fibres. J. Text. Inst. 2016, 107, 477–482. [Google Scholar] [CrossRef]
- Wenlong, S.; Xiaokai, C.; Lu, W. Analysis of energy saving and emission reduction of vehicles using light weight materials. Energy Procedia 2016, 88, 889–893. [Google Scholar] [CrossRef]
- Palencia, J.C.G.; Furubayashi, T.; Nakata, T. Energy use and CO2 emissions reduction potential in passenger car fleet using zero emission vehicles and lightweight materials. Energy 2012, 48, 548–565. [Google Scholar] [CrossRef]
- Raeisian, L.; Mansoori, Z.; Hosseini-Abardeh, R.; Bagherzadeh, R. An investigation in structural parameters of needle-punched nonwoven fabrics on their thermal insulation property. Fibers Polym. 2013, 14, 1748–1753. [Google Scholar] [CrossRef]
- Venkataraman, M.; Mishra, R.; Militky, J.; Hes, L. Aerogel based nanoporous fibrous materials for thermal insulation. Fibers Polym. 2014, 15, 1444–1449. [Google Scholar] [CrossRef]
- Tang, X.; Yan, X. Acoustic energy absorption properties of fibrous materials: A review. Compos. Part. Appl. Sci. Manuf. 2017, 101, 360–380. [Google Scholar] [CrossRef]
- Warnock, M.; Davis, K.; Wolf, D.; Gbur, E. Soil Burial Effects on Biodegradation and Properties of Three Cellulosic Fabrics. AATCC Rev. 2011, 11, 53–57. [Google Scholar]
- Arshad, K.; Skrifvars, M.; Vivod, V.; Valh, J.; Voncina, B. Biodegradation of natural textile materials in soil. Tekstilec 2014, 57, 118–132. [Google Scholar] [CrossRef]
- Johnson, N.; Wood, E.; Ingham, P.; McNeil, S.; McFarlane, I. Wool as a technical fibre. J. Text. Inst. 2003, 94, 26–41. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | NRC | GSM (g/m2) | Thickness (mm) |
|---|---|---|---|
| PET | 0.394 ± 0.027 | 350 ± 31 | 23.7 ± 0.5 |
| CEL/PET | 0.241 ± 0.003 | 747 ± 40 | 12.9 ± 0.5 |
| Fibre | PET Coarse Fibre | PET Fine Fibre | CEL/PET Coarse Fibre | CEL/PET Fine Fibre | Waste Wool | Virgin Wool |
|---|---|---|---|---|---|---|
| Diameter (μm) | 19.4 ± 3.9 * | 2.2 ± 1.5 * | 15.3 ± 4.5 * | 10.2 ± 3.7 * | 28.0 ± 2.0 ** | 11.9 ± 2.6 * |
| Materials | Thickness (mm) | GSM (g/m2) | NRC |
|---|---|---|---|
| WNM | 18.6 ± 0.5 | 462 ± 2 | 0.209 ± 0.006 |
| Sandwich structure with 1-layered TNP | 19.1 ± 0.5 | 492 ± 1 | 0.224 ± 0.002 |
| 2 TNP layers on the needle-punched side | 19.1 ± 0.5 | 492 ± 1 | 0.249 ± 0.007 |
| Materials | GSM (g/m2) | Thickness (mm) |
|---|---|---|
| PET | 350 ± 31 | 23.7 ± 0.5 |
| CEL/PET | 747 ± 40 | 12.9 ± 0.5 |
| WNM of 460 GSM | 462 ± 2 | 18.6 ± 0.5 |
| WNM of 550 GSM | 546 ± 4 | 18 ± 0.0 |
| WNM of 660 GSM | 659 ± 2 | 25.3 ± 0.8 |
| WNM of 790 GSM | 783 ± 17 | 31.7 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Z.; Al Faruque, M.A.; Kiziltas, A.; Mielewski, D.; Naebe, M. Sustainable Lightweight Insulation Materials from Textile-Based Waste for the Automobile Industry. Materials 2021, 14, 1241. https://doi.org/10.3390/ma14051241
Cai Z, Al Faruque MA, Kiziltas A, Mielewski D, Naebe M. Sustainable Lightweight Insulation Materials from Textile-Based Waste for the Automobile Industry. Materials. 2021; 14(5):1241. https://doi.org/10.3390/ma14051241
Chicago/Turabian StyleCai, Zengxiao, Md Abdullah Al Faruque, Alper Kiziltas, Deborah Mielewski, and Maryam Naebe. 2021. "Sustainable Lightweight Insulation Materials from Textile-Based Waste for the Automobile Industry" Materials 14, no. 5: 1241. https://doi.org/10.3390/ma14051241
APA StyleCai, Z., Al Faruque, M. A., Kiziltas, A., Mielewski, D., & Naebe, M. (2021). Sustainable Lightweight Insulation Materials from Textile-Based Waste for the Automobile Industry. Materials, 14(5), 1241. https://doi.org/10.3390/ma14051241