
Ultimate Load-Carrying Ability of Rib-Stiffened 2024-T3 and 7075-T6 Aluminium Alloy Panels under Axial Compression




Abstract
1. Introduction
2. Materials and Methods
2.1. Material
- 0.4-mm thick EN AW-2024-T3 Alclad,
- 1-mm-thick EN AW-2024-T3,
- 0.8-mm thick EN AW-7075-T6 Alclad.
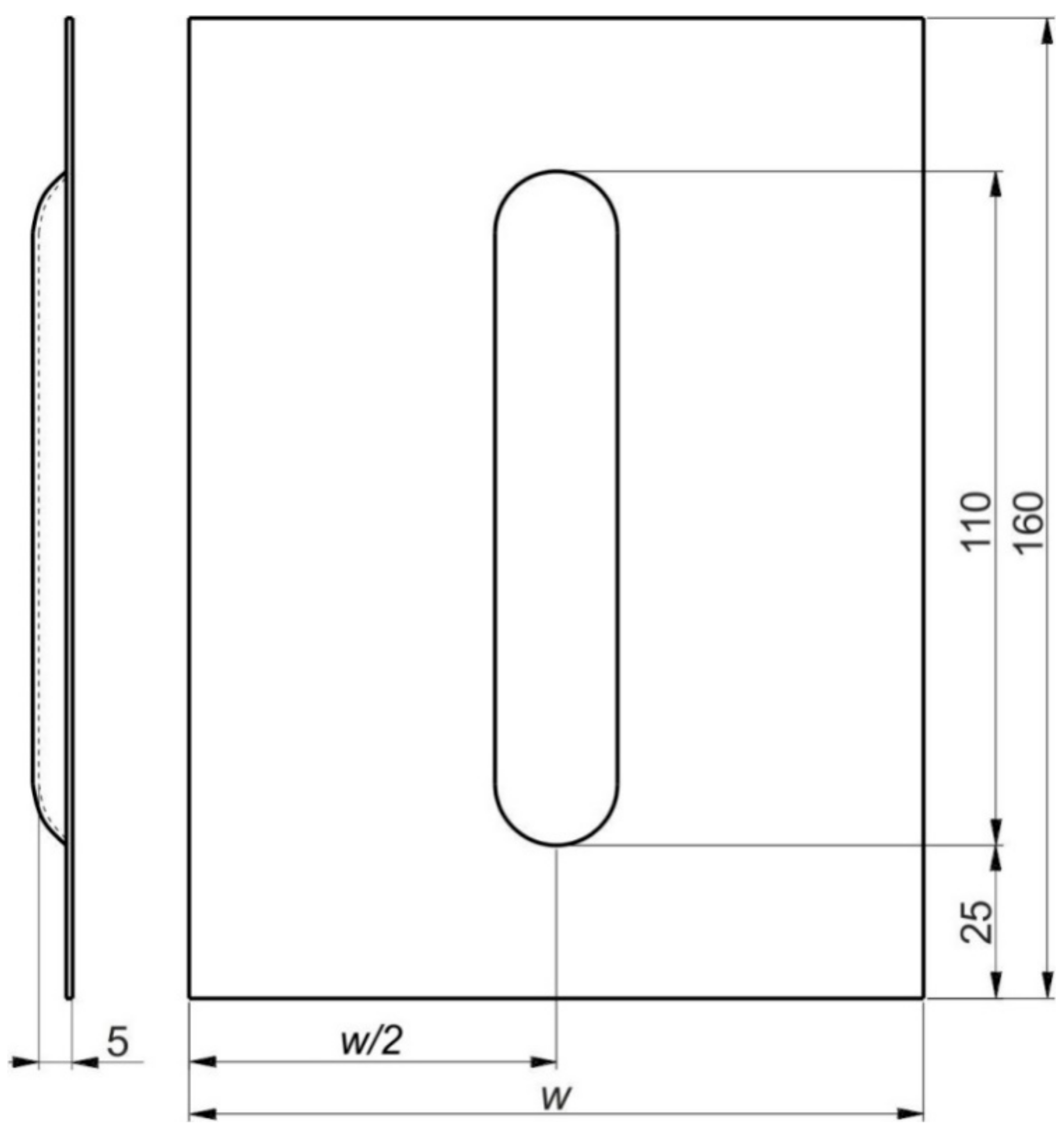
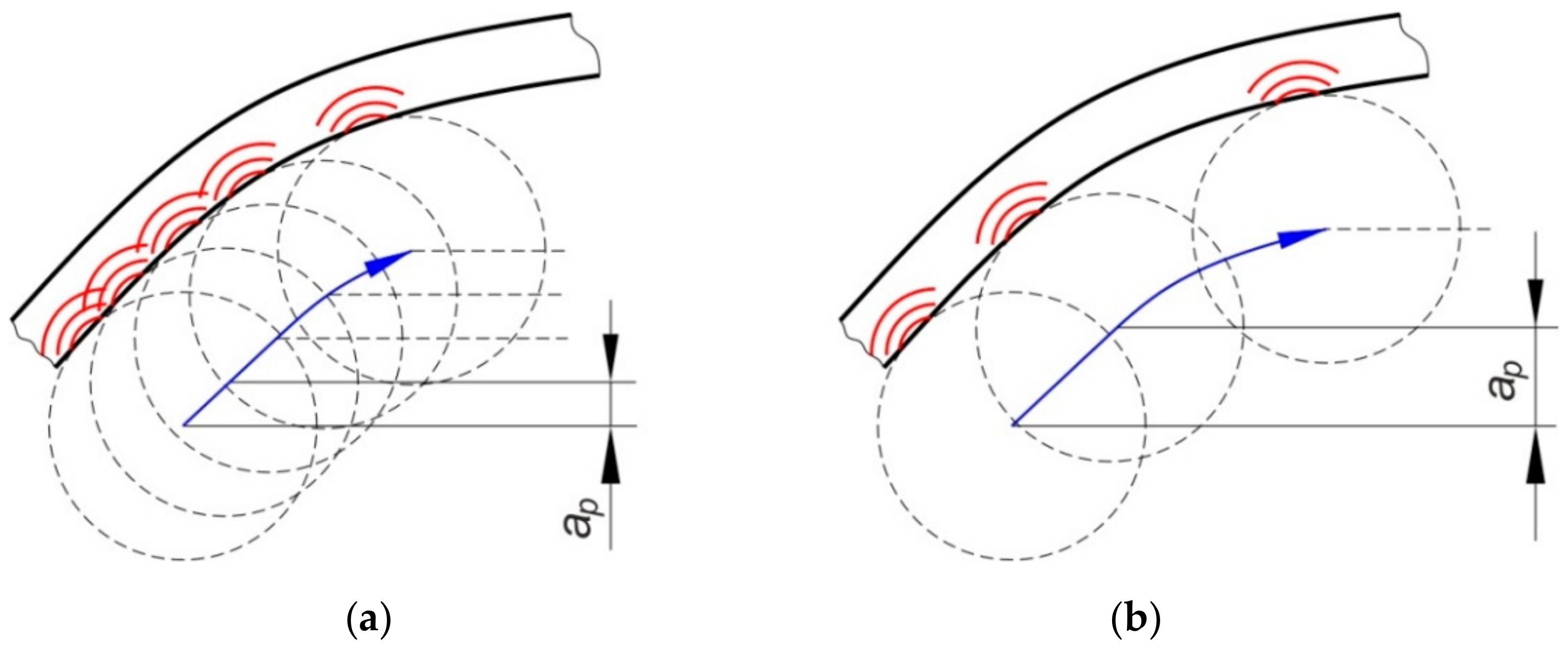
2.2. Forming Method
- v = 18, 96, and 174 rpm,
- f = 400, 800, 1200 mm/min.
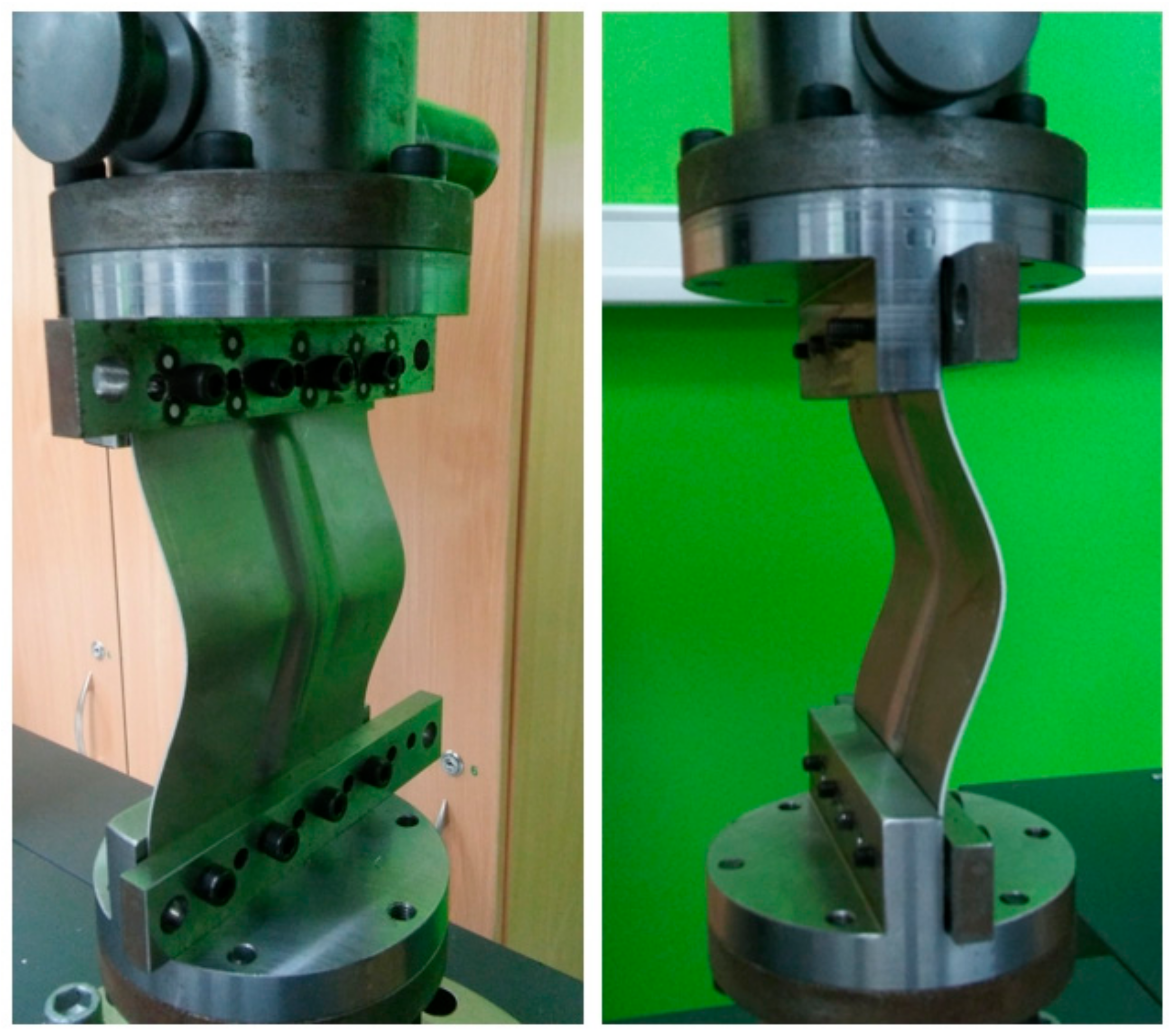
2.3. Axial Compression Test
2.4. Analysis of Rib Deformation
2.5. Fracture Morphology
3. Results
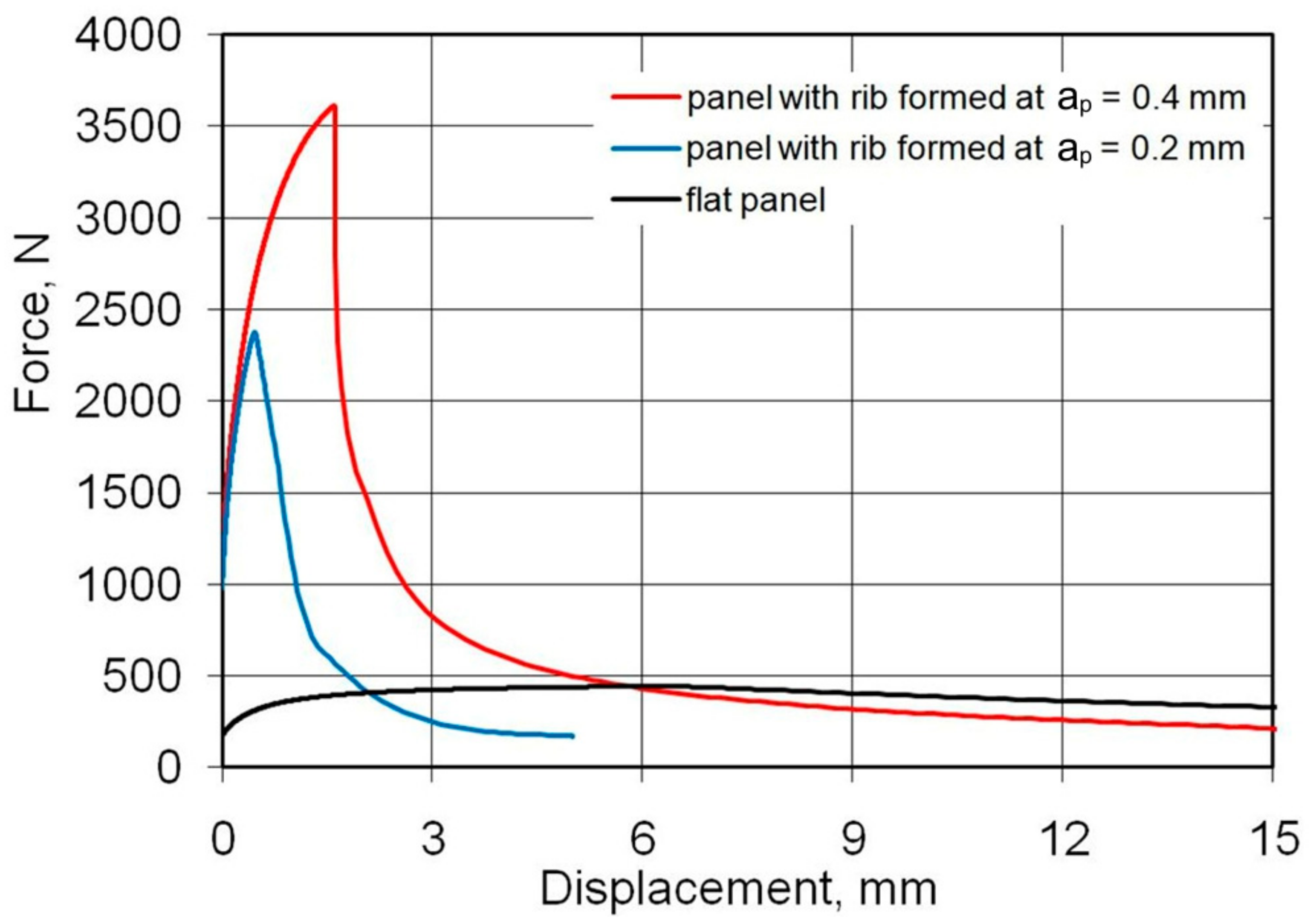
3.1. Static Compression Tests
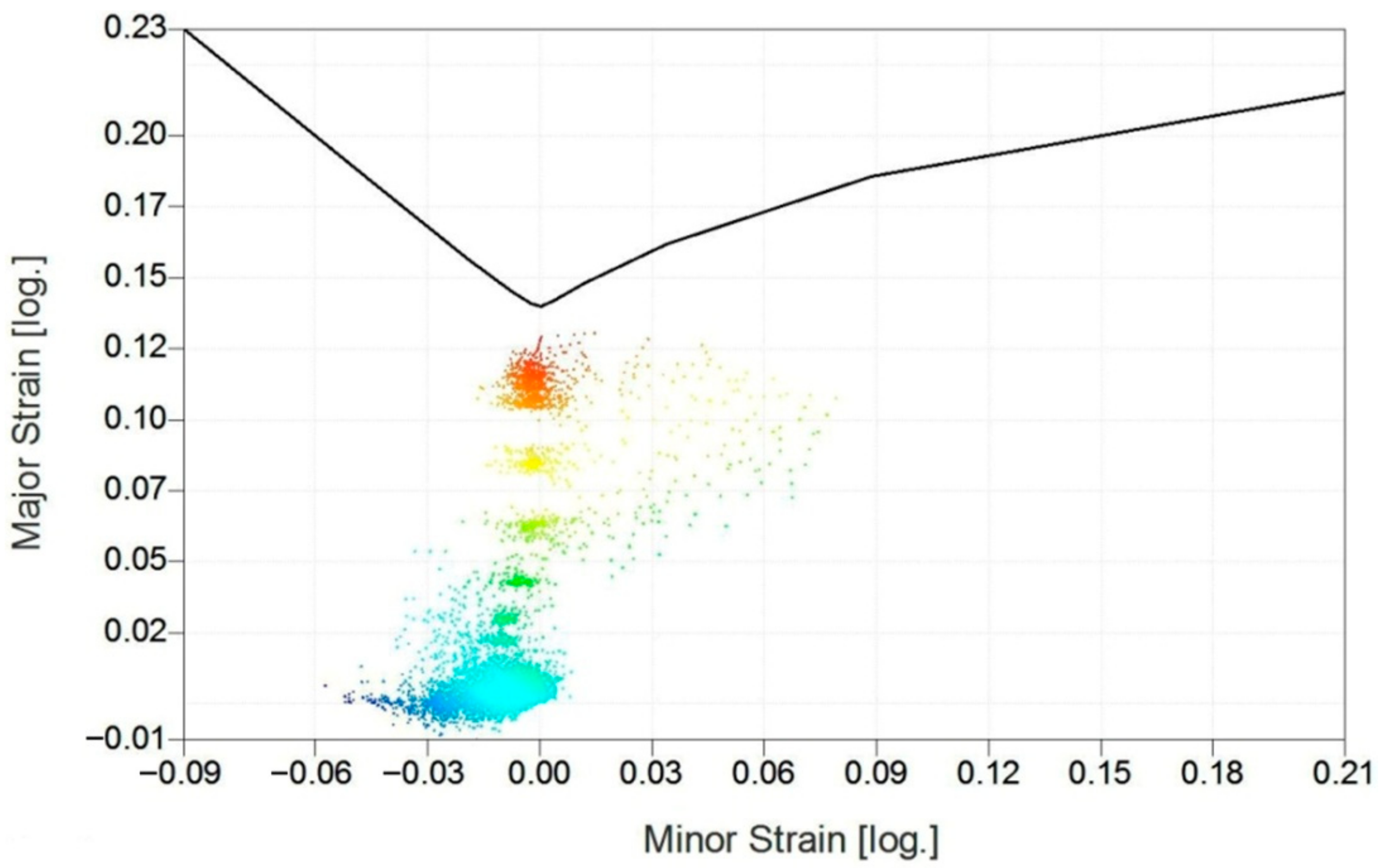
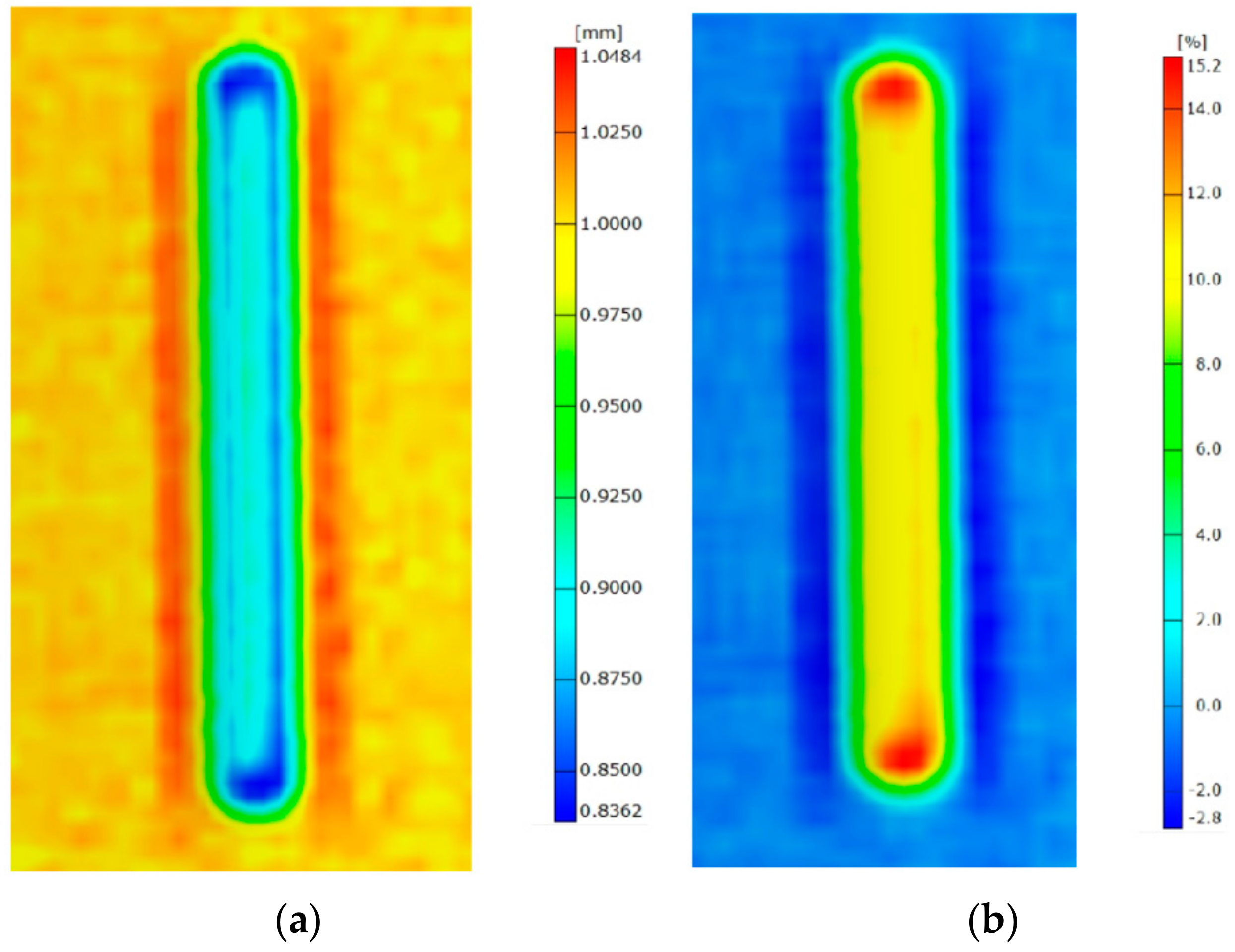
3.2. Photogrammetric Analysis of Deformations
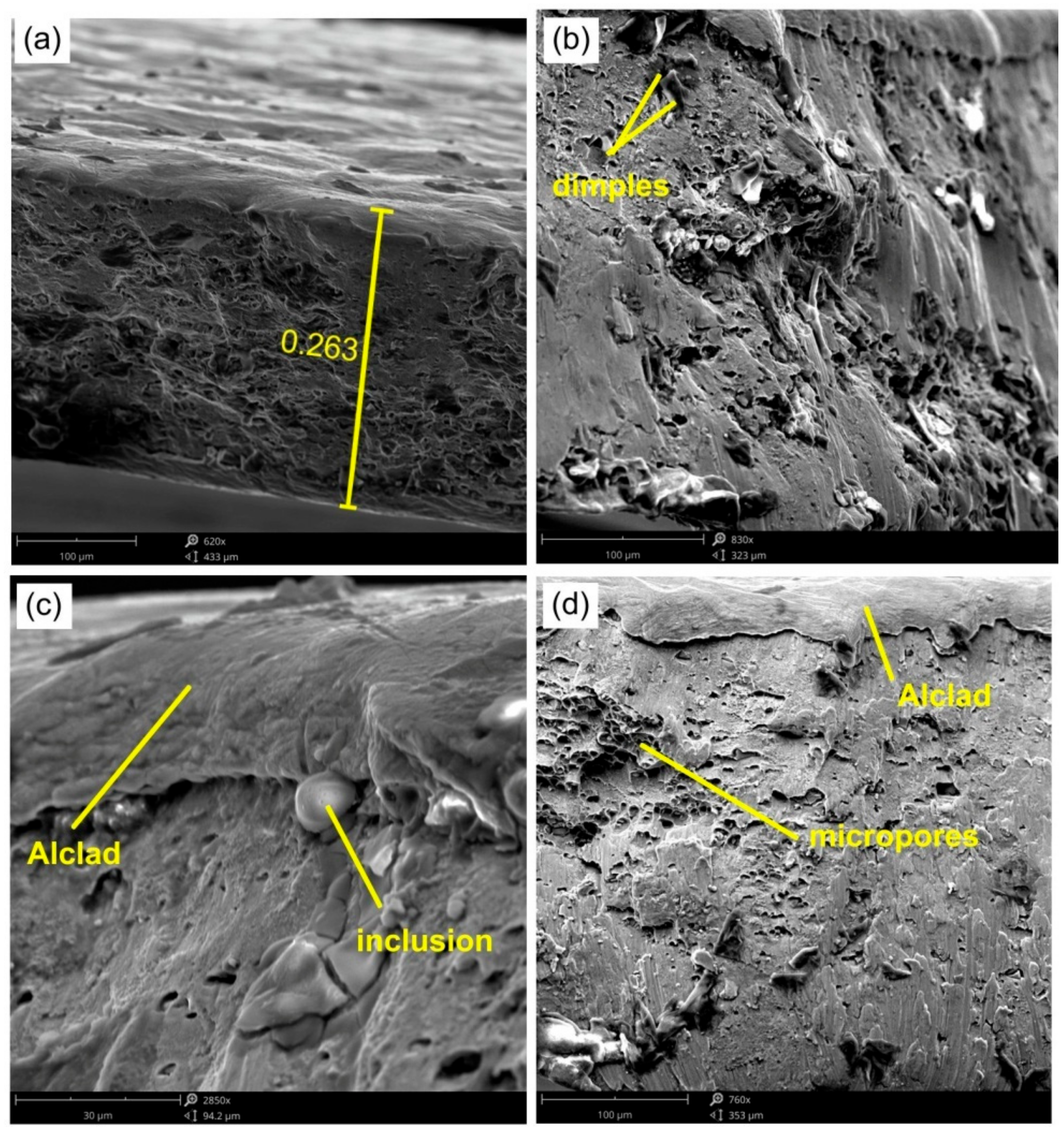
3.3. Fractographic Analysis of Fracture in the Panels
4. Conclusions
- Vertical pitch influences the value of transverse and longitudinal deflection as a result of the springback phenomenon.
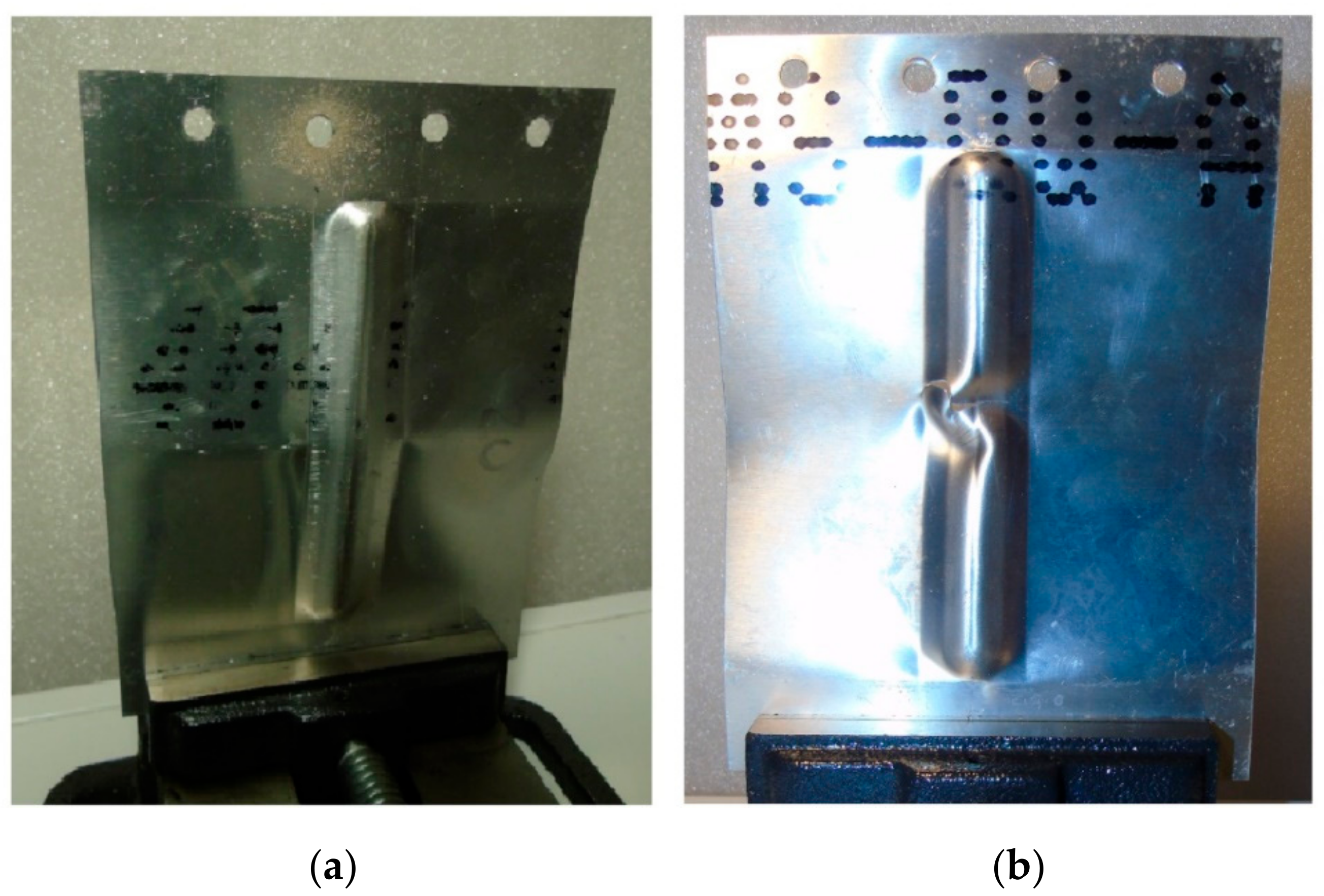
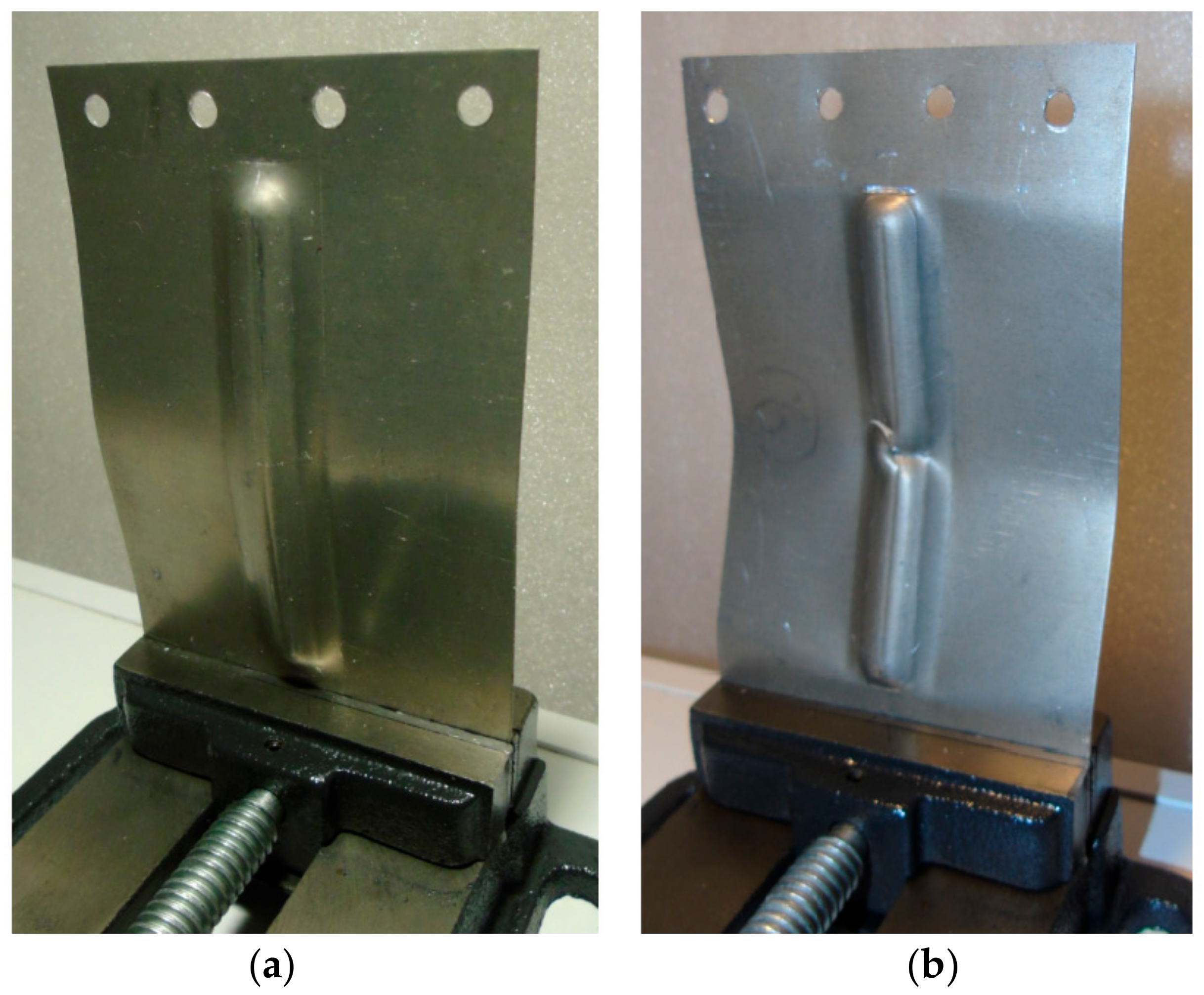
- Higher deflection in both longitudinal and transverse directions results in the destruction of the panel dependent on the buckling mode A.
- Lower both longitudinal and transverse deflection results in the destruction of the panel according to buckling mode B.
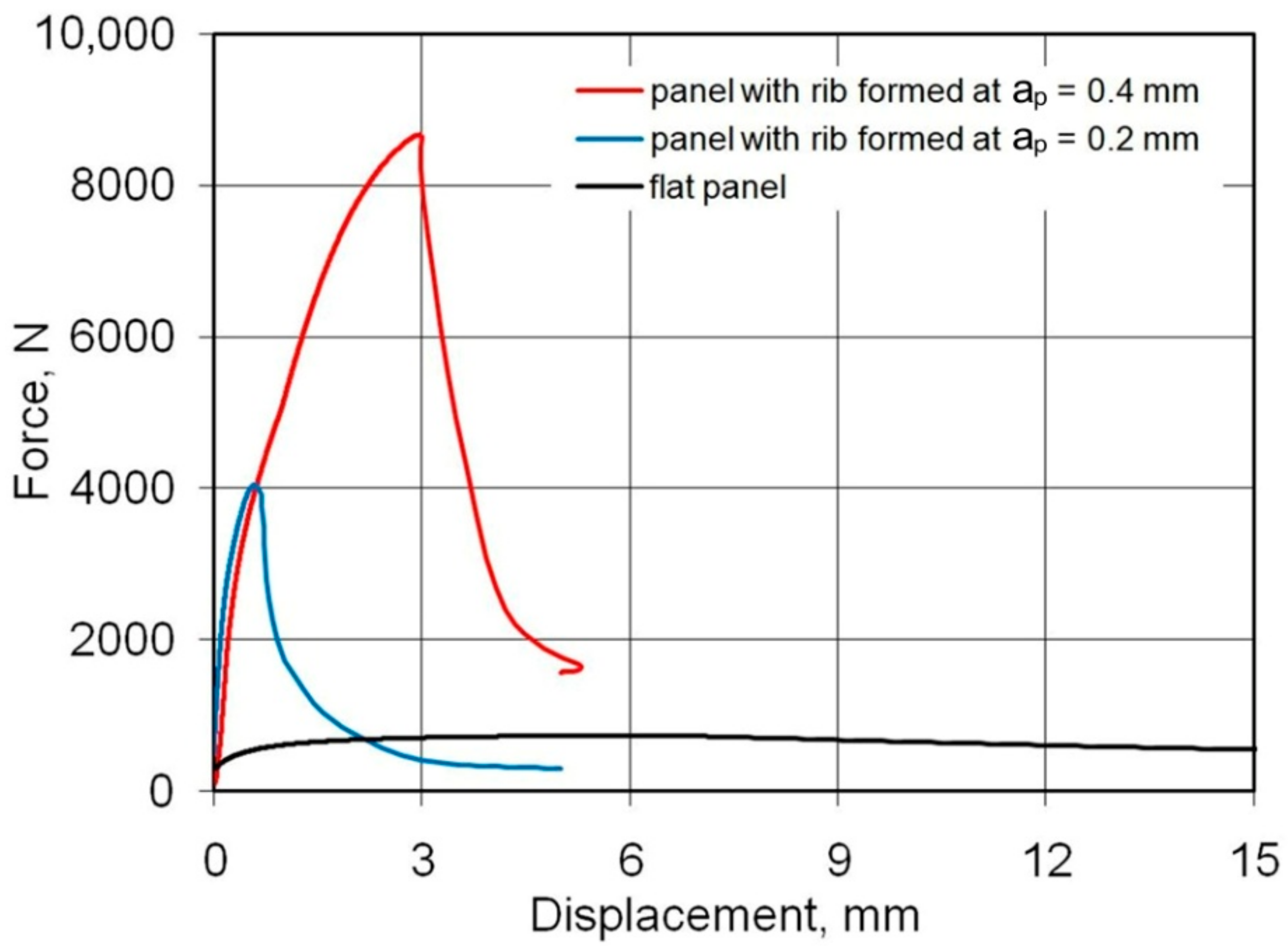
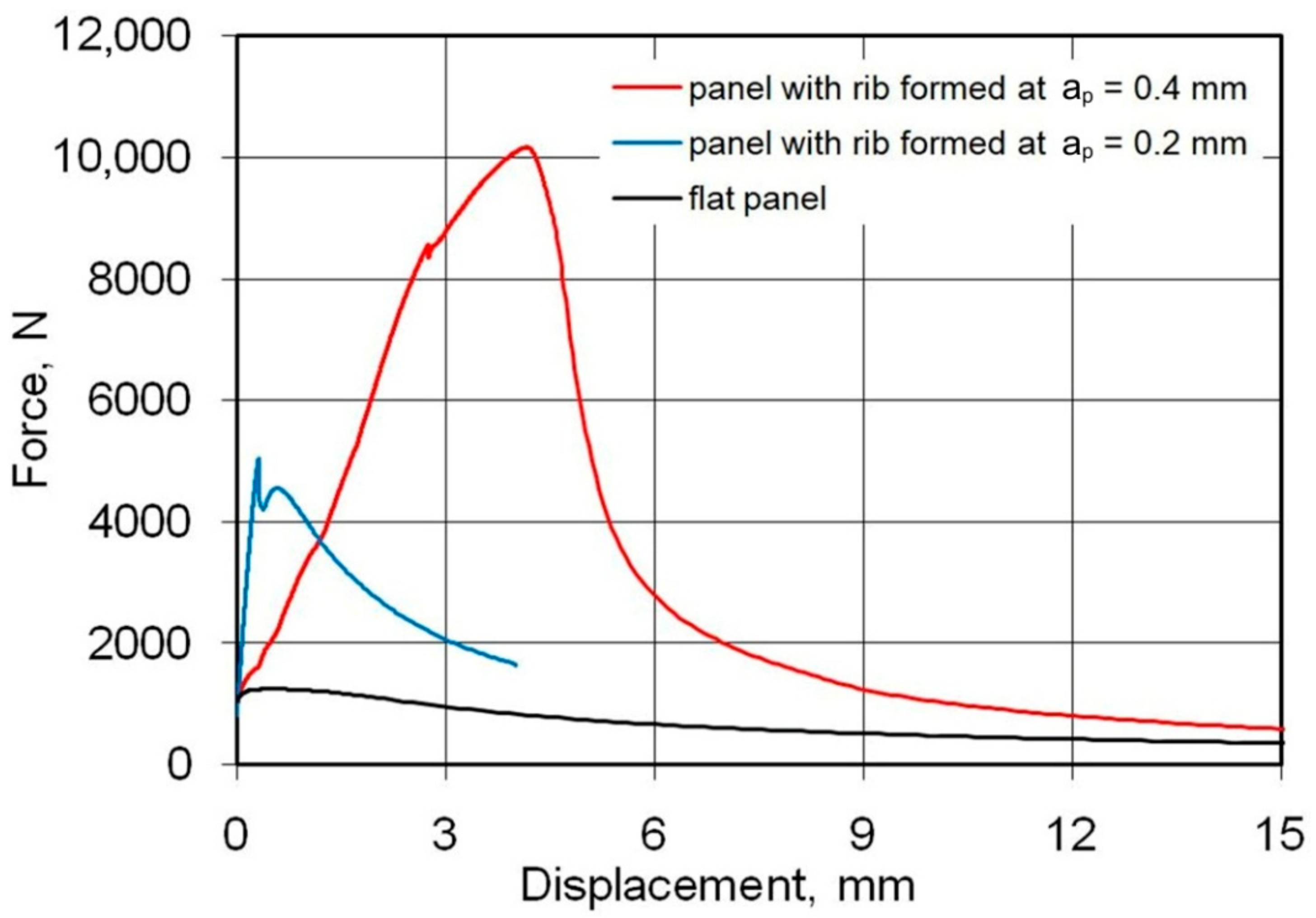
- The load-capacity of the panels buckled in mode B was higher at 52%, 123%, and 99% in the case of 0.4-mm-thick EN AW-2024-T3 Alclad sheet, 0.8-mm-thick EN AW-7075-T6 Alclad sheet, and 1-mm-thick EN AW-2024-T3 sheet, respectively, compared to the load-capacity of the panels buckled in mode A;
- Examination of the morphologies of the fracture surfaces showed the ductile nature of material failure as a result of the formation and joining of cracks preceded by plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vijayakumar, M.; Dhinakaran, V.; Sathish, T.; Muthu, G.; Ram, P.B. Experimental study of chemical composition of aluminium alloys. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Choi, Y.; Lee, J.; Panicker, S.S.; Jin, H.-K.; Panda, S.K.; Lee, M.-G. Mechanical properties, springback, and formability of W-temper and peak aged 7075 aluminum alloy sheets: Experiments and modeling. Int. J. Mech. Sci. 2020, 170, 105344. [Google Scholar] [CrossRef]
- Löveborn, D.; Larsson, J.; Persson, K.-A. Weldability of Aluminium Alloys for Automotive Applications. Phys. Procedia 2017, 89, 89–99. [Google Scholar] [CrossRef]
- Landowski, M.; Świerczyńska, A.; Rogalski, G.; Fydrych, D. Autogenous Fiber Laser Welding of 316L Austenitic and 2304 Lean Duplex Stainless Steels. Materials 2020, 13, 2930. [Google Scholar] [CrossRef] [PubMed]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barozzo, M.A.S.; Ezugwu, M.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Matuszak, J.; Kłonica, M.; Zagórski, I. Measurements of Forces and Selected Surface Layer Properties of AW-7075 Aluminum Alloy Used in the Aviation Industry after Abrasive Machining. Materials 2019, 12, 3707. [Google Scholar] [CrossRef] [PubMed]
- EN 573-1. Aluminium and Aluminium Alloys - Chemical Composition and Form of Wrought Products—Part 1: Numerical Designation System; European Committee for Standardization: Brussels, Belgium, 2014. [Google Scholar]
- Singer, J.; Arbocz, J.; Weller, T. Buckling Experiments. Experimental Methods in Buckling of Thin-walled Structure. Basic Concepts, Columns, Beams, and Plates; John Wiley & Sons Inc.: New York, NY, USA, 1998. [Google Scholar]
- Hutchinson, J.W.; Koiter, W.T. Postbuckling theory. Appl. Mech. Rev. 1970, 23, 1353–1366. [Google Scholar]
- Rhodes, J. Some observations on the post-buckling behaviour of thin plates and thin-walled members. Thin-Walled Struct. 2003, 41, 207–226. [Google Scholar] [CrossRef]
- Fenner, P.E.; Watson, A. Finite element buckling analysis of stiffened plates with filleted junctions. Thin-Walled Struct. 2012, 59, 171–180. [Google Scholar] [CrossRef]
- Peter, I.; Fracchia, E.; Canale, I.; Maiorano, R. Incremental sheet forming for prototyping automotive modules. Procedia Manuf. 2019, 32, 50–58. [Google Scholar] [CrossRef]
- Ajay, C.V.; Boopathi, C.; Kavin, P. Incremental sheet metal forming (ISMF): A literature review. AIP Conf. Proc. 2019, 2128, 030012. [Google Scholar]
- Munroe, J.; Wilkins, K.; Gruber, M. Integral Airframe Structures (IAS)—Validated feasibility study of integrally stiffened me-tallic fuselage panels for reducing manufacturing costs. In NASA Contractor Report; NASA/CR-2000-209337; Boeing Commercial Airplane Group: Seattle, WA, USA, 2000. [Google Scholar]
- Quinn, D.; Murphy, A.; McEwan, W.; Lemaitre, F. Stiffened panel stability behaviour and performance gains with plate prismatic sub-stiffening. Thin-Walled Struct. 2009, 47, 1457–1468. [Google Scholar] [CrossRef]
- Wilckens, D.; Odermann, F.; Kling, A. Stringer stiffened panel under axial compression, shear and combined loading conditions-test and numerical analysis. In Proceedings of the ECCM15–15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012; pp. 1–7. [Google Scholar]
- Kubit, A.; Trzepieciński, T.; Krasowski, B.; Slota, J.; Spišák, E. Strength Analysis of a Rib-Stiffened GLARE-Based Thin-Walled Structure. Materials 2020, 13, 2929. [Google Scholar] [CrossRef]
- Su, Y.; Guan, Z.; Wang, X.; Li, Z.; Guo, J.; Huang, Y. Buckling and post-buckling behavior of titanium alloy stiffened panels under shear load. Chin. J. Aeronaut. 2019, 32, 619–626. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Q.; Jia, J.; Ji, C.; Wang, B.; Yan, S. Study on Low-Velocity Impact Damage and Residual Strength of Reinforced Composite Skin Structure. Materials 2020, 13, 2573. [Google Scholar] [CrossRef] [PubMed]
- Shuhua, Z.; Jiayi, Y.; Zhi, C.; Mingbo, T.; Yuequan, W. Effect of the stiffener stiffness on the buckling and post-buckling be-havior of stiffened composite panels experimental investigation. Compos. Struct. 2015, 120, 334–345. [Google Scholar]
- Koh, T.; Isa, M.; Feih, S.; Mouritz, A. Experimental assessment of the damage tolerance of z-pinned T-stiffened composite panels. Compos. Part B Eng. 2013, 44, 620–627. [Google Scholar] [CrossRef]
- Mo, Y.; Ge, D.; He, B. Experiment and optimization of the hat-stringer-stiffened composite panels under axial compression. Compos. Part B Eng. 2016, 84, 285–293. [Google Scholar] [CrossRef]
- Shao, Q.; He, Y.T. Study on shear stability performance of composite stiffened panel. Aviat. Precis. Manuf. Technol. 2010, 46, 46–48. [Google Scholar]
- Achyutha, K.R.K.; Akash, M.; Shiva, R.K.A. Finite Element Modeling and Analysis of Fuselage Stiffened Panel Subjected to Cabin Pressurization. In Proceedings of the International Conference on Advances in Mechanical, Manufacturing and Building Sciences (ICAMB), Vellore, India, 9–11 January 2012; pp. 678–681. [Google Scholar]
- Mo, Y.; Ge, D.; Zhou, J. Experiment and analysis of hat-stringer-stiffened composite curved panels under axial compression. Compos. Struct. 2015, 123, 150–160. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mandal, S. Experimental and FE analysis for the buckling behavior of hat-stiffened panels under edge compressive loading. Sadhana 2020, 45, 1–9. [Google Scholar] [CrossRef]
- Zhang, M.; Guan, Z.D.; Guo, X.; Xue, B. Effects of forming process on composite stringer-stiffened panels debonding. J. Aeronaut. Mater. 2015, 35, 83–89. [Google Scholar]
- Pevzner, P.; Abramovich, H.; Weller, T. Calculation of the collapse load of an axially compressed laminated composite stringer-stiffened curved panel–An engineering approach. Compos. Struct. 2008, 83, 341–353. [Google Scholar] [CrossRef]
- Aalberg, A.; Langseth, M.; Larsen, P. Stiffened aluminium panels subjected to axial compression. Thin-Walled Struct. 2001, 39, 861–885. [Google Scholar] [CrossRef]
- Bar, Y.; Xu, Z.; Song, J.; Miao, L.; Cai, C.; Yang, F.; Wang, R.; He, X.; Hong, Y.; Dong, X. Experimental and numerical anal-yses of stiffened composite panels with delamination under a compressive load. J. Compos. Mater. 2020, 54, 1197–1216. [Google Scholar]
- Huang, W.; Xie, L.; Li, C.; Jia, D.; Chai, B.; Mu, Y.; Hou, C.; Dai, W. Analytical and Experimental Study of T-Shaped Compo-site Stiffened Panels: Effect of 90° Plies in Stringers on Curing and Buckling Performance. Appl. Compos. Mater. 2020, 27, 597–618. [Google Scholar] [CrossRef]
- Sundararaj, K.; Ganesh, M. Numerical investigation of composite stiffened panel with various stiffeners under axial com-pression. AIP Conf. Proc. 2020, 2270, 140017. [Google Scholar]
- Sellitto, A.; Saputo, S.; Russo, A.; Innaro, V.; Riccio, A.; Acerra, F.; Russo, S. Numerical-Experimental Investigation into the Tensile Behavior of a Hybrid Metallic–CFRP Stiffened Aeronautical Panel. Appl. Sci. 2020, 10, 1880. [Google Scholar] [CrossRef]
- Tan, J.; Zhan, M.; Liu, S. Guideline for Forming Stiffened Panels by Using the Electromagnetic Forces. Metals 2016, 6, 267. [Google Scholar] [CrossRef]
- Święch, Ł. Experimental and Numerical Studies of Low-Profile, Triangular Grid-Stiffened Plates Subjected to Shear Load in the Post-Critical States of Deformation. Materials 2019, 12, 3699. [Google Scholar] [CrossRef]
- Tan, J.; Zhan, M.; Gao, P.; Li, H. Electromagnetic Forming Rules of a Stiffened Panel with Grid Ribs. Metals 2017, 7, 559. [Google Scholar] [CrossRef]
- Forcellese, A.; Di Pompeo, V.; Simoncini, M.; Vita, A. Manufacturing of Isogrid Composite Structures by 3D Printing. Procedia Manuf. 2020, 47, 1096–1100. [Google Scholar] [CrossRef]
- Ahmadi, H.; Rahini, G. Analytical and experimental investigation of transverse loading on grid stiffened composite panels. Compos. Part B Eng. 2019, 159, 184–198. [Google Scholar] [CrossRef]
- Liu, D.; Hao, P.; Zhang, K.; Tian, K.; Wang, B.; Li, G.; Xu, W. On the integrated design of curvilinearly grid-stiffened panel with non-uniform distribution and variable stiffener profile. Mater. Des. 2020, 190, 108556. [Google Scholar] [CrossRef]
- ASTM B209M-Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate; ASTM International: West Conshohocken, PA, USA, 2014.
- Modern Measuring Tools in Stamping Applications for Complex and Simple Parts. Available online: https://www.gom.com/fileadmin/user_upload/industries/stamping_EN.pdf (accessed on 1 January 2021).
- Sun, L.; Cai, Z.; He, D.; Li, L. Aluminum Alloy Sheet-Forming Limit Curve Prediction Based on Original Measured Stress–Strain Data and Its Application in Stretch-Forming Process. Metals 2019, 9, 1129. [Google Scholar] [CrossRef]
- Devarajan, N.; Sivaswamy, G.; Bhattacharya, R.; Heck, D.P.; Siddiq, M.A. Complex Incremental Sheet Forming Using back Die Support on Aluminium 2024, 5083 and 7075 Alloys. Procedia Eng. 2014, 81, 2298–2304. [Google Scholar] [CrossRef]
- Slota, J.; Jurčišin, M.; Gajdoš, I.; Spišák, E. The Sensitivity OF A Photogrammetric Method in Formability Analysis. Acta Mech. Autom. 2013, 7, 117–123. [Google Scholar] [CrossRef]
- Xie, W.-C.; Elishakoff, I. Buckling mode localization in rib-stiffened plates with misplaced stiffeners—Kantorovich approach. Chaos Solitons Fractals 2000, 11, 1559–1574. [Google Scholar] [CrossRef]
- Li, F.-M.; Hu, C.; Huang, W.-H. One-Dimensional Localization of Elastic Waves in Rib-Stiffened Plates. Chin. J. Aeronaut. 2002, 15, 208–212. [Google Scholar] [CrossRef][Green Version]
- Janbakhsh, M.; Djavanroodi, F.; Riahi, M. A comparative study on determination of forming limit diagrams for industrial aluminium sheet alloys considering combined effect of strain path, anisotropy and yield locus. J. Strain Anal. Eng. Des. 2012, 47, 350–361. [Google Scholar] [CrossRef]
- Paul, S.K. Controlling factors of forming limit curve: A review. Adv. Ind. Manuf. Eng. 2021, 2, 100033. [Google Scholar] [CrossRef]
- Noder, J.; Butcher, C. A comparative investigation into the influence of the constitutive model on the prediction of in-plane formability for Nakazima and Marciniak tests. Int. J. Mech. Sci. 2019, 163, 105138. [Google Scholar] [CrossRef]
- Panich, S.; Liewald, M.; Uthaisangsuk, V. Stress and strain based fracture forming limit curves for advanced high strength steel sheet. Int. J. Mater. Form. 2017, 11, 643–661. [Google Scholar] [CrossRef]
- ISO 12004-1. Metallic Materials—Determination of Forming-Limit Curves for Sheet and Strip—Part 1: Measurement and Application of Forming-Limit Diagrams in the Press Shop; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- Takalkar, A.S.; Babu, M.C.L. A review on effect of thinning, wrinkling and spring-back on deep drawing process. Part B J. Eng. Manuf. 2019, 233, 1011–1036. [Google Scholar]
- Magrinho, J.P.; Silva, M.B.; Reis, L.; Martins, P.A.F. Formability Limits, Fractography and Fracture Toughness in Sheet Metal Forming. Mater. 2019, 12, 1493. [Google Scholar] [CrossRef] [PubMed]
- Dilmec, M.; Halkaci, H.S.; Ozturk, F.; Livatyali, H.; Yiğit, O. Effects of sheet thickness and anisotropy on forming limit curves of AA2024-T4. Int. J. Adv. Manuf. Technol. 2012, 67, 2689–2700. [Google Scholar] [CrossRef]
- Vallellano, C.; Morales, D.; García-Lomas, F.J.; Morales-Palma, D. A Study to Predict Failure in Biaxially Stretched Sheets of Aluminum Alloy 2024-T3. Mater. Manuf. Process. 2008, 23, 303–310. [Google Scholar] [CrossRef]
- Huda, Z.; Tib, N.I.; Zaharinie, T. Characterization of 2024-T3: An aerospace aluminium alloy. Mater. Chem. Phys. 2009, 113, 515–517. [Google Scholar] [CrossRef]
- Higgins, R.A. Engineering Metallurgy, 5th ed.; Edward Arnold Publisher: London, UK, 1983. [Google Scholar]
- Askeland, D.R.; Phule, P.P. The Science and Engineering of Materials; Thomson Books/Cole Publishing: Pacific Grove, CA, USA, 2003. [Google Scholar]
- Polmear, I.J. Light Alloys: Metallurgy of the Light Metals; John Wiley & Sons: New York, NY, USA, 1995. [Google Scholar]
- Luo, C. Role of Microstructure on Corrosion Control of AA2024-T3 Aluminium Alloy. Ph.D. Thesis, The University of Manchester, Manchester, UK, 2011. [Google Scholar]
- Xue, L.; Wierzbicki, T. DUCTILE FRACTURE CHARACTERIZATION OF ALUMINUM ALLOY 2024-T351 USING DAMAGE PLASTICITY THEORY. Int. J. Appl. Mech. 2009, 1, 267–304. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Steele, A.; Oskouei, R.H. Failure Mode Analysis of Aluminium Alloy 2024-T3 in Double-Lap Bolted Joints with Single and Double Fasteners; A Numerical and Experimental Study. Materials 2015, 8, 3195–3209. [Google Scholar] [CrossRef]
- Bucci, R.J. Selecting aluminium alloys to resist failure by fracture mechanism. ASM Handb. 1996, 19, 771–812. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Other Elements | Al | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Each | Total | ||||||||||
| 2024-T3 | 0.50 | 0.50 | 3.8–4.9 | 0.3–0.9 | 1.2–1.8 | 0.10 | 0.25 | 0.15 | 0.05 | 0.15 | remainder |
| 7075-T6 | 0.40 | 0.50 | 1.2–2.0 | 0.30 | 2.1–2.9 | 0.18–0.28 | 5.1–6.1 | 0.20 | 0.05 | 0.15 | remainder |
| Material | Temper | Specified Thickness, mm | Tensile Strength Rm, MPa | Yield Stress Rp0.2, MPa | Elongation A50 min., % | |||
|---|---|---|---|---|---|---|---|---|
| over | through | min. | max. | min. | max. | |||
| EN AW-2024 | T3 | 0.50 | 3.20 | 435 | 290 | 15 | ||
| EN AW-2024 Alclad | T3 | 0.25 | 0.50 | 405 | 270 | 12 | ||
| EN AW-7075 Alclad | T6 | 0.32 | 1.00 | 490 | 420 | 8 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slota, J.; Kubit, A.; Trzepieciński, T.; Krasowski, B.; Varga, J. Ultimate Load-Carrying Ability of Rib-Stiffened 2024-T3 and 7075-T6 Aluminium Alloy Panels under Axial Compression. Materials 2021, 14, 1176. https://doi.org/10.3390/ma14051176
Slota J, Kubit A, Trzepieciński T, Krasowski B, Varga J. Ultimate Load-Carrying Ability of Rib-Stiffened 2024-T3 and 7075-T6 Aluminium Alloy Panels under Axial Compression. Materials. 2021; 14(5):1176. https://doi.org/10.3390/ma14051176
Chicago/Turabian StyleSlota, Ján, Andrzej Kubit, Tomasz Trzepieciński, Bogdan Krasowski, and Ján Varga. 2021. "Ultimate Load-Carrying Ability of Rib-Stiffened 2024-T3 and 7075-T6 Aluminium Alloy Panels under Axial Compression" Materials 14, no. 5: 1176. https://doi.org/10.3390/ma14051176
APA StyleSlota, J., Kubit, A., Trzepieciński, T., Krasowski, B., & Varga, J. (2021). Ultimate Load-Carrying Ability of Rib-Stiffened 2024-T3 and 7075-T6 Aluminium Alloy Panels under Axial Compression. Materials, 14(5), 1176. https://doi.org/10.3390/ma14051176