
Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering


Abstract
:1. Introduction
2. Experiment
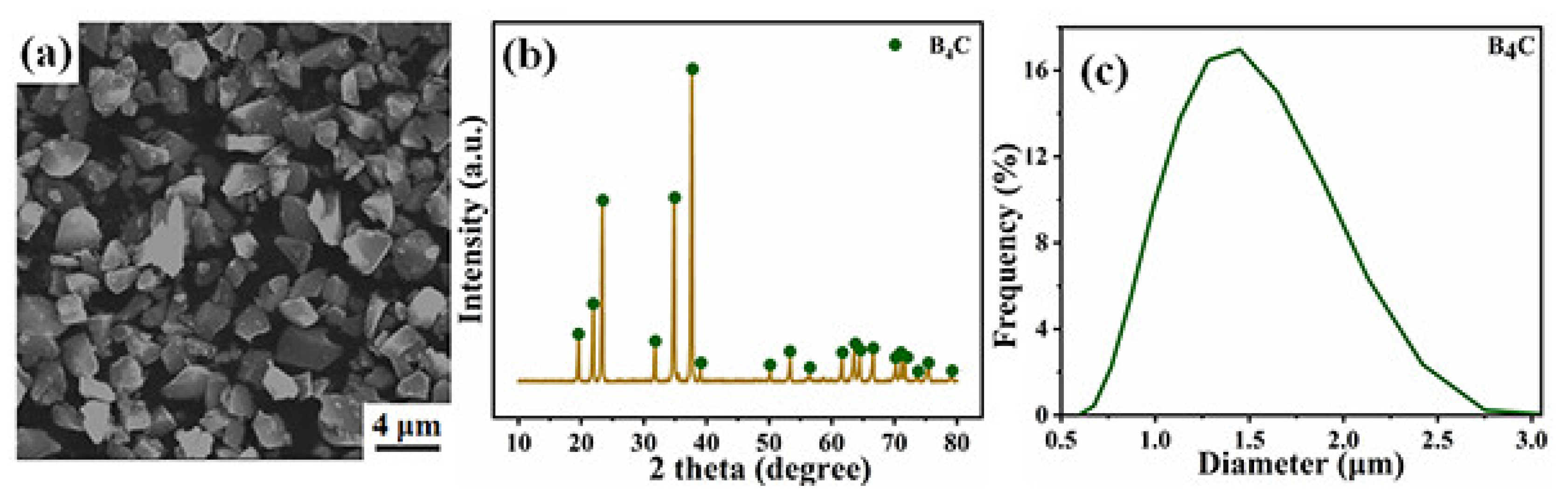
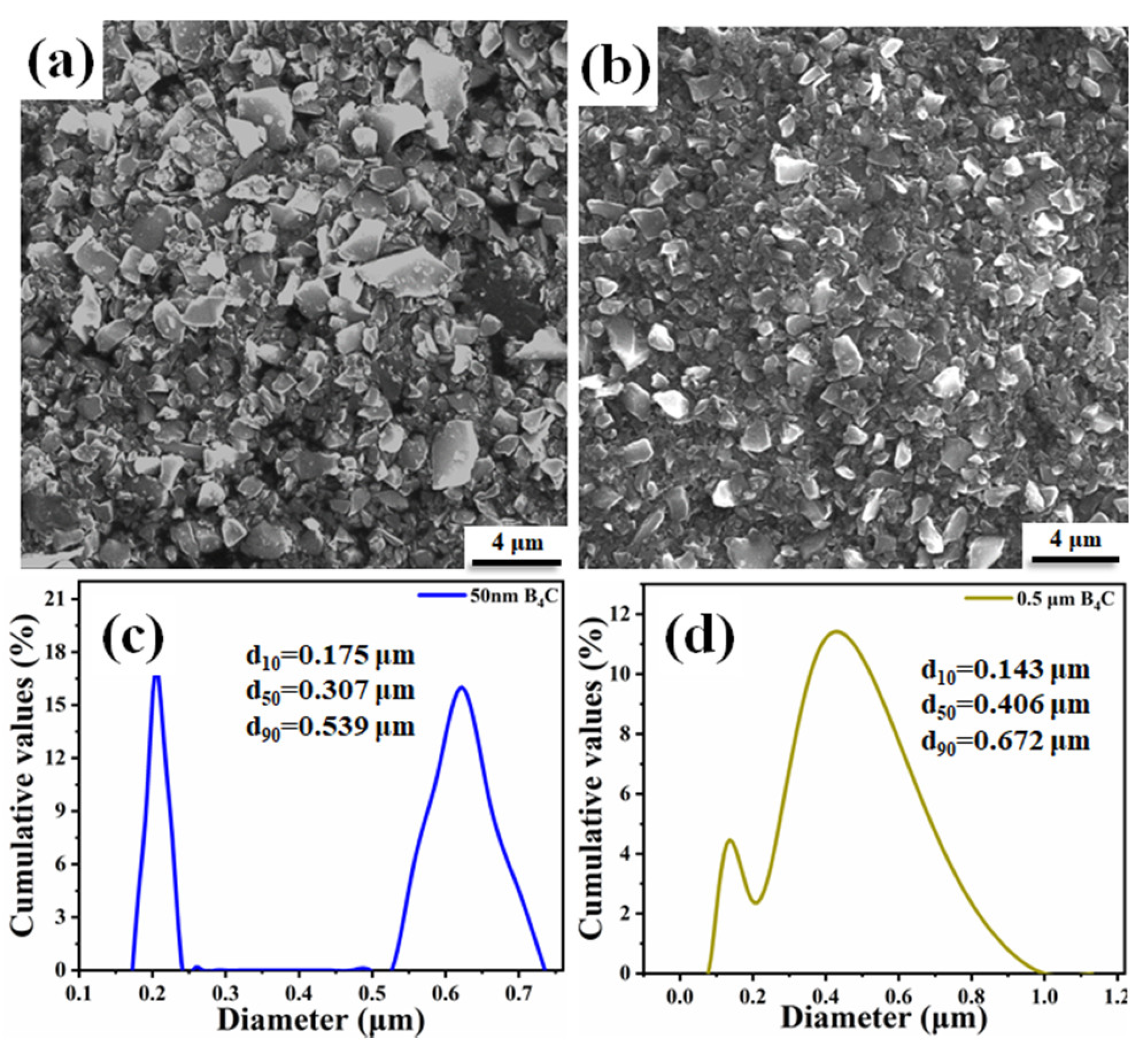
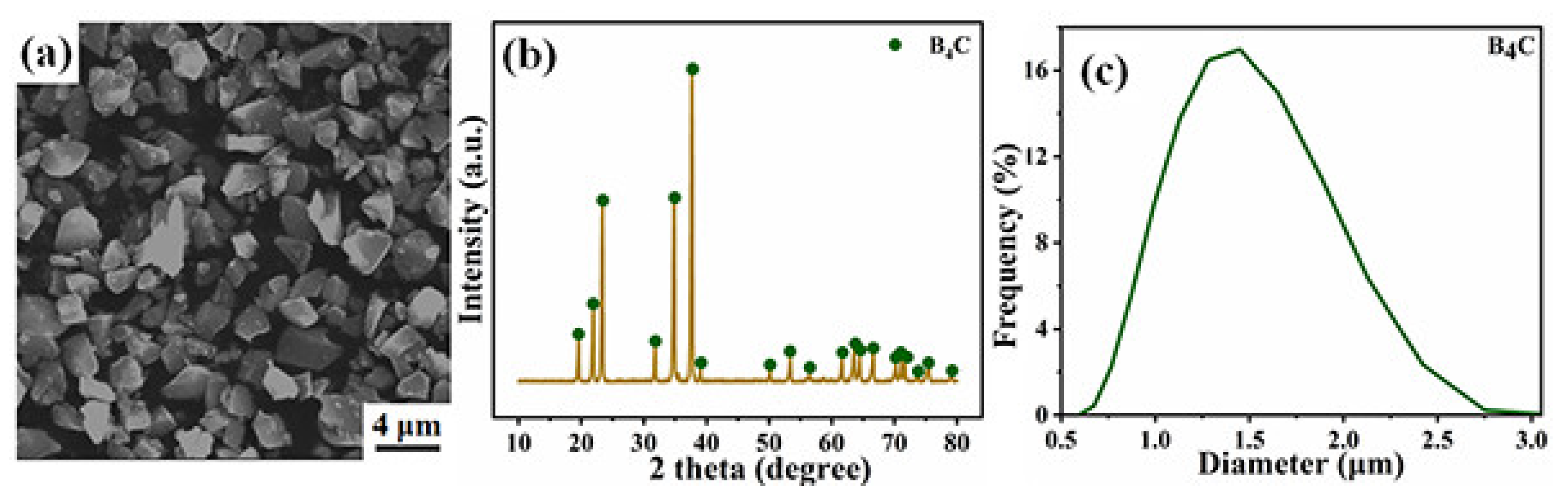
2.1. Characterization of Raw Powders
2.2. Sintering
2.3. Characterization
3. Results and Discussion
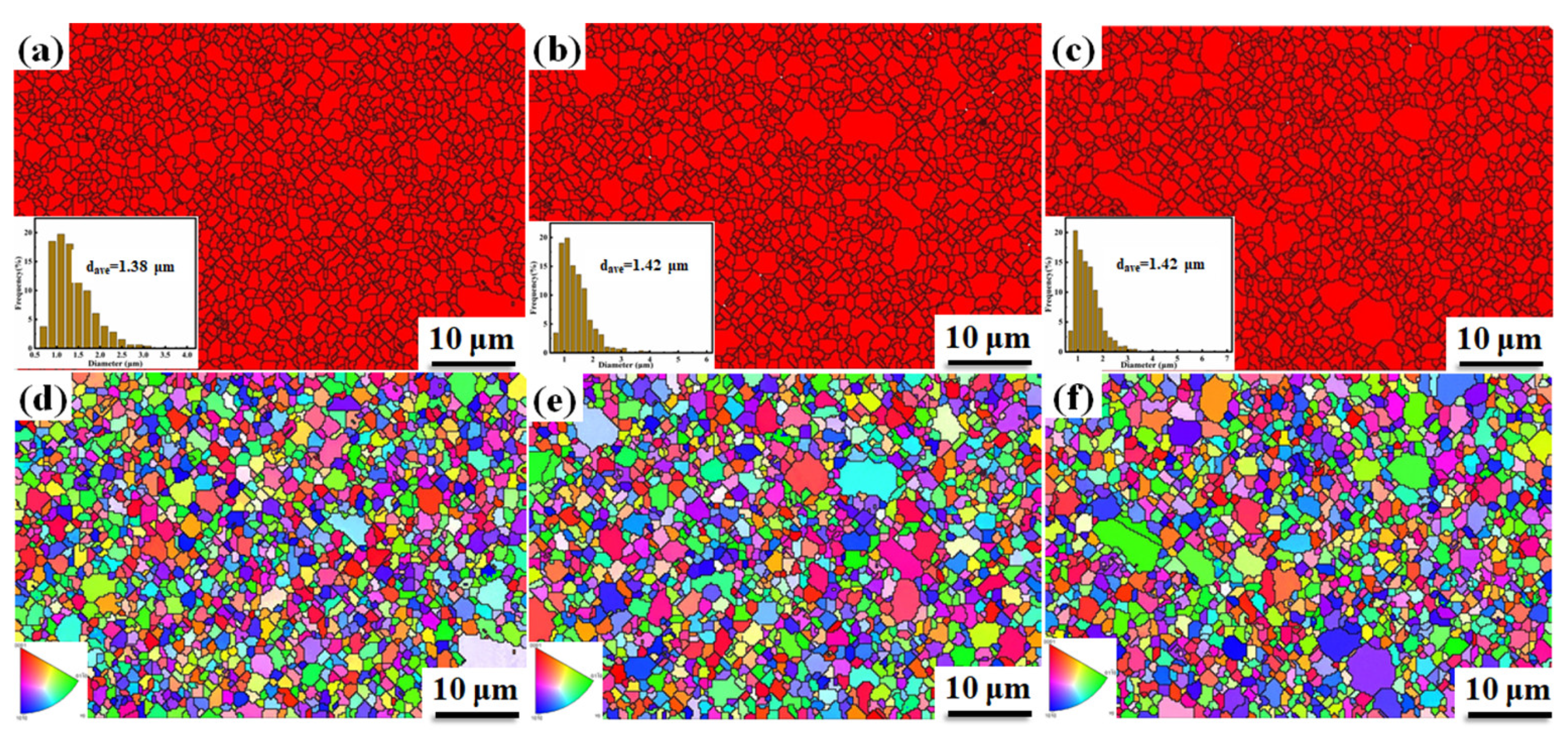
3.1. Influence of Sintering Parameters on the Microstructural and Mechanical Properties of B4C Ceramics
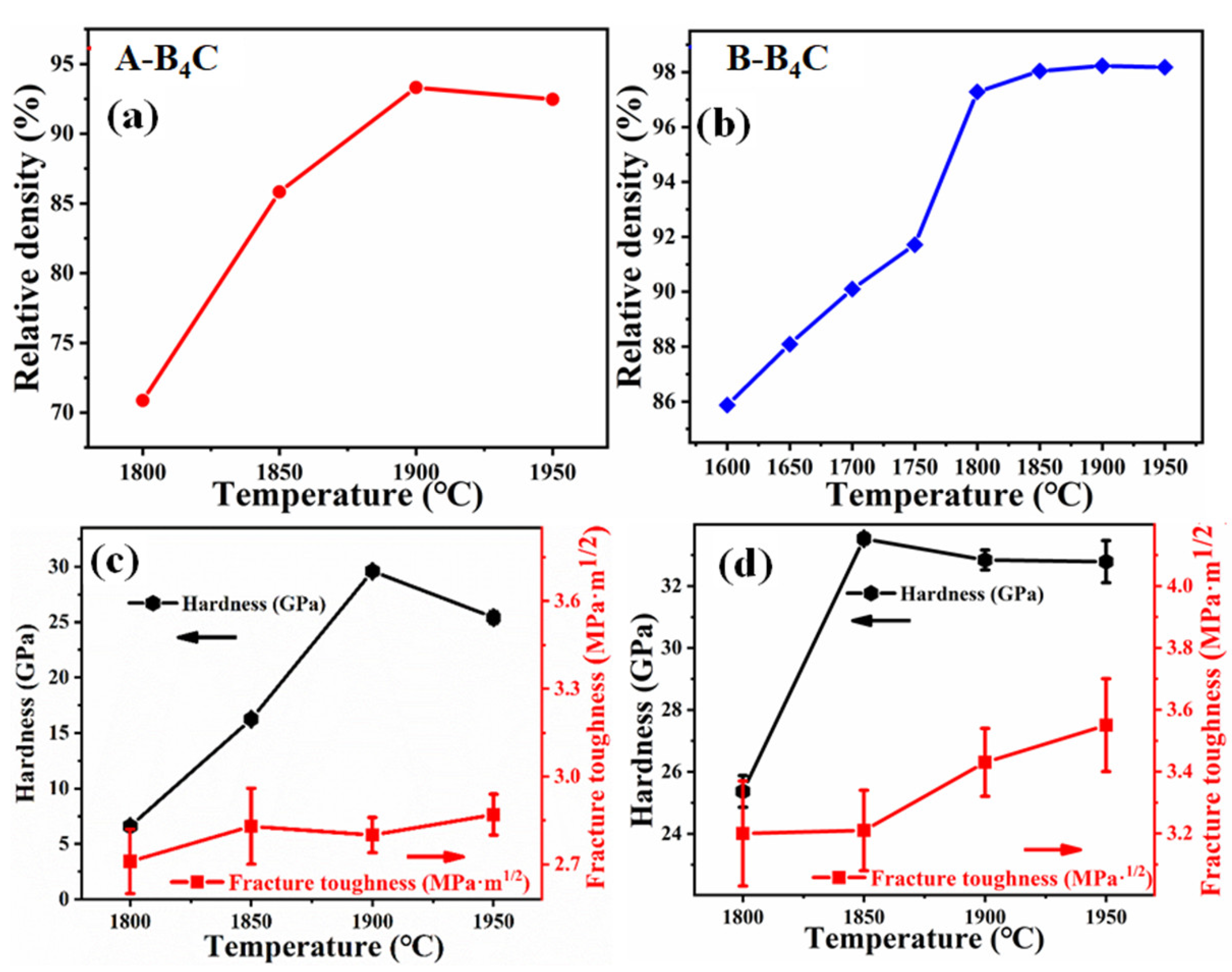
3.1.1. Influence of Sintering Temperature
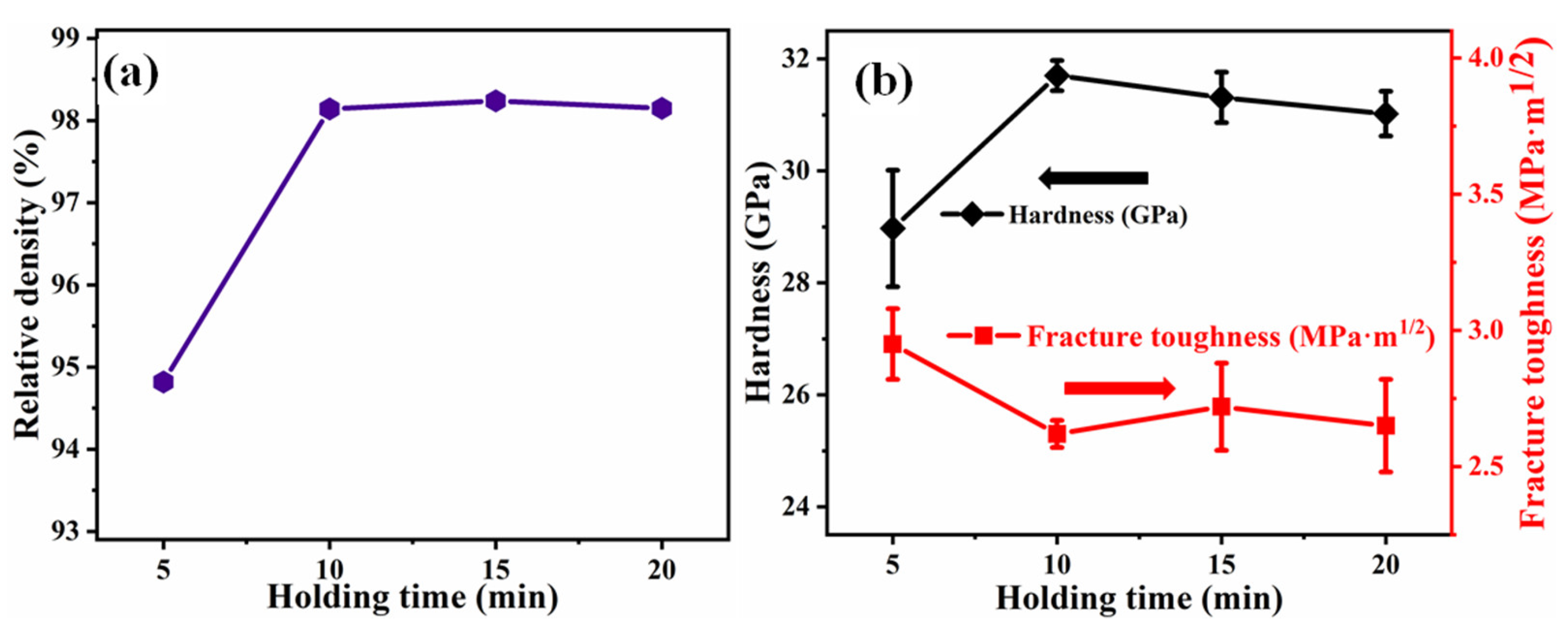
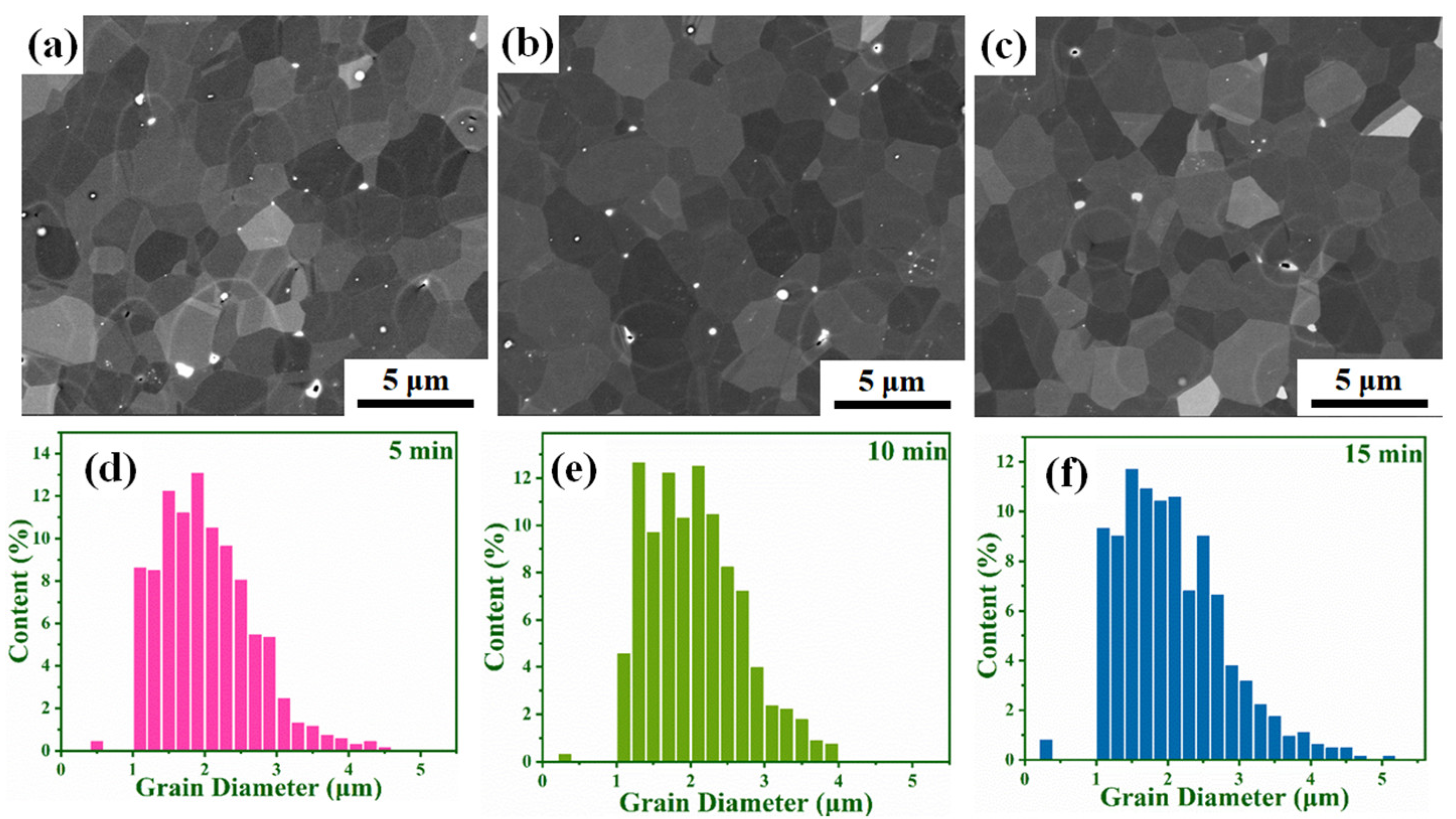
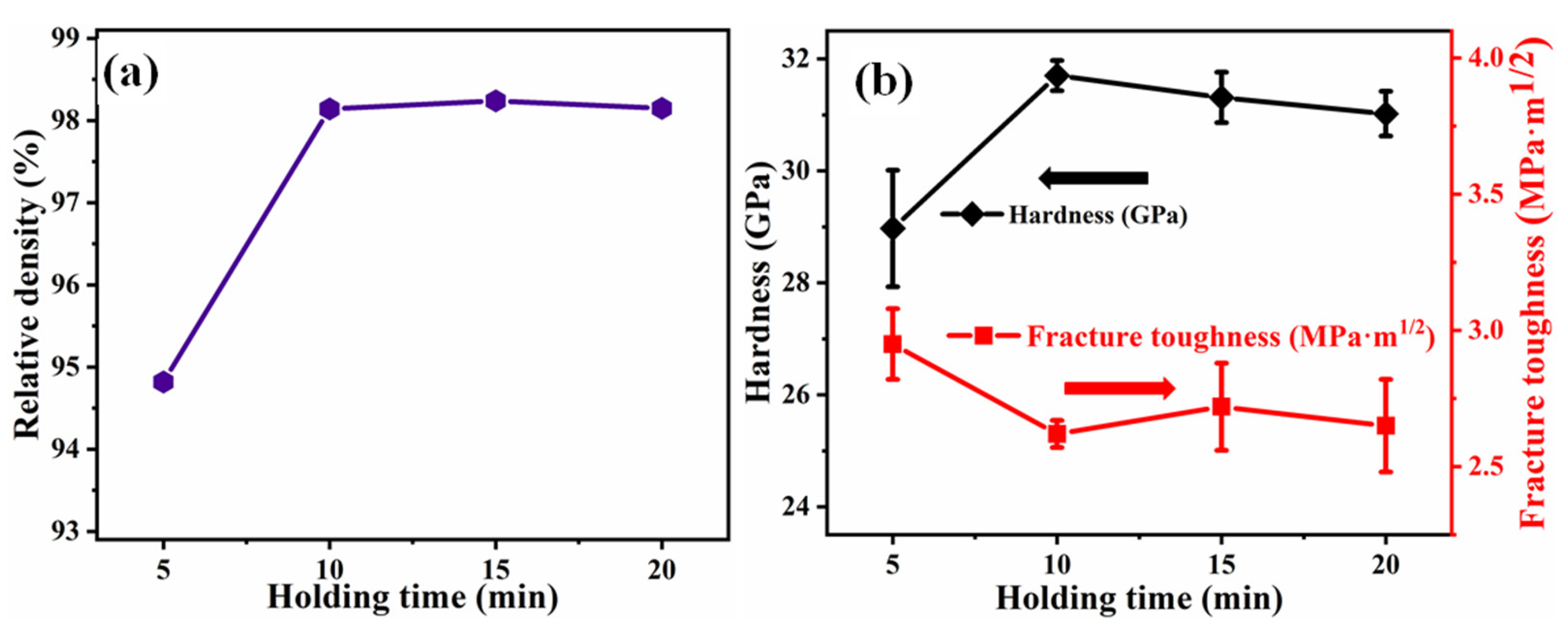
3.1.2. Effect of Holding Time
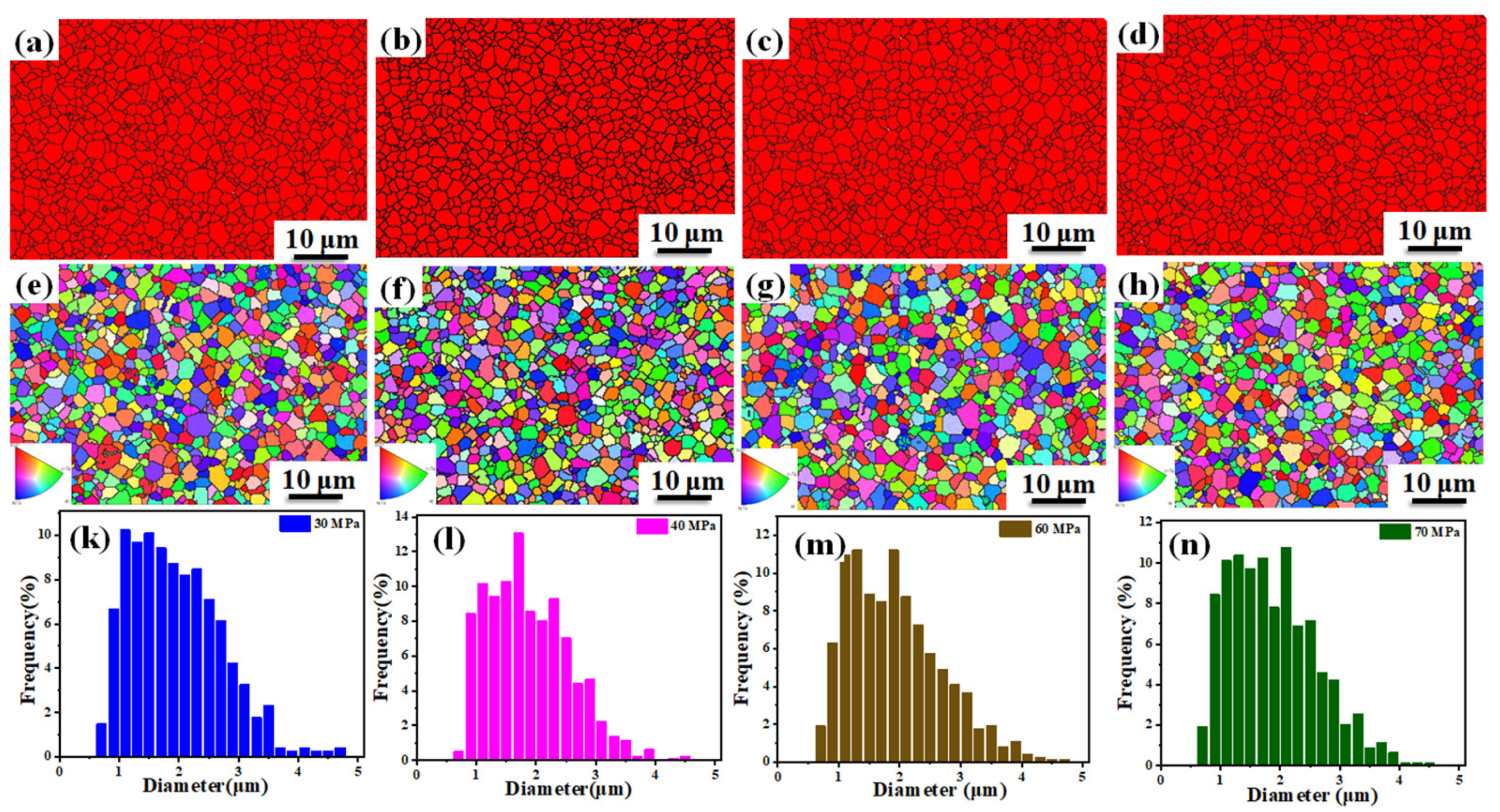
3.1.3. Effect of Sintering Pressure
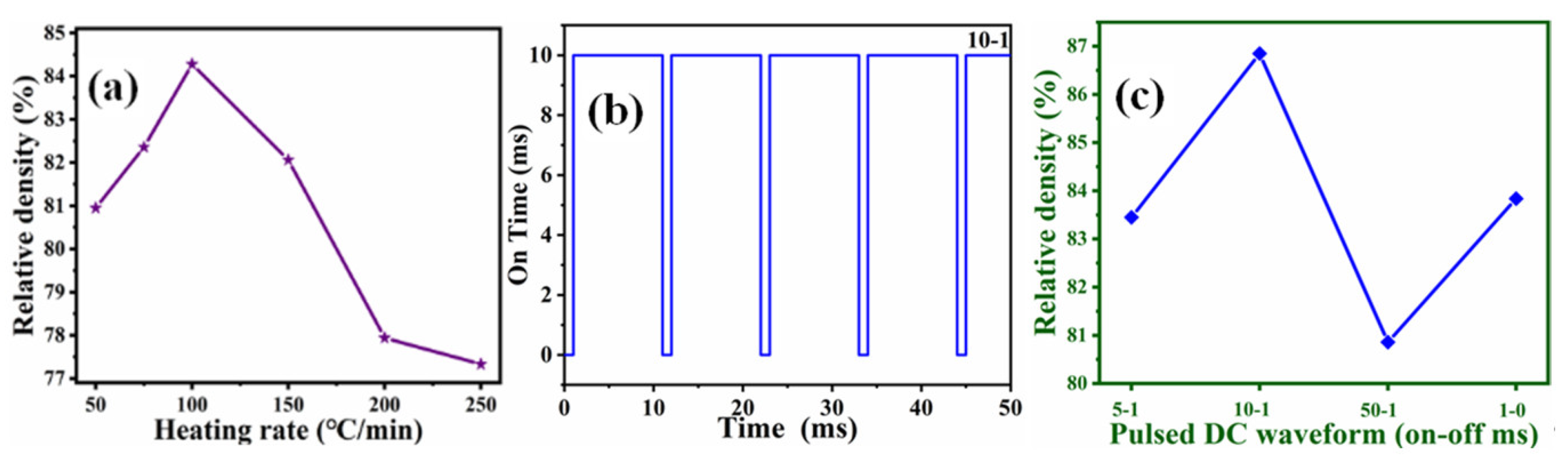
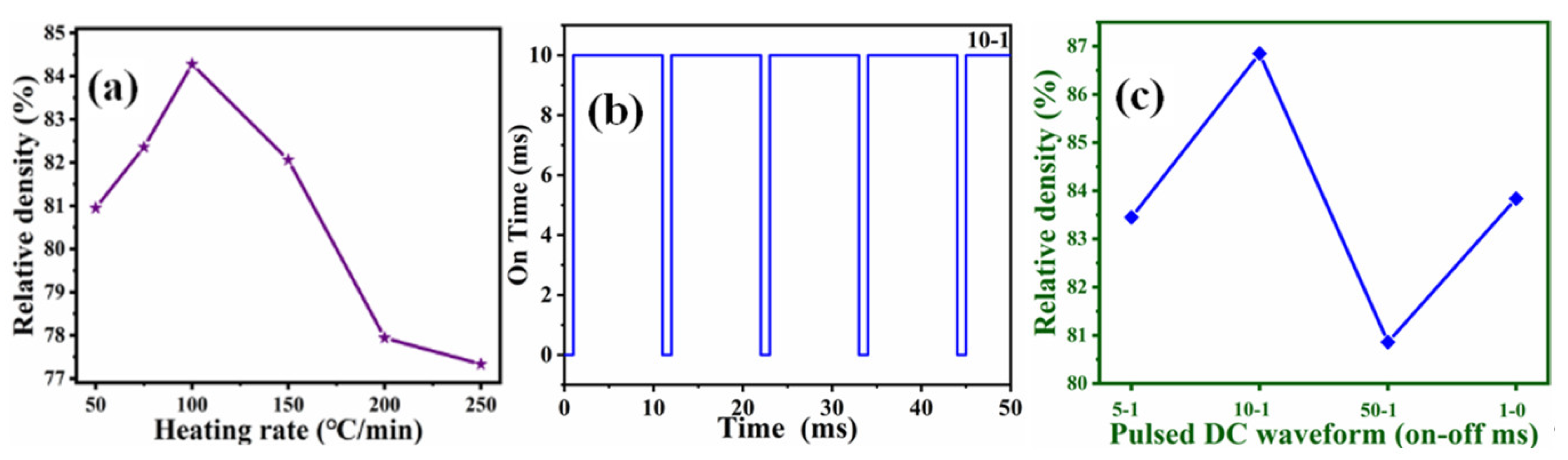
3.1.4. Influence of Heating Rate
3.1.5. Effect of Pulse Rate
3.1.6. Effect of the Particle Size of the Raw Material
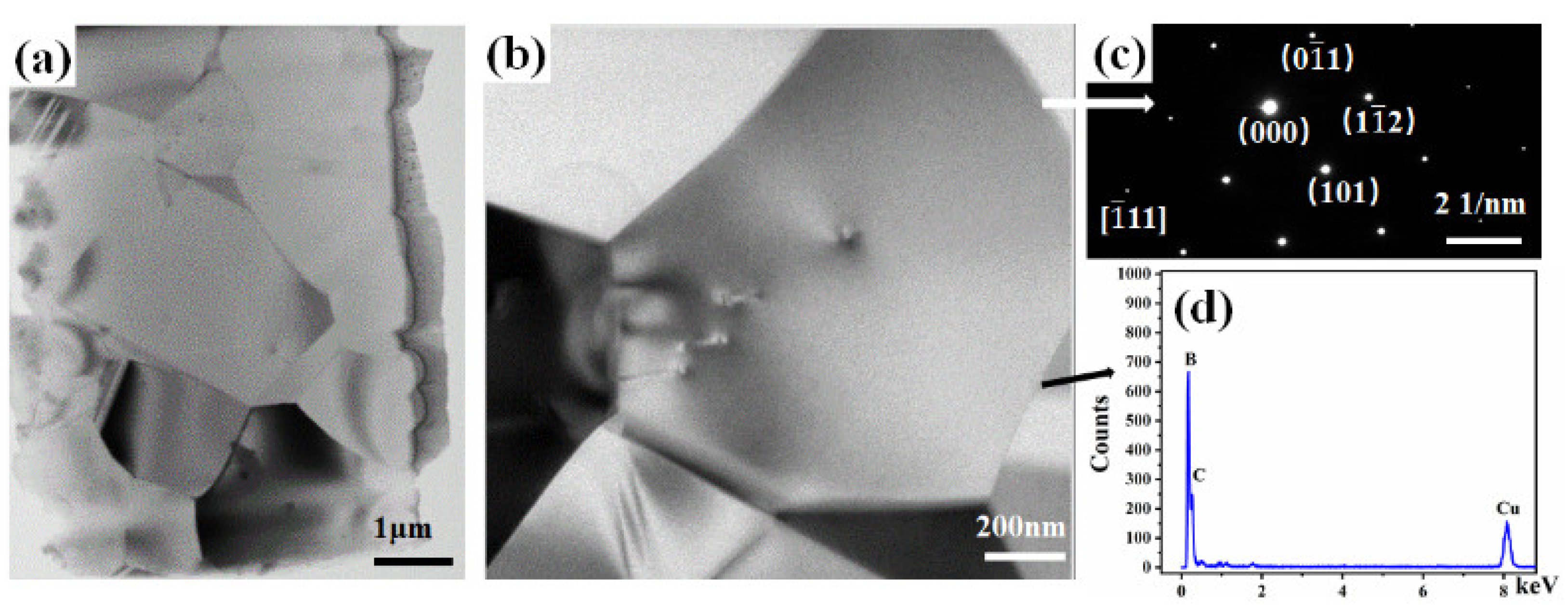
3.2. TEM Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Suri, A.K.; Subramanian, C.; Sonber, J.K.; Murthy, T.S.R.C. Synthesis and consolidation of boron carbide: A review. Int. Mater. Rev. 2010, 55, 4–40. [Google Scholar] [CrossRef]
- Thevenot, F. Boron carbide—A comprehensive review. J. Eur. Ceram. Soc. 1990, 6, 205–225. [Google Scholar] [CrossRef]
- Thevenot, F. A Review on Boron Carbide. Key Eng. Mater. 1991, 56–57, 59–88. [Google Scholar] [CrossRef]
- Domnich, V.; Reynaud, S.; Haber, R.A.; Chhowalla, M. Boron Carbide: Structure, Properties, and Stability under Stress. J. Am. Ceram. Soc. 2011, 94, 3605–3628. [Google Scholar] [CrossRef]
- Rehman, S.S.; Ji, W.; Fu, Z.; Wang, W.; Wang, H.; Asif, M.; Zhang, J. In situ synthesis and sintering of B4C/ZrB2 composites from B4C and ZrH2 mixtures by spark plasma sintering. J. Eur. Ceram. Soc. 2015, 35, 1139–1145. [Google Scholar] [CrossRef]
- Dudina, D.V.; Hulbert, D.M.; Jiang, D.; Unuvar, C.; Cytron, S.J.; Mukherjee, A.K. In situ boron carbide–titanium diboride composites prepared by mechanical milling and subsequent Spark Plasma Sintering. J. Mater. Sci. 2008, 43, 3569–3576. [Google Scholar] [CrossRef]
- Li, X.; Jiang, D.; Zhang, J.; Lin, Q.; Chen, Z.; Huang, Z. Densification behavior and related phenomena of spark plasma sintered boron carbide. Ceram. Int. 2014, 40, 4359–4366. [Google Scholar] [CrossRef]
- Sun, C.; Li, Y.; Wang, Y.; Zhu, L.; Jiang, Q.; Miao, Y.; Chen, X. Effect of alumina addition on the densification of boron carbide ceramics prepared by spark plasma sintering technique. Ceram. Int. 2014, 40, 12723–12728. [Google Scholar] [CrossRef]
- Feng, Y.; Hou, Z.; Zhang, H.; Liu, J. Densification and Mechanical Properties of Spark Plasma Sintered B4C with Si as a Sintering Aid. J. Am. Ceram. Soc. 2010, 93, 2956–2959. [Google Scholar]
- Kim, H.W.; Koh, Y.H.; Kim, H.E. Densification and Mechanical Properties of B4C with Al2O3 as a Sintering Aid. J. Am. Ceram. Soc. 2000, 83, 2863–2865. [Google Scholar] [CrossRef]
- Subramanian, C.; Roy, T.; Murthy, T.; Sengupta, P.; Kale, G.; Krishnaiah, M.; Suri, A. Effect of zirconia addition on pressureless sintering of boron carbide. Ceram. Int. 2008, 34, 1543–1549. [Google Scholar] [CrossRef]
- Dole, S.L.; Procházka, S.; Doremus, R.H. ChemInform Abstract: Microstructural Coarsening During Sintering of Boron Carbide. ChemInform 1989, 20. [Google Scholar] [CrossRef]
- Schwetz, K.A.; Sigl, L.S.; Pfau, L. Mechanical Properties of Injection Molded B4C–C Ceramics. J. Solid State Chem. 1997, 133, 68–76. [Google Scholar] [CrossRef]
- Mogilevsky, P.; Gutmanas, E.Y.; Gotman, I.; Telle, R. ChemInform Abstract: Reactive Formation of Coatings at Boron Carbide Interface with Ti and Cr Powders. ChemInform 2010, 26. [Google Scholar] [CrossRef]
- Lange, R.G.; Munir, Z.A.; Holt, J.B. Sintering Kinetics of Pure and Doped Boron Carbide. In Proceedings of the International Nuclear Information System, 5. International Conference on Sintering and Related Phenomena, Notre Dame, IN, USA, 18 June 1979; Volume 10, p. 10494072. [Google Scholar]
- Baharvandi, H.R.; Hadian, A.M.; Alizadeh, A. Processing and Mechanical Properties of Boron Carbide–Titanium Diboride Ceramic Matrix Composites. Appl. Compos. Mater. 2006, 13, 191–198. [Google Scholar] [CrossRef]
- Sigl, L. Processing and mechanical properties of boron carbide sintered with TiC. J. Eur. Ceram. Soc. 1998, 18, 1521–1529. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Wen, R.; Wang, G.; Zhang, X.; Mu, J.; Che, H.; Wang, W. Comparisons of the densification, microstructure and mechanical properties of boron carbide sintered by hot pressing and spark plasma sintering. Ceram. Int. 2018, 44, 2615–2619. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Z.; Peng, Y.; Huang, Y.; Huang, Z.; Zhang, D. Effect of sintering temperature and TiB2 content on the grain size of B4C-TiB2 composites. Mater. Today Commun. 2020, 23, 100875. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: I, Direct Crack Measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Kim, W.; Oh, H.S.; Shon, I.J. The effect of graphene reinforcement on the mechanical properties of Al2O3 ceramics rapidly sintered by high-frequency induction heating. Int. J. Refract. Met. Hard Mater. 2015, 48, 376–381. [Google Scholar] [CrossRef]
- Sairam, K.; Sonber, J.; Murthy, T.; Subramanian, C.; Fotedar, R.; Nanekar, P.; Hubli, R. Influence of spark plasma sintering parameters on densification and mechanical properties of boron carbide. Int. J. Refract. Met. Hard Mater. 2014, 42, 185–192. [Google Scholar] [CrossRef]
- Zhang, M.; Yuan, T.; Li, R.; Xie, S.; Wang, M.; Weng, Q. Densification mechanisms and microstructural evolution during spark plasma sintering of boron carbide powders. Ceram. Int. 2018, 44, 3571–3579. [Google Scholar] [CrossRef]
- Moshtaghioun, B.M.; Gomez-Garcia, D.; Dominguez-Rodriguez, A.; Todd, R.I. Grain size dependence of hardness and fracture toughness in pure near fully-dense boron carbide ceramics. J. Eur. Ceram. Soc. 2016, 36, 1829–1834. [Google Scholar] [CrossRef]
- Shen, Z.; Zhao, Z.; Peng, H.; Nygren, M. Formation of tough interlocking microstructures in silicon nitride ceramics by dynamic ripening. Nat. Cell Biol. 2002, 417, 266–269. [Google Scholar] [CrossRef] [PubMed]
- Hayun, S.; Kalabukhov, S.; Ezersky, V.; Dariel, M.; Frage, N. Microstructural characterization of spark plasma sintered boron carbide ceramics. Ceram. Int. 2010, 36, 451–457. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Klotz, B.R.; Cho, K.C.; Dowding, R.J. Sintering Aids in the Consolidation of Boron Carbide (B4C) by the Plasma Pressure Compaction (P2C) Method. Mater. Manuf. Process. 2004, 19, 631–639. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Jiang, D.; Dudina, D.V.; Mukherjee, A.K. The synthesis and consolidation of hard materials by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2009, 27, 367–375. [Google Scholar] [CrossRef]
- Klotz, B.; Cho, K.; Dowding, R.J.; Sisson, R.D., Jr. Characterization of Boron Carbide Consolidated by the Plasma Pressure Compaction (P2C). In 25th Annual Conference on Composites, Advanced Ceramics, Materials, and Structures: B: Ceramic Engineering and Science Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2001; Volume 22, pp. 27–34. [Google Scholar]
- Eqtesadi, S.; Motealleh, A.; Perera, F.H.; Miranda, P.; Pajares, A.; Wendelbo, R.; Guiberteau, F.; Ortiz, A.L. Fabricating geometrically-complex B4C ceramic components by robocasting and pressureless spark plasma sintering. Scr. Mater. 2018, 145, 14–18. [Google Scholar] [CrossRef]
- Yue, X.; Zhao, S.; Lü, P.; Chang, Q.; Ru, H. Synthesis and properties of hot pressed B4C–TiB2 ceramic composite. Mater. Sci. Eng. A 2010, 527, 7215–7219. [Google Scholar] [CrossRef]
- Sano, T.; Randow, C.L. The Effect of Twins on the Mechanical Behavior of Boron Carbide. Metall. Mater. Trans. A 2011, 42, 570–574. [Google Scholar] [CrossRef]
- MacKinnon, I.D.R. High resolution imaging of boron carbide microstructures. In Proceedings of the AIP Conference Proceedings, Albuquergue, NM, USA, 29–31 July 1985; p. 140. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Wang, W.; Shan, J.; Che, H.; Mu, J.; Wang, G. Microstructure and mechanical properties of B4C-TiB2-SiC composites toughened by composite structural toughening phases. J. Am. Ceram. Soc. 2017, 100, 3099–3107. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Article | Powder Particle Size (μm) | Method: Pressure; Temperature; Heating Rate; Soaking Time | Fracture Toughness (MPa·m1/2); Vickers Hardness (GPa) |
|---|---|---|---|
| Ref. [18] | 1.21 μm | HPS: 40 MPa; 1900 °C; 10 °C/min; 60 min | 2.76 ± 0.25; 21.8 ± 1.1 |
| SPS: 40 MPa; 1900 °C; 100 °C/min; 6 min | 3.15 ± 0.23; 26.4 ± 4.3 | ||
| Ref. [21] | 2.4 μm | SPS: 50 MPa; 1800 °C; 100 °C/min; 15 min | 2.8; 37.2 |
| Ref. [23] | 0.5 μm | SPS: 75 MPa; 1800 °C; 100 °C/min; 15 min | 2.5 ± 0.2; 34 ± 2 |
| Ref. [30] | 0.3 μm | PSPS: 0 MPa; 2100 °C; 100 °C/min; 5 min | -; 27 |
| Our work | 0.5 μm | SPS: 50 MPa; 1850 °C; 100 °C/min; 10 min | 3.21 ± 0.13; 33.5 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Ge, S.; Huang, Y.; Huang, Z.; Zhang, D. Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering. Materials 2021, 14, 1100. https://doi.org/10.3390/ma14051100
Liu Y, Ge S, Huang Y, Huang Z, Zhang D. Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering. Materials. 2021; 14(5):1100. https://doi.org/10.3390/ma14051100
Chicago/Turabian StyleLiu, Yingying, Sheng Ge, Yihua Huang, Zhengren Huang, and Deku Zhang. 2021. "Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering" Materials 14, no. 5: 1100. https://doi.org/10.3390/ma14051100
APA StyleLiu, Y., Ge, S., Huang, Y., Huang, Z., & Zhang, D. (2021). Influence of Sintering Process Conditions on Microstructural and Mechanical Properties of Boron Carbide Ceramics Synthesized by Spark Plasma Sintering. Materials, 14(5), 1100. https://doi.org/10.3390/ma14051100