
Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates

Abstract
1. Introduction
2. Experiment
2.1. Materials
2.2. Electrochemical Treatment of AA6061 Sheets




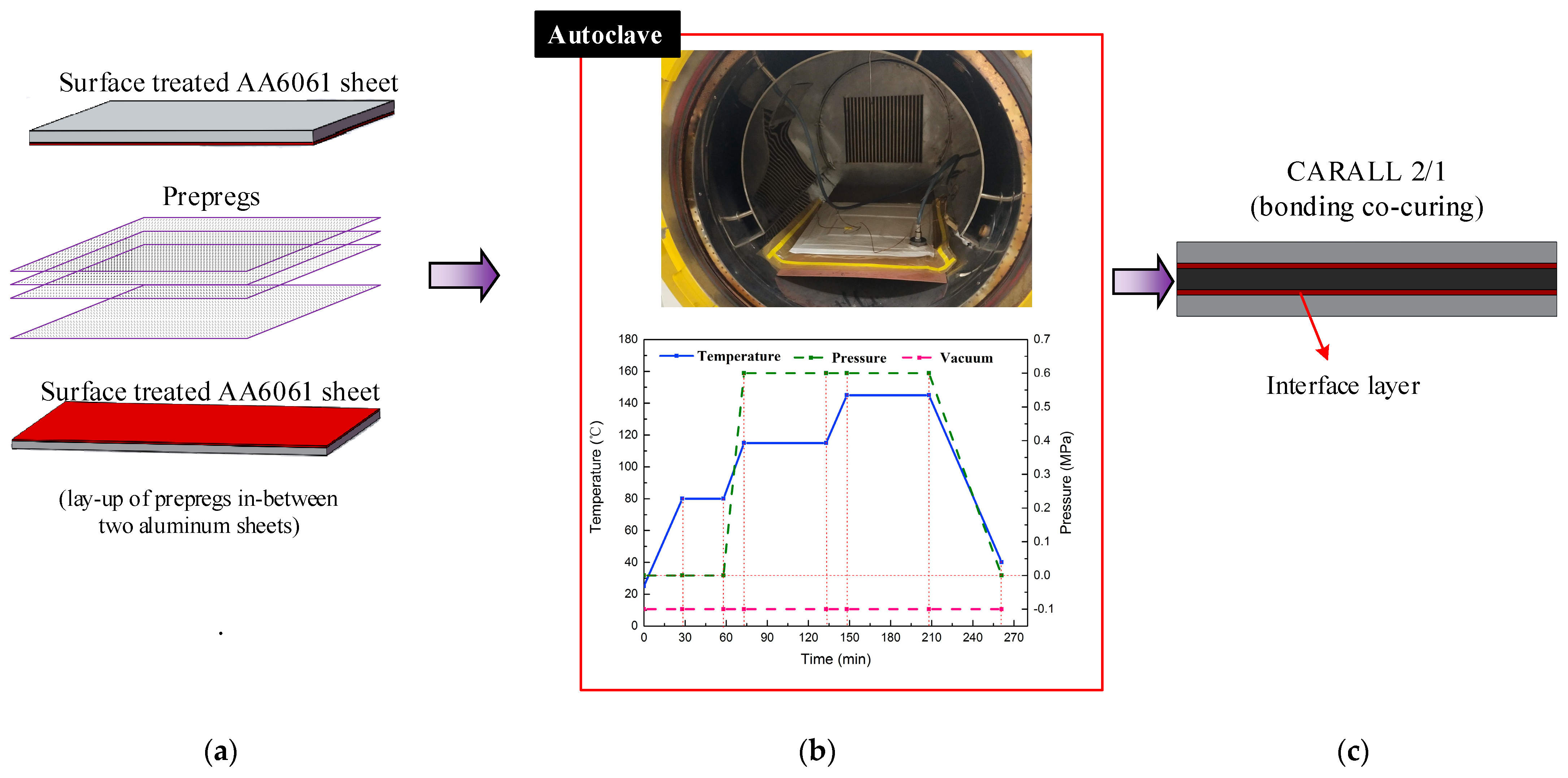
2.3. Fabrication of FMLs
2.4. Experimental Setup
2.4.1. Tension-Shear Test
2.4.2. Three-Point Bending Test
2.4.3. Low-Velocity Impact Test of CARALL
2.5. Interface Analysis Methods
3. Results and Discussion
3.1. Characterization of Pretreated AA6061 Sheet
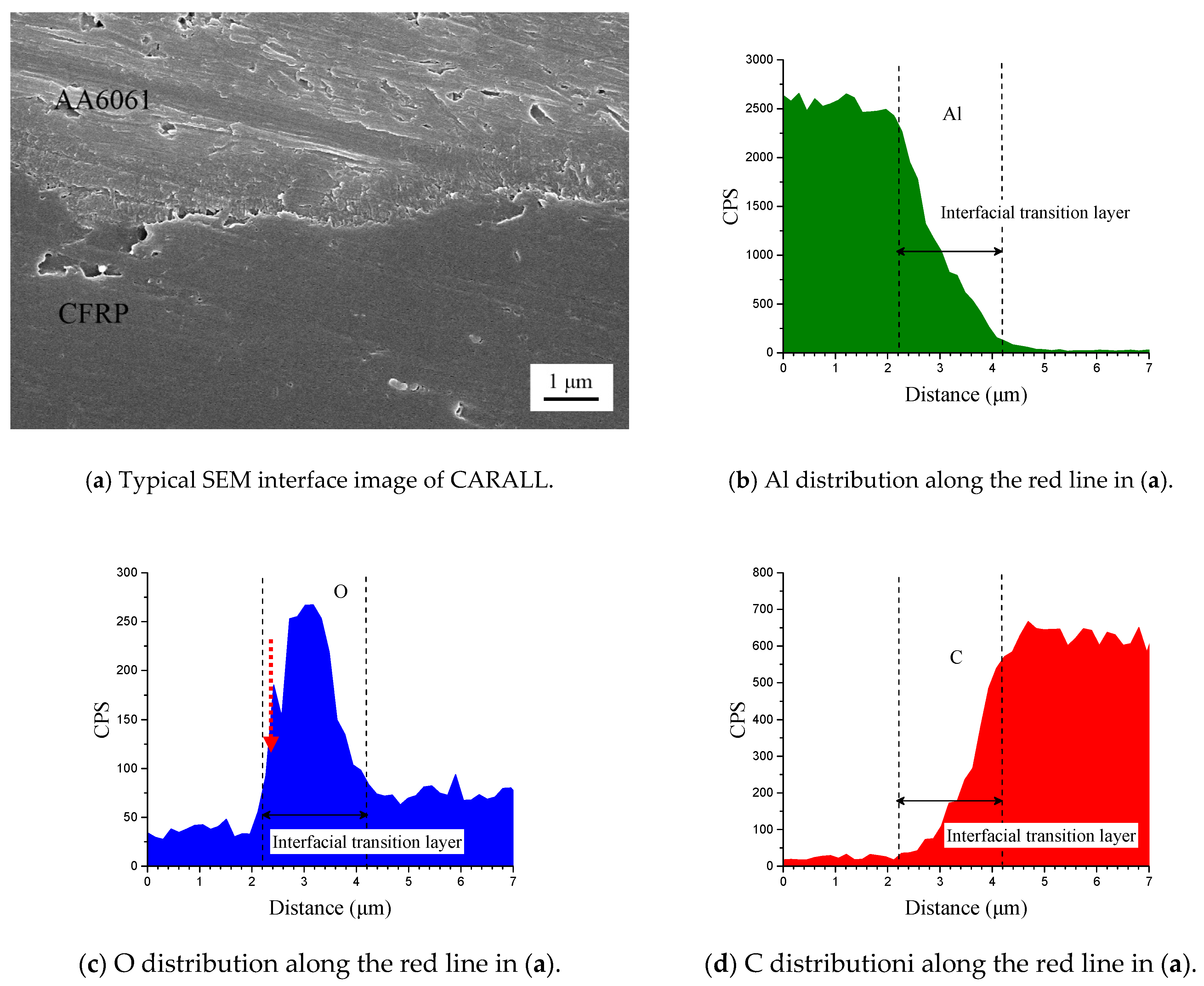
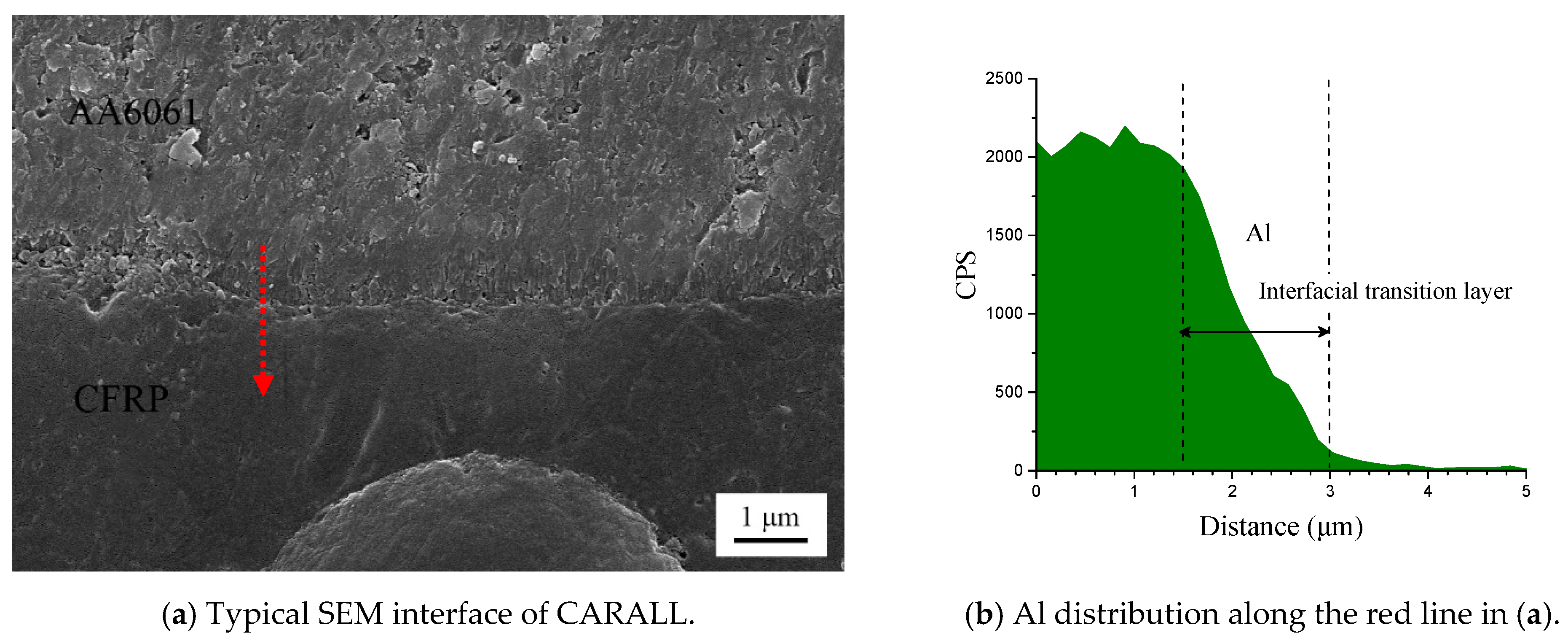
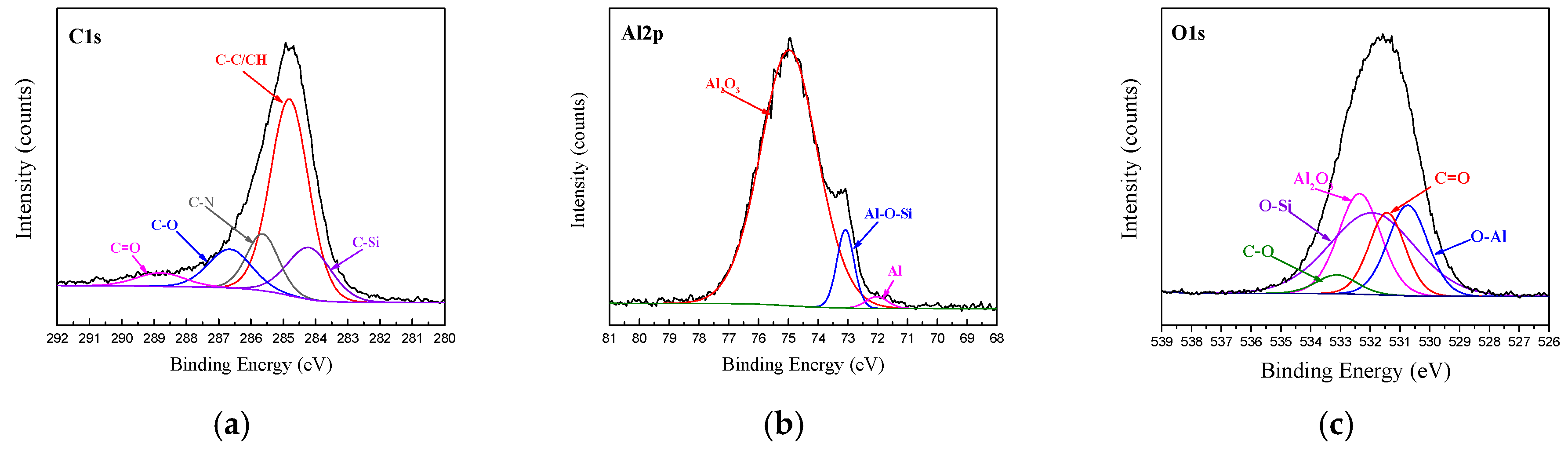
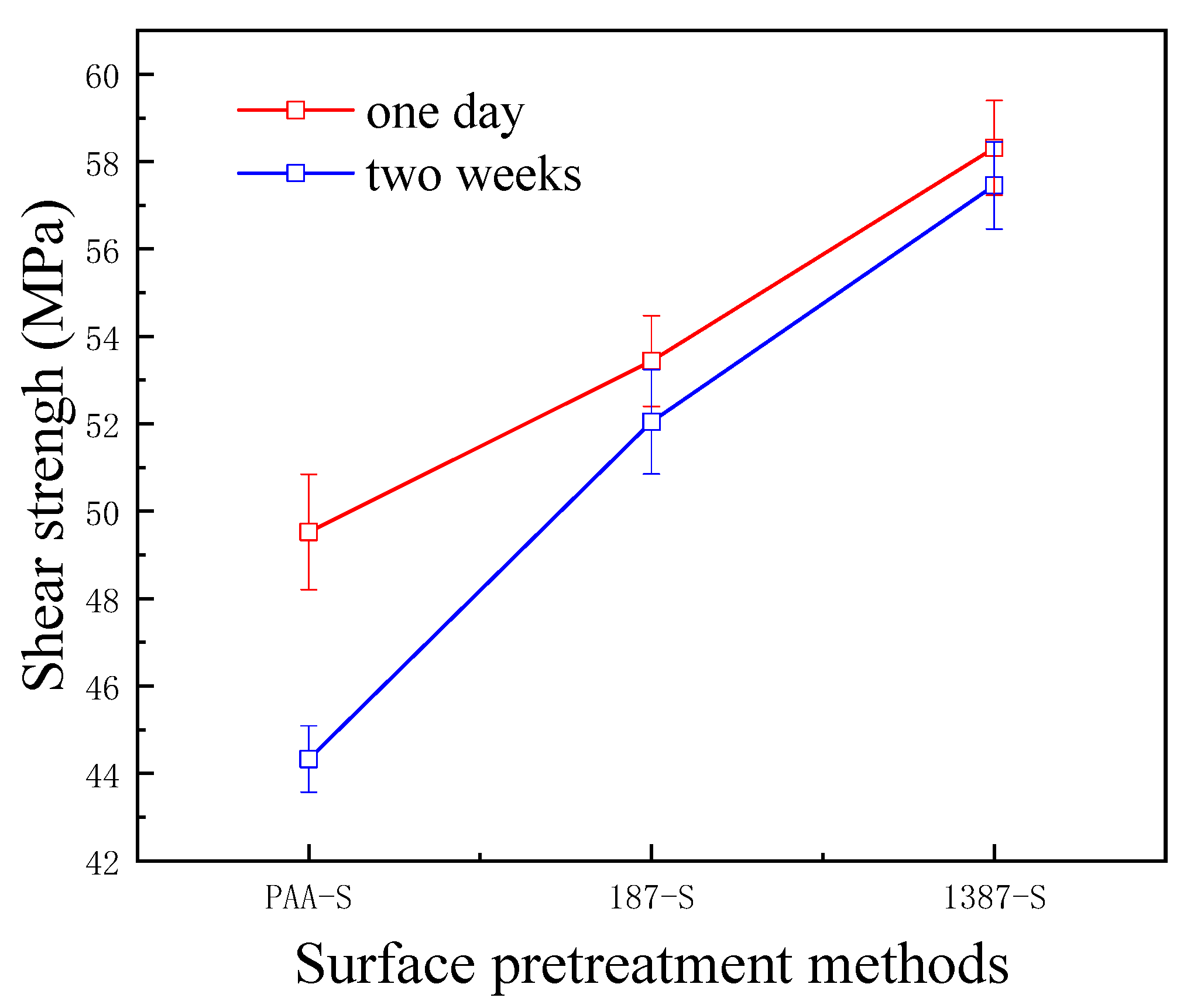
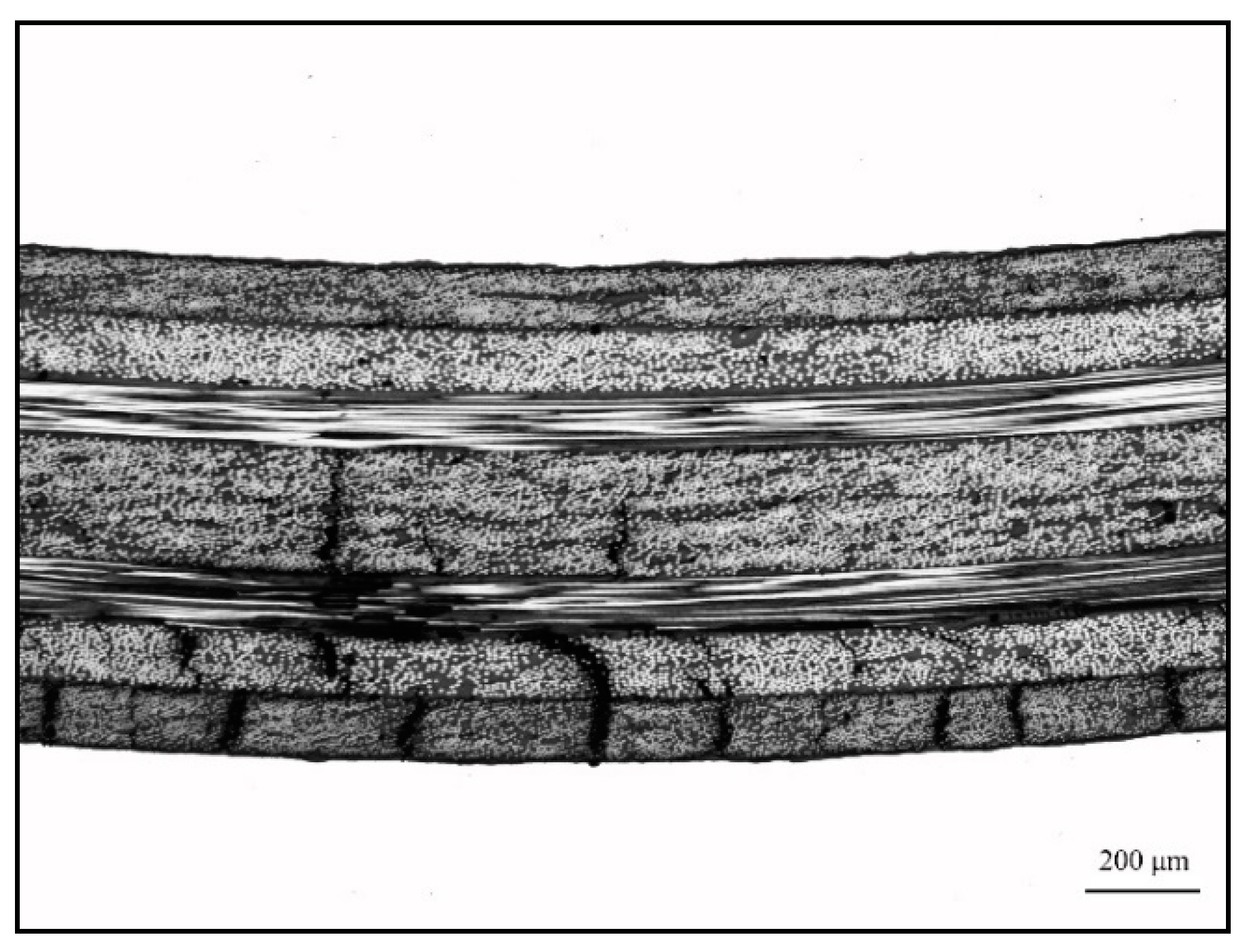
3.2. Interfacial Bonding Property of CARALL
3.3. Bonding Property of CARALL
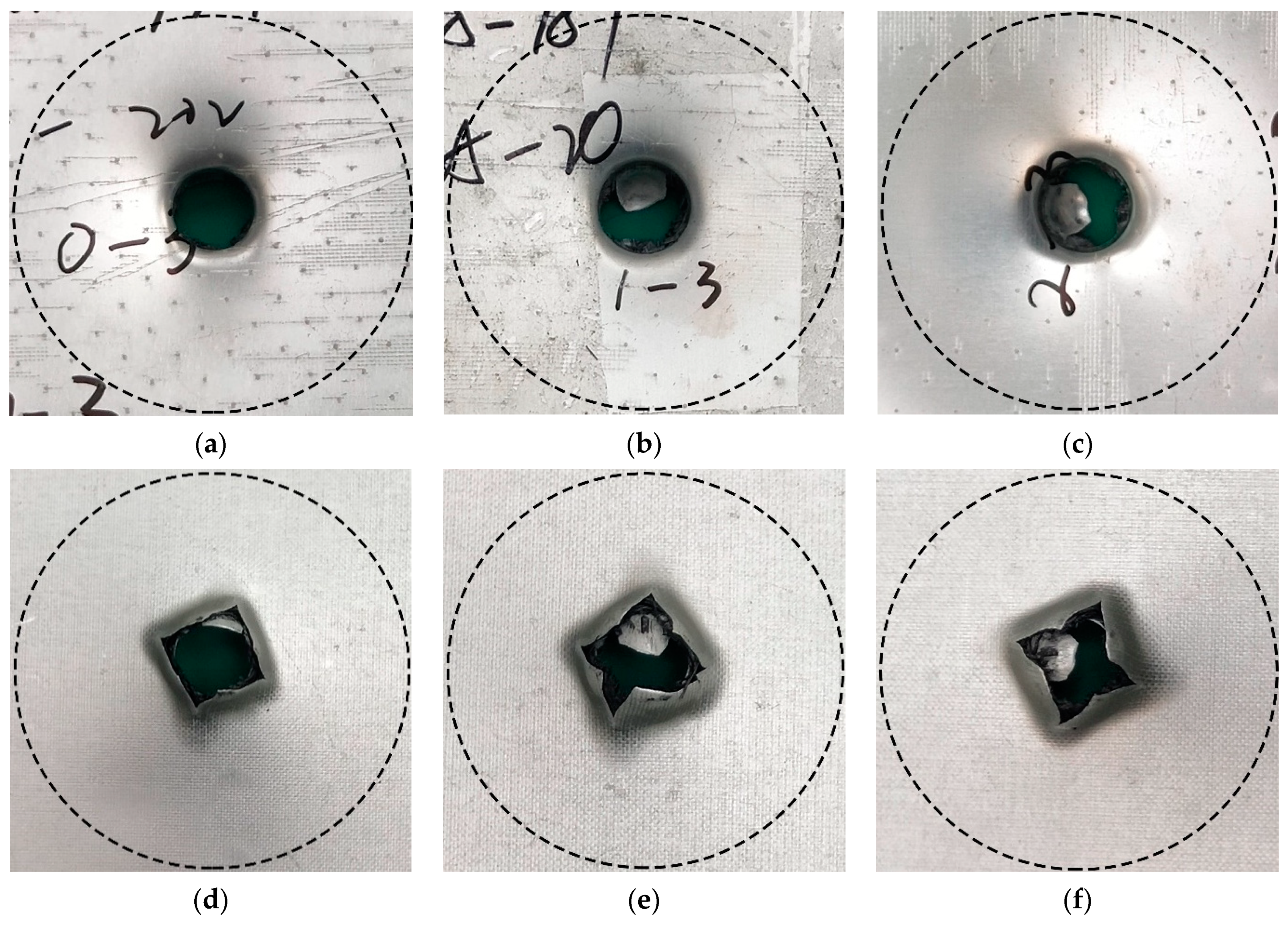
3.4. Low Velocity Impact of CARALL
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, G.C.; Yang, G.M. The mechanical behavior of GLARE laminates for aircraft structures. JOM 2005, 1, 72–79. [Google Scholar] [CrossRef]
- Zhou, J.L. Analysis and prevention of bird-impact accident. Hongdu Sci. Technol. 1997, 1, 45–50. [Google Scholar]
- Wang, B.; Wu, L.-Z.; Ma, L.; Feng, J.-C. Low-velocity impact characteristics and residual tensile strength of carbon fiber composite lattice core sandwich structures. Compos. Part B Eng. 2011, 42, 891–897. [Google Scholar] [CrossRef]
- Abdullah, M.R.; Prawoto, Y.; Cantwell, W.J. Interfacial fracture of the fibre-metal laminates based on fibre reinforced thermo-plastics. Mater. Des. 2015, 66, 46–52. [Google Scholar] [CrossRef]
- Chai, G.B.; Manikandan, P. Low velocity impact response of fibre-metal laminates—A review. Compos. Struct. 2014, 107, 363–381. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. An experimental study on drilling of unidirectional GLARE fibre metal laminates. Compos. Struct. 2015, 133, 794–808. [Google Scholar] [CrossRef]
- Zhou, J.; Ma, L.; Wu, L.Z.; Liu, J.Y.; Vaziri, A. Scaling effects in the mechanical response of sandwich structures based on corrugated composite cores. Compos. Part B 2016, 93, 88–96. [Google Scholar] [CrossRef]
- Park, K.-J.; Jung, K.; Kim, Y.-W. Evaluation of homogenized effective properties for corrugated composite panels. Compos. Struct. 2016, 140, 644–654. [Google Scholar] [CrossRef]
- Liu, J.; He, W.; Xie, D.; Tao, B. The effect of impactor shape on the low-velocity impact behavior of hybrid corrugated core sandwich structures. Compos. Part B Eng. 2017, 111, 315–331. [Google Scholar] [CrossRef]
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 71–85. [Google Scholar] [CrossRef]
- Zheng, X.W.; Hu, Y.B.; Xu, Y.W.; Wang, W.T.; Zheng, X.W.; Liu, H.B. Reinforcement effects of aluminum-lithium alloy on the mechanical properties of novel fiber metal laminate. Compos. Part 2015, 82, 72–77. [Google Scholar]
- Botelho, E.; Almeida, R.; Pardini, L.; Rezende, M. Elastic properties of hygrothermally conditioned glare laminate. Int. J. Eng. Sci. 2007, 45, 163–172. [Google Scholar] [CrossRef]
- Chen, J.F.; Morozov, E.V.; Shankar, K. Progressive failure analysis of perforated aluminium/CFRP fibre metal laminates using acombined elastoplastic damage model and including delamination effects. Compos. Struct. 2014, 11, 64–79. [Google Scholar] [CrossRef]
- Liang, C.S.; Liv, Z.F.; Bo, Y.; Cui, J.Y.; Xu, S.A. Effect of modified polypropylene on the interfacial bonding of polymer-aluminium laminated films. Mater. Des. 2015, 81, 1–8. [Google Scholar] [CrossRef]
- Botelho, E.; Pardini, L.; Rezende, M. Evaluation of hygrothermal effects on the shear properties of Carall composites. Mater. Sci. Eng. A 2007, 453, 292–301. [Google Scholar] [CrossRef]
- Yu, G.-C.; Wu, L.-Z.; Ma, L.; Xiong, J. Low velocity impact of carbon fiber aluminum laminates. Compos. Struct. 2015, 119, 757–766. [Google Scholar] [CrossRef]
- Borrie, D.; Liu, H.; Zhao, X.; Raman, R.S.; Bai, Y. Bond durability of fatigued CFRP-steel double-lap joints pre-exposed to marine environment. Compos. Struct. 2015, 131, 799–809. [Google Scholar] [CrossRef]
- Liao, J.; Cao, Z.Q.; Dai, Y.; Ma, H.Y. Experimental study on basic forming property of glass fiber reinforced aluminium laminates. Chin. Mech. Eng. 2008, 2, 48–51. [Google Scholar]
- Ning, H.M.; Li, Y.; Hu, N.; Arai, M.; Takizawa, N.; Liu, Y.L.; Wu, L.K.; Li, J.H.; Mo, F.H. Experimental and numerical study on the im-provement of interlaminar mechanical properties of Al/CFRP laminates. J. Mater. Process. Technol. 2015, 216, 79–88. [Google Scholar] [CrossRef]
- Zhai, B.; Wang, S.; Zhang, B.; Yue, G. Effect of anodizing process on the mechanical properties of glass fiber reinforced aluminum laminates. Acta Mater. Compos. Sin. 2013, 30, 4–9. [Google Scholar]
- Zhang, Z.; Shan, J.-G.; Tan, X.-H.; Zhang, J. Effect of anodizing pretreatment on laser joining CFRP to aluminum alloy A6061. Int. J. Adhes. Adhes. 2016, 70, 142–151. [Google Scholar] [CrossRef]
- Mei, L.; He, X.; Li, Y.; Peng, Q.; Wang, R.; Xu, J. Enhancement of composite-metal interfacial adhesion strength by dendrimer. Surf. Interface Anal. 2011, 43, 726–733. [Google Scholar] [CrossRef]
- Hamill, L.; Nutt, S. Adhesion of metallic glass and epoxy in composite-metal bonding. Compos. Part 2018, 134, 86–92. [Google Scholar] [CrossRef]
- Zhang, X.; Hu, Y.B.; Li, H.G.; Tian, J.M.; Fu, X.L.; Xu, Y.M.; Lu, Y.; Chen, Y.J.; Qin, L.; Tao, J. Effect of multi-walled carbon nanotubes addition on the interfacial property of titanium-based fiber metal laminates. Polym. Compos. 2017, 39, E1159–E1168. [Google Scholar] [CrossRef]
- Lin, Y.Y.; Li, H.G.; Wang, Q.L.T.; Gong, Z.B.; Tao, J. Effect of plasma surface treatment of aluminum alloy sheet on the properties of Al/Gf/PP laminates. Appl. Surf. Sci. 2020, 507, 145062. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, Q.Y.; Dai, Y.; Hu, F.P.; Liu, G.; Xu, Z.Y.; Wei, G.B.; Xu, T.C.; Zeng, Q.W.; Xie, W.D. Effects of surface treatments and bonding types on the interfacial behavior of fiber metal laminate based on magnesium alloy. Appl. Surf. Sci. 2018, 427, 897–906. [Google Scholar] [CrossRef]
- He, Y.; Chen, C.; Zhong, F.; Fan, Y.; Xu, Z. The impact of nano titanium dioxide modified by KH560 on epoxy coating performance. Mater. Sci. Technol. 2014, 22, 1–6. [Google Scholar]
- Wang, X.; Li, A.; Li, G.; Guan, C. Studies on the application for SCA in the metal pretreatment of anti-corrosion coatings. J. Mater. Sci. Eng. 2005, 23, 46–50. [Google Scholar]
- Mallakpour, S.; Madani, M. A review of current coupling agents for modification of metal oxide nanoparticles. Prog. Org. Coat. 2015, 86, 194–207. [Google Scholar] [CrossRef]
- Deng, S.H.; Li, Z.Q.; Liu, Z.Z. Study on the modification of epoxy matrix by coupling agent in glass fiber composite. Thermosetting Resin 2017, 32, 45–50. [Google Scholar]
- GB/T 6396-2008. Clad Steel Plates–Mechanical and Technological Test; GB/T: Beijing, China, 2008. [Google Scholar]
- ASTM D7264/D7264M-15. Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM D7136/D7136M-15. Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Belwalkar, A.; Grasing, E.; Van Geertruyden, W.; Huang, Z.; Misiolek, W. Effect of processing parameters on pore structure and thickness of anodic aluminum oxide (AAO) tubular membranes. J. Membr. Sci. 2008, 319, 192–198. [Google Scholar] [CrossRef]
- OZij, W.J.V.; Sabata, A. Characterization of Films of Organofunctional Silanes by ToF-SIMS. Surf. Interface Anal. 1993, 20, 475–484. [Google Scholar]
- Wang, Y.F.; Guo, Z.C.; Wang, R.M. Preparation and analysis of composite silylanization film on aluminum alloy surface. Heat Treat. Met. 2007, 32, 68–70. [Google Scholar]
- Sbirrazzuoli, N.; Mititelu-Mija, A.; Vincent, L.; Alzina, C. Isoconversional kinetic analysis of stoichiometric and off-stoichiometric epoxy-amine cures. Thermochim. Acta 2006, 447, 167–177. [Google Scholar] [CrossRef]
- Pan, L.; Ali, A.; Wang, Y.F.; Zheng, Z.M.; Liv, Y.F. Characterization of effects of heat treated anodized film on the properties of hy-grothermally aged AA5083-based fiber-metal laminates. Compos. Struct. 2017, 167, 112–122. [Google Scholar] [CrossRef]
- Lee, M.S.; Kim, S.J.; Lim, O.D.; Kang, C.G. A study on mechanical properties of Al5052/CFRP/Al5052 composite through three-point bending tests and shear lap tests according to surface roughness. J. Compos. Mater. 2016, 10, 1–11. [Google Scholar] [CrossRef]
- Deng, S.H.; Zhou, X.D.; Zhu, M.Q.; Fan, C.; Lin, Q.F. Interfacial toughening and consequent improvement in fracture toughness of carbon fiber reinforced epoxy resin composites: Induced by diblock copolymers. Express Polym. Lett. 2013, 7, 25–35. [Google Scholar] [CrossRef]
- Li, X.; Zhang, X.; Zhang, H.; Yang, J.; Nia, A.B.; Chai, G.B.; Boay, C.G. Mechanical behaviors of Ti/CFRP/Ti laminates with different surface treatments of titanium sheets. Compos. Struct. 2017, 163, 21–31. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Composition (w/%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Mg | Zn | Mn | Cr | Ti | Cu | Al | |
| AA6061 | 0.6 | 0.7 | 1.2 | 0.25 | 0.15 | 0.2 | 0.15 | 0.15 | Bal. |
| Silane Coupling Agent | Chemical Name | Structural Formula |
|---|---|---|
| A-187 | γ-glycidoxy propyl trimethoxy silane |  |
| A-1387 | Polyamide silane |  |
| Mark | Sequence of Al Surface Pretreatments |
|---|---|
| PAA | Sanding, surface corrosion, anodizing |
| 187 | Sanding, surface corrosion, anodizing, A-187 surface modification |
| 1387 | Sanding, surface corrosion, anodizing, A-1387 surface modification |
| Mark. | Fiber Direction (°) | AA6061 Sheet Thickness (mm) | Surface Pretreatment of AA6061 Sheet | Total Thickness of CARALL (mm) |
|---|---|---|---|---|
| PAA-0.4 | [90/0/45/90/−45/0]s | 0.4 | A | 2 |
| PAA-0.6 | [0/45/90/−45]s | 0.6 | A | 2 |
| PAA-0.8 | [0/45/90/−45] | 0.8 | A | 2 |
| PAA-S | [0]10 | 1.0 | A | 3 |
| 187-0.4 | [90/0/45/90/−45/0]s | 0.4 | B | 2 |
| 187-0.6 | [0/45/90/−45]s | 0.6 | B | 2 |
| 187-0.8 | [0/45/90−45] | 0.8 | B | 2 |
| 187-S | [0]10 | 1.0 | B | 3 |
| 1387-0.4 | [90/0/45/90/−45/0]s | 0.4 | C | 2 |
| 1387-0.6 | [0/45/90/−45]s | 0.6 | C | 2 |
| 1387-0.8 | [0/45/90−45] | 0.8 | C | 2 |
| 1387-S | [0]10 | 1.0 | C | 3 |
| Materials | AA6061/CFRP/AA6061 | ||
|---|---|---|---|
| Loading Direction  |  |  |  |
| Thickness of AA6061 sheet | 0.4 mm | 0.6 mm | 0.8 mm |
| Thickness of CFRP | 1.2 mm | 0.8 mm | 0.4 mm |
| Thickness of CARALL | 2 mm | 2 mm | 2 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, W.; Xiao, H.; Wang, J.; Li, X. Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates. Materials 2021, 14, 1019. https://doi.org/10.3390/ma14041019
Zhu W, Xiao H, Wang J, Li X. Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates. Materials. 2021; 14(4):1019. https://doi.org/10.3390/ma14041019
Chicago/Turabian StyleZhu, Wei, Hong Xiao, Jian Wang, and Xiudong Li. 2021. "Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates" Materials 14, no. 4: 1019. https://doi.org/10.3390/ma14041019
APA StyleZhu, W., Xiao, H., Wang, J., & Li, X. (2021). Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates. Materials, 14(4), 1019. https://doi.org/10.3390/ma14041019