
Corrosion and Wear Behavior of WC–10Co4Cr Coating under Saturated Salt Drilling Fluid



Abstract
:1. Introduction
2. Materials and Methods
2.1. Simulation
2.2. Corrosion and Erosion Characterization
2.3. Friction Test
3. Results
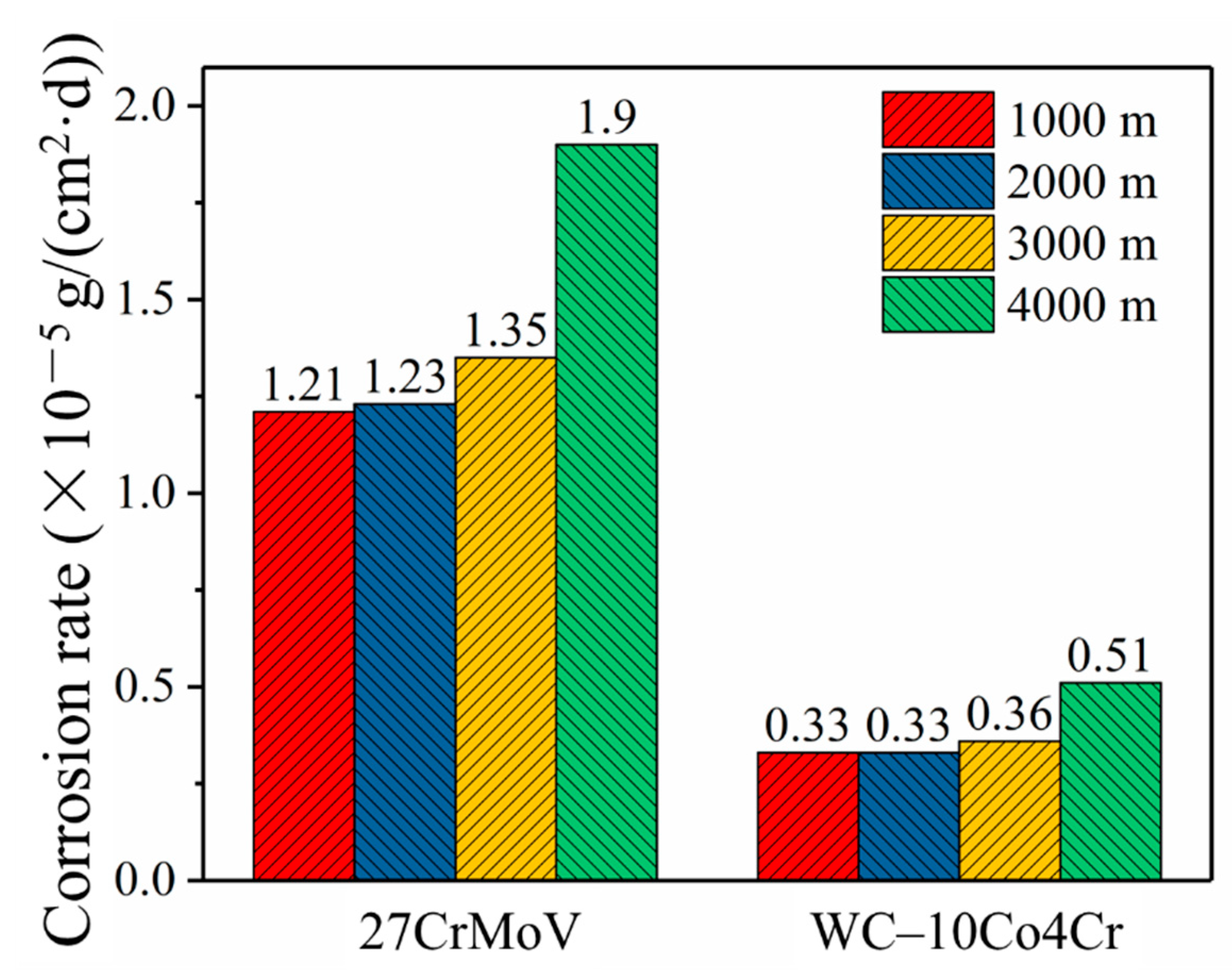
3.1. Corrosion and Erosion Behavior
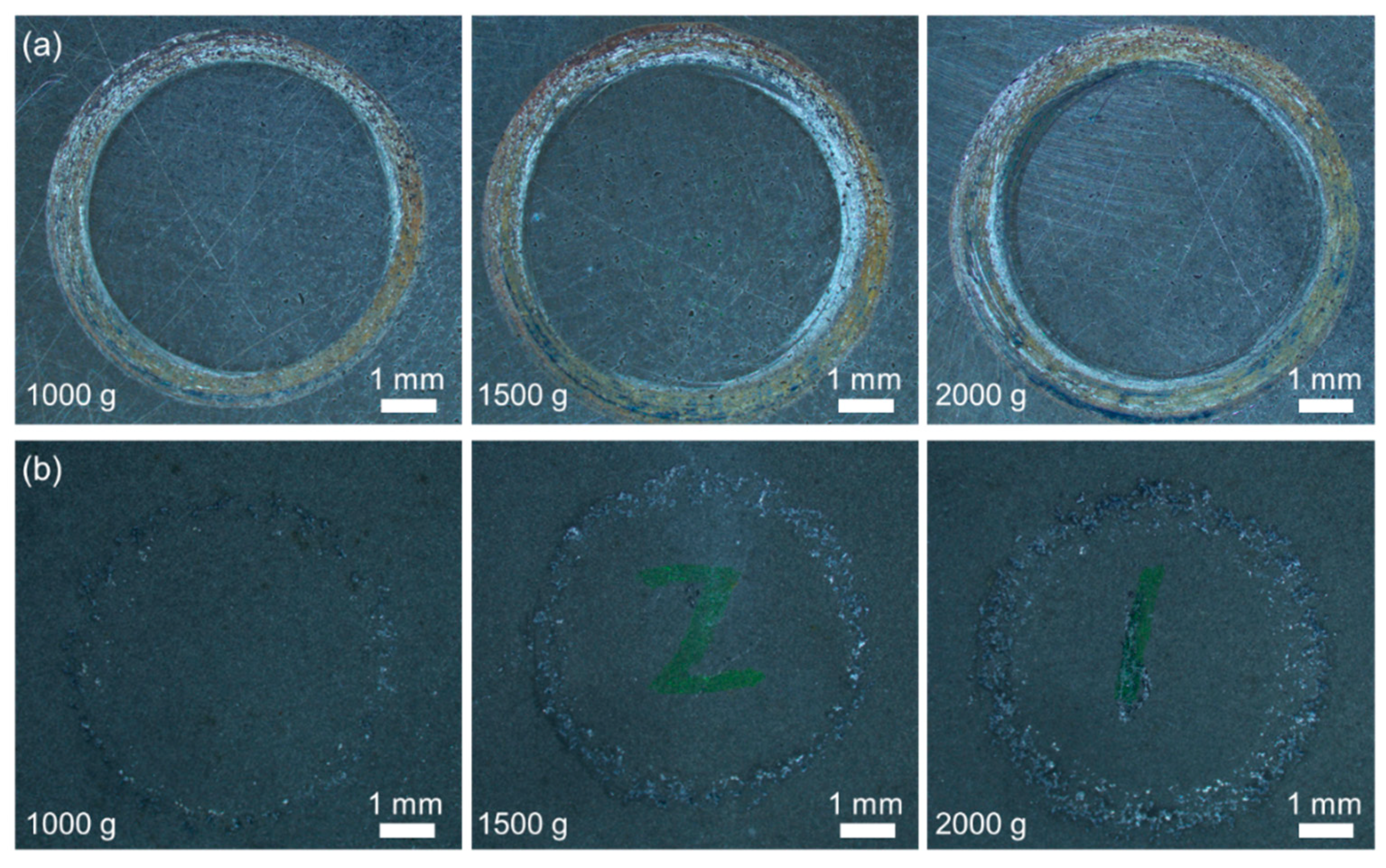
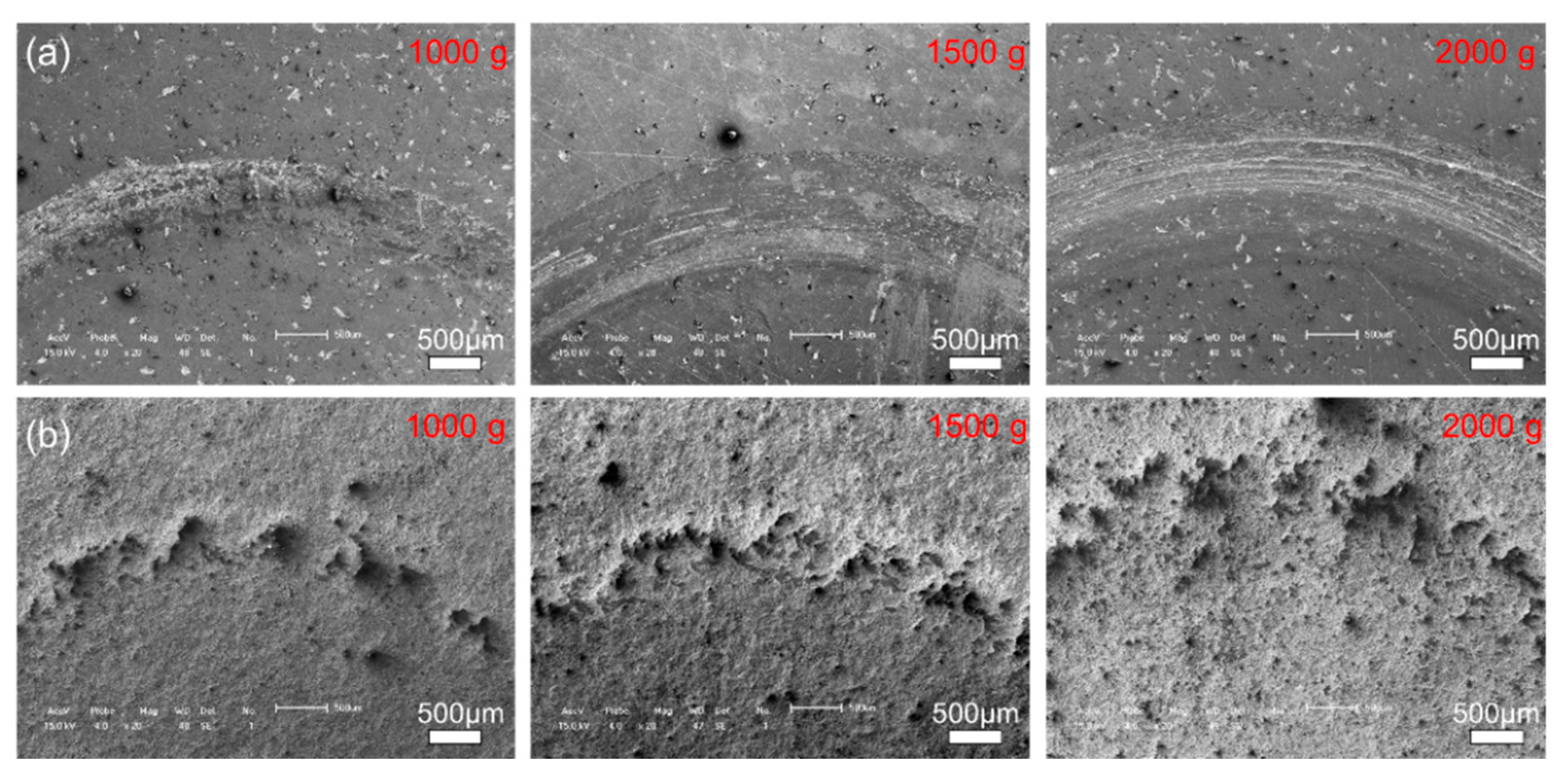
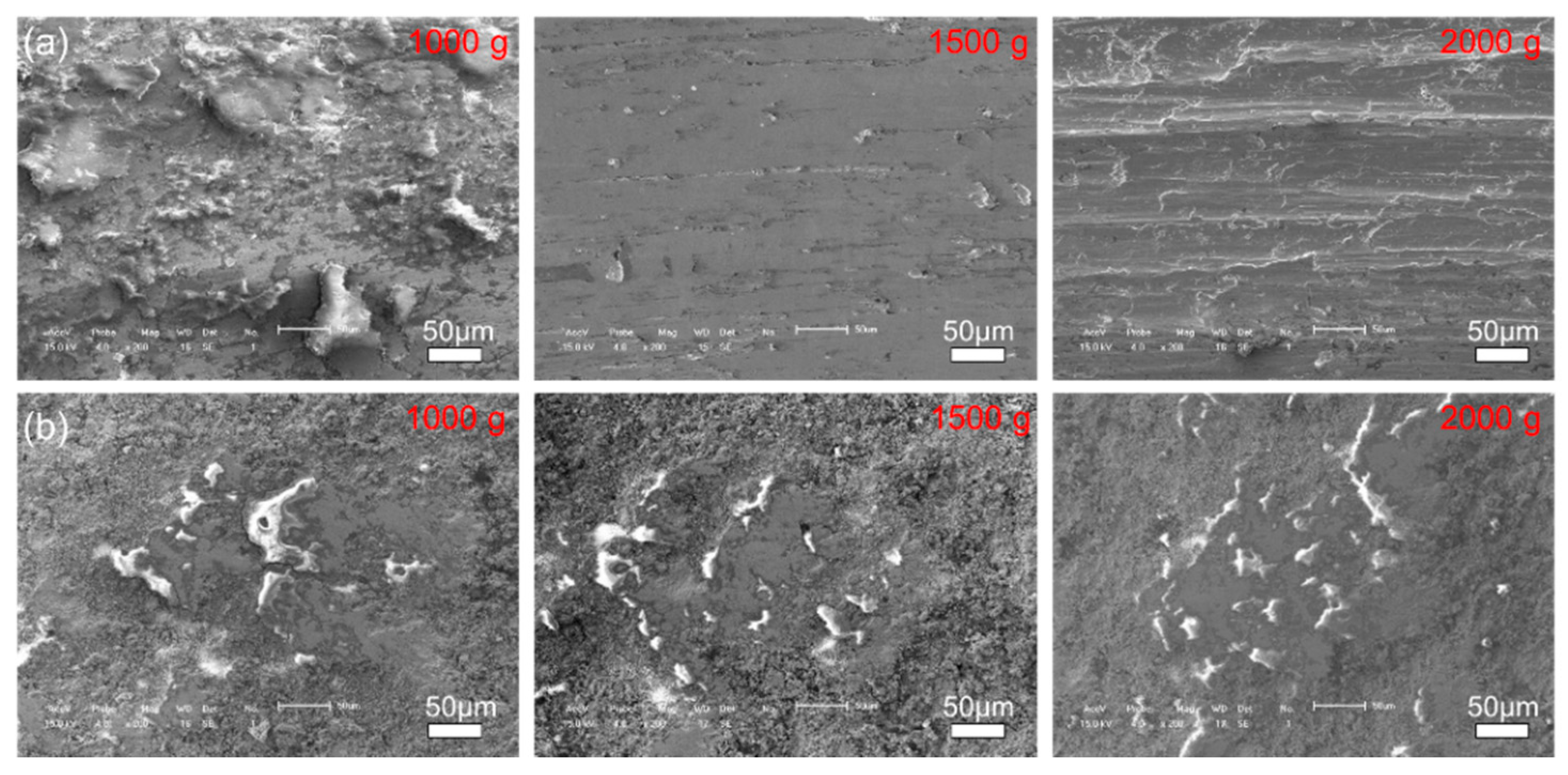
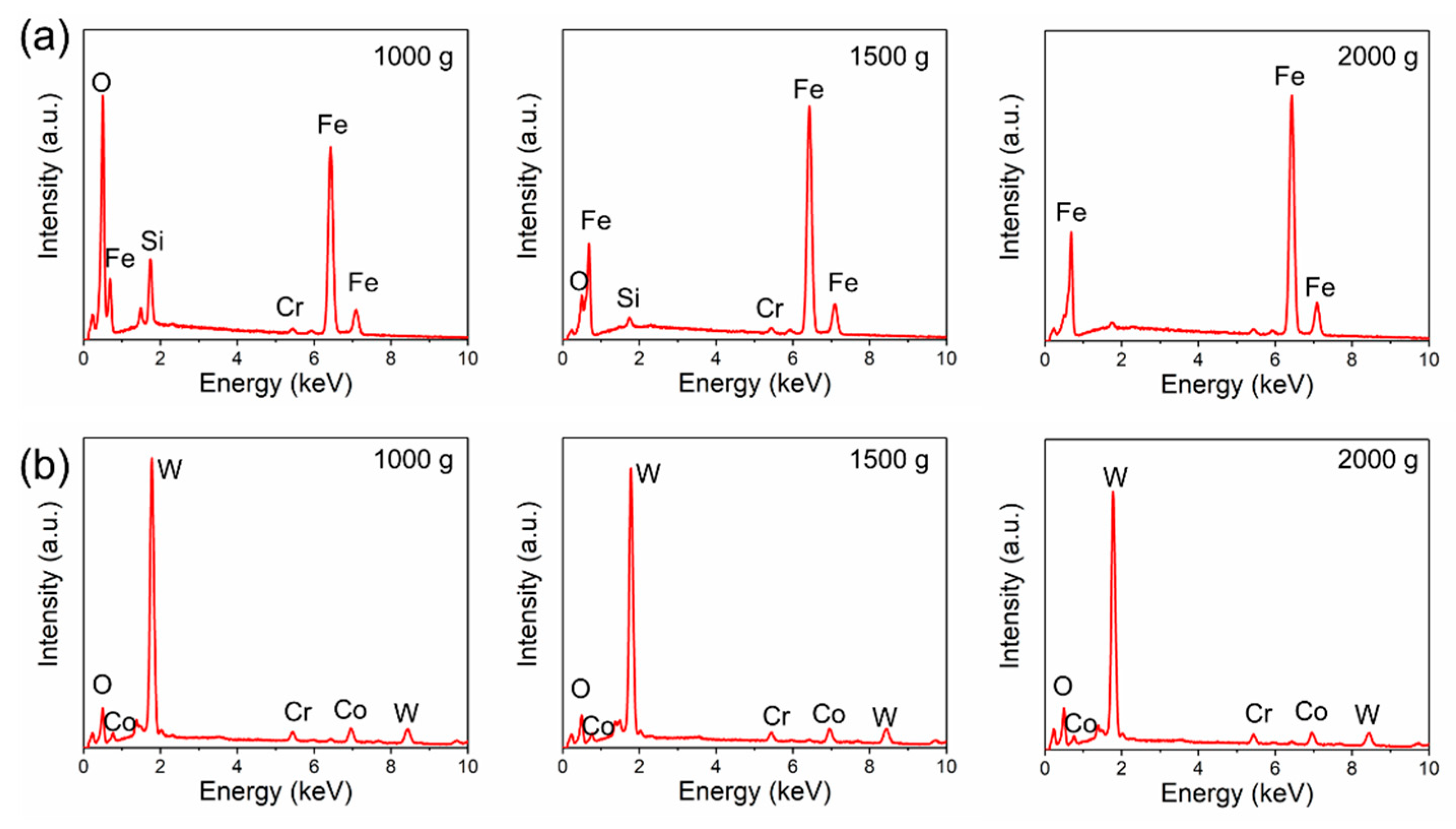
3.2. Tribological Performance
4. Conclusions
- (1)
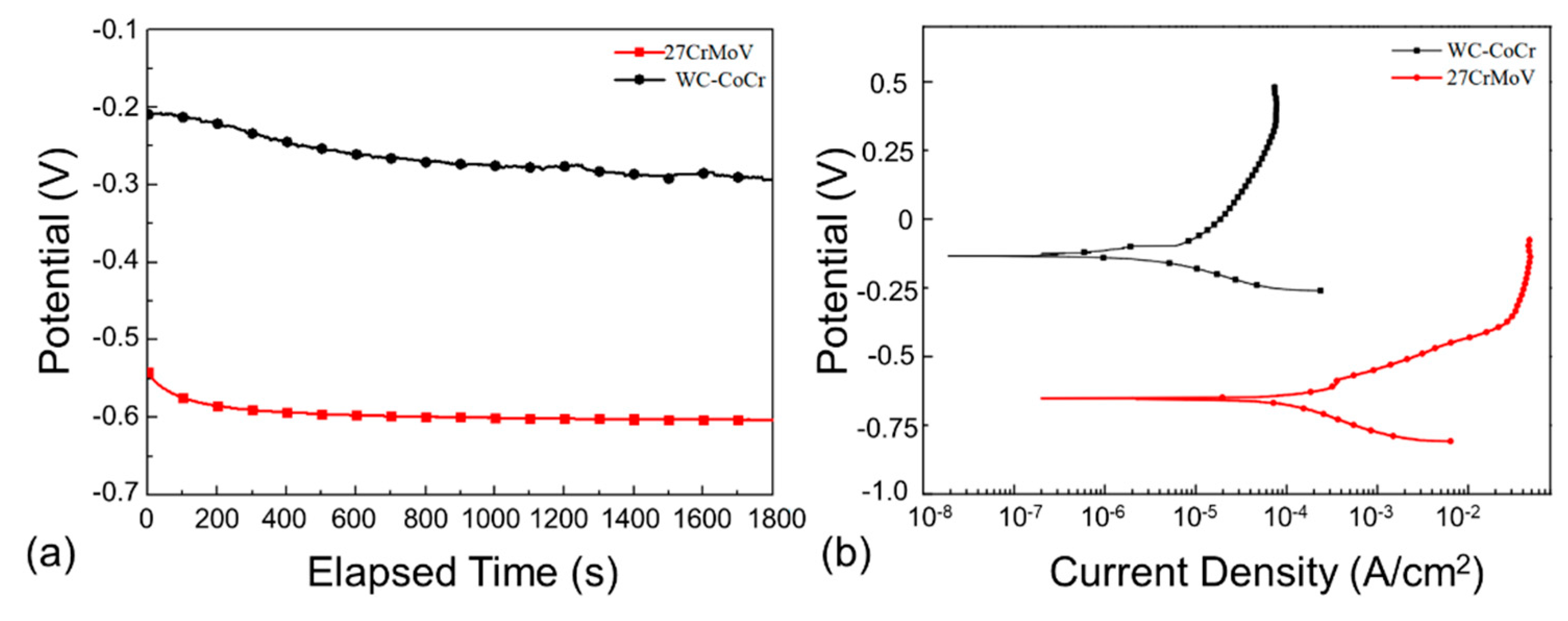
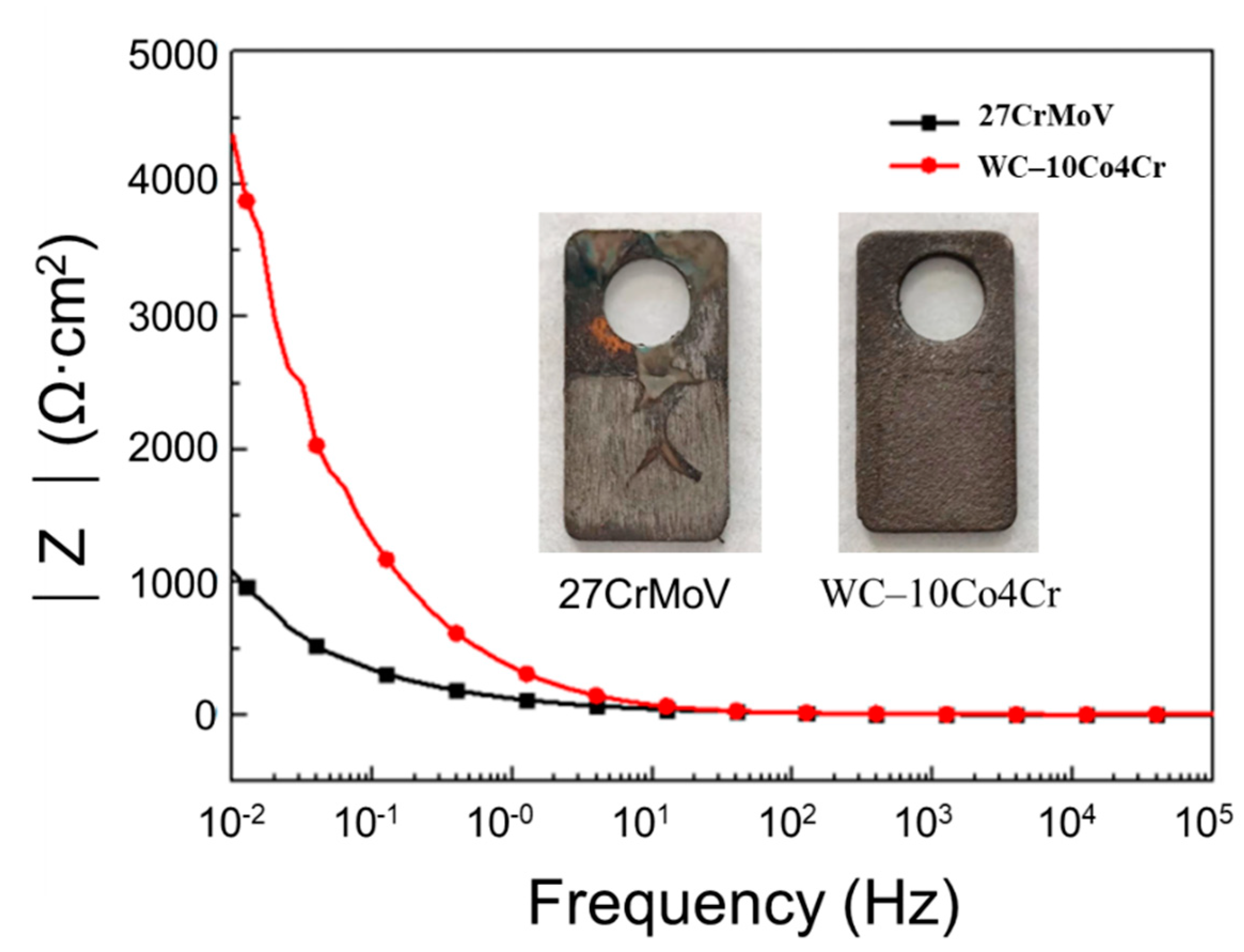
- The WC–10Co4Cr coating shows great protection to 27CrMoV substrate. The corrosion potential and current of the coating increases by about 400 mV and decreases by two orders of magnitude compared with the 27CrMoV substrate;
- (2)
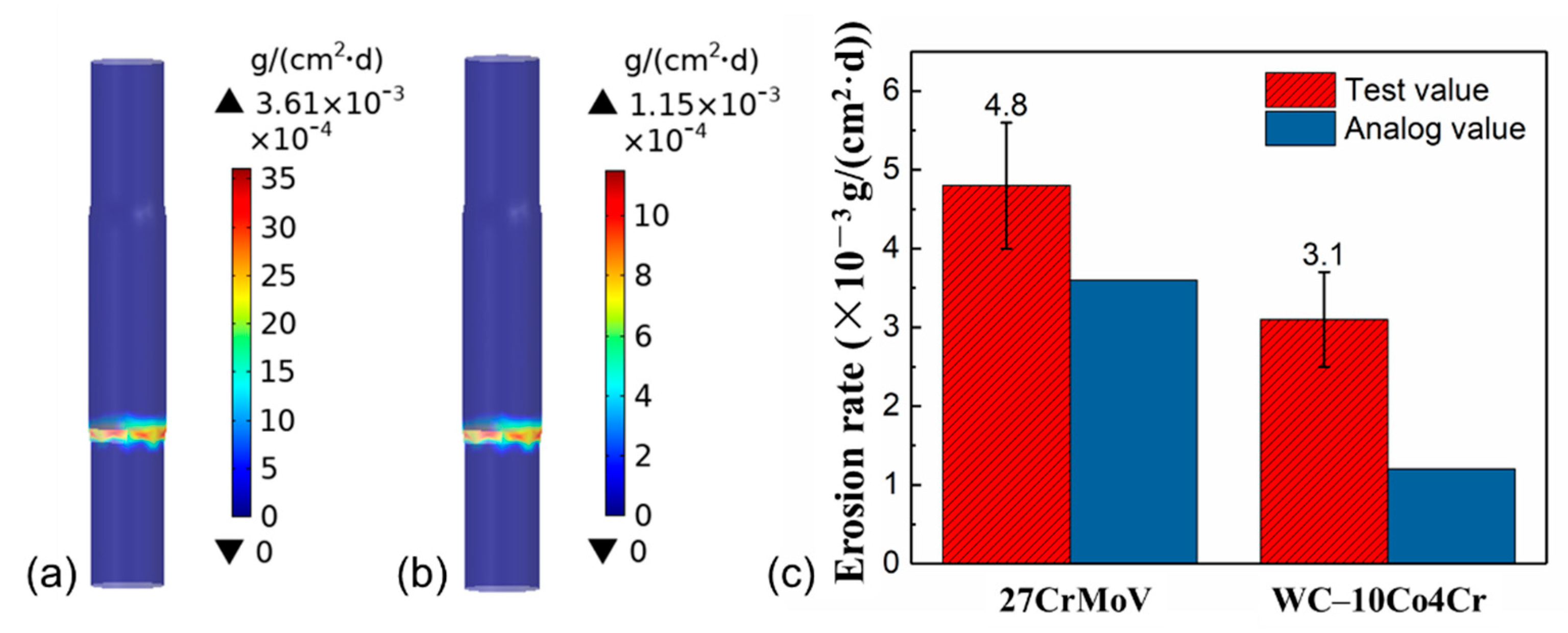
- The erosion resistance of the coating increased to about 30% higher than that of the 27CrMoV substrate;
- (3)
- The average friction coefficient of the 27CrMoV substrate is significantly higher than that of the WC–10Co4Cr coating. The wear resistance of the coating is much better than that of the substrate, and the wear volume is greatly reduced under the same friction conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, X.; Wang, C.; Kang, J.; Yue, W.; Fu, Z.; Zhu, L. Influence of the corrosion of saturated saltwater drilling fluid on the tribological behavior of HVOF WC-10Co4Cr coatings. Eng. Fail. Anal. 2017, 71, 195–203. [Google Scholar] [CrossRef]
- Rhodes, P.R. Environment-Assisted cracking of corrosion-resistant alloys in oil and gas production environments: A Review. Corrosion 2001, 57, 923–966. [Google Scholar] [CrossRef]
- Ren, X.; Miao, H.; Peng, Z. A review of cemented carbides for rock drilling: An old but still tough challenge in geo-engineering. Int. J. Refract. Met. Hard Mater. 2013, 39, 61–77. [Google Scholar] [CrossRef]
- Jiang, J.; Zhou, Y.; Wei, W.; Chen, D.; Lian, Z. Corrosion analysis of G105 coating drill-pipe washout. Anti-Corros. Methods Mater. 2014, 61, 365–369. [Google Scholar]
- Khan, R.; Ya, H.H.; Pao, W.; Khan, A. Erosion-corrosion of 30 degrees, 60 degrees, and 90 degrees carbon steel elbows in a multiphase flow containing sand particles. Materials 2019, 12, 3898. [Google Scholar] [CrossRef] [Green Version]
- Bigdeli, F.; Javidi, M.; Pakshir, M. A comparative study of mechanical properties and corrosion behavior of fusion-bonded epoxy and liquid epoxy coatings and their service life in drill pipe applications. Mater. Res. Express 2021, 8, 025506. [Google Scholar] [CrossRef]
- González, J.M.; Quintero, F.; Arellano, J.E.; Márquez, R.L.; Sánchez, C.; Pernía, D. Effects of interactions between solids and surfactants on the tribological properties of water-based drilling fluids. Colloids Surface. A 2011, 391, 216–223. [Google Scholar] [CrossRef]
- Sherif, E.S.M.; El Rayes, M.M.; Abdo, H.S. WC-Co and WC-Co-Cr coatings for the protection of API pipeline steel from corrosion in 4% NaCl solution. Coatings 2020, 10, 275. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Li, C.; Gao, Y.; Guo, H.; Kang, Y.; Zhao, S. Tribological performance of a Ni-based composite coating in artificial seawater. Coatings 2019, 9, 747. [Google Scholar] [CrossRef] [Green Version]
- Xie, F.; Wang, Z.; Wang, D.; Yin, S. A synergistic effect of dissolved oxygen, HCO3−, and Cl− on the electrochemical corrosion behavior of X70 pipeline steel in the oilfield soil environment. Appl. Phys. A-Mater. 2020, 126, 868. [Google Scholar] [CrossRef]
- Al-Yasiri, M.; Al-Khateeb, M.; Wen, D. Examination of drill pipe corrosion in water-based drilling fluids under wellbore conditions. Corros. Eng. Sci. Technol. 2017, 53, 183–187. [Google Scholar] [CrossRef]
- Wang, X.; Li, F.; Liu, Y.; Feng, Y.; Zhu, L. A comprehensive analysis on the longitudinal fracture in the tool joints of drill pipes. Eng. Fail. Anal. 2017, 79, 1–7. [Google Scholar] [CrossRef]
- Peng, Z.; Xu, H.; Liu, S.; Qi, Y.; Liang, J. Wear and corrosion resistance of plasma electrolytic oxidation coatings on 6061 Al alloy in electrolytes with aluminate and phosphate. Materials 2021, 14, 4037. [Google Scholar] [CrossRef]
- Li, B.; Gao, Y.; Li, C.; Guo, H.; Zheng, Q.; Li, Y.; Kang, Y.; Zhao, S. Tribocorrosion properties of NiCrAlY coating in different corrosive environments. Materials 2020, 13, 1864. [Google Scholar] [CrossRef]
- Lv, D.; Zhang, T.; Gong, F. Study on properties of cold-sprayed Al-Zn coating on S135 drill pipe steel. Adv. Mater. Sci. Eng. 2020, 2020, 9209465. [Google Scholar] [CrossRef] [Green Version]
- Yan, W.; Zhang, Z.; Zhang, Y.; Chen, L.; Zhang, X.; Liao, B.; Ying, M. Research on Ti-GLC/TiCN/TiN composite multilayer coating with ultra-low friction coefficient in various environments. Surf. Interfaces 2021, 26, 101426. [Google Scholar] [CrossRef]
- Liu, X.; Kang, J.; Yue, W.; Fu, Z.; Zhu, L.; She, D.; Liang, J.; Wang, C. Performance evaluation of HVOF sprayed WC-10Co4Cr coatings under slurry erosion. Surf. Eng. 2019, 35, 816–825. [Google Scholar] [CrossRef]
- Jing, Z.; Dejun, K. Effect of laser remelting on friction-wear behaviors of cold sprayed Al coatings in 3.5% NaCl solution. Materials 2018, 11, 283. [Google Scholar] [CrossRef] [Green Version]
- Lu, H.; Shang, J.; Jia, X.; Li, Y.; Li, F.; Li, J.; Nie, Y. Erosion and corrosion behavior of shrouded plasma sprayed Cr3C2-NiCr coating. Surf. Coat. Technol. 2020, 388, 125534. [Google Scholar] [CrossRef]
- Shen, Y.; Sahoo, P.K.; Pan, Y. A study of micro-arc oxidation coatings on aluminum alloy drill pipe for offshore platform. Mar. Technol. Soc. J. 2017, 51, 16–22. [Google Scholar] [CrossRef]
- Liang, J.; Yue, W.; Gu, Y.; Liu, J.; Wang, C.; Ma, H. Improving corrosion resistance and corrosive wear resistance of aluminum alloy drill pipe by surface nanocrystallization and micro-arc oxidation. J. Mater. Eng. Perform. 2018, 27, 4462–4472. [Google Scholar] [CrossRef]
- Gu, Z.; Xi, S.; Sun, C. Microstructure and properties of laser cladding and CoCr2.5FeNi2Tix high-entropy alloy composite coatings. J. Alloy. Compd. 2020, 819, 152986. [Google Scholar] [CrossRef]
- Pezzato, L.; Vranescu, D.; Sinico, M.; Gennari, C.; Settimi, A.G.; Pranovi, P.; Brunelli, K.; Dabalà, M. Tribocorrosion properties of PEO coatings produced on AZ91 magnesium alloy with silicate- or phosphate-based electrolytes. Coatings 2018, 8, 202. [Google Scholar] [CrossRef] [Green Version]
- Khaksar, L.; Shirokoff, J. Effect of elemental sulfur and sulfide on the corrosion behavior of Cr-Mo low alloy steel for tubing and tubular components in oil and gas industry. Materials 2017, 10, 430. [Google Scholar] [CrossRef] [Green Version]
- Ammar, A.U.; Shahid, M.; Ahmed, M.K.; Khan, M.; Khalid, A.; Khan, Z.A. Electrochemical study of polymer and ceramic-based nanocomposite coatings for corrosion protection of cast iron pipeline. Materials 2018, 11, 332. [Google Scholar] [CrossRef] [Green Version]
- Zhong, J.; Sun, M.; Liu, D.; Li, X.; Liu, T. Effects of chromium on the corrosion and electrochemical behaviors of ultra high strength steels. Int. J. Min. Met. Mater. 2010, 17, 282–289. [Google Scholar] [CrossRef]
- Zhao, W.; Zhang, T.; Wang, Y.; Qiao, J.; Wang, Z. Corrosion filure mechanism of associated gas transmission pipeline. Materials 2018, 11, 1935. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Bai, H.; Edwards, M.G.; Frank, F.; Li, J.F.; Salama, A.; Yu, B. Mechanism analysis, anti-corrosion techniques and numerical modeling of corrosion in energy industry. Oil Gas Sci. Technol. 2020, 75, 42. [Google Scholar]
- Xie, F.; Wang, Z.; Wang, D.; Wu, M.; Zou, T.; Gong, K. Galvanic corrosion behaviour and mechanism of skin effect heat tracing pipes. Corros. Eng. Sci. Technol. 2019, 55, 8–17. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | Si | Mn | S | P | Cr | V | Mo |
|---|---|---|---|---|---|---|---|---|
| wt.% | 0.23~0.31 | 0.2~0.4 | 0.3~0.6 | ≤0.04 | ≤0.04 | 1.2~1.5 | 0.15~0.3 | 0.5~0.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, H.; Liang, J.; Ren, X.; Zhao, J.; He, X.; Gu, Y. Corrosion and Wear Behavior of WC–10Co4Cr Coating under Saturated Salt Drilling Fluid. Materials 2021, 14, 7379. https://doi.org/10.3390/ma14237379
Yin H, Liang J, Ren X, Zhao J, He X, Gu Y. Corrosion and Wear Behavior of WC–10Co4Cr Coating under Saturated Salt Drilling Fluid. Materials. 2021; 14(23):7379. https://doi.org/10.3390/ma14237379
Chicago/Turabian StyleYin, Hao, Jian Liang, Xiaoyong Ren, Jie Zhao, Xin He, and Yanhong Gu. 2021. "Corrosion and Wear Behavior of WC–10Co4Cr Coating under Saturated Salt Drilling Fluid" Materials 14, no. 23: 7379. https://doi.org/10.3390/ma14237379
APA StyleYin, H., Liang, J., Ren, X., Zhao, J., He, X., & Gu, Y. (2021). Corrosion and Wear Behavior of WC–10Co4Cr Coating under Saturated Salt Drilling Fluid. Materials, 14(23), 7379. https://doi.org/10.3390/ma14237379