
Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
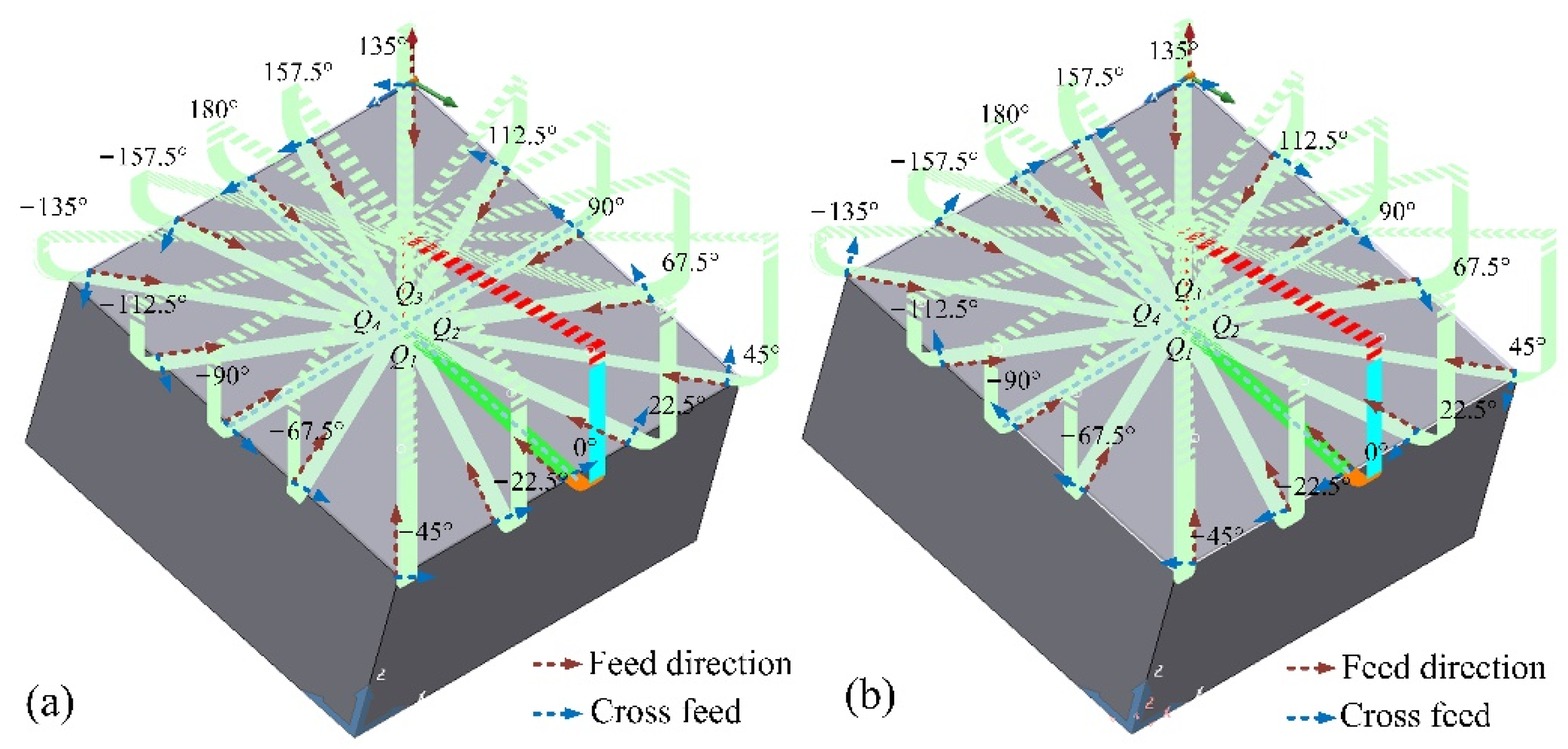
2.2. The Method for Cutting Into/Out Analysis
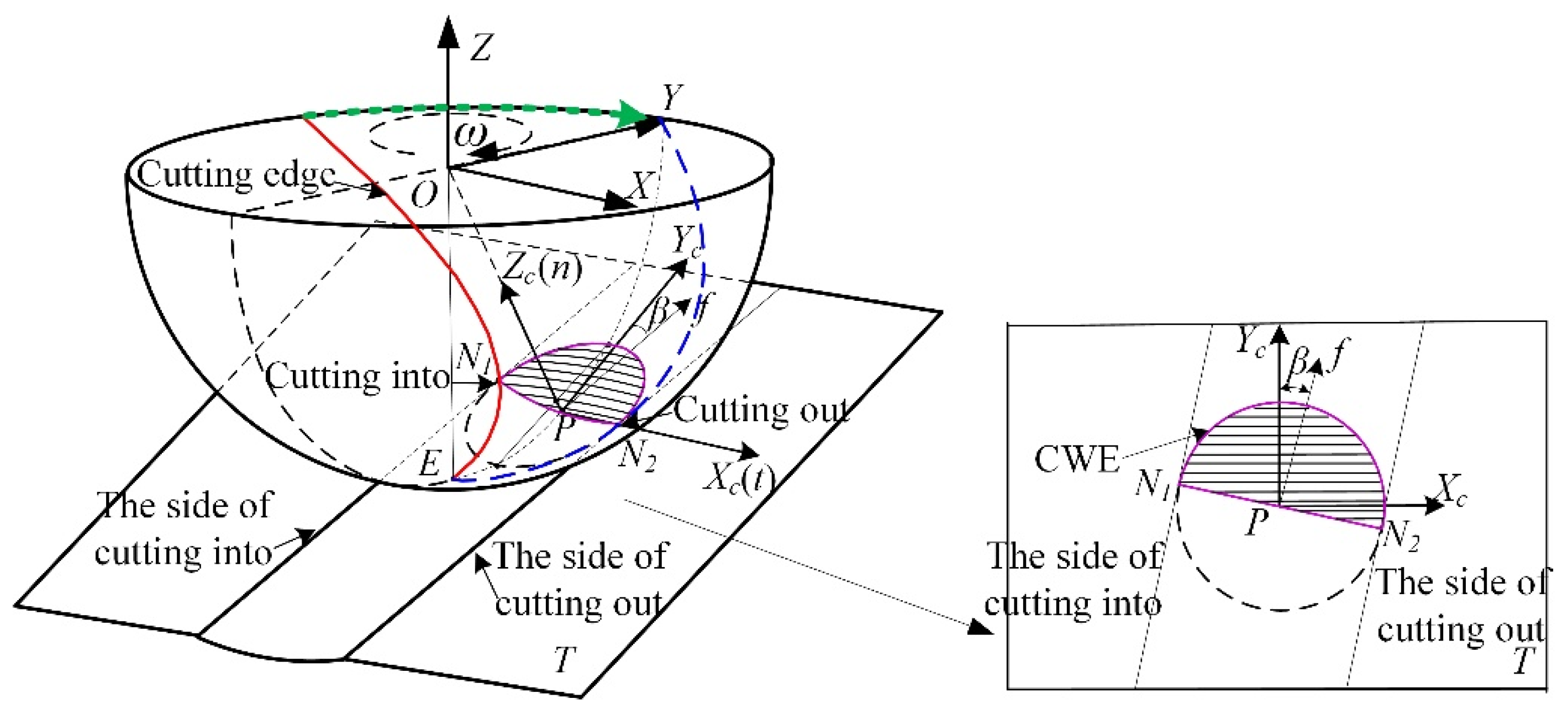
2.2.1. The Definition of Cutting Into/Out
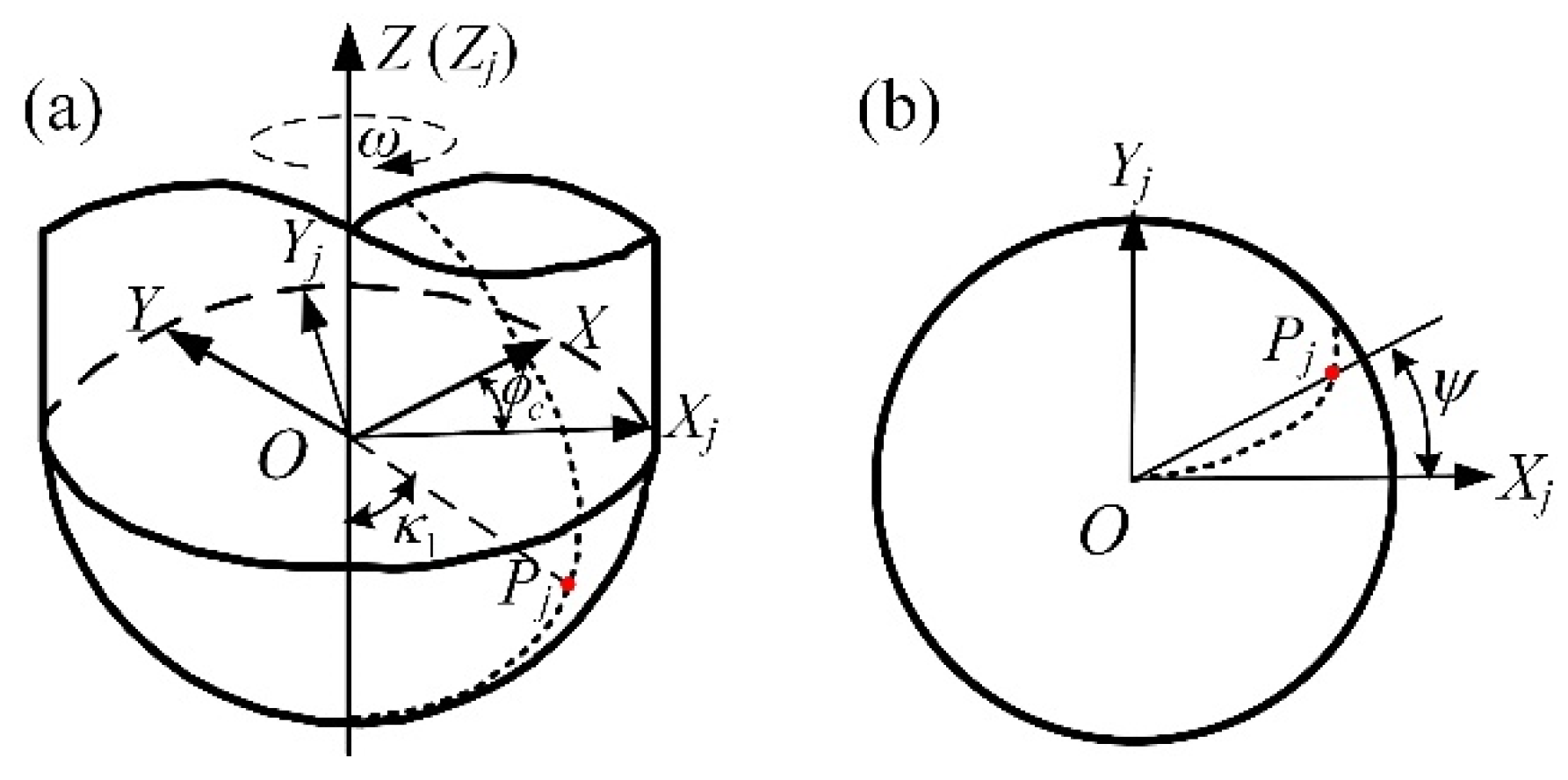
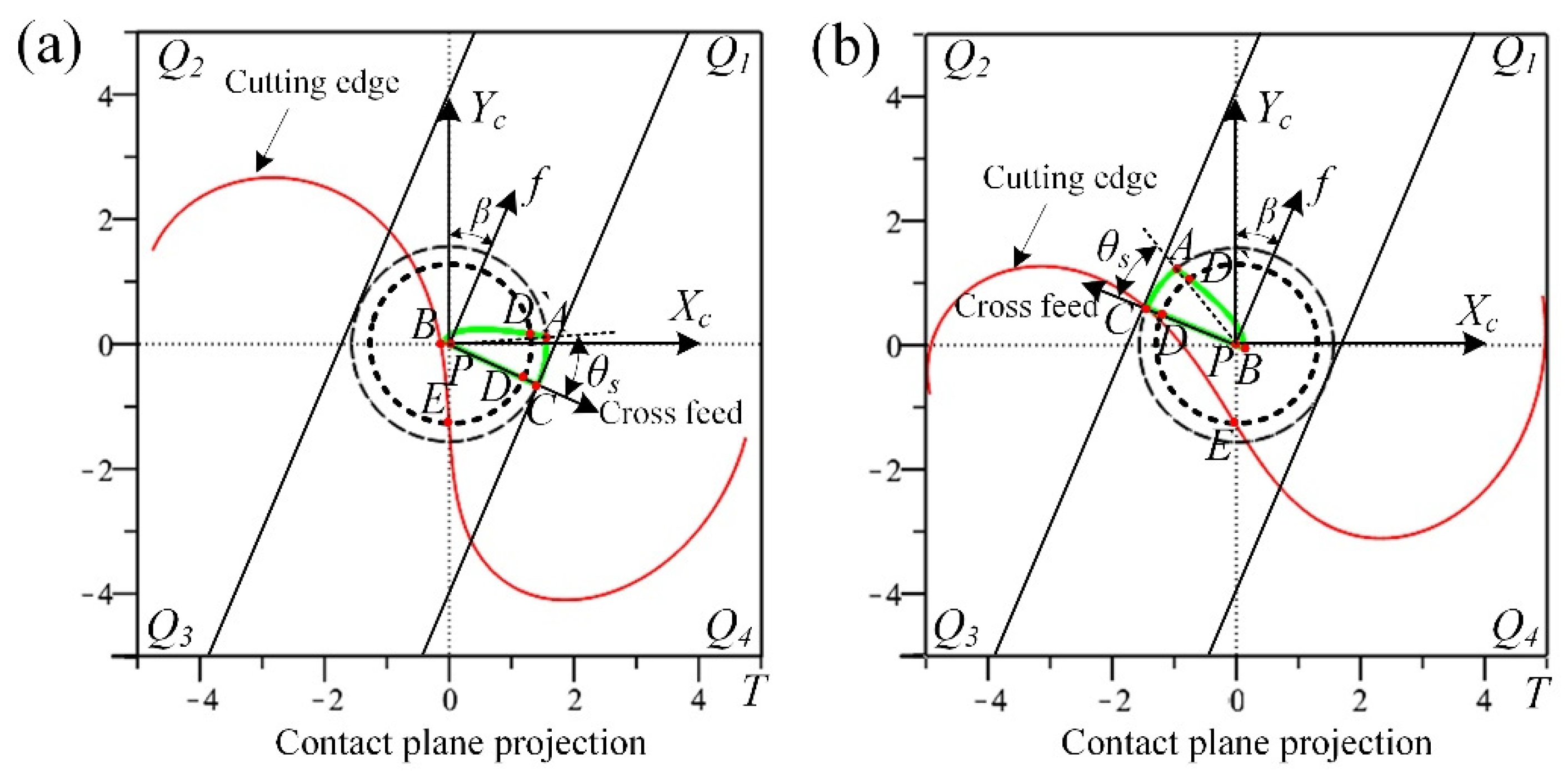
2.2.2. The Projection Model on the Contact Plane
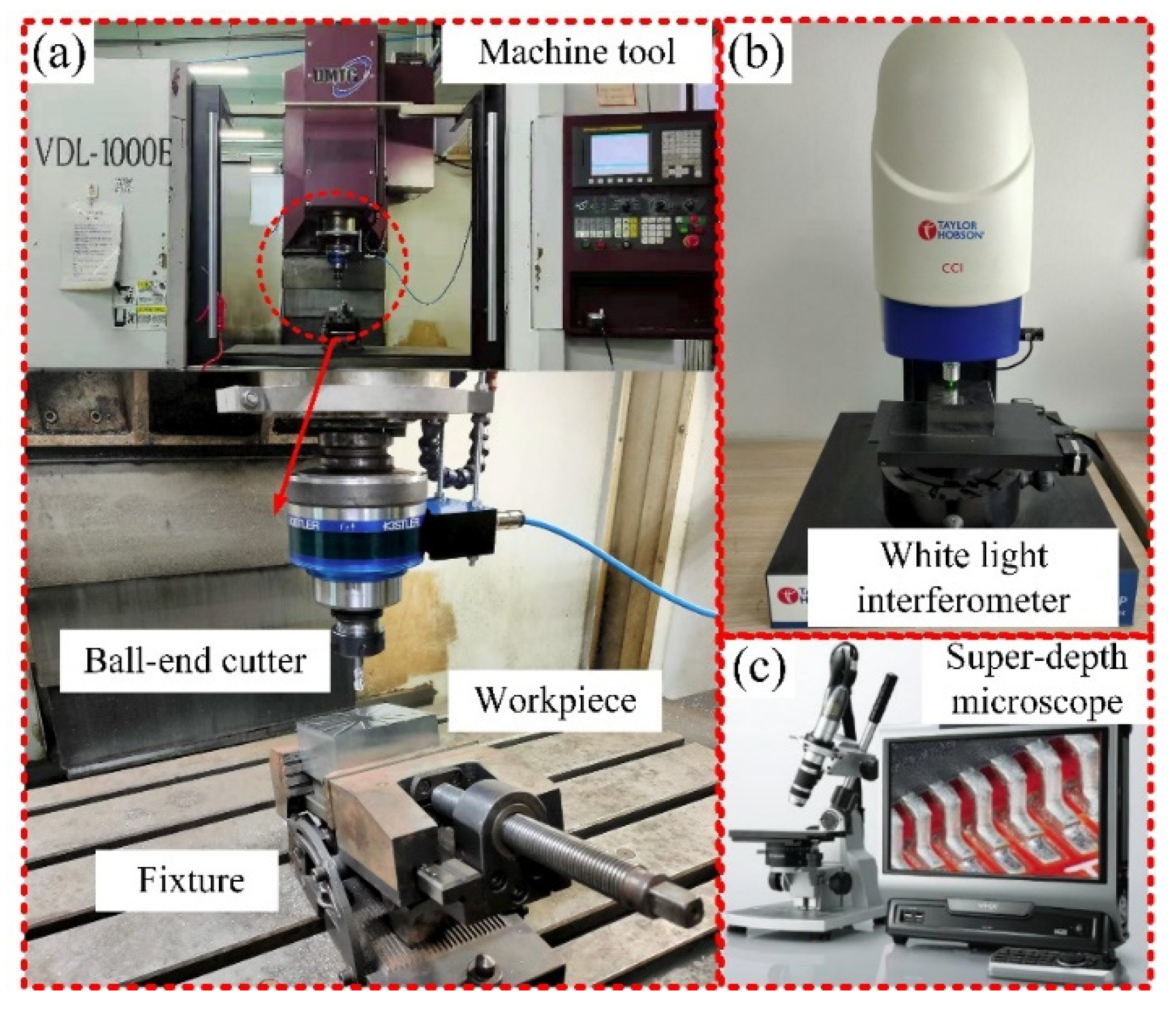
2.3. Experimental Set-Up
3. Results and Discussion
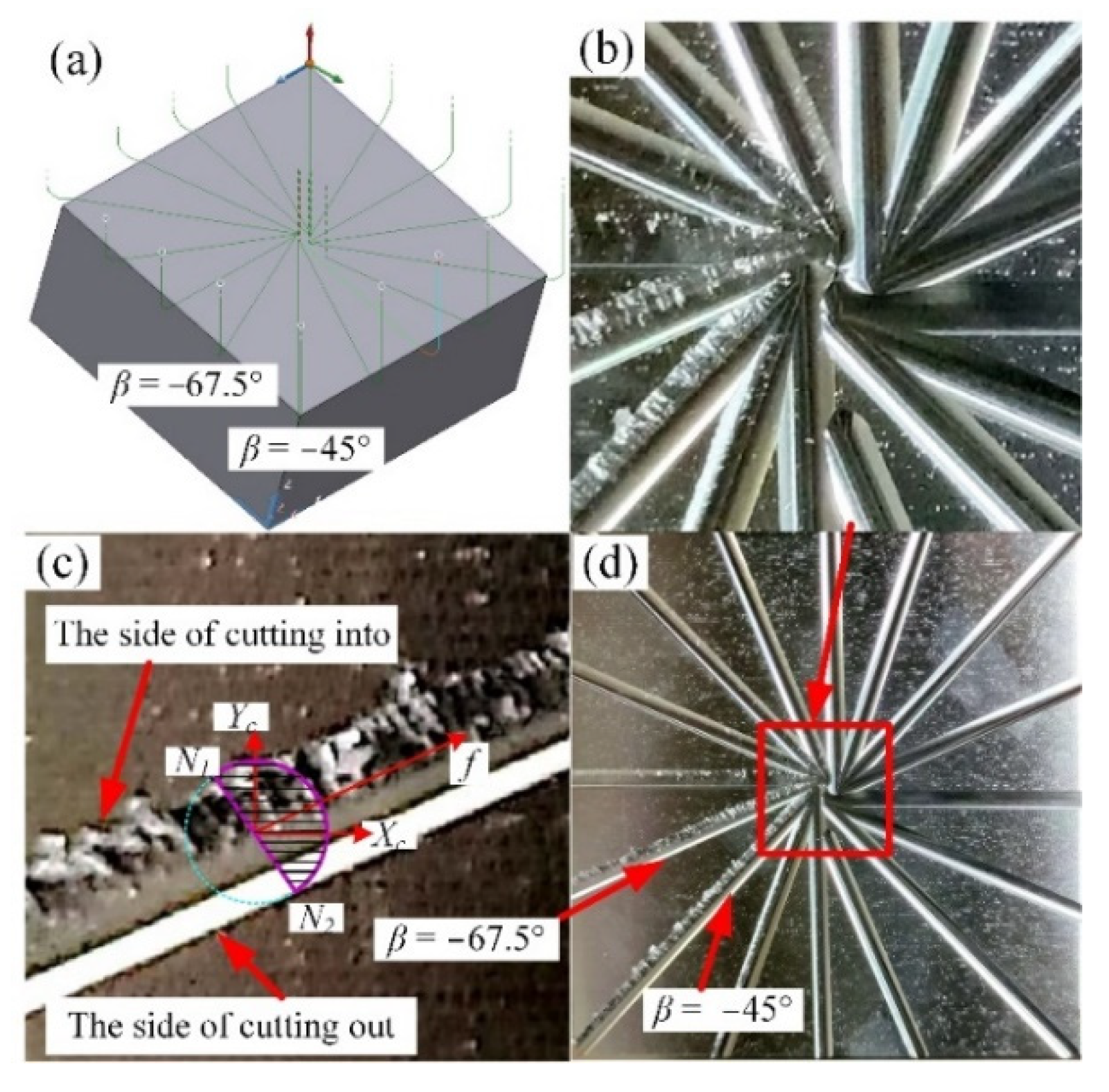
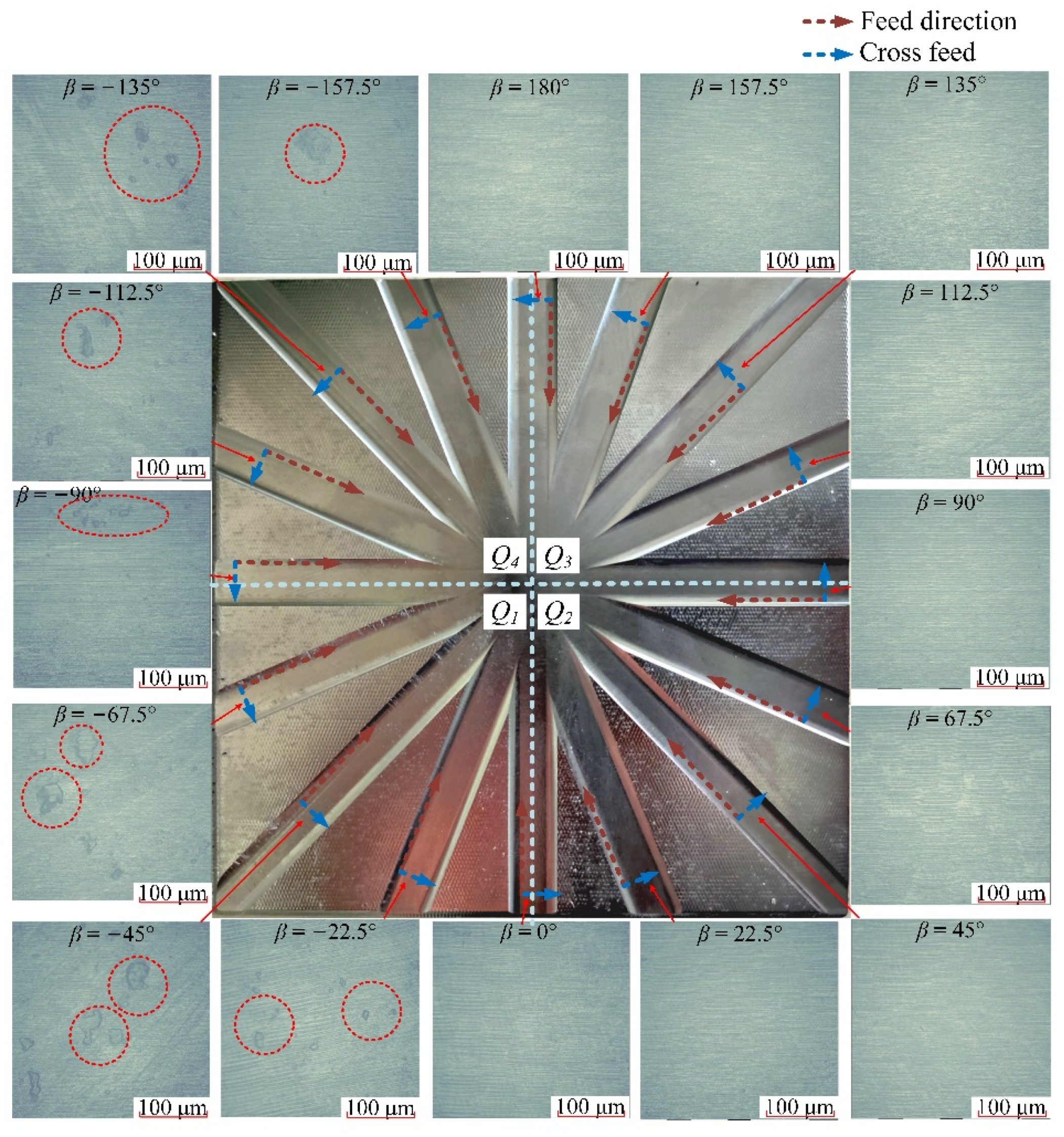
3.1. Experimental Results
3.2. Discussion
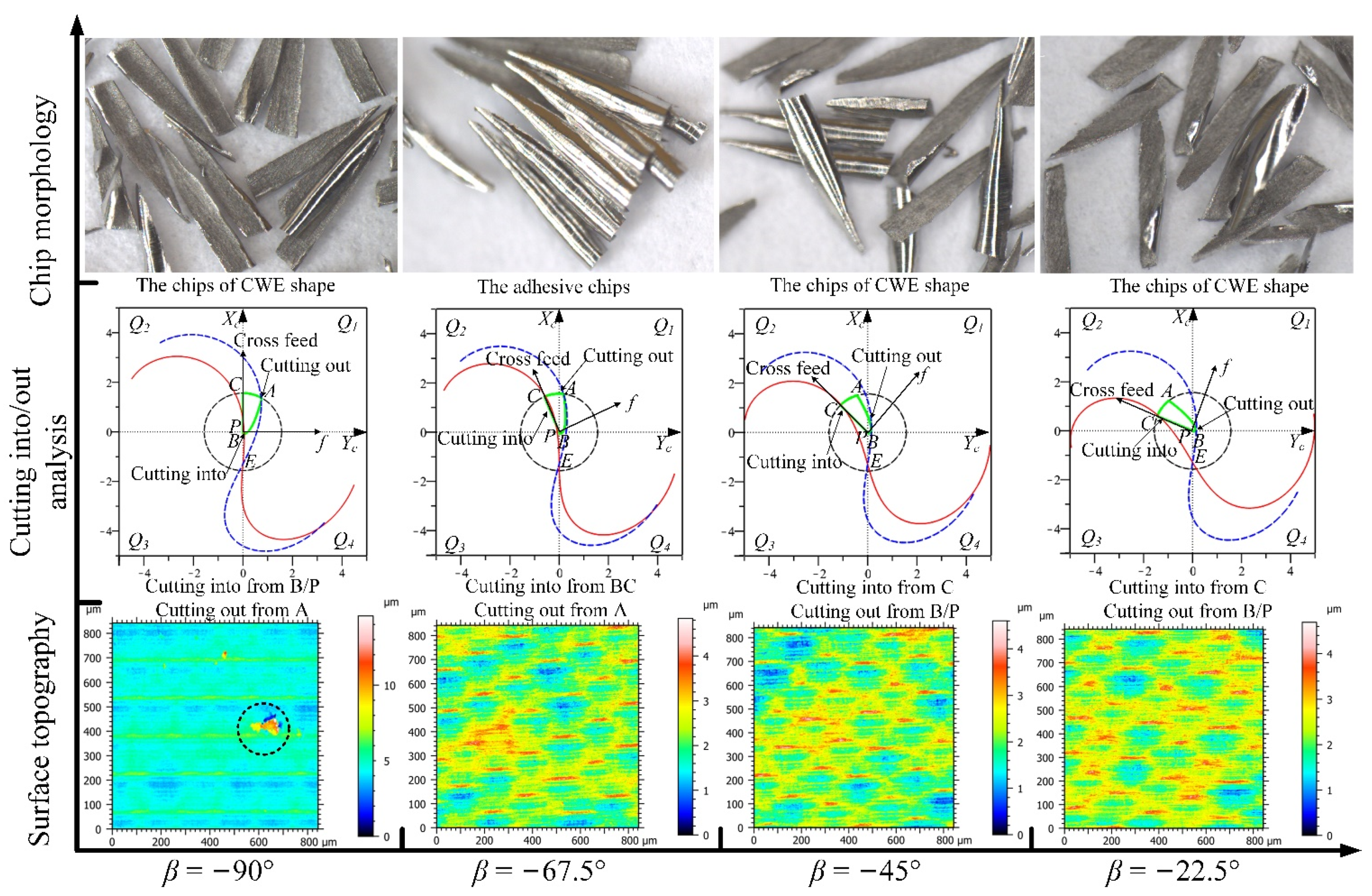
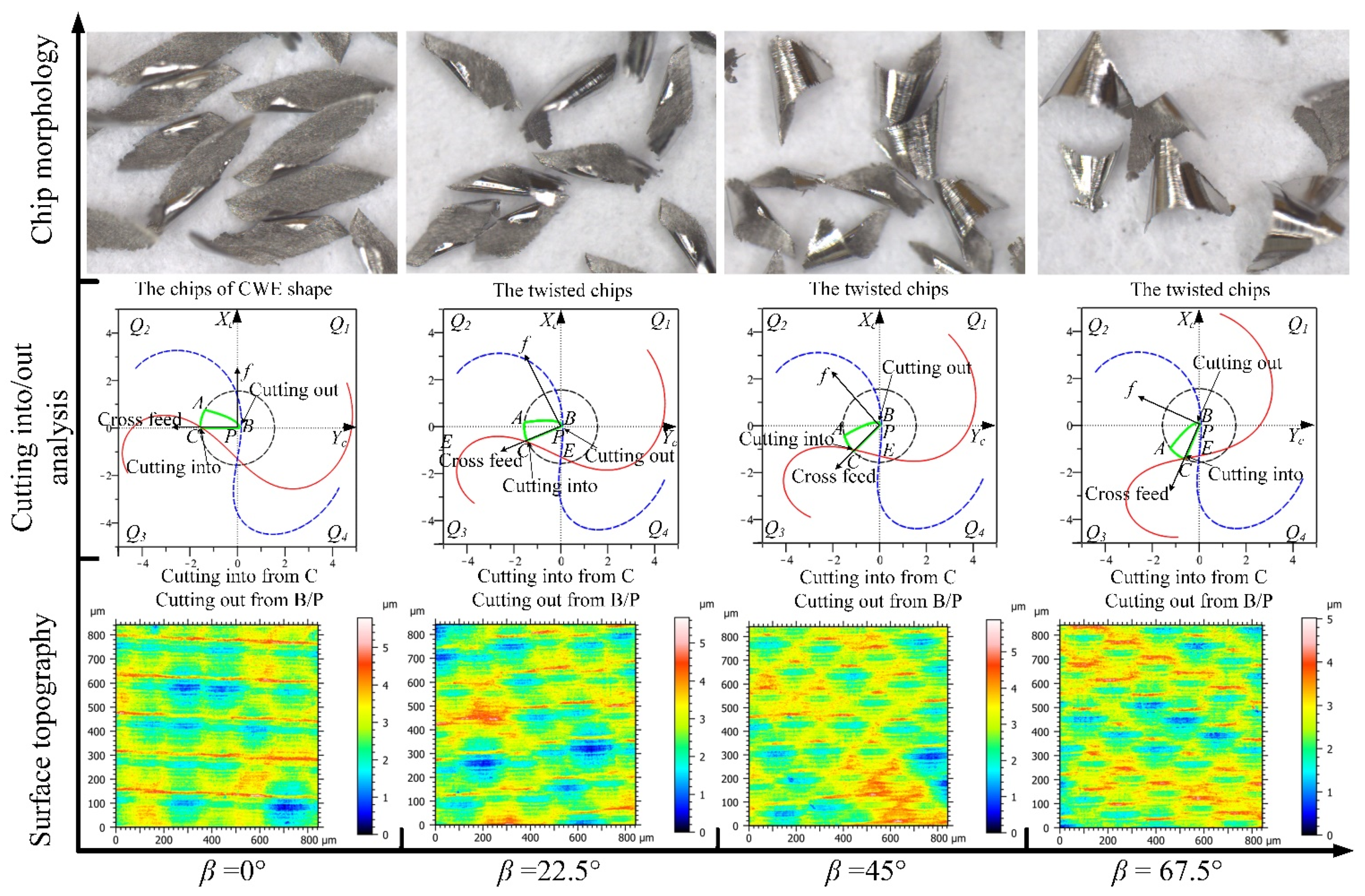
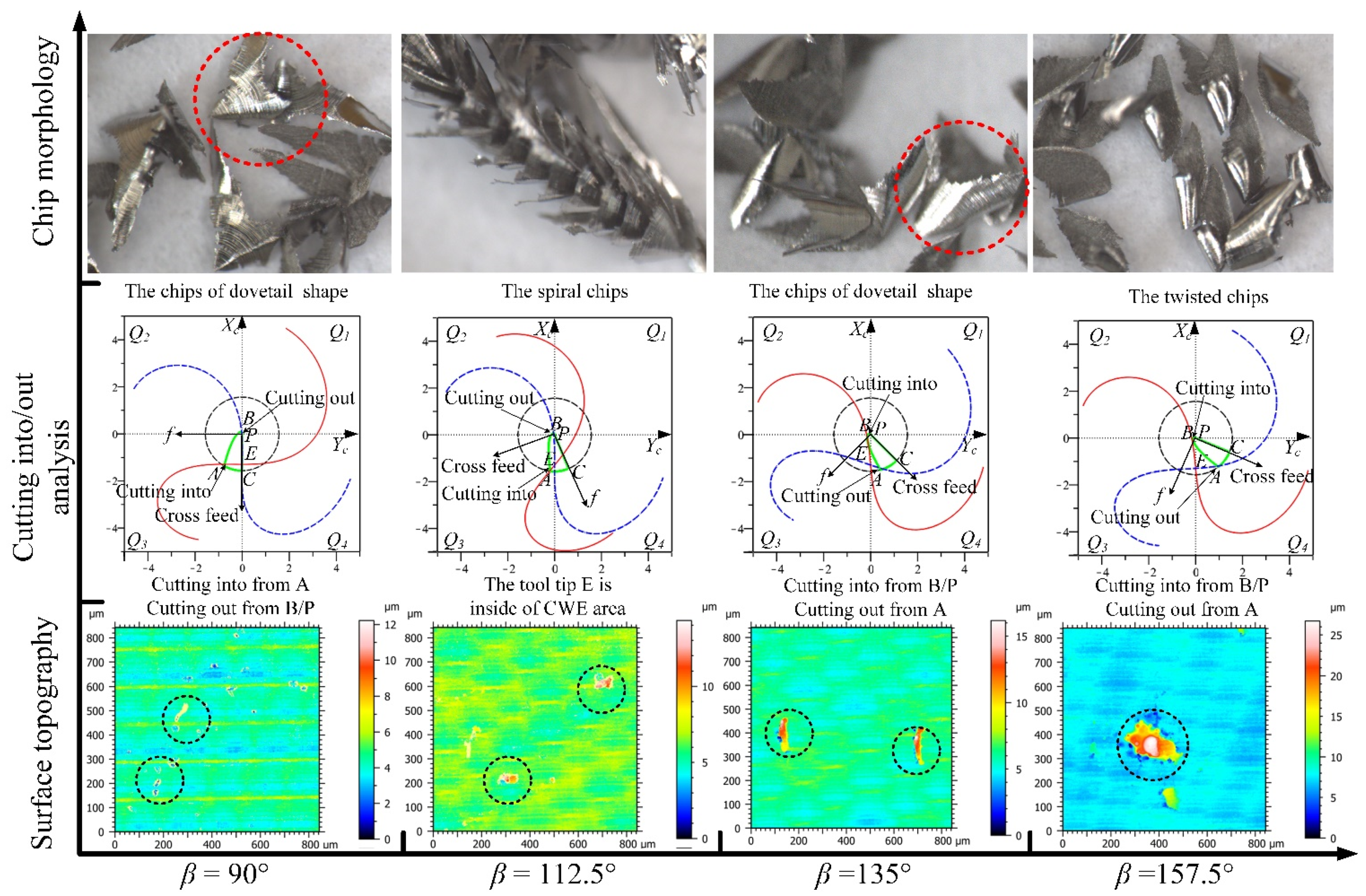
3.2.1. The Analysis of Down-Milling
3.2.2. The Analysis of Up-Milling
4. Conclusions
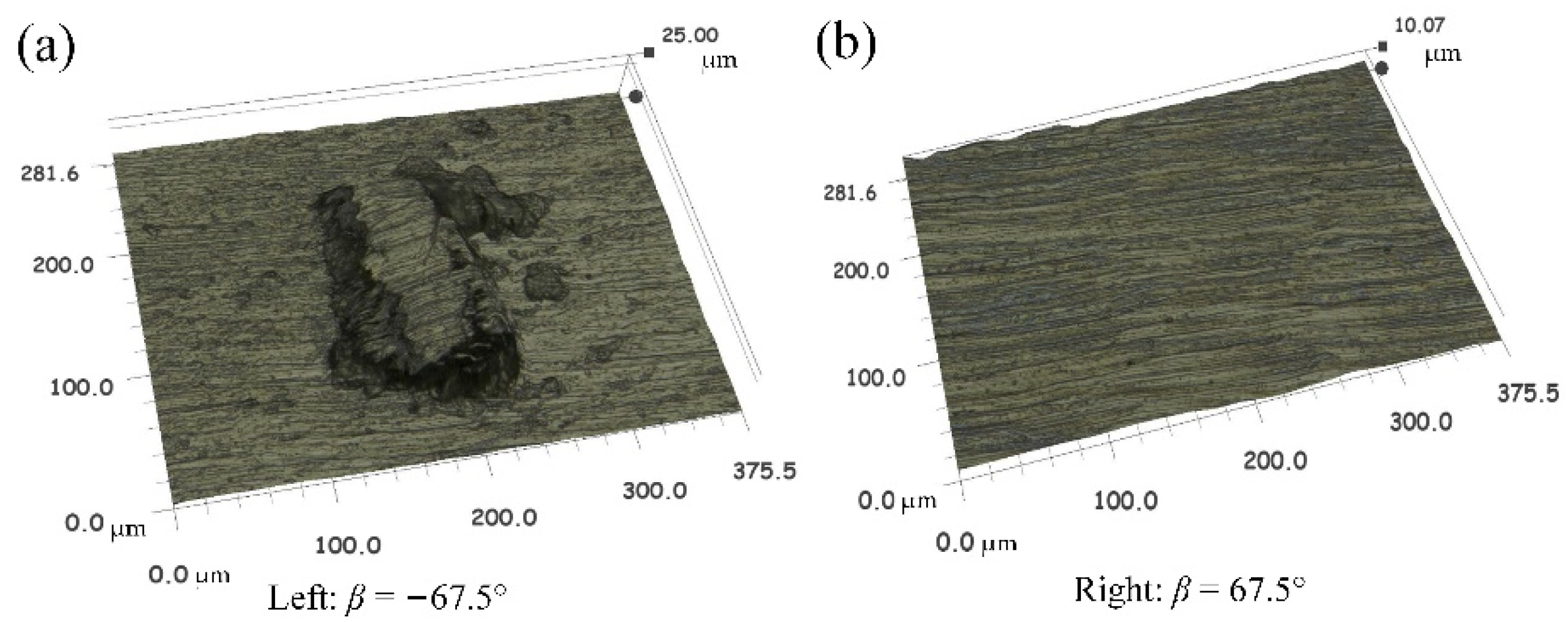
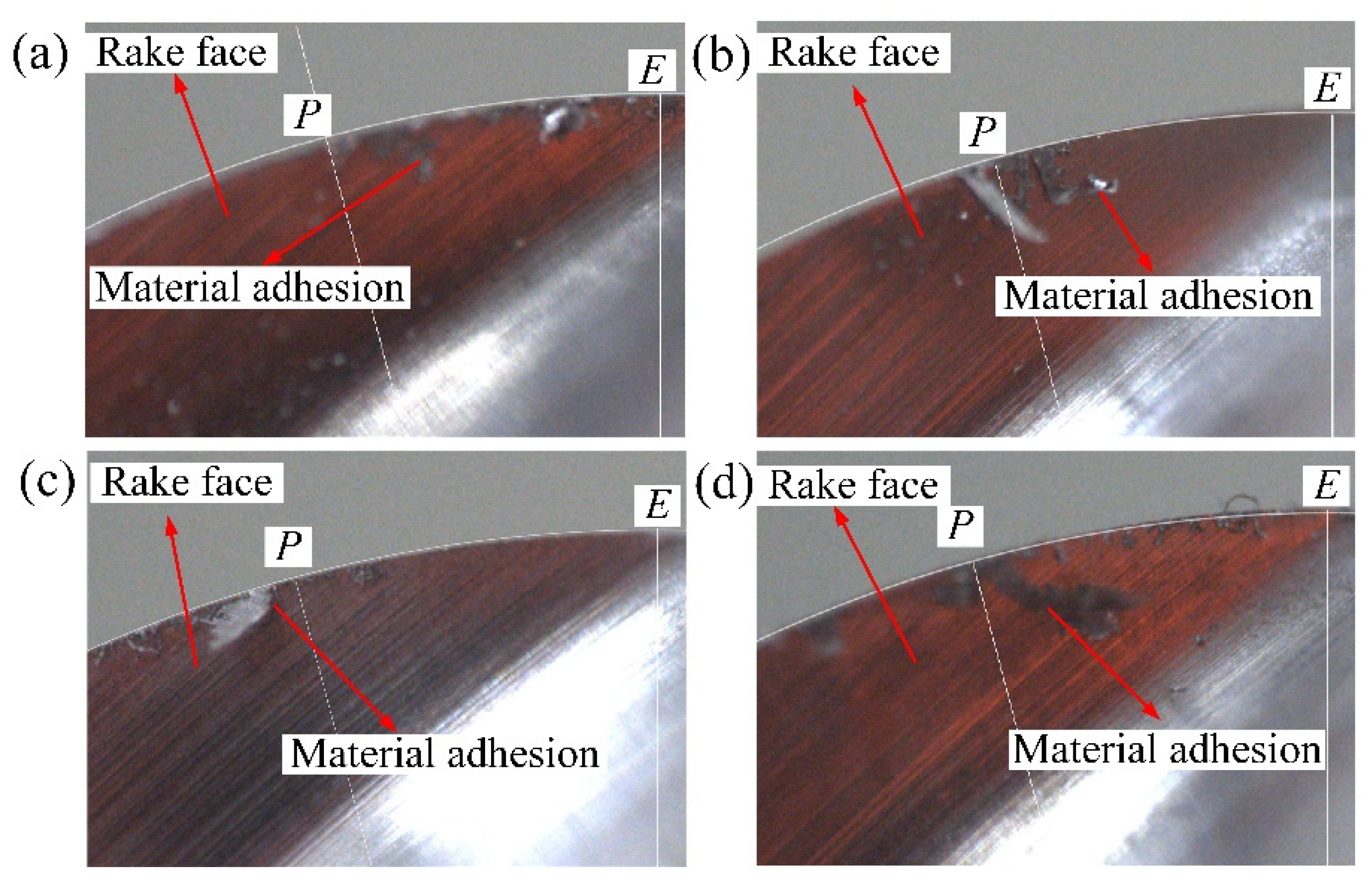
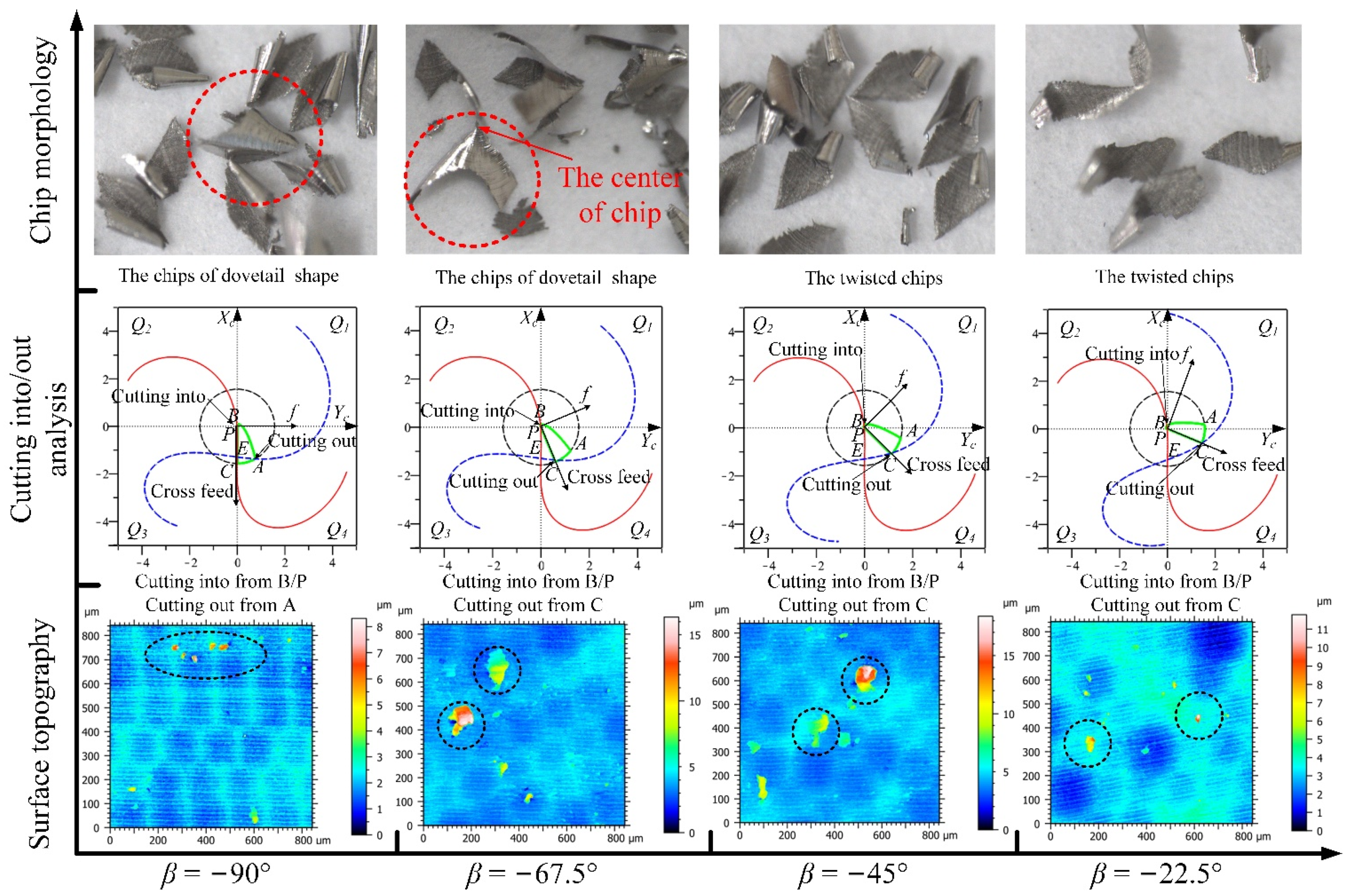
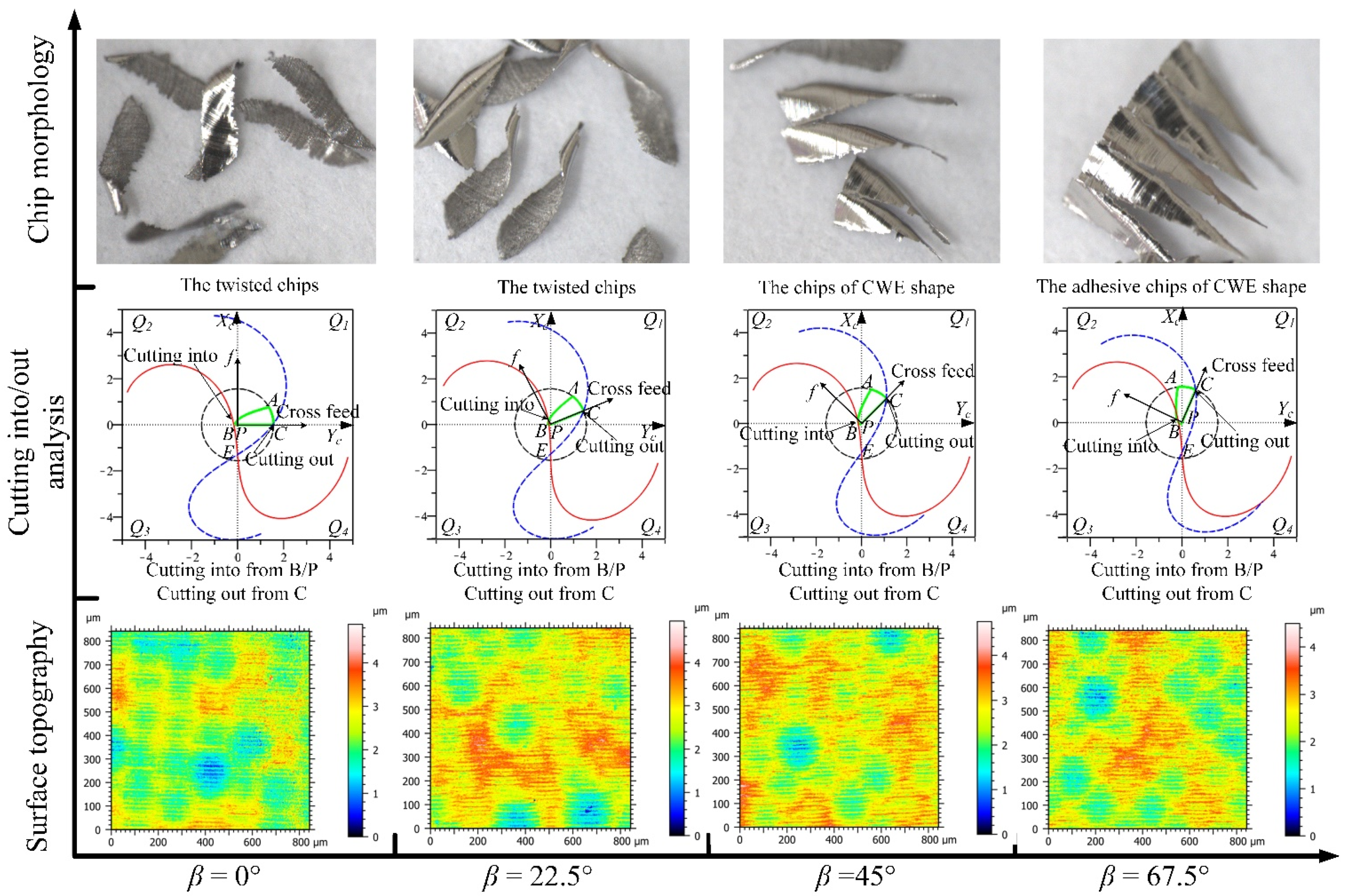
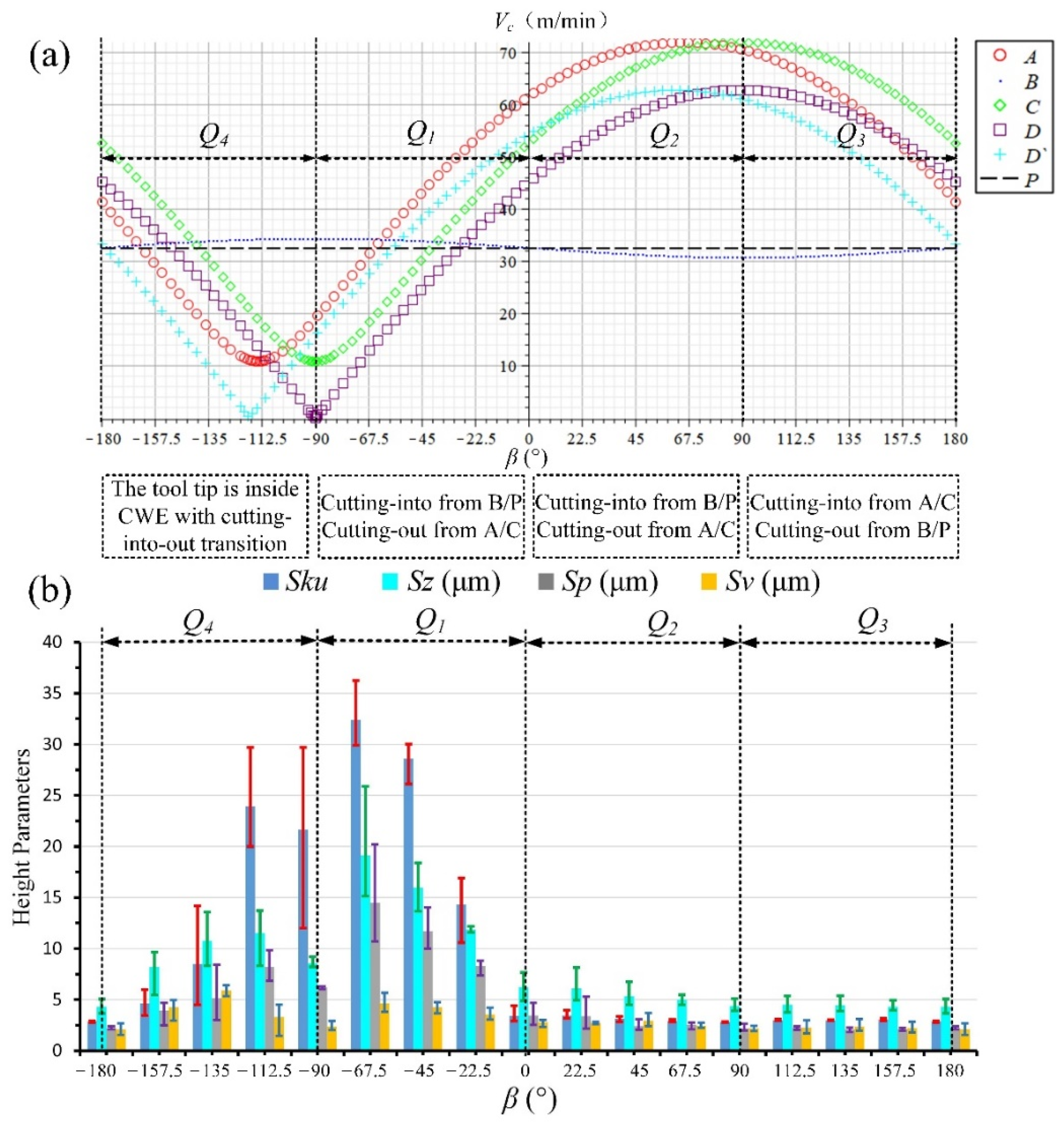
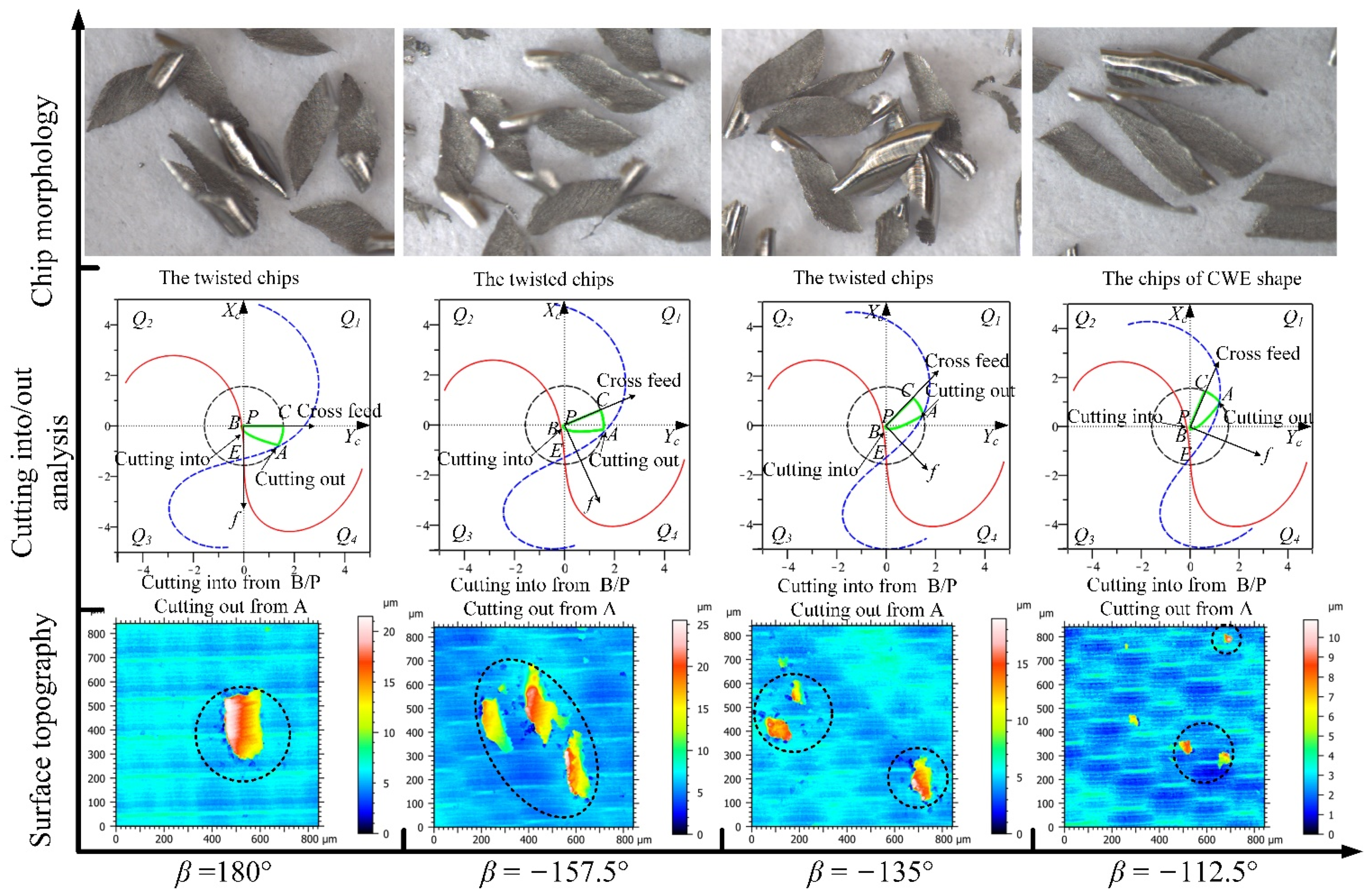
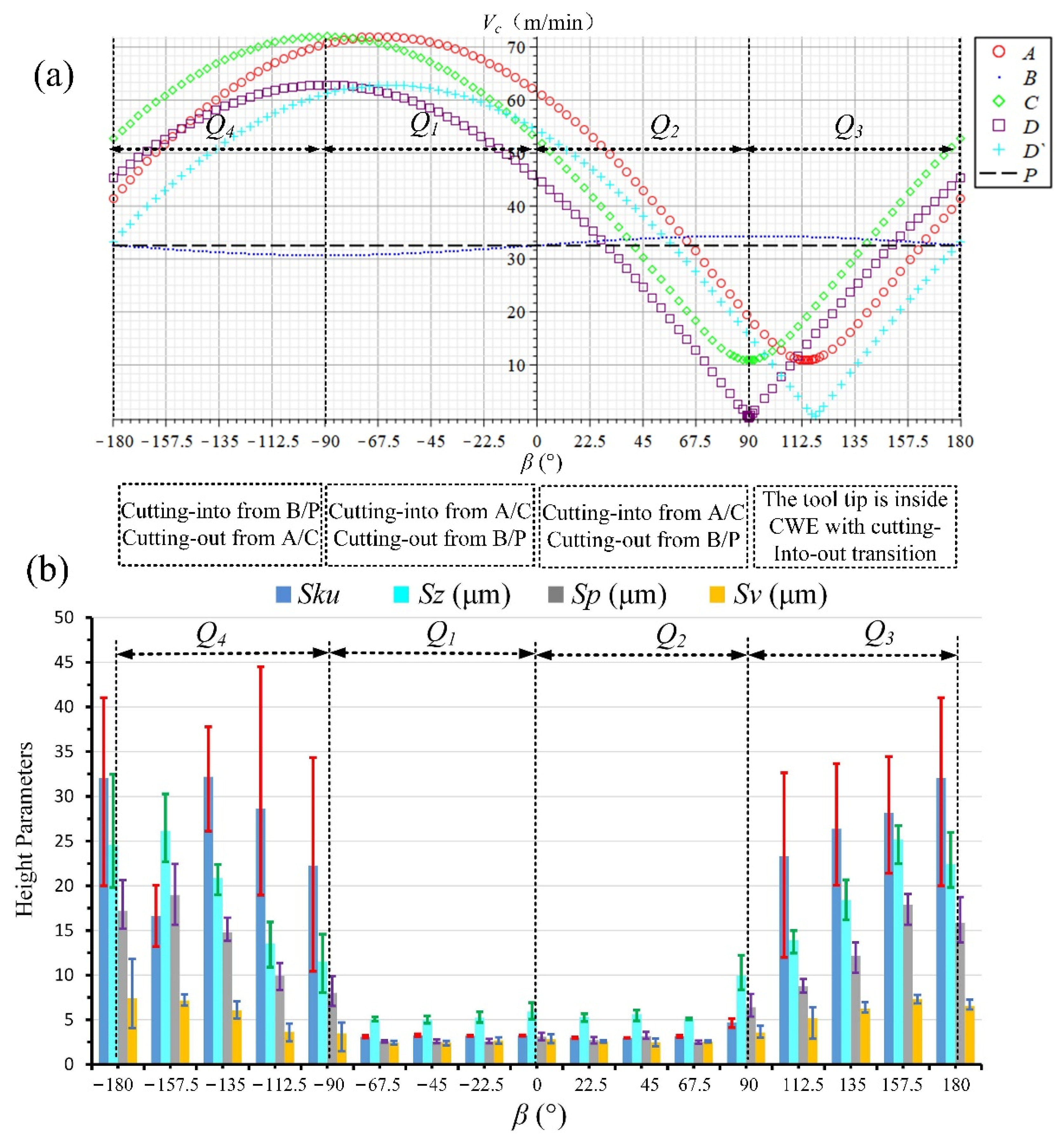
- Surface adhered damage is caused by the extrusion of the adhered material on the tool rake face to the normal machined surface, which will lead to the changes in the selected height parameters Sku, Sz, Sp, and Sv of the surface topography. The values of Sz, Sp, and Sv without damage are about 4–6, 2–3, and 2–3 μm, while the values of Sz, Sp, and Sv with adhered damage can reach about 8–20, 4–14, and 3–6 μm in down-milling and 10–25, 7–18, and 3–7 μm in up-milling, respectively.
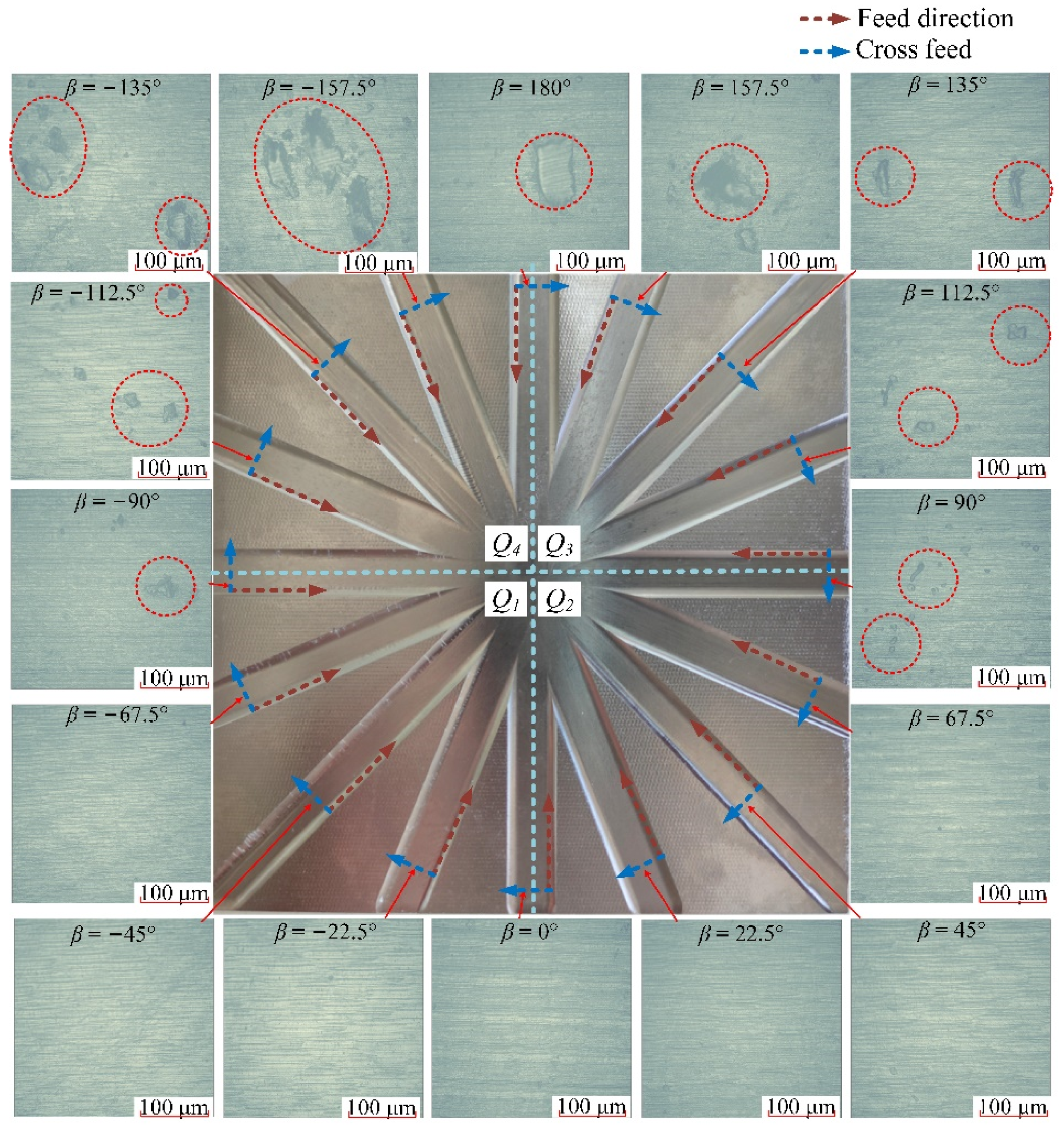
- The formation of surface adhered damage is related to the cutting into/out position of the cutting edge on the engagement area within the tool per-rotation cycle. When the cutting edge participates in cutting near the cutter contact point, the possibility of surface adhered damage will increase; on the contrary, when the cutting edge cuts out from near the cutter contact point, there is no adhered damage on the machined surface.
- When the engagement area of the ball-end cutter is close to the tool tip, the chip will change from the CWE shape to that of a dovetail, and the spiral chips formed by the superposition of several dovetail chips will appear when the tool tip enters the engagement area completely; the ploughing effect and the transition of cutting into/out can also lead to the formation of surface adhered damage.
- The optimal ranges of tool feed direction under the conditions of down-milling and up-milling are different. For down-milling, the feed direction should be selected in the ranges of Q2: [0°, 90°] and Q3: [90°, 180°] along the upper left or lower left. For up-milling, the feed direction should be selected in the ranges of Q1: (−90°, 0°] and Q2: [0°, 90°) along the upper right or upper left.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| OXYZ | Tool coordinate system |
| OwXwYwZw | Processing coordinate system |
| PXcYcZc | Tool contact coordinate system |
| CWE | Cutter Workpiece Engagement |
| f | Tool feed direction |
| β | Feed direction angle |
| N1 | The cutting into side of single-toolpath cutting |
| N2 | The cutting out side of single-toolpath cutting |
| E | Tool tip |
| P | Cutter contact point |
| T | Tool contact plane |
| OXjYjZj | Cutter tooth coordinate system |
| Pj | Any point on the helix cutting edge |
| (xj yj zj) | The coordinates of Pj under cutter tooth coordinate system OXjYjZj |
| (Xj Yj Zj) | The coordinates of Pj under tool coordinate system OXYZ |
| R | Tool radius |
| κ1 | The axial position angle of the reference point Pj |
| ψ | The lag angle of Pj |
| β0 | The cylindrical helix angle of the ball end cutter |
| n | Spindle speed |
| ω | The tool rotation angular speed |
| ϕc | The rotation angle of the cutting edge |
| s | The toolpath stepover |
| e | The cutting depth |
| αp | The machining inclination angle |
| A, B, C | Intersection points of CWE boundaries |
| D, D` | Intersection points between CWE boundaries and the inner circle |
| Q1 | The feed direction range to upper right, β∈[−90°,0°] |
| Q2 | The feed direction range to upper left, β∈[0°, 90°] |
| Q3 | The feed direction range to lower left, β∈[90°, 180°] |
| Q4 | The feed direction range to lower right, β∈[−180°, −90°] |
| (Xj0Yj0Zj0) | The coordinates of the cutting edge space curve projection under the tool coordinate system OXYZ |
| (Xjt Yjt Zjt) | The coordinates of the cutting edge space curve projection under the coordinate system OXcYcZc |
| N | The down and up-milling coefficient |
| κ | The relative axial position angle under the coordinate system OXcYcZc |
| F | The feed rate |
| zn | The number of teeth |
| K | The intersection point of the cutting edge and boundary BC |
| t0 | The moment of cutting into from B, and is |
| ti | Any time in the cutting process |
| Zk | Z coordinate of K |
| fz | The feed per tooth |
| Talysurf CCI | The white light interference surface profiler |
| VHX-1000 | The super-depth microscope |
| VDL-1000E | The machine tool |
| CNC | Computer Numerical Control |
| Sku | Kurtosis of the scale-limited surface |
| Sp | Maximum peak height |
| Sv | Maximum pit height |
| Sz | Maximum height (height between the deepest valley and the highest peak) |
References
- Sun, J.; Guo, Y. A comprehensive experimental study on surface integrity by end milling Ti–6Al–4V. J. Mater. Process. Technol. 2009, 209, 4036–4042. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kaponek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Jamil, M.; Zhao, W.; He, N.; Gupta, M.K.; Sarikaya, M.; Khan, A.M.; Sanjayr, S.M.; Siengchin, S.; Pimenov, D.Y. Sustainable milling of Ti–6Al–4V: A trade-off between energy efficiency, carbon emissions and machining characteristics under MQL and cryogenic environment. J. Clean. Prod. 2021, 281, 125374. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Ghods, S.; Schur, R.; Schultz, E.; Pahuja, R.; Montelione, A.; Wisdom, C.; Arola, D.; Ramulu, M. Powder reuse and its contribution to porosity in additive manufacturing of Ti6Al4V. Materialia 2021, 15, 100992. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Szyndler, J.; Bennett, J.; Hyatt, G.; Cao, J.; Papke, T.; Merklein, M. On the hot deformation behavior of Ti-6Al-4V made by additive manufacturing. J. Mater. Process. Technol. 2021, 288, 116840. [Google Scholar] [CrossRef]
- Tong, X.; Song, Y. Influence of micro-textured parameters on cutting performance and chip formation of milling Ti6Al4V. J. Mech. Sci. Technol. 2020, 34, 1–8. [Google Scholar] [CrossRef]
- Nespor, D.; Denkena, B.; Grove, T.; Pape, O. Surface topography after re-contouring of welded Ti-6Al-4V parts by means of 5-axis ball nose end milling. Int. J. Adv. Manuf. Technol. 2016, 85, 1585–1602. [Google Scholar] [CrossRef]
- Hsieh, J.-M. Manufacturing models for design and NC grinding of truncated-cone ball-end cutters. Int. J. Adv. Manuf. Technol. 2008, 35, 1124–1135. [Google Scholar] [CrossRef]
- De Souza, A.F.; Berkenbrock, E.; Diniz, A.E.; Rodrigues, A.R. Influences of the tool path strategy on the machining force when milling free form geometries with a ball-end cutting tool. J. Braz. Soc. Mech. Sci. Eng. 2014, 37, 675–687. [Google Scholar] [CrossRef]
- De Souza, A.F.; Diniz, A.E.; Rodrigues, A.R.; Coelho, R. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 1565–1577. [Google Scholar] [CrossRef]
- Celis, P.; Vazquez, E.; Soria-Hernández, C.G.; Bargnani, D.; Rodriguez, C.A.; Ceretti, E.; García-López, E. Evaluation of Ball End Micromilling for Ti6Al4V ELI Microneedles Using a Nanoadditive Under MQL Condition. Int. J. Precis. Eng. Manuf. Technol. 2021, 1–16. [Google Scholar] [CrossRef]
- Kumar, D.; Idapalapati, S.; Wang, W.; Narasimalu, S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials 2019, 12, 2503. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hua, Y.; Liu, Z.; Wang, B.; Hou, X. Surface modification through combination of finish turning with low plasticity burnishing and its effect on fatigue performance for Inconel 718. Surf. Coatings Technol. 2019, 375, 508–517. [Google Scholar] [CrossRef]
- Suraratchai, M.; Limido, J.; Mabru, C.; Chieragatti, R. Modelling the influence of machined surface roughness on the fatigue life of aluminium alloy. Int. J. Fatigue 2008, 30, 2119–2126. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.W.; Zhang, S.; Wang, G.Q.; Zhao, B. Effect of machining inclination angle of ball-nose end mill on surface topography. Computer Integrated Manufacturing Systems. CIMS 2013, 19, 2438–2444. [Google Scholar] [CrossRef]
- Ko, T.; Kim, H.; Lee, S. Selection of the Machining Inclination Angle in High-Speed Ball End Milling. Int. J. Adv. Manuf. Technol. 2001, 17, 163–170. [Google Scholar] [CrossRef]
- Quinsat, Y.; Sabourin, L.; Lartigue, C. Surface topography in ball end milling process: Description of a 3D surface roughness parameter. J. Mater. Process. Technol. 2008, 195, 135–143. [Google Scholar] [CrossRef] [Green Version]
- Lavernhe, S.; Quinsat, Y.; Lartigue, C. Model for the prediction of 3D surface topography in 5-axis milling. Int. J. Adv. Manuf. Technol. 2010, 51, 915–924. [Google Scholar] [CrossRef] [Green Version]
- Pawade, R.; Joshi, S.S.; Brahmankar, P.; Rahman, M. An investigation of cutting forces and surface damage in high-speed turning of Inconel 718. J. Mater. Process. Technol. 2007, 192-193, 139–146. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Hood, R.; Johnson, C.; Soo, S.; Aspinwall, D.; Sage, C. High-speed ball nose end milling of burn-resistant titanium (BuRTi) alloy. Int. J. Comput. Integr. Manuf. 2013, 27, 139–147. [Google Scholar] [CrossRef]
- García-Barbosa, J.A.; Arroyo-Osorio, J.M.; Córdoba-Nieto, E. Influence of tool inclination on chip formation process and roughness response in ball-end milling of freeform surfaces on Ti-6Al-4V alloy. Mach. Sci. Technol. 2017, 21, 121–135. [Google Scholar] [CrossRef]
- Mhamdi, M.B.; Boujelbene, M.; Bayraktar, E.; Zghal, A. Surface integrity of titanium alloy Ti-6Al-4V in ball end milling. Physics Procedia 2012, 25, 355–362. [Google Scholar] [CrossRef] [Green Version]
- Nabhani, F. Machining of aerospace titanium alloys. Robot. Comput. Manuf. 2001, 17, 99–106. [Google Scholar] [CrossRef]
- Liao, Y.; Shiue, R. Carbide tool wear mechanism in turning of Inconel 718 superalloy. Wear 1996, 193, 16–24. [Google Scholar] [CrossRef]
- Habrat, W. Effect of Bond Type and Process Parameters on Grinding Force Components in Grinding of Cemented Carbide. Procedia Eng. 2016, 149, 122–129. [Google Scholar] [CrossRef] [Green Version]
- Zhang, A.; Liu, X.; Yue, C.; Li, R.; Liang, S.Y.; Wang, L. Velocity effect sensitivity analysis of ball-end milling Ti-6Al-4 V. Int. J. Adv. Manuf. Technol. 2021, 1–20. [Google Scholar] [CrossRef]
- Kim, G.; Cho, P.; Chu, C. Cutting force prediction of sculptured surface ball-end milling using Z-map. Int. J. Mach. Tools Manuf. 2000, 40, 277–291. [Google Scholar] [CrossRef]
- Lazoglu, I. Sculpture surface machining: A generalized model of ball-end milling force system. Int. J. Mach. Tools Manuf. 2003, 43, 453–462. [Google Scholar] [CrossRef]
- Imani, B.; Sadeghi, M.; Elbestawi, M. An improved process simulation system for ball-end milling of sculptured surfaces. Int. J. Mach. Tools Manuf. 1998, 38, 1089–1107. [Google Scholar] [CrossRef]
- Wei, Z.; Wang, M.; Zhu, J.; Gu, L. Cutting force prediction in ball end milling of sculptured surface with Z-level contouring tool path. Int. J. Mach. Tools Manuf. 2011, 51, 428–432. [Google Scholar] [CrossRef]
- Wei, Z.C.; Wang, M.J.; Wang, X.W.; Zhao, D.Y. A Semi-analytical Cutter Workpiece Engagement Model for Ball End Milling of Sculptured Surface. J. Mech. Eng. 2017, 53, 198–205. [Google Scholar] [CrossRef]
- Altintaş, Y.; Lee, P. A General Mechanics and Dynamics Model for Helical End Mills. CIRP Ann. 1996, 45, 59–64. [Google Scholar] [CrossRef]
- Yongheng, D.; Shujuan, L.; Xiantao, H.; Pengyang, L.; Yan, L.; Qi, L. Modeling on the Milling Force of Ball-end Milling Cutter Based on Z-MAP Method. Chin. J. Mech. Eng. 2019, 55, 201–212. [Google Scholar] [CrossRef]
- Habibi, M.; Kilic, Z.M.; Altintas, Y. Minimizing Flute Engagement to Adjust Tool Orientation for Reducing Surface Errors in Five-Axis Ball End Milling Operations. J. Manuf. Sci. Eng. 2020, 143, 1–35. [Google Scholar] [CrossRef]
- Pawlus, P. Digitisation of surface topography measurement results. Measurement 2007, 40, 672–686. [Google Scholar] [CrossRef]
- Podulka, P. Improved Procedures for Feature-Based Suppression of Surface Texture High-Frequency Measurement Errors in the Wear Analysis of Cylinder Liner Topographies. Metals 2021, 11, 143. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Li, X. An experimental investigation of effects of cooling/lubrication conditions on tool wear in high-speed end milling of Ti-6Al-4V. Wear 2006, 261, 760–766. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Cai, Y.; Luo, X.; Ma, H.; Song, Q.; Xiong, Z. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int. J. Mach. Tools Manuf. 2021, 166, 103744. [Google Scholar] [CrossRef]
- Molnar, T.G.; Berezvai, S.; Kiss, A.K.; Bachrathy, D.; Stepan, G. Experimental investigation of dynamic chip formation in orthogonal cutting. Int. J. Mach. Tools Manuf. 2019, 145, 103429. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|
| % | 5.5~6.75 | 3.5~4.5 | 0.3 | 0.08 | 0.05 | 0.01 | 0.2 | Balance |
| Density (g/cm3) | Hardness (HB) | Modulus E (GPa) | Tensile Strength (MPa) | Thermal Conductivity (W/m.K) | Melting Point (°C) |
|---|---|---|---|---|---|
| 4.42 | 345 | 113.8 | 995 | 7.3 | 1670 |
| Parameter | Value |
|---|---|
| Tungsten carbide | 90% |
| Cobalt | 10% |
| Hardness (HRA) | 91.9 |
| Hardness (HV) | 1600 |
| TRS—transverse rupture strength (PSI) | 580.100 |
| Fracture toughness (MPa·m1/2) | 10.4 |
| Density (g/cm3) | 14.38 |
| Grain Size (μm) | submicron 0.8 |
| ISO range: | K20–K40 |
| Cutting Conditions | Feed Ranges | Feed Directions | The Case of Cutting Into/Out |
|---|---|---|---|
| Spindle speed: n = 4000 rpm; Feed rate: F = 640 m/min; Cutting depth: e = 0.3 mm; Toolpath stepover: s = 0.15 mm; machining inclination angle: αp = 15°; Cooling mode: dry cutting; | Q1 | β = −90° | Tool tip is inside of CWE area with cutting into/out transition |
| β = −67.5° | Cutting into from B/P, and Cutting out from C | ||
| β = −45° | Cutting into from B/P, and Cutting out from C | ||
| β = −22.5° | Cutting into from B/P, and Cutting out from C | ||
| Q2 | β = 0° | Cutting into from B/P, and Cutting out from C | |
| β = 22.5° | Cutting into from B/P, and Cutting out from C | ||
| β = 45° | Cutting into from B/P, and Cutting out from C | ||
| β = 67.5° | Cutting into from B/P, and Cutting out from C | ||
| Q3 | β = 90° | Cutting into from AB, and Cutting out from C | |
| β = 112.5° | Cutting into from A, and Cutting out from B/P | ||
| β = 135° | Cutting into from A, and Cutting out from B/P | ||
| β = 157.5° | Cutting into from A, and Cutting out from B/P | ||
| Q4 | β = 180° | Cutting into from A, and Cutting out from B/P | |
| β = −157.5° | Cutting into from A, and Cutting out from B/P | ||
| β = −135° | Cutting into from A, and Cutting out from B/P | ||
| β = −112.5° | Tool tip is inside of CWE area with cutting into/out transition |
| Cutting Conditions | Feed Ranges | Feed Directions | The Case of Cutting Into/Out |
|---|---|---|---|
| Spindle speed: n = 4000 rpm; Feed rate: F = 640 m/min; Cutting depth: e = 0.3 mm; Toolpath stepover: s = 0.15 mm; machining inclination angle: αp = 15°; Cooling mode: dry cutting; | Q1 | β = −90° | Cutting into from B/P, and Cutting out from A |
| β = −67.5° | Cutting into from BC, and Cutting out from A | ||
| β = −45° | Cutting into from C, and Cutting out from B/P | ||
| β = −22.5° | Cutting into from C, and Cutting out from B/P | ||
| Q2 | β = 0° | Cutting into from C, and Cutting out from B/P | |
| β = 22.5° | Cutting into from C, and Cutting out from B/P | ||
| β = 45° | Cutting into from C, and Cutting out from B/P | ||
| β = 67.5° | Cutting into from C, and Cutting out from B/P | ||
| Q3 | β = 90° | Tool tip is inside of CWE area with cutting into/out transition | |
| β = 112.5° | |||
| β = 135° | Cutting into from B/P, and Cutting out from A | ||
| β = 157.5° | Cutting into from B/P, and Cutting out from A | ||
| Q4 | β = 180° | Cutting into from B/P, and Cutting out from A | |
| β = −157.5° | Cutting into from B/P, and Cutting out from A | ||
| β = −135° | Cutting into from B/P, and Cutting out from A | ||
| β = −112.5° | Cutting into from B/P, and Cutting out from A |
| Feed Directions | Sku | Sz (μm) | Sp (μm) | Sv (μm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1st | 2nd | 3rd | 1st | 2nd | 3rd | 1st | 2nd | 3rd | 1st | 2nd | 3rd | |
| β = −157.5° | 4.370 | 5.985 | 3.462 | 4.201 | 3.664 | 5.069 | 2.180 | 2.095 | 2.386 | 2.021 | 1.569 | 2.682 |
| β = −135° | 6.819 | 4.494 | 14.194 | 9.458 | 9.666 | 5.461 | 4.600 | 4.702 | 2.508 | 4.858 | 4.964 | 2.953 |
| β = −112.5° | 19.985 | 29.699 | 22.076 | 13.584 | 8.317 | 10.398 | 8.407 | 2.993 | 3.998 | 5.969 | 5.325 | 6.400 |
| β = −90° | 23.160 | 29.699 | 12.016 | 13.712 | 8.314 | 12.510 | 9.841 | 6.840 | 7.978 | 3.871 | 1.474 | 4.532 |
| β = −67.5° | 36.242 | 29.928 | 31.046 | 8.321 | 9.194 | 8.202 | 6.291 | 6.284 | 6.016 | 2.029 | 2.910 | 2.185 |
| β = −45° | 30.028 | 26.121 | 29.610 | 16.350 | 15.137 | 25.891 | 12.526 | 10.720 | 20.210 | 3.825 | 4.417 | 5.681 |
| β = −22.5° | 10.574 | 16.915 | 15.456 | 18.394 | 13.665 | 15.849 | 14.040 | 10.007 | 11.107 | 4.354 | 3.658 | 4.742 |
| β = 0° | 2.932 | 2.894 | 4.421 | 11.795 | 11.591 | 12.183 | 8.744 | 7.388 | 8.806 | 3.051 | 4.203 | 3.377 |
| β = 22.5° | 3.168 | 3.956 | 3.208 | 4.883 | 6.113 | 7.664 | 2.529 | 3.098 | 4.692 | 2.353 | 3.016 | 2.972 |
| β = 45° | 3.251 | 2.822 | 3.352 | 4.953 | 8.149 | 5.248 | 2.172 | 5.320 | 2.631 | 2.781 | 2.828 | 2.617 |
| β = 67.5° | 2.822 | 3.061 | 2.858 | 4.760 | 4.498 | 6.756 | 2.070 | 2.103 | 3.077 | 2.691 | 2.395 | 3.679 |
| β = 90° | 2.764 | 2.838 | 2.861 | 4.499 | 5.493 | 5.009 | 2.103 | 2.760 | 2.760 | 2.396 | 2.733 | 2.249 |
| β = 112.5° | 3.086 | 2.965 | 2.995 | 3.916 | 5.085 | 4.167 | 1.990 | 2.639 | 2.006 | 1.926 | 2.445 | 2.160 |
| β = 135° | 2.998 | 3.041 | 2.958 | 4.363 | 3.772 | 5.352 | 2.282 | 2.072 | 2.382 | 2.081 | 1.700 | 2.969 |
| β = 157.5° | 3.036 | 3.179 | 2.942 | 3.873 | 4.040 | 5.384 | 1.833 | 2.101 | 2.272 | 2.040 | 1.939 | 3.112 |
| β = 180° | 2.899 | 2.929 | 2.773 | 4.039 | 3.964 | 4.943 | 2.243 | 1.952 | 2.099 | 1.796 | 2.012 | 2.844 |
| Feed Directions | Sku | Sz (μm) | Sp (μm) | Sv (μm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1st | 2nd | 3rd | 1st | 2nd | 3rd | 1st | 2nd | 3rd | 1st | 2nd | 3rd | |
| β = −157.5° | 13.211 | 16.473 | 20.073 | 25.508 | 30.278 | 22.699 | 18.904 | 22.456 | 15.635 | 6.604 | 7.822 | 7.064 |
| β = −135° | 26.120 | 37.778 | 32.647 | 18.979 | 21.243 | 22.399 | 13.831 | 14.178 | 16.424 | 5.148 | 7.065 | 5.975 |
| β = −112.5° | 22.462 | 44.487 | 18.960 | 10.897 | 13.805 | 15.946 | 8.325 | 10.025 | 11.370 | 2.572 | 3.780 | 4.576 |
| β = −90° | 22.022 | 34.336 | 10.429 | 14.570 | 8.031 | 11.969 | 9.878 | 6.547 | 7.685 | 4.692 | 1.484 | 4.284 |
| β = −67.5° | 3.249 | 3.045 | 2.969 | 4.841 | 5.330 | 4.897 | 2.616 | 2.699 | 2.470 | 2.226 | 2.631 | 2.427 |
| β = −45° | 3.399 | 3.114 | 3.270 | 4.605 | 5.439 | 4.877 | 2.499 | 2.792 | 2.368 | 2.106 | 2.646 | 2.509 |
| β = −22.5° | 3.268 | 3.140 | 3.193 | 4.693 | 5.111 | 5.891 | 2.371 | 2.410 | 2.865 | 2.321 | 2.701 | 3.026 |
| β = 0° | 3.270 | 3.294 | 3.169 | 5.796 | 6.912 | 5.054 | 3.085 | 3.537 | 2.687 | 2.710 | 3.375 | 2.367 |
| β = 22.5° | 3.075 | 3.083 | 2.868 | 5.675 | 5.423 | 4.806 | 3.059 | 2.699 | 2.365 | 2.616 | 2.724 | 2.441 |
| β = 45° | 3.006 | 2.969 | 2.933 | 5.884 | 6.075 | 4.883 | 2.984 | 3.642 | 2.865 | 2.899 | 2.433 | 2.017 |
| β = 67.5° | 3.030 | 3.273 | 3.165 | 5.021 | 5.195 | 4.987 | 2.558 | 2.658 | 2.303 | 2.463 | 2.537 | 2.683 |
| β = 90° | 4.788 | 5.134 | 4.128 | 12.225 | 9.316 | 8.356 | 7.900 | 5.965 | 5.362 | 4.325 | 3.350 | 2.994 |
| β = 112.5° | 25.356 | 32.619 | 11.970 | 14.309 | 14.993 | 12.449 | 8.053 | 8.569 | 9.565 | 6.256 | 6.423 | 2.884 |
| β = 135° | 33.651 | 20.068 | 25.437 | 16.186 | 18.398 | 20.660 | 10.253 | 12.569 | 13.670 | 5.933 | 5.829 | 6.990 |
| β = 157.5° | 34.446 | 21.405 | 28.679 | 26.726 | 26.398 | 22.470 | 18.942 | 19.069 | 15.650 | 7.785 | 7.330 | 6.820 |
| β = 180° | 20.018 | 41.030 | 35.036 | 21.489 | 19.818 | 25.987 | 15.188 | 13.663 | 18.749 | 6.300 | 6.155 | 7.238 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, A.; Yue, C.; Liu, X.; Liang, S.Y. Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V. Materials 2021, 14, 7143. https://doi.org/10.3390/ma14237143
Zhang A, Yue C, Liu X, Liang SY. Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V. Materials. 2021; 14(23):7143. https://doi.org/10.3390/ma14237143
Chicago/Turabian StyleZhang, Anshan, Caixu Yue, Xianli Liu, and Steven Y. Liang. 2021. "Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V" Materials 14, no. 23: 7143. https://doi.org/10.3390/ma14237143
APA StyleZhang, A., Yue, C., Liu, X., & Liang, S. Y. (2021). Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V. Materials, 14(23), 7143. https://doi.org/10.3390/ma14237143