
Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels




Abstract
1. Introduction
2. Materials and Methods
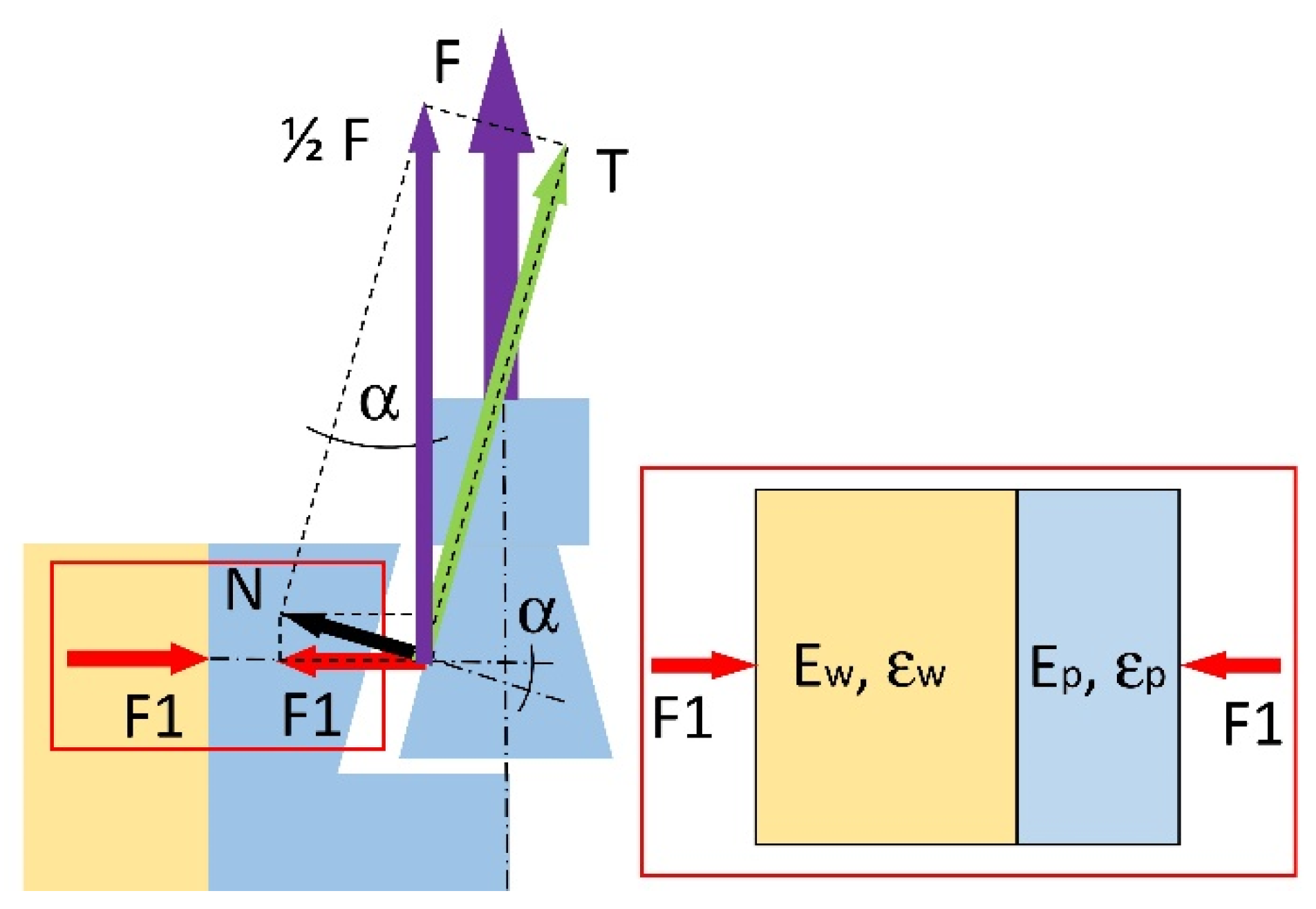
2.1. Fastener Model and Distribution of the Internal Forces
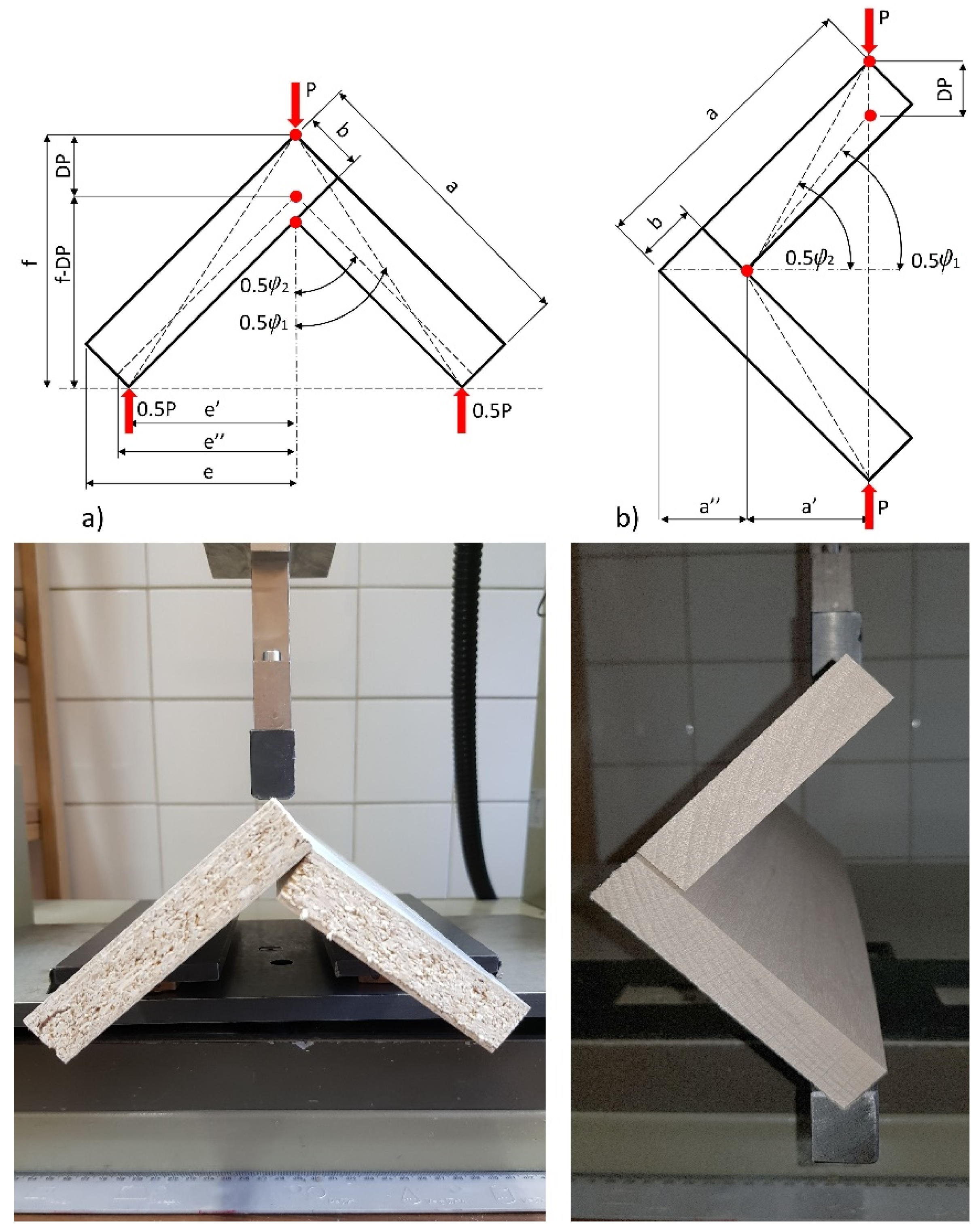
2.2. Preparation of the L-Type Corner Joints
2.3. Testing of the L-Type Corner Joints
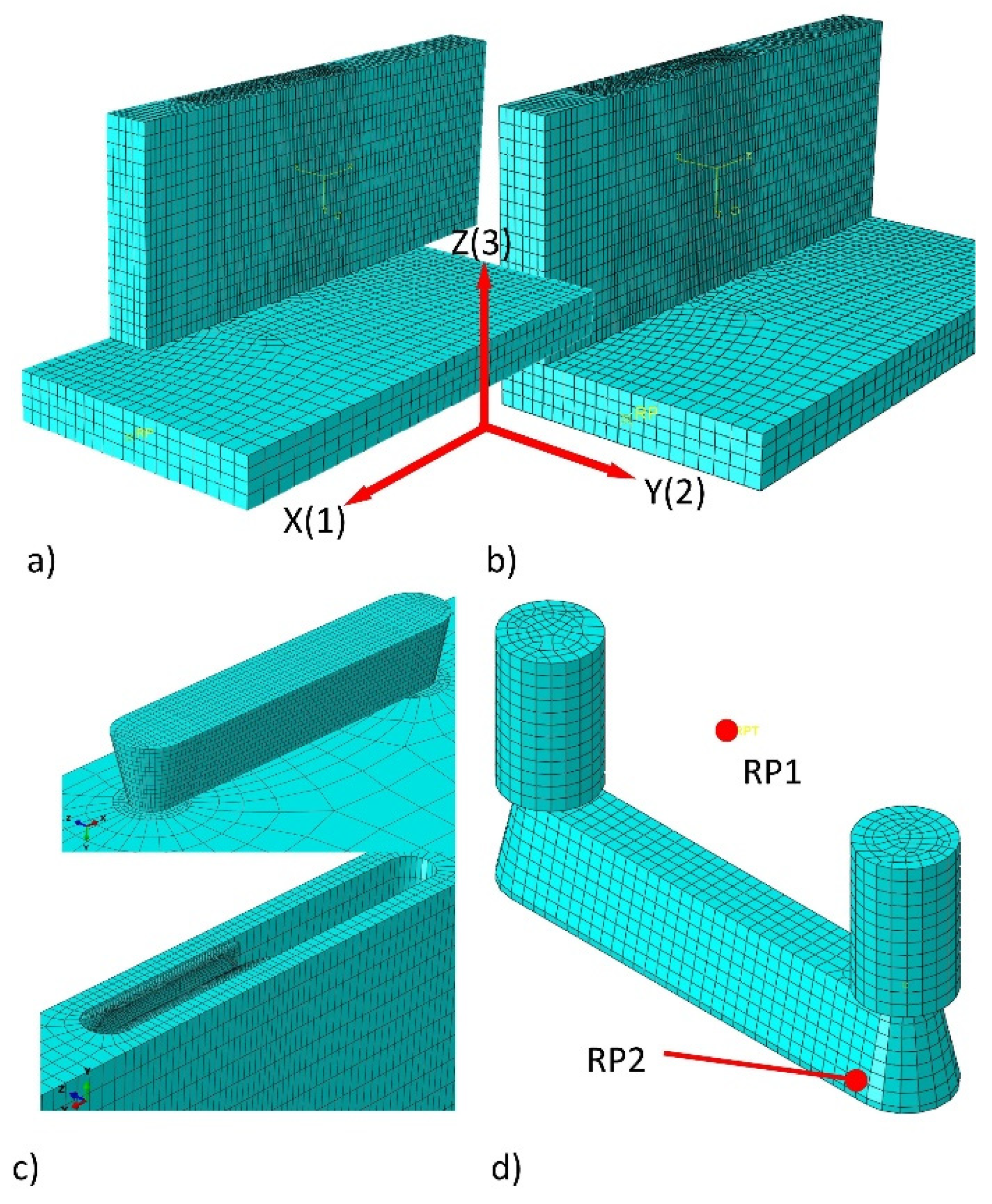
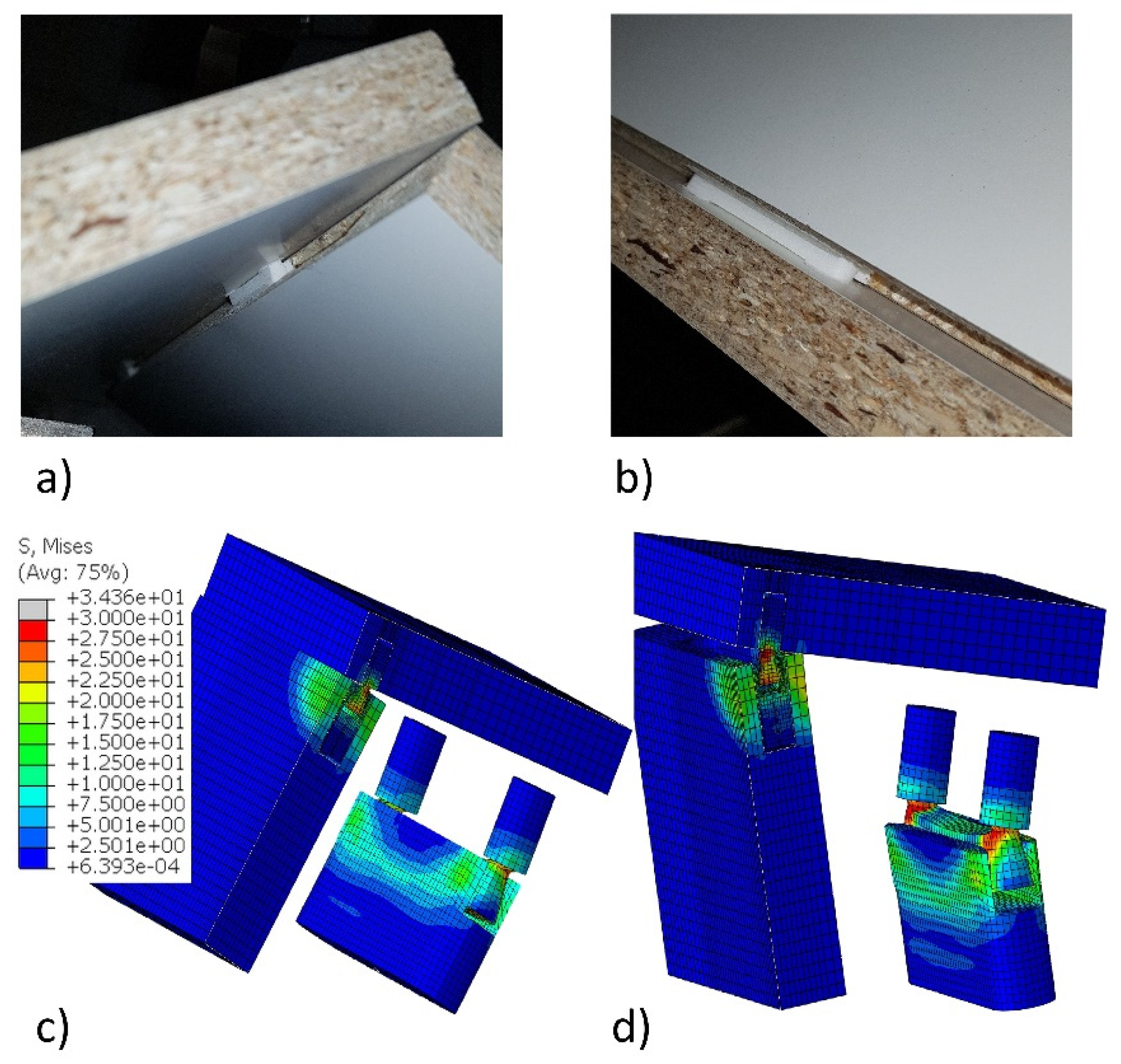
2.4. Numerical Model of the Corner Joints
3. Results
3.1. Fastener Model and Distribution of the Internal Forces
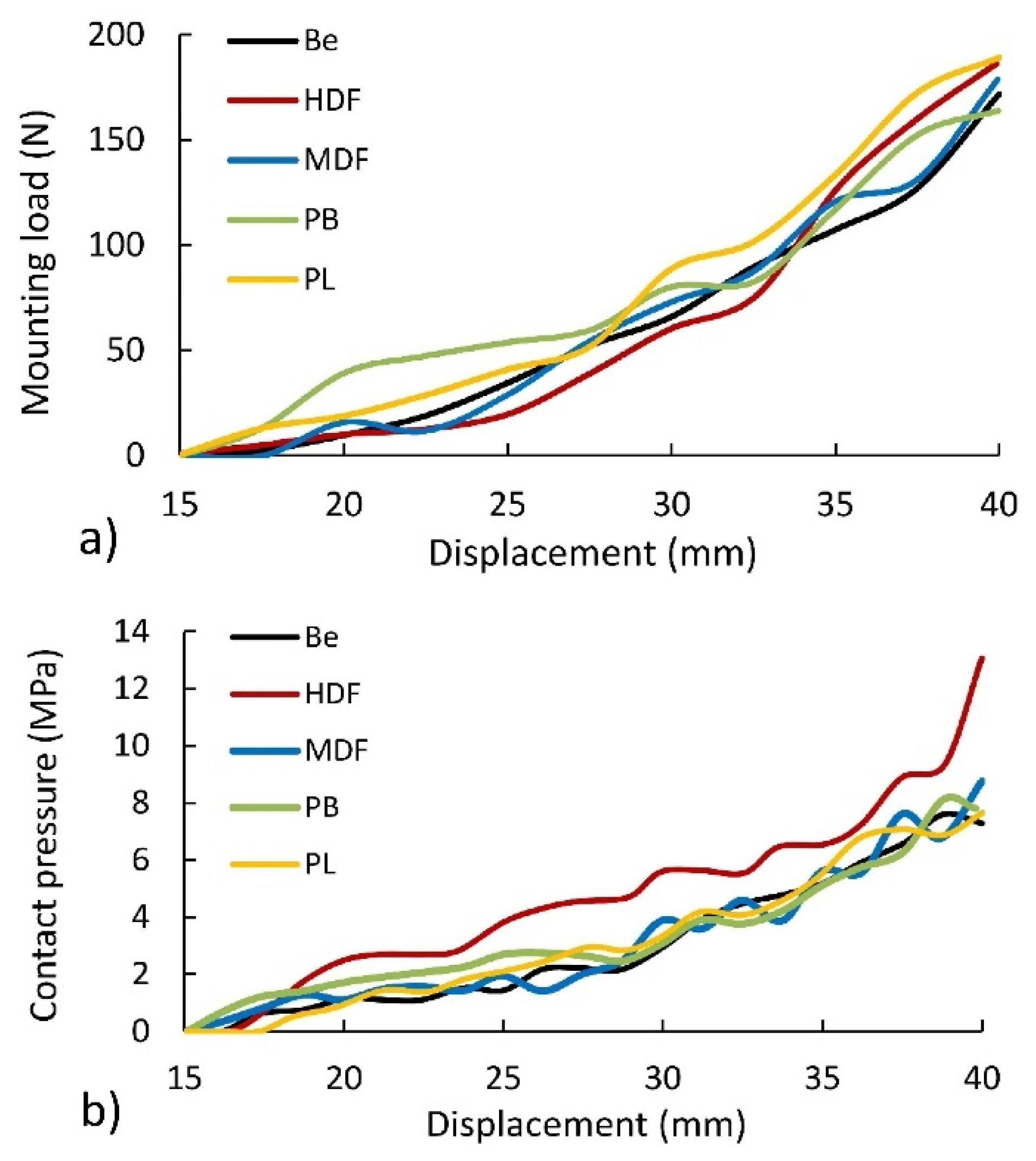
3.2. Effect of the Material Type on Mounting Forces of Corner Joints
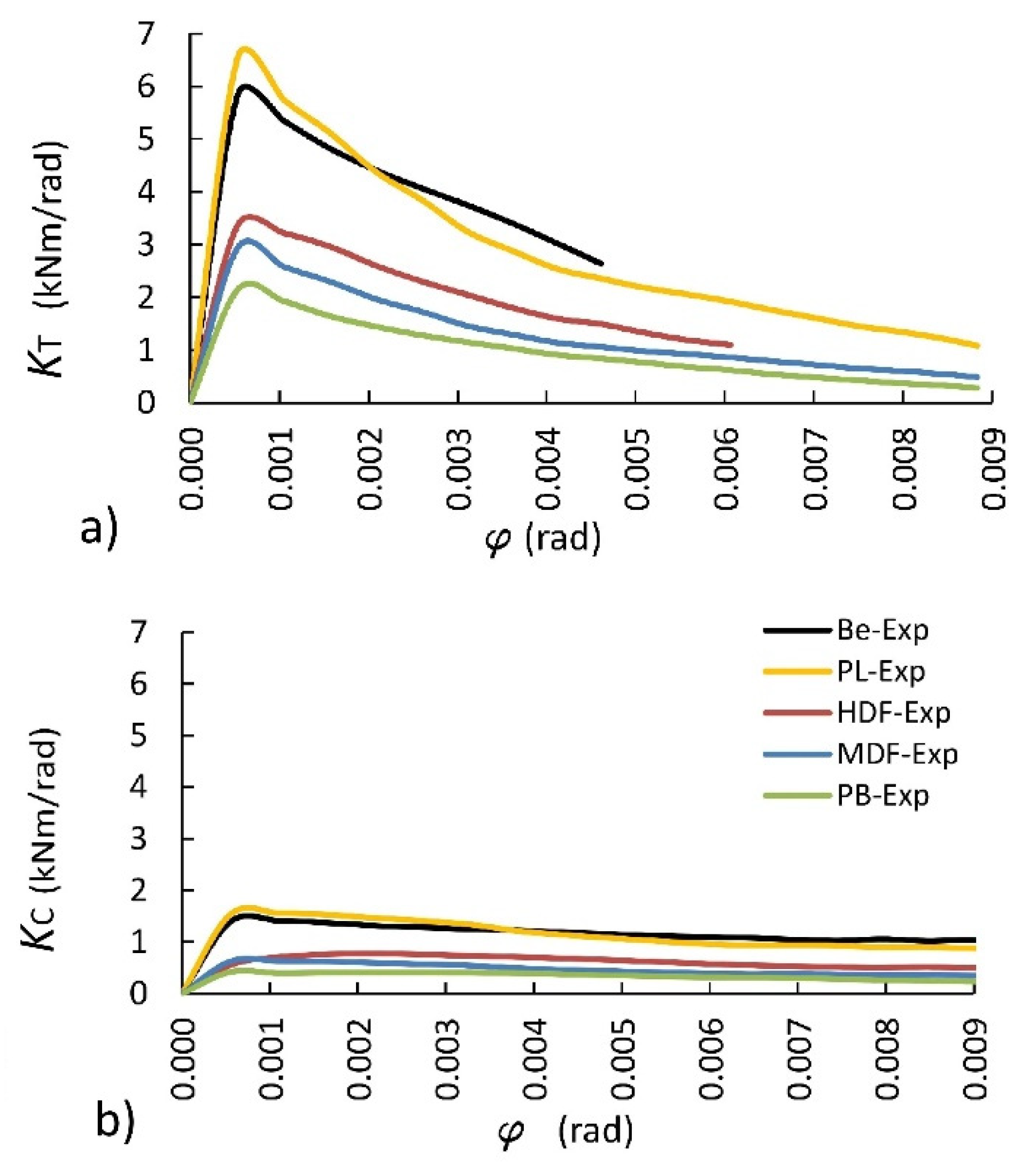
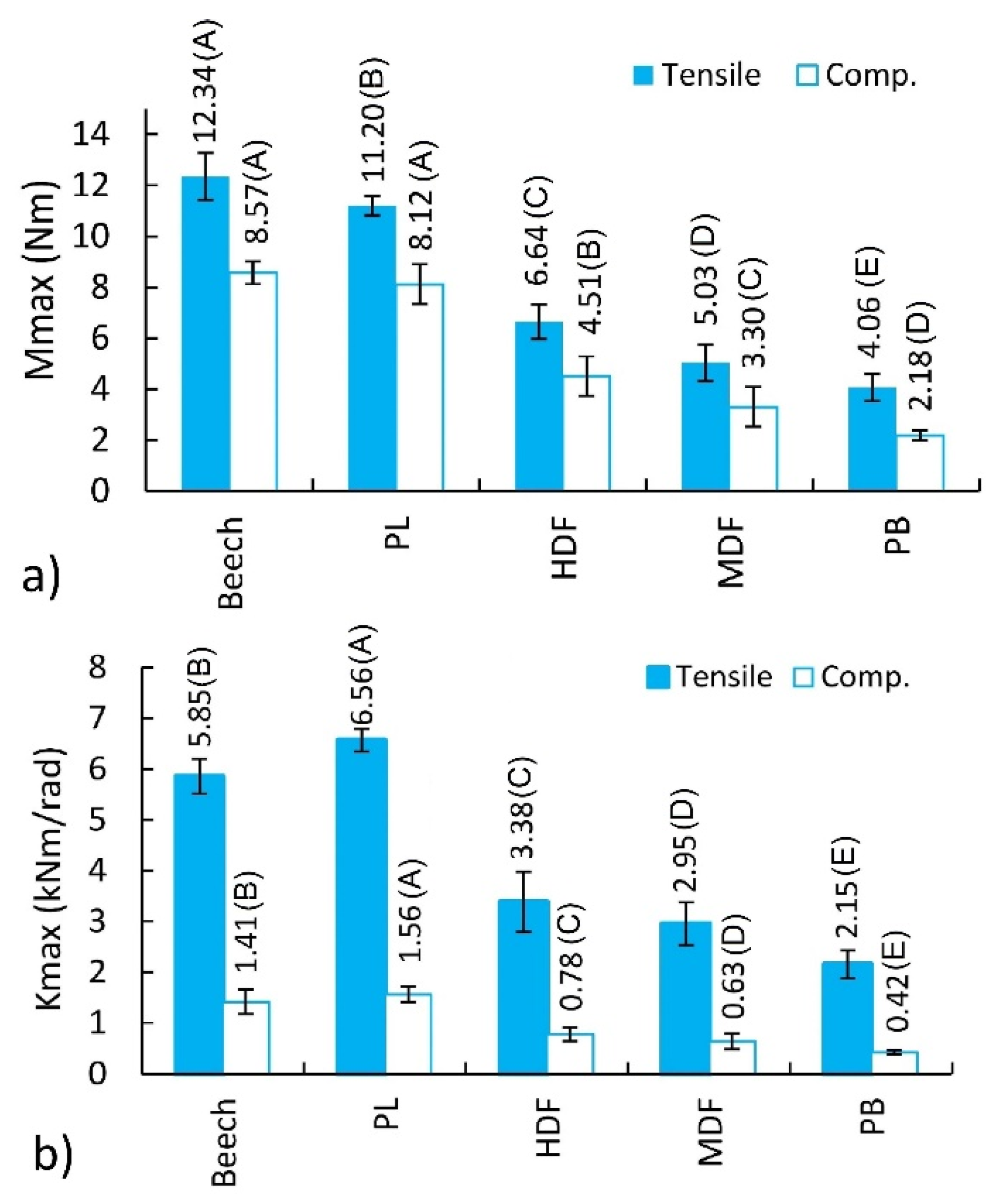
3.3. Effect of the Material Type on Stiffness and Bending Moment Capacity of Corner Joints
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- O’Neill, D. Respect and care for the older person. Lancet 2011, 377, 640. [Google Scholar] [CrossRef]
- O’Neill, D. The art of the demographic dividend. Lancet 2011, 377, 1828–1829. [Google Scholar] [CrossRef]
- Hrovatin, J.; Prekrat, S.; Oblak, L.; Ravnik, D. Ergonomic suitability of kitchen furniture regarding height accessibility. Coll. Antropol. 2015, 39, 185–191. [Google Scholar] [PubMed]
- Jivkov, V.; Marinova, A.; Paper, C.; Jivkov, V.; Marinova, A. Investigation on ultimate bending strength and stiffness under compression of corner joints from particleboard. In Proceedings of the International Scientific Conference Interior and Furniture Design 10th Aniversary Celebration of Engineering Design, Sofia, Bulgaria, 10 October 2005; pp. 155–163. [Google Scholar]
- Eckelman, C.A.; Rabiej, R. A comprehensive method of analysis of case furniture. For. Prod. J. 1985, 35, 62–68. [Google Scholar]
- Tankut, A.N.; Tankut, N. The effects of joint forms (Shape) and dimensions on the strengths of mortise and tenon joints. Turkish J. Agric. For. 2005, 29, 493–498. [Google Scholar]
- Prekrat, S.; Španić, N. Scientific methods for determination of wooden corner joint designs. Drv. Ind. 2009, 60, 245–251. [Google Scholar]
- Tankut, N. Effect of various factors on the rigidity of furniture cases. Afr. J. Biotechnol. 2009, 8, 5265–5270. [Google Scholar]
- Atar, M.; Ozcifci, A.; Altinok, M.; Celikel, U. Determination of diagonal compression and tension performances for case furniture corner joints constructed with wood biscuits. Mater. Des. 2009, 30, 665–670. [Google Scholar] [CrossRef]
- Tankut, A.N.; Tankut, N. Evaluation the effects of edge banding type and thickness on the strength of corner joints in case-type furniture. Mater. Des. 2010, 31, 2956–2963. [Google Scholar] [CrossRef]
- Jivkov, V.; Kyuchukov, B.; Simeonova, R.; Marinova, A. Withdrawal capacity of screws and confirmat into different wood-based panels. In Proceedings of the The XXVIIIth International Conference Research for Furniture Industry, Poznan, Poland, 21–22 September 2017; pp. 57–66. [Google Scholar]
- Bal, B.C. Screw and nail holding properties of plywood panels reinforced with glass fiber fabric. Cerne 2017, 23, 11–18. [Google Scholar] [CrossRef]
- Erdil, Y.; Zhang, J.; Eckelman, C. Holding strength of screws in plywood and oriented strandboard. For. Prod. J. 2002, 52, 55–62. [Google Scholar]
- Haftkhani, A.R.; Ebrahimi, G.; Tajvidi, M.; Layeghi, M. Investigation on withdrawal resistance of various screws in face and edge of wood—Plastic composite panel. Mater. Des. 2011, 32, 4100–4106. [Google Scholar] [CrossRef]
- Wang, X.; Salenikovich, A. Mohammad Localized density effects on fastener holding capacities in wood-based panels. Part 2: Cyclic tests. For. Prod. J. 2009, 59, 61–68. [Google Scholar]
- Bal, B.C.; Akcakaya, E.; Gundes, Z. Screw-holding capacity of melamine-faced fiberboard and particleboard used in furniture production. Mugla J. Sci. Technol. 2017, 4, 49–52. [Google Scholar]
- Altinok, M.; Taş, H.H.; Çimen, M. Effects of combined usage of traditional glue joint methods in box construction on strength of furniture. Mater. Des. 2009, 30, 3313–3317. [Google Scholar] [CrossRef]
- Tankut, A.N.; Tankut, N. Investigations the effects of fastener, glue, and composite material types on the strength of corner joints in case-type furniture construction. Mater. Des. 2009, 30, 4175–4182. [Google Scholar] [CrossRef]
- Malkoçoglu, A.; Yerlikaya, N.Ç.; Çakiroğlu, F.L. Effects of number and distance between dowels of ready-to-assemble furniture on bending moment resistance of corner joints. Wood Res. 2013, 58, 671–680. [Google Scholar]
- Langová, N.; Joščák, P. Mechanical properties of confirmat screws corner joints made of native wood and wood-based composites. Ann. WULS For. Wood Technol. 2019, 105, 76–84. [Google Scholar] [CrossRef]
- Šimek, M.; Haviarová, E.; Eckelman, C.A. The end distance effect of knock-down furniture fasteners on bending moment resistance of corner joints. Acta Univ. Agric. Silvic. Mendel. Brun. 2008, 56, 203–209. [Google Scholar] [CrossRef]
- Máchová, E.; Langová, N.; Réh, R.; Joščák, P.; Krišt’ák, L.; Holouš, Z.; Igaz, R.; Hitka, M. Effect of moisture content on the load carrying capacity and stiffness of corner wood-based and plastic joints. BioResources 2019, 14, 8641–8655. [Google Scholar] [CrossRef]
- Vassilios, V.; Barboutis, I. Screw withdrawal capacity used in the eccentric joints of cabinet furniture connectors in particleboard and MDF. J. Wood Sci. 2005, 51, 572–576. [Google Scholar] [CrossRef]
- Yerlikaya, Ç.N. Effects of glass–fiber composite, dowel, and minifix fasteners on the failure load of corner joints in particleboard case-type furniture. Mater. Des. 2012, 39, 63–71. [Google Scholar] [CrossRef]
- Smardzewski, J.; Rzepa, B.; Kiliç, H. Mechanical properties of externally invisible furniture joints made of wood-based composites. BioResources 2016, 11, 1224–1239. [Google Scholar] [CrossRef]
- Gašparík, M.; Gaff, M.; Ruman, D.; Záborský, V.; Kašičková, V.; Sikora, A.; Štícha, V. Shear bond strength of two-layered hardwood strips bonded with polyvinyl acetate and polyurethane adhesives. BioResources 2016, 12, 495–513. [Google Scholar] [CrossRef]
- Kasal, A. Effect of the number of screws and screw size on moment capacity of furniture corner joints in case construction. For. Prod. J. 2008, 58, 36–44. [Google Scholar]
- Kasal, A. Estimation equations for moment resistances of L-type screw corner joints in case goods furniture. For. Prod. J. 2008, 58, 21–27. [Google Scholar]
- Smardzewski, J.; Słonina, M.; Maslej, M. Stiffness and failure behaviour of wood based honeycomb sandwich corner joints in different climates. Compos. Struct. 2017, 168, 153–163. [Google Scholar] [CrossRef]
- Smardzewski, J.; Majewski, A. Strength and durability of furniture drawers and doors. Mater. Des. 2013, 51, 61–66. [Google Scholar] [CrossRef]
- Podskarbi, M.; Smardzewski, J. Numerical modelling of new demountable fasteners for frame furniture. Eng. Struct. 2019, 185, 135. [Google Scholar] [CrossRef]
- Krzyżaniak, Ł.; Smardzewski, J. Strength and stiffness of new designed externally invisible and demountable joints for furniture cases. Eng. Struct. 2019, 199, 109674. [Google Scholar] [CrossRef]
- Demici, I.H. The experimental and finite element analysis of diagonal tensile tests conducted on frame type constructed corner joints. Technology 2011, 14, 11–21. [Google Scholar]
- Smardzewski, J.; Kłos, R. Modeling of joint substitutive rigidity of board elements. Ann. WULS-SGGW For. Wood Technol. 2011, 73, 7–15. [Google Scholar]
- Krzyżaniak, Ł.; Smardzewski, J. Modeling of externally invisible cabinet furniture joints. In Proceedings of the 28th International Conference on Wood Modification and Technology 2017, Zagreb, Croatia, 7–8 December 2017; pp. 191–197. [Google Scholar]
- Smardzewski, J. Furniture Design, 1st ed.; Springer International Publishing: Berlin/Heidelberg, Germany; New York, NY, USA; Dordrecht, The Netherlands; London, UK, 2015; ISBN 9783319195339. [Google Scholar]
- Bekir, C.; Bektaþ, Ý. Some mechanical properties of plywood produced from eucalyptus, beech, and poplar veneer. Maderas. Cienc. y Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef]
- Abaqus Inc. ABAQUS/Standard Output Variable Identifiers. In ABAQUS Analysis User’s Manual; Section 4.2.1; 2020; Available online: http://130.149.89.49:2080/v6.14/ (accessed on 22 November 2021).
- Abaqus Inc. ABAQUS/Explicit Output Variable Identifiers. In ABAQUS Analysis User’s Manual; Section 4.2.2; 2020; Available online: http://130.149.89.49:2080/v6.14/ (accessed on 22 November 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | Beech * | PL (UF) ** | PB * | MDF * | HDF * | PA12 |
|---|---|---|---|---|---|---|---|
| Density | kg/m3 | 734 | 798 | 642 | 745 | 891 | 938 |
| MPa | 95 | 89 | 12 | 32 | 57 | 26 | |
| 43 | 38 | ||||||
| 14,100 | 8636 | 2530 | 3850 | 5456 | 709 | ||
| 2280 | 2661 | ||||||
| 1160 | |||||||
| 1645 | 822 | 987 | 1480 | ||||
| 1082 | |||||||
| 471 | |||||||
| 0.450 | 0.439 | 0.282 | 0.300 | 0.300 | 0.229 | ||
| 0.510 | |||||||
| 0.750 | |||||||
| 0.360 | |||||||
| 0.075 | 0.031 | ||||||
| 0.044 |
| Loading Type | Material Type | Maximum Load (N) | Differences (%) | ||
|---|---|---|---|---|---|
| Experiment | FEM | ||||
| Mean | COV (%) | ||||
| Tension | Be | 212.89 | 8.75 | 212.89 | 0.00 |
| PL | 193.14 | 3.39 | 198.55 | −2.80 | |
| HDF | 114.56 | 8.81 | 115.96 | −1.22 | |
| MDF | 86.76 | 10.86 | 89.56 | −3.23 | |
| PB | 70.08 | 11.45 | 74.96 | −6.96 | |
| Compression | Be | 147.76 | 10.07 | 144.88 | 1.95 |
| PL | 140.01 | 9.58 | 139.37 | 0.46 | |
| HDF | 77.71 | 10.98 | 75.10 | 3.36 | |
| MDF | 56.91 | 11.26 | 54.57 | 4.12 | |
| PB | 37.55 | 9.14 | 37.03 | 1.38 | |
| Source | Degrees of Freedom | Sum of Squares | Mean Squares | F–Value | p–Value | |
|---|---|---|---|---|---|---|
| Tension | ||||||
| Bending moment | Material type | 4 | 551.29 | 137.822 | 318.15 | 0.000 |
| Error | 45 | 19.49 | 0.433 | |||
| Total | 49 | 570.78 | ||||
| Stiffness | Material type | 4 | 147.770 | 36.9425 | 237.88 | 0.000 |
| Error | 45 | 6.988 | 0.1553 | |||
| Total | 49 | 154.759 | ||||
| Compression | ||||||
| Bending moment | Material type | 4 | 330.19 | 82.5469 | 233.00 | 0.000 |
| Error | 45 | 15.94 | 0.3543 | |||
| Total | 49 | 346.13 | ||||
| Stiffness | Material type | 4 | 10.046 | 2.51157 | 106.60 | 0.000 |
| Error | 45 | 1.060 | 0.02356 | |||
| Total | 49 | 11.106 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krzyżaniak, Ł.; Kuşkun, T.; Kasal, A.; Smardzewski, J. Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels. Materials 2021, 14, 7119. https://doi.org/10.3390/ma14237119
Krzyżaniak Ł, Kuşkun T, Kasal A, Smardzewski J. Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels. Materials. 2021; 14(23):7119. https://doi.org/10.3390/ma14237119
Chicago/Turabian StyleKrzyżaniak, Łukasz, Tolga Kuşkun, Ali Kasal, and Jerzy Smardzewski. 2021. "Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels" Materials 14, no. 23: 7119. https://doi.org/10.3390/ma14237119
APA StyleKrzyżaniak, Ł., Kuşkun, T., Kasal, A., & Smardzewski, J. (2021). Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels. Materials, 14(23), 7119. https://doi.org/10.3390/ma14237119