Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS)

 ,
, 
 and
and 
Abstract
1. Introduction
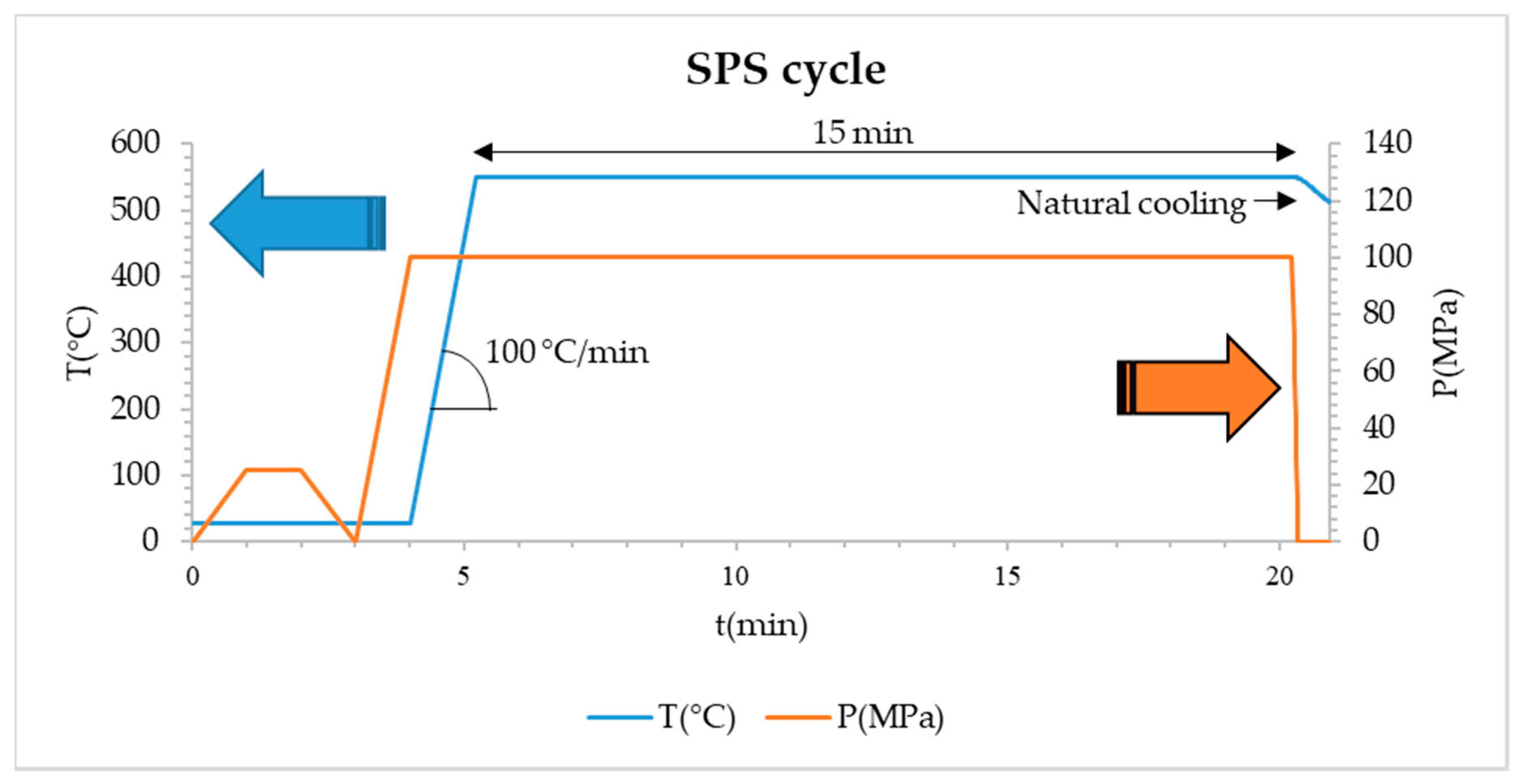
2. Materials and Methods
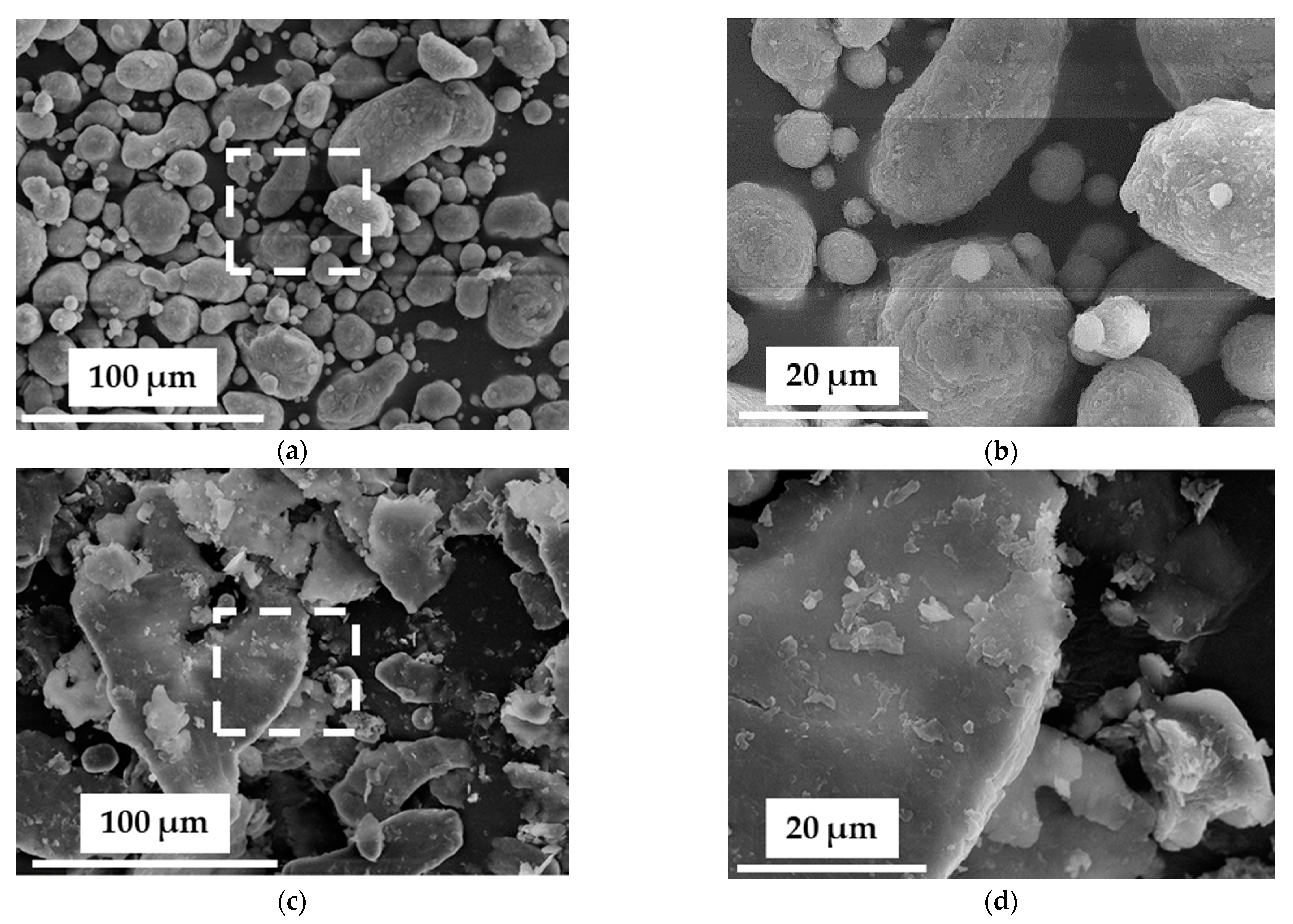
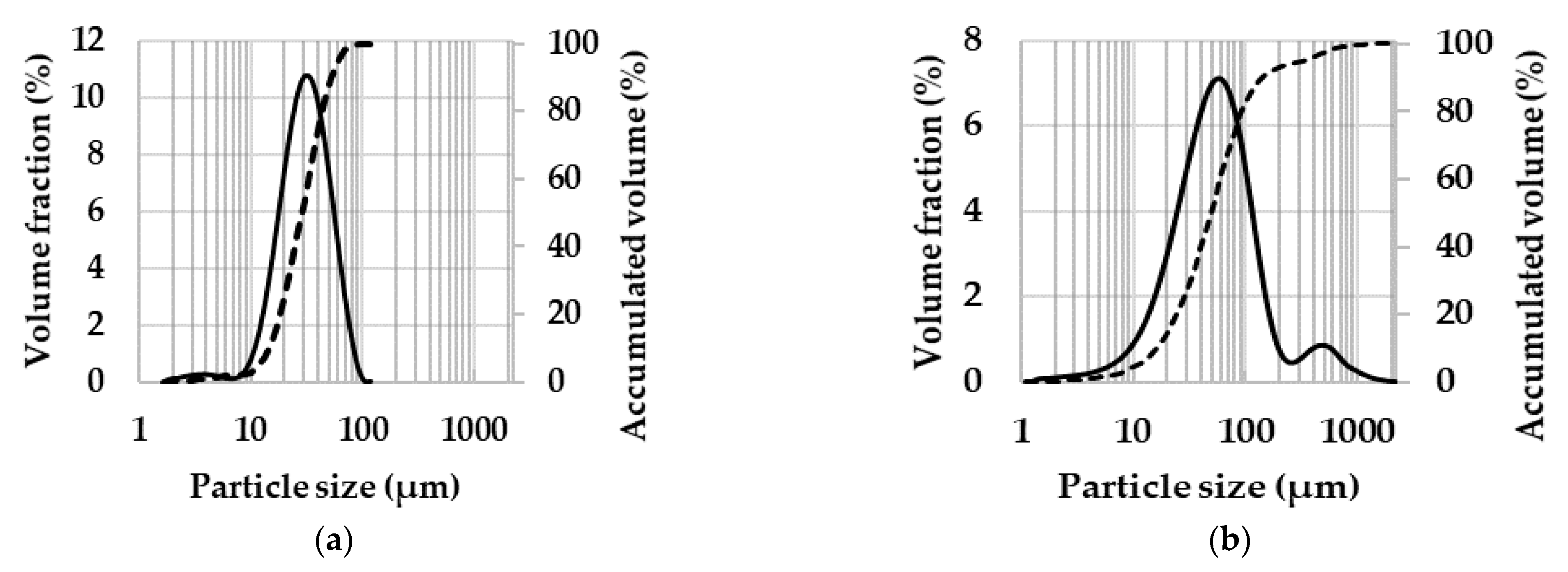
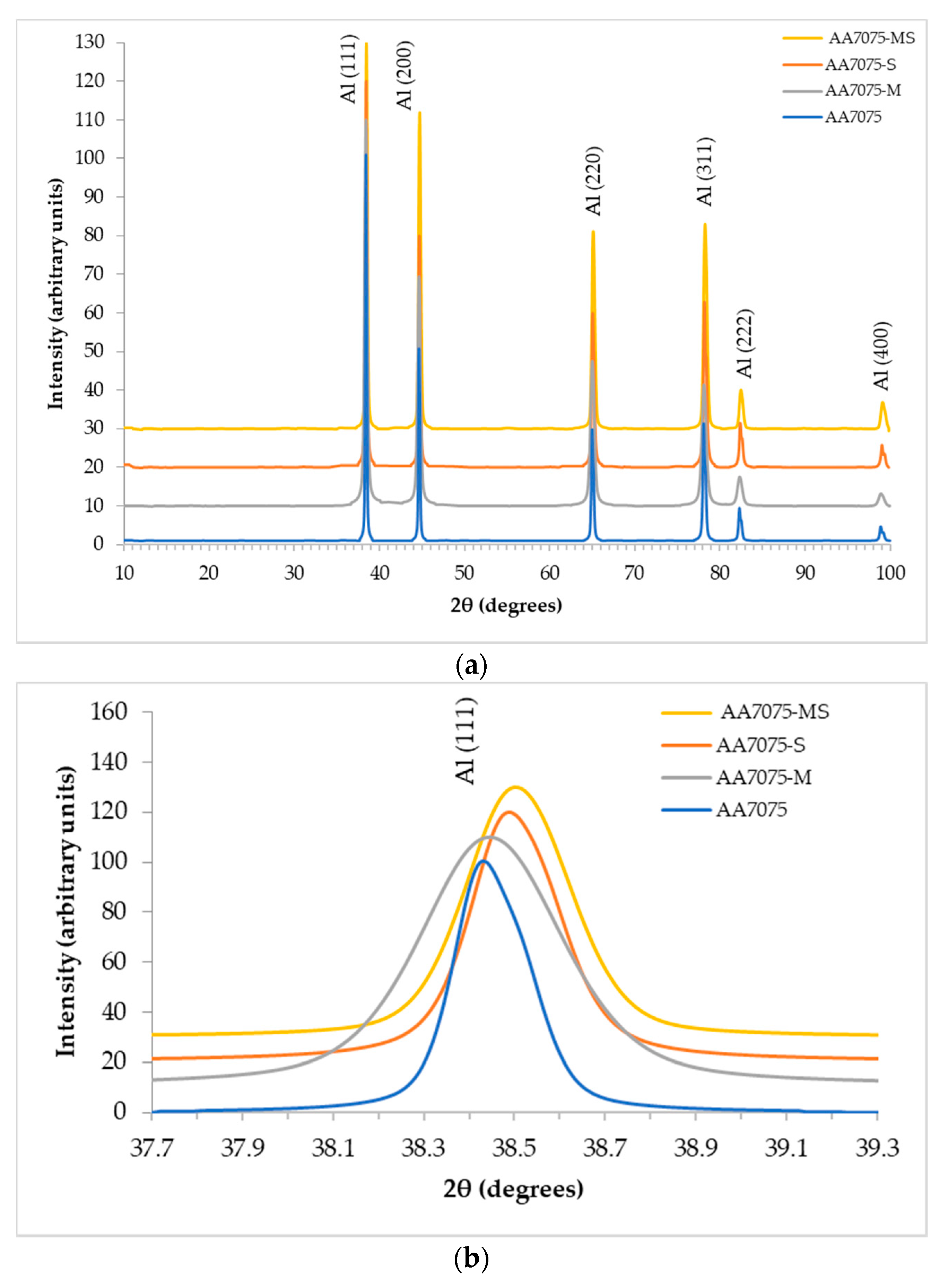
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chua, A.S.; Brochu, M.; Bishop, D.P. Spark plasma sintering of prealloyed aluminium powders. Powder Metall. 2015, 58, 51–60. [Google Scholar] [CrossRef]
- Aliyu, I.K.; Saheb, N.; Hassan, S.F.; Al-Aqeeli, N. Microstructure and properties of spark plasma sintered aluminum containing 1 wt.% SiC nanoparticles. Metals 2015, 5, 70–83. [Google Scholar] [CrossRef]
- Jha, A.K.; Sreekumar, K. Metallurgical studies on cracked Al-5.5Zn-2.5Mg-1.5Cu aluminum alloy injector disc of turbine rotor. J. Fail. Anal. Prev. 2008, 8, 327–332. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds—Effect of post weld heat treatment. Def. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef]
- Isadare, A.D.; Aremo, B.; Adeoye, M.O.; Olawale, O.J.; Shittu, M.D. Effect of heat treatment on some mechanical properties of 7075 aluminium alloy. Mater. Res. 2012, 16, 190–194. [Google Scholar] [CrossRef]
- Das, T.; Karunanithi, R.; Sinha, A.; Ghosh, K.S.; Bera, S. Deformation, decomposition and hardening behavior of nano Al7075 alloy prepared by mechanical milling and hot pressing. Adv. Powder Technol. 2016, 27, 1874–1877. [Google Scholar] [CrossRef]
- Alves, E.O.; Amaro, D.R.A.; Silva, E.C.D.; Filho, O.O.D.; Alves, K.G.B. Study on Effect of EAFD Particulate Reinforcement in AA7075 Aluminum Matrix Composites. Mater. Res. 2018, 21, e20170779. [Google Scholar] [CrossRef]
- Lee, P.W.; Trudel, Y.; Iacocca, R.; German, R.M.; Ferguson, B.L.; Eisen, W.B.; Moyer, K.; Madan, D.; Sanderow, H. Conventional Aluminum Powder Metallurgy Alloys. In ASM Handbook; ASM International: Almere, The Netherlands, 1998; Volume 7, pp. 834–839. [Google Scholar]
- Munir, Z.A.; Quach, D.V.; Ohyanagi, M. Electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2011, 94, 1–19. [Google Scholar] [CrossRef]
- Zhang, F.; Basu, B.; Wang, L.; Machado, I.F.; Estournès, C. Nanomaterials processed by spark plasma sintering. J. Nanomater. 2013, 2013, 346952. [Google Scholar] [CrossRef]
- Sarkar, S.; Halder, R.; Biswas, M.; Bandyopadhyay, S. Densification, microstructure and tribomechanical properties of SPS processed β-SiAlON bonded WC composites. Int. J. Refract. Met. Hard Mater. 2020, 105318. [Google Scholar] [CrossRef]
- Tõldsepp, E.; Schoenstein, F.; Amamra, M.; Saar, R.; Feldbach, E.; Kanaev, A.; Kirm, M. Spark plasma sintering of ultra-porous γ-Al2O3. Ceram. Int. 2016, 42, 11709–11715. [Google Scholar] [CrossRef]
- Zhang, F.; Reich, M.; Kessler, O.; Burkel, E. The potential of rapid cooling spark plasma sintering for metallic materials. Mater. Today 2013, 16, 192–197. [Google Scholar] [CrossRef]
- Cao, G.; Estournes, C.; Garay, J.; Orru, R. Spark Plasma Sintering: Current Status, New Developments and Challenges; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 9780128177440. [Google Scholar]
- Chen, W.; Anselmi-Tamburini, U.; Garay, J.E.; Groza, J.R.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process. Mater. Sci. Eng. A 2005, 394, 132–138. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, G. Electric current activated/assisted sintering (ECAS): A review of patents 1906–2008. Sci. Technol. Adv. Mater. 2009, 10. [Google Scholar] [CrossRef]
- Tokita, M. Development of large-size ceramic/metal bulk FGM fabricated by spark plasma sintering. Mater. Sci. Forum 1999, 308–311, 83–88. [Google Scholar] [CrossRef]
- Marder, R.; Estournès, C.; Chevallier, G.; Chaim, R. Plasma in spark plasma sintering of ceramic particle compacts. Scr. Mater. 2014, 82, 57–60. [Google Scholar] [CrossRef]
- Marder, R.; Estournès, C.; Chevallier, G.; Chaim, R. Spark and plasma in spark plasma sintering of rigid ceramic nanoparticles: A model system of YAG. J. Eur. Ceram. Soc. 2015, 35, 211–218. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Anders, A.; Andersson, J.; Lavernia, E.J.; Mukherjee, A.K. A discussion on the absence of plasma in spark plasma sintering. Scr. Mater. 2009, 60, 835–838. [Google Scholar] [CrossRef]
- Alcoa Brazil. Available online: https://www.alcoa.com/brasil/pt/default.asp (accessed on 5 June 2019).
- Gökçe, A.; Findik, F.; Kurt, A.O. Microstructural examination and properties of premixed Al-Cu-Mg powder metallurgy alloy. Mater. Charact. 2011, 62, 730–735. [Google Scholar] [CrossRef]
- Cerri, E.; Evangelista, E. Metallography of Aluminium Alloys; Talat: Ancona, Italy, 1999. [Google Scholar]
- Zipperian, D.C. Metallographic Handbook, 1st ed.; PACE Technologies: Tucson, AZ, USA, 2011. [Google Scholar]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Caglioti, G.; Paoletti, A.; Ricci, F.P. Choice of collimators for a crystal spectrometer for neutron diffraction. Nucl. Instrum. 1958, 3, 223–228. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Norton, M.G. X-Ray Diffraction; Springer: New York, NY, USA, 1998; ISBN 978-1-4899-0150-7. [Google Scholar]
- Mishra, S.K.; Roy, H.; Lohar, A.K.; Samanta, S.K.; Tiwari, S.; Dutta, K. A comparative assessment of crystallite size and lattice strain in differently cast A356 aluminium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2015, 75. [Google Scholar] [CrossRef]
- Bera, S.; Chowdhury, S.G.; Estrin, Y.; Manna, I. Mechanical properties of Al7075 alloy with nano-ceramic oxide dispersion synthesized by mechanical milling and consolidated by equal channel angular pressing. J. Alloys Compd. 2013, 548, 257–265. [Google Scholar] [CrossRef]
- Huo, S.H.; Qian, M.; Schaffer, G.B.; Crossin, E. Aluminium Powder Metallurgy; Woodhead Publishing Limited: Sawston, UK; Cambridge, UK, 2010; ISBN 9781845696542. [Google Scholar]
- Dayani, D.; Shokuhfar, A.; Vaezi, M.R.; Rezaei, S.R.J.; Hosseinpour, S. Structural and mechanical evaluation of a nanocrystalline A1–5 wt %si alloy produced by mechanical alloying. Metals 2017, 7, 332. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of ball size on steady state of aluminum powder and efficiency of impacts during milling. Powder Technol. 2015, 284, 149–158. [Google Scholar] [CrossRef]
- Rana, J.K.; Sivaprahasam, D.; Seetharama Raju, K.; Subramanya Sarma, V. Microstructure and mechanical properties of nanocrystalline high strength Al-Mg-Si (AA6061) alloy by high energy ball milling and spark plasma sintering. Mater. Sci. Eng. A 2009, 527, 292–296. [Google Scholar] [CrossRef]
- Graulis, S.; Chateigner, D.; Downs, R.T.; Yokochi, A.F.T.; Quirós, M.; Lutterotti, L.; Manakova, E.; Butkus, J.; Moeck, P.; Le Bail, A. Crystallography Open Database—An open-access collection of crystal structures. J. Appl. Crystallogr. 2009, 42, 726–729. [Google Scholar] [CrossRef]
- Yazdian, N.; Karimzadeh, F.; Tavoosi, M. Microstructural evolution of nanostructure 7075 aluminum alloy during isothermal annealing. J. Alloys Compd. 2010, 493, 137–141. [Google Scholar] [CrossRef]
- Abdoli, H.; Asgharzadeh, H.; Salahi, E. Sintering behavior of Al-AlN-nanostructured composite powder synthesized by high-energy ball milling. J. Alloys Compd. 2009, 473, 116–122. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Aziz, S.A.; Mamat, M.S. Effect of milling time on the microstructure, physical and mechanical properties of Al-Al2O3 nanocomposite synthesized by ball milling and powder metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef]
- Tavoosi, M.; Enayati, M.H.; Karimzadeh, F. Softening behaviour of nanostructured Al-14 wt% Zn alloy during mechanical alloying. J. Alloys Compd. 2008, 464, 107–110. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Ductility and plasticity of nanostructured metals: Differences and issues. Mater. Today Nano 2018, 2, 15–20. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Fundamentals of superior properties in bulk NanoSPD materials. Mater. Res. Lett. 2016, 4, 1–21. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, S.; Xu, F.; Wang, Y.; Dai, L. Enhancing strength without compromising ductility in copper by combining extrusion machining and heat treatment. J. Mater. Process. Technol. 2019, 267, 52–60. [Google Scholar] [CrossRef]
- Queudet, H.; Lemonnier, S.; Barraud, E.; Guyon, J.; Ghanbaja, J.; Allain, N.; Gaffet, E. One-step consolidation and precipitation hardening of an ultrafine-grained Al-Zn-Mg alloy powder by Spark Plasma Sintering. Mater. Sci. Eng. A 2017, 685, 227–234. [Google Scholar] [CrossRef]
- Liu, Z.F.; Zhang, Z.H.; Lu, J.F.; Korznikov, A.V.; Korznikova, E.; Wang, F.C. Effect of sintering temperature on microstructures and mechanical properties of spark plasma sintered nanocrystalline aluminum. Mater. Des. 2014, 64, 625–630. [Google Scholar] [CrossRef]
- Courtney, T.H. Mechanical Behavior of Materials, 2nd, ed.; Waveland Press: Long Grove, IL, USA, 2005; ISBN 978-1-57766-425-3. [Google Scholar]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Kalkanli, A.; Yilmaz, S. Synthesis and characterization of aluminum alloy 7075 reinforced with silicon carbide particulates. Mater. Des. 2008, 29, 775–780. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Elaya Perumal, A. Study on mechanical and wear properties of Al 7075/Al2O 3/graphite hybrid composites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Cr | Mg | Zn | Al | |
|---|---|---|---|---|---|---|
| wt.% | 0.10 | 1.38 | 0.27 | 1.71 | 5.06 | 91.48 |
| Sample | D (nm) | ε (%) | a0 (nm) | δ (m−2) |
|---|---|---|---|---|
| AA7075 | 61 | 0.07 | 0.40549 | 1.37 × 1014 |
| AA7075-M | 45 | 0.12 | 0.40553 | 3.26 × 1014 |
| AA7075-S | 80 | 0.02 | 0.40498 | 2.96 × 1013 |
| AA7075-MS | 77 | 0.08 | 0.40491 | 1.32 × 1014 |
| Sample | H (HV) | σu (MPa) | εu (—) |
|---|---|---|---|
| AA7075-S | 86 ± 2 | 498 ± 12 | (5.9 ± 0.4)·10−2 |
| AA7075-MS | 108 ± 2 | 550 ± 5 | (3.2 ± 0.1)·10−2 |
| AA7075-AC [49] | — | ≅ 400 | — |
| AA7075-T6 [49] | — | ≅ 450 | — |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soares, E.; Bouchonneau, N.; Alves, E.; Alves, K.; Araújo Filho, O.; Mesguich, D.; Chevallier, G.; Laurent, C.; Estournès, C. Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS). Materials 2021, 14, 430. https://doi.org/10.3390/ma14020430
Soares E, Bouchonneau N, Alves E, Alves K, Araújo Filho O, Mesguich D, Chevallier G, Laurent C, Estournès C. Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS). Materials. 2021; 14(2):430. https://doi.org/10.3390/ma14020430
Chicago/Turabian StyleSoares, Elder, Nadège Bouchonneau, Elizeth Alves, Kleber Alves, Oscar Araújo Filho, David Mesguich, Geoffroy Chevallier, Christophe Laurent, and Claude Estournès. 2021. "Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS)" Materials 14, no. 2: 430. https://doi.org/10.3390/ma14020430
APA StyleSoares, E., Bouchonneau, N., Alves, E., Alves, K., Araújo Filho, O., Mesguich, D., Chevallier, G., Laurent, C., & Estournès, C. (2021). Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS). Materials, 14(2), 430. https://doi.org/10.3390/ma14020430