Advanced Complex Analysis of the Thermal Softening of Nitrided Layers in Tools during Hot Die Forging


Abstract
1. Introduction
2. Materials and Methods
2.1. Testing Tempering of Nitrided Layers under Laboratory Conditions
2.2. Analysis of Tool Working Conditions in a Selected Industrial Forging Process
- Contact with the bottom die—0.37 s;
- Deformation—0.06 s;
- Contact with the bottom die before transfer—0.58 s;
- Free self-cooling—2 s;
- Lubrication—0.7 s;
- Free self-cooling for the next cycle—10.29 s.
- The initial charge temperature is the same as after the forging was transferred from the 1st to the 2nd forging operation—it was exported from the simulation of the first operation (upsetting);
- Die initial temperatures—bottom—250 °C, upper—350 °C (its temperature does not change during calculations);
- Heat transfer coefficients in contact—14 kW/m2 × K between the dies and the forging;
- Heat transfer coefficient of the bottom die working surface with the environment during lubrication/cooling 2.6 kW/m2 × K, during free self-cooling 15.5 W/m2 × K;
- Friction coefficient—Coulomb model marked in the program as water + graphite—µ = 0.15.
2.3. Analysis of the Influence of Working Temperature on the Phenomenon of Tool Thermal Softening in a Selected Industrial Forging Process
3. Results and Discussion
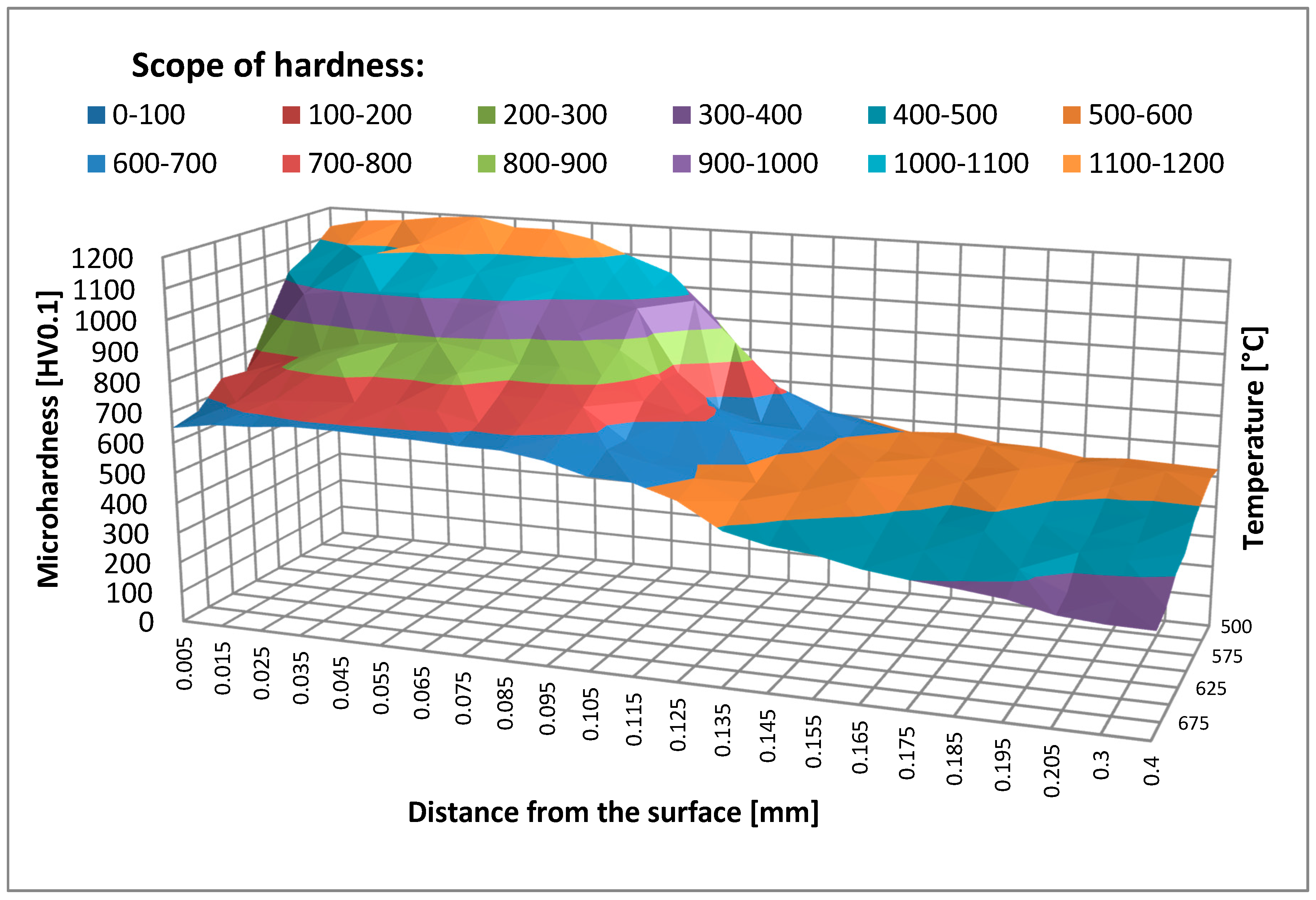
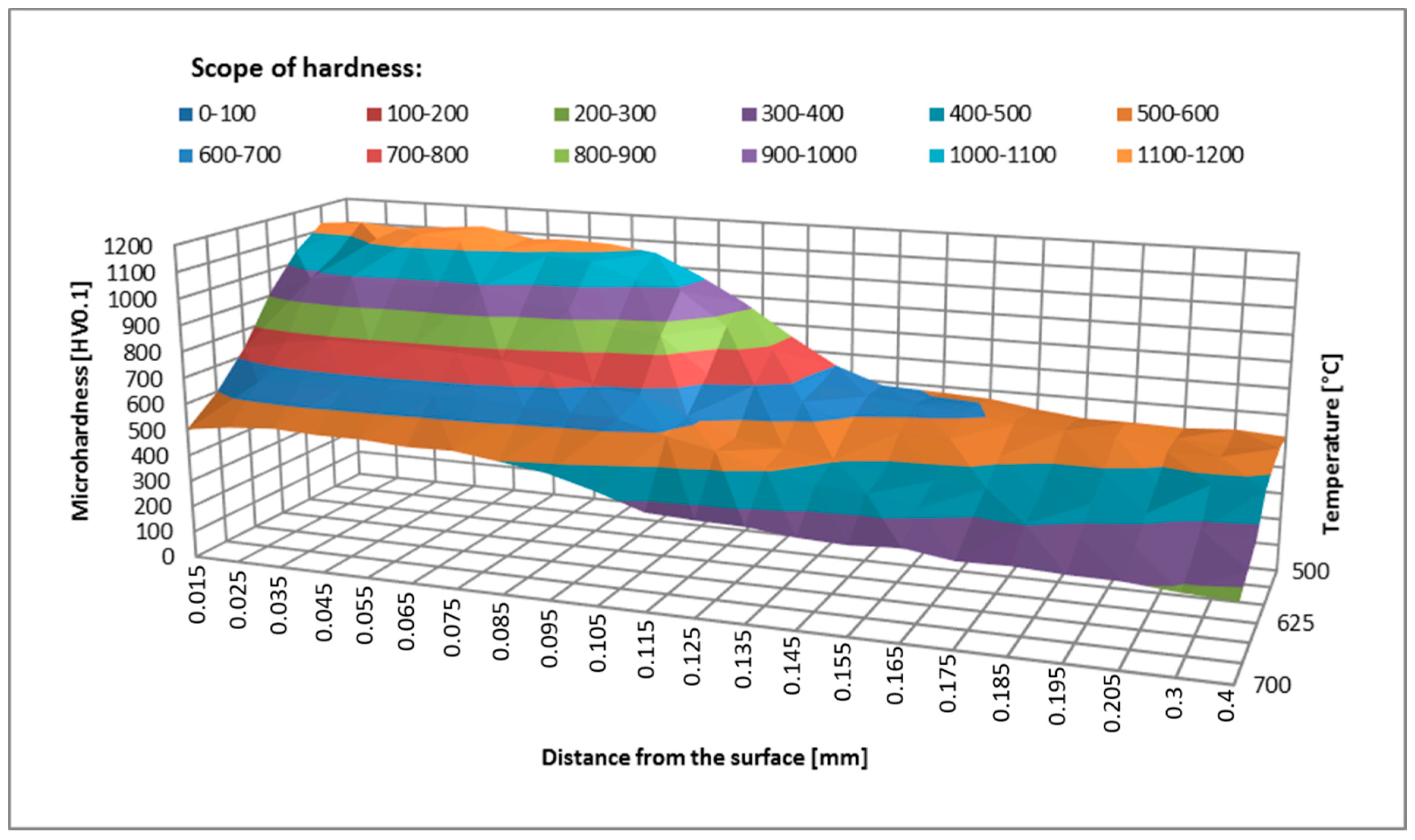
3.1. Test Results for Tempering of Nitrided Layers under Laboratory Conditions
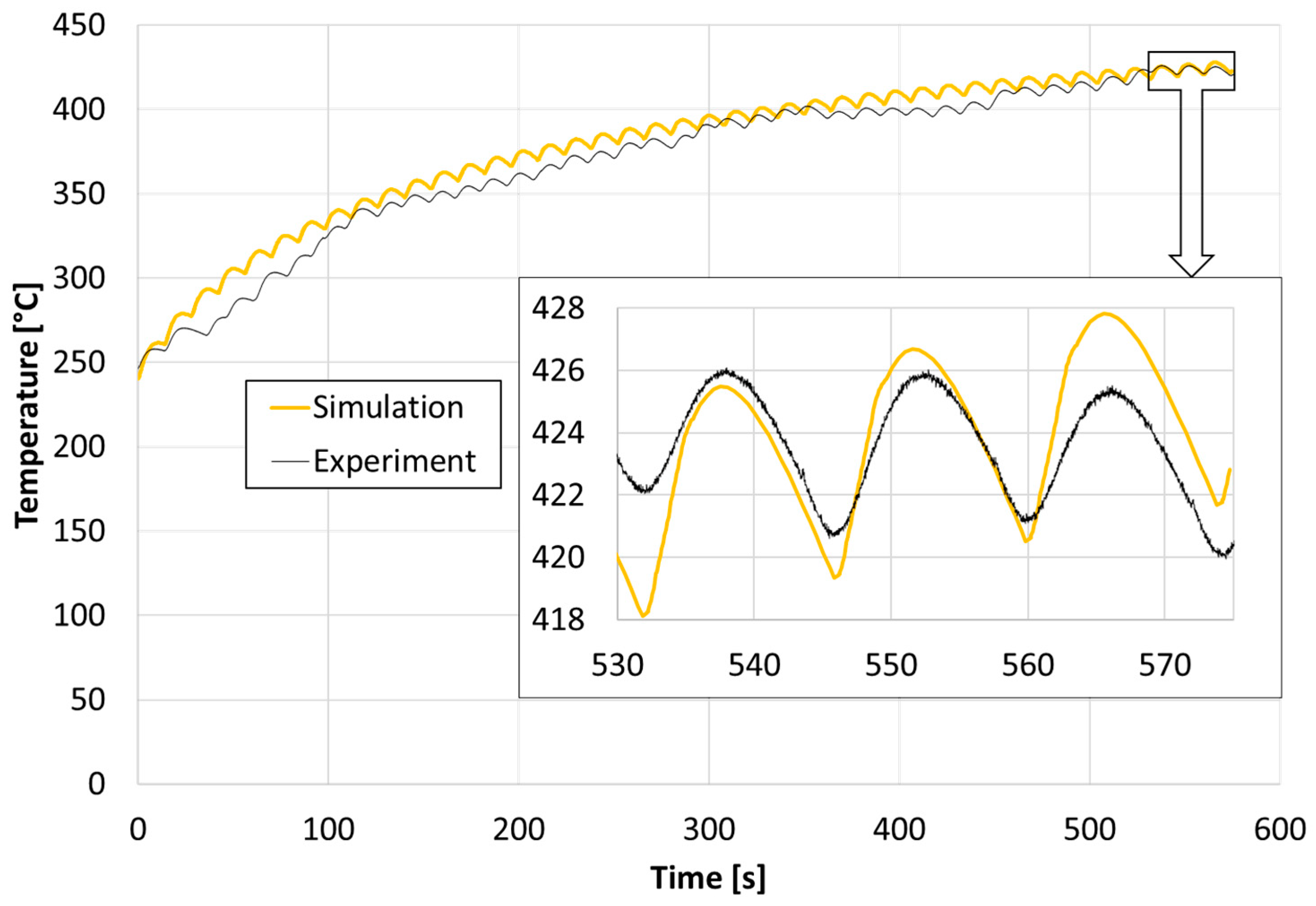
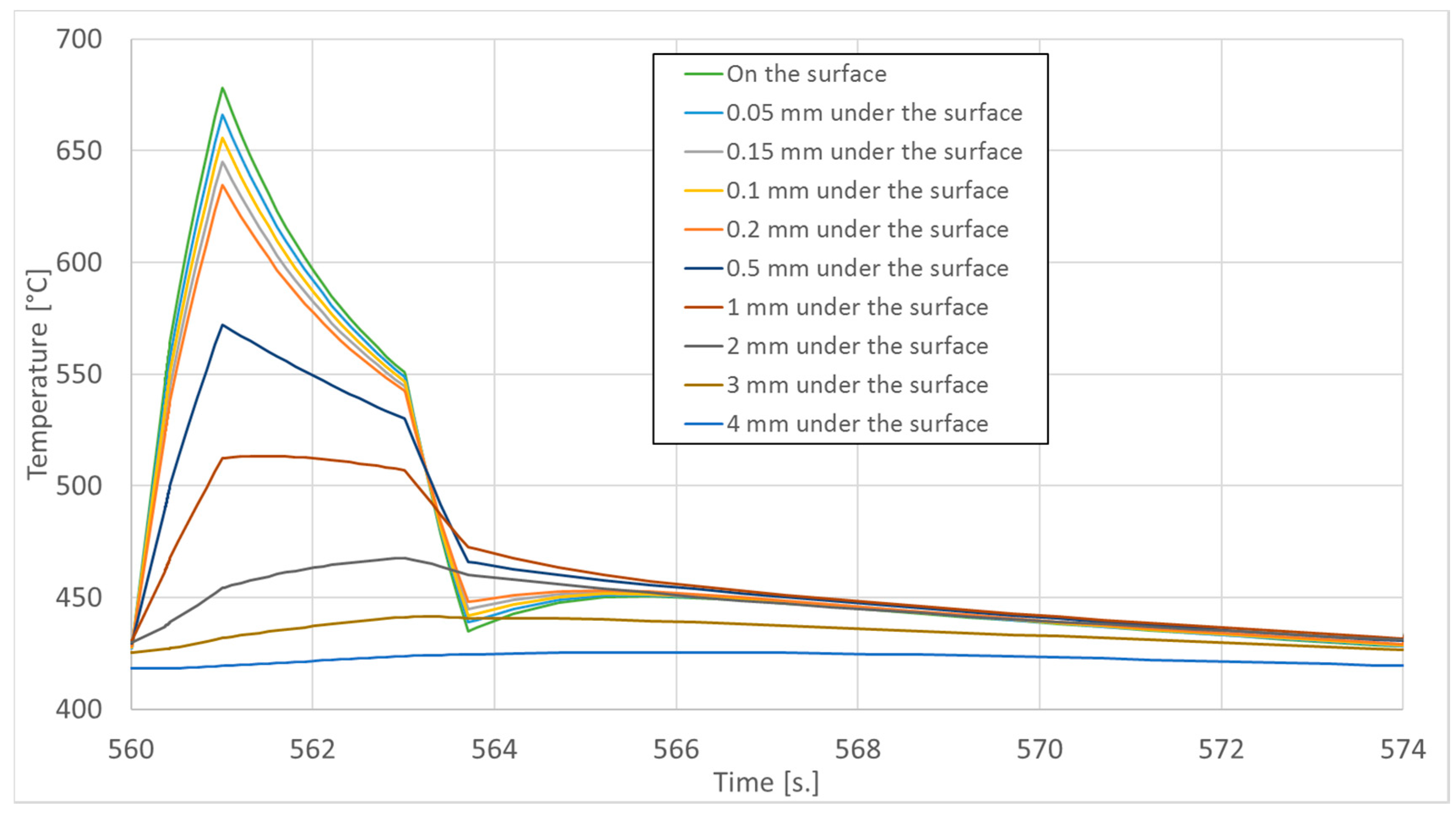
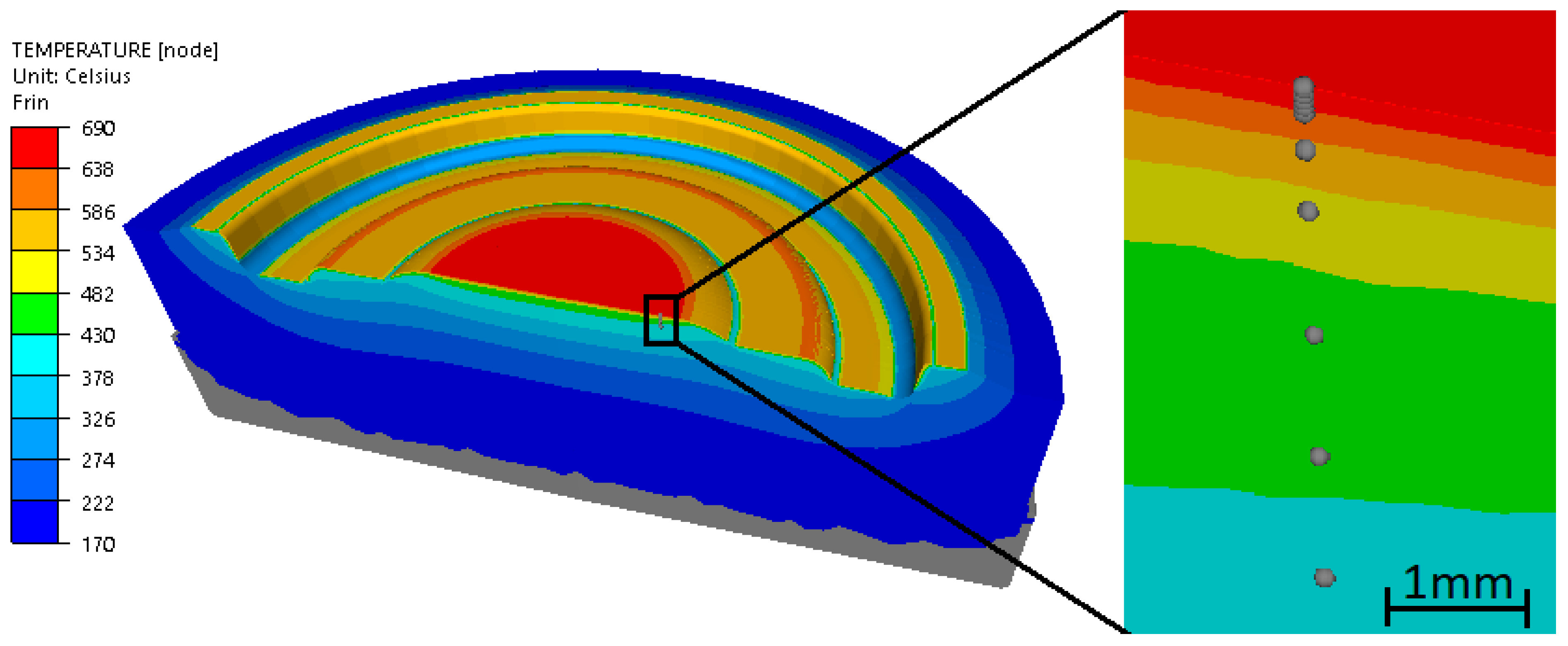
3.2. Results of Temperature Analysis of Tools in the Die Forging Process
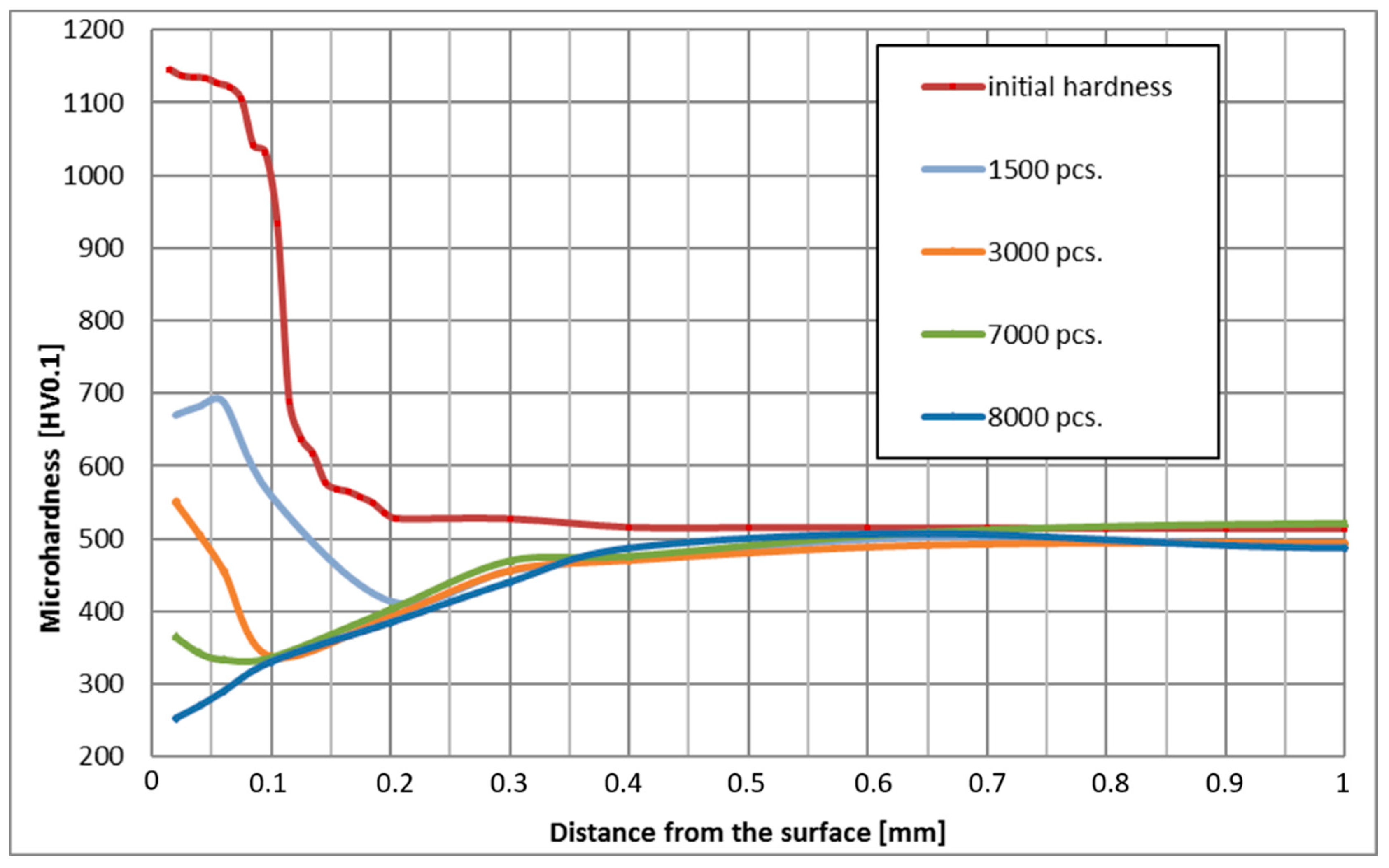
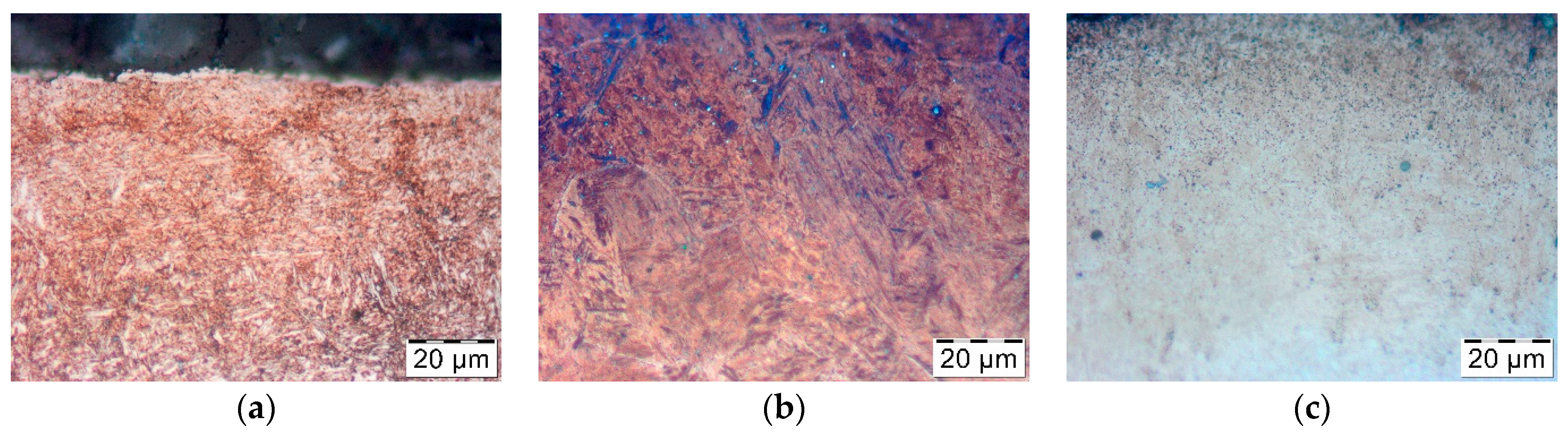
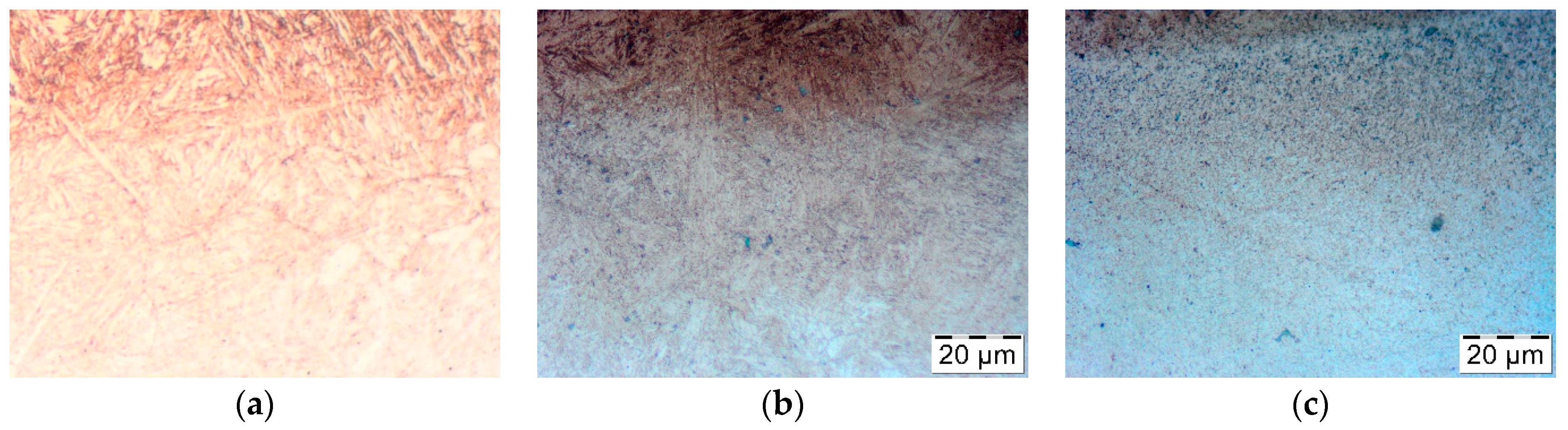
3.3. Test Results for Tempering of Nitrided Layers under the Conditions of the Actual Forging Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Altan, T.; Ngaile, G. Cold and Hot Forging: Fundamentals and Applications; ASM International: Almere, The Netherlands, 2005; ISBN 0-87170-805-1. [Google Scholar]
- Zwierzchowski, M. Impact of tool magnetization on changes in the surface layer of forging tools. Arch. Metall. Mater. 2019. [Google Scholar] [CrossRef]
- Wollmann, J.; Dolny, A.; Kaszuba, M.; Gronostajski, Z.; Gude, M. Methods for determination of low-cycle properties from monotonic tensile tests of 1.2344 steel applied for hot forging dies. Int. J. Adv. Manuf. Technol. 2019, 102, 3357–3367. [Google Scholar] [CrossRef]
- Behrens, A.; Just, H. Extension of the forming limits in cold and warm forging by the FE based fracture analysis with the integrated damage model of effective stresses. J. Mater. Process. Technol. 2002, 125, 235–241. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Zwierzchowski, M. A review of the degradation mechanisms of the hot forging tools. Arch. Civ. Mech. Eng. 2014, 14, 528–539. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Raedt, H.W.; Hadifi, M.S.T. Numerical investigations on the fatigue failure of forging tools due to thermo-mechanical cyclic loading. Int. J. Mater. Form. 2010. [Google Scholar] [CrossRef]
- Hollomon, J.H.; Jaffe, L.D. Time–temperature relations in tempering steel. Trans. AIME 1945, 162, 223–249. [Google Scholar]
- Virtanen, E.; Van Tyne, C.J.; Levy, B.S.; Brada, G. The tempering parameter for evaluating softening of hot and warm forging die steels. J. Mater. Process. Technol. 2013. [Google Scholar] [CrossRef]
- Kang, J.H.; Park, I.W.; Jae, J.S.; Kang, S.S. A study on die wear model of warm and hot forgings. Met. Mater. Int. 1998. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Huskic, A.; Baumer, M.; Paschke, H.; Lippold, L. Increasing the efficiency of forging operations using adjusted tribological surfaces enhanced by hard coatings. Tribol. Online 2016, 11, 432–443. [Google Scholar] [CrossRef][Green Version]
- Gronostajski, Z.; Widomski, P.; Kaszuba, M.; Zwierzchowski, M.; Polak, S.; Piechowicz, Ł.; Kowalska, J.; Długozima, M. Influence of the phase structure of nitrides and properties of nitrided layers on the durability of tools applied in hot forging processes. J. Manuf. Process. 2020, 52, 247–262. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Widomski, P.; Smolik, J.; Ziemba, J.; Hawryluk, M. Analysis of wear mechanisms of hot forging tools protected with hybrid layers performed by nitriding and PVD coatings deposition. Wear 2019, 420–421, 269–280. [Google Scholar] [CrossRef]
- Farhani, M.; Amadeh, A.; Kashani, H.; Saeed-Akbari, A. The study of wear resistance of a hot forging die, hardfaced by a cobalt-base superalloy. Mater. Forum 2006, 30, 212–218. [Google Scholar]
- Daouben, E.; Dubois, A.; Dubar, M.; Dubar, L.; Deltombe, R.; Truong Dinh, N.G.; Lazzarotto, L. Effects of lubricant and lubrication parameters on friction during hot steel forging. Int. J. Mater. Form. 2008, 1, 1223–1226. [Google Scholar] [CrossRef]
- Kang, J.H.; Park, I.W.; Jae, J.S.; Kang, S.S. Study on a die wear model considering thermal softening: (I) construction of the wear model. J. Mater. Process. Technol. 1999. [Google Scholar] [CrossRef]
- Kang, J.H.; Park, I.W.; Jae, J.S.; Kang, S.S. Study on die wear model considering thermal softening (II): Application of the suggested wear model. J. Mater. Process. Technol. 1999, 94, 183–188. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Widomski, P.; Kaszuba, M.; Zwierzchowski, M.; Hawryluk, M. Influence of both hardfaced and nitrided layers on the durability of hot forging tools. Surf. Innov. 2018, 6, 301–310. [Google Scholar] [CrossRef]
- Hawryluk, M.; Widomski, P.; Kaszuba, M.; Polak, S. Methods of temperature determination and measurement verification in applications related to hot die forging processes. High Temp. High Press. 2020, 49, 223–239. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Brunotte, K.; Wester, H.; Rothgänger, M.; Müller, F. Multi-Layer Wear and Tool Life Calculation for Forging Applications Considering Dynamical Hardness Modeling and Nitrided Layer Degradation. Materials 2020, 14, 104. [Google Scholar] [CrossRef] [PubMed]
- Dobrzański, L.A. Metalowe Materiały Inżynierskie; Wydawnictwo Naukowo-Techniczne: Warszawa, Poland, 2004. [Google Scholar]
- Axelsson, K.; Olivier, R.; Sivertsen, S. Solving Die Failure with Special Tool Steels. Available online: https://www.forgemag.com/articles/84883-solving-die-failure-with-special-tool-steels (accessed on 12 January 2021).
- Müller, F.; Malik, I.; Wester, H.; Behrens, B.-A. Experimental Characterisation of Tool Hardness Evolution Under Consideration of Process Relevant Cyclic Thermal and Mechanical Loading During Industrial Forging. In Congress of the German Academic Association for Production Technology; Springer: Berlin/Heidelberg, Germany, 2021; pp. 3–12. [Google Scholar]
- Hubicki, R.; Richert, M.; Wiewióra, M. An Experimental Study of Temperature Effect on Properties of Nitride Layers on X37CrMoV51 Tool Steel Used in Extrusion Aluminium Industry. Materials 2020, 13, 2311. [Google Scholar] [CrossRef] [PubMed]
- Mazurkiewicz, A.; Smolik, J. The innovative directions in development and implementations of hybrid technologies in surface engineering. Arch. Metall. Mater. 2015, 60, 2161–2172. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Depth (mm) | Max. Working Temperature (°C) | Tempering Time at Temperature above 600 °C (min) | ||||
|---|---|---|---|---|---|---|
| in 1 Cycle | in 1500 Forging Cycles | in 3000 Forging Cycles | in 7000 Forging Cycles | in 8000 Forging Cycles | ||
| 0 | 678.1 | 1.31 s | 33 | 66 | 153 | 175 |
| 0.05 | 666.1 | 1.18 s | 30 | 59 | 138 | 157 |
| 0.1 | 655.6 | 1.01 s | 25 | 51 | 118 | 135 |
| 0.15 | 645.1 | 0.90 s | 23 | 45 | 105 | 120 |
| 0.2 | 634.7 | 0.71 s | 18 | 36 | 83 | 95 |
| Depth (mm) | Max. Working Temperature (°C) | Hardness (HV) | ||||
|---|---|---|---|---|---|---|
| Initial | after 1500 Forging Cycles | after 3000 Forging Cycles | after 7000 Forging Cycles | after 8000 Forging Cycles | ||
| 0.05 | 666.1 | 1130 | 685 | 481 | 338 | 279 |
| 0.1 | 655.6 | 981 | 559 | 337 | 337 | 330 |
| 0.15 | 645.1 | 572 | 476 | 365 | 370 | 357 |
| 0.2 | 634.7 | 530 | 414 | 392 | 403 | 384 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krawczyk, J.; Widomski, P.; Kaszuba, M. Advanced Complex Analysis of the Thermal Softening of Nitrided Layers in Tools during Hot Die Forging. Materials 2021, 14, 355. https://doi.org/10.3390/ma14020355
Krawczyk J, Widomski P, Kaszuba M. Advanced Complex Analysis of the Thermal Softening of Nitrided Layers in Tools during Hot Die Forging. Materials. 2021; 14(2):355. https://doi.org/10.3390/ma14020355
Chicago/Turabian StyleKrawczyk, Jakub, Paweł Widomski, and Marcin Kaszuba. 2021. "Advanced Complex Analysis of the Thermal Softening of Nitrided Layers in Tools during Hot Die Forging" Materials 14, no. 2: 355. https://doi.org/10.3390/ma14020355
APA StyleKrawczyk, J., Widomski, P., & Kaszuba, M. (2021). Advanced Complex Analysis of the Thermal Softening of Nitrided Layers in Tools during Hot Die Forging. Materials, 14(2), 355. https://doi.org/10.3390/ma14020355