Nanoindentation and Hierarchy Structure of the Bovine Hoof Wall


Abstract
1. Introduction
2. Materials and Methods
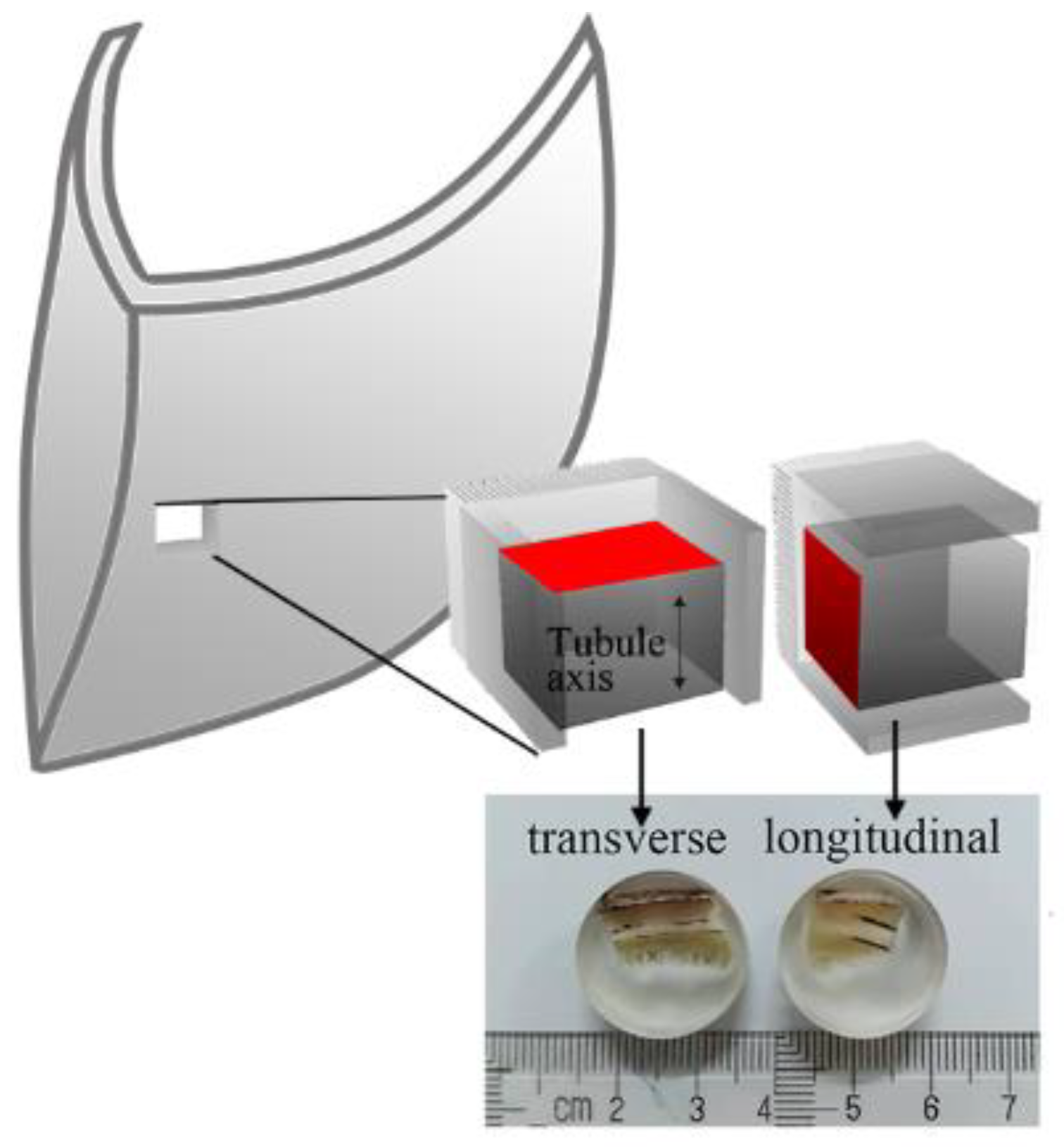
2.1. Specimen Preparation
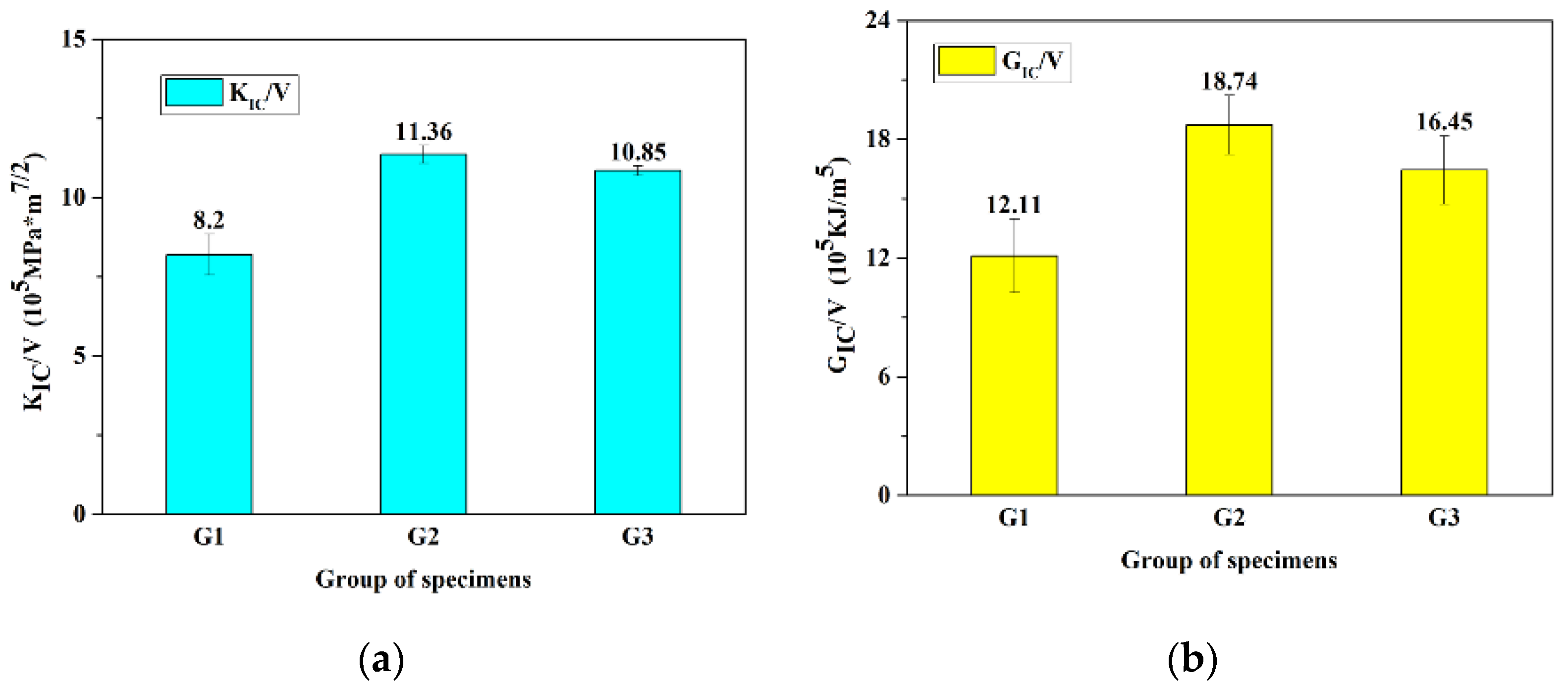
2.2. Plane Strain Fracture Toughness Test
2.3. Nanoindentaion Test
2.4. 3D Printing
2.5. Microscopic Observation
3. Results
3.1. Nanoindentation of the Bovine Hoof Wall
3.2. Morphology and Microstructure
4. Discussion
4.1. Analysis of Creep Property of the Bovine Hoof Wall
4.2. Bionic Design of the Bovine Hoof Wall
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, S.; Novitskaya, E.E.; Reynante, B.; Vasquez, J.; Urbaniak, R.; Takahashi, T.; Woolley, E.; Tombolato, L.; Chen, P.Y. Impact testing of structural biological materials. Mater. Sci. Eng. C 2011, 31, 730–739. [Google Scholar] [CrossRef]
- Chen, P.Y.; McKittrick, J.; Meyers, M.A. Biological materials: Functional adaptations and bioinspired designs. Prog. Mater. Sci 2012, 57, 1492–1704. [Google Scholar] [CrossRef]
- Bhushan, B. Biomimetics: Bioinspired Hierarchical Structured Surfaces for Green Science and Technology; Springer: Heidelberg, Germany, 2012; p. 279. [Google Scholar]
- Wang, B.; Yang, W.; McKittrick, J.; Meyers, M.A. Keratin: Structure, mechanical properties, occurrence in biological organisms, and efforts at bioinspiration. Prog. Mater. Sci. 2016, 76, 229–318. [Google Scholar] [CrossRef]
- Kasapi, M.A.; Gosline, J.M. Design complexity and fracture control in the equine hoof wall. J. Exp. Biol. 1997, 200, 1639–1659. [Google Scholar]
- Sun, J.Y.; Ling, M.Z.; Wang, Y.M. Quasi-Static and Dynamic Nanoindentation of Some Selected Biomaterials. J. Bionic Eng. 2014, 11, 144–150. [Google Scholar] [CrossRef]
- Huang, W.; Yaraghi, N.A.; Yang, W. A natural energy absorbent polymer composite: The equine hoof wall. Acta Biomater. 2019, 90, 267–277. [Google Scholar] [CrossRef]
- Hang, F.; Lu, D.; Barber, A.H. Combined AFM-SEM for mechanical testing of fibrous biological materials. MRS Proc. 2009, 1187, 6–10. [Google Scholar] [CrossRef]
- Yang, W.; Mckittrick, J. Separating the influence of the cortex and foam on the mechanical properties of porcupine quills. Acta Biomater. 2013, 9, 9065–9074. [Google Scholar] [CrossRef]
- Fraser, R.D.B.; MacRae, T.P.; Rogers, G.E. Keratins: Their Composition, Structure and Biosynthesis; Charles C. Thomas Publisher: Baltimore, MD, USA, 1972. [Google Scholar]
- Lee, C.S.; Jho, J.Y.; Choi, K.; Hwang, T.W. Dynamic mechanical behavior of ultra-high molecular weight polyethylene irradiated with gamma rays. Macromol. Res. 2004, 12, 141–143. [Google Scholar] [CrossRef]
- Park, K.; Mishra, S.; Lewis, G.; Losby, J.; Fan, Z.F.; Park, J.B. Quasi-static and dynamic nanoindentation studies on highly crosslinked ultra-high-molecular-weight polyethylene. Biomaterials 2004, 25, 2427–2436. [Google Scholar] [CrossRef]
- Yamashita, J.; Furman, B.R.; Rawls, H.R.; Wang, X.; Agrawal, C.M. The use of dynamic mechanical analysis to assess the viscoelastic properties of human cortical bone. J. Biomed. Mater. Res. B 2002, 58, 47–53. [Google Scholar] [CrossRef]
- Tang, B.; Ngan, A.H.W.; Lu, W.W. An improved method for the measurement of mechanical properties of bone by nanoindentation. J. Mater. Sci. Mater. Med. 2007, 18, 1875–1881. [Google Scholar] [CrossRef][Green Version]
- Ahearne, M.; Yang, Y.; Then, K.; Liu, K. An indentation technique to characterize the mechanical and viscoelastic properties of human and porcine corneas. Ann. Biomed. Eng. 2007, 35, 1608–1616. [Google Scholar] [CrossRef]
- Stempfle, P.; Pantale, O.; Njiwa, R.K.; Rousseau, M.; Lopez, E.; Bourrat, X. Friction-induced sheet nacre fracture: Effects of nano-shocks on cracks location. Int. J. Nanotechnol. 2007, 4, 712–729. [Google Scholar] [CrossRef]
- Franke, O.; Göken, M.; Hodge, A.M. The nanoindentation of soft tissue: Current and developing approaches. JOM 2008, 60, 49–53. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Zmarzły, P.; Kozior, T.; Gogolewski, D. Dimensional and shape accuracy of foundry patterns fabricated through photo-curing. Teh. Vjesn. 2019, 26, 1576–1584. [Google Scholar]
- Zhang, B.Q.; Pei, X.; Zhou, C.C.; Fan, Y.J. The biomimetic design and 3D printing of customized mechanical properties porous Ti6Al4V scaffold for load-bearing bone reconstruction. Mater. Des. 2018, 152, 30–39. [Google Scholar] [CrossRef]
- Ashammakhi, N.; Ahadian, S.; Xu, C.; Montazerian, H.; Ko, H.; Nasiri, R.; Barros, N.; Khademhosseini, A. Bioinks and Bioprinting Technologies to Make Heterogeneous and Biomimetic Tissue Constructs. Mater. Today Bio 2019, 1, 100008. [Google Scholar] [CrossRef]
- Gu, G.X.; Takaffoli, M.; Hsieh, A.J.; Buehler, M.J. Biomimetic additive manufactured polymer composites for improved impact resistance. Exteme Mech. Lett. 2016, 9, 317–323. [Google Scholar] [CrossRef]
- Farronato, G.; Carletti, V.; Giannini, L.; Farronato, D.; Maspero, C. Juvenile Idiopathic Arthritis with temporomandibular joint involvement: Functional treatment. Eur. J. Paediatr. Dent. 2011, 12, 131–134. [Google Scholar] [PubMed]
- Wang, D.D.; Marvin, H. Validating a prediction modeling tool for left ventricular outflow tract (LVOT) obstruction after transcatheter mitral valve replacement (TMVR). Catheter. Cardiovasc. Interv. 2018, 92, 379–387. [Google Scholar] [CrossRef] [PubMed]
- Traini, T.; Danza, M.; Zollino, I.; Altavilla, R.; Lucchese, A.; Sollazzo, V.; Trapella, G.; Brunelli, G.; Carinci, F. Histomorphometric evaluation of an immediately loaded implant retrieved from human mandible after 2 years. Int. J. Immunopathol. Pharmacol. 2011, 24, 31–36. [Google Scholar] [CrossRef] [PubMed]
- Hindy, A.; Farahmand, F.; Pourdanesh, F.; Torshabi, M.; Al Janabi, A.H.; Rasoulianboroujeni, M.; Tayebi, L.; Tabatabaei, F.S. Synthesis and characterization of 3D-printed functionally graded porous titanium alloy. J. Mater. Sci. 2020, 55, 9082–9094. [Google Scholar] [CrossRef]
- Parry, D.A.; North, A.C. Hard alpha-keratin intermediate filament chains: Substructure of the N- and C-terminal domains and the predicted structure and function of the C-terminal domains of type I and type II chains. J. Struct. Biol. 1998, 122, 67–75. [Google Scholar] [CrossRef]
- ASTM E1820-18, Standard Test Method for Measurement of Fracture Toughness; ASTM International: West Conshohocken, PA, USA, 2018.
- Wang, B.F.; Zhou, B.Q.; Zhang, X.Q.; Wang, B. Microstructure and mechanical properties of an alpha keratin bovine hoof wall. J. Mech. Behav. Biomed. Mater. 2020, 104, 103689. [Google Scholar] [CrossRef]
- Clark, C.; Petrie, L. Fracture toughness of bovine claw horn from cattle with and without vertical fissures. Vet. J. 2007, 173, 541–547. [Google Scholar] [CrossRef]
- Doerner, M.F.; Nix, W.D. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- Stilwell, N.A.; Tabor, D. Elastic Recovery of Conical Indentations. Proc. Phys. Soc. 1961, 78, 169–179. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Metals; Oxford University Press: Oxford, UK, 1951; Volume 65, pp. 592–593. [Google Scholar]
- King, R.B. Elastic analysis of some punch problems for a layered medium. Int. J. Solids Struct. 1987, 23, 1657–1664. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | NO. | C0 | C1 | C2 | τ1 | τ2 | Cv |
|---|---|---|---|---|---|---|---|
| TD outside | 1 | 3024 | 48.66 | 246.20 | 1.69 | 10.25 | 5.69 |
| 2 | 2795 | 137.30 | 16.11 | 4.87 | 1.18 | 10.51 | |
| 3 | 2798 | 45.42 | 246.90 | 1.84 | 9.55 | 6.21 | |
| 4 | 2677 | 35.22 | 122.70 | 1.85 | 6.11 | 8.52 | |
| 5 | 2698 | 63.05 | 209.30 | 2.27 | 13.02 | 5.35 | |
| TD middle | 1 | 3444 | 303.80 | 55.88 | 8.66 | 1.83 | 12.74 |
| 2 | 3418 | 79.50 | 402.10 | 2.57 | 14.38 | 6.02 | |
| 3 | 3290 | 17.15 | 197.80 | 1.05 | 5.58 | 13.66 | |
| 4 | 3527 | 184.10 | 14.86 | 4.80 | 1.09 | 13.70 | |
| 5 | 3167 | 6.93 | 108.00 | 6.97 | 2.73 | 21.92 | |
| TD inside | 1 | 4072 | 42.38 | 282.60 | 1.51 | 6.18 | 19.62 |
| 2 | 4183 | 130.20 | 117.00 | 16.23 | 2.68 | 40.02 | |
| 3 | 4069 | 270.80 | 40.19 | 5.56 | 1.40 | 17.87 | |
| 4 | 3744 | 429.70 | 116.20 | 15.25 | 2.46 | 7.79 | |
| 5 | 3273 | 237.70 | 43.66 | 6.73 | 1.67 | 14.59 | |
| LD outside | 1 | 2419 | 9.29 | 120.00 | 0.74 | 4.61 | 7.76 |
| 2 | 2228 | 15.95 | 116.40 | 1.03 | 5.11 | 6.78 | |
| 3 | 2330 | 178.10 | 34.55 | 9.44 | 1.63 | 4.54 | |
| 4 | 2434 | 270.90 | 60.92 | 15.71 | 2.20 | 1.81 | |
| 5 | 2460 | 152.40 | 34.45 | 7.51 | 1.59 | 5.76 | |
| LD middle | 1 | 2780 | 227.50 | 39.37 | 8.47 | 1.76 | 8.60 |
| 2 | 3088 | 8.82 | 156.00 | 0.63 | 4.50 | 11.76 | |
| 3 | 2573 | 160.30 | 24.91 | 6.18 | 1.38 | 8.39 | |
| 4 | 2870 | 136.30 | 5.99 | 4.28 | 0.77 | 10.48 | |
| 5 | 2747 | 9.15 | 145.00 | 0.77 | 4.75 | 9.77 | |
| LD inside | 1 | 3904 | 604.80 | 99.32 | 17.61 | 2.55 | 7.94 |
| 2 | 3242 | 234.80 | 26.25 | 5.59 | 1.48 | 14.33 | |
| 3 | 3146 | 17.07 | 197.00 | 1.08 | 5.07 | 12.71 | |
| 4 | 3039 | 175.20 | 10.20 | 4.84 | 0.70 | 12.88 | |
| 5 | 3096 | 10.41 | 179.50 | 0.80 | 4.69 | 12.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Huang, Y.; Zhou, B.; Li, W.; Chen, H. Nanoindentation and Hierarchy Structure of the Bovine Hoof Wall. Materials 2021, 14, 289. https://doi.org/10.3390/ma14020289
Wang B, Huang Y, Zhou B, Li W, Chen H. Nanoindentation and Hierarchy Structure of the Bovine Hoof Wall. Materials. 2021; 14(2):289. https://doi.org/10.3390/ma14020289
Chicago/Turabian StyleWang, Bingfeng, Yiyu Huang, Bingqing Zhou, Wenshu Li, and Haoyu Chen. 2021. "Nanoindentation and Hierarchy Structure of the Bovine Hoof Wall" Materials 14, no. 2: 289. https://doi.org/10.3390/ma14020289
APA StyleWang, B., Huang, Y., Zhou, B., Li, W., & Chen, H. (2021). Nanoindentation and Hierarchy Structure of the Bovine Hoof Wall. Materials, 14(2), 289. https://doi.org/10.3390/ma14020289