
Influence of Stacking Sequence on Strength and Stability of Suspension System Control Arm CFRP Laminate Rods



Abstract
:1. Introduction
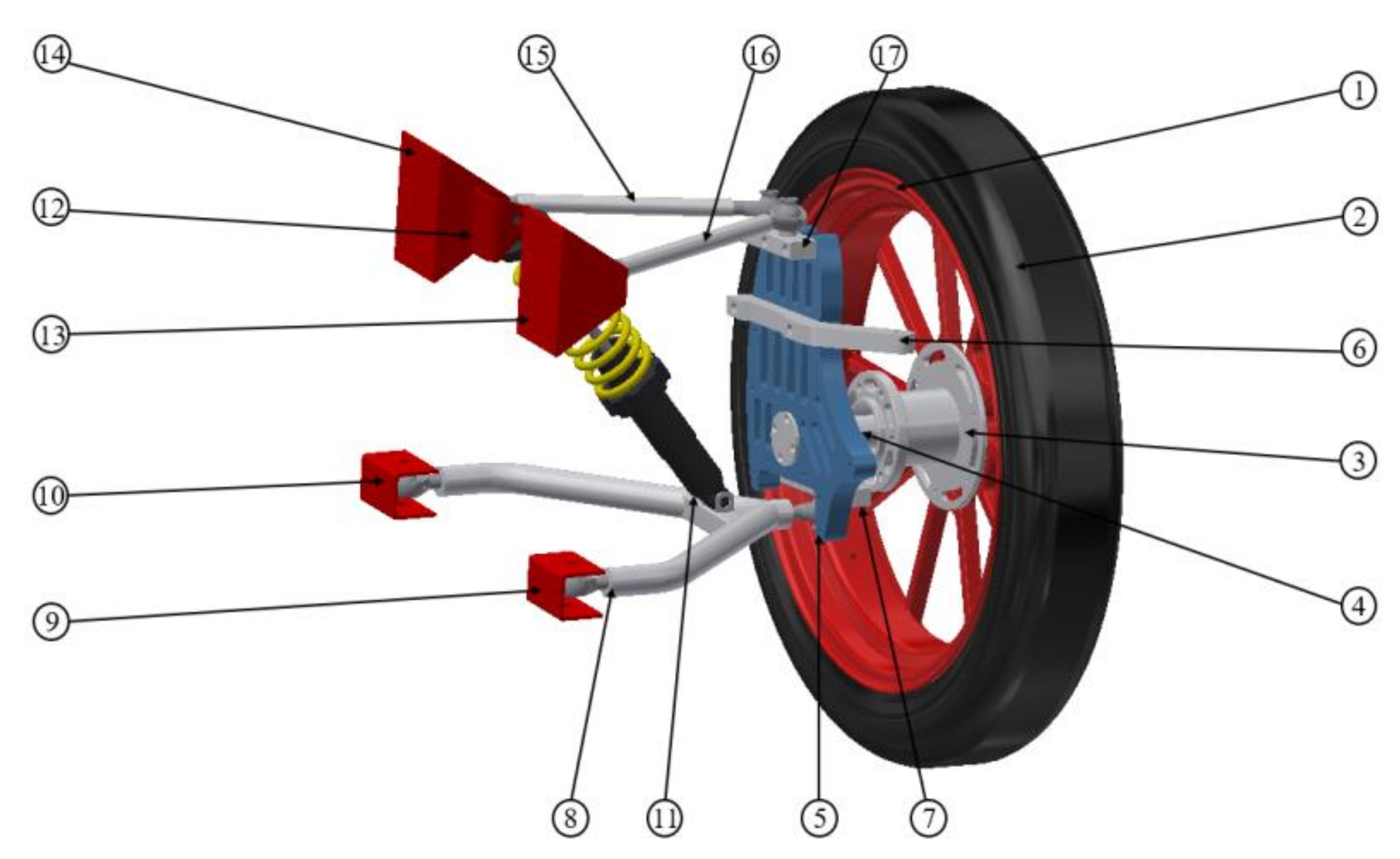
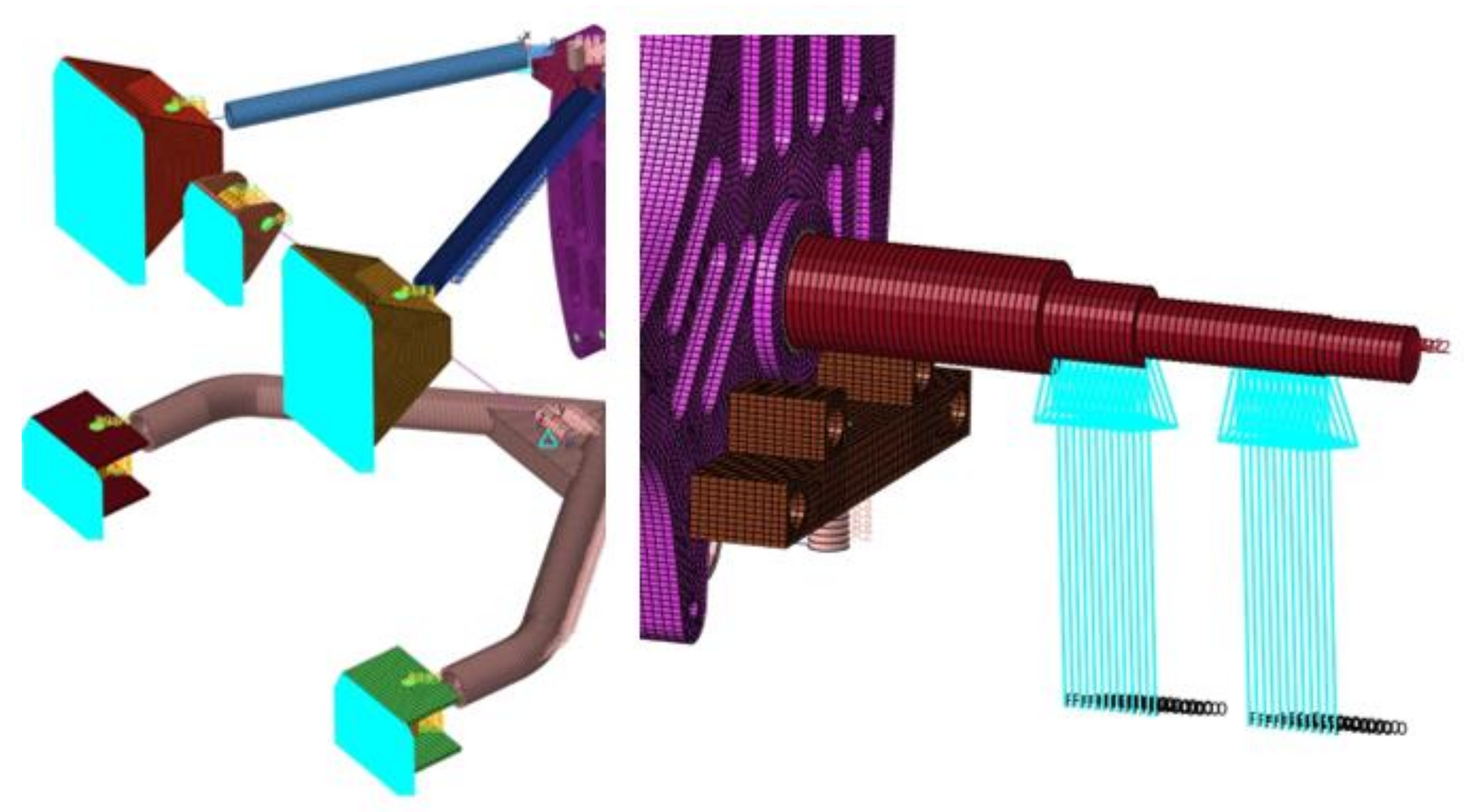
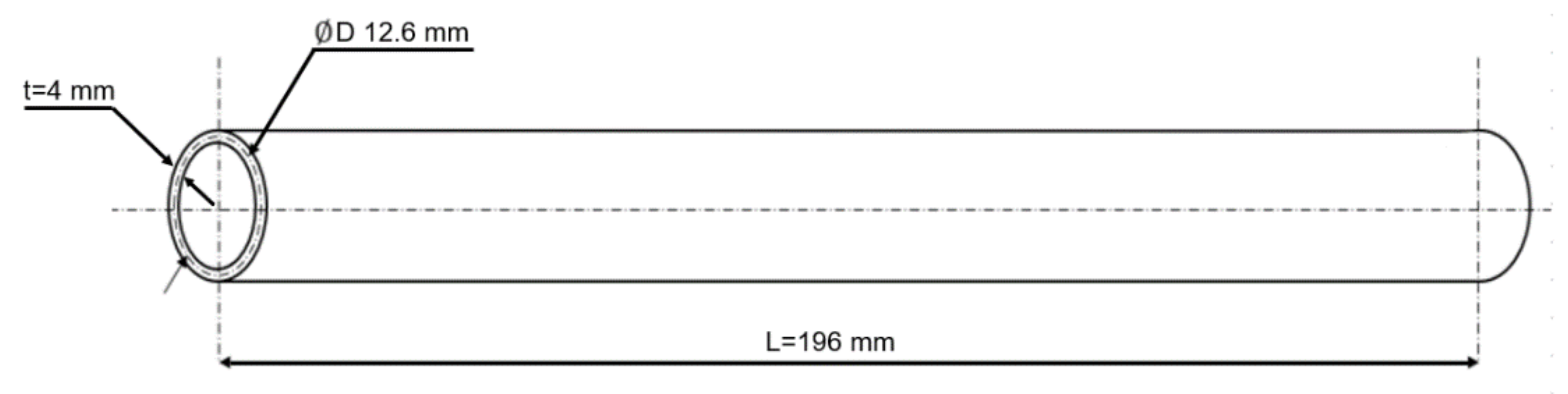
2. Object of Analysis
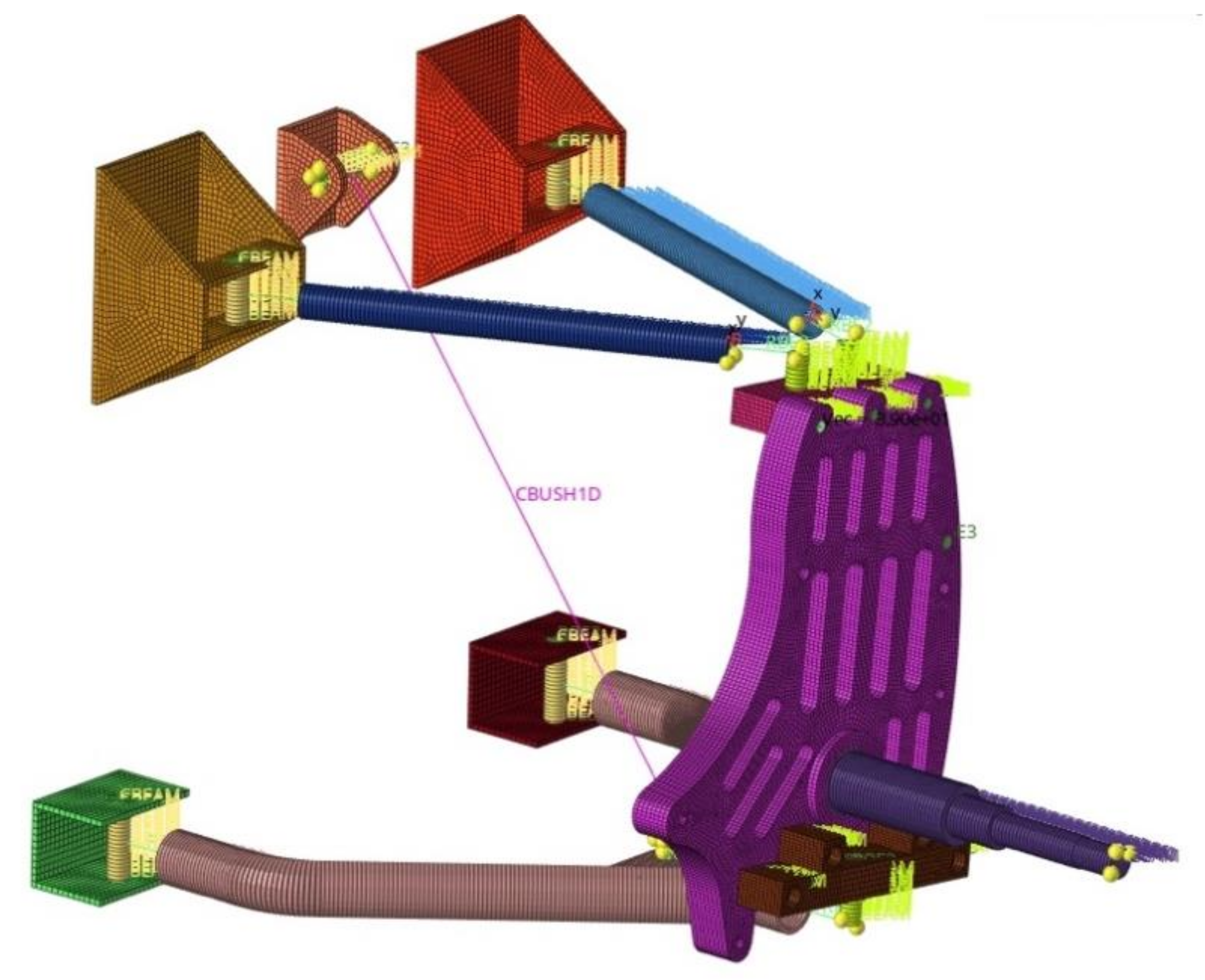
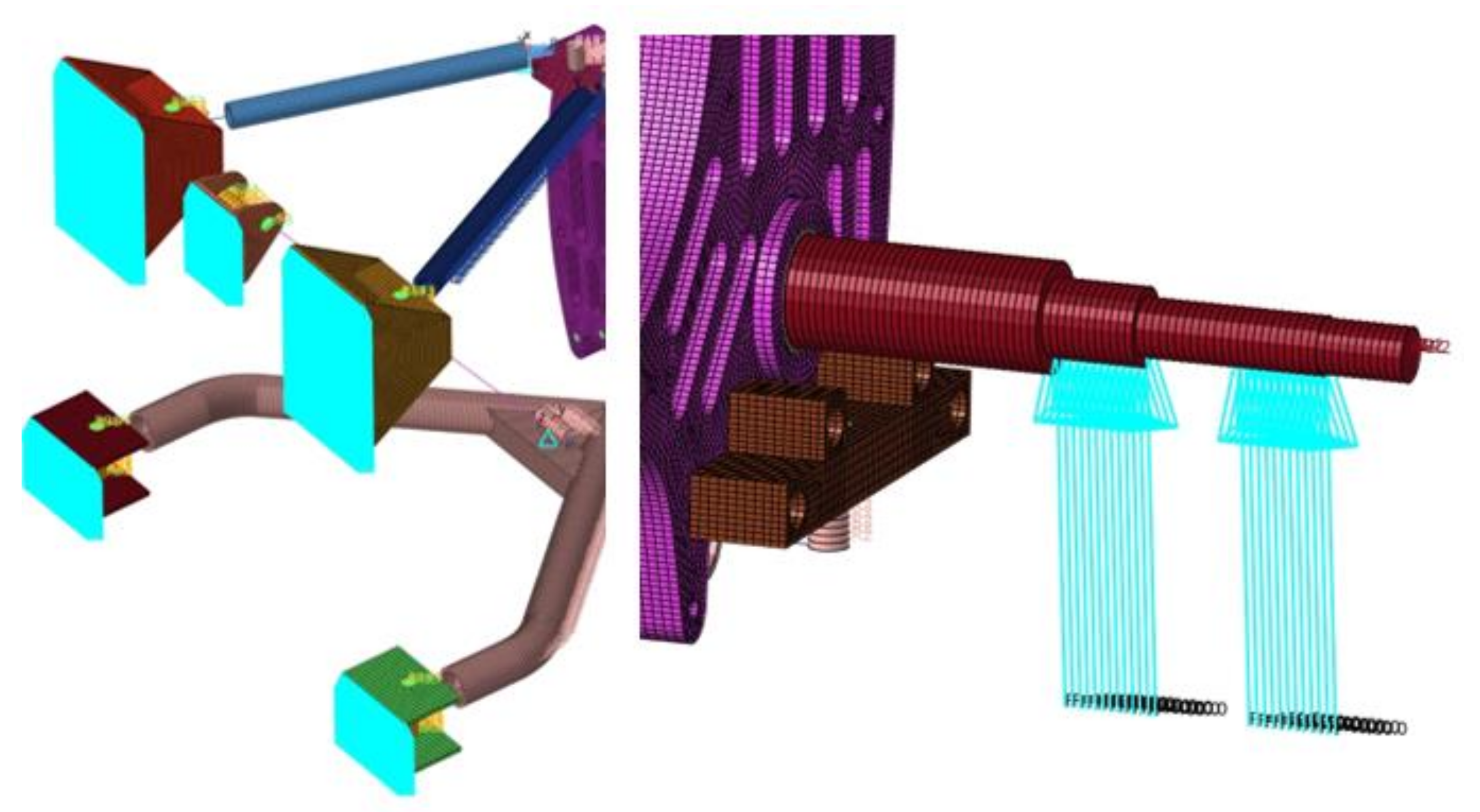
3. Numerical Models
4. Results of Numerical Calculations
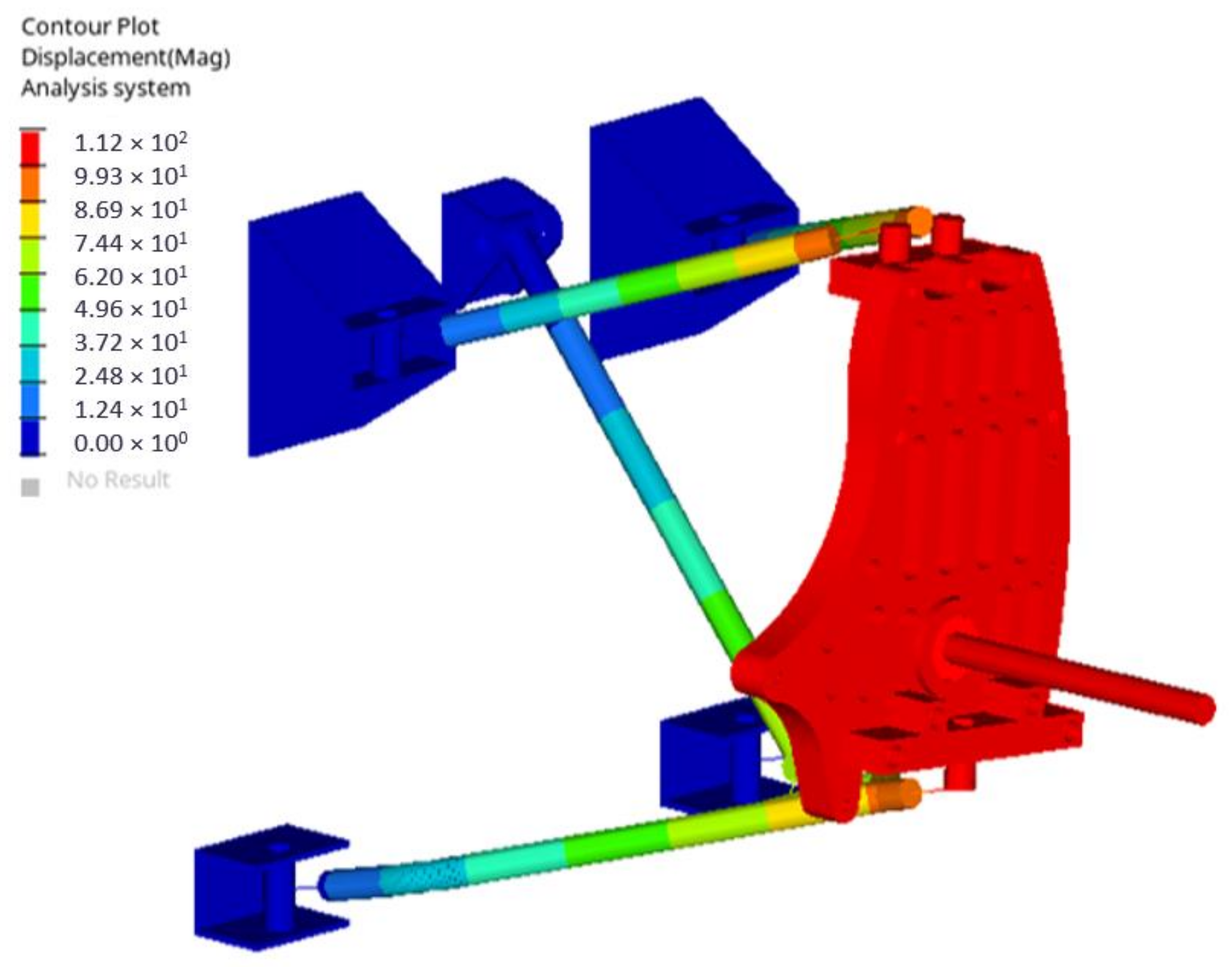
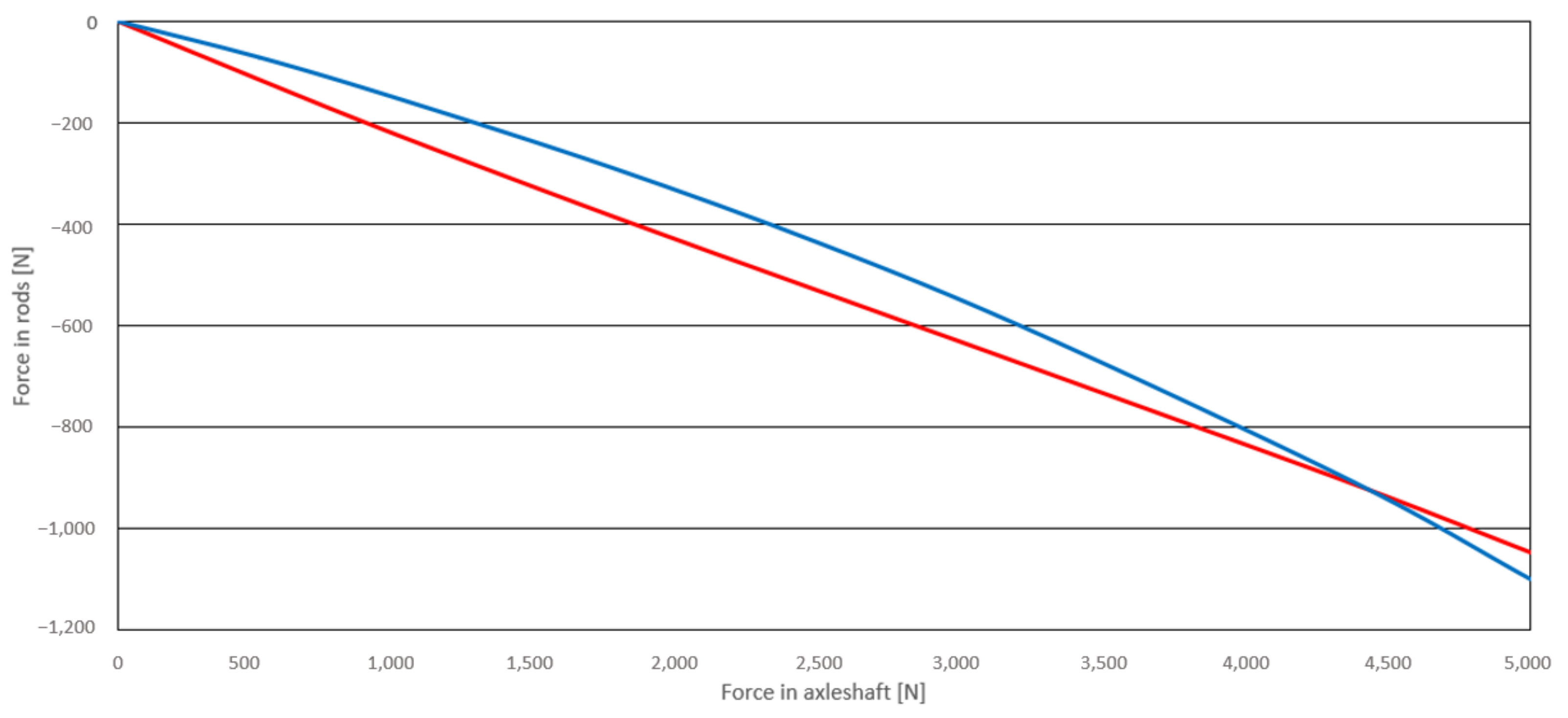
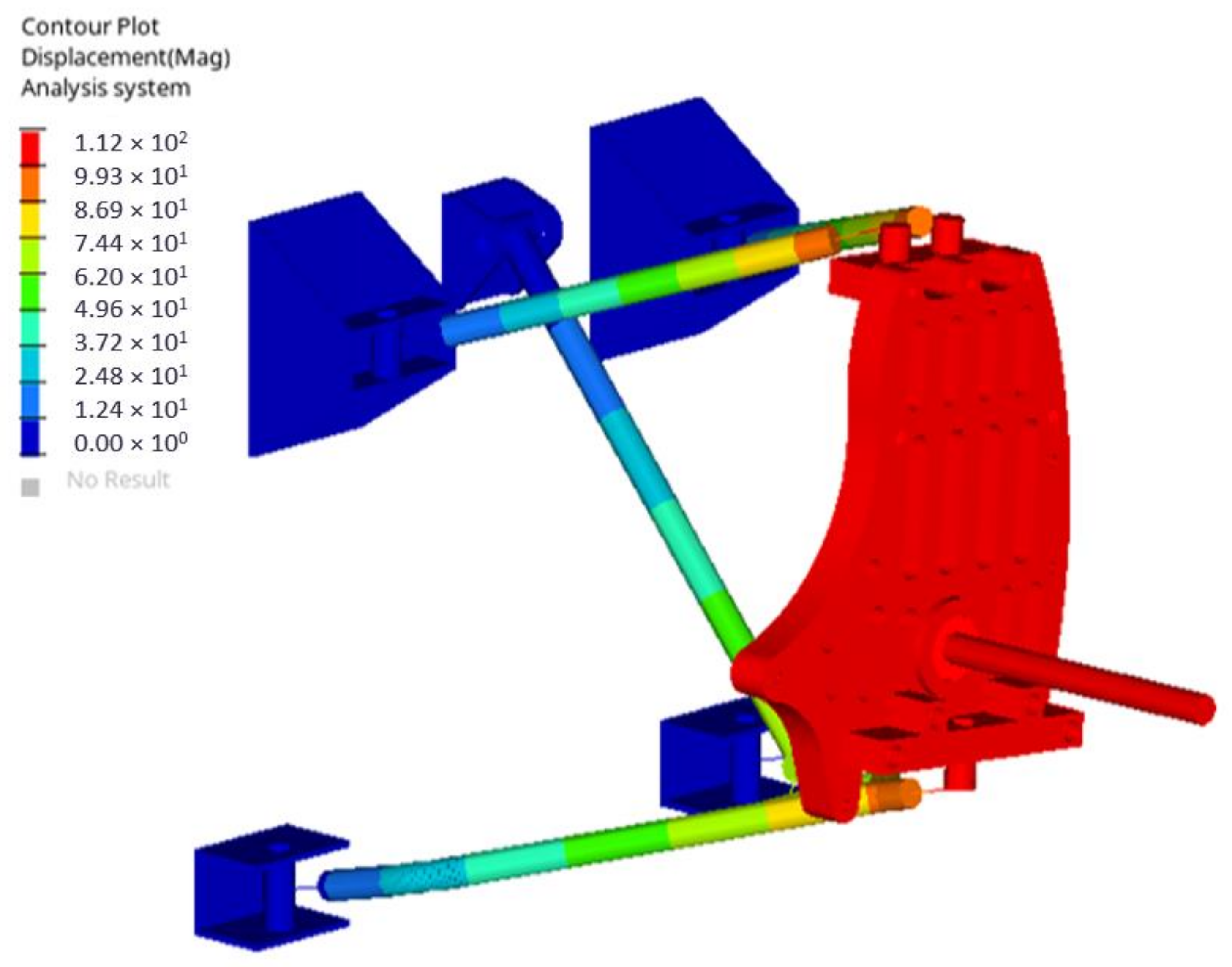
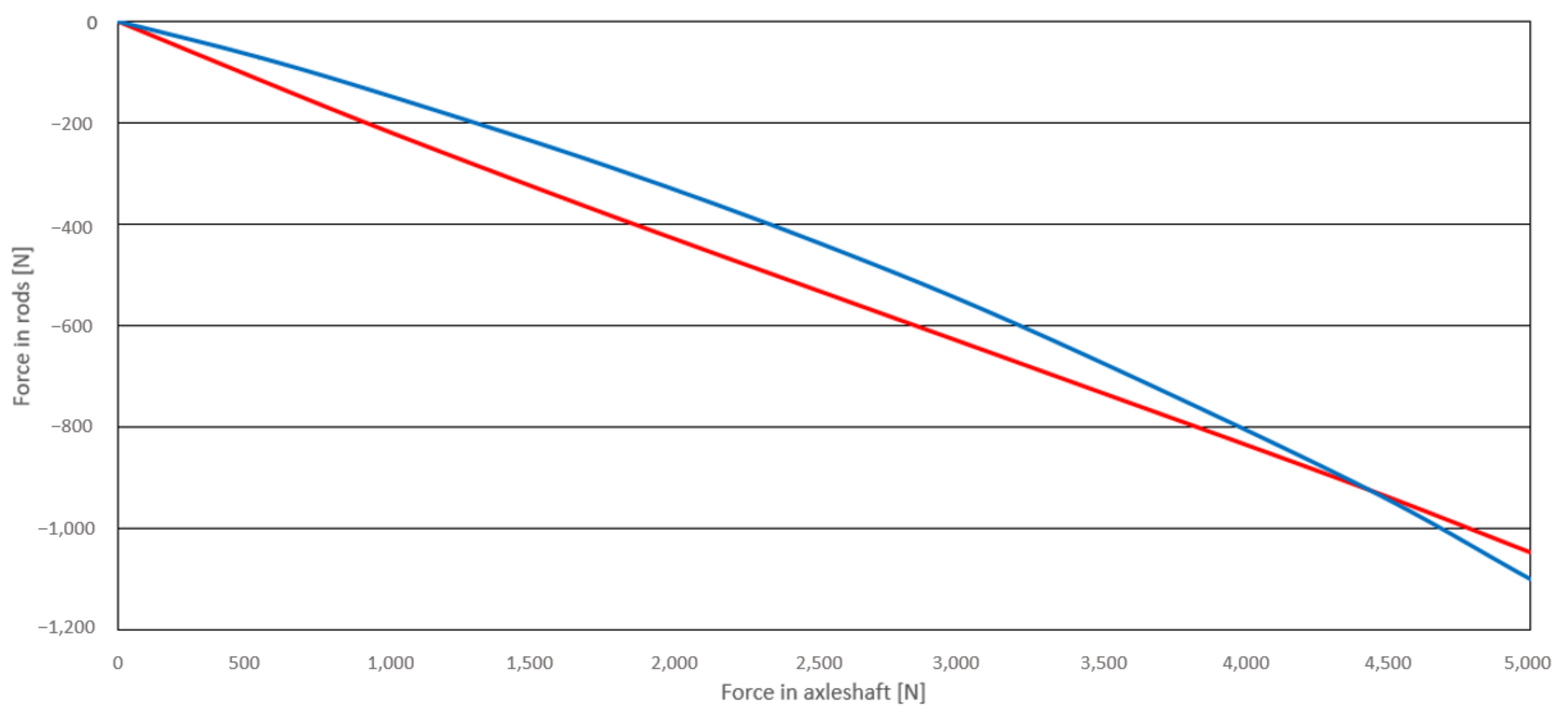
4.1. Front Suspension System
4.2. Composite Suspension System Rods
4.2.1. Modal Analysis
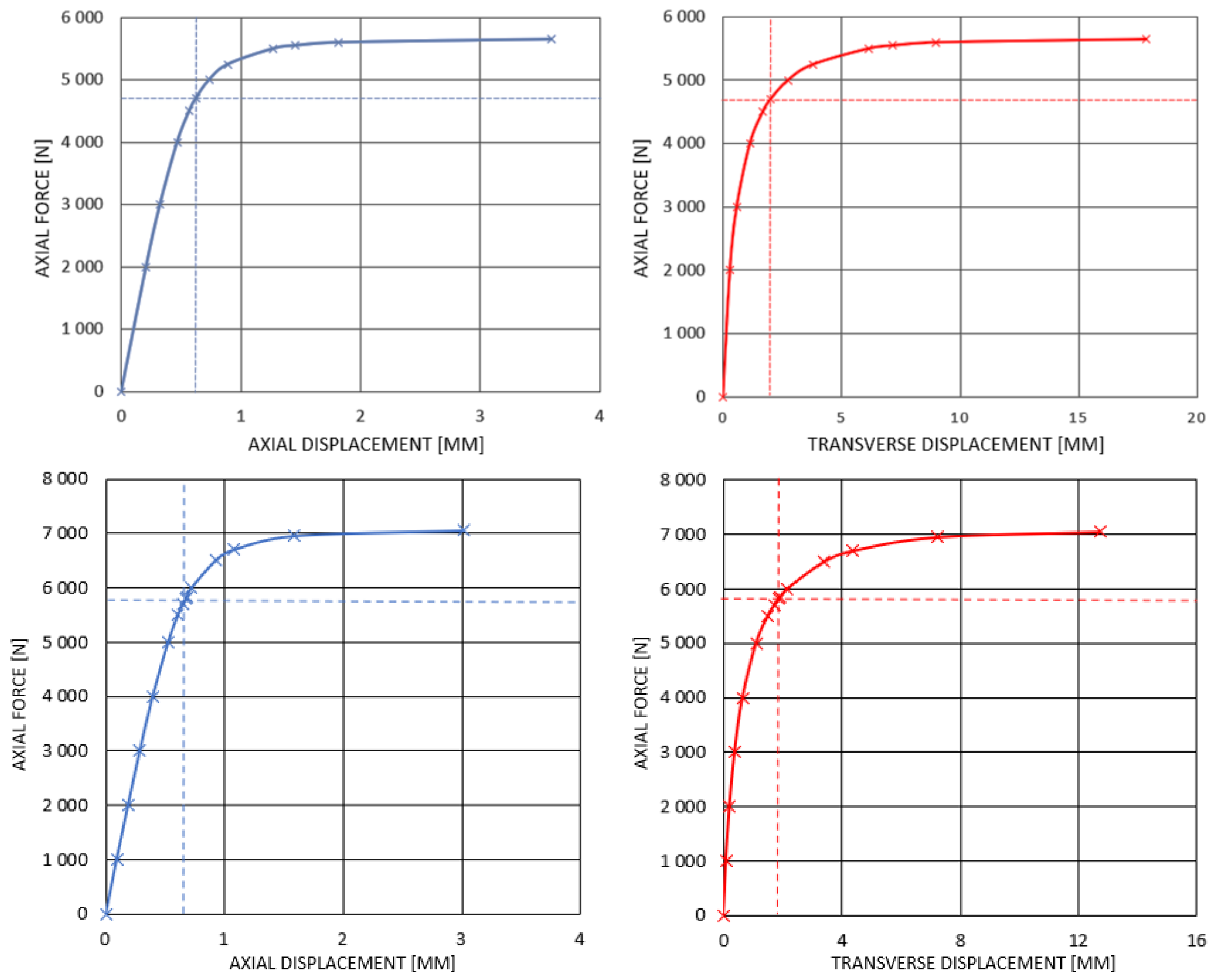
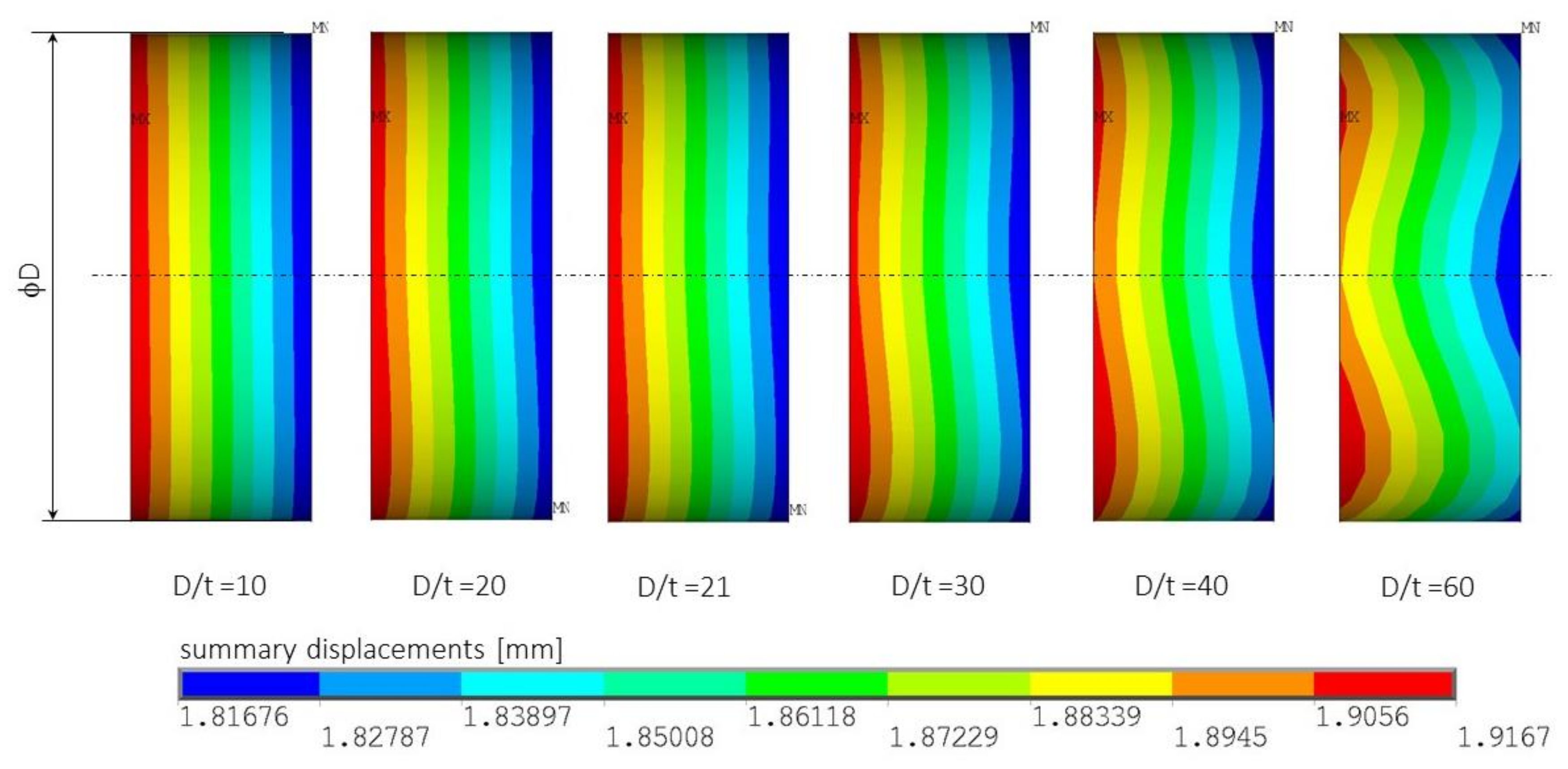
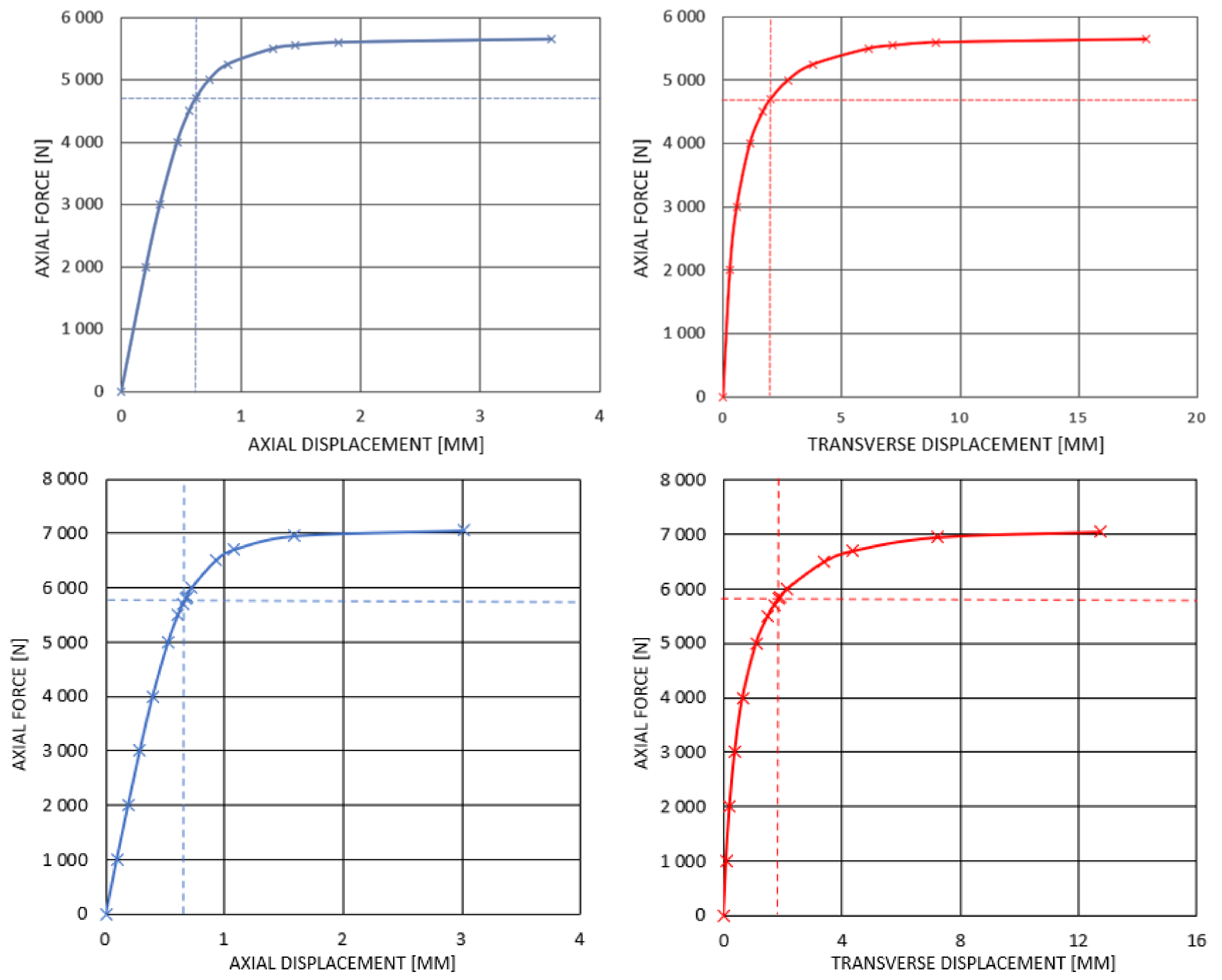
4.2.2. Static Buckling and Compression with Initial Imperfection
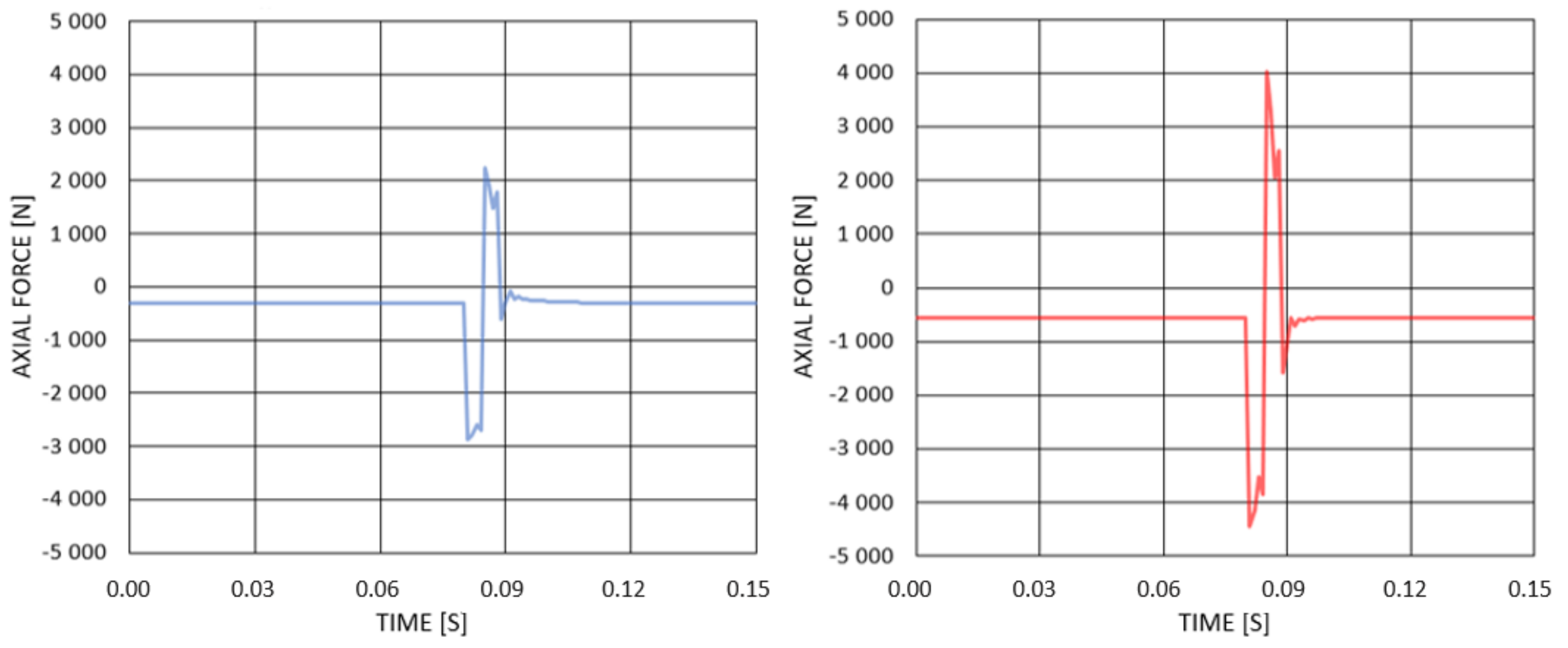
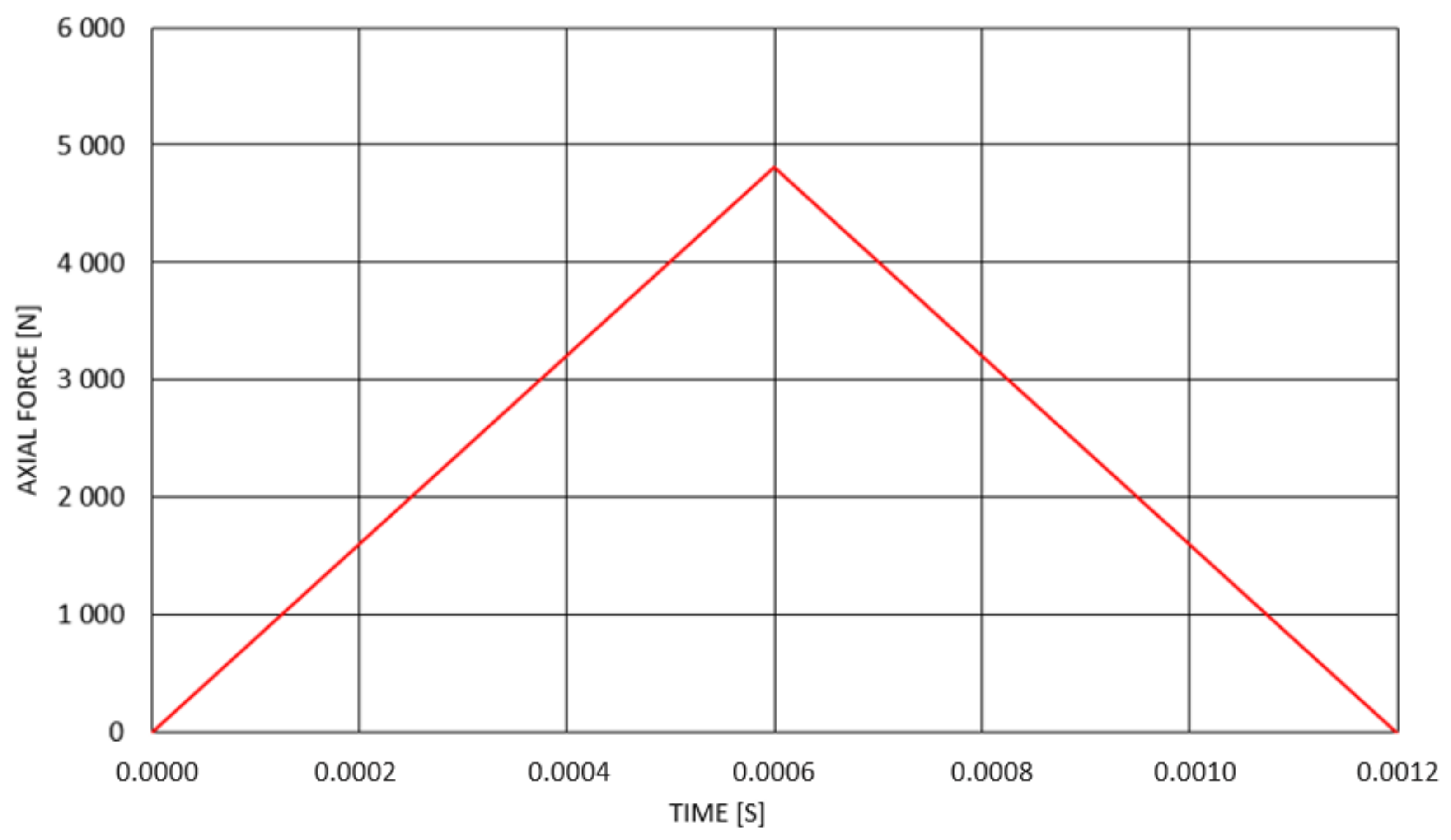
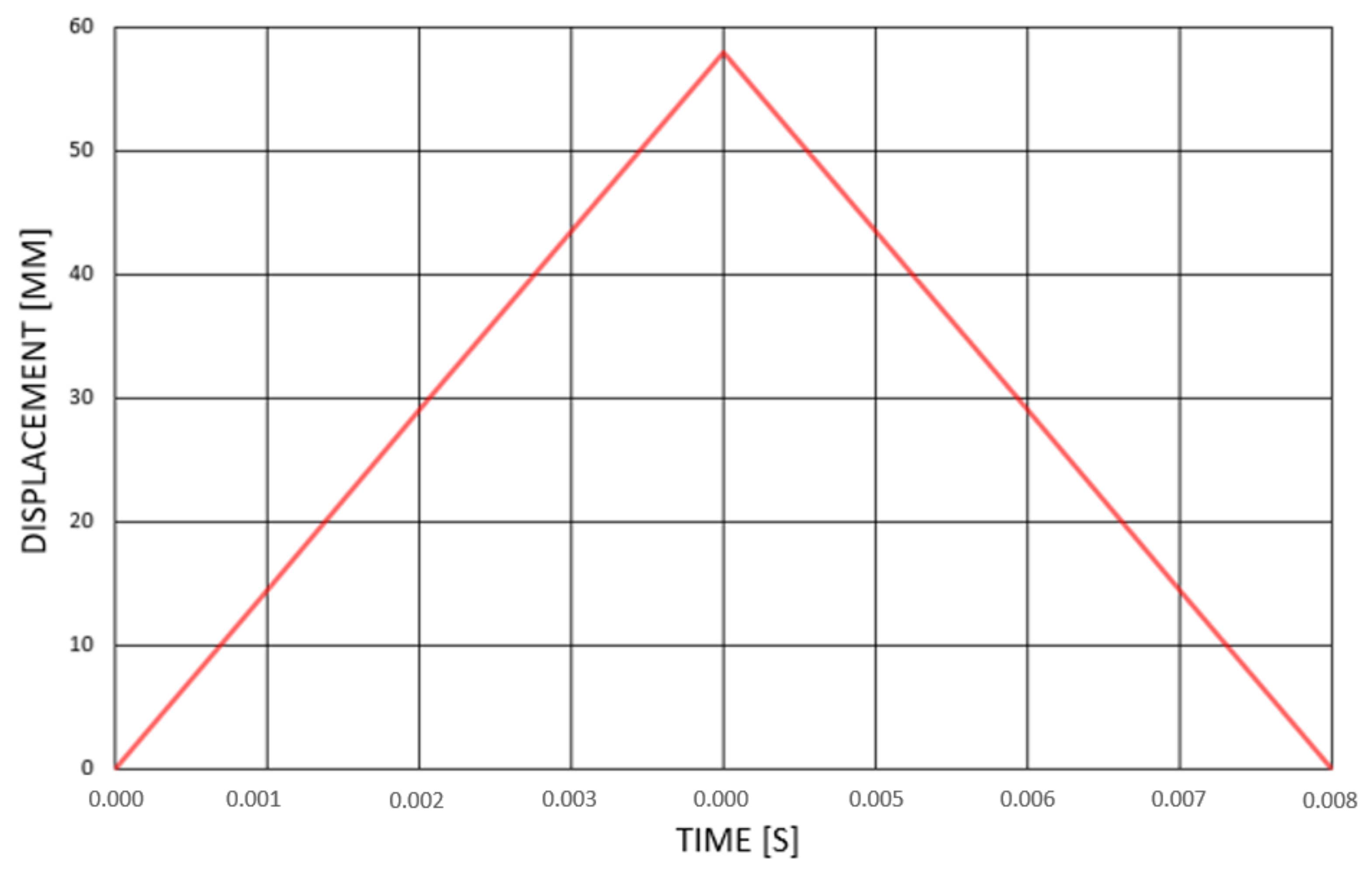
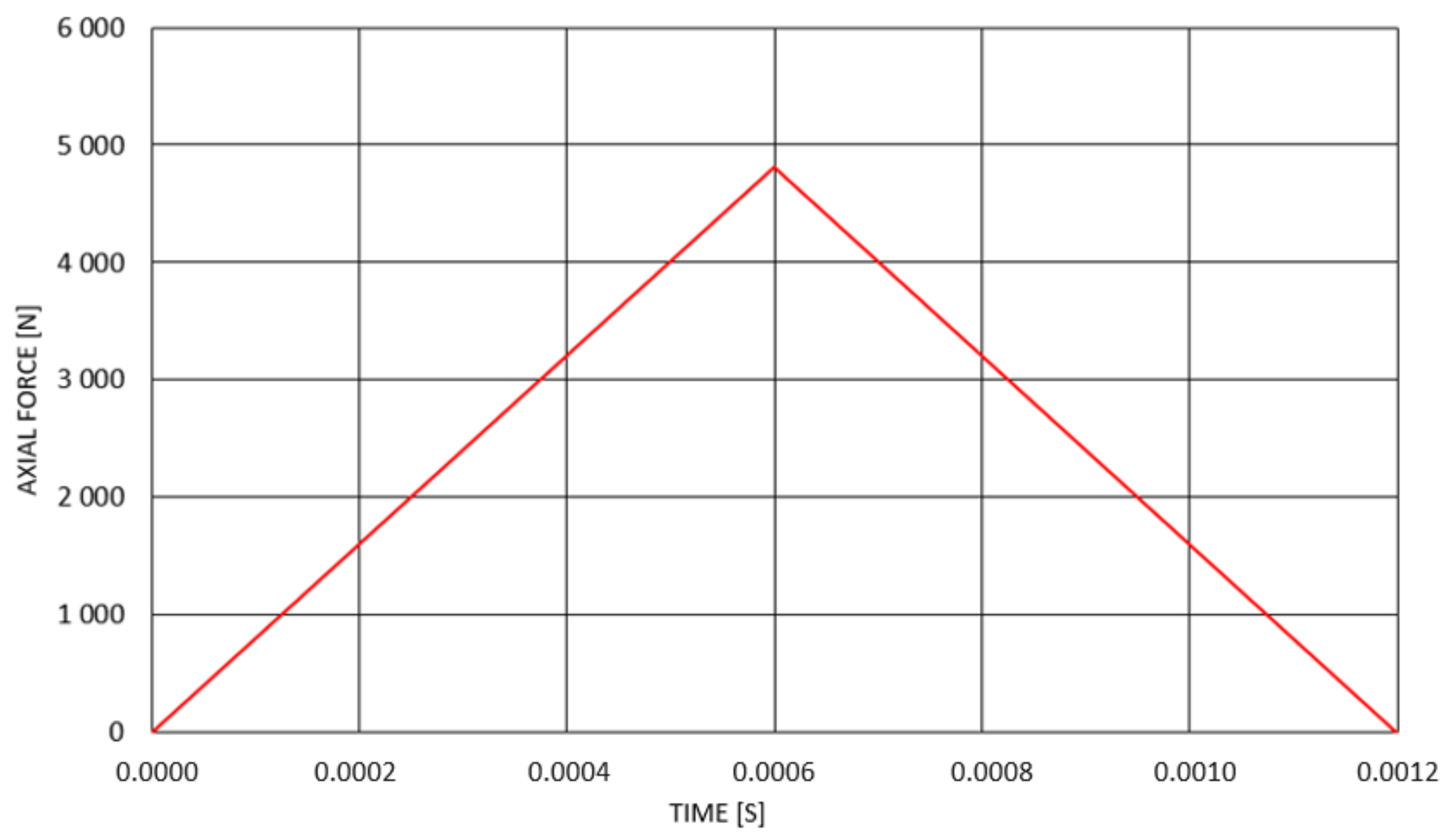
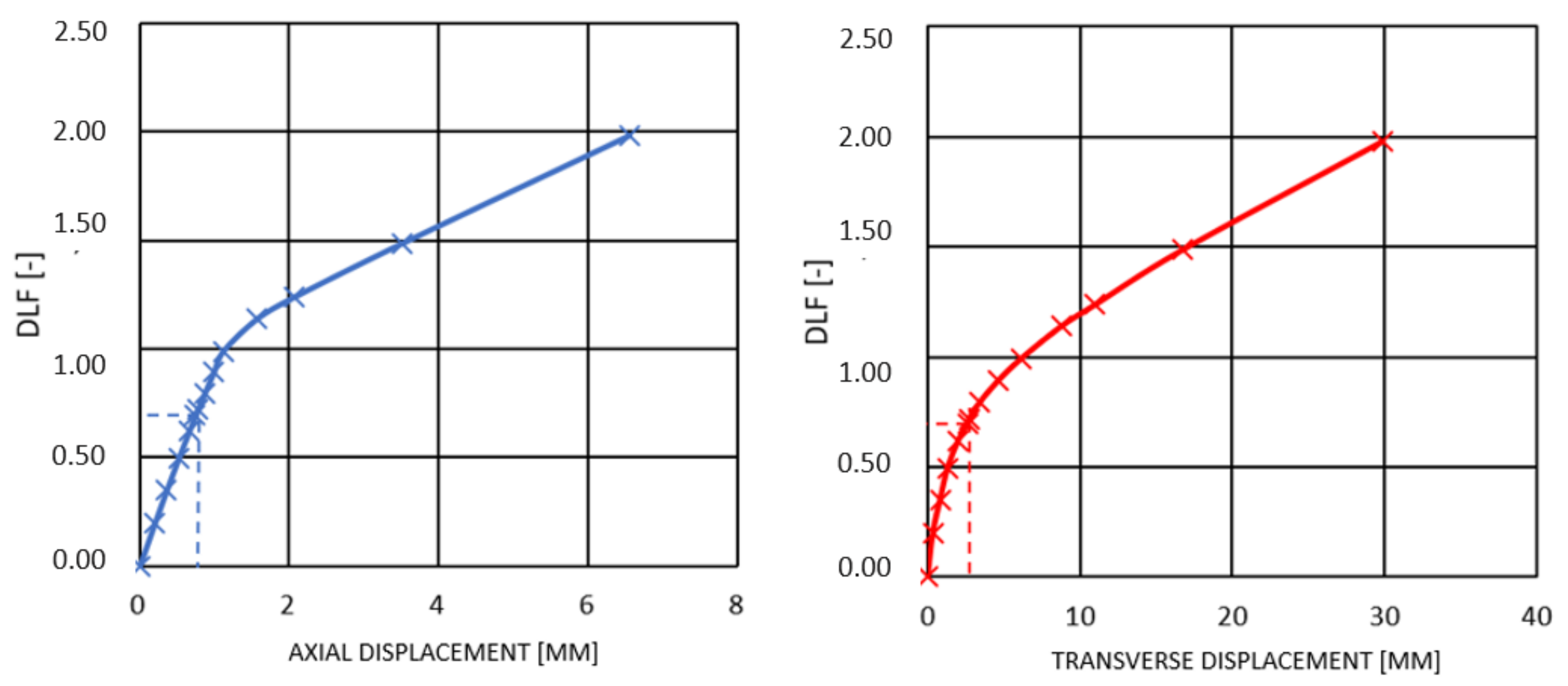
4.2.3. Dynamic Loading with Triangular Impulse
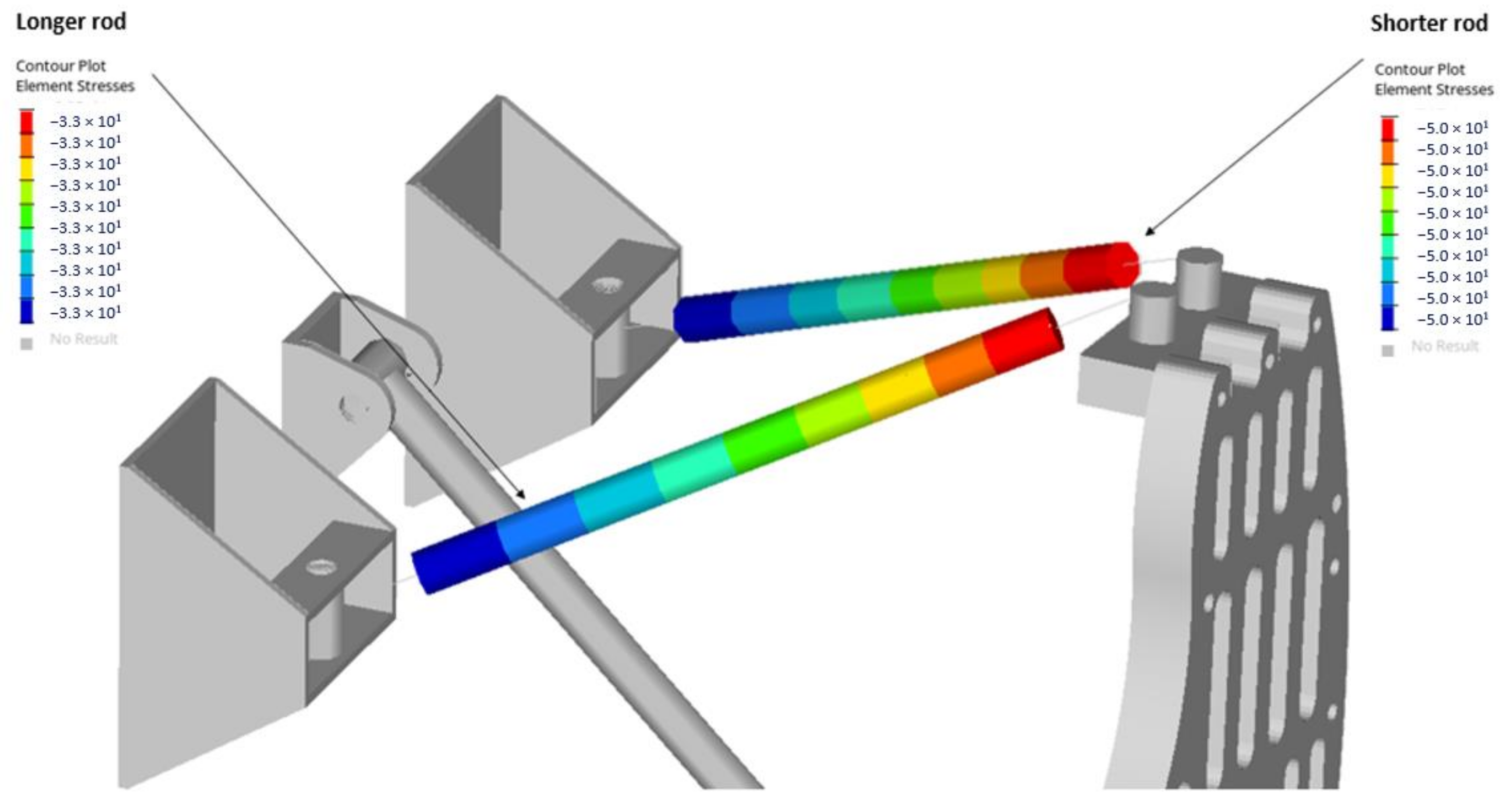
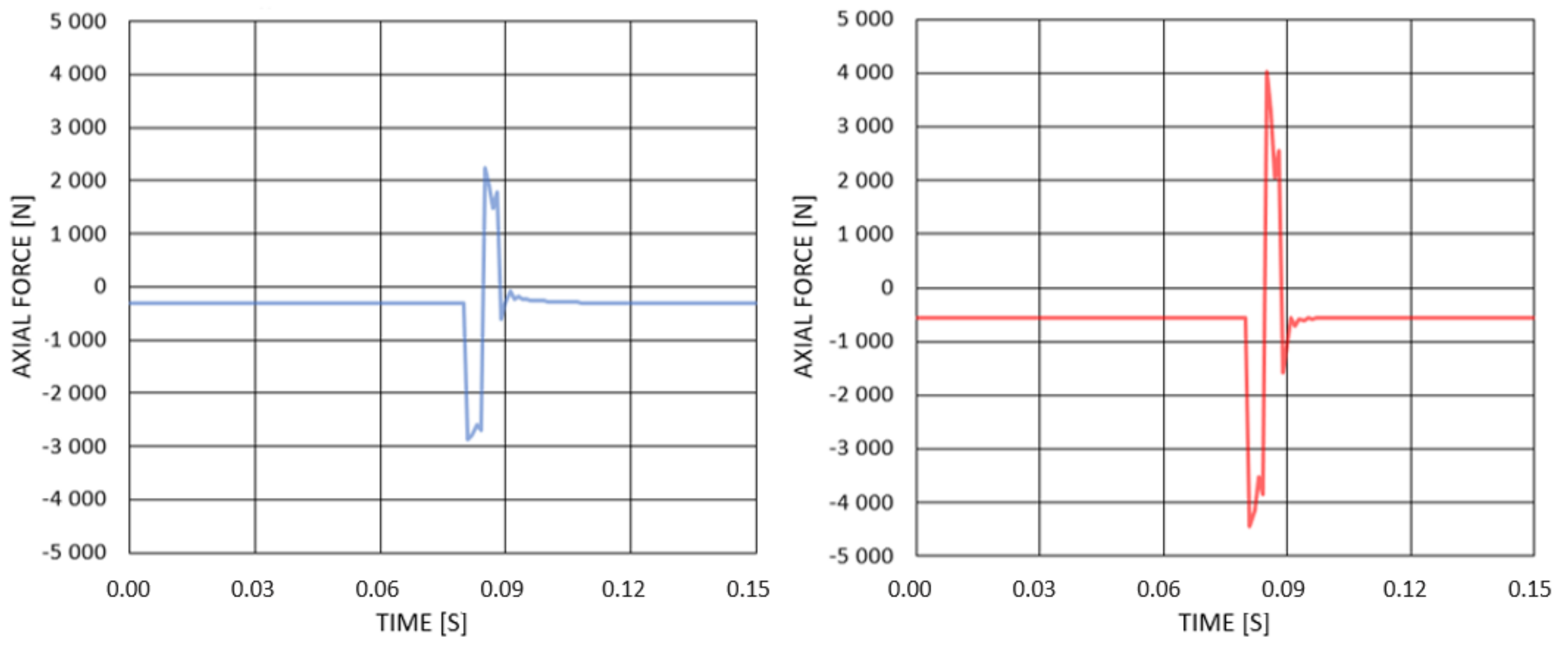
4.2.4. Dynamic Loading with Suspension System Impulse
5. Conclusions
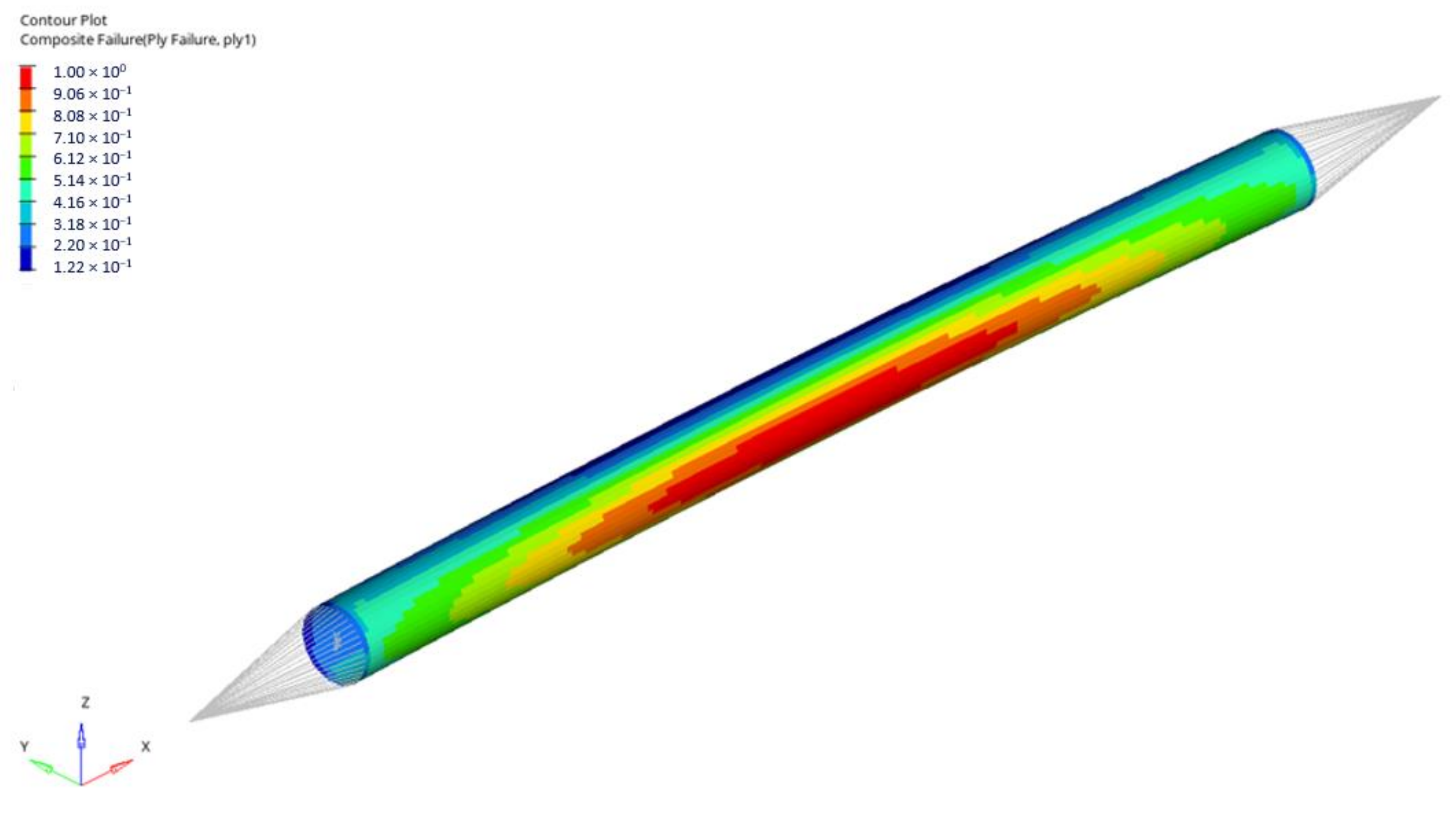
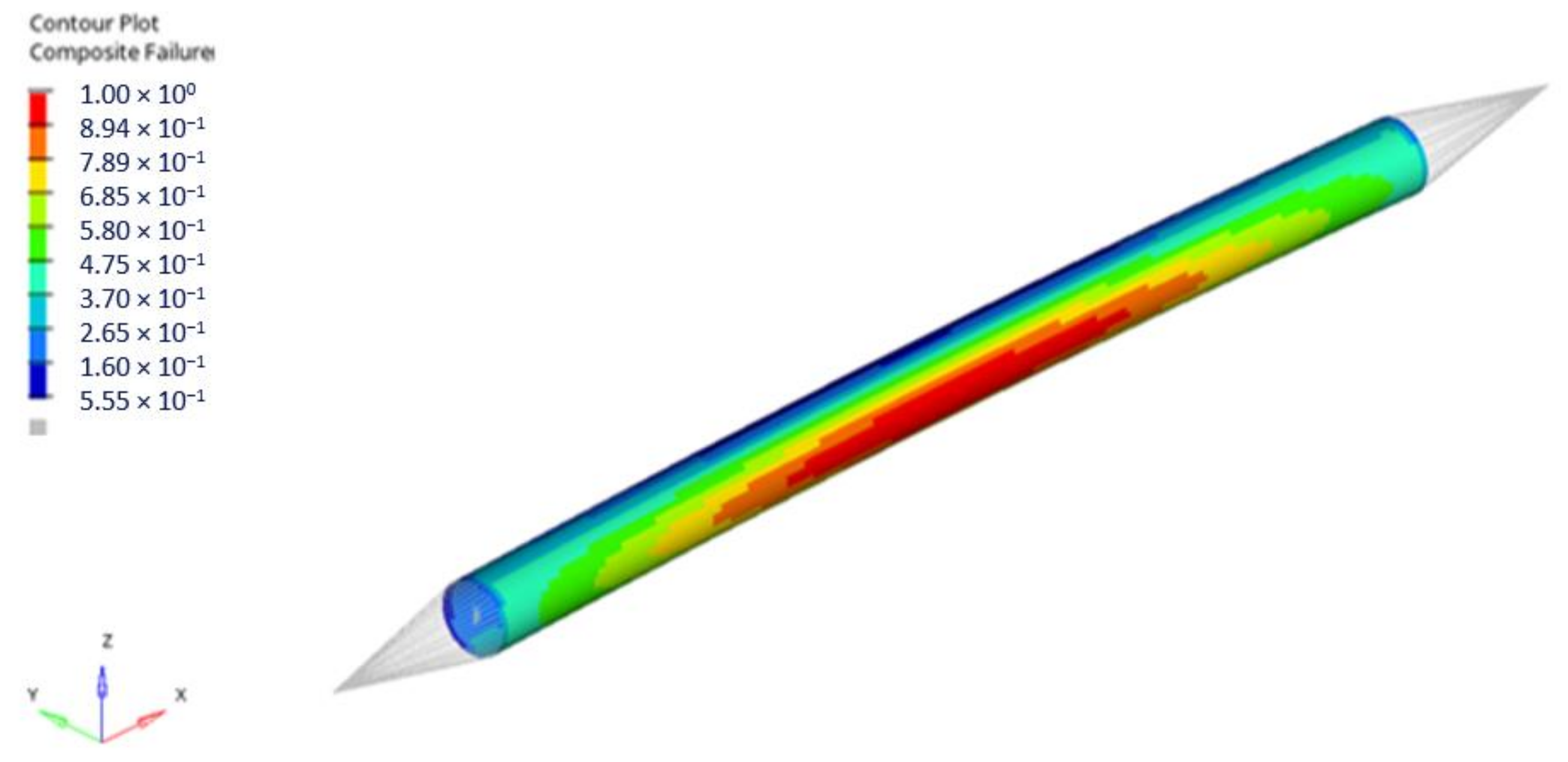
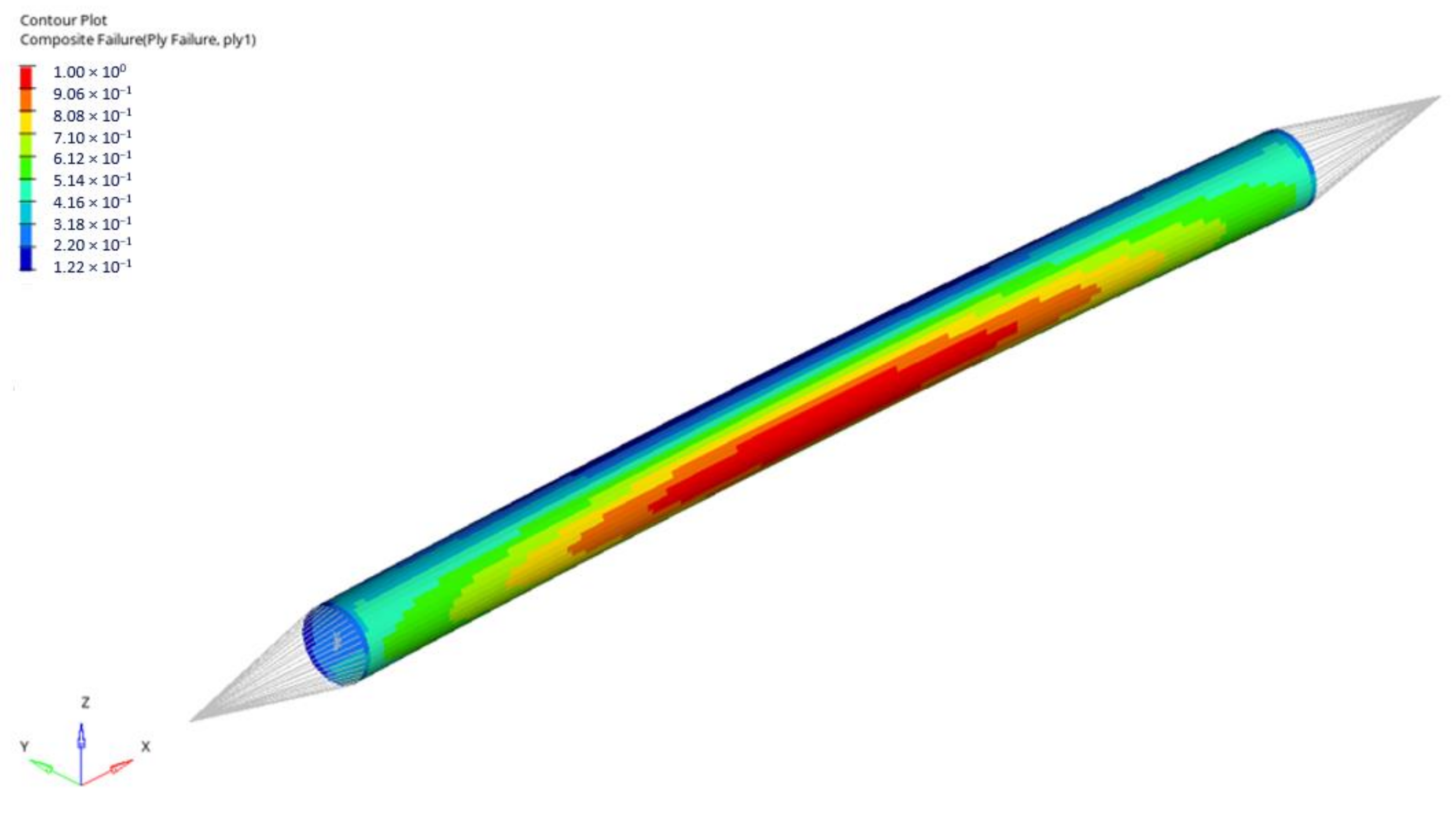
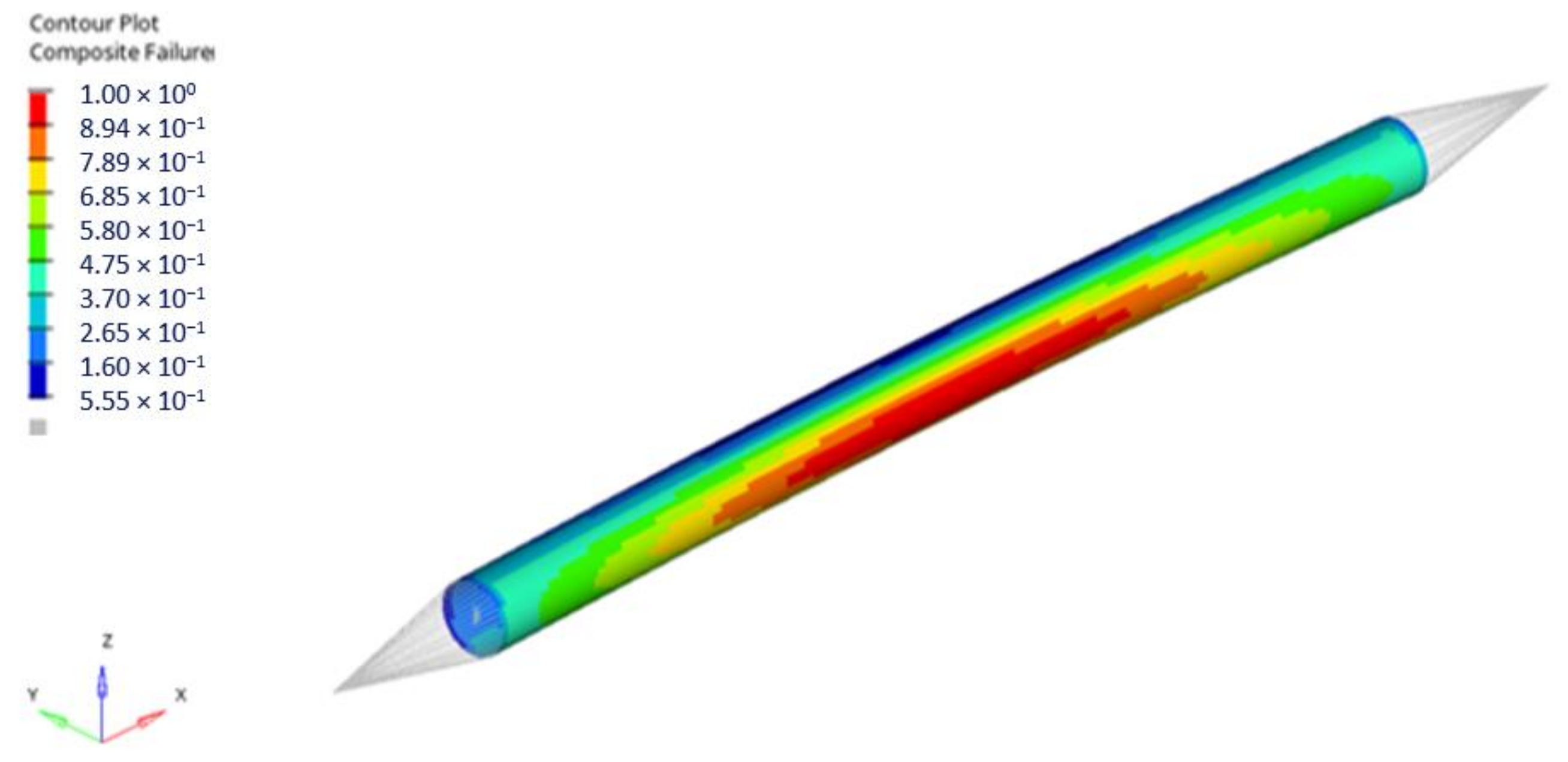
- The rods of such geometry are primarily subjected to composite failure rather than static or dynamic stability loss due to buckling (Tsai–Wu failure index reaches 1 before the occurrence of rapid deformations due to buckling)—the same relation was observed in case of steel rods.
- All of the considered rods can carry the considered static and dynamic loads.
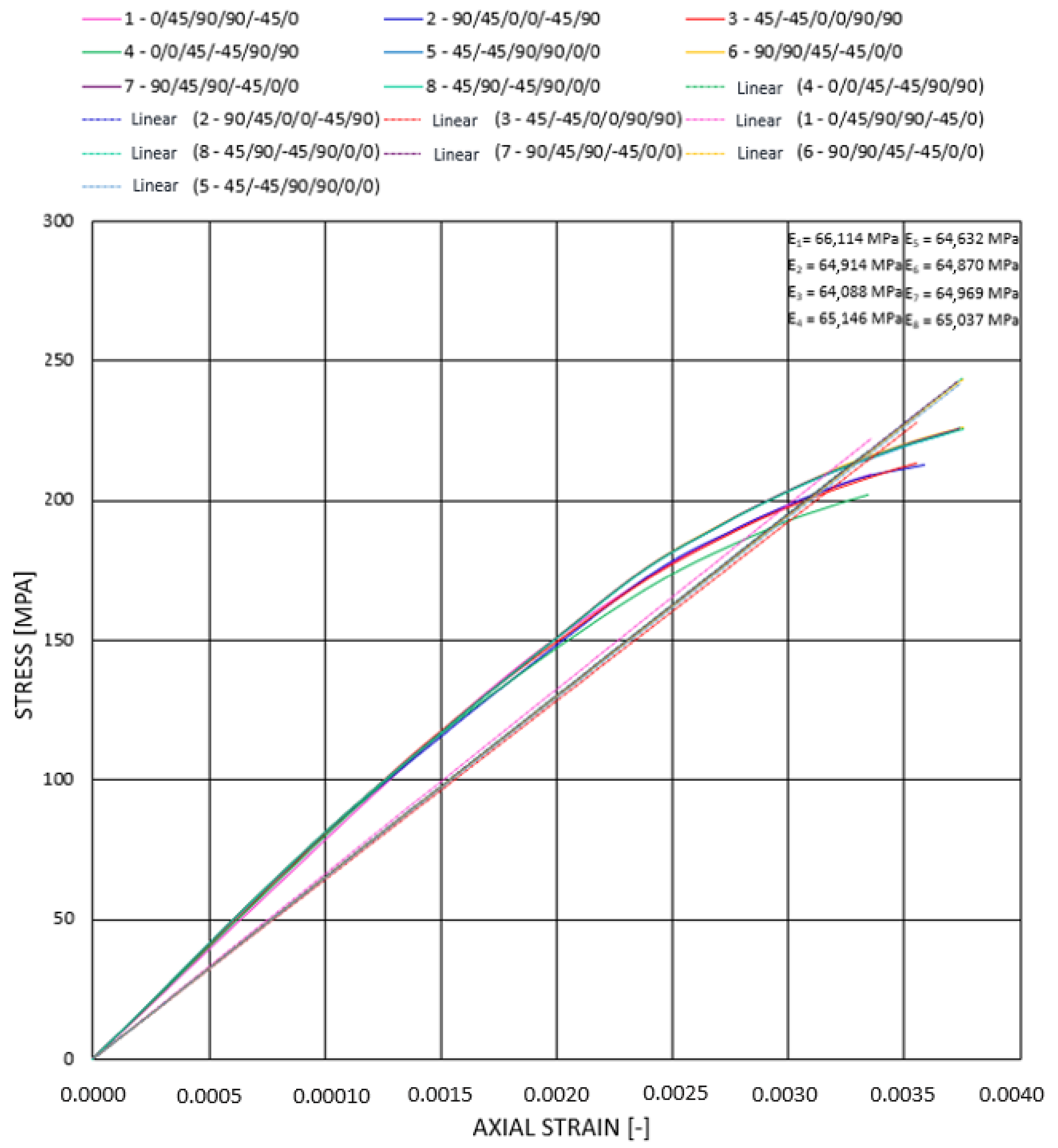
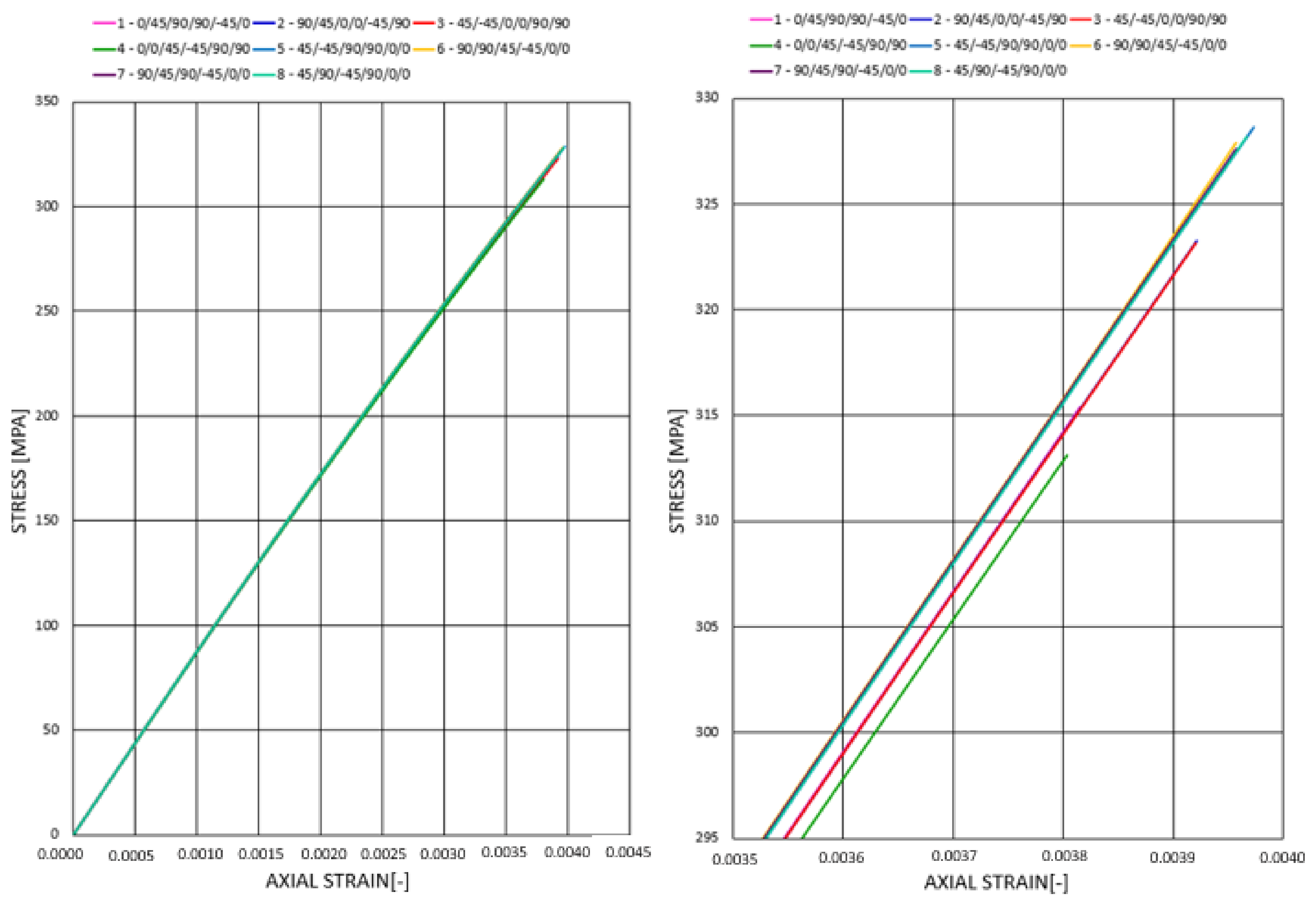
- We observed an influence of the ply order on the stiffness and strength of the construction. The placement of axial layers (0°) is crucial. On the other hand, the arrangement of plies 45°/−45° and 90° does not have a significant impact.
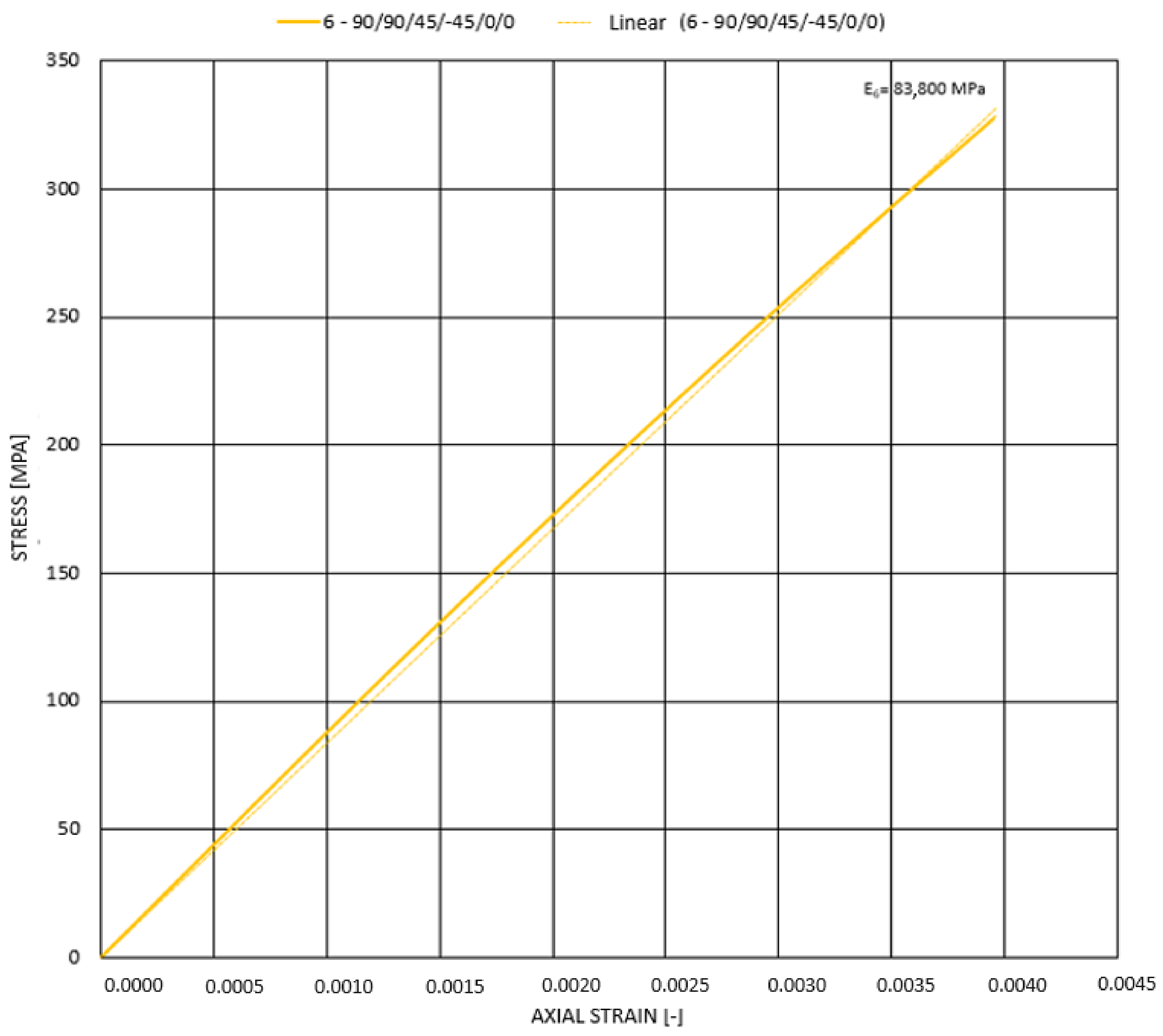
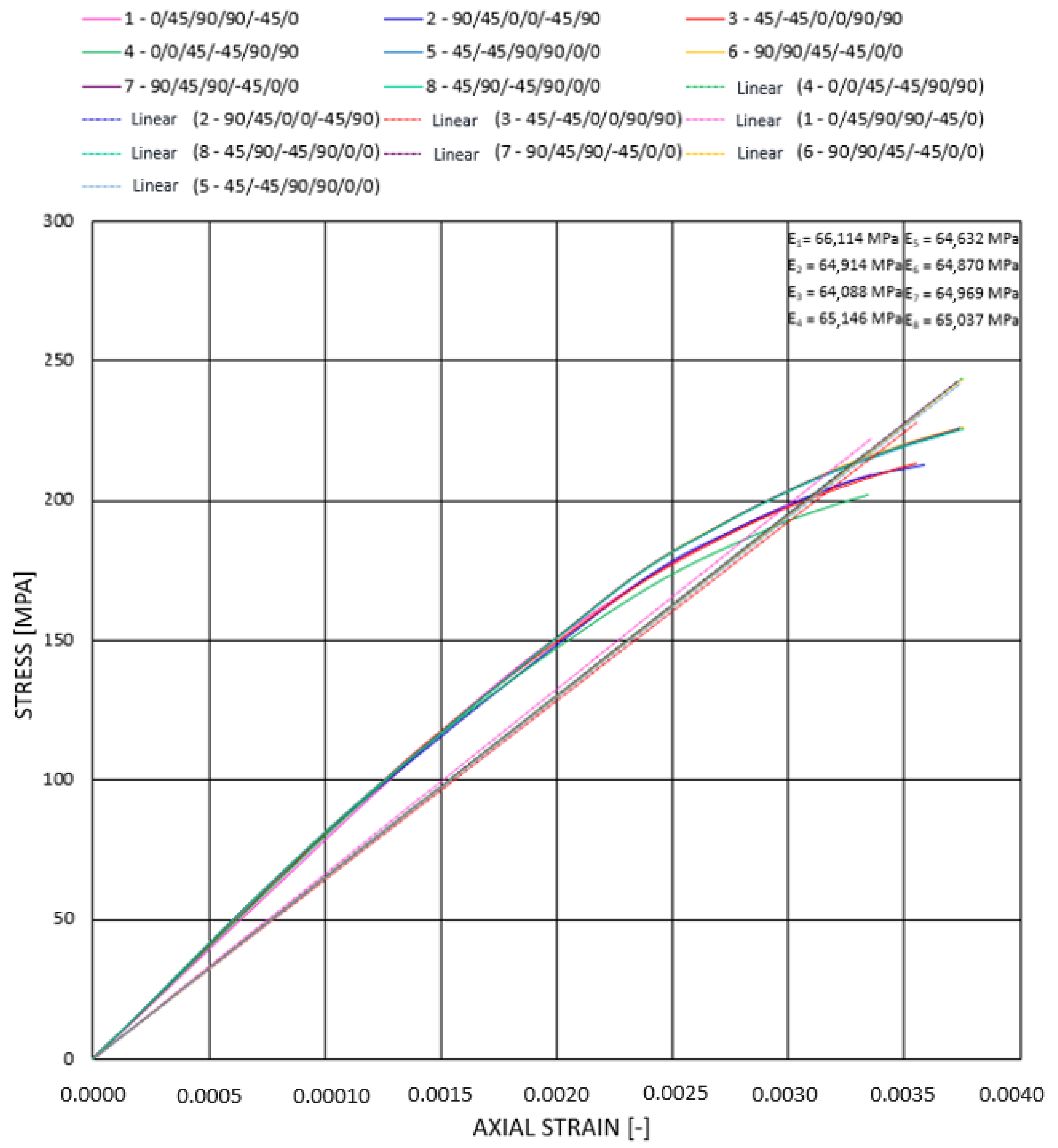
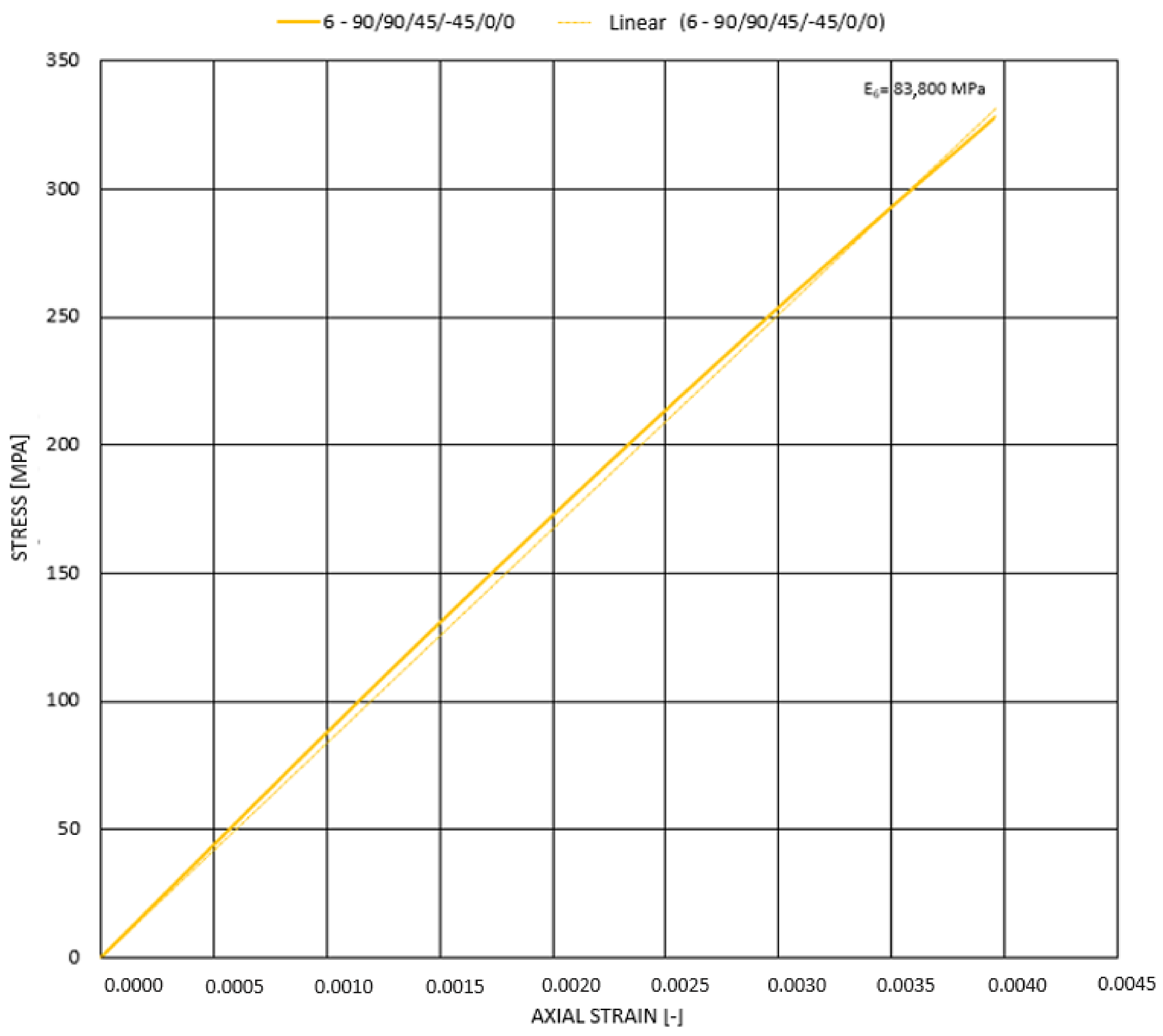
- The highest results of failure forces, buckling loads, and estimative modulus of elasticity were obtained for stacking sequences with the outer placement of axial (0°) layers (farthest from the neutral axis in the case of bending deflection due to buckling)—configurations of layer denoted as 5–8.
- The longitudinal estimative modulus of elasticity referenced to the density of material proves its excellent stiffness capabilities even compared with steel (71% higher value obtained for the composite rod with reference to the steel).
- The failure force referenced to the material density is, respectively, in the case of static and dynamic loadings, over 6 and 8 times higher in favor of composite material (compared with the results for steel).
- We observed a noticeable (reaching even 45%) amplification in failure force value for dynamic loading with respect to static loading.
- In case of reaching the force corresponding to failure in all considered cases, always one of the axials (0°) plies fails first.
- Considering both (longer and shorter) composite rods with stacking sequence (90/45/90/−45/02) under the action of static loading or dynamic pulse, the most crucial rod, taking into account construction strength, is the shorter one. In case of static compression, the failure load to actual load ratio equals 10.9 compared with 12.7 for rod 1, whereas, in the case of dynamic loading, the ratios are 1.6 and 1.8, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Elmarakbi, A. Advanced Composite Materials for Automotive Applications: Structural Integrity and Crashworthiness; John Wiley & Sons: Hooboken, NJ, USA, 2014. [Google Scholar] [CrossRef]
- Yoo, S.; Doh, J.; Lim, J.; Kang, O.; Lee, J.; Kang, K. Topologically optimised shape of CFRP front lower control ARM. Int. J. Automot. Technol. 2017, 18, 625–630. [Google Scholar] [CrossRef]
- Wang, S.; Chong, P.L.; Hughes, D. Lightweighting of wishbone finite element analysis. Eng. Trans. 2020, 68, 103–114. [Google Scholar] [CrossRef]
- Ali, M.I.; Anjaneyulu, J. Effect of fiber-matrix volume fraction and fiber orientation on the design of composite suspension system. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 2nd International Conference on Advancements in Aeromechanical Materials for Manufacturing, Telangana, India, 13–14 July 2018; IOP Publishing: Bristol, UK, 2018; Volume 455, p. 012104. [Google Scholar] [CrossRef]
- Banks, A.; Bone, G. Composite Hybrid Automotive Suspension System Innovative Structures (CHASSIS); SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2020. [Google Scholar] [CrossRef]
- Anandakumar, P.; Timmaraju, M.V.; Velmurugan, R. Development of efficient short/continuous fiber thermoplastic composite automobile suspension upper control arm. Mater. Today Proc. 2021, 39, 1187–1191. [Google Scholar] [CrossRef]
- Savage, G. Sub-critical crack growth in highly stressed Formula 1 race car composite suspension components. Eng. Fail. Anal. 2009, 16, 608–617. [Google Scholar] [CrossRef]
- Gupta, M.; Porwal, A.; Budi, H.R.; Krishnan, P.; Hande, P. Design and Fabrication of Carbon Fibre/Epoxy-Aluminum Hybrid Suspension Control Arms for Formula SAE Race Cars; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2020. [Google Scholar] [CrossRef]
- Heo, S.J.; Kang, D.O.; Lee, J.H.; Kim, I.H.; Darwish, S.M.H. Shape optimisation of lower control arm considering multi-disciplinary constraint condition by using progress meta-model method. Int. J. Automot. Technol. 2013, 14, 499–505. [Google Scholar] [CrossRef]
- Krishna, M.M.R. Design of An Upper-Control Arm using Shape Optimization; SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2001. [Google Scholar] [CrossRef]
- Hutchinson, J.W.; Budiansky, B. Dynamic buckling estimates. AIAA J. 1966, 4, 525–530. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s modulus in X direction | 2.09∙105 | MPa |
| Young’s modulus in Y direction | 9450 | MPa |
| Poisson ratio | 0.27 | - |
| Kirchhoff’s modulus | 5500 | MPa |
| Tensile strength in direction X | 1979 | MPa |
| Tensile strength in direction Y | 26 | MPa |
| Compressive strength in direction X | −893 | MPa |
| Compressive strength in direction Y | −139 | MPa |
| Shear strength | 100 | MPa |
| No | Stacking Sequence |
|---|---|
| 1 | (0/45/902/−45/0) |
| 2 | (90/45/02/−45/90) |
| 3 | (45/−45/02/902) |
| 4 | (02/45/−45/902) |
| 5 | (45/−45/902/02) |
| 6 | (902/45/−45/02) |
| 7 | (90/45/90/−45/02) |
| 8 | (45/90/−45/90/02) |
| No | Stacking Sequence | Longer Rod | Shorter Rod | ||
|---|---|---|---|---|---|
| Natural Frequency [Hz] | Natural Period [ms] | Natural Frequency [Hz] | Natural Period [ms] | ||
| 1 | (0/45/902/−45/0) | 822 | 1.22 | 939 | 1.06 |
| 2 | (90/45/02/−45/90) | 822 | 1.22 | 937 | 1.07 |
| 3 | (45/−45/02/902) | 818 | 1.22 | 934 | 1.07 |
| 4 | (02/45/−45/902) | 803 | 1.25 | 916 | 1.09 |
| 5 | (45/−45/902/02) | 837 | 1.19 | 956 | 1.05 |
| 6 | (902/45/−45/02) | 840 | 1.19 | 959 | 1.04 |
| 7 | (90/45/90/−45/02) | 839 | 1.19 | 958 | 1.04 |
| 8 | (45/90/−45/90/02) | 838 | 1.19 | 957 | 1.04 |
| 9 | steel | 541 | 1.85 | 632 | 1.60 |
| No | Stacking Sequence (from Inside out) | Critical Static Force According to LBA [N] | Critical Static Force According to NLA [N] | Composite Failure Force According to FPP [N] | First Ply Failure [–] | Failure Force to Actual Force Ratio [–] | Specific Failure Force [N/(kg/m3)] |
|---|---|---|---|---|---|---|---|
| 1 | (0/45/902/−45/0) | 10,350 | 5700 | 4968 | 1 (0°) | 11.7 | 3.27 |
| 2 | (90/45/02/−45/90) | 10,342 | 5800 | 5109 | 4 (0°) | 12.1 | 3.37 |
| 3 | (45/−45/02/902) | 10,265 | 5700 | 5063 | 3 (0°) | 12.0 | 3.34 |
| 4 | (02/45/−45/902) | 9874 | 5600 | 4811 | 1 (0°) | 11.4 | 3.17 |
| 5 | (45/−45/902/02) | 10,752 | 6000 | 5362 | 5 (0°) | 12.7 | 3.53 |
| 6 | (902/45/−45/02) | 10,817 | 6000 | 5368 | 5 (0°) | 12.7 | 3.54 |
| 7 | (90/45/90/−45/02) | 10,805 | 5950 | 5359 | 5 (0°) | 12.7 | 3.53 |
| 8 | (45/90/−45/90/02) | 10,771 | 5950 | 5354 | 5 (0°) | 12.7 | 3.53 |
| 9 | steel | 5213 | 4550 | 4472 | n/a | 10.6 | 0.57 |
| No | Stacking Sequence (from Inside out) | Critical Static Force According to LBA [N] | Critical Static Force According to NLA [N] | Composite Failure Force According to FPP [N] | First Ply Failure [–] | Failure Force to Actual Force Ratio [–] | Specific Failure Force [N/(kg/m3)] |
|---|---|---|---|---|---|---|---|
| 1 | (90/45/90/−45/02) | 12723 | 6700 | 5839 | 6 (0°) | 10.9 | 3.85 |
| 2 | steel | 5243 | 4650 | 4355 | n/a | 8.12 | 0.56 |
| No | Stacking Sequence | DLFcr [–] | Amplitude of Dynamic Pulse Corresponding to DLFcr [N] | Amplitude of Dynamic Pulse Corresponding to FFP [N] | First Ply Failure [–] | Specific Dynamic Failure Amplitude [N/(kg/m3)] |
|---|---|---|---|---|---|---|
| 1 | (0/45/902/−45/0) | 1.05 | 10868 | 7 487 | 1 (0°) | 4.93 |
| 2 | (90/45/02/−45/90) | 1.10 | 11376 | 7 674 | 4 (0°) | 5.05 |
| 3 | (45/−45/02/902) | 1.10 | 11292 | 7 670 | 3 (0°) | 5.05 |
| 4 | (02/45/−45/902) | 1.05 | 10368 | 7 433 | 1 (0°) | 4.89 |
| 5 | (45/−45/902/02) | 1.15 | 12365 | 7 802 | 5 (0°) | 5.14 |
| 6 | (902/45/−45/02) | 1.15 | 12440 | 7 783 | 5 (0°) | 5.13 |
| 7 | (90/45/90/−45/02) | 1.15 | 12426 | 7 776 | 5 (0°) | 5.12 |
| 8 | (45/90/−45/90/02) | 1.15 | 12387 | 7 790 | 5 (0°) | 5.13 |
| 9 | steel | 1.1 | 5734 | 4 696 | n/a | 0.60 |
| No | Stacking Sequence | DLFcr [–] | Amplitude of Dynamic Pulse Corresponding to DLFcr [N] | Amplitude of Dynamic Pulse Corresponding to FFP [N] | First Ply Failure [–] | Specific Dynamic Failure Amplitude [N/(kg/m3)] |
|---|---|---|---|---|---|---|
| 1 | (90/45/90/−45/02) | 1.15 | 14 632 | 8 064 | 6 (0°) | 5.31 |
| 2 | steel | 1.10 | 4 791 | 4 690 | n/a | 0.60 |
| No | Stacking Sequence | Tsai–Wu Failure Index [–] | Maximum Axial Displacement [mm] | Maximum Normal Displacement [mm] | Failure Load Amplitude to Actual Load Ratio [–] | First Ply Failure |
|---|---|---|---|---|---|---|
| 1 | (0/45/902/−45/0) | 0.473 | 0.329 | 0.639 | 1.647 | 1 (0°) |
| 2 | (90/45/02/−45/90) | 0.477 | 0.329 | 0.640 | 1.705 | 4 (0°) |
| 3 | (45/−45/02/902) | 0.480 | 0.329 | 0.647 | 1.691 | 3 (0°) |
| 4 | (02/45/−45/902) | 0.485 | 0.333 | 0.696 | 1.603 | 1 (0°) |
| 5 | (45/−45/902/02) | 0.468 | 0.323 | 0.593 | 1.789 | 5 (0°) |
| 6 | (902/45/−45/02) | 0.464 | 0.323 | 0.585 | 1.791 | 5 (0°) |
| 7 | (90/45/90/−45/02) | 0.465 | 0.323 | 0.588 | 1.788 | 5 (0°) |
| 8 | (45/90/−45/90/02) | 0.467 | 0.324 | 0.593 | 1.787 | 5 (0°) |
| 9 | steel | n/a | 0.114 | 0.187 | 1.51 | n/a |
| No | Stacking Sequence | Tsai–Wu Failure Index [–] | Maximum Axial Displacement [mm] | Maximum Normal Displacement [mm] | Failure Load to Actual Load Ratio [–] | First Ply Failure |
|---|---|---|---|---|---|---|
| 1 | (90/45/90/−45/02) | 0.810 | 0.329 | 0.639 | 1.647 | 1 (0°) |
| 2 | steel | n/a | 0.329 | 0.640 | 1.705 | 4 (0°) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mierzejewska, P.; Świniarski, J.; Kubiak, T. Influence of Stacking Sequence on Strength and Stability of Suspension System Control Arm CFRP Laminate Rods. Materials 2021, 14, 5849. https://doi.org/10.3390/ma14195849
Mierzejewska P, Świniarski J, Kubiak T. Influence of Stacking Sequence on Strength and Stability of Suspension System Control Arm CFRP Laminate Rods. Materials. 2021; 14(19):5849. https://doi.org/10.3390/ma14195849
Chicago/Turabian StyleMierzejewska, Paula, Jacek Świniarski, and Tomasz Kubiak. 2021. "Influence of Stacking Sequence on Strength and Stability of Suspension System Control Arm CFRP Laminate Rods" Materials 14, no. 19: 5849. https://doi.org/10.3390/ma14195849
APA StyleMierzejewska, P., Świniarski, J., & Kubiak, T. (2021). Influence of Stacking Sequence on Strength and Stability of Suspension System Control Arm CFRP Laminate Rods. Materials, 14(19), 5849. https://doi.org/10.3390/ma14195849