
Powder Metallurgical Processing and Characterization of Molybdenum Addition to Tungsten Heavy Alloys by Spark Plasma Sintering

 ,
, 
 , ,
, , 

Abstract
:1. Introduction
2. Methods and Materials
3. Results and Discussion
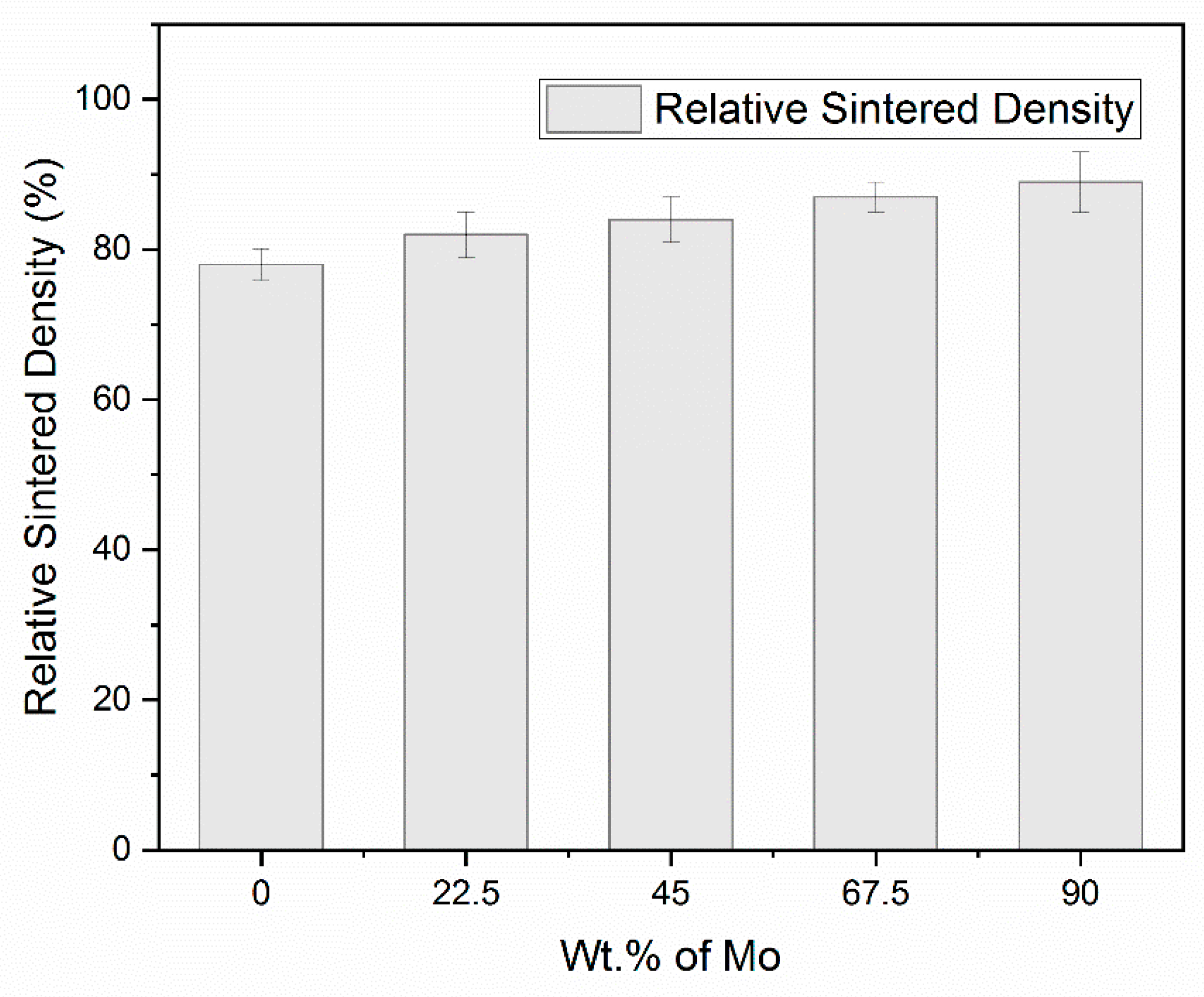
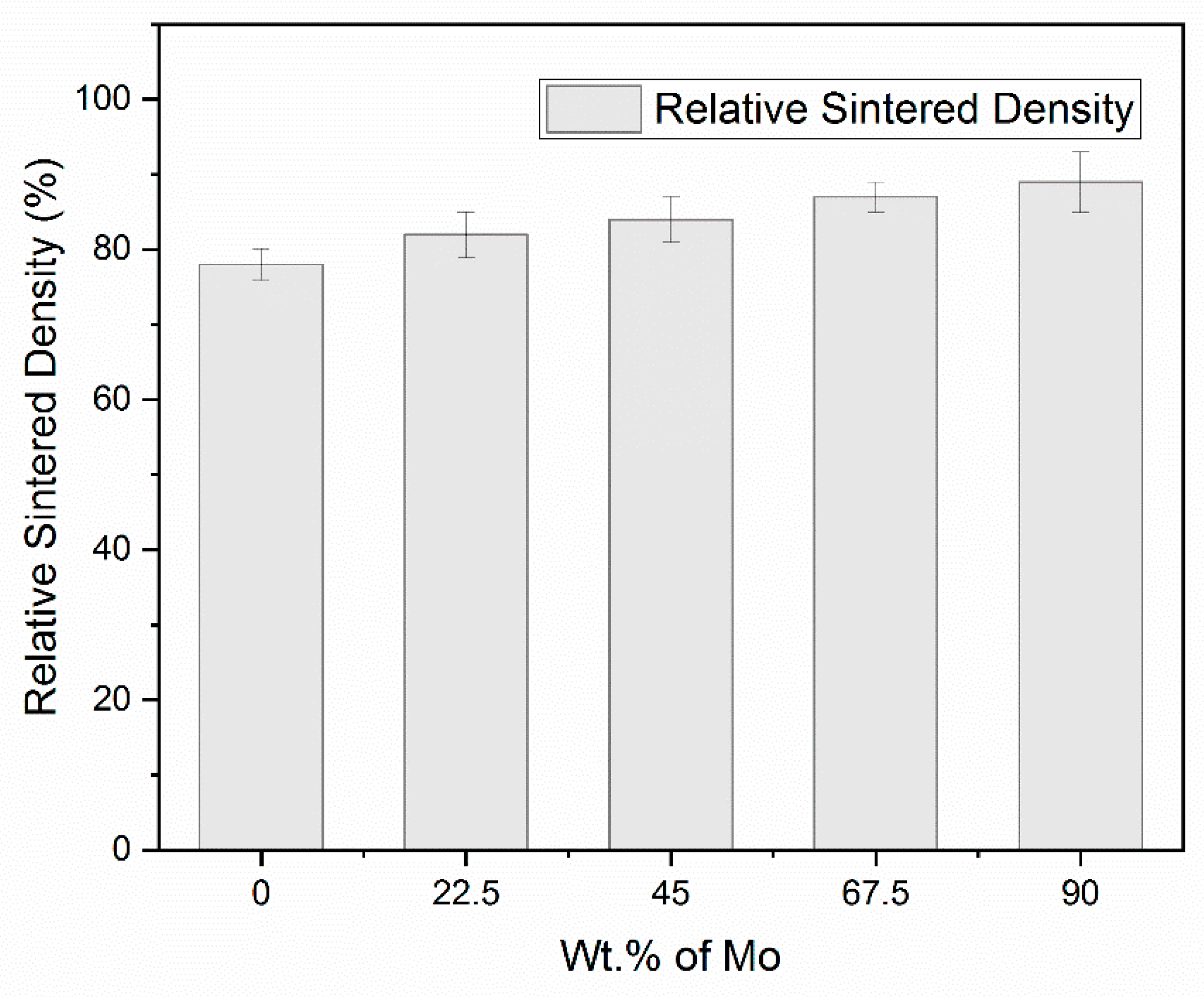
3.1. Densification Behavior of the Sintered Samples
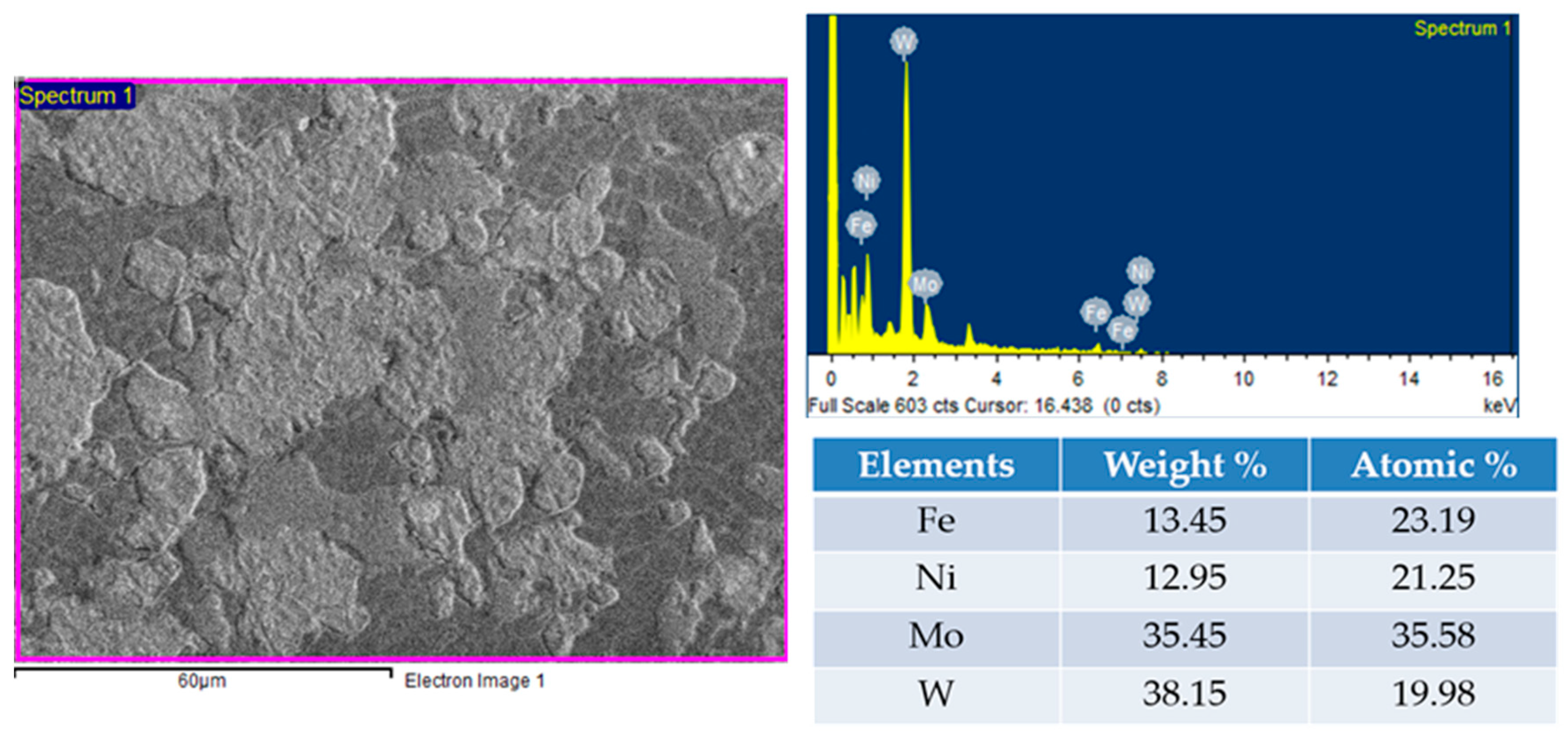
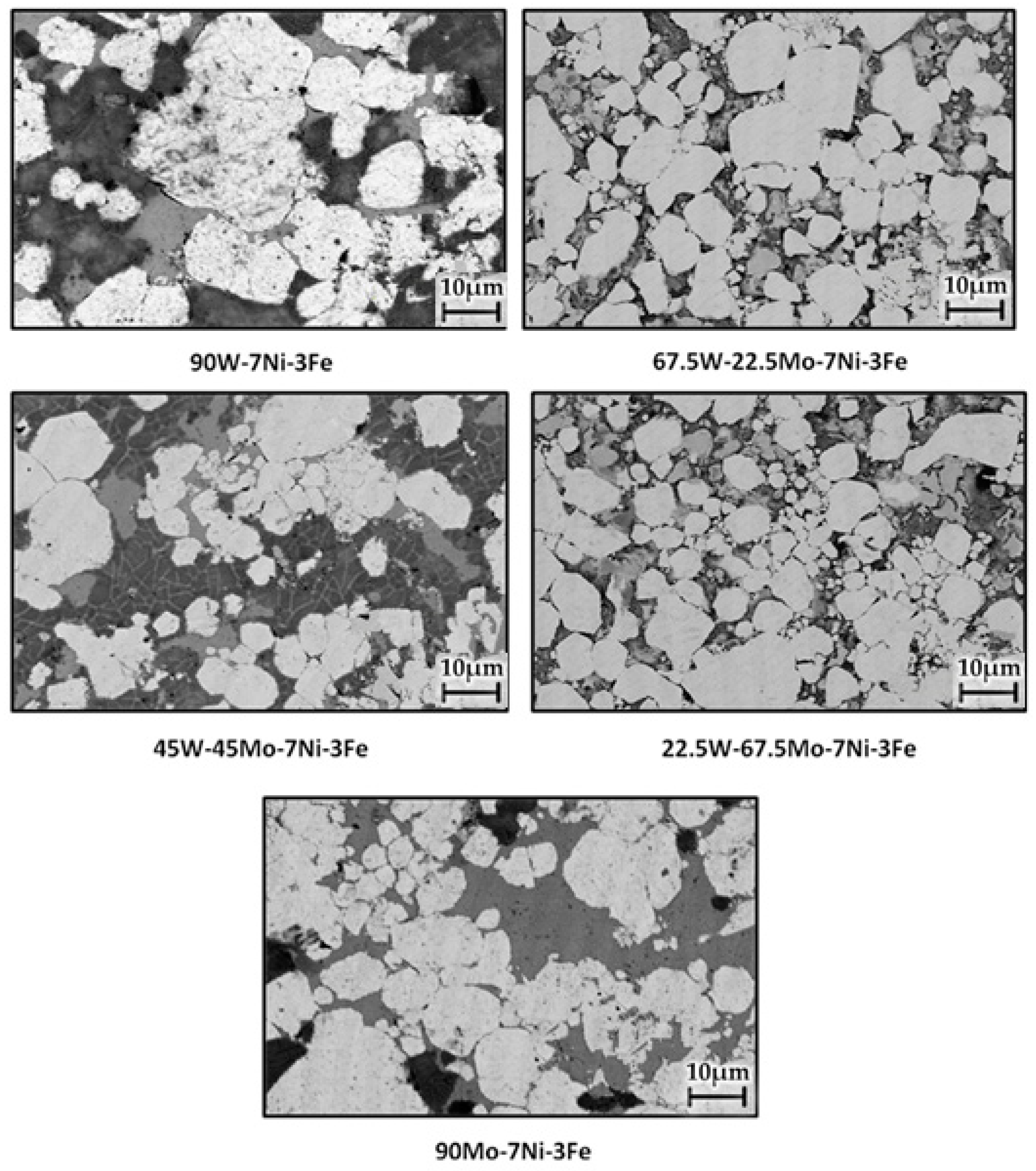
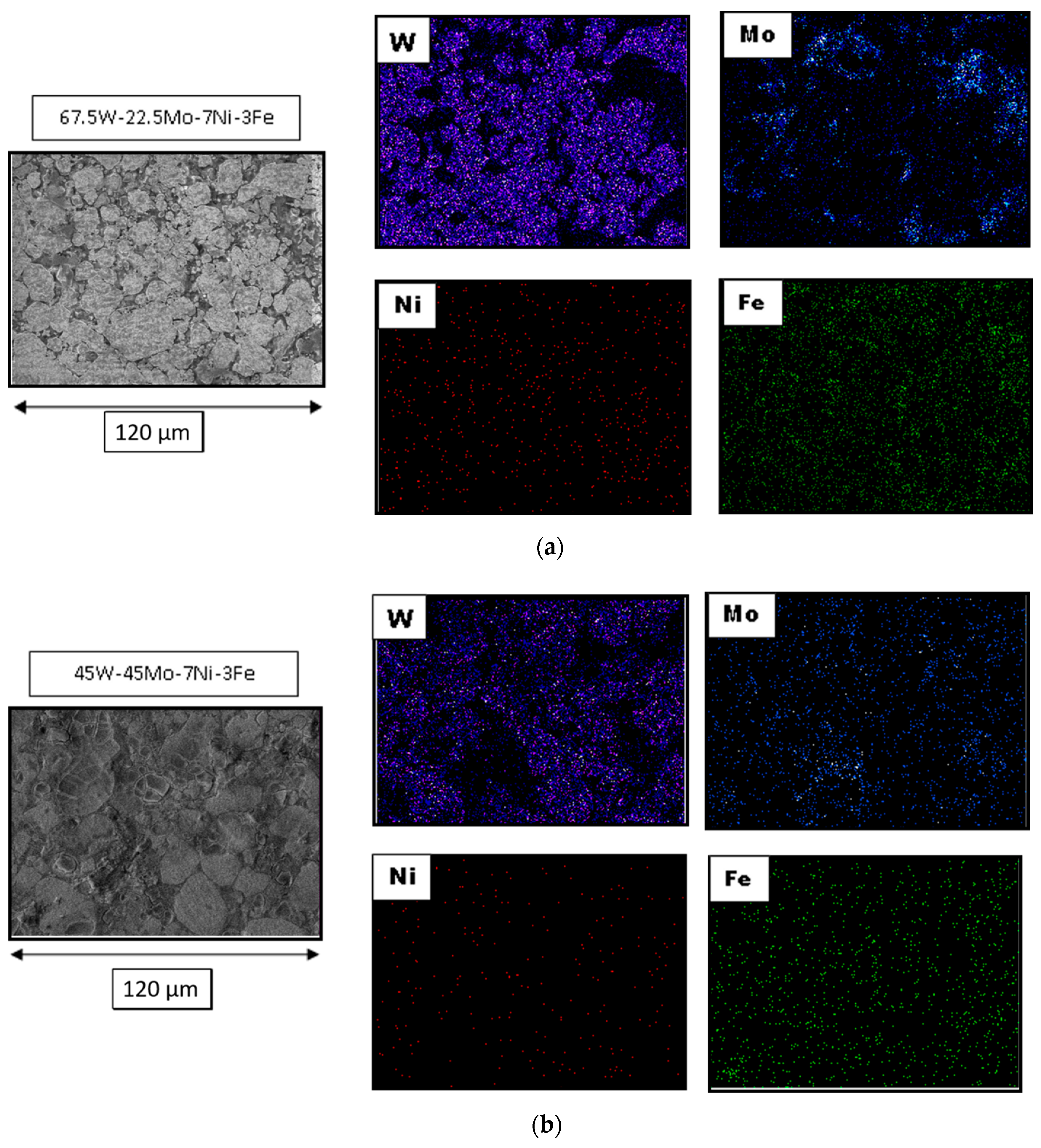
3.2. Microstructure Analysis
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khalid, F.A.; Bhatti, M.R. Microstructure and Properties of Sintered Tungsten Heavy Alloys. J. Mater. Eng. Perform. 1999, 8, 46–50. [Google Scholar] [CrossRef]
- Sahin, Y. Recent Progress in Processing of Tungsten Heavy Alloys. J. Powder Technol. 2014, 2014, 764306. [Google Scholar]
- Bose, A.; German, R.M. Matrix composition effects on the tensile properties of tungsten-molybdenum heavy alloys. Metall. Mater. Trans. A 1990, 21, 1325–1327. [Google Scholar] [CrossRef]
- Upadhyaya, A.; Tiwari, S.K.; Mishra, P. Microwave sintering of W-Ni–Fe alloy. Scr. Mater. 2007, 56, 5–8. [Google Scholar] [CrossRef]
- Kiran, U.R.; Panchal, A.; Kumar, M.P.; Sankaranarayana, M.; Rao, G.N.; Nandy, T.K. Refractory metal alloying: A new method for improving heavy tungsten alloys’ mechanical properties. J. Alloys Compd. 2017, 709, 609–619. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachalam, G. Microstructure and mechanical properties of spark plasma sintered tungsten heavy alloys. Mater. Sci. Eng. A 2018, 710, 66–73. [Google Scholar] [CrossRef]
- Jing-Lian, F.; Tao, L.; Hui-Chao, C.; Deng-Long, W. Preparation of fine grain tungsten heavy alloy with high properties by mechanical alloying and yttrium oxide addition. J. Mater. Process. Technol. 2008, 208, 463–469. [Google Scholar] [CrossRef]
- Aguirre, M.; Martín, A.; Pastor, J.; Llorca, J.; Monge, M.; Pareja, R. Mechanical properties of tungsten alloys with Y2O3 and titanium additions. J. Nucl. Mater. 2011, 417, 516–519. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.H.; Cha, S.I.; Ryu, H.J.; Hong, S.H. Effect of oxide dispersoids and mechanical properties of heavy tungsten alloy fabricated by the mechanical alloying process. Mater. Sci. Eng. A 2007, 452, 55–60. [Google Scholar] [CrossRef]
- AyyappaRaj, M.; Yadav, D.; Agrawal, D.K.; Rajan, R.A.A. Microstructure and mechanical properties of spark plasma-sintered La2O3 dispersion-strengthened W–Ni–Fe alloy. Rare Met. 2020, 40, 2230–2236. [Google Scholar] [CrossRef]
- Kemp, P.; German, R. Grain growth in liquid-phase-sintered W-Mo-Ni-Fe alloys. J. Less Common Met. 1991, 175, 353–368. [Google Scholar] [CrossRef]
- Gurwell, W.; Nelson, R.; Dudder, G.; Davis, N. Fabrication and Properties of Tungsten Heavy Metal Alloys Containing 30% to 90% Tungsten; Pacific Northwest Lab.: Richland, WA, USA, 1984.
- Ćirović, N.; Spasojević, P.; Ribić-Zelenović, L.; Maričič, A.; Spasojević, M. Synthesis, Structure, and Properties of Nickel-Iron-Tungsten Alloy Electrodeposits PART II: Effect of Microstructure on Hardness, Electrical, and Magnetic Properties. Sci. Sinter. 2016, 48, 1–16. [Google Scholar] [CrossRef]
- Chausse, C.; Nardou, F. Evolution of the microstructure in a W alloy during sintering before the formation of a liquid phase. Mater. High Temp. 1999, 16, 37–41. [Google Scholar] [CrossRef]
- Massalski, T.B.; Murray, J.L.; Bennett, L.H.; Baker, H. Binary Alloy Phase Diagrams; American Society for Metals: Metals Park, OH, USA, 1990; Volume 1, p. 1100. [Google Scholar]
- Kiran, U.R.; Panchal, A.; Sankaranarayana, M.; Nandy, T.K. Tensile and impact behavior of swaged tungsten heavy alloys processed by liquid phase sintering. Int. J. Refract. Met. Hard Mater. 2013, 37, 1–11. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachalam, G. Sintering of Tungsten and Tungsten Heavy Alloys of W–Ni–Fe and W–Ni–Cu: A Review. Trans. Indian Inst. Met. 2017, 70, 1161–1176. [Google Scholar] [CrossRef]
- Durlu, N.; Çalişkan, N.K.; Bor, Ş. Effect of swaging on microstructure and tensile properties of W-Ni-Fe alloy. Int. J. Refract. Met. Hard Mater. 2014, 42, 126–131. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, W.; Chen, Y.; Wang, E. Effect of swaging on microstructure and mechanical properties of liquid phase sintered 93W-4.9(Ni, Co)-2.1Fe alloy. Int. J. Refract. Met. Hard Mater. 2014, 44, 103–108. [Google Scholar] [CrossRef]
- Kim, D.-K.; Lee, S.; Noh, J.-W. Dynamic and quasi-static torsional behavior of tungsten heavy alloy specimens fabricated through sintering, heat-treatment, swaging and aging. Mater. Sci. Eng. A 1998, 247, 285–294. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.; Qu, S.; Li, Y. Spark-plasma sintering of W–5.6Ni–1.4Fe heavy alloys: Densification and grain growth. Metall. Mater. Trans. A 2013, 44, 923. [Google Scholar] [CrossRef]
- Deng, S.; Yuan, T.; Li, R.; Zeng, F.; Liu, G.; Zhou, X. Spark plasma sintering of pure tungsten powder: Densification kinetics and grain growth. Powder Technol. 2017, 310, 264–271. [Google Scholar] [CrossRef]
- Xiao, M.; Li, F.; Xie, H.; Wang, Y. Characterization of strengthening mechanism and hot deformation behavior of powder metallurgy molybdenum. Mater. Des. 2012, 34, 112–119. [Google Scholar] [CrossRef]
- Hsu, C.S.; Lin, K.H.; Lin, S.T. Precipitation mechanisms of intermetallic compounds. Int. J. Refract. Met. Hard Mater. 2005, 23, 175–182. [Google Scholar] [CrossRef]
- German, R.M. Microstructure and Impurity Effects on Tungsten Heavy Alloys; Final Report, AD-A224 220, Contract Number DAAL01-87-K-0072; U.S. Army Research Office, Aberdeen Proving Ground: Harford County, MD, USA, 1990. [Google Scholar]
- Standard Test Methods for Determining Average Grain Size; ASTM E112-96; ASTM: Philadelphia, PA, USA, 1996; Volume 16.
- Gurland, J. The measurement of grain contiguity in two-phase alloys. Trans. Met. Soc. AIME 1958, 212, 452–455. [Google Scholar]
- Gong, X.; Fan, J.; Ding, F.; Song, M.; Huang, B. Effect of tungsten content on microstructure and quasi-static tensile fracture characteristics of rapidly hot-extruded W–Ni–Fe alloys. Int. J. Refract. Met. Hard Mater. 2012, 30, 71–77. [Google Scholar] [CrossRef]
- Lee, G.; McKittrick, J.; Ivanov, E.; Olevsky, E. Densification mechanism and mechanical properties of tungsten powder consolidated by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2016, 61, 22–29. [Google Scholar] [CrossRef] [Green Version]
- Prasad, B.S.L.; Annamalai, R. A study of molybdenum addition on W-Ni-Fe based heavy alloys sintered with spark plasma sintering. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 167–172. [Google Scholar]
- Muthuchamy, A.; Yadev, D.; Agrawal, D.K.; Annamalai, R. Structure-property correlations of W-Ni-Fe-Mo heavy alloys consolidated using spark plasma sintering. Mater. Res. Express 2018, 6, 026545. [Google Scholar] [CrossRef]
- Hsu, C.-S.; Lin, S.-T. Effect of molybdenum on grain growth of W-Mo-Ni-Fe heavy alloys. J. Mater. Sci. 2003, 38, 1543–1549. [Google Scholar] [CrossRef]
- Bose, A.; German, R.M. Properties of Aged and Swaged Molybdenum Doped Heavy Alloys; Materials Engineering Department Rensselaer Polytechnic Institute: Troy, NY, USA, 1998; Volume 19, pp. 139–153. [Google Scholar]
- Senthilnathan, N.; Raja Annamalai, A.R.; Venkatachalam, G. Effect of cobalt addition on the morphology and mechanical properties of W–Ni–Cu–Co alloy. Emerg. Mater. Res. 2019, 8, 558–566. [Google Scholar] [CrossRef]
- Li, X.; Hu, K.; Qu, S.; Li, L.; Yang, C. 93W–5.6Ni–1.4Fe heavy alloys with enhanced performance prepared by cyclic spark plasma sintering. Mater. Sci. Eng. A 2014, 599, 233–241. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.; Li, Y.; Li, C.; Li, J. Effects of sintering temperature on fine-grained tungsten heavy alloy produced by high-energy ball milling assisted spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2012, 33, 65–69. [Google Scholar] [CrossRef]
- Kumari, A.; Sankaranarayana, M.; Nandy, T.K. On structure-property correlation in high strength tungsten heavy alloys. Int. J. Refract. Met. Hard Mater. 2017, 67, 18–31. [Google Scholar] [CrossRef]
- Li, Y.; Hu, K.; Li, X.; Ai, X.; Qu, S. Fine-grained 93W–5.6Ni–1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]
- Laptev, A.V. Structure and properties of WC-Co alloys in solid-phase sintering. Powder Metall. Met. Ceram. 2007, 46, 517–524. [Google Scholar] [CrossRef]
- Kim, J.Y.; Jang, D.; Greer, J.R. Tensile and compressive behavior of tungsten, molybdenum, tantalum, and niobium the nanoscale. Acta Mater. 2010, 58, 2355–2363. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Lin, K.-H.; Hsu, C.-S.; Lin, S.-T. Precipitation of an Intermetallic Phase in Mo-alloyed Tungsten Heavy Alloys. Mater. Trans. 2003, 44, 358–366. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | W | Mo | Ni | Fe |
|---|---|---|---|---|
| Particle Size (µm) | 12 ± 4 | 150 ± 5 | 150 ± 5 | 9 ± 6 |
| Particle Shape | Irregular | Irregular | Spherical | Spherical |
| Purity % | 99.9 | 99.9 | 99.9 | 99.9 |
| Density (g/cm3) | 19.28 | 10.3 | 8.91 | 7.86 |
| Set No. | Composition | W/Mo Ratio | Compaction Pressure | Heating Rate |
|---|---|---|---|---|
| 1 | 90W-7Ni-3Fe | 100:1 | 50 MPa | 100 °C/min |
| 2 | 67.5W-22.5Mo-7Ni-3Fe | 75:25 | 50 MPa | 100 °C/min |
| 3 | 45W-45Mo-7Ni-3Fe | 50:50 | 50 MPa | 100 °C/min |
| 4 | 22.5W-67.5Mo-7Ni-3Fe | 25:75 | 50 MPa | 100 °C/min |
| 5 | 90Mo-7Ni-3Fe | 1:100 | 50 MPa | 100 °C/min |
| S. No. | Specimen Composition (%) | Relative Sintered Density (%) | Grain Size (μm) | Contiguity |
|---|---|---|---|---|
| 1 | 90W-7Ni-3Fe | 78 ± 2 | 11 ± 5 | 0.60 ± 0.06 |
| 2 | 67.5W-22.5Mo-7Ni-3Fe | 82 ± 3 | 10. ± 2 | 0.59 ± 0.08 |
| 3 | 45W-45Mo-7Ni-3Fe | 84 ± 3 | 10 ± 3 | 0.47 ± 0.1 |
| 4 | 22.5W-67.5Mo-7Ni-3Fe | 87 ± 2 | 10 ± 4 | 0.43 ± 0.09 |
| 5 | 90Mo-7Ni-3Fe | 89 ± 4 | 10 ± 2 | 0.57 ± 0.06 |
| Sr. No | Specimen Label | UTS (MPa) | Yield Strength (MPa) | Elongation (%) | Micro-Vickers Hardness (Hv0.5) |
|---|---|---|---|---|---|
| 1 | 90W-7Ni-3Fe | 702 ± 13 | 442 ± 26 | 0.17 ± 0.05 | 544 ± 24 |
| 2 | 67.5W-22.5Mo-7Ni-3Fe | 1077 ± 33 | 722 ± 40 | 1.51 ± 0.06 | 595 ± 31 |
| 3 | 45W-45Mo-7Ni-3Fe | 1140 ± 26 | 763 ± 38 | 0.89 ± 0.08 | 613 ± 26 |
| 4 | 22.5W-67.5Mo-7Ni-3Fe | 815 ± 20 | 546 ± 40 | 0.55 ± 0.08 | 653 ± 19 |
| 5 | 90Mo-7Ni-3Fe | 528 ± 54 | 492 ± 29 | 0.54 ± 0.04 | 560 ± 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Annamalai, A.R.; Muthuchamy, A.; Srikanth, M.; Natarajan, S.; Acharya, S.; Khisti, A.; Jen, C.-P. Powder Metallurgical Processing and Characterization of Molybdenum Addition to Tungsten Heavy Alloys by Spark Plasma Sintering. Materials 2021, 14, 5756. https://doi.org/10.3390/ma14195756
Annamalai AR, Muthuchamy A, Srikanth M, Natarajan S, Acharya S, Khisti A, Jen C-P. Powder Metallurgical Processing and Characterization of Molybdenum Addition to Tungsten Heavy Alloys by Spark Plasma Sintering. Materials. 2021; 14(19):5756. https://doi.org/10.3390/ma14195756
Chicago/Turabian StyleAnnamalai, A. Raja, A. Muthuchamy, Muthe Srikanth, Senthilnathan Natarajan, Shashank Acharya, Anup Khisti, and Chun-Ping Jen. 2021. "Powder Metallurgical Processing and Characterization of Molybdenum Addition to Tungsten Heavy Alloys by Spark Plasma Sintering" Materials 14, no. 19: 5756. https://doi.org/10.3390/ma14195756
APA StyleAnnamalai, A. R., Muthuchamy, A., Srikanth, M., Natarajan, S., Acharya, S., Khisti, A., & Jen, C.-P. (2021). Powder Metallurgical Processing and Characterization of Molybdenum Addition to Tungsten Heavy Alloys by Spark Plasma Sintering. Materials, 14(19), 5756. https://doi.org/10.3390/ma14195756