
Influence of Minor Alloying Element Additions on the Crack Susceptibility of a Nickel Based Superalloy Manufactured by LPBF

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
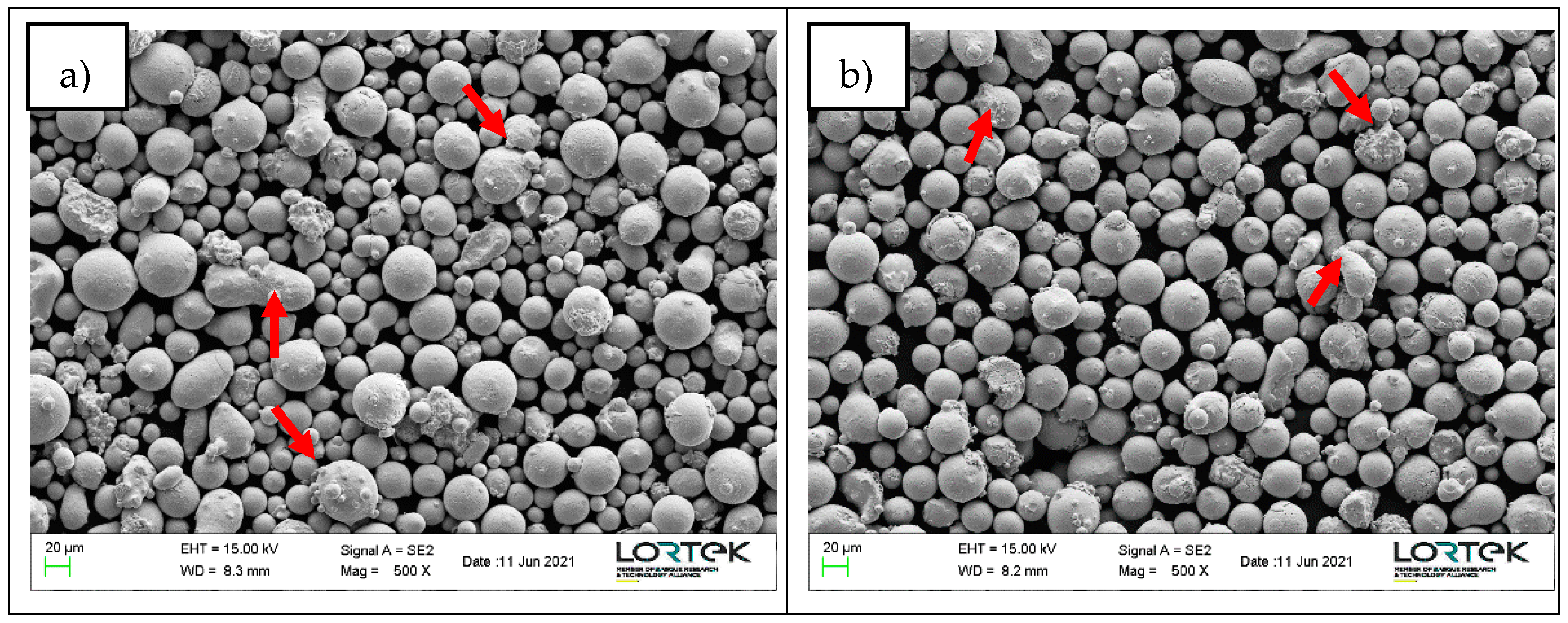
2.1. Materials
2.2. LPBF Process Parameters
2.3. Samples Characterization
3. Results
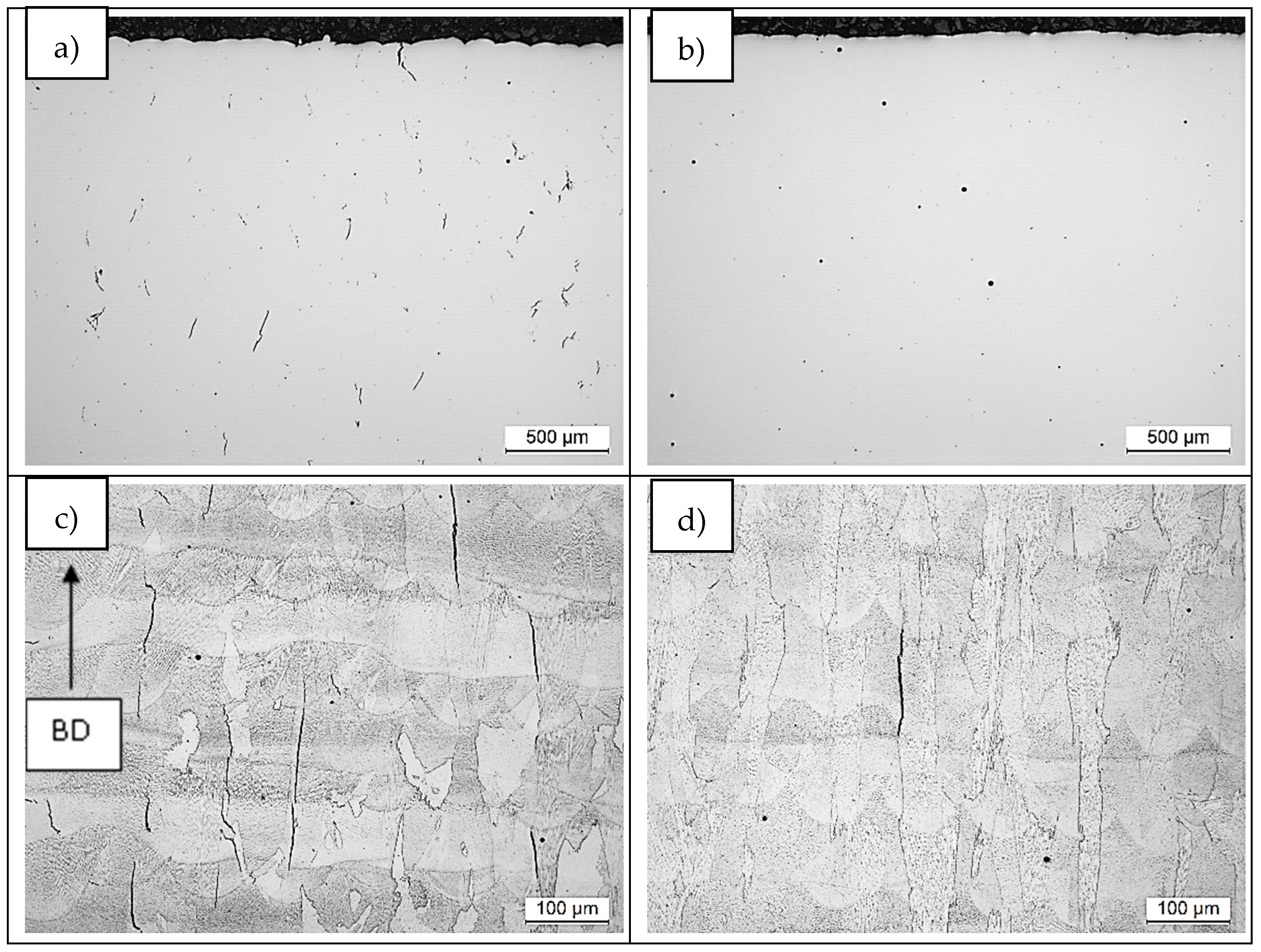
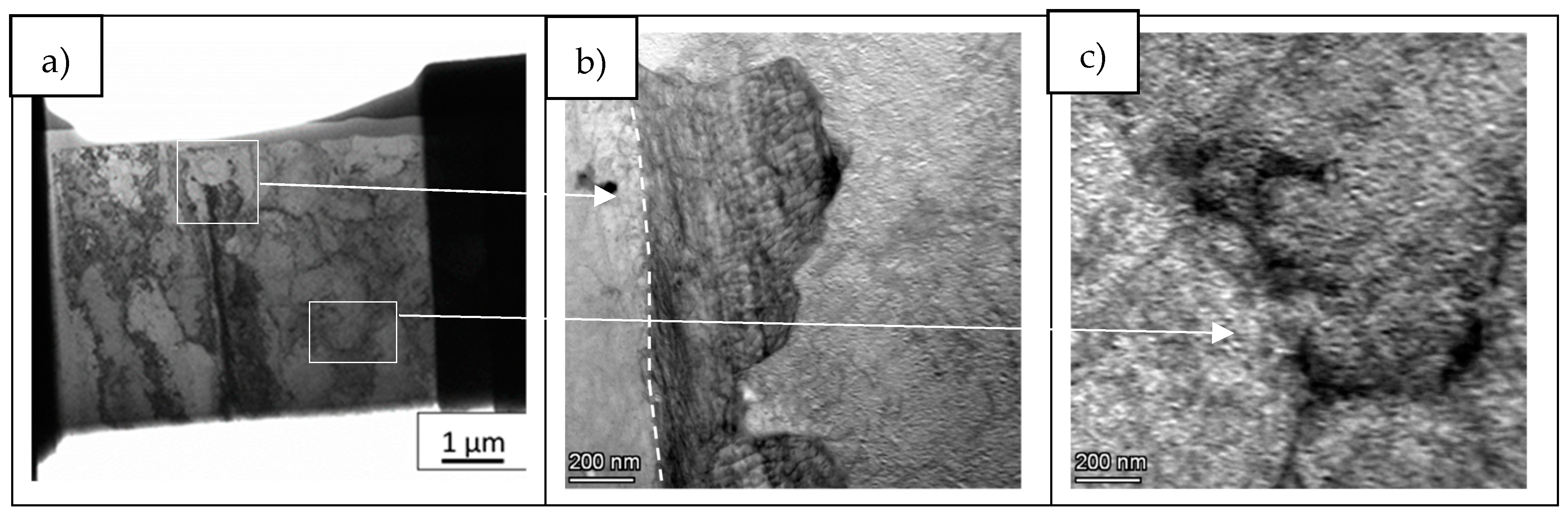
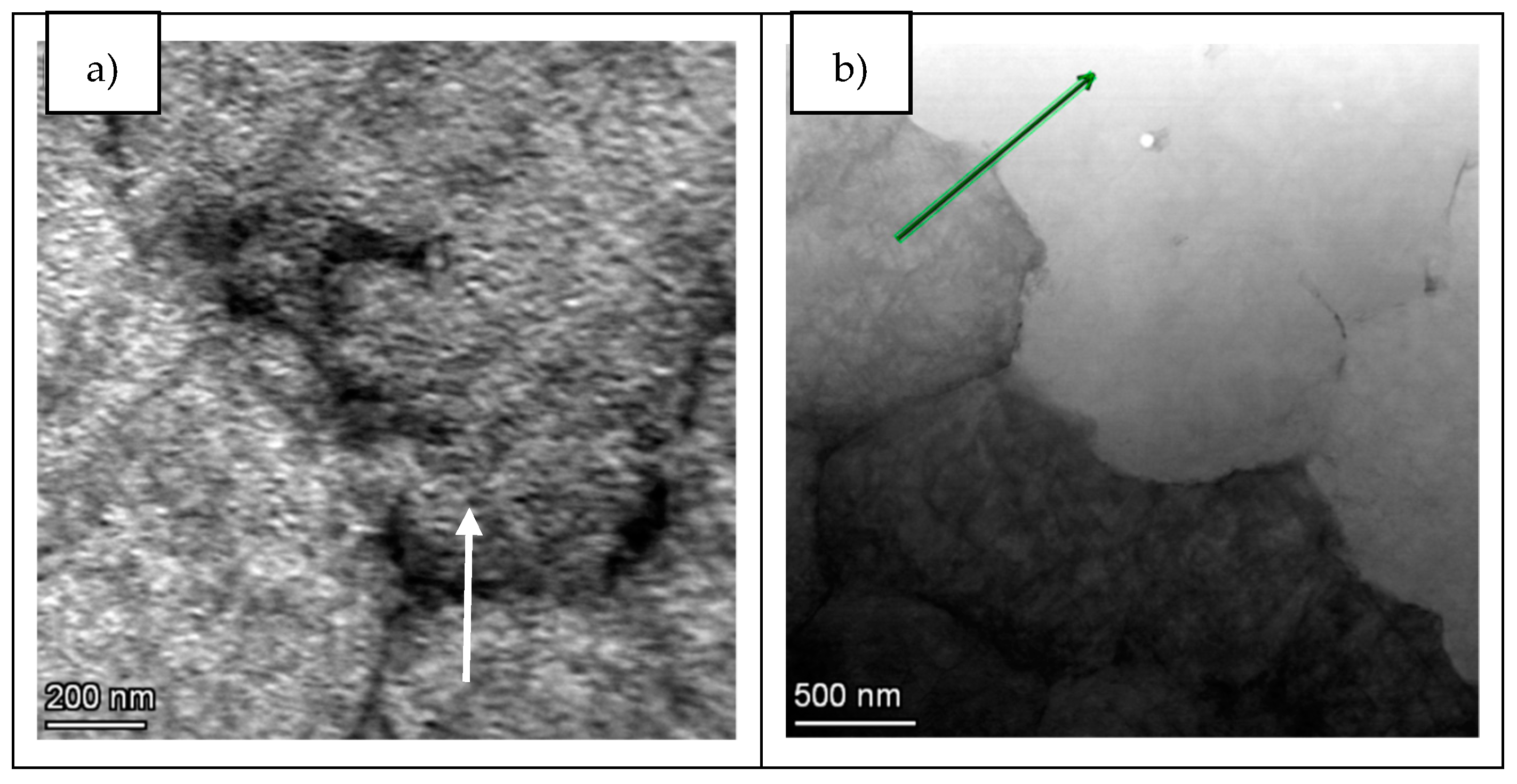
3.1. Analysis of Defects
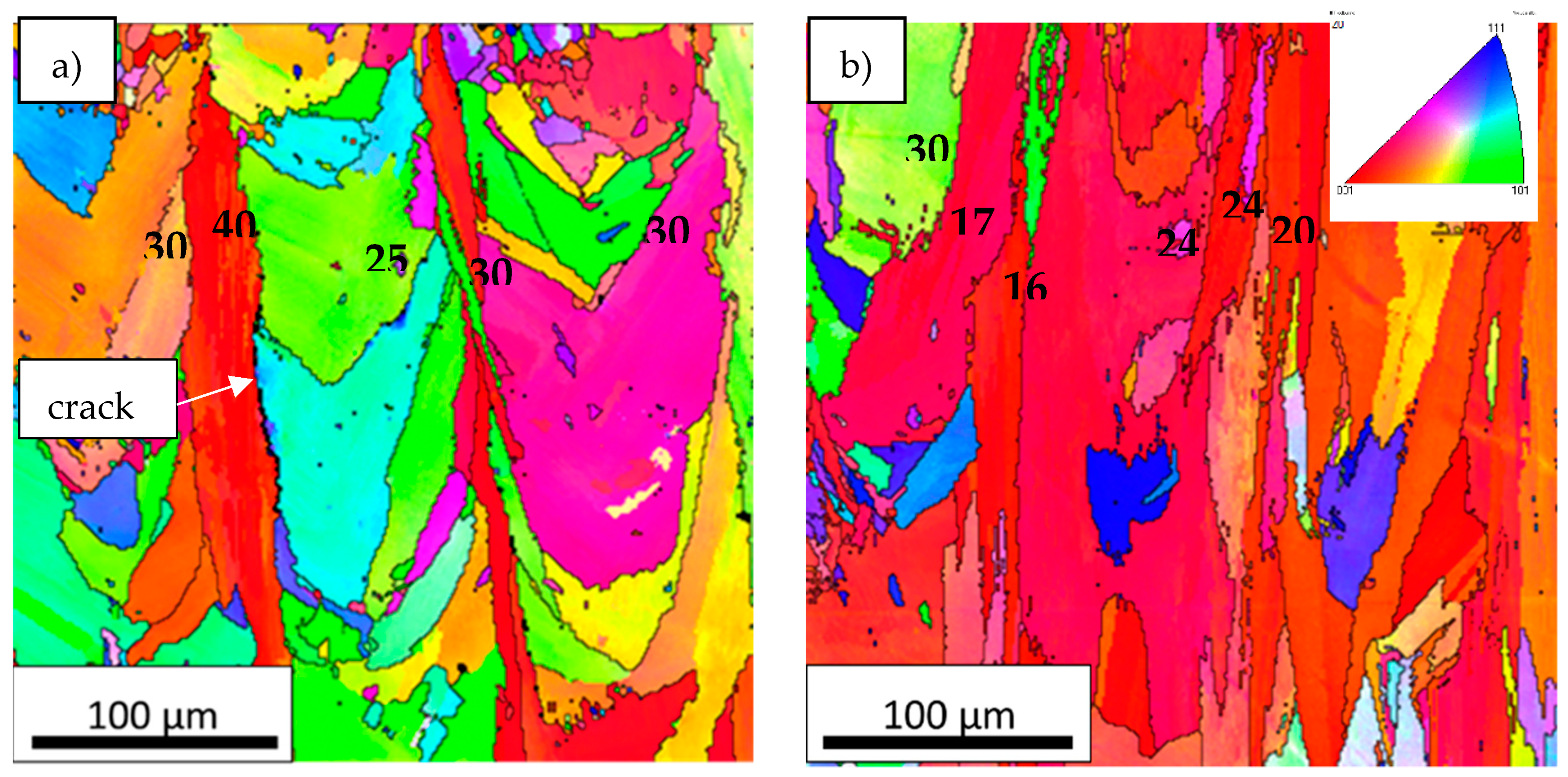
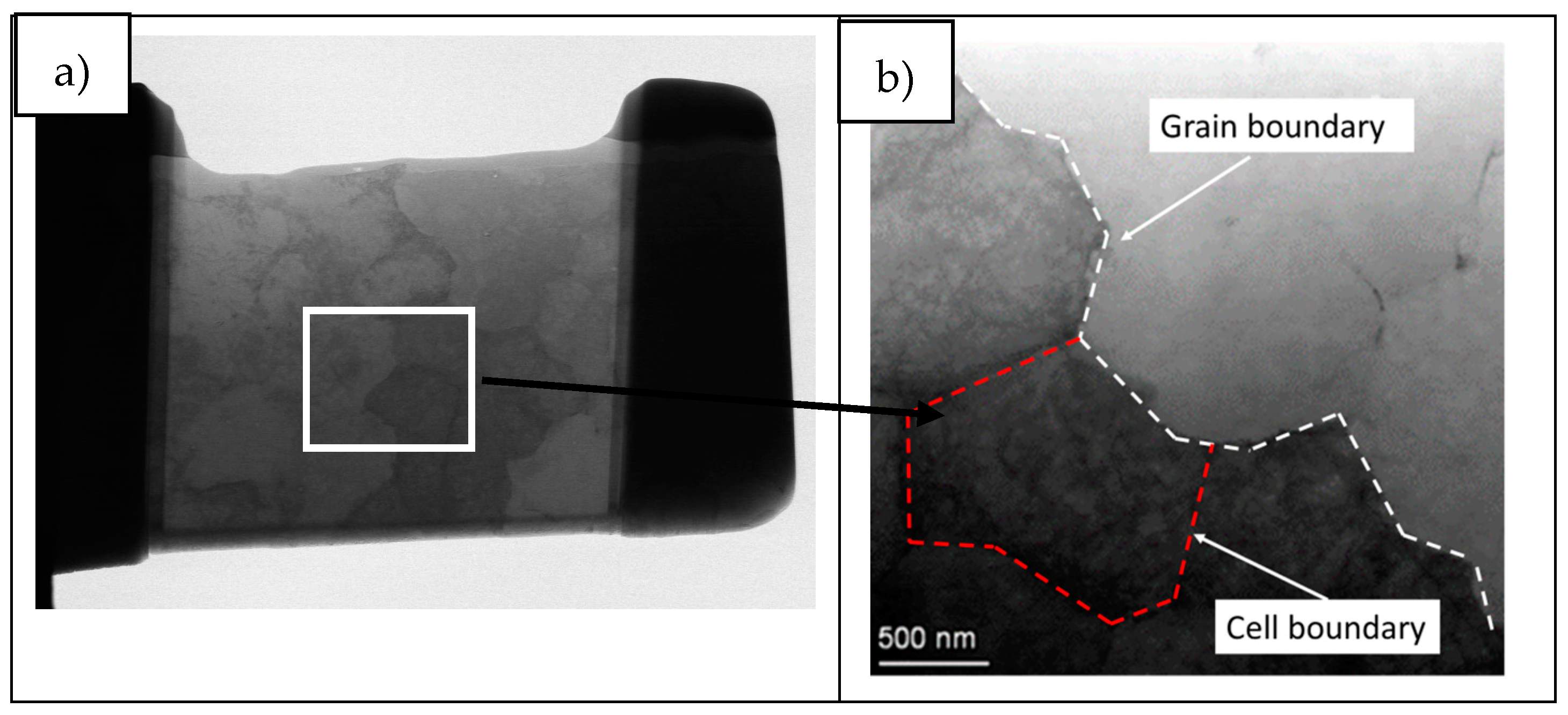
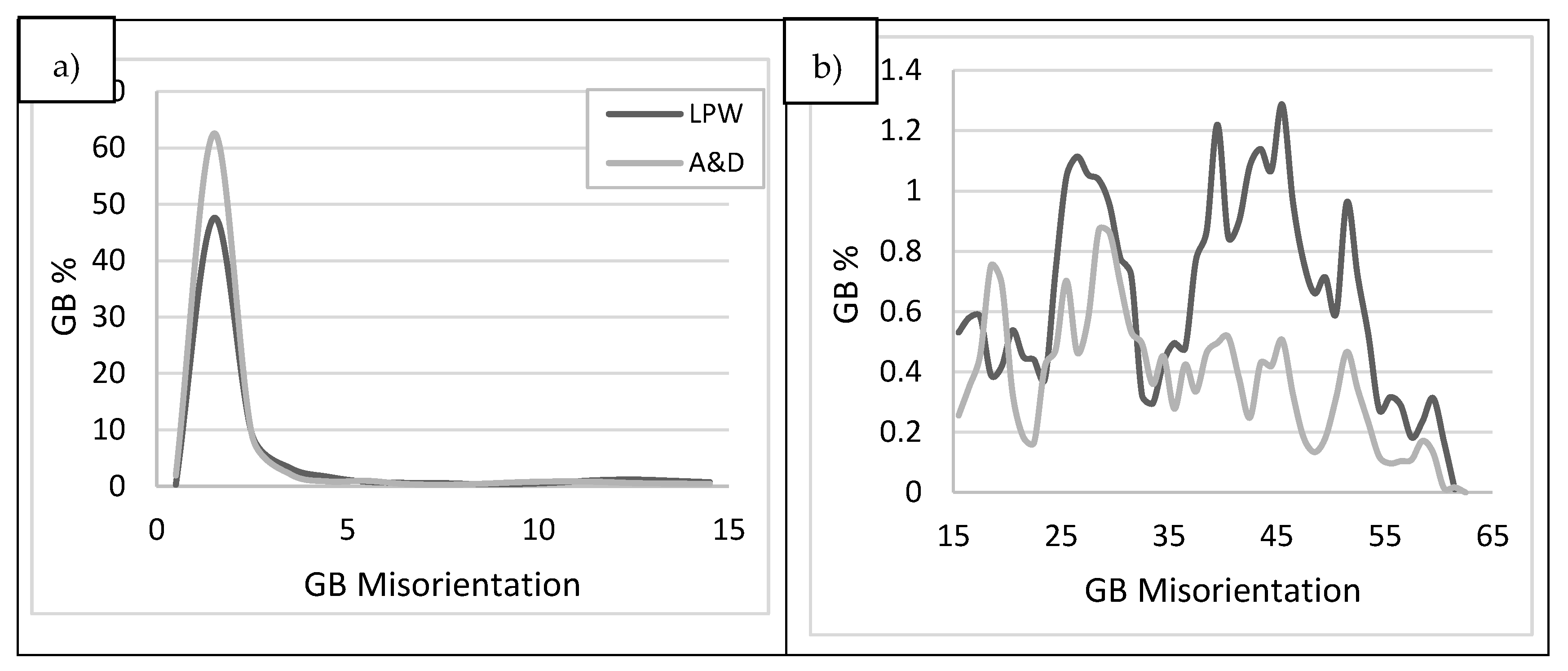
3.2. Grain Structure
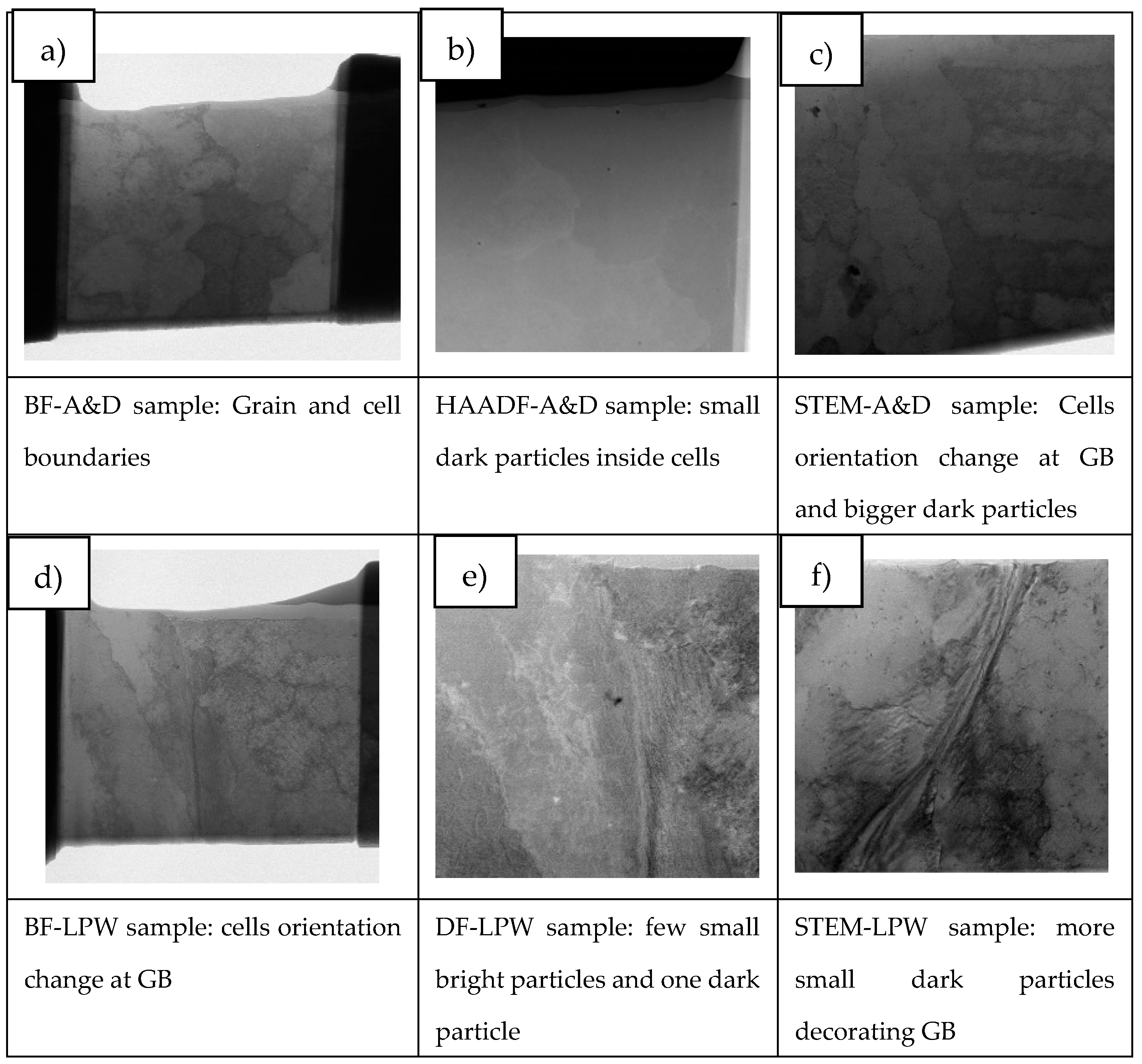
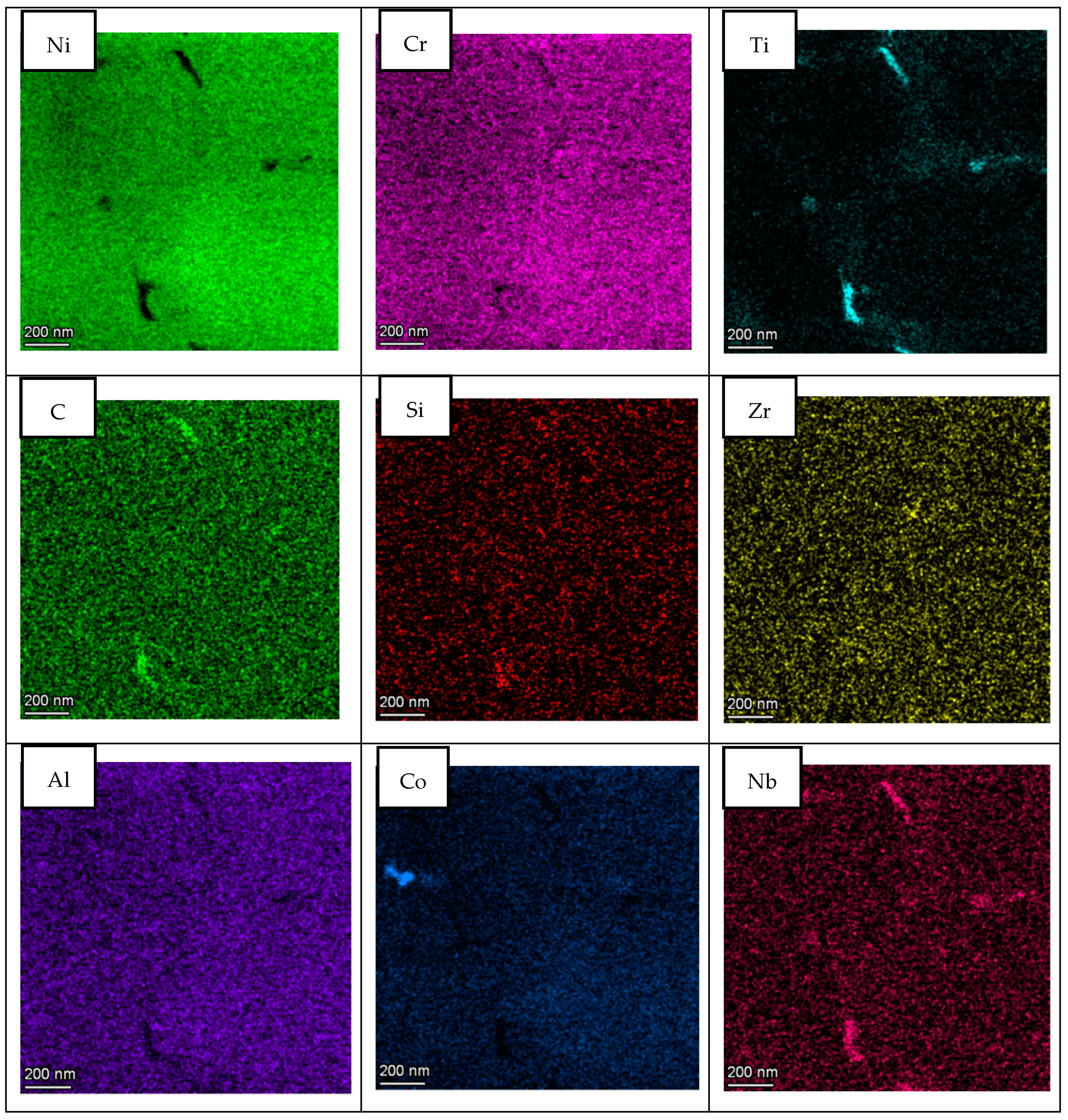
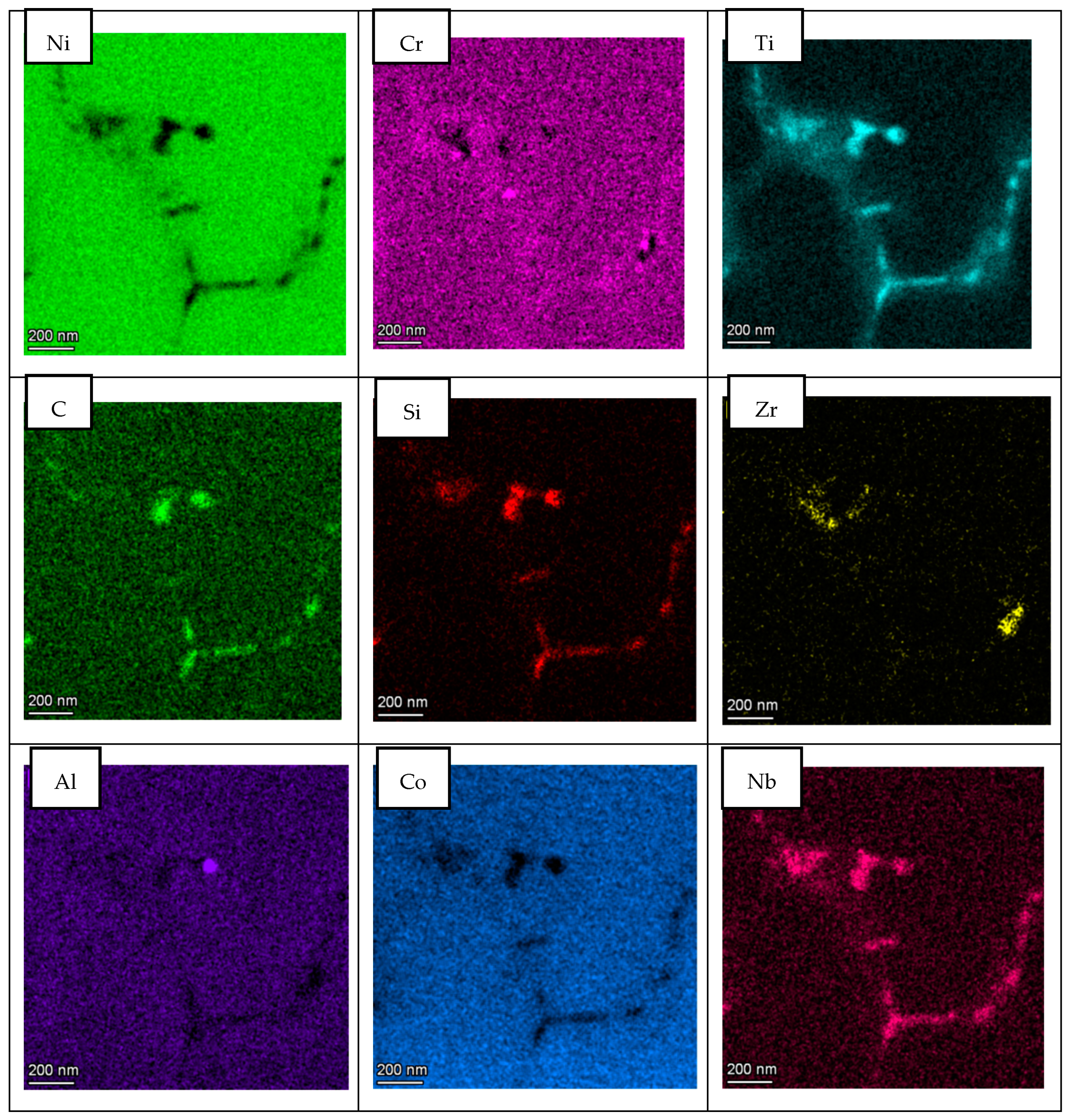
3.3. Grain Boundary Elemental Composition Analysis
4. Discussion
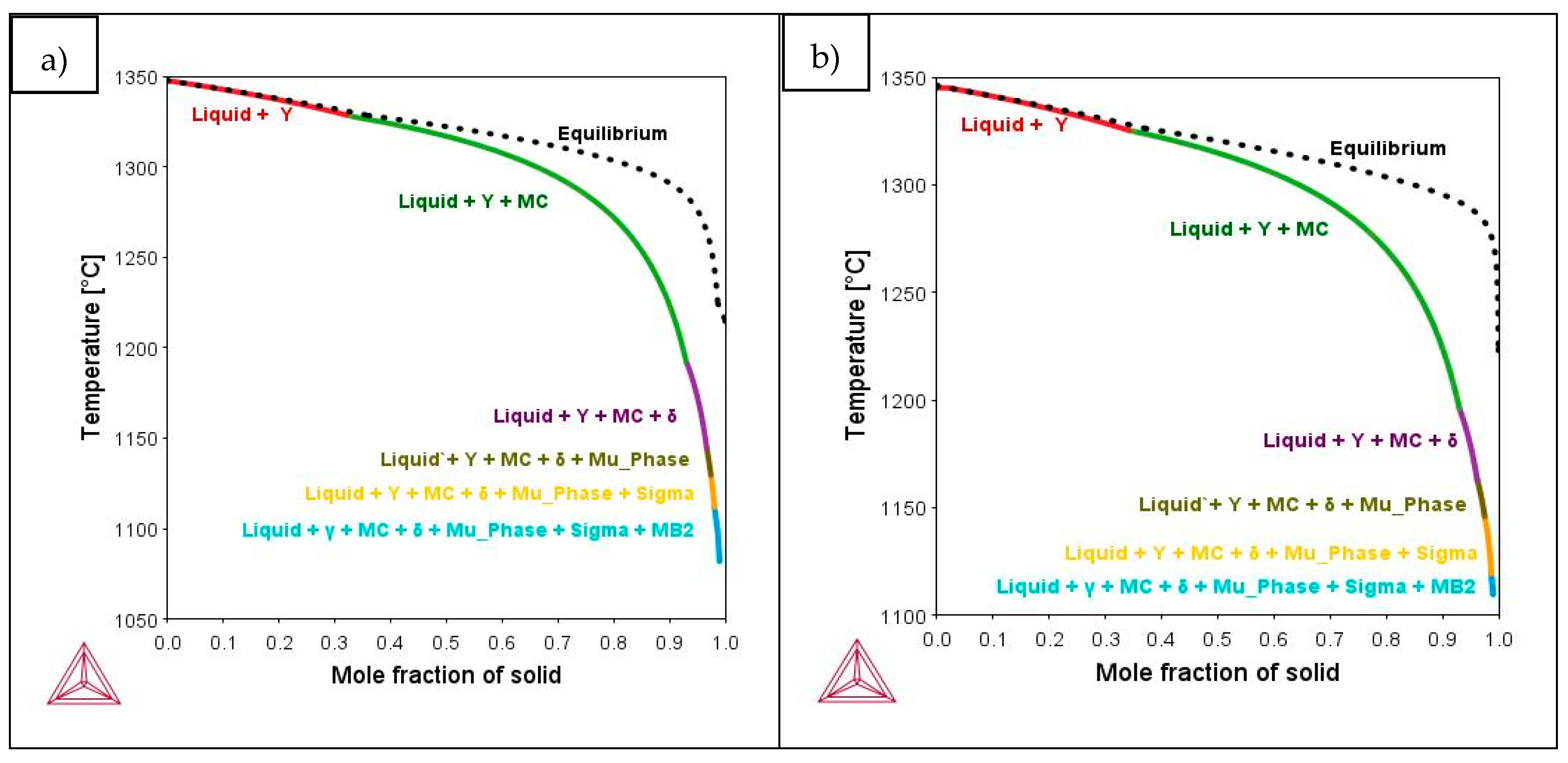
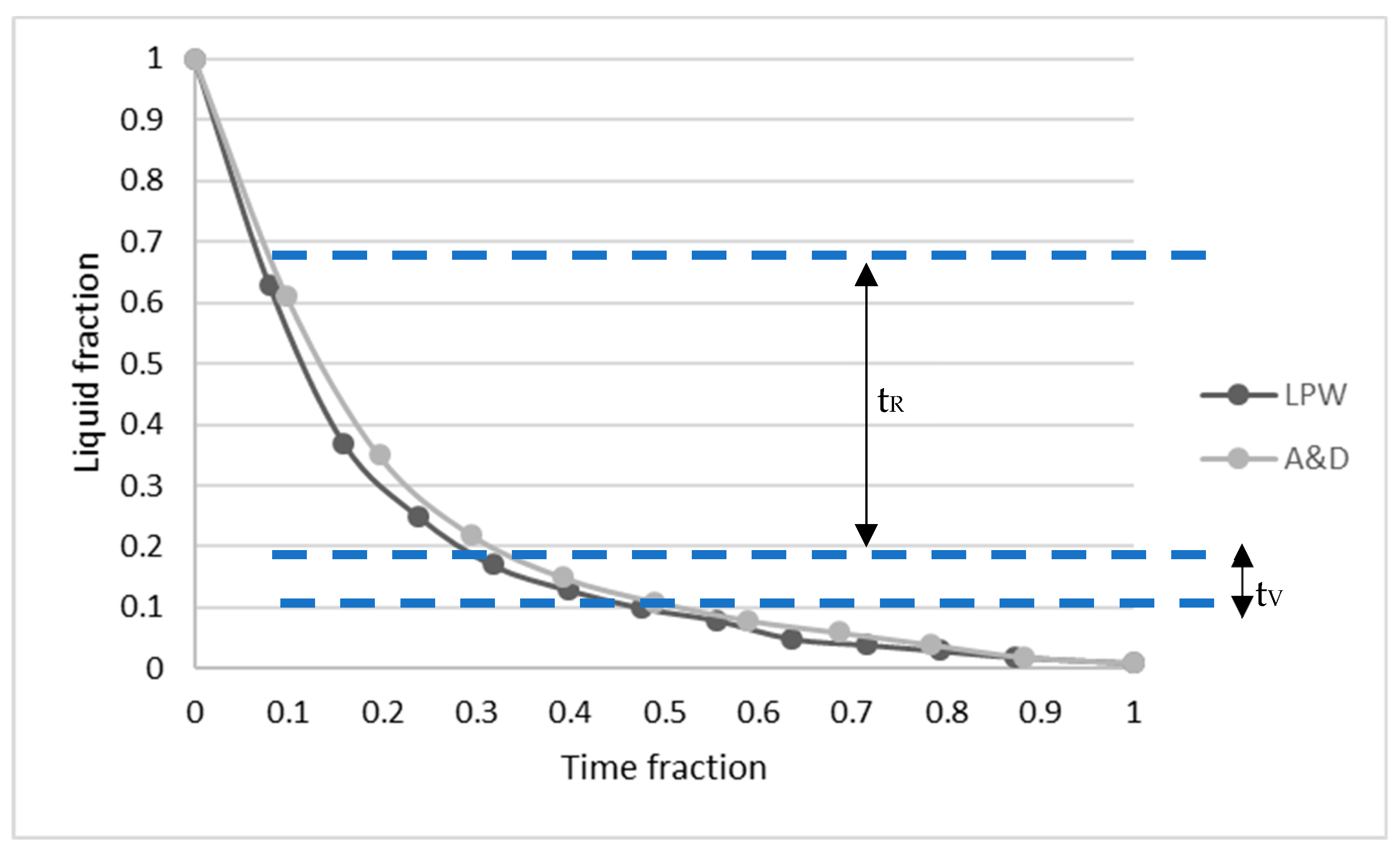
4.1. Effect of Minor Alloying Elements on Crack Susceptibility
4.2. Effect of Grain Structure
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Mahyar, K. Additive Manufacturing Technologies, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting-selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Brandt, M.; Easton, M. Powder Bed Fusion Processes: An Overview; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Iturrioz, A.; Gil, E.; Petite, M.M.; Garciandia, F.; Mancisidor, A.M.; Sebastian, M.S. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure. Weld. World 2018, 62, 885–892. [Google Scholar] [CrossRef]
- Awd, M.; Tenkamp, J.; Hirtler, M.; Siddique, S.; Bambach, M.; Walther, F. Comparison of microstructure and mechanical properties of Scalmalloy® produced by selective laser melting and laser metal deposition. Materials 2017, 11, 17. [Google Scholar] [CrossRef] [Green Version]
- Tao, P.; Li, H.; Huang, B.; Hu, Q.; Gong, S.; Xu, Q. The crystal growth, intercellular spacing and microsegregation of selective laser melted Inconel 718 superalloy. Vacuum 2019, 159, 382–390. [Google Scholar] [CrossRef]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; van Hooreweder, B.; Evans, S.L.; Fan, H. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; de Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef] [Green Version]
- Ramakrishna, A.; Dinda, G.P. Direct laser metal deposition of Inconel 738. Mater. Sci. Eng. A 2019, 740–741, 1–13. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. On incipient melting during high temperature heat treatment of cast Inconel 738 superalloy. J. Mater. Sci. 2004, 39, 7401–7404. [Google Scholar] [CrossRef]
- Geddes, B.; Leon, H.; Huang, X. Superalloys: Alloying and Performance, 1st ed.; ASM International®: Russell, OH, USA, 2010. [Google Scholar]
- Guo, C.; Zhou, Y.; Li, X.; Hu, X.; Xu, Z.; Dong, E.; Zhu, Q.; Ward, R.M. A comparing study of defect generation in IN738LC superalloy fabricated by laser powder bed fusion: Continuous-wave mode versus pulsed-wave mode. J. Mater. Sci. Technol. 2021, 90, 45–57. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Contribution of constitutional liquation of gamma prime precipitate to weld HAZ cracking of cast Inconel 738 superalloy. Scr. Mater. 2004, 50, 641–646. [Google Scholar] [CrossRef]
- Griffiths, S.; Tabasi, H.G.; Ivas, T.; Maeder, X.; de Luca, A.; Zweiacker, K.; Wróbel, R.; Jhabvala, J.; Logé, R.E.; Leinenbach, C. Combining alloy and process modification for micro-crack mitigation in an additively manufactured Ni-base superalloy. Addit. Manuf. 2020, 36, 101443. [Google Scholar]
- Boswell, J.H.; Clark, D.; Li, W.; Attallah, M.M. Cracking during thermal post-processing of laser powder bed fabricated CM247LC Ni-superallo. Mater. Des. 2019, 174, 107793. [Google Scholar] [CrossRef]
- Hariharan, A.; Lu, L.; Risse, J.; Kostka, A.; Gault, B.; Jägle, E.A.; Raabe, D. Misorientation-dependent solute enrichment at interfaces and its contribution to defect formation mechanisms during laser additive manufacturing of superalloys. Phys. Rev. Mater. 2019, 3, 123602. [Google Scholar] [CrossRef]
- Grange, D.; Bartout, J.D.; Macquaire, B.; Colin, C. Processing a non-weldable nickel-base superalloy by Selective Laser Melting: Role of the shape and size of the melt pools on solidification cracking. Materialia 2020, 12, 100686. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Mostafaei, A.; de Vecchis, P.R.; Nettleship, I.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Engeli, R.; Etter, T.; Hövel, S.; Wegener, K. Processability of different IN738LC powder batches by selective laser melting. J. Mater. Process. Technol. 2016, 229, 484–491. [Google Scholar] [CrossRef]
- Zhu, H.Q.; Guo, S.R.; Guan, H.R.; Zhu, Y.X.; Hu, Z.Q.; Murata, Y.; Morinaga, M. Effect of silicon on the microstructure and segregation of directionally solidified IN738 superalloy. Mater. High. Temp. 1994, 12, 285–292. [Google Scholar] [CrossRef]
- Xu, J.; Lin, X.; Guo, P.; Hu, Y.; Wen, X.; Xue, L.; Liu, J.; Huang, W. The effect of preheating on microstructure and mechanical properties of laser solid forming IN-738LC alloy. Mater. Sci. Eng. A 2017, 691, 71–80. [Google Scholar] [CrossRef]
- Wang, N.; Mokadem, S.; Rappaz, M.; Kurz, W. Solidification cracking of superalloy single- and bi-crystals. Acta Mater. 2004, 52, 3173–3182. [Google Scholar] [CrossRef]
- Chauvet, E.; Paraskevas, K.; Jagle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by Selective Electron Beam Melting. Acta Mater. 2017, 142, 82–94. [Google Scholar] [CrossRef]
- Vilanova, M.; Escribano-García, R.; Guraya, T.; Sebastian, M.S. Optimizing laser powder bed fusion parameters for IN-738LC by response surface method. Materials 2020, 13, 4879. [Google Scholar] [CrossRef] [PubMed]
- Carter, L.N.; Essa, K.; Attallah, M.M. Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyp. J. 2015, 21, 423–432. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, D.; Yang, B.; Chen, C.; Li, Y.; Zhou, K.; Jiang, L.; Liu, R. Microstructural evolution and defect formation in a powder metallurgy nickel-based superalloy processed by selective laser melting. J. Mater. Sci. Technol. 2020, 36, 7–17. [Google Scholar] [CrossRef]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Sargent, N.; Jones, M.; Otis, R.; Shapiro, A.A.; Delplanque, J.P.; Xiong, W. Integration of processing and microstructure models for non-equilibrium solidification in additive manufacturing. Metals 2021, 11, 570. [Google Scholar] [CrossRef]
- Clyne, T.W.; Davies, G.J. A New Hot-Tearing Criterion. Br. Foundrym. 1981, 74, 65–73. [Google Scholar]
- Guraya, T.; Singamneni, S.; Chen, Z.W. Microstructure formed during selective laser melting of IN738LC in keyhole mode. J. Alloys Compd. 2019, 792, 151–160. [Google Scholar] [CrossRef]
- Chen, Z.W.; Guraya, T.; Singamneni, S.; Phan, M.A.L. Grain Growth During Keyhole Mode Pulsed Laser Powder Bed Fusion of IN738LC. JOM 2020, 72, 1074–1084. [Google Scholar] [CrossRef]
- Zhou, Z.; Huang, L.; Shang, Y.; Li, Y.; Jiang, L.; Lei, Q. Causes analysis on cracks in nickel-based single crystal superalloy fabricated by laser powder deposition additive manufacturing. Mater. Des. 2018, 160, 1238–1249. [Google Scholar] [CrossRef]
- Rappaz, M.; Jacot, A.; Boettinger, W.J. Last-stage solidification of alloys: Theoretical model of dendrite-arm and grain coalescence. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. A 2003, 34, 467–479. [Google Scholar] [CrossRef]
- De Bussac, A.; Gandin, C.A. Prediction of a process window for the investment casting of dendritic single crystals. Mater. Sci. Eng. A 1997, 237, 35–42. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Al | Ti | Cr | Co | Mo | Nb | Ta | W | Fe | Si | Zr | C | B | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A&D | Bal. | 3.6 | 3.3 | 15.8 | 8.6 | 1.8 | 0.8 | 1.8 | 2.7 | 0.04 | 0.02 | 0.04 | 0.10 | 0.0009 |
| LPW | Bal. | 3.3 | 3.3 | 15.7 | 8.1 | 1.7 | 0.9 | 1.7 | 2.7 | 0.02 | 0.03 | 0.06 | 0.11 | 0.011 |
| D10 (µm) | D50 (µm) | D90 (µm) | |
|---|---|---|---|
| A&D | 33 | 49 | 64 |
| LPW | 22 | 33 | 44 |
 | Process parameter | |
| Laser Power (W) | 230 | |
| Scan speed (mm/s) | 900 | |
| Hatch distance (mm) | 0.1 | |
| Layer thickness (µm) | 60 | |
| Scan strategy (o) | 90 | |
| Energy density (J/mm3) | 43 |
| Sample | λ1 (µm) | Ṫ (K/s) | ΔT (K) | tV (s) | tR (s) | CSC |
|---|---|---|---|---|---|---|
| LPW | 0.55 | 4236696 | 266 | 0.52 | 0.38 | 1.36 |
| A&D | 0.54 | 4565959 | 235 | 0.50 | 0.39 | 1.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vilanova, M.; Taboada, M.C.; Martinez-Amesti, A.; Niklas, A.; San Sebastian, M.; Guraya, T. Influence of Minor Alloying Element Additions on the Crack Susceptibility of a Nickel Based Superalloy Manufactured by LPBF. Materials 2021, 14, 5702. https://doi.org/10.3390/ma14195702
Vilanova M, Taboada MC, Martinez-Amesti A, Niklas A, San Sebastian M, Guraya T. Influence of Minor Alloying Element Additions on the Crack Susceptibility of a Nickel Based Superalloy Manufactured by LPBF. Materials. 2021; 14(19):5702. https://doi.org/10.3390/ma14195702
Chicago/Turabian StyleVilanova, Mireia, Mari Carmen Taboada, Ana Martinez-Amesti, Andrea Niklas, Maria San Sebastian, and Teresa Guraya. 2021. "Influence of Minor Alloying Element Additions on the Crack Susceptibility of a Nickel Based Superalloy Manufactured by LPBF" Materials 14, no. 19: 5702. https://doi.org/10.3390/ma14195702
APA StyleVilanova, M., Taboada, M. C., Martinez-Amesti, A., Niklas, A., San Sebastian, M., & Guraya, T. (2021). Influence of Minor Alloying Element Additions on the Crack Susceptibility of a Nickel Based Superalloy Manufactured by LPBF. Materials, 14(19), 5702. https://doi.org/10.3390/ma14195702