
Evolution of Microstructure, Texture and Mechanical Properties for Multilayered Al Matrix Composites by Accumulative Roll Bonding


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials Preparation
2.2. Materials Characterization
3. Results and Discussions
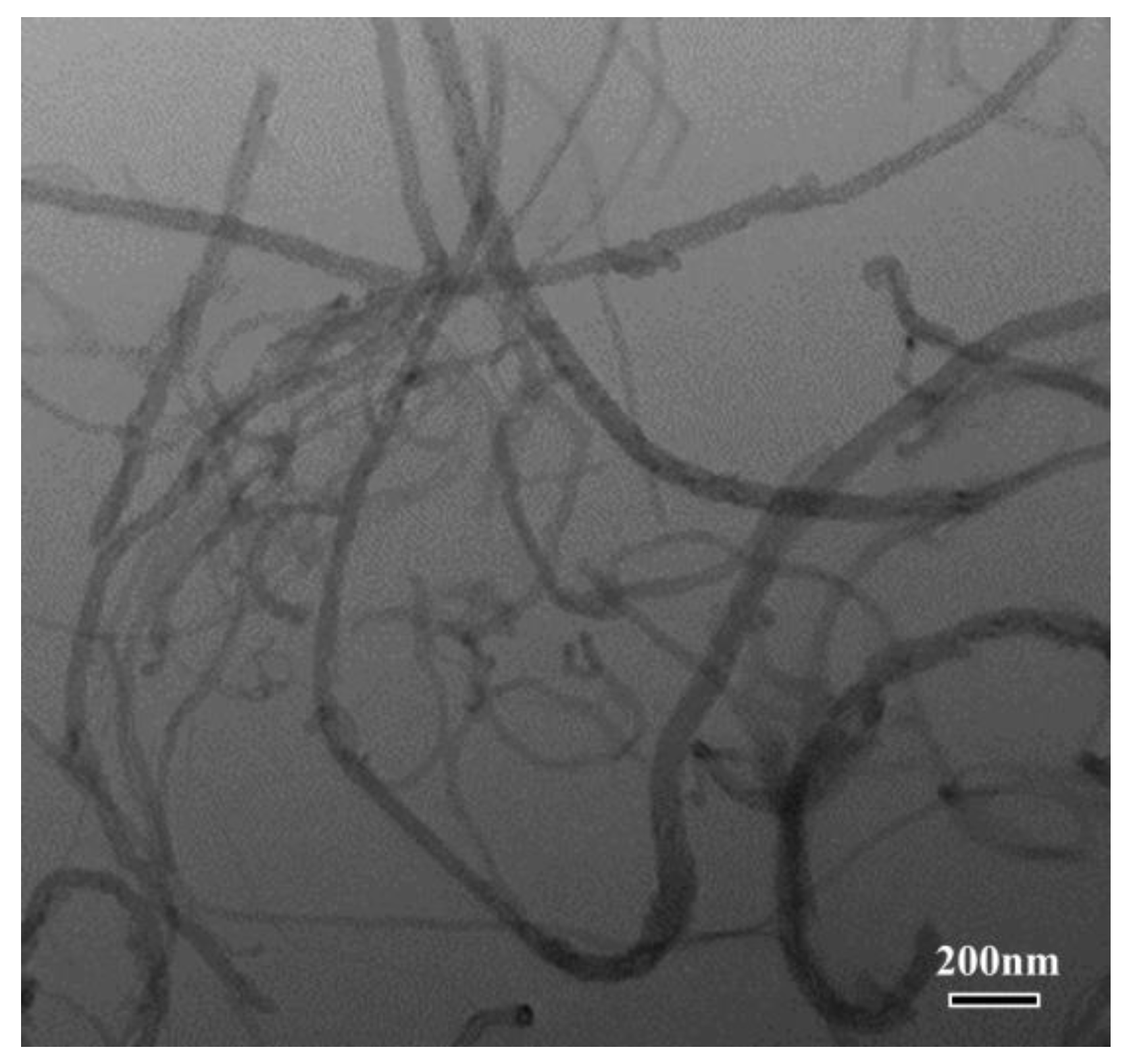
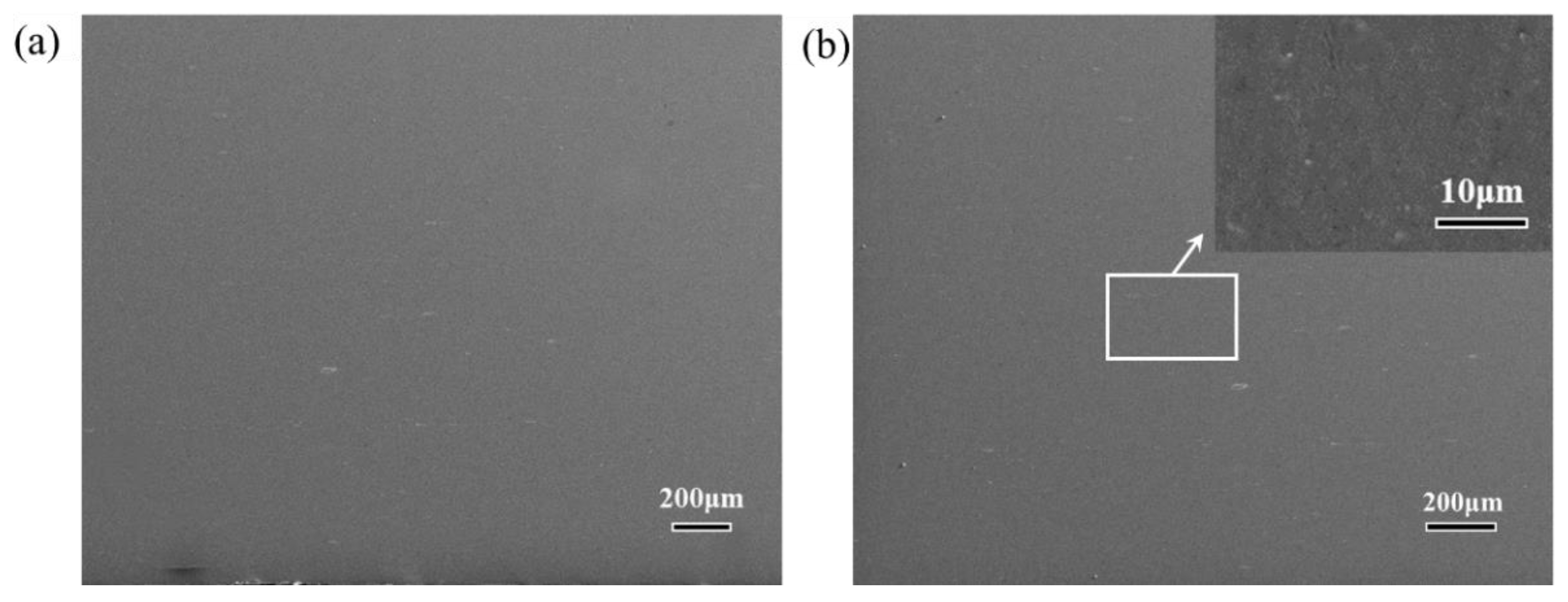
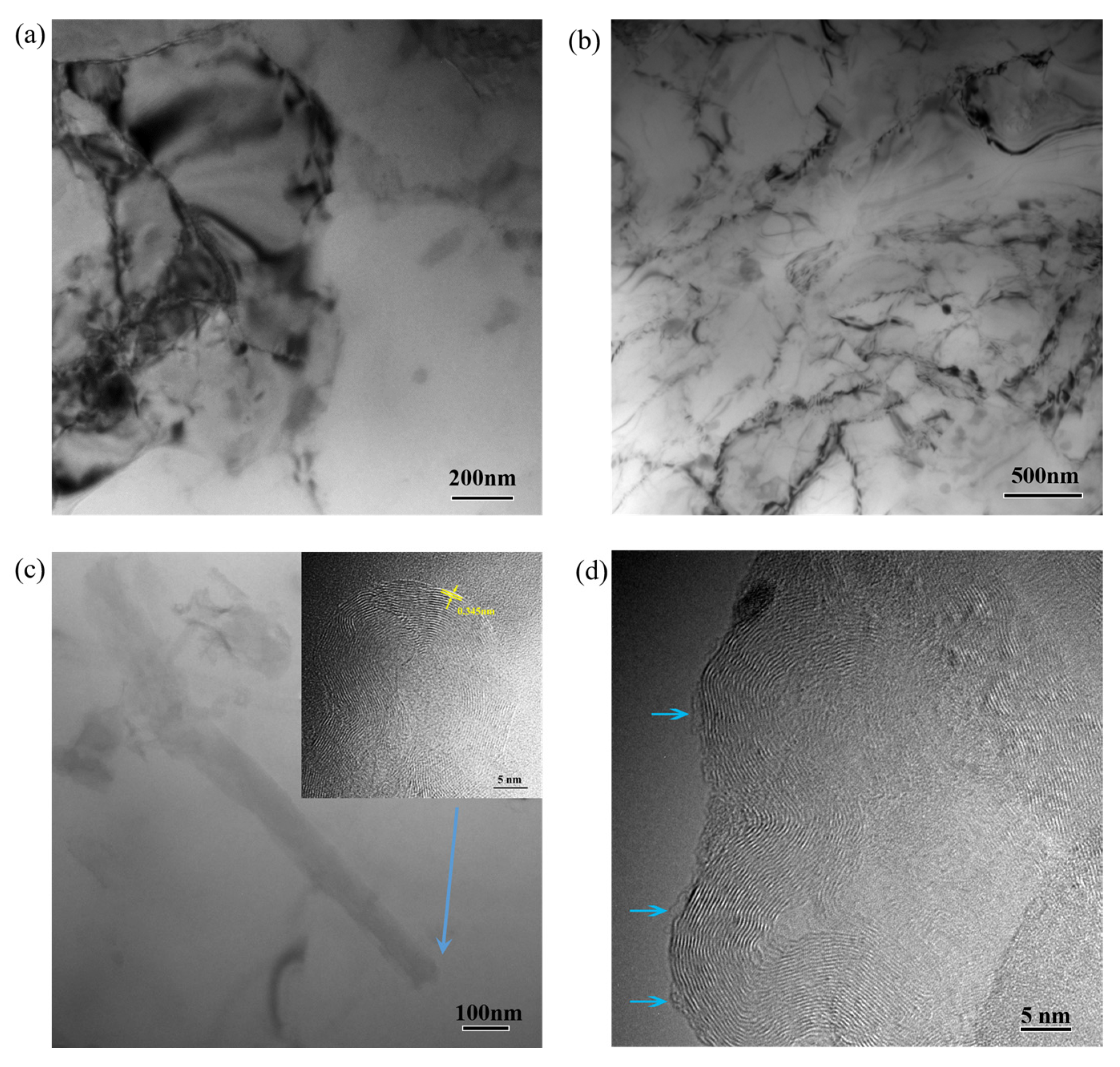
3.1. Morphology of Al and Al/CNTs Composites
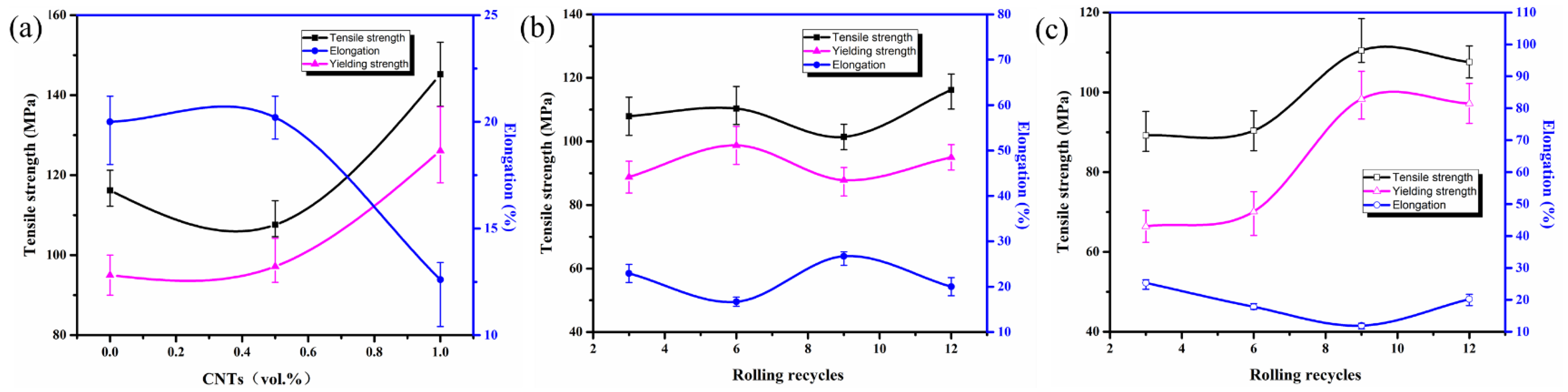
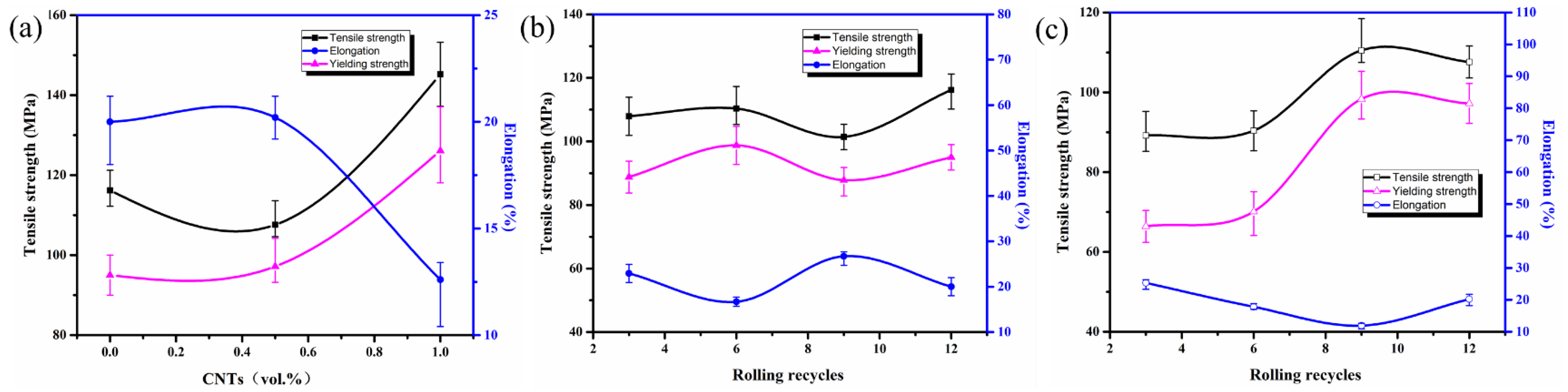
3.2. Mechanical Properties
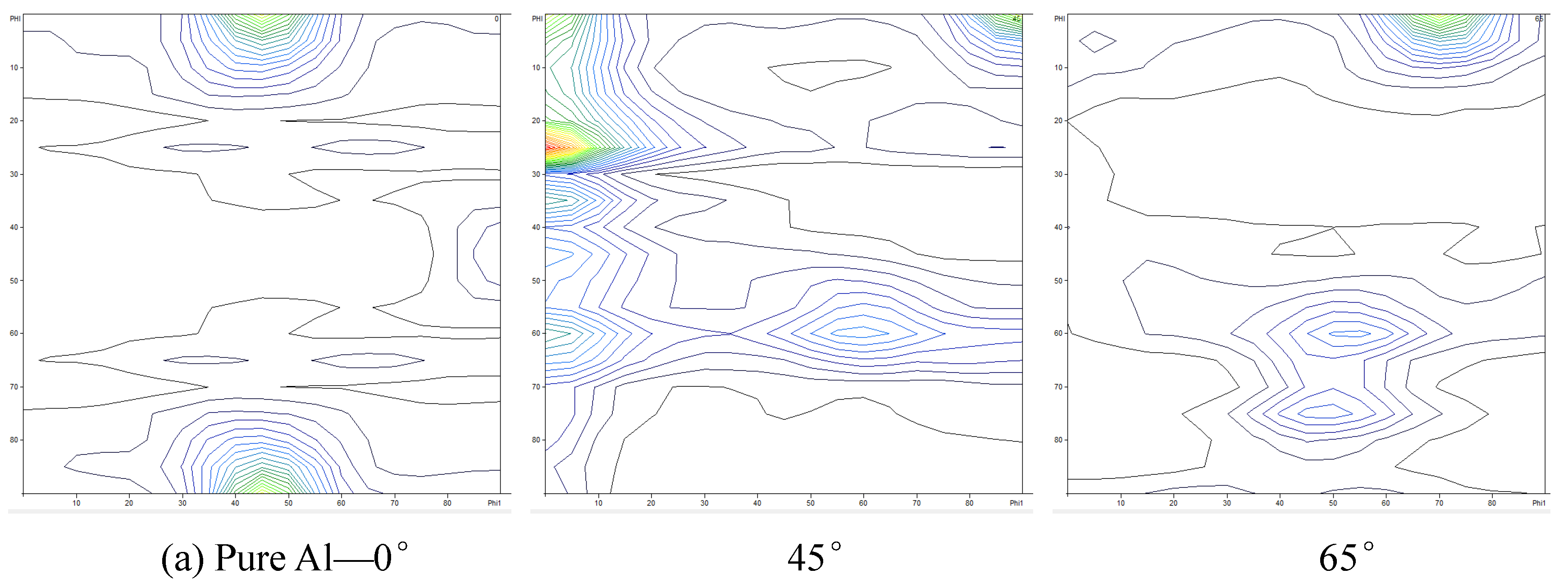
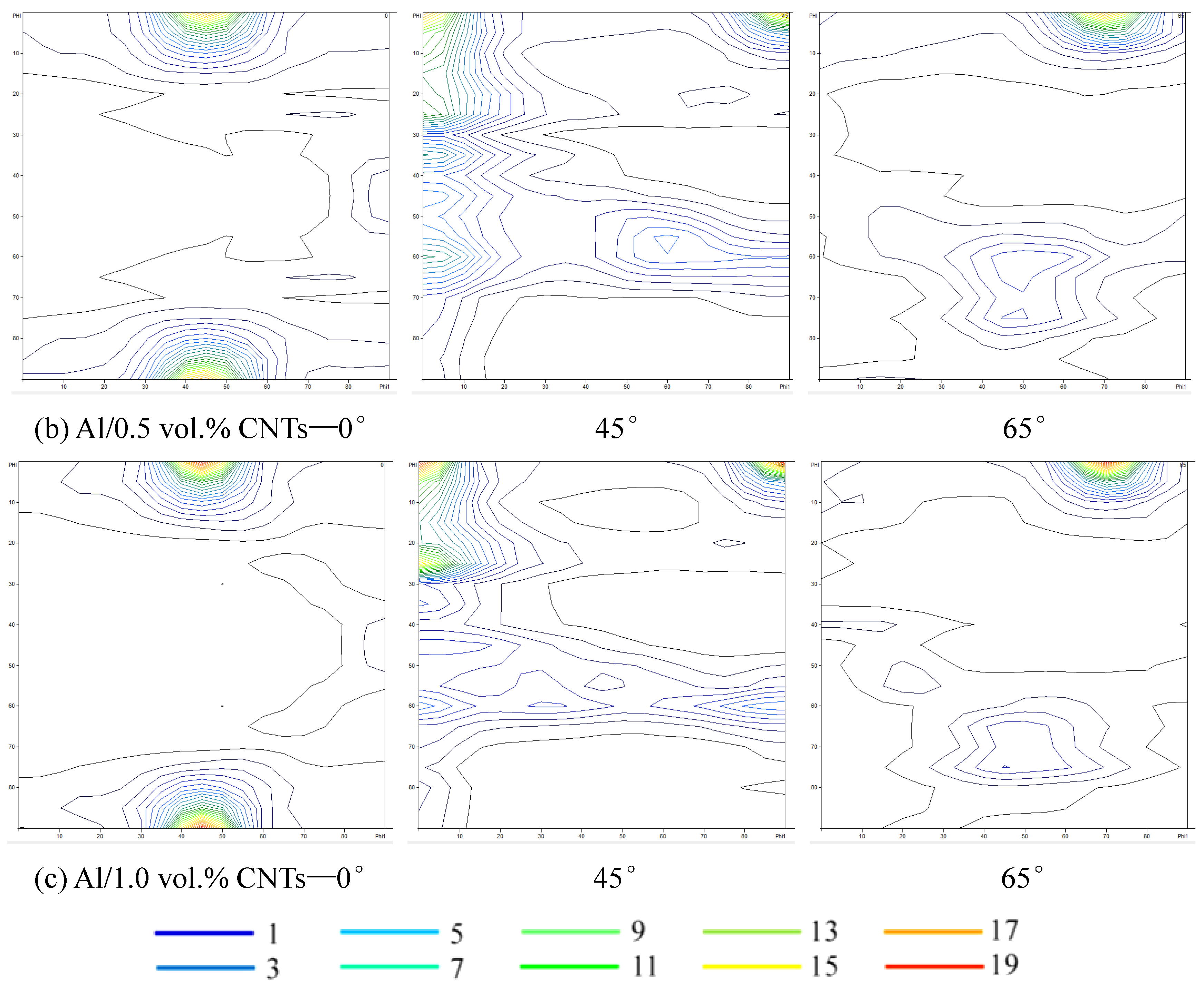
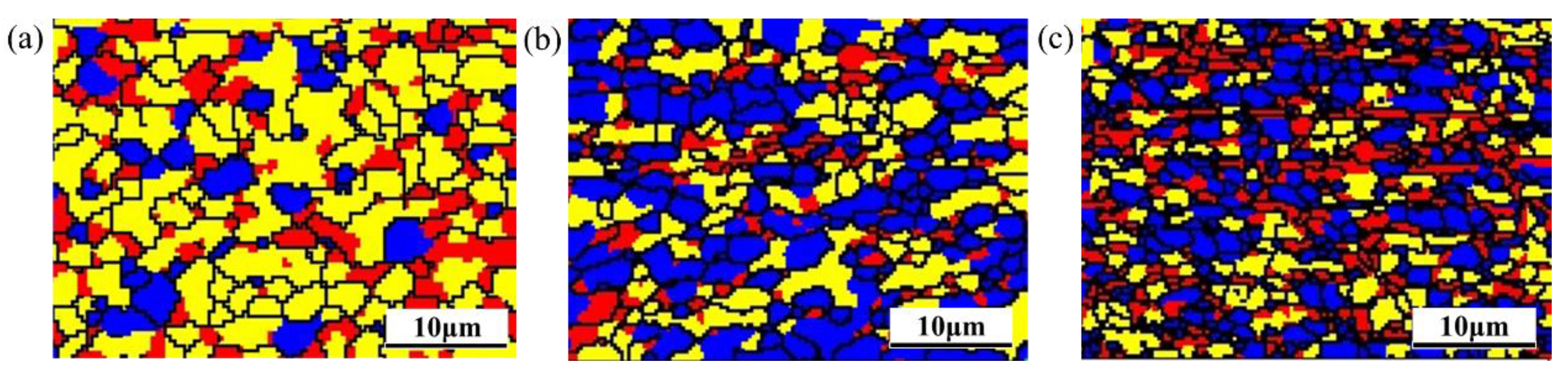
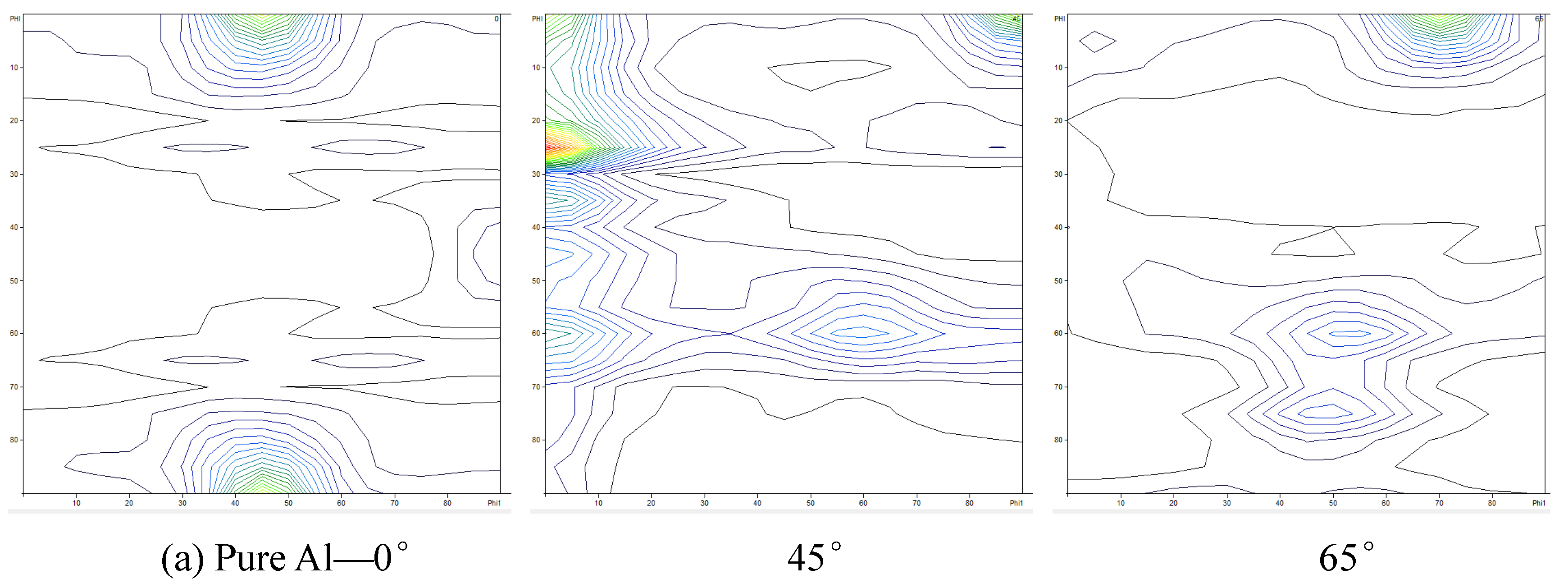
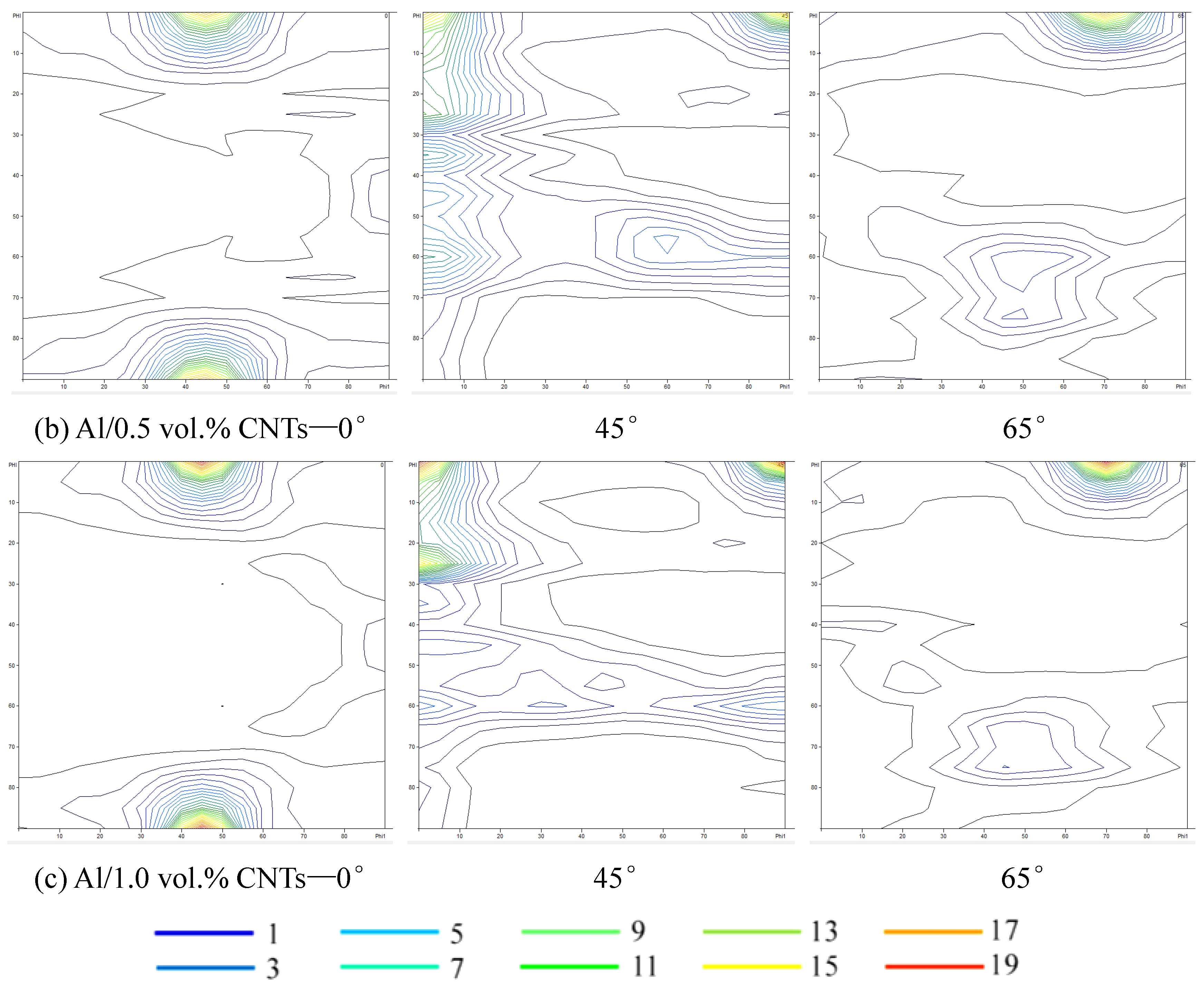
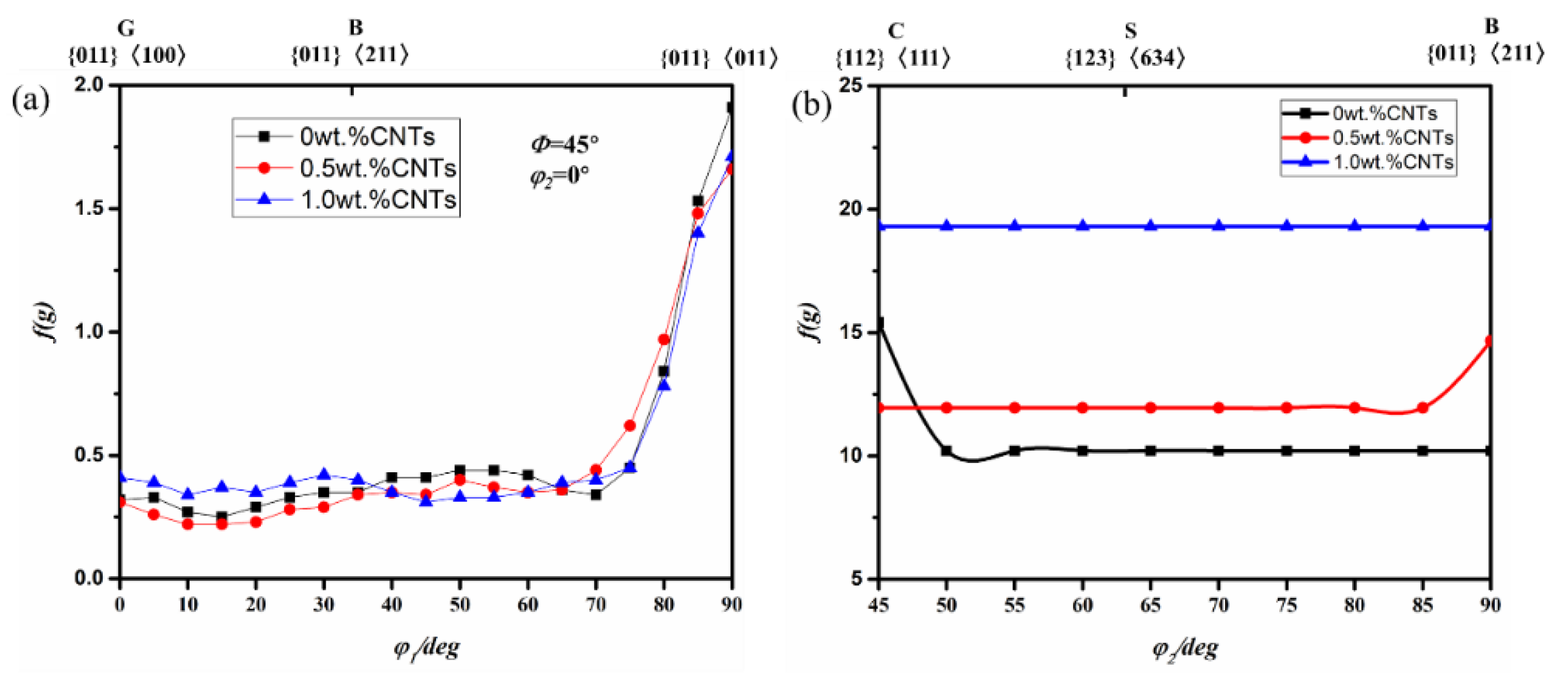
3.3. Texture Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferreira, F.; Ferreira, I.; Camacho, E.; Lopes, F.; Marques, A.C.; Velhinho, A. Graphene oxide-reinforced aluminum-matrix nanostructured composites fabricated by accumulative roll bonding. Compos. B Eng. 2019, 164, 265–271. [Google Scholar] [CrossRef]
- Alizadeh, M.; Beni, H.A.; Ghaffari, M.; Amini, R. Properties of high specific strength Al-4vol.% Al2O3/B4C nano-composite produced by accumulative roll bonding process. Mater. Des. 2013, 50, 427–432. [Google Scholar] [CrossRef]
- Schmidt, C.W.; Knieke, C.; Maier, V.; Höppel, H.W.; Peukert, W.; Göken, M. Accelerated grain refinement during accumulative roll bonding by nanoparticle reinforcement. Scr. Mater. 2011, 64, 245–248. [Google Scholar] [CrossRef]
- Lakshmanan, P.; Amitha, S.C.; Ganesan, K. Accumulative roll bonding behavior of Al8011/SiC metal matrix nanocomposites. Mater. Today Proc. 2020, 27, 1417–1421. [Google Scholar] [CrossRef]
- Nasresfahani, M.R.; Shamanian, M. Development and characterization of Al/MWCNT-Al2O3 hybrid composite by accumulative roll bonding. J. Mater. Sci. 2018, 53, 10812–10821. [Google Scholar] [CrossRef]
- Roohollah, J.; Mohammad, R.T.; Hossein, E. Effect of stacking fault energy on nanostructure formation under accumulative roll bonding (ARB) process. Mater. Sci. Eng. A 2013, 578, 191–196. [Google Scholar] [CrossRef]
- Keiichi, S.; Go, Y.; Toshiyuki, H. How do the mechanical properties of carbon nanotubes increase? An experimental evaluation and modeling of the engineering tensile strength of individual carbon nanotubes. Mater. Res. Express 2019, 6, 055047. [Google Scholar] [CrossRef]
- Yi, X.; Koji, S.; Keiichi, S.; Go, Y. Machine Learning-Assisted High-Through put Molecular Dynamics Simulation of High-Mechanical Performance Carbon Nanotube Structure. Nanomaterials 2020, 10, 2459. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Laha, T. Understanding the effect of bimodal microstructure on the strength–ductility synergy of Al–CNT nanocomposites. J. Mater. Sci. 2021, 56, 1730–1748. [Google Scholar] [CrossRef]
- Salama, E.I.; Abbas, A.; Esawi, A.M.K. Preparation and Properties of Dual-Matrix Carbon Nanotube-Reinforced Aluminum Composites. Compos. Part A Appl. Sci. Manuf. 2017, 99, 84–93. [Google Scholar] [CrossRef]
- Jiang, D.Q.; Song, J.; Yang, H.; Liu, Y.N.; Jiang, X.H.; Ren, Y.; Yu, K.Y.; Cui, L.S. High performance Nb/TiNi nanocomposites produced by packaged accumulative roll bonding. Compos. B Eng. 2020, 202, 108403. [Google Scholar] [CrossRef]
- Wu, H.T.; Huang, K.Y. Dispersion of C.I. Pigment Violet 23 in acetone using supercritical carbon dioxide. J. Taiwan Inst. Chem. Eng. 2010, 42, 247–251. [Google Scholar] [CrossRef]
- Rodríguez-Reyes, M.; Pech-Canul, M.I.; Parga-Torres, J.R.; Acevedo-Dávila, J.L.; Sánchez-Araiza, M.; Lopez, H.F. Development of aluminum hydroxides in Al-Mg-Si/SiCp in infiltrated composites exposed to moist air. Ceram. Int. 2011, 37, 2719–2722. [Google Scholar] [CrossRef]
- Zhou, W.; Yamaguchi, T.; Kikuchi, K.; Nomura, N.; Kawasaki, A. Effectively enhanced load transfer by interfacial reactions in multi-walled carbon nanotube reinforced Al matrix composites. Acta Mater. 2017, 125, 369–376. [Google Scholar] [CrossRef]
- Karakoç, H.; Karabulut, Ş.; Çıtak, R. Study on mechanical and ballistic performances of boron carbide reinforced Al 6061 aluminum alloy produced by powder metallurgy. Compos. B Eng. 2018, 148, 68–80. [Google Scholar] [CrossRef]
- Fan, G.L.; Jiang, Y.; Tan, Z.Q.; Guo, Q.; Xiong, D.B.; Su, Y.S.; Lin, R.B.; Hu, L.; Li, Z.Q.; Zhang, D. Enhanced interfacial bonding and mechanical properties in CNT/Al composites fabricated by flake powder metallurgy. Carbon 2018, 130, 333–339. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.Q.; Xiong, D.B.; Fan, G.L.; Guo, Q.; Zhang, J.; Su, Y.S.; Li, Z.Q.; Zhang, D. Balanced strength and ductility in CNT/Al composites achieved by flake powder metallurgy via shift-speed ball milling. Compos. Part A Appl. Sci. Manuf. 2017, 96, 57–66. [Google Scholar] [CrossRef]
- Zhou, W.W.; Go, Y.; Fan, Y.C.; Kwon, H.S.; Toshiyuki, H.; Kawasaki, A. In-situ characterization of interfacial shear strength in multi-walled carbon nanotube reinforced aluminum matrix composites. Carbon 2016, 106, 37–47. [Google Scholar] [CrossRef]
- Seifollahzadeh, P.; Alizadeh, M.; Abbasi, M.R. Strength prediction of multi-layered copper-based composites fabricated by accumulative roll bonding. Trans. Nonferrous Met. Soc. China 2021, 31, 1729–1739. [Google Scholar] [CrossRef]
- Mo, T.Q.; Chen, Z.J.; Chen, H.; Hu, C.; He, W.J.; Liu, Q. Multiscale interfacial structure strengthening effect in Al alloy laminated metal composites fabricated by accumulative roll bonding. Mater. Sci. Eng. A 2019, 766, 138354. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.-J.; Yung, K.-C.; Tang, A.-D.; Choy, H.-S.; Lv, Z. Evolution of Microstructure, Texture and Mechanical Properties for Multilayered Al Matrix Composites by Accumulative Roll Bonding. Materials 2021, 14, 5576. https://doi.org/10.3390/ma14195576
Wang W-J, Yung K-C, Tang A-D, Choy H-S, Lv Z. Evolution of Microstructure, Texture and Mechanical Properties for Multilayered Al Matrix Composites by Accumulative Roll Bonding. Materials. 2021; 14(19):5576. https://doi.org/10.3390/ma14195576
Chicago/Turabian StyleWang, Wen-Jing, Kam-Chuen Yung, An-Dong Tang, Hang-Shan Choy, and Zheng Lv. 2021. "Evolution of Microstructure, Texture and Mechanical Properties for Multilayered Al Matrix Composites by Accumulative Roll Bonding" Materials 14, no. 19: 5576. https://doi.org/10.3390/ma14195576
APA StyleWang, W.-J., Yung, K.-C., Tang, A.-D., Choy, H.-S., & Lv, Z. (2021). Evolution of Microstructure, Texture and Mechanical Properties for Multilayered Al Matrix Composites by Accumulative Roll Bonding. Materials, 14(19), 5576. https://doi.org/10.3390/ma14195576