
Improvement of Mechanical Properties and Forming Efficiency during Hot Gas Forming of CFRP Curved Surface Components


Abstract
1. Introduction
2. Experimental
2.1. Hot Gas Forming Process
2.2. Traditional Forming Process
2.3. Tensile Test
2.4. Observation of Morphology
3. Curing Behavior and Mechanical Properties of CFRP
4. Feasibility Analysis about Hot Gas Forming of CFRP Components
4.1. Typical Defects
4.2. Control Methods of Defects and Process Feasibility
5. Deformation Behavior of CFRP Complex Curved Components in Hot Gas Forming
5.1. Trial Production of Complex Curved Surface Components
5.2. Variation of Mechanical Properties and Forming Efficiency
5.3. Mechanism Analysis of Enhanced Properties
6. Conclusions
- The curing behavior and mechanical properties of CFRP were analyzed. The DSC test of CFRP showed that its curing temperature was about 133.5 °C. The high temperature curing experiment and performance test of CFRP were carried out. It was found that the forming efficiency and performance of CFRP were low. The shortest curing time was 48.4 min according to the DSC test, and the tensile strength obtained by traditional forming was 242 MPa.
- A new method of hot gas forming was proposed to obtain CFRP components. A special device for hot gas forming was designed and developed. A simple spherical part was formed by the hot gas forming process. Cracking, resin surplus and wrinkling, three defects that occurred in hot gas forming of CFRP, were summarized. Under the suitable forming parameters, the defects were controlled well, and the feasibility of the process was verified.
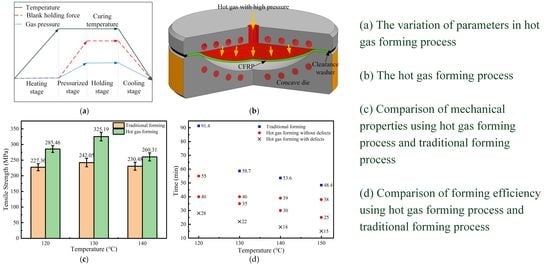
- Taking the battery cover plate of a new energy vehicle as the research object, the hot gas forming of complex curved components was carried out. The results showed that compared with the traditional process, the forming performance and efficiency of the hot gas forming process were improved by 37% and 58%. With the increase in gas pressure, the compactness of the curved components was improved. Its strength was increased by about 40 MPa. When the forming temperature was 130 °C, it had better forming performance. Its tensile strength reached 288.4 MPa, which was increased by about 11%. With the increase in pressurization rate, the tensile properties at 130 °C first increased and then decreased, and reached the maximum value of 333.6 at 0.01 MPa/s.
- The enhancement mechanisms of the forming temperature, gas pressure and pressurization rate on the tensile properties of the parts were analyzed. With the increase in gas pressure, the carbon fiber bundles in the CFRP were bonded more closely, and the compactness of the curved components was improved. Appropriate pressurization rate made the carbon fiber bundles evenly distributed in the curing process and improved the forming performance of the CFRP. The proper forming temperature and the correct pressurization rate provided enough reaction time for the crosslinking curing of the resin, thus improving the strength of the CFRP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Czerwinski, F. Thermal stability of aluminum alloys. Materials 2020, 13, 3441. [Google Scholar] [CrossRef]
- Gupta, N.; Luong, D.D.; Cho, K. Magnesium matrix composite foams-density, mechanical properties, and applications. Metals 2012, 2, 238–252. [Google Scholar] [CrossRef]
- Kolli, R.P.; Devaraj, A. A review of metastable beta titanium alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Qin, W.Z.; Chen, C.; Zhou, J.P.; Meng, J.Y. Synergistic effects of graphene/carbon nanotubes hybrid coating on the interfacial and mechanical properties of fiber composites. Materials 2020, 13, 1457. [Google Scholar] [CrossRef] [PubMed]
- Wulfsberg, J.; Herrmann, A.; Ziegmann, G.; Lonsdorfer, G.; Stoss, N.; Fette, M. Combination of carbon fibre sheet moulding compound and prepreg compression moulding in aerospace industry. Procedia Eng. 2014, 81, 1601–1607. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. Part B-Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Guo, C.; He, J.; Su, Y.H.; Li, S.H. Thermo-stamping co-curing process for CFRP/steel hybrid sheets and its interface strength improvement. Compos. Struct. 2020, 241, 112108. [Google Scholar] [CrossRef]
- Advani, S.G.; Hsiao, K.T. Introduction to composites and manufacturing processes. In Manufacturing Techniques for Polymer Matrix; Woodhead Publishing: Swaston, UK, 2012; pp. 1–12. [Google Scholar]
- Mouritz, A.P. Ultrasonic and interlaminar properties of highly porous composites. J. Compos. Mater. 2000, 34, 218–239. [Google Scholar] [CrossRef]
- Mezeix, L.; Seman, A.; Nasir, M.N.M.; Aminanda, Y.; Rivai, A.; Castanie, B.; Olivier, P.; Ali, K.M. Spring-back simulation of unidirectional carbon/epoxy flat laminate composite manufactured through autoclave process. Compos. Struct. 2015, 124, 196–205. [Google Scholar] [CrossRef]
- Stringer, L.G. Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon fibre epoxy composites with high fibre fraction and low void content. Composites 1989, 20, 441–452. [Google Scholar] [CrossRef]
- Gardiner, G. Out-of-Autoclave Prepregs: Hype or Revolution? CompositesWorld. 2011. Available online: http://www.compositesworld.com/articles/out-of-autoclave-prepregs-hype-or-revolution (accessed on 6 August 2021).
- Chen, F.; Yao, W.X.; Jiang, W. Experimental and simulation investigation on BVID and CAI behaviors of CFRP laminates manufactured by RTM technology. Eng. Comput. 2021, 38, 2252–2273. [Google Scholar] [CrossRef]
- Li, Z.Q.; Qu, H.T.; Chen, F.L.; Wang, Y.Q.; Tan, Z.N.; Kopec, M.; Wang, K.H.; Zheng, K.L. Deformation behavior and microstructural evolution during hot stamping of ta15 sheets: Experimentation and modelling. Materials 2019, 12, 223. [Google Scholar] [CrossRef] [PubMed]
- Zheng, K.L.; Lee, J.Y.; Xiao, W.C.; Wang, B.Y.; Lin, J.G. Experimental investigations of the in-die quenching efficiency and die surface temperature of hot stamping aluminium alloys. Metals 2018, 8, 231. [Google Scholar] [CrossRef]
- Uriya, Y.; Ikeuch, K.; Yanagimoto, J. Cold and warm V-bending test for carbon-fiber-reinforced plastic sheet. Procedia Eng. 2014, 81, 1633–1638. [Google Scholar] [CrossRef][Green Version]
- Sun, G.Y.; Kong, X.R.; Wang, Z.; Luo, Q.T.; Li, Q. Experimental investigation into stamping of woven CF/PP laminates: Influences of molding temperature on thermal, mesoscopic and macroscopic properties. Compos. Struct. 2021, 263, 113507. [Google Scholar] [CrossRef]
- Fan, X.; He, Z.; Kang, X.; Yuan, S. Deformation and strengthening analysis of Al-Mg-Si alloy sheet during hot with die. J. Manuf. Process. 2020, 57, 452–461. [Google Scholar] [CrossRef]
- He, Z.-B.; Fan, X.-B.; Shao, F.; Zheng, K.-L.; Wang, Z.-B.; Yuan, S.-J. Formability and microstructure of AA6061 Al alloy tube for hot metal gas forming at elevated temperature. Trans. Nonferrous Met. Soc. China 2012, 22, S364–S369. [Google Scholar] [CrossRef]
- Fan, X.; Jin, X.; He, Z.; Yuan, S. Determination of pressurizing rate during hot gas forming with integrated heat treatment of Al-Cu-Li alloy: Deformation and strengthening behaviors. Int. J. Adv. Manuf. Technol. 2020, 110, 1665–1676. [Google Scholar] [CrossRef]
- Botashev, A.Y.; Bisilov, N.U.; Malsugenov, R.S. Study of the slab heating process in gas sheet forming. Proc. High. Educ. Inst. Machine Build. 2014, 5, 20–24. [Google Scholar]
- Wang, K.H.; Shi, C.Y.; Zhu, S.Q.; Wang, Y.M.; Shi, J.T.; Liu, G. Hot gas pressure forming of ti-55 high temperature titanium alloy tubular component. Materials 2020, 13, 4636. [Google Scholar] [CrossRef]
- Tang, J.S.; Lee, S. Hot bend assisted gas forming of AA5083 sheet for making V-shaped trough containing deep uneven concavities. Trans. Nonferrous Met. Soc. China 2016, 26, 1546–1554. [Google Scholar] [CrossRef]
- Kargar-Pishbijari, H.; Hosseinipour, S.J.; Aval, H.J. A novel method for manufacturing microchannels of metallic bipolar plate fuel cell by the hot metal gas forming process. J. Manuf. Process. 2020, 55, 268–275. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength | Elastic Modulus | Elongation |
|---|---|---|
| 3.5 GPa | 230 GPa | 1.5% |
| Linear Density | Monofilament Diameter | - |
| 1.78 g/cm3 | 7 μm | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Lin, Y.; Wang, H.; Liu, Z.; Hua, L. Improvement of Mechanical Properties and Forming Efficiency during Hot Gas Forming of CFRP Curved Surface Components. Materials 2021, 14, 5316. https://doi.org/10.3390/ma14185316
Chen Y, Lin Y, Wang H, Liu Z, Hua L. Improvement of Mechanical Properties and Forming Efficiency during Hot Gas Forming of CFRP Curved Surface Components. Materials. 2021; 14(18):5316. https://doi.org/10.3390/ma14185316
Chicago/Turabian StyleChen, Yizhe, Yi Lin, Hui Wang, Zhiwen Liu, and Lin Hua. 2021. "Improvement of Mechanical Properties and Forming Efficiency during Hot Gas Forming of CFRP Curved Surface Components" Materials 14, no. 18: 5316. https://doi.org/10.3390/ma14185316
APA StyleChen, Y., Lin, Y., Wang, H., Liu, Z., & Hua, L. (2021). Improvement of Mechanical Properties and Forming Efficiency during Hot Gas Forming of CFRP Curved Surface Components. Materials, 14(18), 5316. https://doi.org/10.3390/ma14185316