
Heat Treatment Effect on the Phase Composition of the Silica Electrochemical Coating and the Carbon Fiber Strength

 ,
, 
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Heat Treatment
2.2. X-ray Phase Analysis
2.3. Thermogravimetric (TGA) and Differential Thermal Analysis (DTA)
2.4. Scanning Electron Microscopy and Elemental Analysis
2.5. X-ray Photoelectron Spectroscopy
2.6. Fiber Strength
3. Results
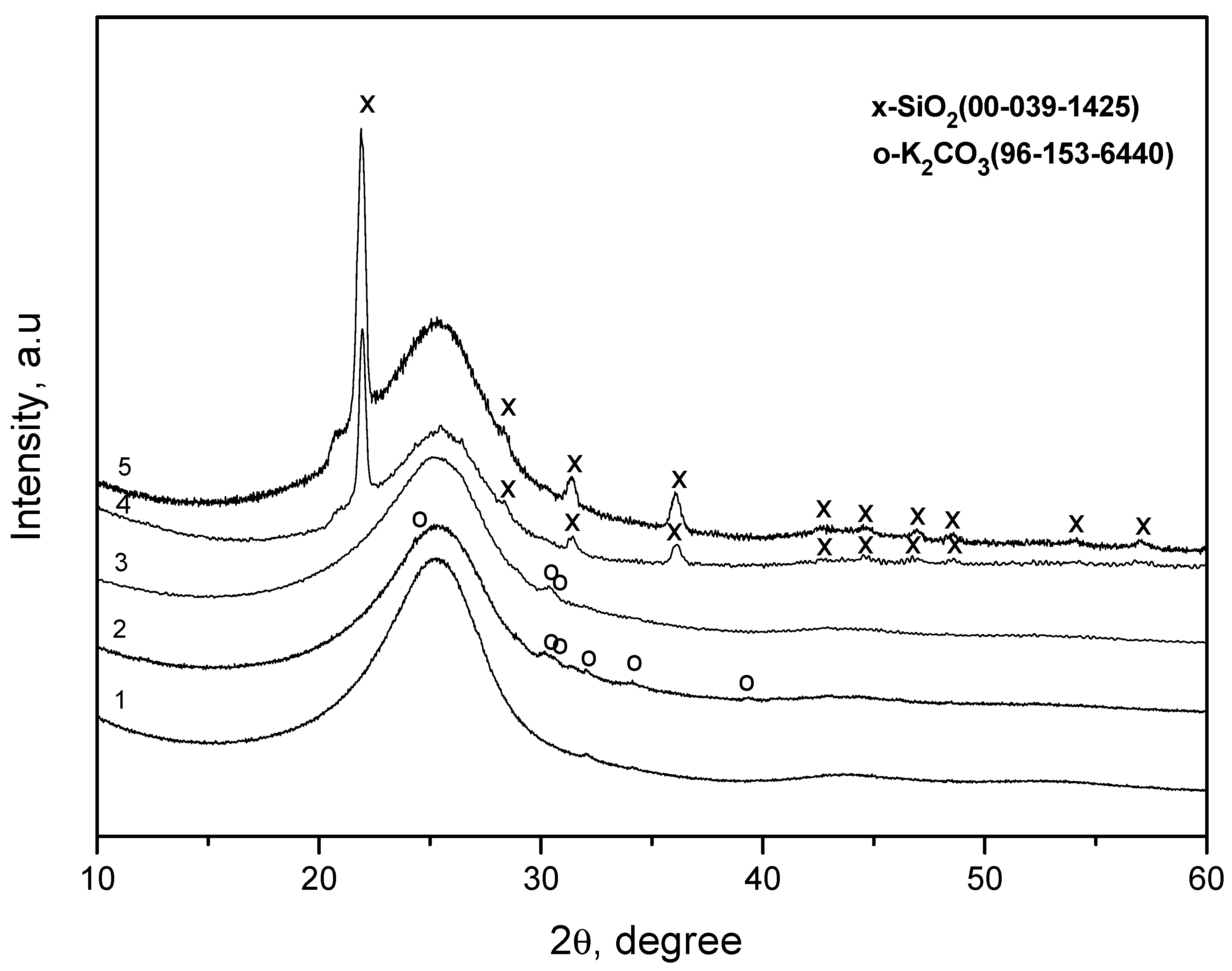
3.1. X-ray Phase Analysis
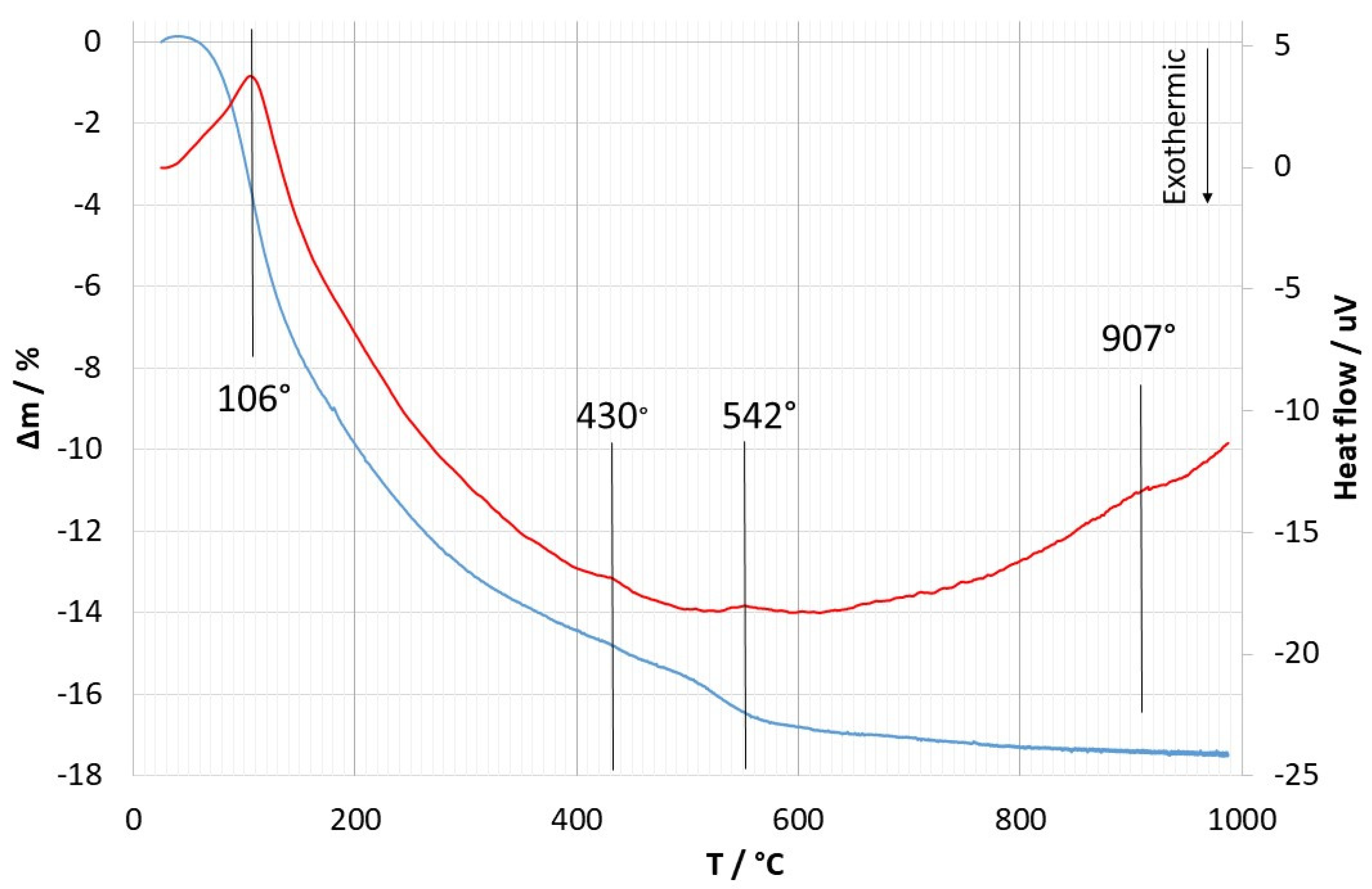
3.2. Thermogravimetric and Differential Thermal Analysis
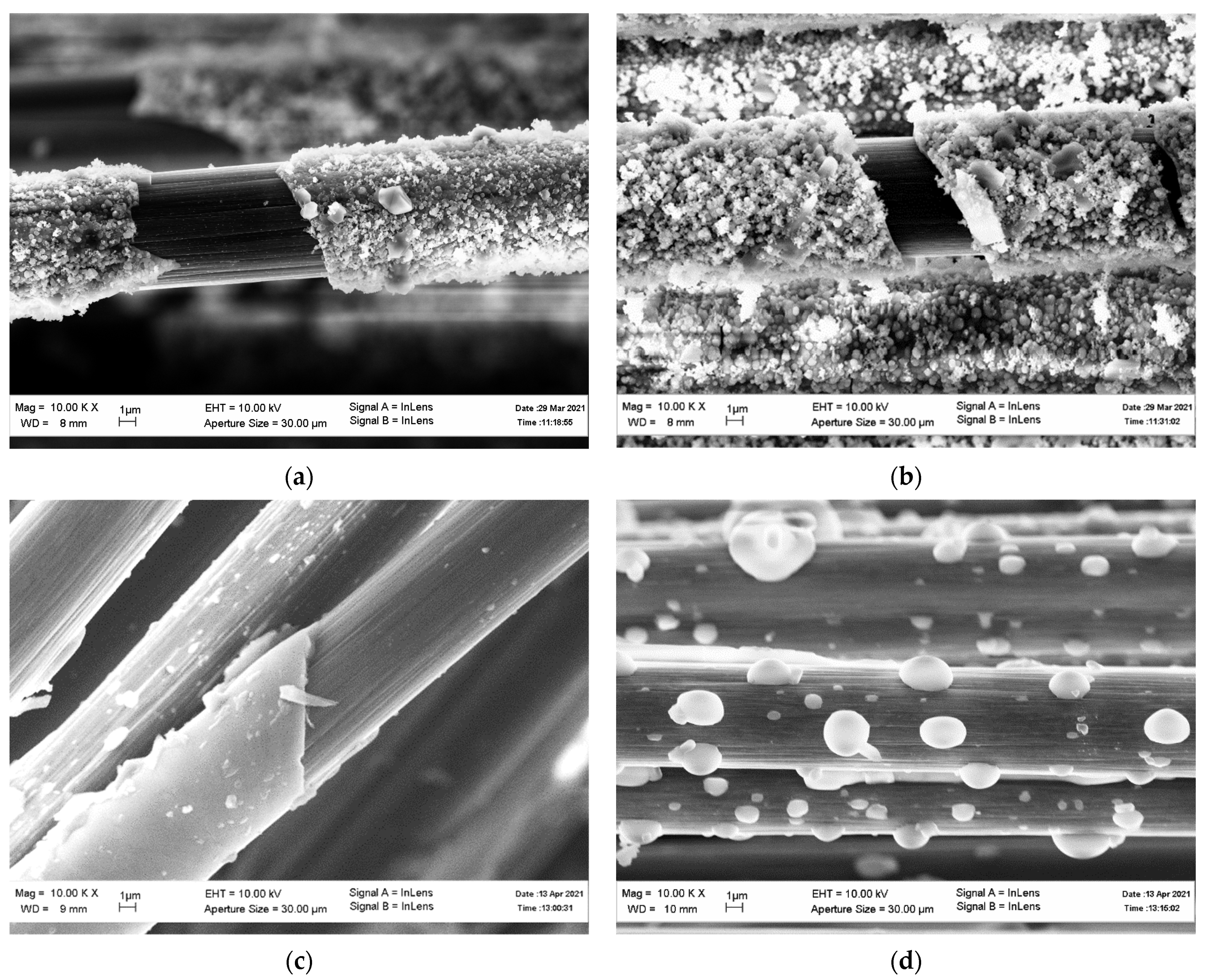
3.3. Scanning Electron Microscopy
3.4. Elemental SEM Analysis
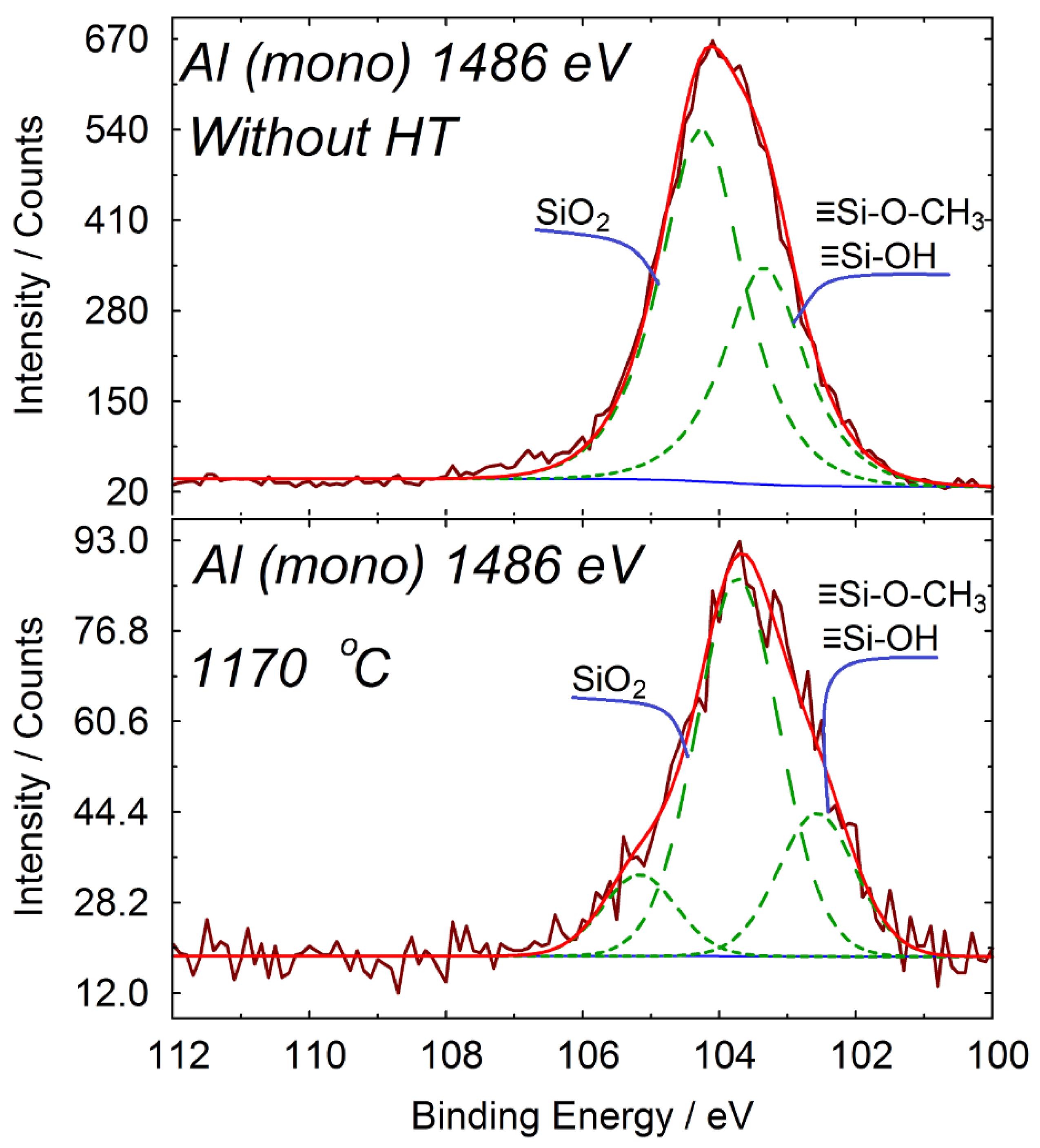
3.5. X-ray Photoelectron Spectroscopy (XPS)
3.6. Fiber Strength
4. Discussion
4.1. X-ray Phase Analysis
4.2. Thermogravimetric and Differential Thermal Analysis
4.3. Scanning Electron Microscopy
4.4. Elemental SEM Analysis and XPS
4.5. Fiber Strength
5. Conclusions
- The chemical and phase composition of the coating of carbon fiber obtained by electrochemical deposition from an aqueous-alcoholic solution of tetraethoxysilane has been studied. The experimental data obtained using several independent complementary methods are in good agreement with each other. It has been found that the resulting coating consists of amorphous silicon oxide and crystalline potassium carbonate. Heating above 870 °C leads to the crystallization of cristobalite from amorphous silicon dioxide. At a heat treatment temperature of 870 °C, the coating acquires a smooth surface, and heating to 1170 °C leads to its destruction.
- In the temperature range from 870 to 1170 °C, a process of mass transfer occurs in the coating material. At a heat treatment temperature of 870 °C, the coating acquires a smooth surface. Heating to 1170 °C leads to the destruction of the coating, and the coating material coagulates as droplets on the fiber surface, indicating an active mass transfer.
- The elemental SEM analysis and XPS results indicate that, prior to heat treatment, physically adsorbed water is present mainly in the bulk of the coating material, whereas organic residues are located predominantly on its surface.
- A full cycle of coating, including thermal cleaning from the sizing, coating, and annealing at 870 °C for 5 m, leads to a decrease in the effective fiber strength by 13% compared to the initial state.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, C.; Su, Y.; Zhang, D.; Ouyang, Q. Effect of Al2O3 coating thickness on microstructural characterization and mechanical properties of continuous carbon fiber reinforced aluminum matrix composites. Mater. Sci. Eng. A 2020, 793, 139839. [Google Scholar] [CrossRef]
- Vidal-Sétif, M.; Lancin, M.; Marhic, C.; Valle, R.; Raviart, J.L.; Daux, J.C.; Rabinovitch, M. On the role of brittle interfacial phases on the mechanical properties of carbon fibre reinforced Al-based matrix composites. Mater. Sci. Eng. A 1999, 272, 321–333. [Google Scholar] [CrossRef]
- Yu, J.K.; Li, H.L.; Shang, B.L. A functionally gradient coating on carbon fibre for C/Al composites. J. Mater. Sci. 1994, 29, 2641–2647. [Google Scholar] [CrossRef]
- Evans, A. The mechanical properties of reinforced ceramic, metal and intermetallic matrix composites. Mater. Sci. Eng. A 1991, 143, 63–76. [Google Scholar] [CrossRef]
- Baumli, P. Interfacial Aspects of Metal Matrix Composites Prepared from Liquid Metals and Aqueous Solutions: A Review. Metals 2020, 10, 1400. [Google Scholar] [CrossRef]
- Sakka, S. History of the Sol-Gel Chemistry and Technology. In Handbook of Sol-Gel Science and Technology: Processing, Characterization and Applications; Klein, L., Aparicio, M., Jitianu, A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 3–29. [Google Scholar]
- Wu, L.K.; Liu, X.Y.; Hu, J.M. Electrodeposited SiO2 film: A promising interlayer of a highly active Ti electrode for the oxygen evolution reaction. J. Mater. Chem. A 2016, 4, 11949–11956. [Google Scholar] [CrossRef]
- Chigane, M.; Shinagawa, T. Titanium dioxide thin films prepared by electrolysis from aqueous solution of titanium-lactic acid complex for dye-sensitized solar cells. Thin Solid Films 2012, 520, 3510–3514. [Google Scholar] [CrossRef]
- Chigane, M.; Shinagawa, T. Preparation of Thick Titanium Dioxide Films by Repeated Electrolysis-Calcination for Dye-Sensitized Solar Cells. J. Electrochem. Soc. 2013, 161. [Google Scholar] [CrossRef]
- Shacham, R.; Mandler, D.; Avnir, D. Pattern recognition in oxides thin-film electrodeposition: Printed circuits. Comptes Rendus Chim. 2010, 13, 237–241. [Google Scholar] [CrossRef]
- Galyshev, S.; Postnova, E. Electrochemical Deposition of SiO2-Coatings on a Carbon Fiber. Fibers 2021, 9, 33. [Google Scholar] [CrossRef]
- Al-Hasnawi, A.A.; Al-Hydary, I.A.D. The effect of sintering temperature and soaking time on the transparency of silica glass prepared by gel-casting and sintering. Int. J. Appl. Eng. Res. 2017, 12, 15257–15260. [Google Scholar]
- Samarov, N.; Mokrushin, A.D.; Masalov, V.; Abrosimova, G.E.; Emel’Chenko, G.A. Structural modification of synthetic opals during thermal treatment. Phys. Solid State 2006, 48, 1280–1283. [Google Scholar] [CrossRef]
- Chen, J.; Li, T.; Li, X.; Chou, K.C.; Hou, X. Morphological Evolution of Low-Grade Silica Fume at Elevated Temperature. High Temp. Mater. Process. 2017, 36, 607–613. [Google Scholar] [CrossRef]
- Wardiyati, S.; Adi, W.A. Deswita Synthesis and Characterization of Microwave Absorber SiO2by Sol-Gel Methode. IOP Conf. Series: Mater. Sci. Eng. 2017, 202, 12059. [Google Scholar] [CrossRef]
- Ksenzenko, V.I.; Stasinevich, D.S. Potassium carbonate. In Chemical encyclopedia; Knunyants, I.L., Ed.; Soviet encyclopedia: Moscow, Russia, 1990; pp. 288–289. [Google Scholar]
- Deniskina, N.D.; Kalinin, D.V.; Kazantseva, L.K. Precious Opals, Their Synthesis and Natural Genesis. Nauka, Novosibirsk 1988, 353, 1988. [Google Scholar]
- Sabzevari, M.; Sajjadi, S.A.; Moloodi, A. Physical and mechanical properties of porous copper nanocomposite produced by powder metallurgy. Adv. Powder Technol. 2016, 27, 105–111. [Google Scholar] [CrossRef]
- Iler, R.K. Formation of precious opal. Nature 1965, 207, 472–473. [Google Scholar] [CrossRef]
- Dong, Z.; Li, X.; Yuan, G.; Cui, Z.; Cong, Y.; Westwood, A. Tensile strength, oxidation resistance and wettability of carbon fibers coated with a TiC layer using a molten salt method. Mater. Des. 2013, 50, 156–164. [Google Scholar] [CrossRef]
- Helmer, T.; Peterlik, H.; Kromp, K. Coating of Carbon Fibers-The Strength of the Fibers. J. Am. Ceram. Soc. 1995, 78, 133–136. [Google Scholar] [CrossRef]
- Abidin, A.; Kozera, R.; Höhn, M.; Endler, I.; Knaut, M.; Boczkowska, A.; Czulak, A.; Malczyk, P.; Sobczak, N.; Michaelis, A. Preparation and characterization of CVD-TiN-coated carbon fibers for applications in metal matrix composites. Thin Solid Films 2015, 589, 479–486. [Google Scholar] [CrossRef]
- Krug, M.; Zainal Abidin, A.; Höhn, M.; Endler, I.; Sobczak, N.; Czulak, A.; Malczyk, P.; Michaelis, A. Al2O3 protective coatings on carbon fiber-based 3D-textile preforms prepared by ALD for application in metallic composite materials. In Proceedings of the 13th AUTEX World Textile Conference, Dresden, Germany, 22–24 May 2013. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CIPA, vol. % | MR | Csalt, g/L | pH | J, mA/cm2 | τ, min |
|---|---|---|---|---|---|
| 67 | 62 | 20 | 2.23 | 5.3 | 1.5 |
| Standard | Element | Chemical Composition (Mass %) |
|---|---|---|
| BN | N | B—47.55%, N—56.45% |
| Quartz (SiO2) | O, Si | O—53.26%, Si—46.74% |
| Albite | Na | O—48.5%, Na—8.38%, Al—10.48%, Si—31.79%, Ca—0.1% |
| Orthoclase | K | O—46.57%, Na—2.74%, Al—10.53%, Si—30.06%, K—9.46%, Ca—0.09% |
| Coating Condition | O calc | O | Si | K |
|---|---|---|---|---|
| Without HT | 55.95 | 70.3 ± 17 | 22.8 ± 5.5 | 6.9 ± 2.8 |
| HT 570 °C | 52.85 | 72 ± 13.6 | 21.7 ± 5.5 | 6.3 ± 2.6 |
| HT 870 °C | 60 | 68.9 ± 12.6 | 26.7 ± 7.3 | 4.4 ± 3.6 |
| HT 1170 °C | 62.45 | 67.7 ± 11 | 28 ± 6 | 4.3 ± 2.8 |
| Coating Condition | O calc | O | Si | K |
|---|---|---|---|---|
| Without HT | 73.22 | 61.6 | 31.24 | 7.16 |
| HT 1170 °C | 66.33 | 64.76 | 26.94 | 8.3 |
| Fiber State | σcr, MPa | σeff/σf, % |
|---|---|---|
| Initial | 1683 ± 261 | 98 |
| After thermal purification | 1514 ± 123 | 96 |
| Coating without HT | 1086 ± 46 | 91 |
| Coating annealed at 870 °C | 1126 ± 93 | 87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galyshev, S.; Postnova, E.; Shakhlevich, O.; Agarkov, D.; Agarkova, E.; Nekrasov, A.; Mozhchil, R. Heat Treatment Effect on the Phase Composition of the Silica Electrochemical Coating and the Carbon Fiber Strength. Materials 2021, 14, 5209. https://doi.org/10.3390/ma14185209
Galyshev S, Postnova E, Shakhlevich O, Agarkov D, Agarkova E, Nekrasov A, Mozhchil R. Heat Treatment Effect on the Phase Composition of the Silica Electrochemical Coating and the Carbon Fiber Strength. Materials. 2021; 14(18):5209. https://doi.org/10.3390/ma14185209
Chicago/Turabian StyleGalyshev, Sergei, Evgeniya Postnova, Olga Shakhlevich, Dmitrii Agarkov, Ekaterina Agarkova, Alexey Nekrasov, and Rais Mozhchil. 2021. "Heat Treatment Effect on the Phase Composition of the Silica Electrochemical Coating and the Carbon Fiber Strength" Materials 14, no. 18: 5209. https://doi.org/10.3390/ma14185209
APA StyleGalyshev, S., Postnova, E., Shakhlevich, O., Agarkov, D., Agarkova, E., Nekrasov, A., & Mozhchil, R. (2021). Heat Treatment Effect on the Phase Composition of the Silica Electrochemical Coating and the Carbon Fiber Strength. Materials, 14(18), 5209. https://doi.org/10.3390/ma14185209