
Stainless Steel Surface Nitriding in Open Atmosphere Cold Plasma: Improved Mechanical, Corrosion and Wear Resistance Properties


 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
- -
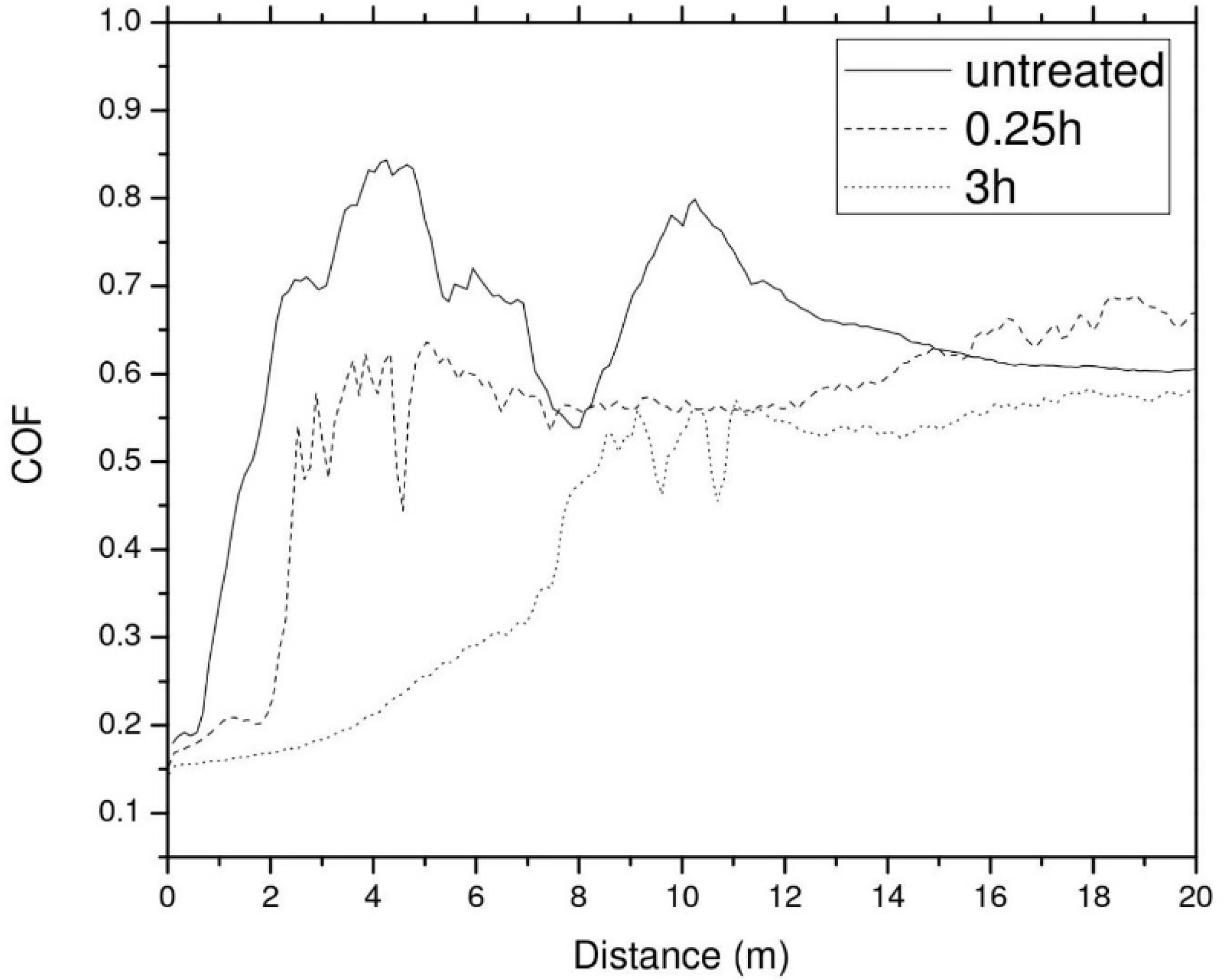
- a total time of the cold plasma treatment of 0.25 h, with moving speed of plasma beam of 9 mm/s for 3 min/line-cycle and 5 line-cycles/sample, for sample 1;
- -
- a total time of the cold plasma treatment of 3 h, with moving speed of plasma beam of 108 mm/s for 36 min/line-cycle and 5 line-cycles/sample, for sample 2.
3. Results
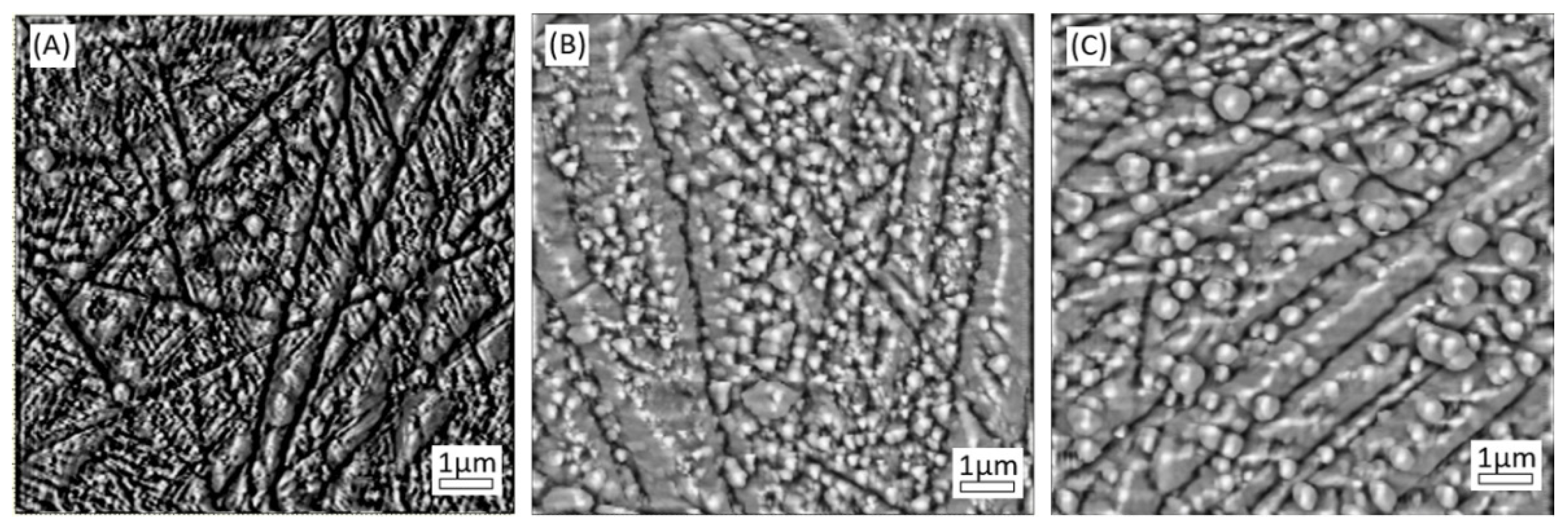
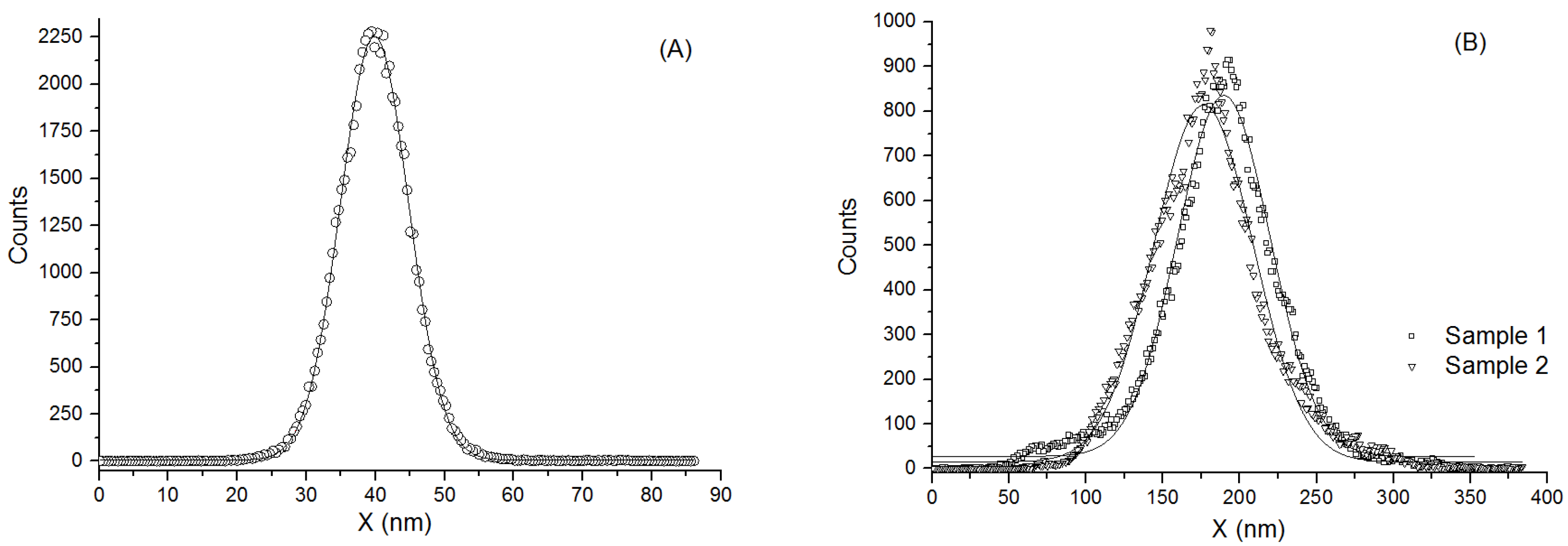
3.1. AFM Analysis
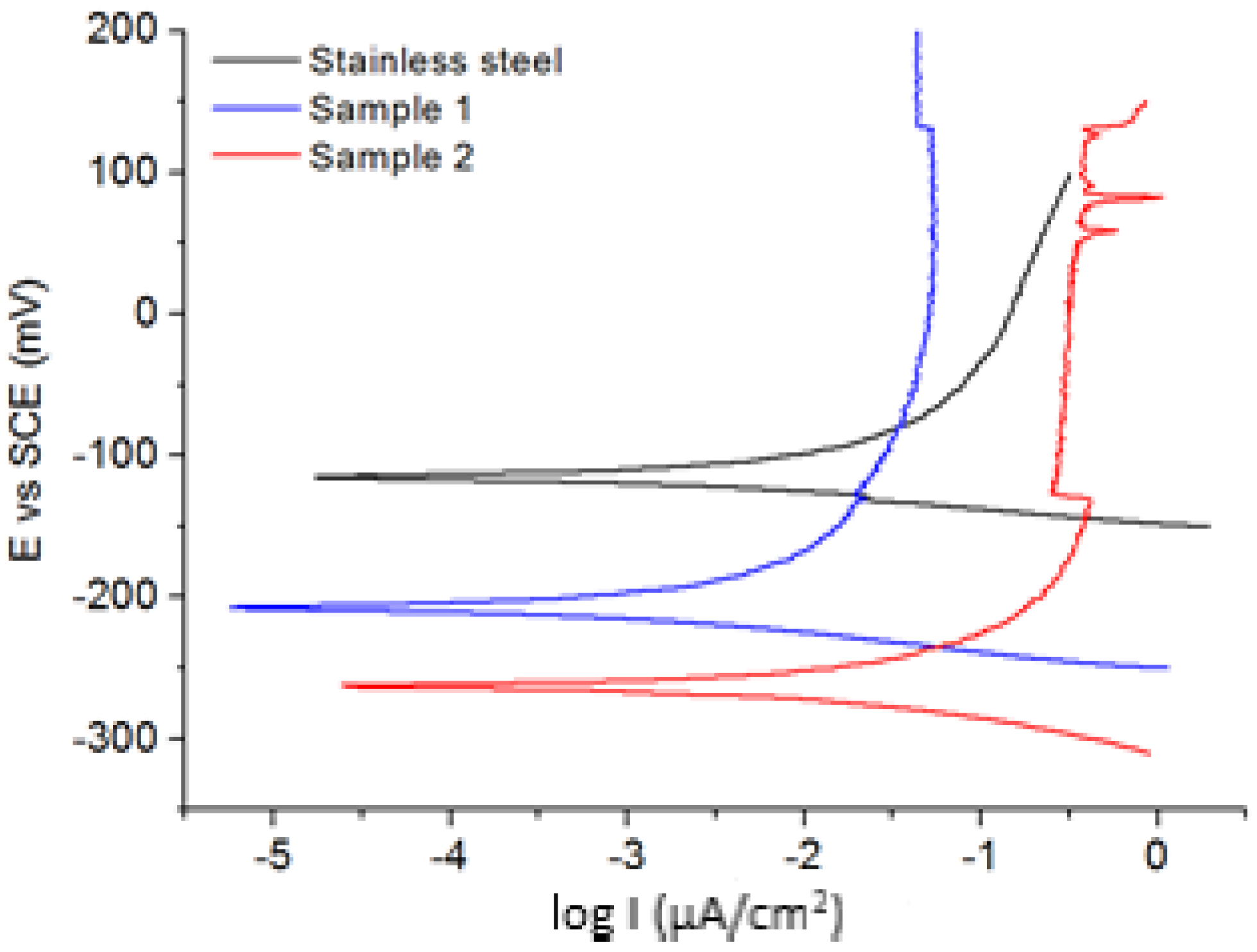
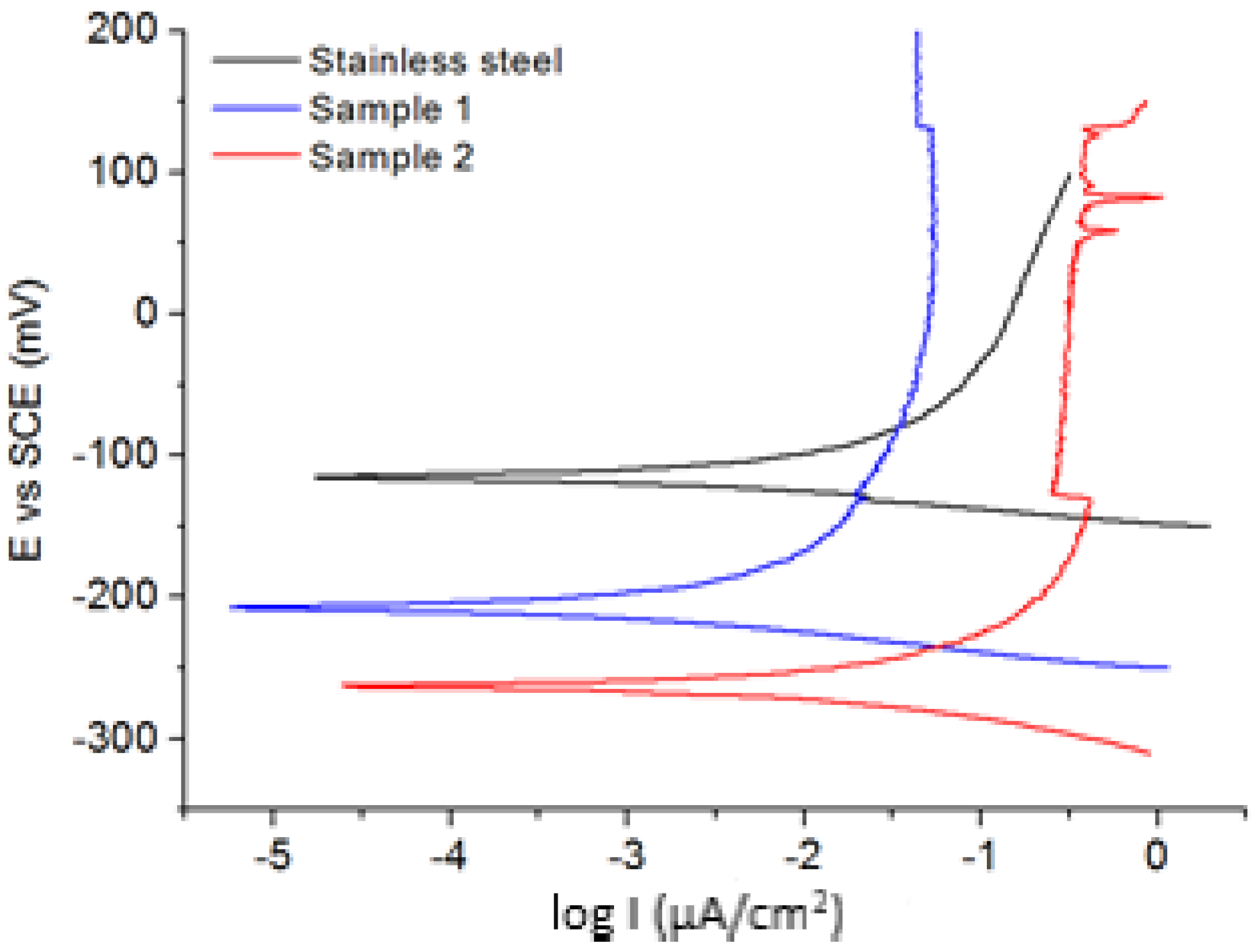
3.2. Corrosion Resistance Results
3.3. Mechanical Parameters: Hardness, Elastic Modulus and Wear Behaviour
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Mateescu, A.O.; Mateescu, G. Procedure for Improvement of Mechanical, Tribological and Protective Qualities of Some Metallic Alloys by Their Surface Treatment in Open Atmosphere with a Cold Plasma Jet of Certain Gases that Ensure Their Superficial Nitriding or Carbonitriding. Romanian State Office for Inventions and. Trademarks Patent Application A00261, 2 May 2017. [Google Scholar]
- Miteemeijer, E.J. Fundamentals of Nitriding and Nitrocarburizing. In ASM Handbook, Steel Heat Treating Fundamentals and Processes; ASM International: Almere, The Netherlands, 2013; Volume 4A, pp. 619–646. [Google Scholar]
- Elwart, J.; Hunger, R. Plasma (Ion) Nitriding and Nitrocarburizing of Steels. In ASM Handbook, Steel Heat Treating Fundamentals and Processes; ASM International: Almere, The Netherlands, 2013; Volume 4A, pp. 690–703. [Google Scholar]
- Plasma Nitriding History and Processes, Northiest Coating Technologies. Available online: http://www.northeastcoating.com/products/plasma-nitriding/process (accessed on 31 March 2017).
- Plasma Nitriding Process, TPP Information Centre. Available online: http://www.tppinfo.com/heat_treatment/plasma_nitriding_coating/plasma_nitriding.htm (accessed on 31 March 2017).
- Wang, L. Surface modification of AIS 304 austenitic stainless steel by plasma nitriding. Appl. Surf. Sci. 2003, 211, 308–314. [Google Scholar] [CrossRef]
- Pye, D. Practical Nitriding and Ferritic Nitrocarburizing; ASM International: Novelty, OH, USA, 2003; ISBN 978-0-87170-791-8. [Google Scholar]
- Thermodinamics of Chemical Equilibrium. Available online: http://www.chem1.com/acad/webtext/thermeq/ (accessed on 3 April 2017).
- Howard, S.M. Ellingham Diagram for Selected Nitrides. Available online: http://showard.sdsmt.edu/MET320/Handouts/EllinghamDiagrams/Ellingham_v22_Macro.pdf (accessed on 4 April 2017).
- Göhring, H.; Fabrichnaya, O.; Leineweber, A.; Mittemeijer, E.J. Thermodynamics of the Fe-N and Fe-N-C systems: The Fe-N and Fe-N-C phase diagrams revisited. Metall. Mater. Trans. A 2016, 47A, 6173–6186. [Google Scholar] [CrossRef] [Green Version]
- Khan, W.; Wang, Q.; Jin, X.; Feng, T. The effect of sputtering parameters and dopping of copper on surface free energy nd magnetic properties of iron and iron nitride nano thin films on polymer substrate. Materials 2017, 10, 217. [Google Scholar] [CrossRef] [Green Version]
- Dienner Elektronic GmbH, Atmospheric Pressure Plasma. Available online: https://www.plasma.com/en/plasmatechnik/atmospheric-pressure-plasma/ (accessed on 4 April 2017).
- Plasmatreat GmbH, Open Air Plasma Technology. Available online: https://www.plasmatreat.com/plasma-technology/openair-atmospheric-plasma-technique.html (accessed on 4 April 2017).
- Enercon Industry, Plasma Treatment Industry Applications. Available online: http://www.enerconind.com/treating/library/technology-spotlights/plasma-treatment-industry-applications.aspx (accessed on 4 April 2017).
- Bouanis, F.Z.; Bentiss, F.; Bellayer, S.; Vogt, J.B.; Jama, C. Radiofrequency cold plasma nitrided carbon steel: Microstructural and micromechanical characterization. Mater. Chem. Phys. 2011, 127, 329–334. [Google Scholar] [CrossRef]
- AK Steel, 304/304L Stainless Steel Data Sheet. Available online: http://www.aksteel.com/pdf/markets_products/stainless/austenitic/304_304L_Data_Sheet.pdf (accessed on 4 April 2017).
- Valencia, R.; Lopez-Callejas, R.R.; Munoz-Castro, A.; Barocio, S.R.; Chavez-Alarcon, E.; Godoy-Cabrera, O. Nitriding of AISI 304 stainless steel by PIII in DC and RF toroidal discharges. Braz. J. Phys. 2004, 34, 1594–1597. [Google Scholar] [CrossRef] [Green Version]
- Ogorek, M.; Skuza, Z.; Fraczek, T. The effiecncy of ion nitriding of austenitic stainless steel304 using the “active screen”. Metalurgija 2015, 54, 147–150. [Google Scholar]
- Balusamy, T.; Sankara-Naraynan, T.N.; Ravichandran, K.; Park, I.S.; Lee, M.H. Plasma nitriding of AISI 304 stainless steel: Role of surfacemechanical attritiontreatment. Mater. Charact. 2013, 85, 38–47. [Google Scholar] [CrossRef]
- Alphonsa, J.; Padsala, B.A.; Chauhan, B.J.; Jhala, G.; Rayjada, P.A.; Chauhan, N.; Soman, S.N.; Raole, P.M. Plasma nitriding on welded joints of AISI 304 stainless steel. Surf. Coat. Technol. 2013, 228, 5306–5311. [Google Scholar] [CrossRef]
- Olzon-Dionysio, M.; Campos, M.; Higa, O.Z.; da Cunha, T.F.; de Souza, S.D. Investigating the correlation between some of the properties of plasma nitrided AISI 316L stainless steel. Mater. Res. 2013, 16, 1052–1057. [Google Scholar] [CrossRef] [Green Version]
- Tsujikawa, M.; Yamauchi, N.; Ueda, N.; Sone, T.; Hyrose, Y. Behaviour of carbon in low temperature plasma nitriding layer of austenistic stsinless steel. Surf. Coat. Technol. 2005, 193, 309–313. [Google Scholar] [CrossRef]
- Sirin, S.Y.; Sirin, K.; Kaluc, E. Effect of the ion nitriding surface hardening process on fatigue behaviour of AISI 4340 steel. Mater. Charact. 2008, 59, 351–358. [Google Scholar] [CrossRef]
- Sirin, S.Y.; Kaluc, E. Improvement of surface properties of low carbon steel by nitriding treatment. Mater. Des. 2012, 36, 741–747. [Google Scholar] [CrossRef]
- Tang, S.; Kwon, O.J.; Lu, N.; Choi, H.S. Surface characterization of AISI 304L stainless steel after an atmospheric pressure plasmatreatment. Surf. Coat. Technol. 2005, 195, 298–306. [Google Scholar] [CrossRef]
- Lin, J.W.; Chang, H.C. Surface modification of SUS304 stainless steel by atmospheric pressure Ar/N2/O2 plasma. Nucl. Instrum. Methods Phys. Res. B 2011, 269, 1801–1808. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 47, 1564–1583. [Google Scholar] [CrossRef]
- Oberle, T.L. Properties influencing Wear of Metal. J. Met. 1951, 3, 438. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Average Roughness (nm) | FWHM (nm) | Surface Skewness | Coefficient of Kurtosis |
|---|---|---|---|---|
| Sample 0 (un-treated bare stainless steel) | 4.14 | 11.61 ± 0.04 | 0.37 | 3.50 |
| Sample 1 (0.25 h nitriding treatment) | 31.03 | 71.04 ± 0.57 | −0.30 | 1.32 |
| Sample 2 (3 h nitriding treatment) | 30.07 | 76.38 ± 0.75 | 0.63 | 1.43 |
| Sample | Ecorr (mVSCE) | jcorr (μA/cm2) | βa (mvdec−1) | −βc (mVdec−1) | Rp (kΩ/cm2) | CR (μm/year) |
|---|---|---|---|---|---|---|
| Sample 0 (untreated bare stainless steel) | −117 | 0.26 | 468.1 | 27.5 | 94.84 | 2.52 |
| Sample 1 (0.25 h nitriding treatment) | −211 | 0.03 | 40.3 | 26.0 | 177.47 | 0.30 |
| Sample 2 (3 h nitriding treatment) | −267 | 0.10 | 59.7 | 41.2 | 76.37 | 1.06 |
| Sample-Load No. | HIT (O&P) (GPa) | EIT (O&P) (GPa) | H/E | H3/E2 | hm (O&P) (nm) | Fm (mN) |
|---|---|---|---|---|---|---|
| Mean | Mean | Mean | ||||
| 1–3 | 5.81 ± 0.63 | 199.170 ± 38.65 | 0.028 | 0.0050 | 178.259 ± 8.77 | 5 |
| 1–2 | 5.78 ± 1.44 | 204.880 ± 48.47 | 0.026 | 0.0039 | 126.410 ± 12.41 | 2.5 |
| 1–1 | 6.81 ± 1.08 | 198.167 ± 18.58 | 0.034 | 0.0080 | 89.315 ± 7.13 | 1.5 |
| 2–3 | 5.41 ± 0.76 | 189.047 ± 25.10 | 0.028 | 0.0040 | 189.774 ± 13.74 | 5 |
| 2–2 | 6.18 ± 1.30 | 193.362 ± 27.63 | 0.031 | 0.0063 | 123.650 ± 13.11 | 2.5 |
| 2–1 | 7.04 ± 1.38 | 204.107 ± 23.28 | 0.034 | 0.0083 | 87.813 ± 8.82 | 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mateescu, A.O.; Mateescu, G.; Balan, A.; Ceaus, C.; Stamatin, I.; Cristea, D.; Samoila, C.; Ursutiu, D. Stainless Steel Surface Nitriding in Open Atmosphere Cold Plasma: Improved Mechanical, Corrosion and Wear Resistance Properties. Materials 2021, 14, 4836. https://doi.org/10.3390/ma14174836
Mateescu AO, Mateescu G, Balan A, Ceaus C, Stamatin I, Cristea D, Samoila C, Ursutiu D. Stainless Steel Surface Nitriding in Open Atmosphere Cold Plasma: Improved Mechanical, Corrosion and Wear Resistance Properties. Materials. 2021; 14(17):4836. https://doi.org/10.3390/ma14174836
Chicago/Turabian StyleMateescu, Alice O., Gheorghe Mateescu, Adriana Balan, Catalin Ceaus, Ioan Stamatin, Daniel Cristea, Cornel Samoila, and Doru Ursutiu. 2021. "Stainless Steel Surface Nitriding in Open Atmosphere Cold Plasma: Improved Mechanical, Corrosion and Wear Resistance Properties" Materials 14, no. 17: 4836. https://doi.org/10.3390/ma14174836
APA StyleMateescu, A. O., Mateescu, G., Balan, A., Ceaus, C., Stamatin, I., Cristea, D., Samoila, C., & Ursutiu, D. (2021). Stainless Steel Surface Nitriding in Open Atmosphere Cold Plasma: Improved Mechanical, Corrosion and Wear Resistance Properties. Materials, 14(17), 4836. https://doi.org/10.3390/ma14174836