
Numerical Failure Analysis and Fatigue Life Prediction of Shield Machine Cutterhead


Abstract
:1. Introduction
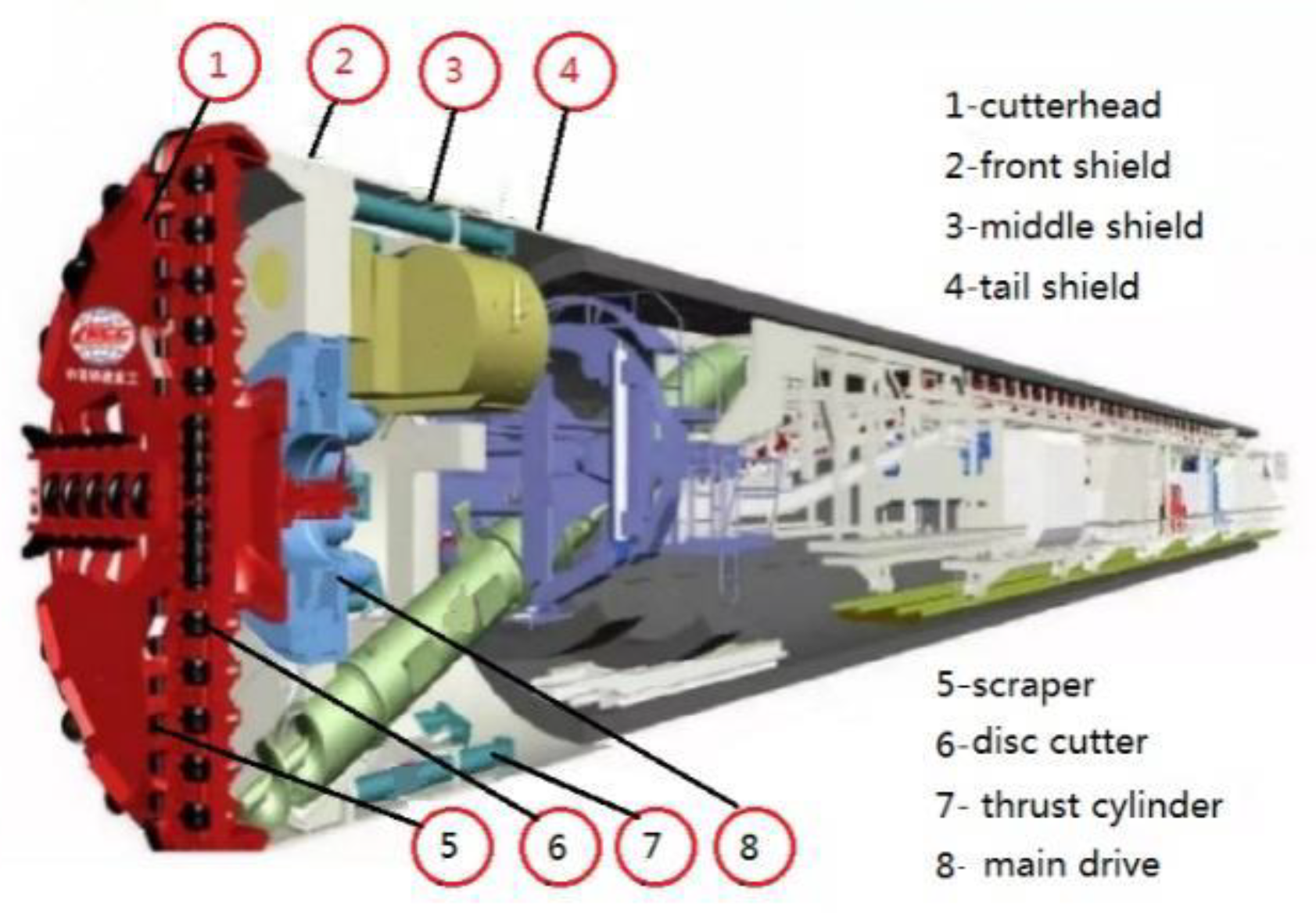
2. Modeling and Static Analysis of Shield Cutterhead
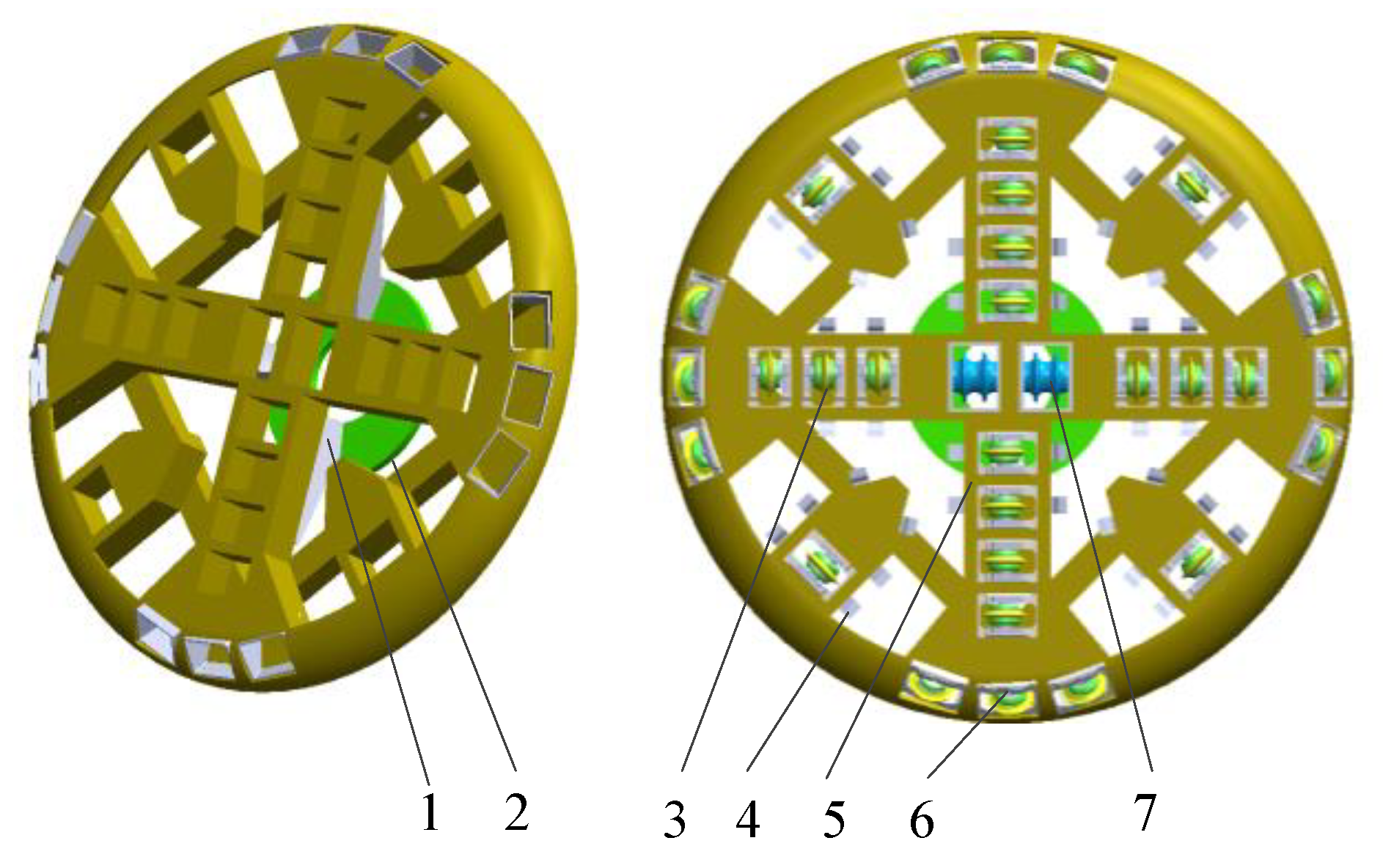
2.1. 3D Modeling of Cutterhead
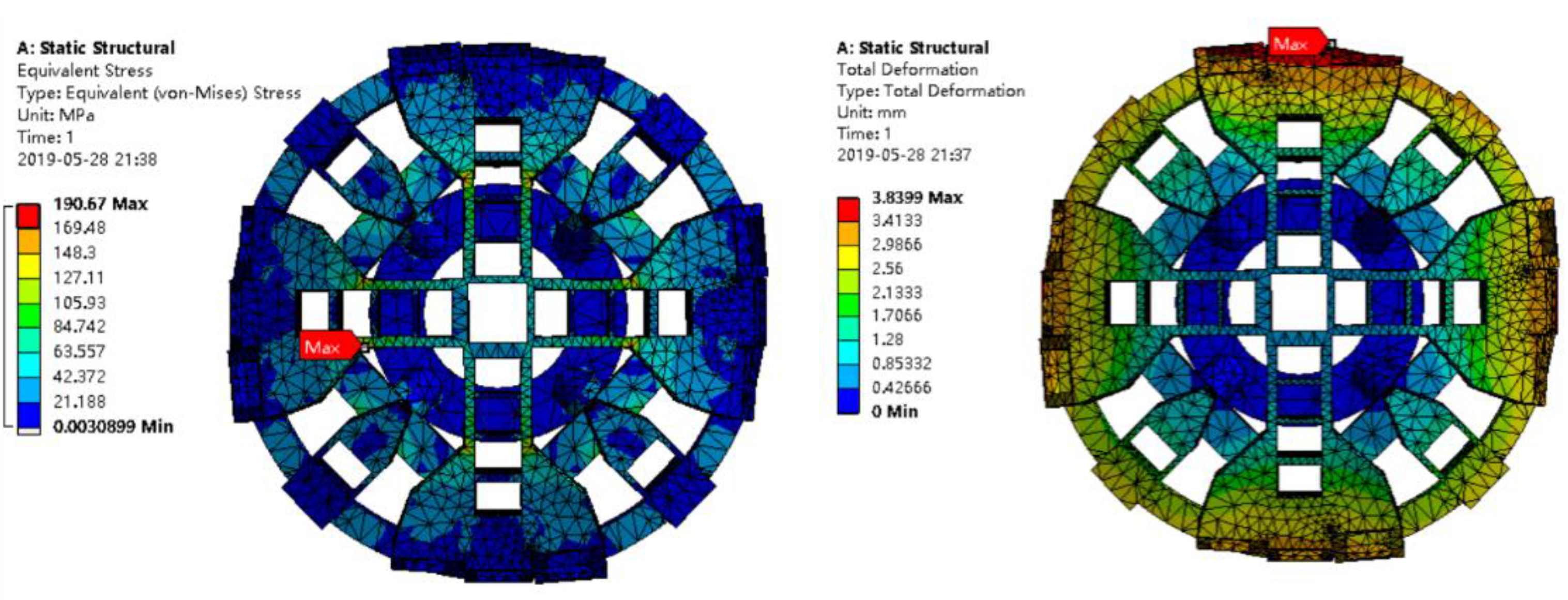
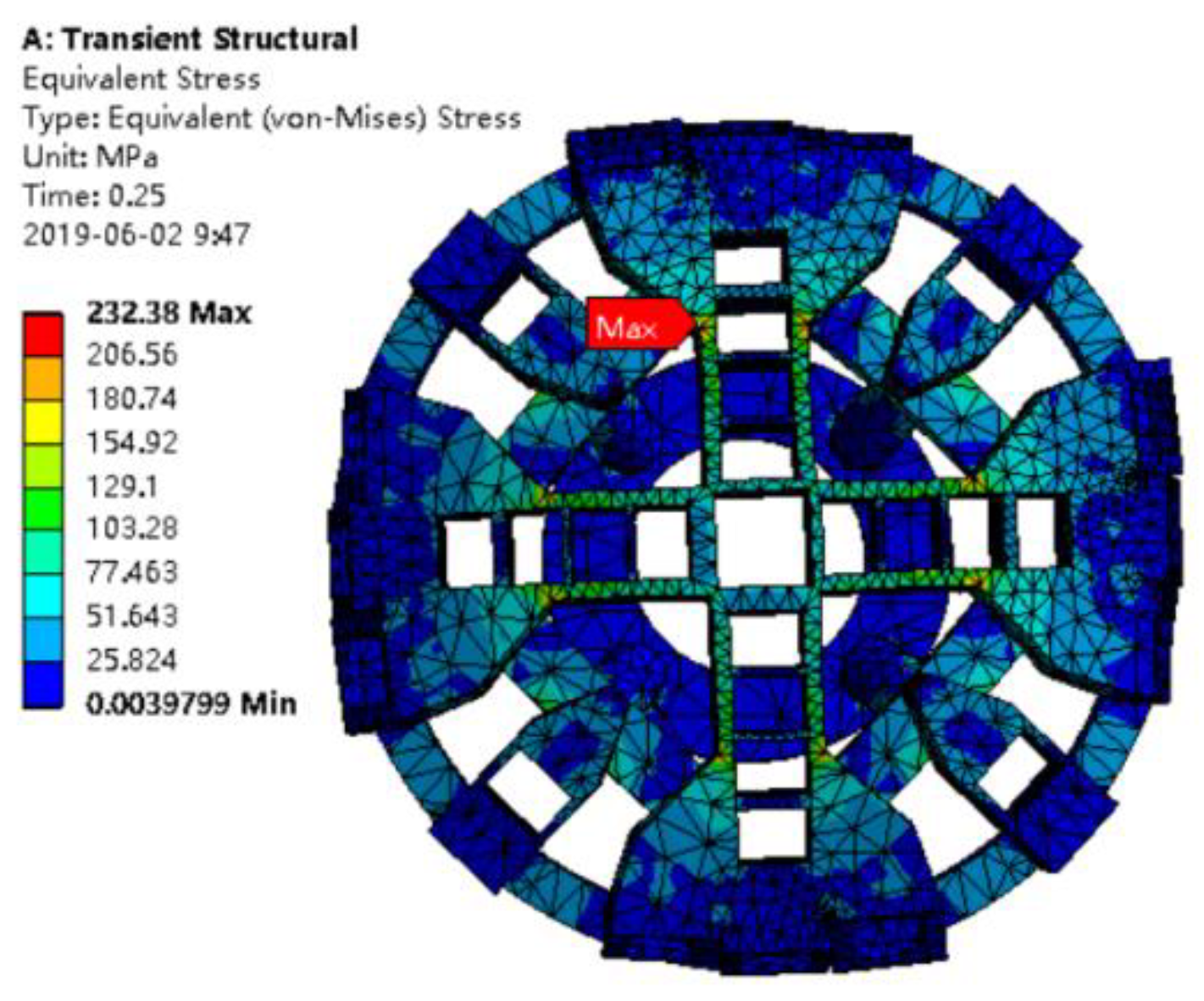
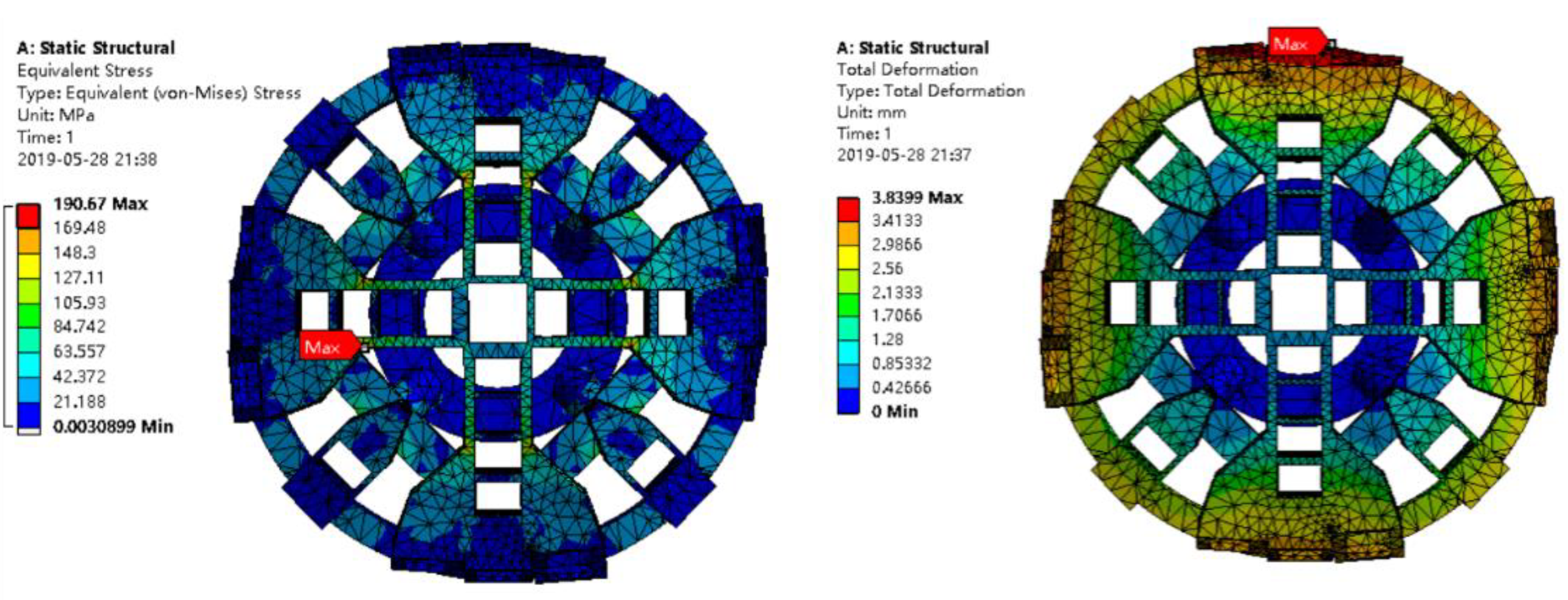
2.2. Static Analysis of Cutterhead
3. Crack Modeling and Analysis
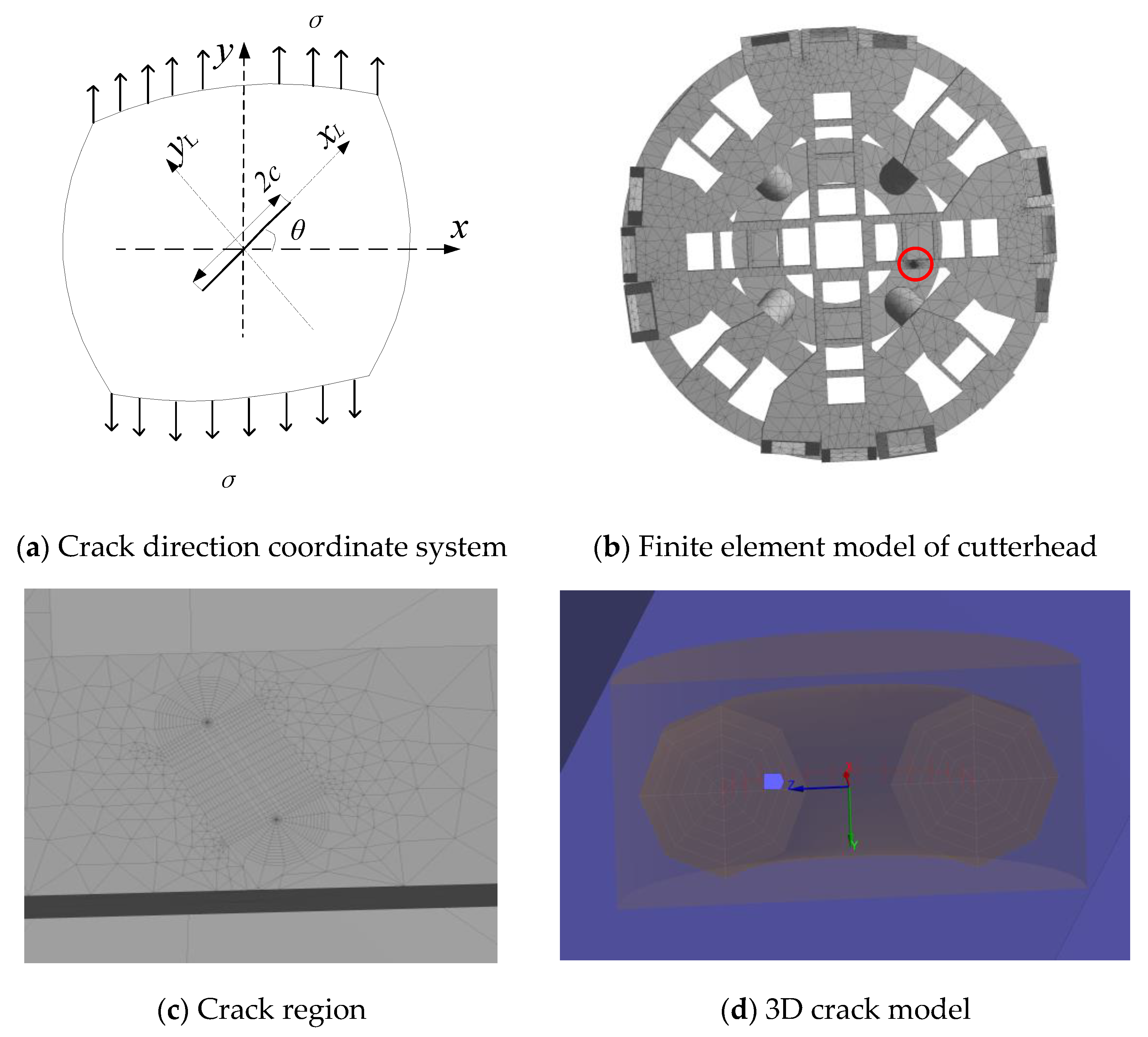
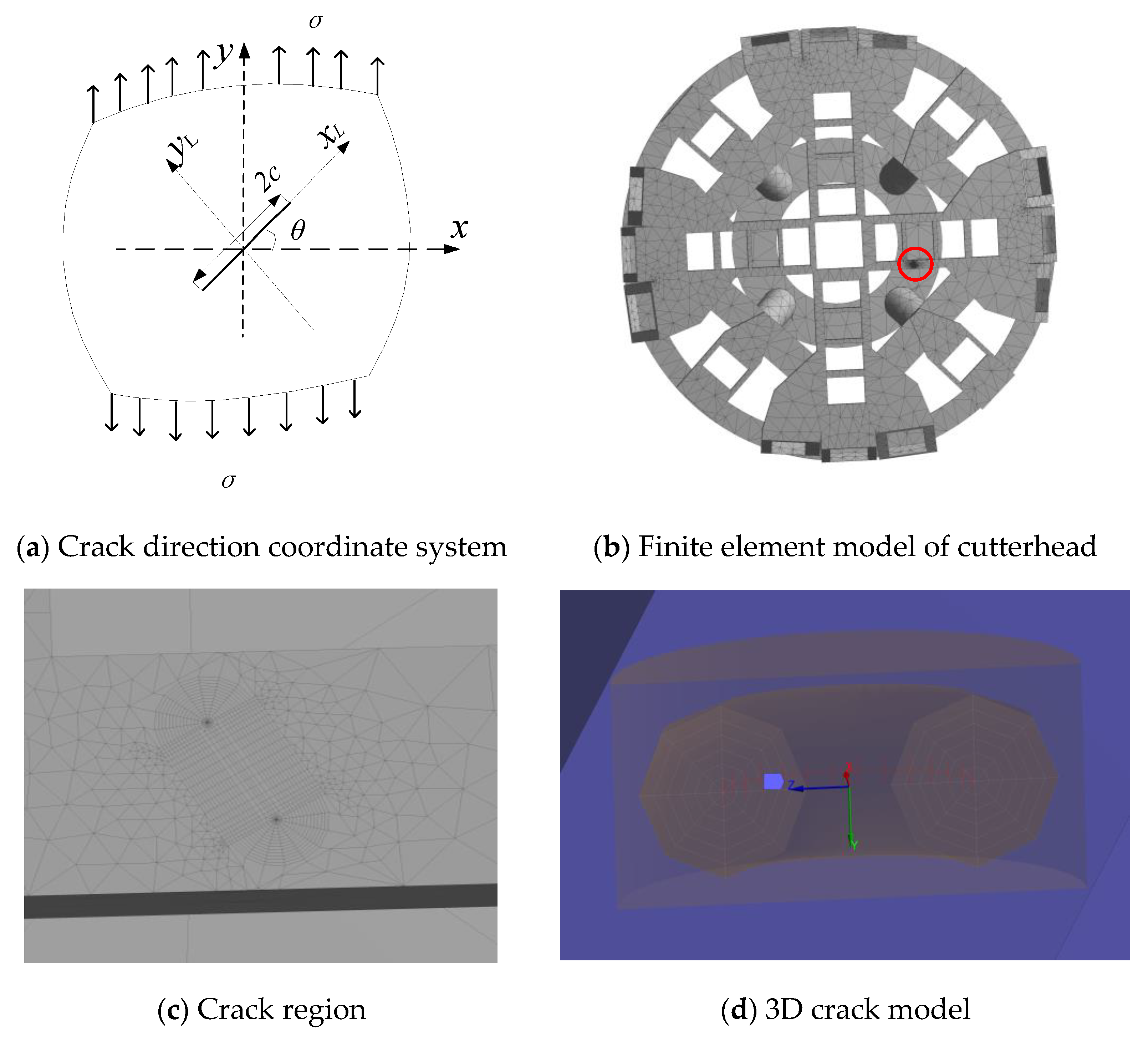
3.1. Analysis of Cracking Direction
- (1)
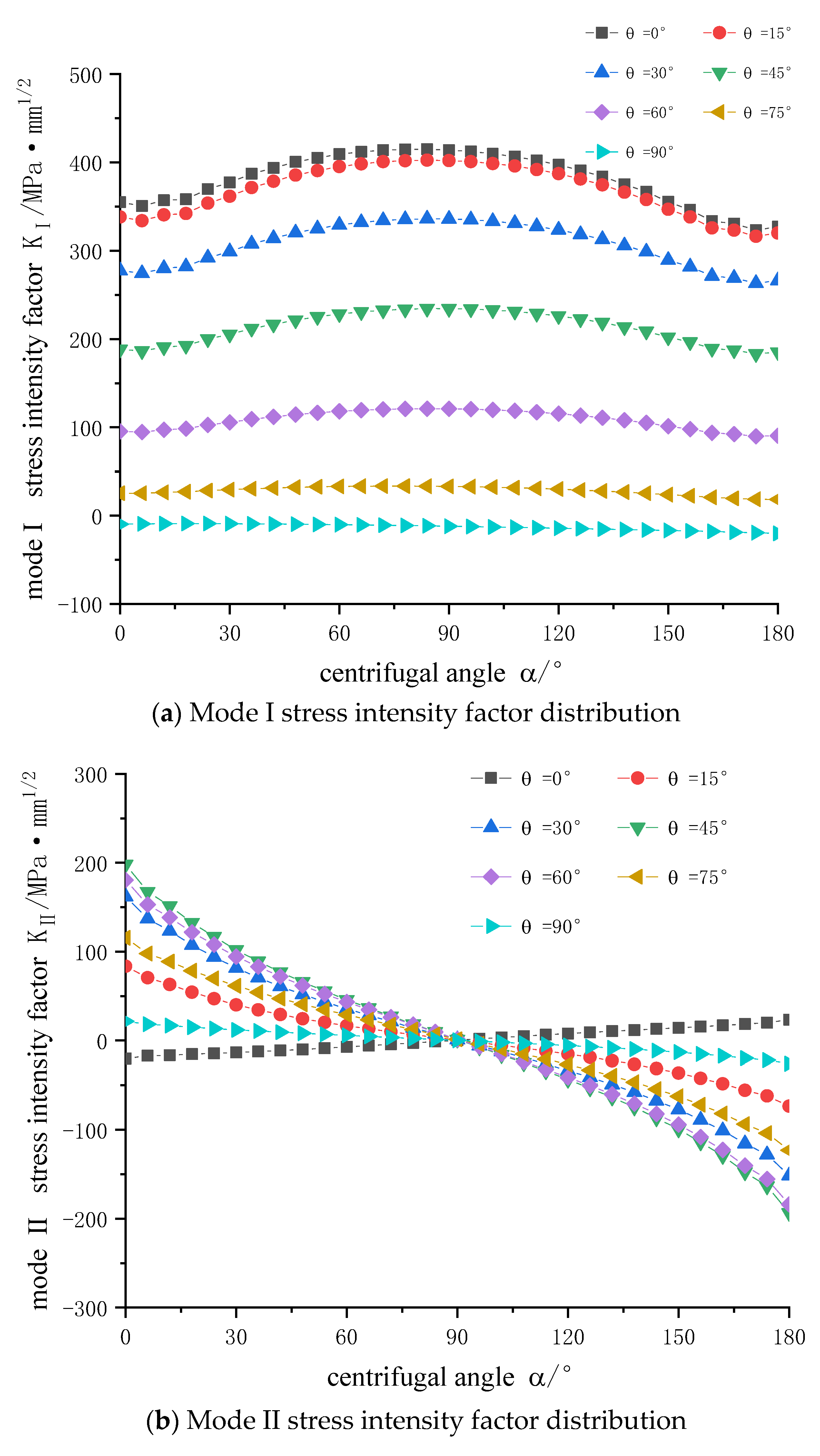
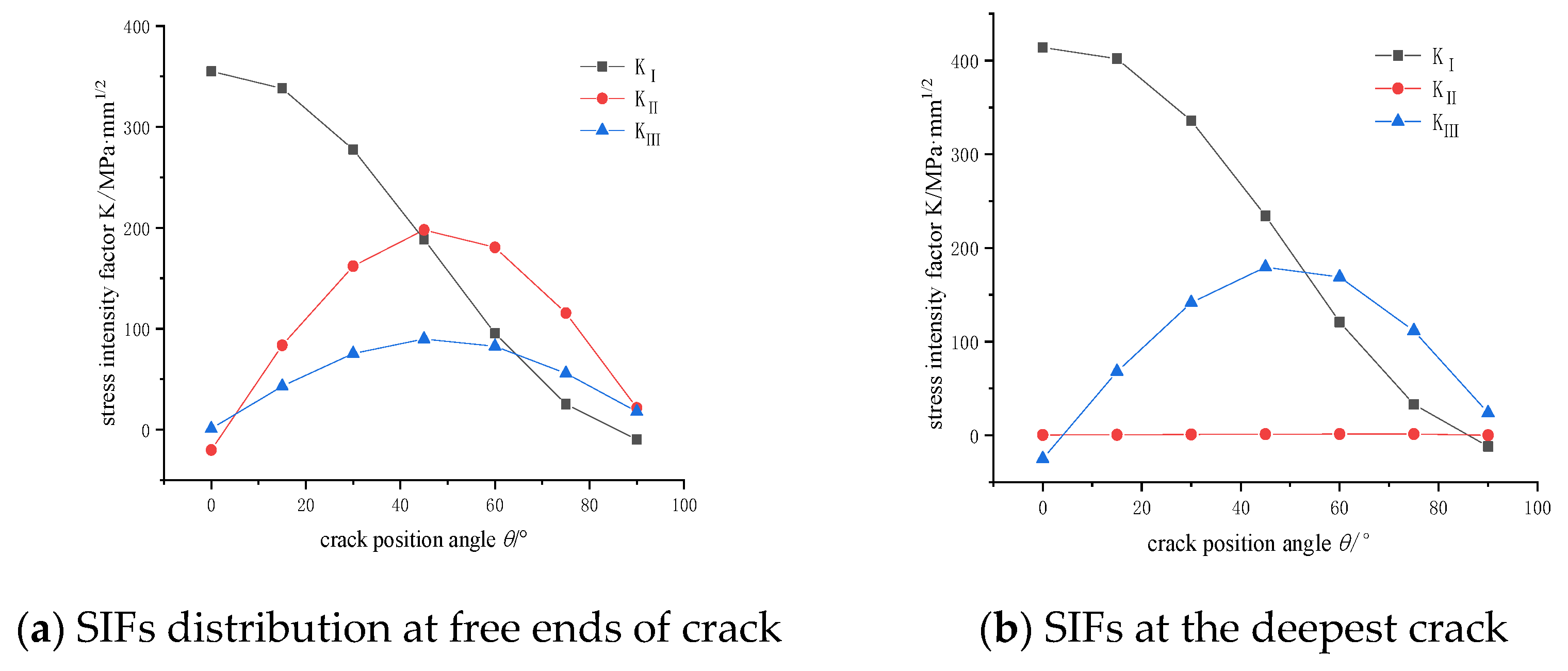
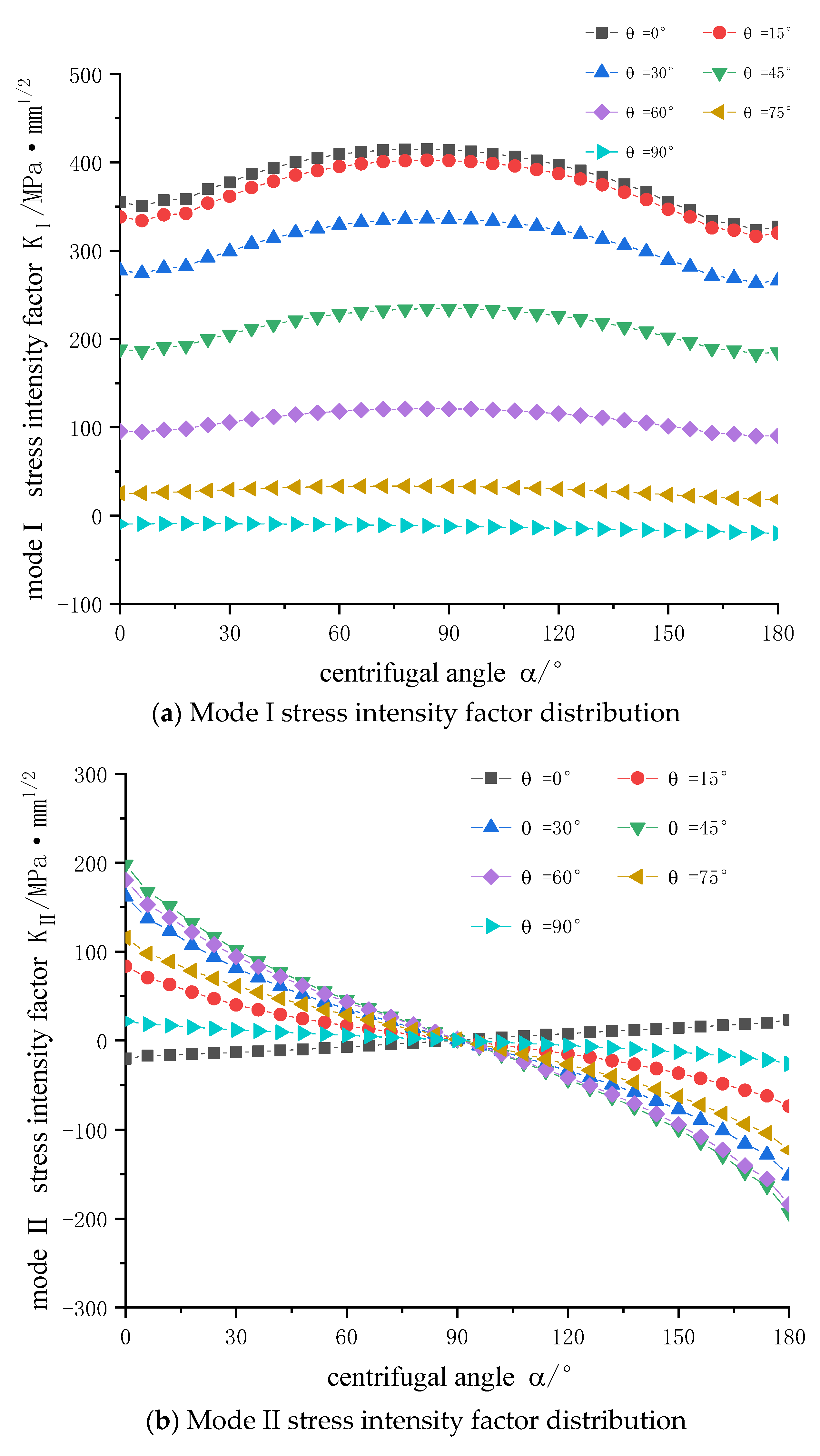
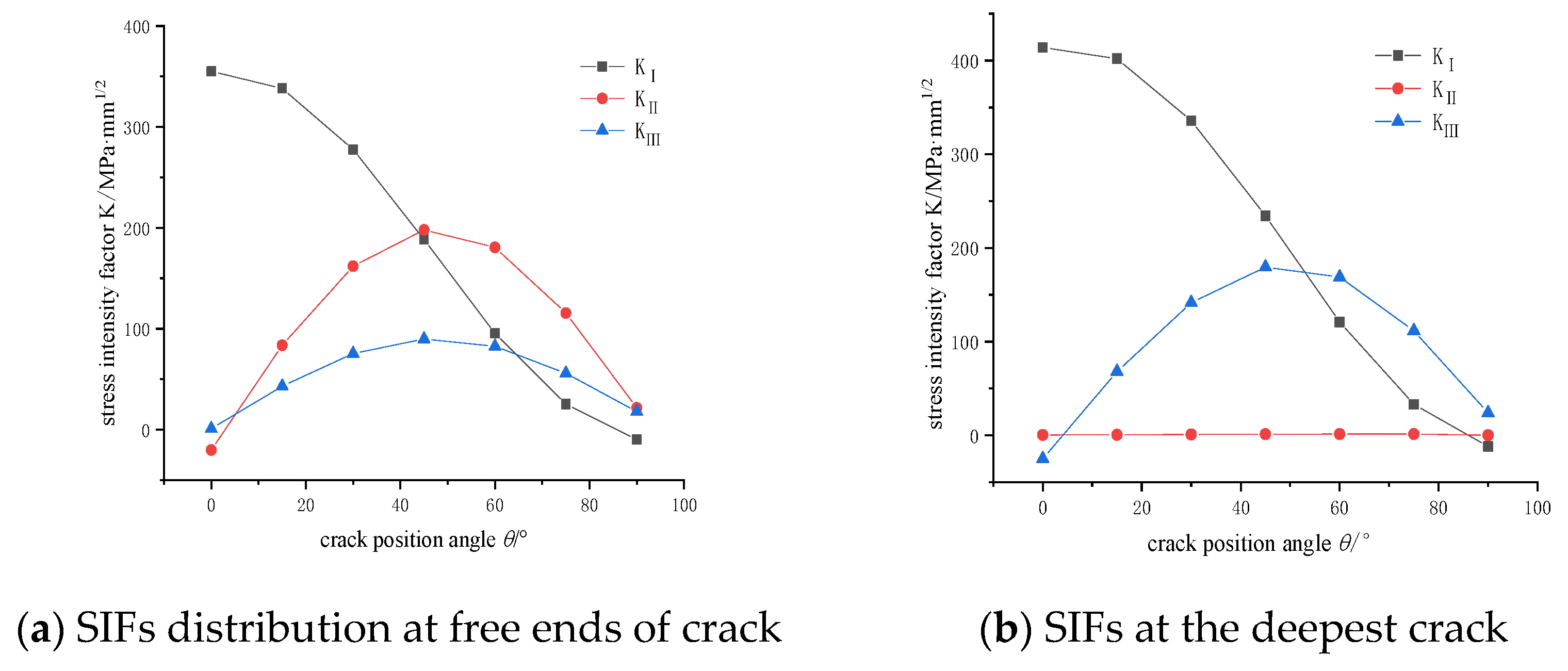
- The stress intensity factors of mode I are basically distributed symmetrically. With the increase of θ angle, the value of stress intensity factors decreases, and tends to be flat near 90°. When θ = 0°, the value of stress intensity factor reaches the maximum 414.87 MPa·mm1/2. When θ = 90°, the value of stress intensity factor is negative. The stress intensity factors of mode I only exists when it is open. When KI < 0, it has no significance.
- (2)
- The stress intensity factors of mode Ⅱ are basically central-symmetric with θ = 90°, the value decreases from left to right, and the overall value increases first and then decreases with θ angle. When θ = 45°, the maximum value is 197.88 MPa·mm1/2.
- (3)
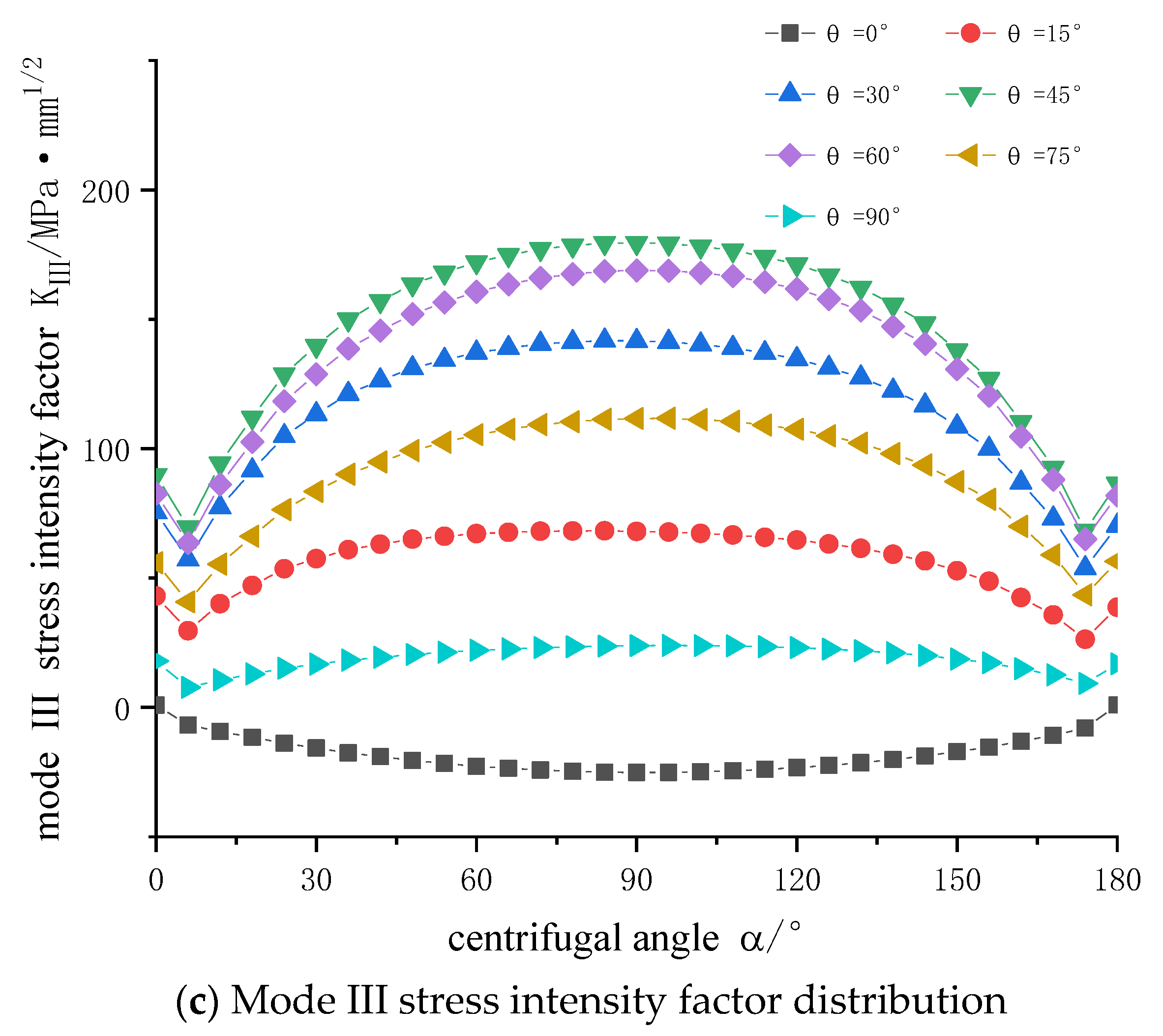
- The stress intensity factors of mode Ⅲ are basically symmetrical. The absolute values of the stress intensity factors increase first, and then decrease, with the increase of θ angle. Except for θ = 0° all the stress intensity factors are positive, indicating that the increase of θ angle changes the tearing direction, and the maximum value is 179.49 MPa·mm1/2 at θ = 45°.
3.2. Crack Propagation Law with Different Shape Ratio
- (1)
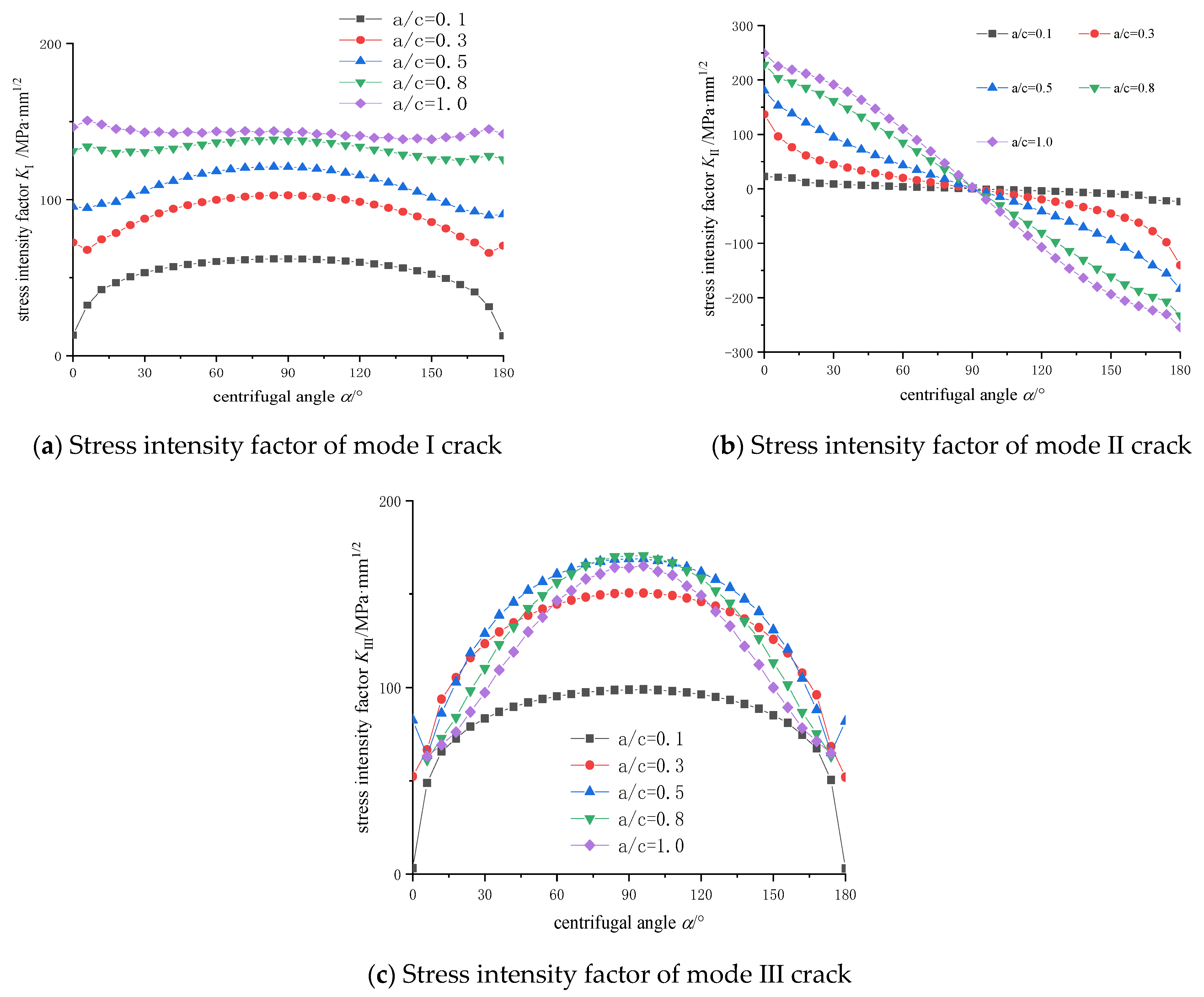
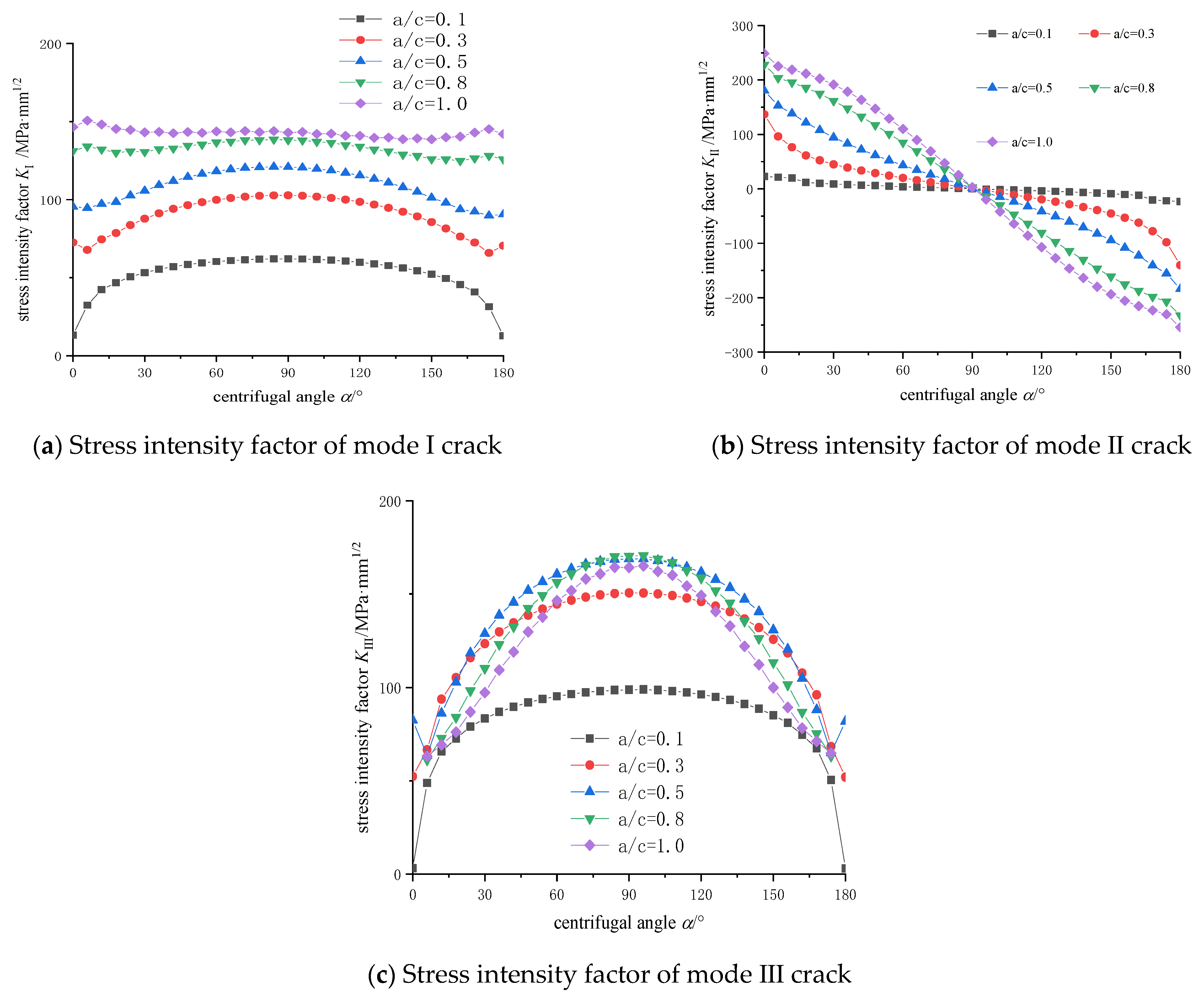
- The stress intensity factors of mode I crack are basically symmetrical, and range from 50 to 150 MPa·mm1/2. With the increase of the crack shape ratio, the values of stress intensity factors increase gradually. When the crack is very shallow, the main propagation is depth growth, the length growth is secondary; when the crack approaches circular (a/c = 1.0), the stress intensity factor of crack is basically linear.
- (2)
- The stress intensity factors of mode Ⅱ crack are basically 90° center symmetry, indicating that the direction of crack slip has changed. As the shape ratio increases, the values of the stress intensity factor increase gradually. It shows that the closer to the circle, the faster the expansion speed.
- (3)
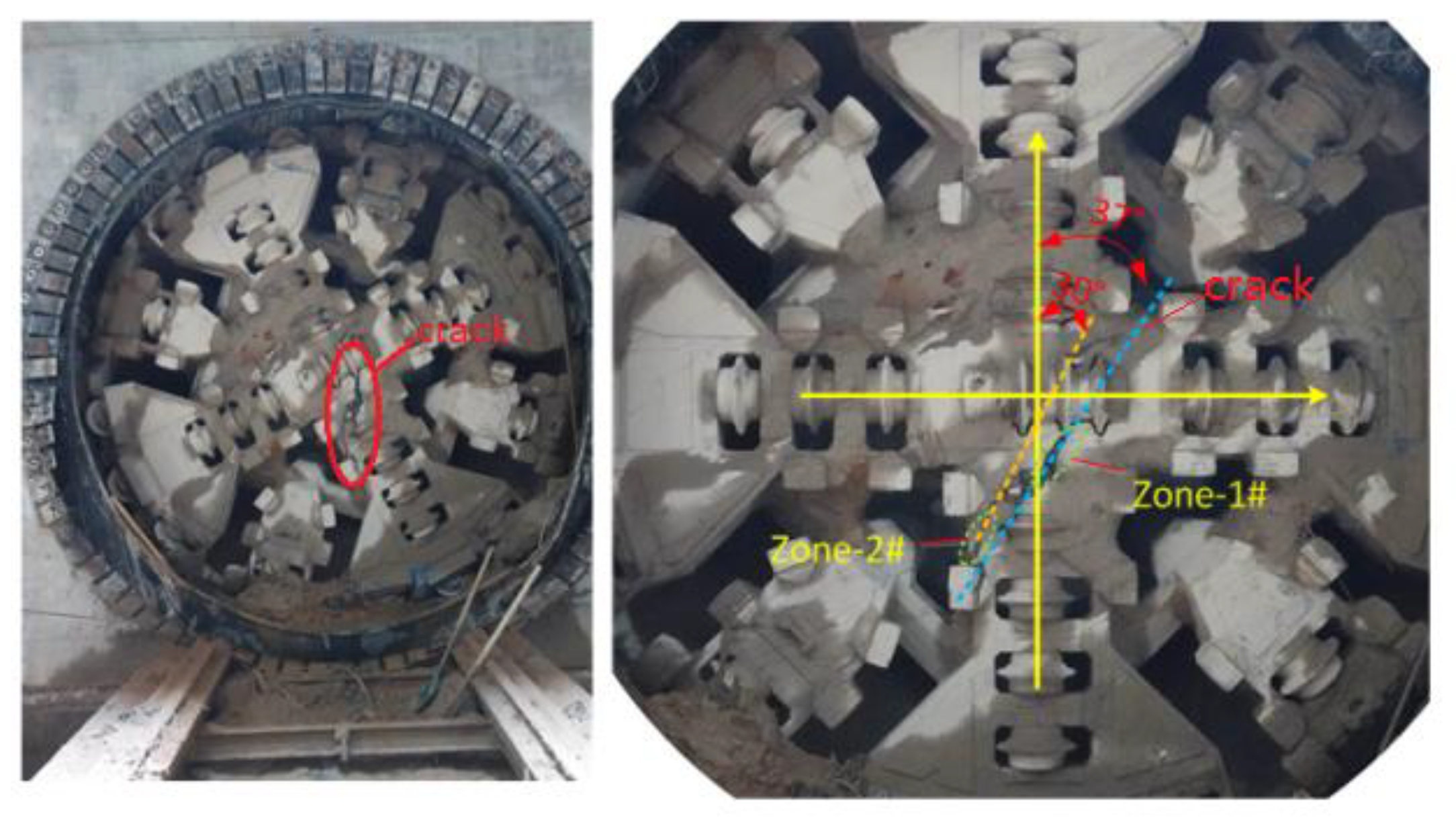
- The stress intensity factors of mode III crack are symmetrical, increase firstly and then decrease. Except for the narrow crack of a/c = 0.1, the other crack stress intensity factors are close to each other, and the maximum value is near 150 MPa·mm1/2. When a/c = 0.8 and 1.0, the free ends of the crack appear singular, and the endpoint singular values are discarded. The crack-growth path is generally controlled and affected by many factors, which is one of the key research directions in the next stage. This paper offers some preliminary discussions. For example, at the zone #1, the cracks are mainly mode I cracks, so the overall crack-growth trend is linear, but the local path twists and turns under the control of mode II and mode III stress intensity factors, due to the structure and load. However, according to the law of crack propagation path, the corresponding crack arrest structure design can be carried out to prolong the structural life.
4. Crack Propagation Life of Cutterhead
4.1. Initial Crack Size Determination
4.2. Criterion of Crack Damage Depth Tolerance
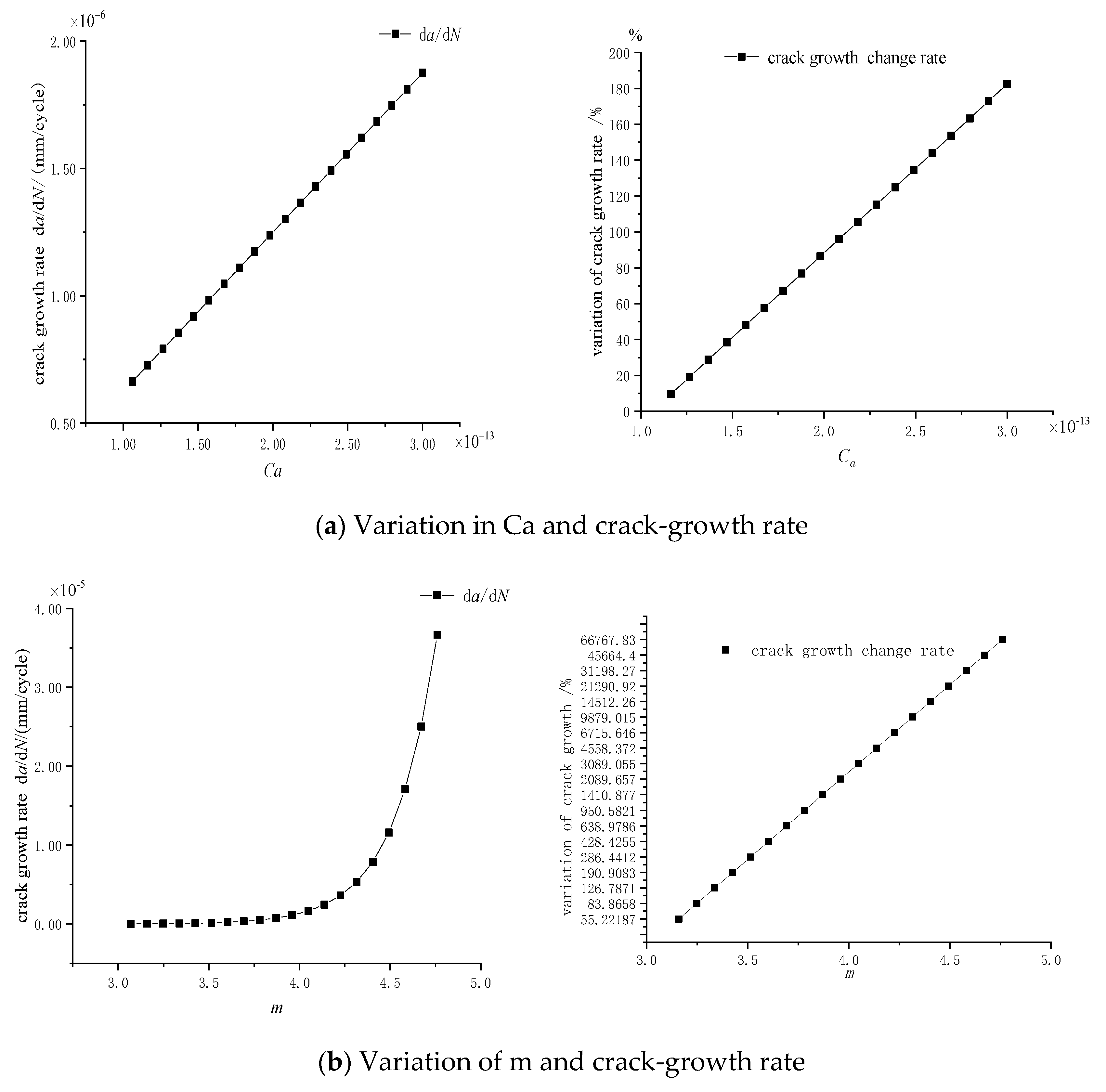
4.3. Analysis of Fatigue Crack-Growth Rate Parameters
4.4. Prediction Model of Crack Propagation Life
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ling, J.X.; Sun, W.; Huo, J.Z.; Guo, L. Study of TBM cutterhead fatigue crack propagation life based on multi-degree of freedom coupling system dynamics. Comput. Ind. Eng. 2015, 83, 1–14. [Google Scholar] [CrossRef]
- Sun, W.; Zhu, Y.; Huo, J.Z.; Chen, X.H. Multiple cracks failure rule for TBM cutterhead based on three-dimensional crack propagation calculation. Eng. Fail. Anal. 2018, 93, 224–240. [Google Scholar] [CrossRef]
- Sun, W.; Ling, J.; Huo, J.; Guo, L.; Song, X. Study of TBM cutterhead fatigue damage mechanisms based on a segmented comprehensive failure criterion. Eng. Fail. Anal. 2015, 58, 64–82. [Google Scholar] [CrossRef]
- Lu, Z.Z.; Liu, Y.M. Small time scale fatigue crack growth analysis. Int. J. Fatigue 2010, 32, 1306–1321. [Google Scholar] [CrossRef]
- Huo, J.; Zhang, Z.; Meng, Z.; Xue, L.; Jia, G.; Chen, J. A Time-Integral Crack Propagation Model Considering Thickness Effect. IEEE Access 2019, 7, 41078–41089. [Google Scholar] [CrossRef]
- Ye, Z.; Xang, X. The research of TBM cutterhead crack propagation rate model during full stage. Eng. Fail. Anal. 2020, 118, 104806. [Google Scholar] [CrossRef]
- Dicecco, S.; Altenhof, W.; Hu, H.; Banting, R. High-Cycle Fatigue of High-Strength Low Alloy Steel Q345 Subjected to Immersion Corrosion for Mining Wheel Applications. J. Mater. Eng. Perform. 2017, 26, 1758–1768. [Google Scholar] [CrossRef]
- Dong, Q.; Yang, P.; Xu, G.; Deng, J. Mechanisms and modeling of low cycle fatigue crack propagation in a pressure vessel steel Q345. Int. J. Fatigue 2016, 89, 2–10. [Google Scholar] [CrossRef]
- Zong, L.; Shi, G.; Wang, Y.Q. Experimental investigation on fatigue crack behavior of bridge steel Q345qD base metal and butt weld. Mater. Des. 2015, 66, 196–208. [Google Scholar] [CrossRef]
- Paris, P.; Erdogan, F. Reviews of A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–534. [Google Scholar] [CrossRef]
- Beden, S.M.; Abdullah, S.; Ariffin, A.K.; Al-Asady, N.A. Fatigue crack growth simulation of aluminium alloy under spectrum loadings. Mater. Des. 2010, 31, 3449–3456. [Google Scholar] [CrossRef]
- Forman, R.G. Study of fatigue crack initiation from flags using fracture mechanics theory. Eng. Fract. Mech. 1972, 4, 333–345. [Google Scholar] [CrossRef]
- Neumann, P. New experiments concerning the slip processes at propagating fatigue cracks-Ⅰ. Acta Met. 1974, 8, 1155–1165. [Google Scholar] [CrossRef]
- Beretta, S.; Carboni, M.; Cantini, S.; Ghidini, A. Application of fatigue crack growth algorithms to railway axles and comparison of two steel grades. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2004, 218, 317–326. [Google Scholar] [CrossRef]
- Zerbst, U.; Madia, M.; Beier, H.T. Fatigue strength and life determination of weldments based on fracture mechanics. Procedia Struct. Integr. 2017, 7, 407–414. [Google Scholar] [CrossRef]
- Yu, F.; Fang, Y.; Guo, S.; Bai, R.; Yin, L.; Mansouri, I. A Simple Model for Maximum Diagonal Crack Width Estimation of Shear-Strengthened Pre-damaged Beams with CFRP Strips. J. Build. Eng. 2021, 41, 102716. [Google Scholar] [CrossRef]
- Tanaka, Y.; Okazaki, S.; Ogawa, Y.; Endo, M.; Matsunaga, H. Fatigue limit of Ni-based superalloy 718 relative to the shear-mode crack-growth threshold: A quantitative evaluation considering the influence of crack-opening and -closing stresses-ScienceDirect. Int. J. Fatigue 2021, 148, 106228. [Google Scholar] [CrossRef]
- Haigen, J.; Yedong, W.; Xiaomei, Y.; Kemou, X. Microstructure and fatigue crack growth behavior in welding joint of Al-Mg alloy. Eng. Failure Anal. 2020, 120, 105034. [Google Scholar] [CrossRef]
- Li, Y.D. Theory and Applied Fracture Mechanics; Weapons Industry Press: Beijing, China, 2005. (In Chinese) [Google Scholar]
- Lin, X.B.; Smith, R.A. Finite element modelling of fatigue crack growth of surface cracked plates Part II: Crack shape change. Eng. Fract. Mech. 1999, 63, 523–540. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Technical Parameters of Cutterhead | |
|---|---|
| Excavation diameter/mm | Φ 6280 |
| Cutterhead material | Q 345 D |
| Total weight/t | About 75 |
| Number of 17-inch single-edged cutters diameter d0/mm | 30/Φ 432 |
| Number of 19-inch double-edged cutters diameter d1/mm | 2/Φ 483 |
| Scraper | 40 |
| Serial Number | Performance Index | Numerical Value |
|---|---|---|
| 1 | Density | 7850 kg/m3 |
| 2 | Elastic modulus | 210 GPa |
| 3 | Poisson’s ratio | 0.3 |
| 4 | Yield strength fy | 345 MPa |
| 5 | Ultimate tensile strength fu | 500 MPa |
| 6 | Breaking threshold ΔKth | 201.12 MPa·mm1/2 |
| 7 | Fracture toughness KⅠC | 6270.8 MPa·mm1/2 |
| 8 | Thermal conductivity | 48 W/m·K |
| 9 | Coefficient of linear expansion | 1.2 × 10−5 |
| 10 | Mass heat capacity | 480 J·m−1·K−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhang, Z.; Liu, C.; Su, K.; Guo, J. Numerical Failure Analysis and Fatigue Life Prediction of Shield Machine Cutterhead. Materials 2021, 14, 4822. https://doi.org/10.3390/ma14174822
Li J, Zhang Z, Liu C, Su K, Guo J. Numerical Failure Analysis and Fatigue Life Prediction of Shield Machine Cutterhead. Materials. 2021; 14(17):4822. https://doi.org/10.3390/ma14174822
Chicago/Turabian StyleLi, Jie, Zengqiang Zhang, Chuang Liu, Kang Su, and Jingbo Guo. 2021. "Numerical Failure Analysis and Fatigue Life Prediction of Shield Machine Cutterhead" Materials 14, no. 17: 4822. https://doi.org/10.3390/ma14174822
APA StyleLi, J., Zhang, Z., Liu, C., Su, K., & Guo, J. (2021). Numerical Failure Analysis and Fatigue Life Prediction of Shield Machine Cutterhead. Materials, 14(17), 4822. https://doi.org/10.3390/ma14174822