
Analysis of Microstructure and Mechanical Properties of AlSi11 after Chip Recycling, Co-Extrusion, and Arc Welding



Abstract
1. Introduction
2. Experimental Methodology
2.1. Materials for Tests
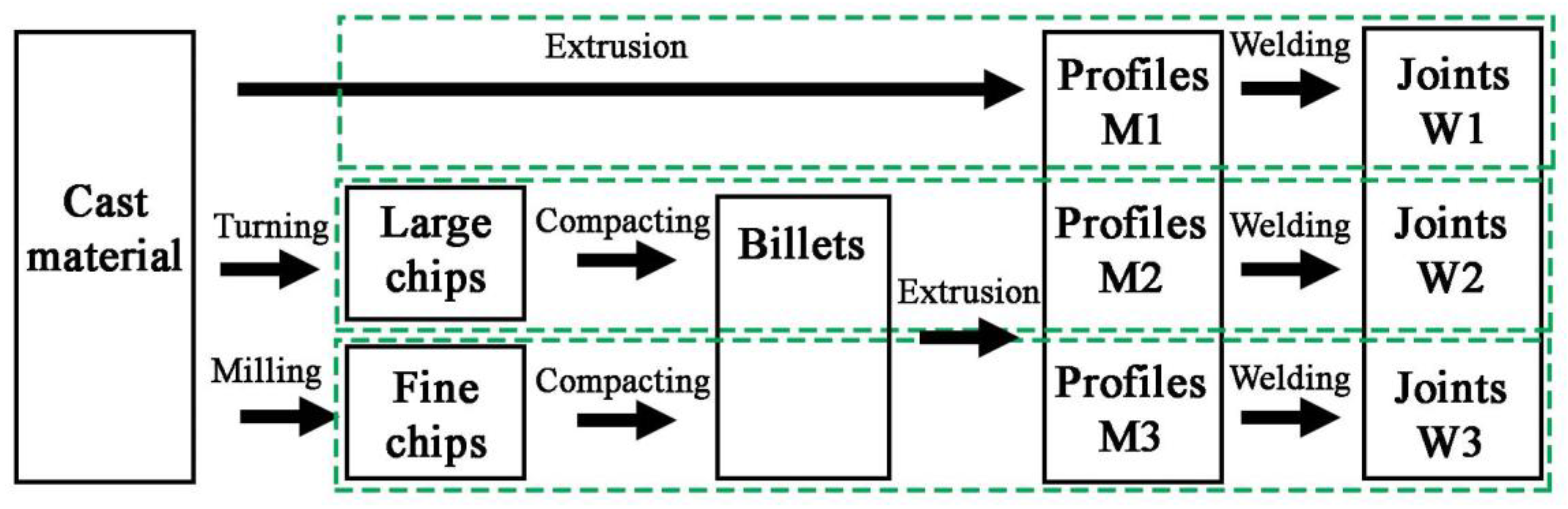
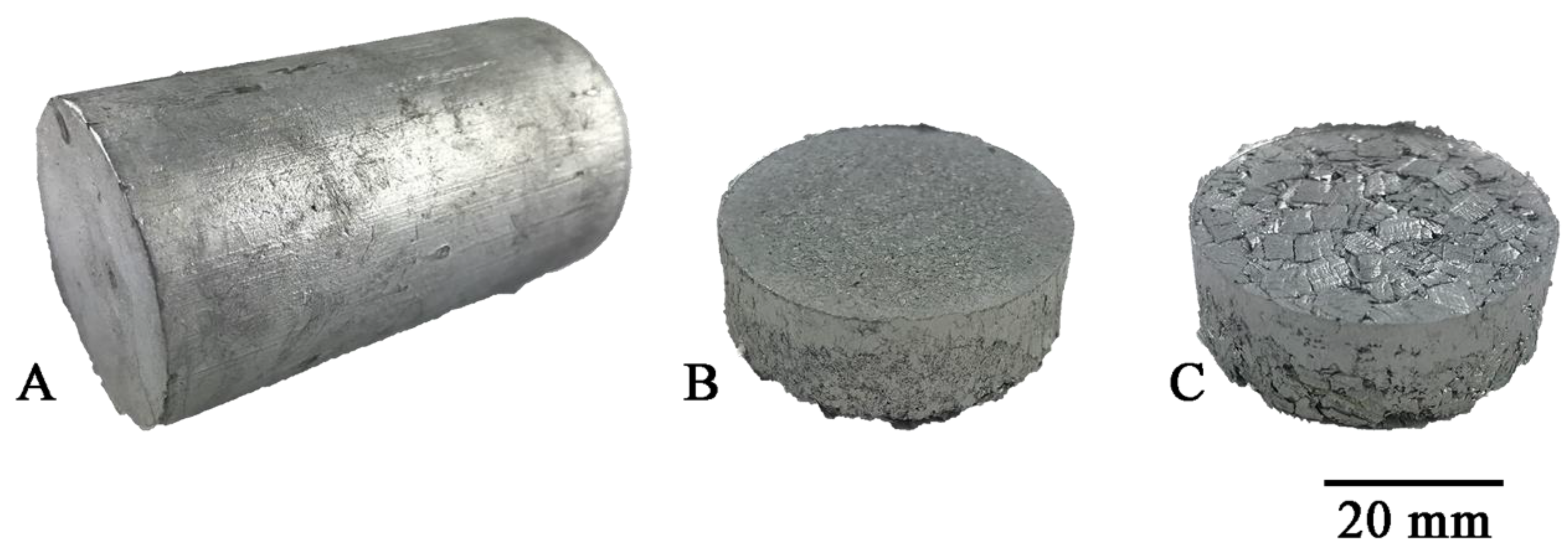
2.2. Bars and Joints Preparation
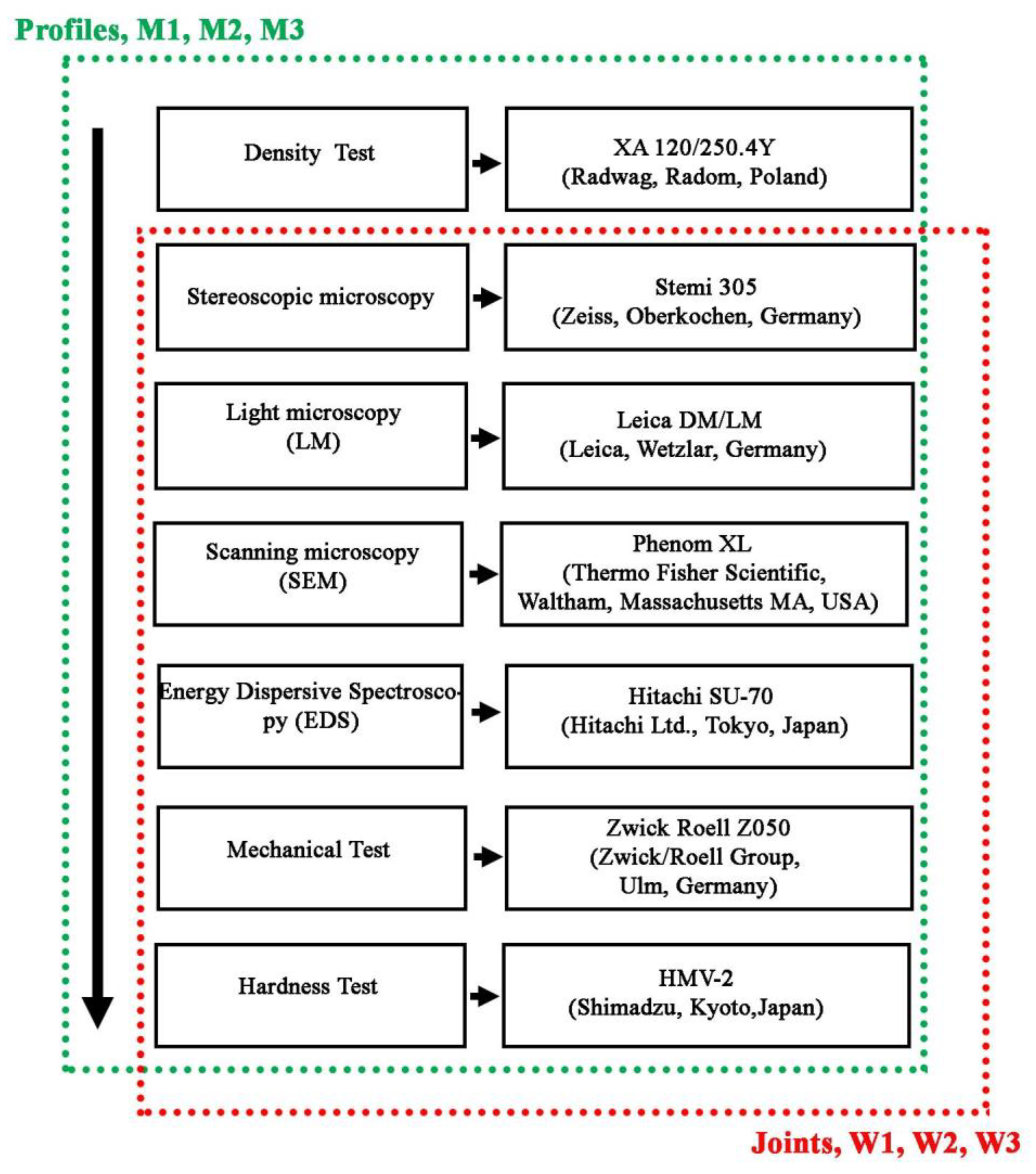
2.3. Research Scope
3. Test Results
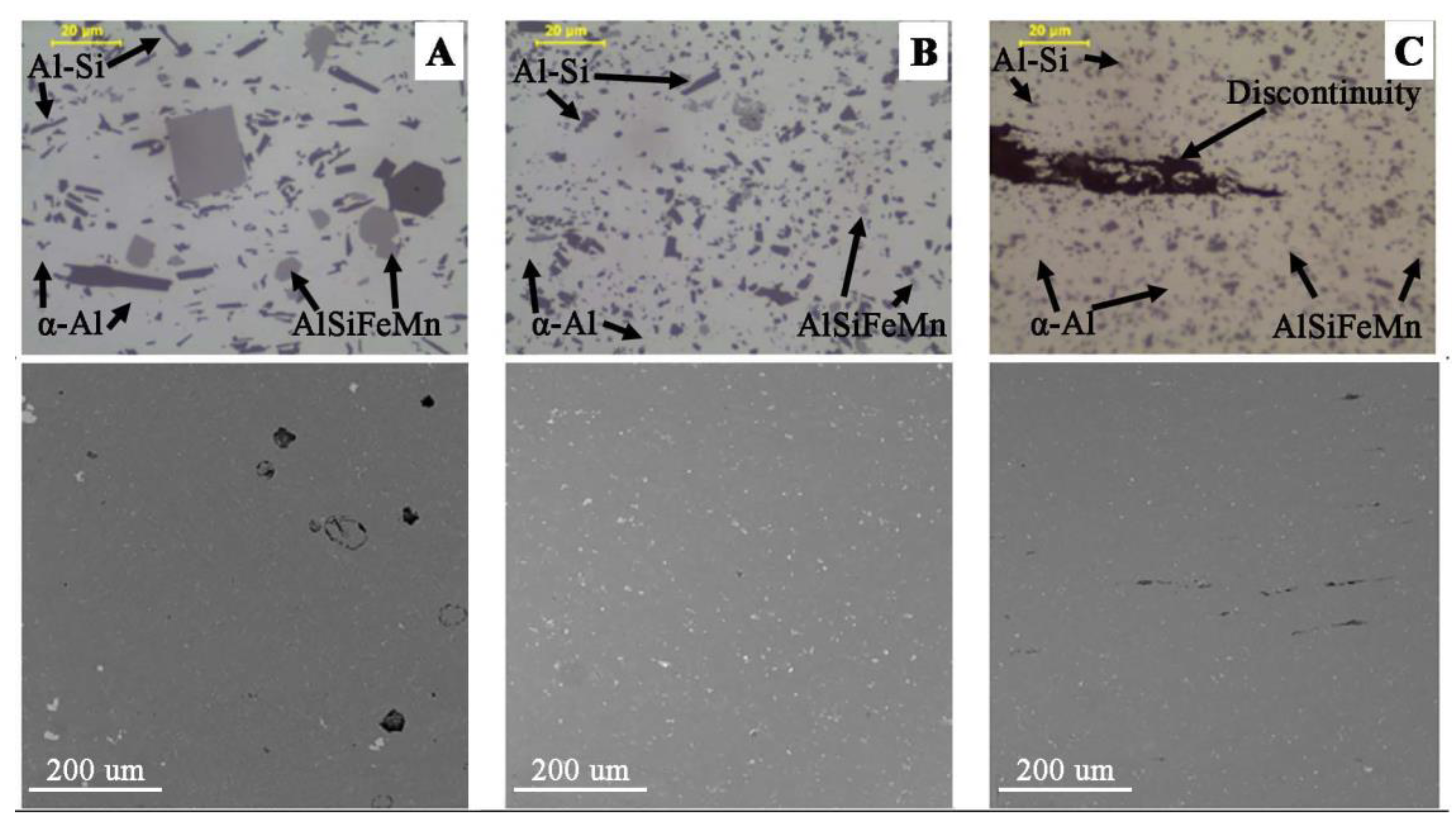
3.1. Base Material-Extruded Profiles
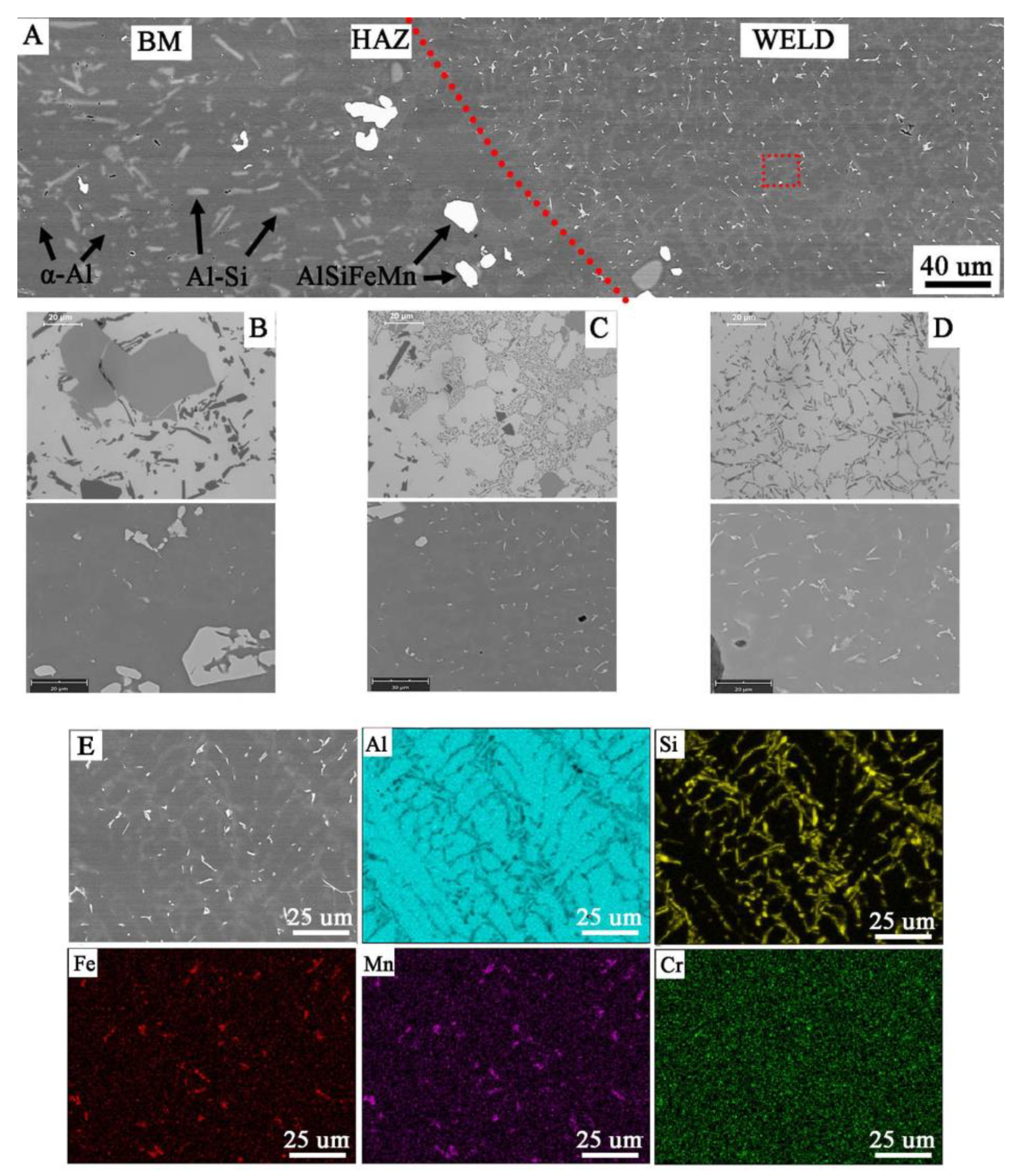
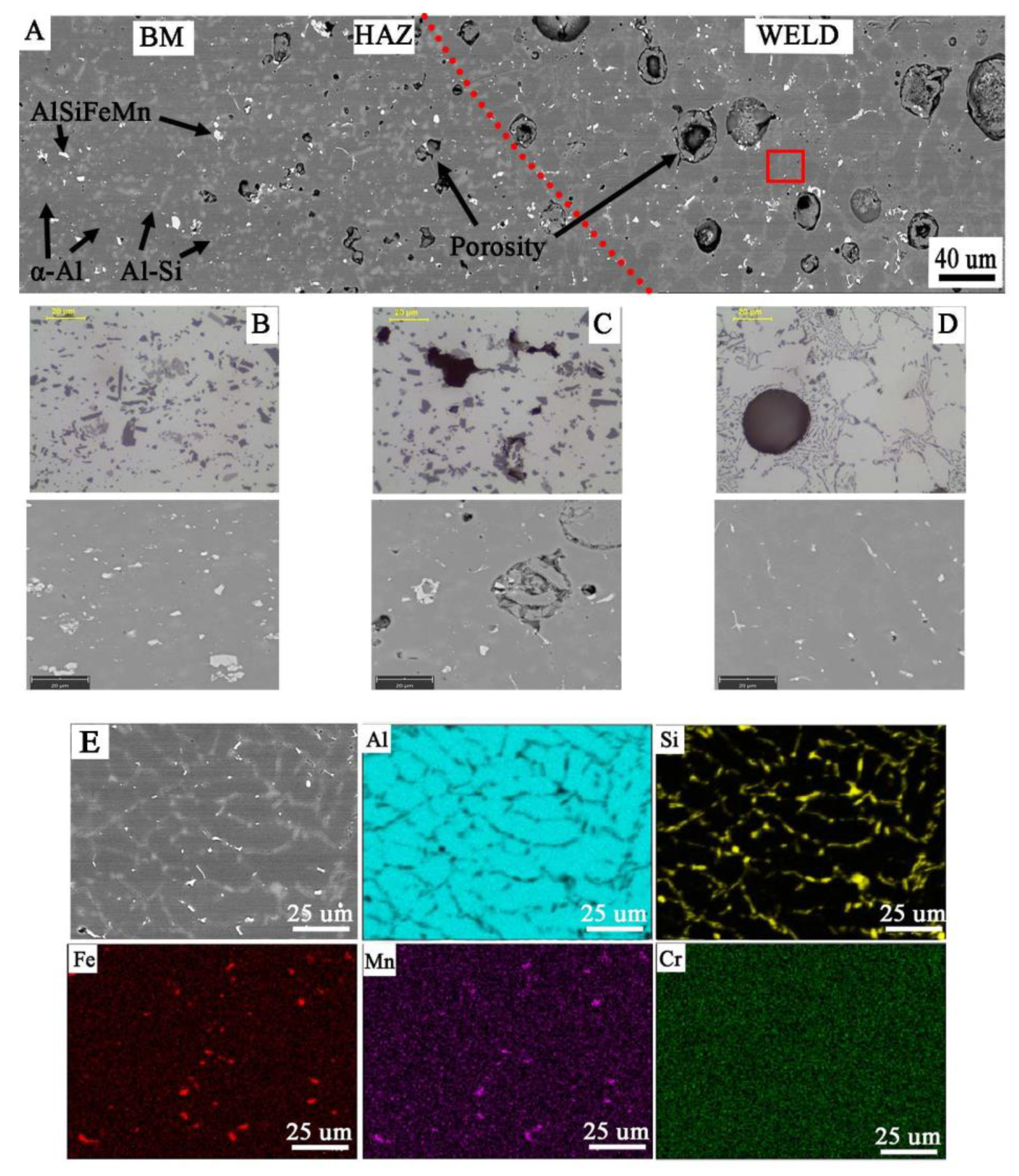
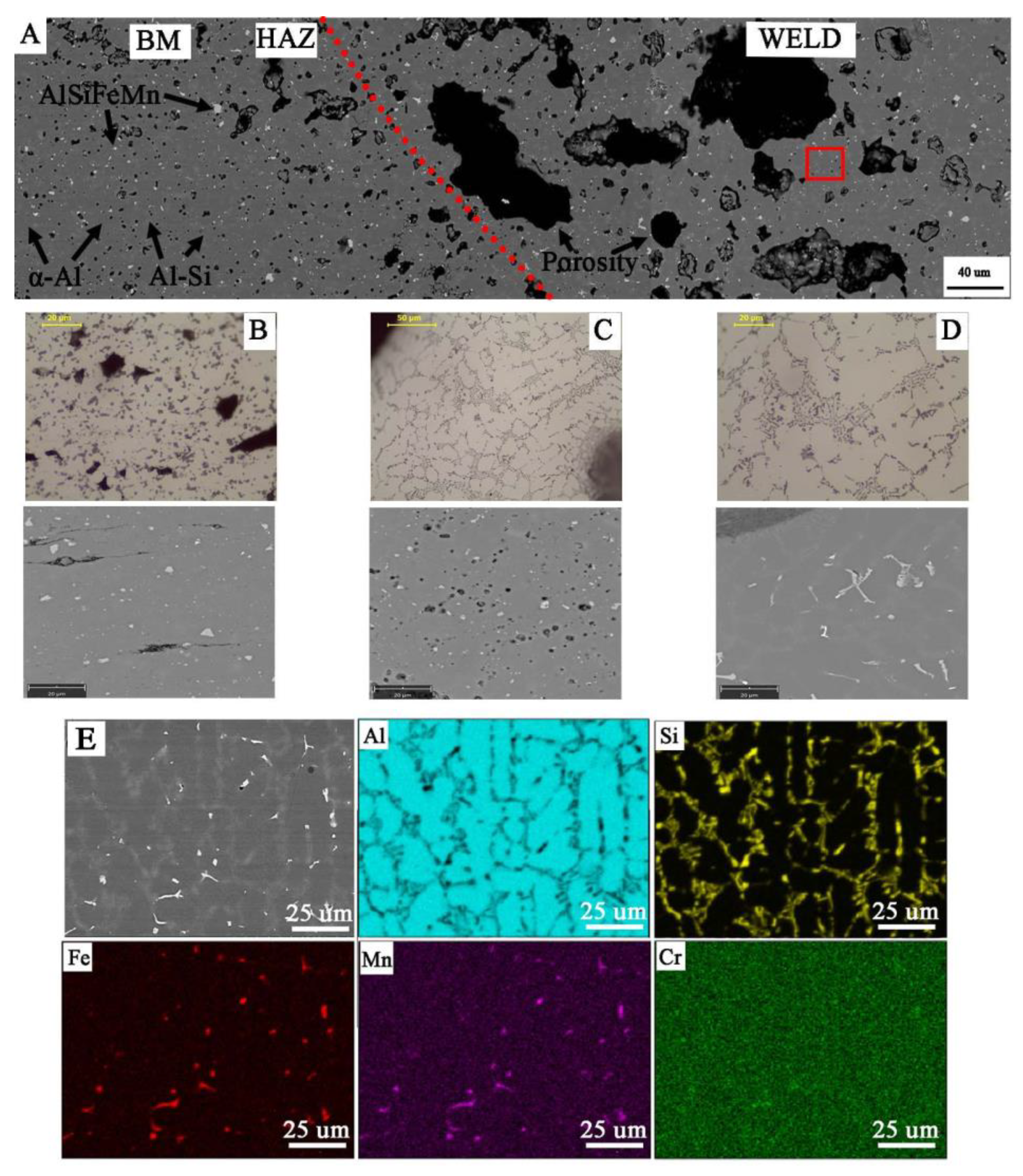
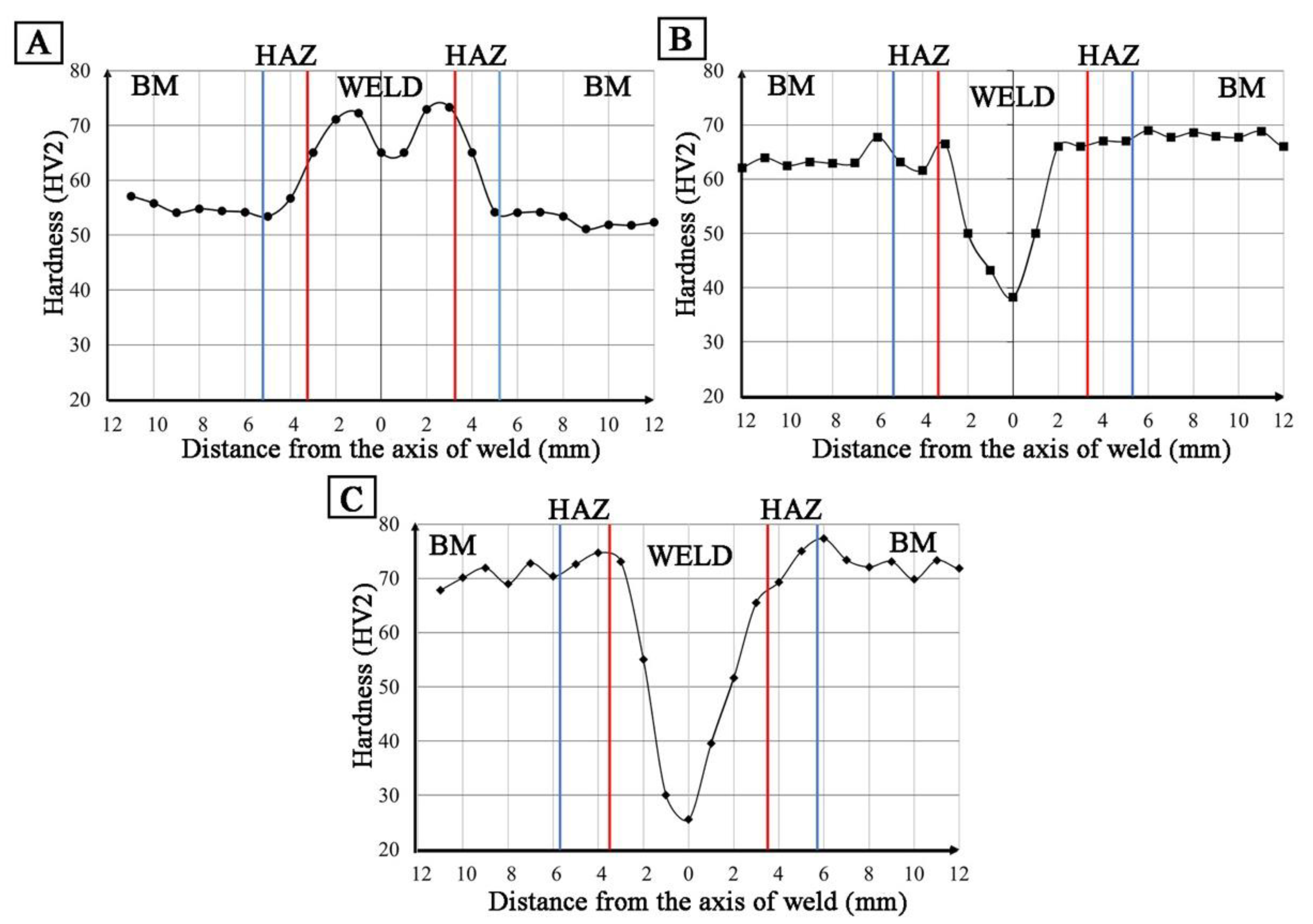
3.2. Welded Joints
3.3. Results Discussion
4. Conclusions
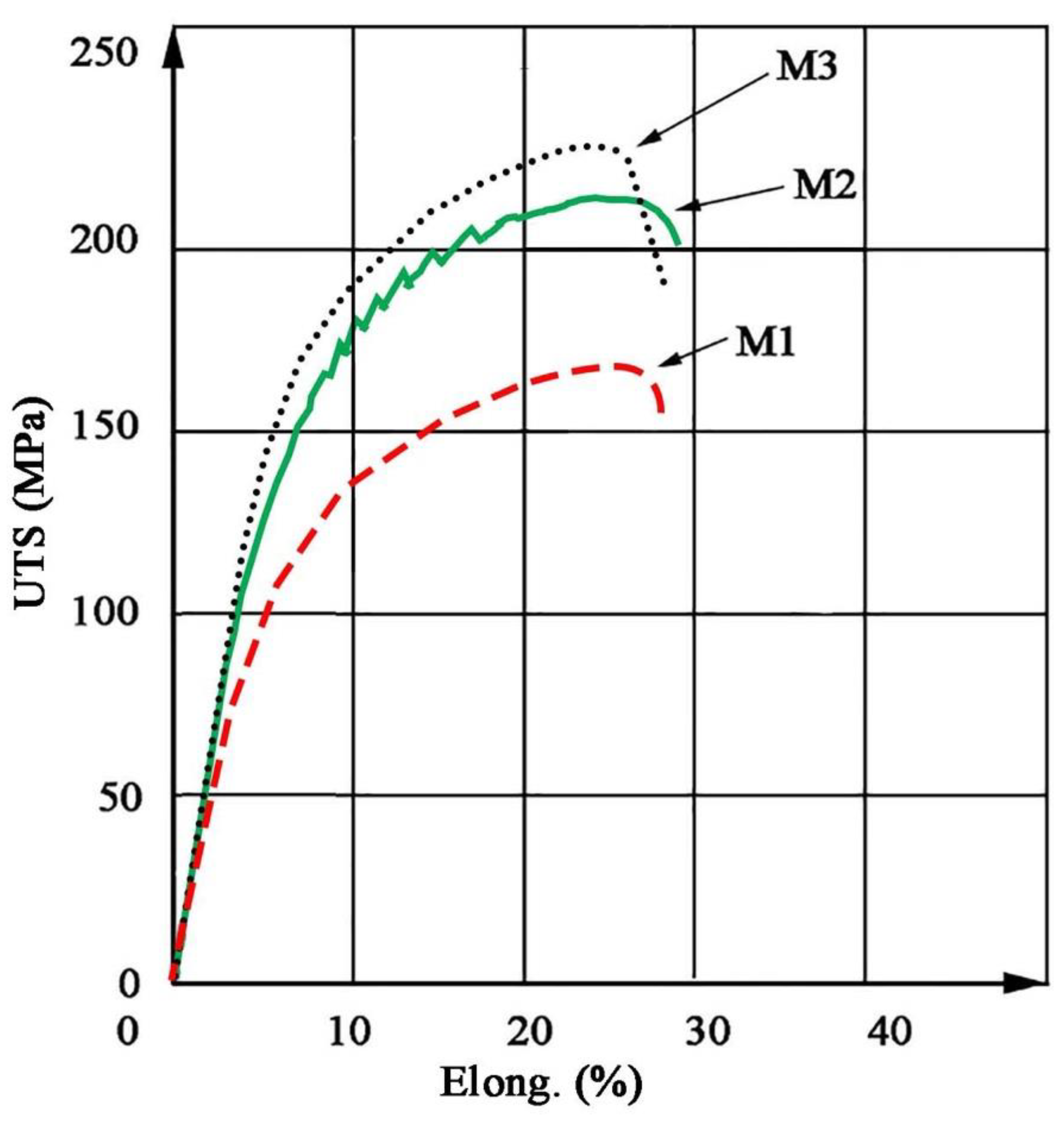
- The size of the chips used in the recycling process affects the mechanical properties of the materials after co-extrusion, where more favorable properties are obtained for thick chips (UTS upto.224 MPa);
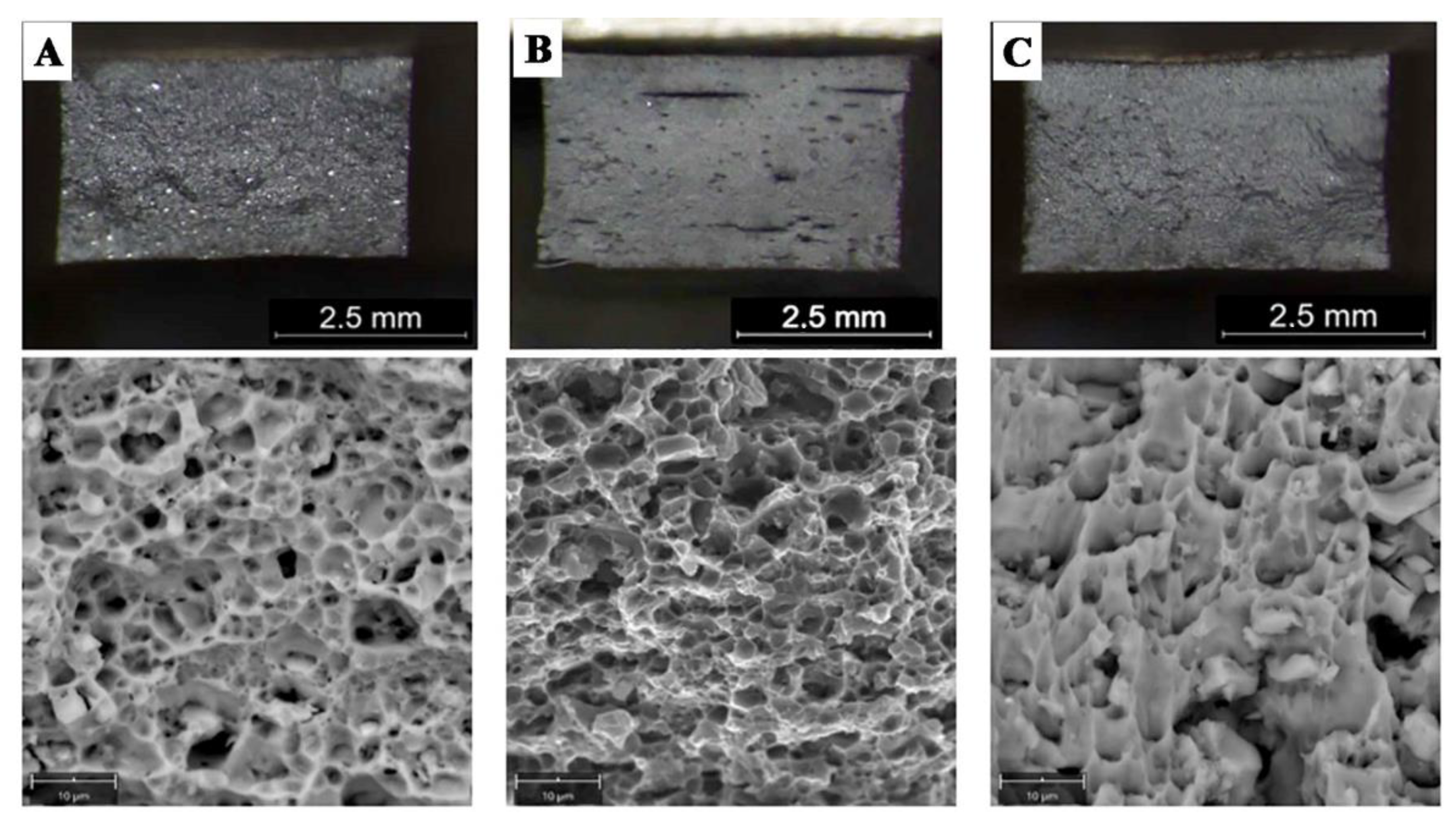
- Chip size affects the porosity of welded joints, where lower porosity (27%) is obtained for thick chips, while the distribution of pores (gas voids) in the cross-section is uneven, and greater (60%) for fine chips, which results in less favorable mechanical properties (UTS 20 MPa, YS 15 MPa).
- The type of chips used did not affect the structure of the weld and the character of the fracture, and the increase in porosity was reflected in the height of the excess weld metal;
- The tests performed revealed the possibility of obtaining metallic continuity of the AlSi11 alloy, the equally low quality of the obtained joints indicates that joining tests should be performed using other welding methods with a limited amount of heat input into the material, i.e., friction stir welding (FSW).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| RS | Rapid Solidification |
| FAST | Field Assisted Sintering Technology |
| CECBP | Cyclic Extrusion Compression Back Pressure |
| FSC | Friction Stir Consolidation |
| FSW | Friction Stir Welding |
| EDS | Energy Dispersive Spectroscopy |
| SEM | Scanning Electron Microscopy |
| BM | base material |
| HAZ | heat-affected zone |
| HB | Hardness Brinell |
| HV | Hardness Vickers |
| UTS | Ultimate Tensile Strength, MPa |
| YS | Yield Stress, MPa |
| A | Elongation, % |
References
- Bulei, C.; Kiss, I.; Alexa, V. Development of metal matrix composites using recycled secondary raw materials from aluminium wastes. Mater. Today Proc. 2020, 1–7. [Google Scholar] [CrossRef]
- Schwarz, H. Produkcja i energia aluminium. Encykl. Energy 2004, 1, 81–95. [Google Scholar]
- Grimaud, G.; Perry, N.; Laratte, B. Aluminium cables recycling process: Environmental impacts identification and reduction. Resour. Conserv. Recycl. 2018, 135, 150–162. [Google Scholar] [CrossRef]
- Mathisena, A.; Sørensena, H.; Eldrupa, N.; Skagestada, R.; Melaaenb, M.; Müller, G.I. Cost optimised CO2 capture from aluminium production. Energy Procedia 2014, 51, 184–190. [Google Scholar] [CrossRef]
- Sverdrup, H.U.; Ragnarsdottir, K.V.; Koca, D. Aluminium for the future: Modelling the global production, market supply, demand, price and long term development of the global reserves. Resour. Conserv. Recycl. 2015, 103, 139–154. [Google Scholar] [CrossRef]
- Xiao, Y.; Reuter, M.A. Recycling of distributed aluminium turning scrap. Miner. Eng. 2002, 15, 963–970. [Google Scholar] [CrossRef]
- Gaustad, G.; Olivetti, E.; Kirchain, R. Improving aluminum recycling: A survey of sorting and impurity removal technologies. Resour. Conserv. Recycl. 2012, 58, 79–87. [Google Scholar] [CrossRef]
- Capuzzi, S.; Timelli, G. Preparation and melting of scrap in aluminum recycling: A review. Metals 2018, 8, 249. [Google Scholar] [CrossRef]
- Liu, G.; Müller, D.B. Addressing sustainability in the aluminium industry: A critical review of life cycle assessments. J. Clean. 2012, 35, 108–117. [Google Scholar] [CrossRef]
- Gronostajski, J.Z.; Matuszak, A. The recycling of metals by plastic deformation: An example of recycling of aluminum and its alloys chips. J. Mater. Process. Technol. 1999, 92, 35–41. [Google Scholar] [CrossRef]
- Dybiec, H. Plastic consolidation of metallic powders. Arch. Metall. Mater. 2007, 52, 161–170. [Google Scholar]
- Włoch, G.; Skrzekut, T.; Sobota, J.; Woźnicki, A.; Cisoń, J. The structure and mechanical properties of plastically consolidated Al-Ni alloy. Key Eng. Mater. 2016, 682, 245–251. [Google Scholar] [CrossRef]
- Skrzekut, T.; Blaz, L. Examination of Aluminum Matrix Composites Obtained by Powder Metalurgy and Strenghtened by AgO and CeO2 Particles. In Proceedings of the METAL 2018—27th International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2018; pp. 1722–1728. [Google Scholar]
- Skrzekut, T.; Kula, A.; Blaz, L. Effect of Annealing Temperature on the Structure of Mechanically Alloyed Al-AgO Composite. In Proceedings of the METAL 2015: 24th International Conference on Metallurgy and Materials, Brno, Czech Republic, 3–5 June 2015; pp. 1639–1643. [Google Scholar]
- Blaz, L.; Sugamata, M.; Kula, A.; Wloch, G.; Sobota, J. Mechanical consolidation of rapidly solidified Meso 20 alloy flakes—Structure and mechanical properties. J. Alloys Compd. 2012, 520, 105–113. [Google Scholar] [CrossRef]
- Gronostajski, J.Z.; Kaczmar, J.W.; Marciniak, H.; Matuszak, A. Direct recycling of aluminium chips into extruded products. J. Mater. Proc. Technol. 1997, 64, 149–156. [Google Scholar] [CrossRef]
- Misiolek, W.; Haase, M.; Khalifa, N.B.; Tekkaya, A.E.; Kleiner, M. High quality extrudates from aluminum chips by new billet compaction and deformation routes. CIRP Annals 2012, 61, 239–242. [Google Scholar] [CrossRef]
- Wzorek, Ł.; Wolniak, R.; Łyp-Wrońska, K.; Wiewióra, M.; Noga, P.; Wzorek, A. Analysis of product quality in the process of plastic consolidation of fragmented fractions of the AK11 alloy. Arch. Metall. Mater. 2018, 63, 667–672. [Google Scholar]
- Koch, A.; Bonhage, M.; Teschke, M.; Lucker, L.; Behrens, B.A.; Walther, F. Electrical resistance-based fatigue assessment and capability prediction of extrudates from recycled field-assisted sintered EN AW-6082 aluminium chips. Mater. Charact. 2020, 169, 110644. [Google Scholar] [CrossRef]
- Mehtedi, M.E.; Forcellese, A.; Mancia, T.; Simoncini, M.; Spigarelli, S. A new sustainable direct solid state recycling of AA1090 aluminum alloy chips by means of friction stir back extrusion process. Procedia CIRP 2019, 79, 638–643. [Google Scholar] [CrossRef]
- Kadir, M.I.A.; Sukri, M.; Noradila, M.; Latif, A.; Mahdi, A.S. Microstructural analysis and mechanical properties of direct recycling aluminium chips AA6061/Al powder fabricated by uniaxial cold compaction technique. Procedia Eng. 2017, 184, 687–694. [Google Scholar] [CrossRef]
- Shahrom, M.S.; Yusoff, A.R. Cyclic extrusion compression back pressure technique for hot forging process in direct recycling of aluminium 6061 machining chip. J. Manuf. Process. 2017, 29, 1–9. [Google Scholar] [CrossRef]
- Baffari, D.; Buffa, G.; Ingarao, G.; Masnata, A.; Fratini, L. Aluminium sheet metal scrap recycling through friction consolidation. Procedia Manuf. 2019, 29, 560–566. [Google Scholar] [CrossRef]
- Jordon, J.B.; Allison, P.G.; Phillips, B.J.; Avery, D.Z.; Kinser, R.P.; Brewer, L.N.; Cox, C.; Doherty, K. Direct recycling of machine chips through a novel solid-state additive manufacturing process. Mater. Design 2020, 193, 108850. [Google Scholar] [CrossRef]
- Li, B.; Teng, B.; Zhu, Z. Solid state recycling of Mg–Gd–Y–Zn–Zr alloy chips by spark plasma sintering. J. Magnes. Alloys 2020, 8, 1154–1165. [Google Scholar] [CrossRef]
- Mizerski, J. Spawanie, Wiadomości Podstawowe; REA: Warsaw, Poland, 2008. [Google Scholar]
- Pilarczyka, J. Poradnik Inżyniera. Spawalnictwo, tom 1; WNT: Warsaw, Poland, 2003. [Google Scholar]
- Zolotorevsky, V.; Belov, N.; Glazoff, M. Casting Aluminum Alloys; Elsevier Science: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Jarco, A. Improvement of plasticity of the AlSi11alloy due to soft annealing treatment. Prace Inst. Odlew. 2016, 3, 261–266. [Google Scholar]
- Mueller, M.G.; Fornabaio, M.; Zagar, G.; Mortensen, A. Microscopic strength of silicon particles in an aluminium-silicon alloy. Acta Mater. 2016, 105, 165–175. [Google Scholar] [CrossRef]
- CEN. EN 1706:2020—Aluminum and Aluminum Alloys—Castings—Chemical Composition and Mechanical Properties; European Committee of Standardization: Brussels, Belgium, 2020. [Google Scholar]
- Tokarski, T. Mechanical properties of solid-state recycled 4xxx aluminum alloy chips. J. Mater. Eng. Perform. 2016, 25, 3252–3259. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Wang, D.; Yin, J.; Zeng, X. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of AA6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Nowacki, J.; Sajek, A. Trends of joining composite AlSi-SiC foams. Adv. Mater. Sci. 2019, 19, 59. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; Rayes, M.M.E.; Soliman, M.S. Artificial intelligence monitoring of hardening methods and cutting conditions and their effects on surface roughness, performance, and finish turning costs of solid-state recycled aluminum alloy 6061 chips. Metals 2018, 8, 394. [Google Scholar] [CrossRef]
- Rayes, M.M.E.; Soliman, M.S.; Abbas, A.T.; Erdakov, I.N. Abdel-mawla, M. Effect of feed rate in FSW on the mechanical and microstructural properties of AA5754 joints. Adv. Mater. Sci. Eng. 2019, 1–12. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Zn | Ni | Ti |
|---|---|---|---|---|---|---|---|---|
| Required by EN 1706 for Base Metal | 10–11.8 | ≤0.19 | ≤0.05 | ≤ 0.1 | ≤0.45 | ≤0.07 | - | ≤0.15 |
| Ingot AlSi11 | 11.55 | 0.31 | 0.09 | 0.55 | 0.12 | 0.07 | 0.01 | - |
| Filler Metal AlSi12 | 11-13 | ≤0.6 | ≤0.3 | ≤0.15 | ≤0.1 | ≤0.2 | - | ≤0.15 |
| Properties | Ultimate Tensile Strength (UTS), MPa | Yield Stress (YS), (MPa) | Elongation (A), (%) | Hardness, (HB) | Density, (g/cm3) |
|---|---|---|---|---|---|
| Base Metal Acc. to EN 1706 | ≥150 (170) | ≥70 (80) | ≥6 (7) | ≥50 (45) | 2.65 |
| Filler Metal Acc. to Supplier | ≥130 | ≥60 | ≥5 |
| Sample | References Material | Large Chips | Fine Chips |
|---|---|---|---|
| Base Materials | M1 | M2 | M3 |
| Joints | W1 | W2 | W3 |
| Sample | Density, (g/cm3) |
|---|---|
| M1 | 2.668 |
| M2 | 2.667 |
| M3 | 2.662 |
| Sample | Hardness | St. Dev. |
|---|---|---|
| M1 | 55 | 1.77 |
| M2 | 65 | 1.87 |
| M3 | 74 | 2.51 |
| Sample | Ultimate Tensile Strength (UTS), (MPa) | Yield Stress (YS), (MPa) | Elongation (A), (%) |
|---|---|---|---|
| M1 | 167 | 120 | 18 |
| M2 | 212 | 155 | 16 |
| M3 | 224 | 160 | 12 |
| Sample | % of Porosity | Weld Cross-Section Area, (mm2) |
|---|---|---|
| W1 | 5.2 ± 0.3 | 21 |
| W2 | 27.0 ± 0.3 | 39 |
| W3 | 60.0 ± 0.3 | 50 |
| Sample | Ultimate Tensile Strength (UTS), (MPa) | Yield Stress (YS), (MPa) | Elongation (A), (%) |
|---|---|---|---|
| W1 | 173 | 130 | 6 |
| W2 | 60 | 40 | 3 |
| W3 | 20 | 15 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noga, P.; Tuz, L.; Żaba, K.; Zwoliński, A. Analysis of Microstructure and Mechanical Properties of AlSi11 after Chip Recycling, Co-Extrusion, and Arc Welding. Materials 2021, 14, 3124. https://doi.org/10.3390/ma14113124
Noga P, Tuz L, Żaba K, Zwoliński A. Analysis of Microstructure and Mechanical Properties of AlSi11 after Chip Recycling, Co-Extrusion, and Arc Welding. Materials. 2021; 14(11):3124. https://doi.org/10.3390/ma14113124
Chicago/Turabian StyleNoga, Piotr, Lechosław Tuz, Krzysztof Żaba, and Adam Zwoliński. 2021. "Analysis of Microstructure and Mechanical Properties of AlSi11 after Chip Recycling, Co-Extrusion, and Arc Welding" Materials 14, no. 11: 3124. https://doi.org/10.3390/ma14113124
APA StyleNoga, P., Tuz, L., Żaba, K., & Zwoliński, A. (2021). Analysis of Microstructure and Mechanical Properties of AlSi11 after Chip Recycling, Co-Extrusion, and Arc Welding. Materials, 14(11), 3124. https://doi.org/10.3390/ma14113124