
Mechanical Properties Enhancement of the Au-Cu-Al Alloys via Phase Constitution Manipulation

 , and
, and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
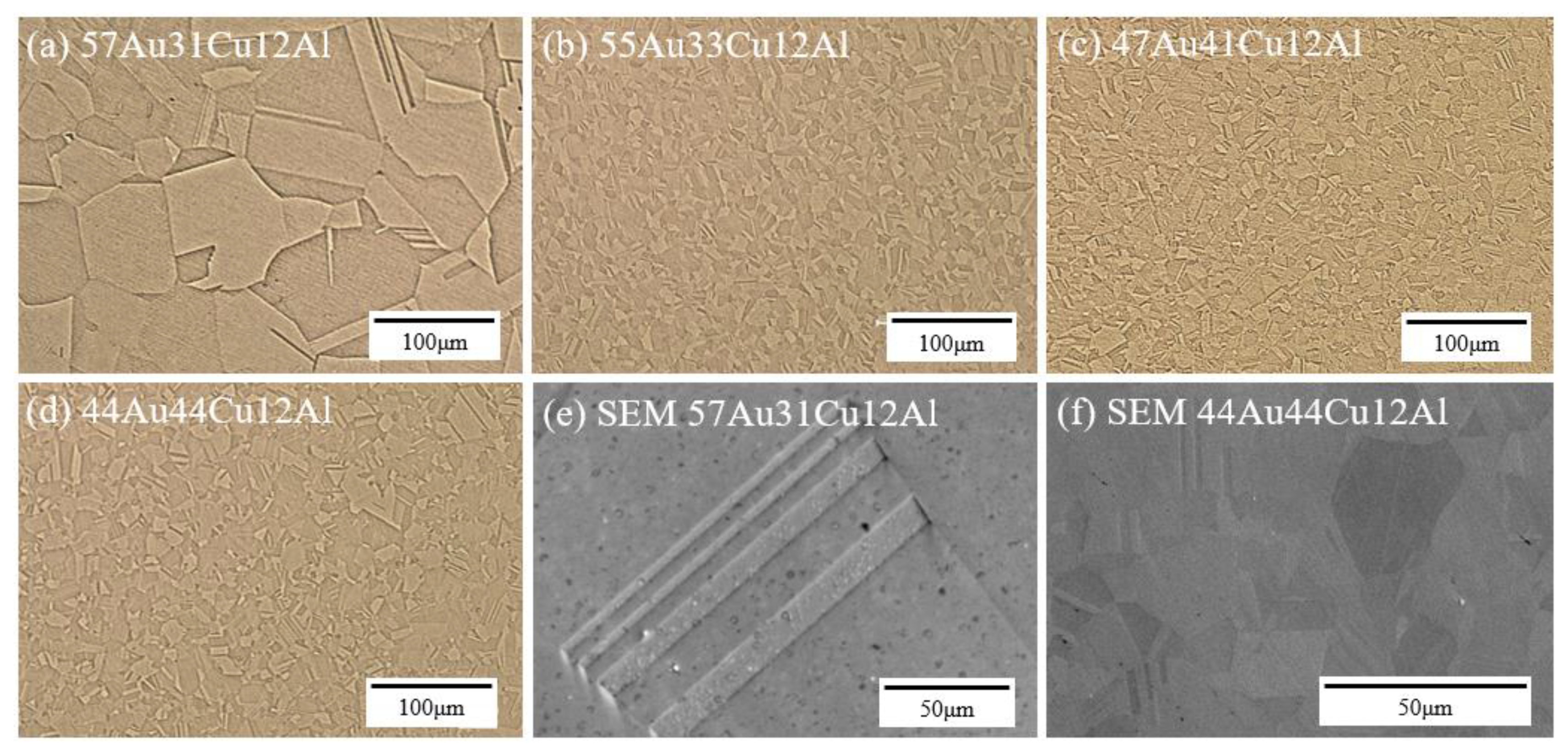
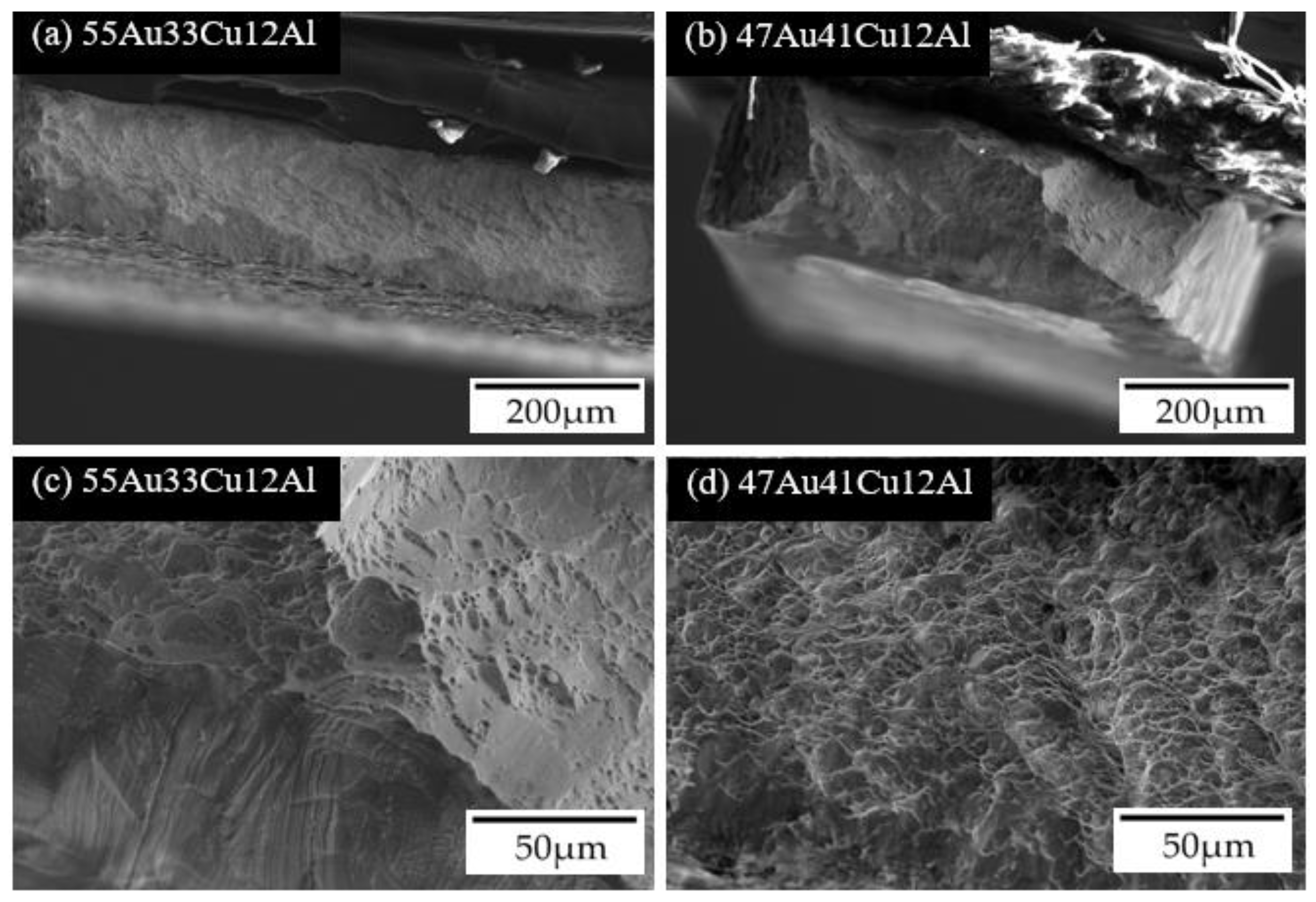
3.1. Microstructure Observations
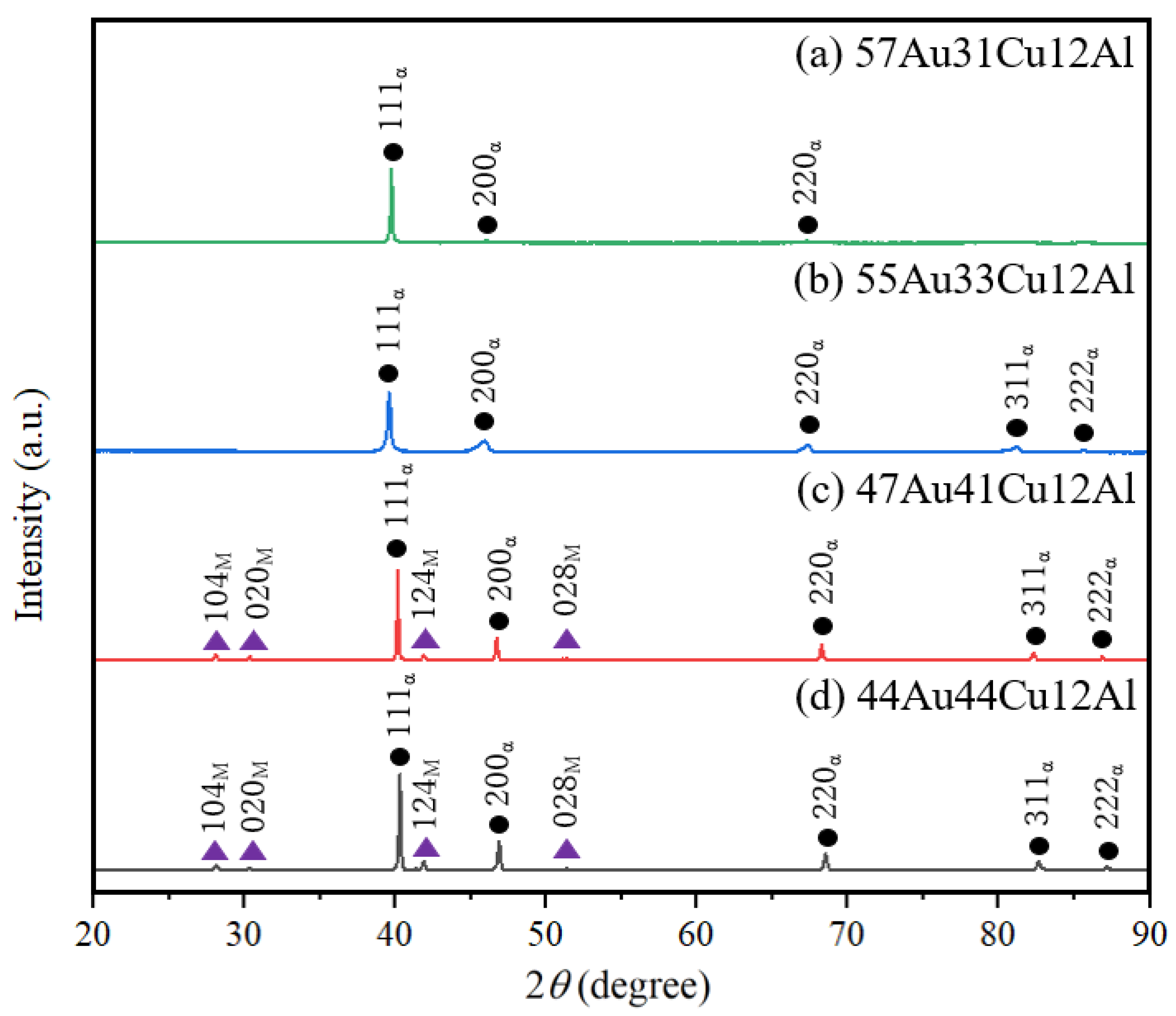
3.2. Phase Constitutions
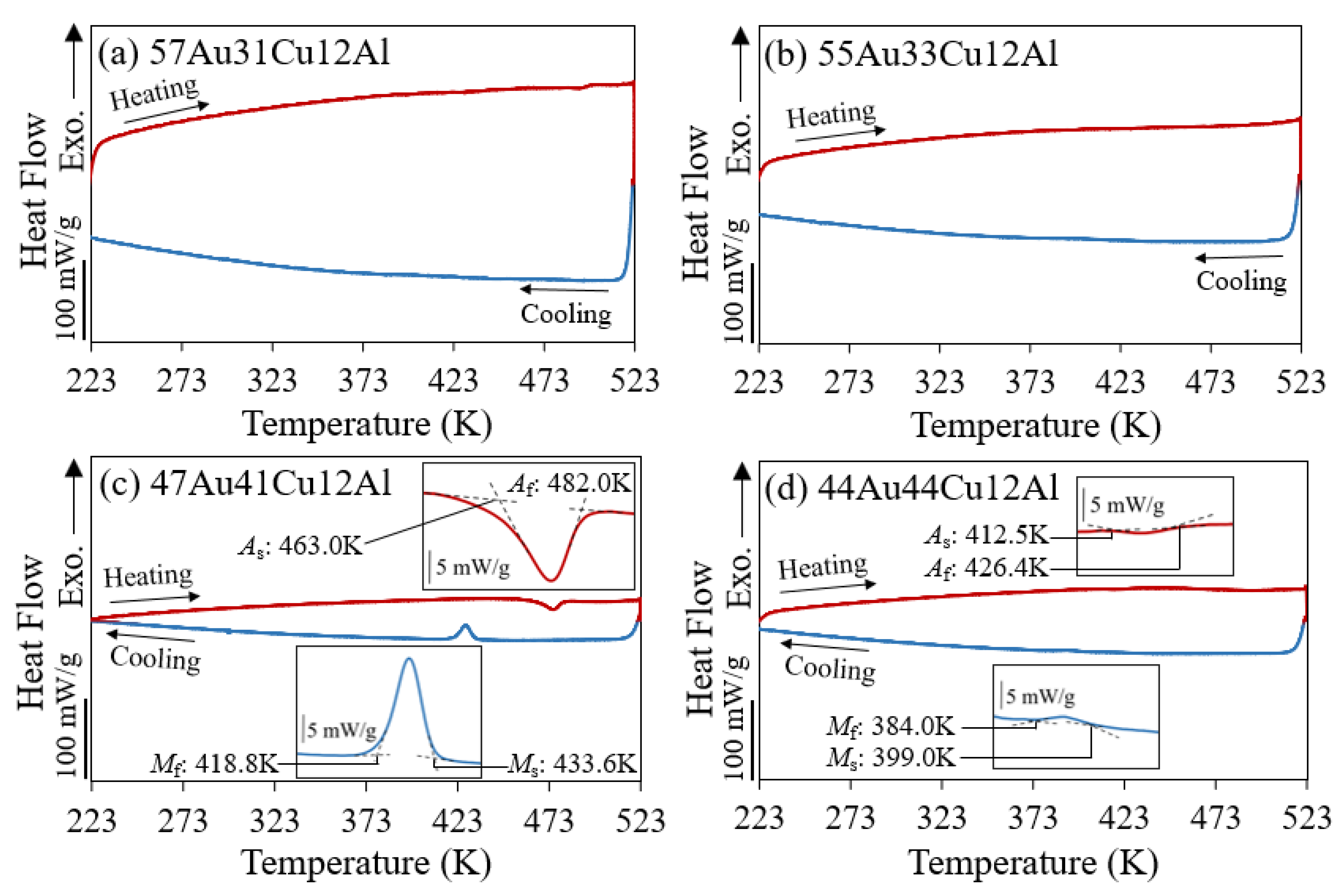
3.3. Thermal Analysis
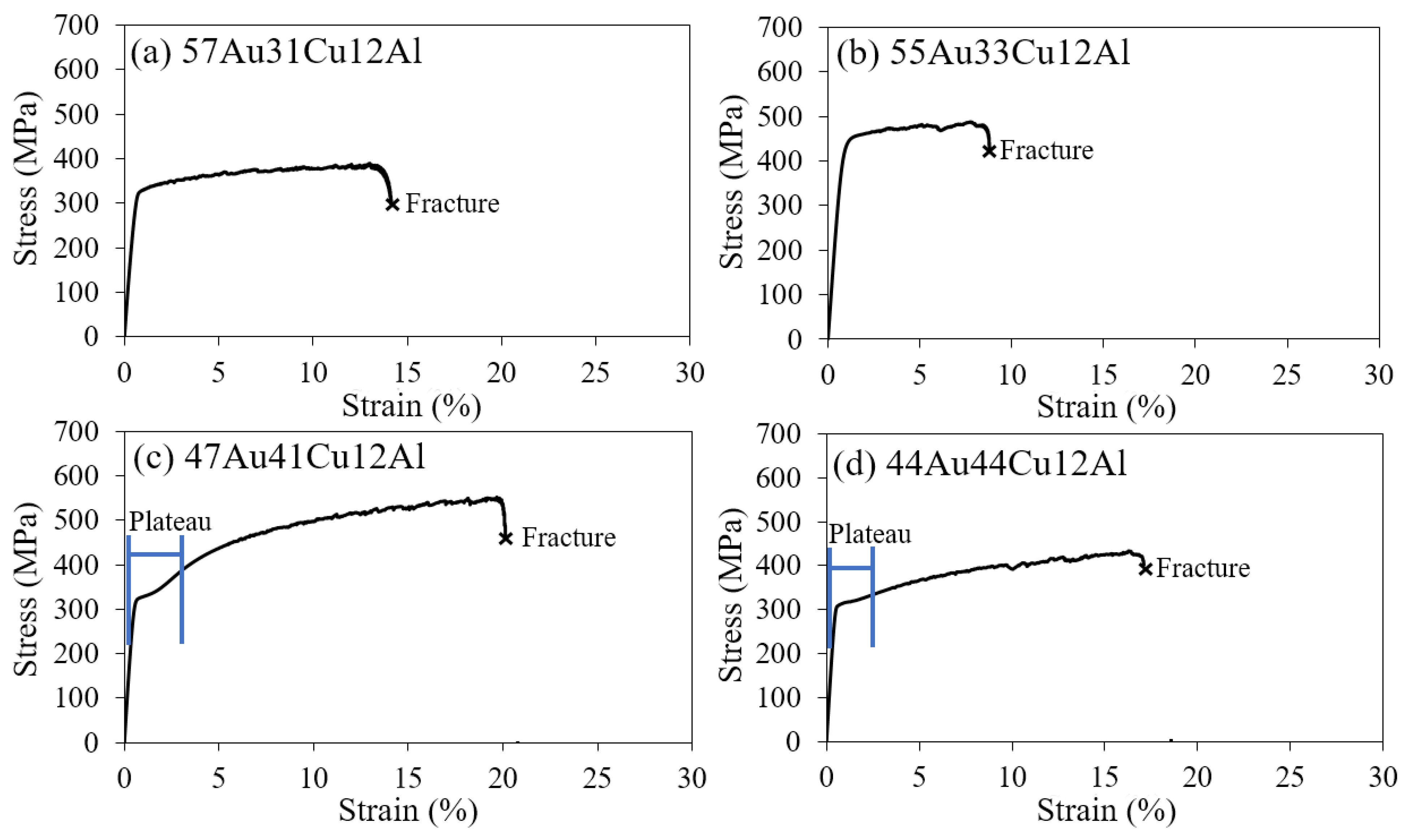
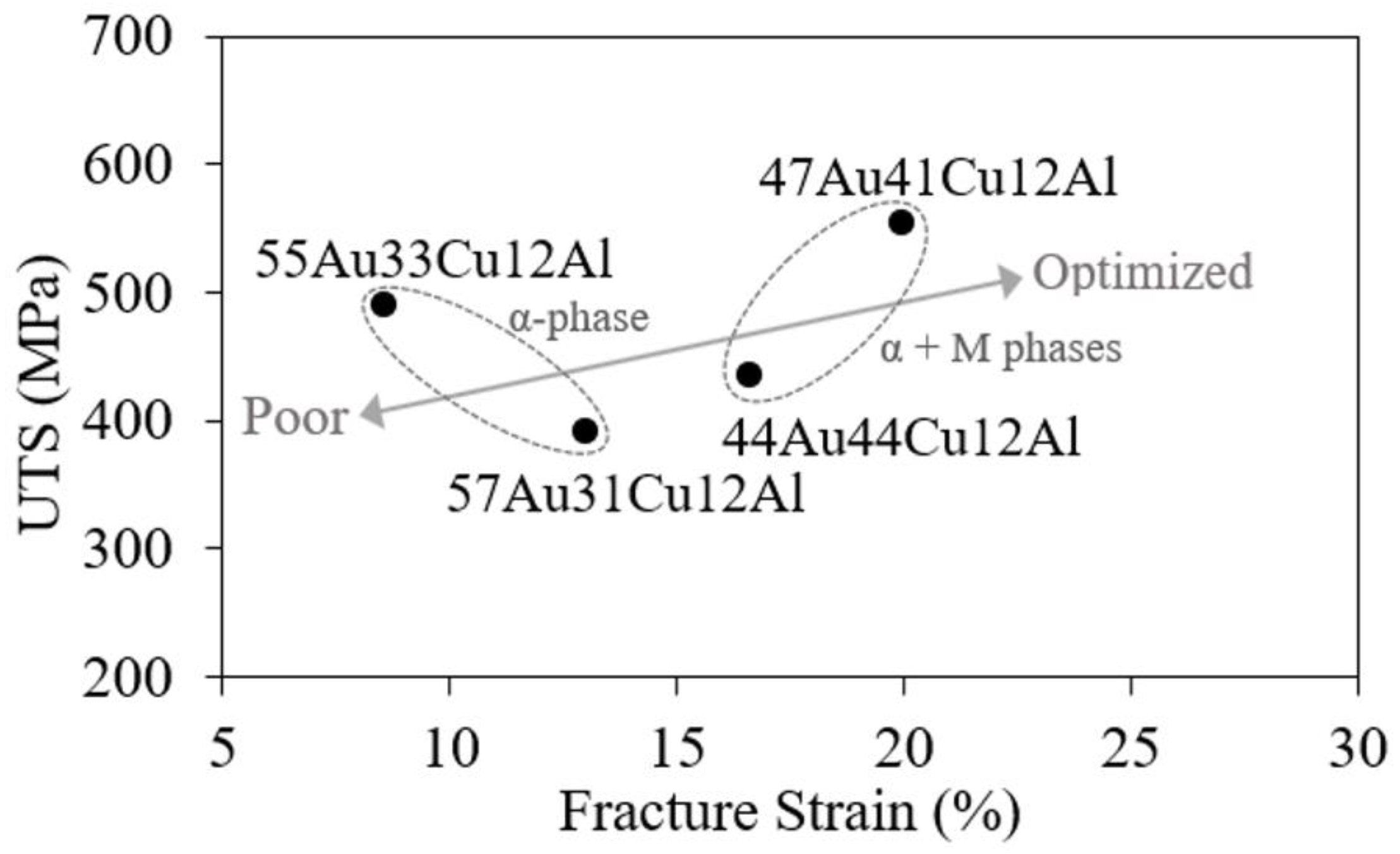
3.4. Mechanical Properties
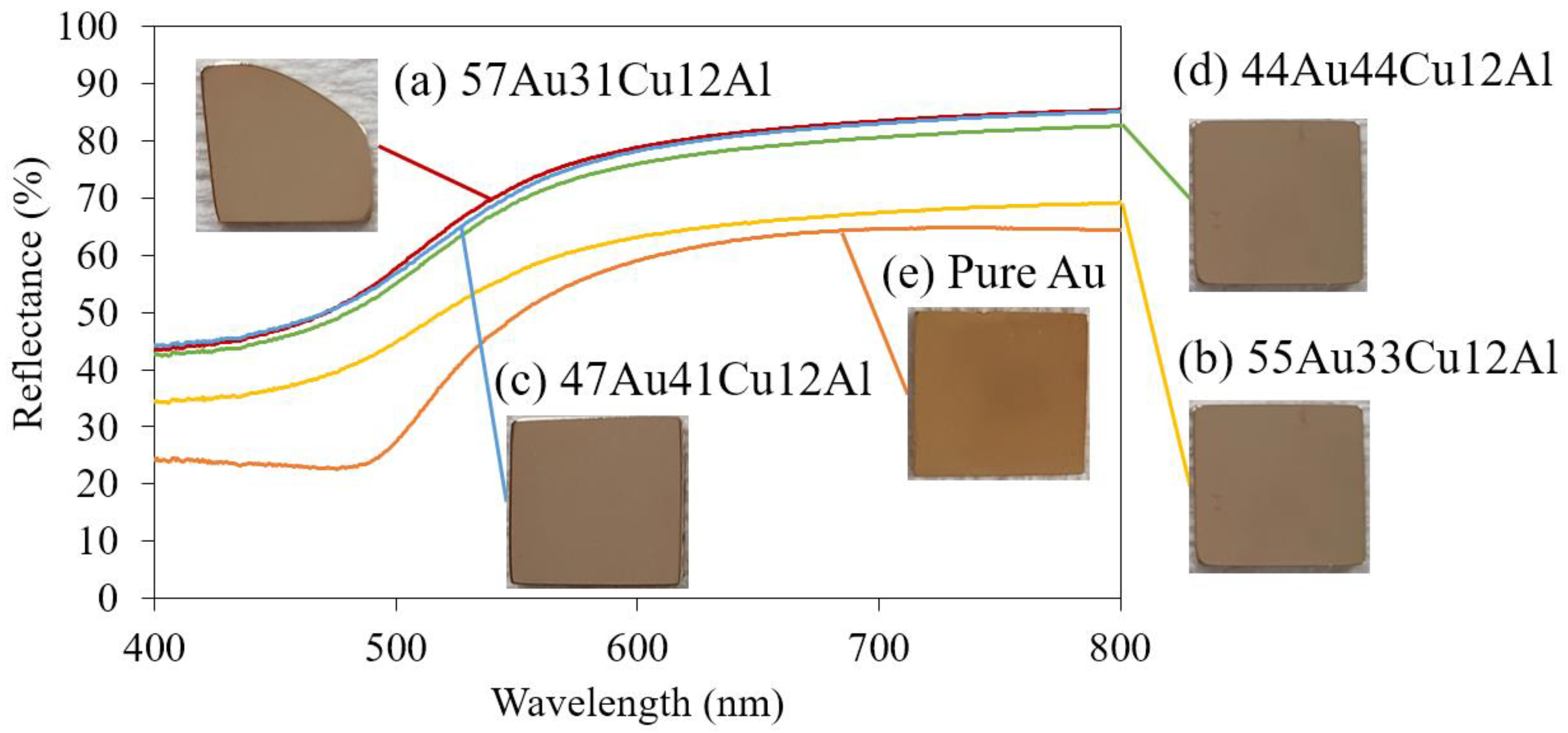
3.5. Reflectance Analysis
4. Conclusions
- The fcc annealing twins were observed in the microstructure observation of all specimens, indicating that the stacking fault energy of the fcc α-phase in these alloys could be low.
- The desired dual-phase in the 47Au41Cu12Al and the 44Au44Cu12Al alloys, which were composed of the fcc α-phase and double B19 (DB19) martensite phase, were obtained via the manipulation of their compositions.
- The mechanical properties, such as strength and elongation, were greatly promoted in the 47Au41Cu12Al alloy, followed by the elongation enhancement of the 44Au44Cu12Al alloy owing to the insertion of the DB19 martensite phase.
- Stress plateau in the stress–strain curves were observed in the 2 highest elongation specimens (i.e., the 47Au41Cu12Al and the 44Au44Cu12Al alloys), which were composed of both the fcc α-phase and the DB19 martensite phase.
- The color remained almost intact while the DB19 martensite phase was successfully introduced into the fcc α-phase by varying the Au and Cu concentrations of the alloys for the enhancement of strength and ductility. In addition, according to the color analysis, the color of specimens in this study was close to pure Au.
- The usage of the noble metal Au in the Au-Cu-Al alloys was greatly reduced, while the strength and ductility were greatly improved, and the surface tinge remained almost intact.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wolff, I.M. Spangold: A New Aura for Intermetallics. Endeavour 1995, 19, 16–19. [Google Scholar] [CrossRef]
- Wolff, I.M.; Cortie, M.B. The Development of Spangold. Gold Bull. 1994, 27, 44–54. [Google Scholar] [CrossRef]
- Xu, C.; Tung, G.A.; Sun, S. Size and Concentration Effect of Gold Nanoparticles on X-Ray Attenuation as Measured on Computed Tomography. Chem. Mater. 2008, 20, 4167–4169. [Google Scholar] [CrossRef] [PubMed]
- Levey, F.C.; Cortie, M.B.; Cornish, L.A. A 500 °C Isothermal Section for the Al-Au-Cu System. Metall. Mater. Trans. A 2002, 33, 987–993. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhou, D.; Jin, X.; Zhang, L.; Du, X.; Li, B. Design of Non-Equiatomic Medium-Entropy Alloys. Sci. Rep. 2018, 8, 1236. [Google Scholar] [CrossRef] [PubMed]
- Sohn, S.; Liu, Y.; Liu, J.; Gong, P.; Prades-Rodel, S.; Blatter, A.; Scanley, B.E.; Broadbridge, C.C.; Schroers, J. Noble Metal High Entropy Alloys. Scr. Mater. 2017, 126, 29–32. [Google Scholar] [CrossRef]
- Martin, J.W. Precipitation Hardening: Theory and Applications; Elsevier Science: Saint Louis, MI, USA, 2014; pp. 79–160. [Google Scholar]
- Umise, A.; Tahara, M.; Goto, K.; Inamura, T.; Hosoda, H. Martensitic Transformation and Mechanical Properties of Fe-Added Au-Cu-Al Shape Memory Alloy with Various Heat Treatment Conditions. MRS Proc. 2014, 1760, 1–6. [Google Scholar] [CrossRef]
- Sure, G.N.; Brown, L.C. The Mechanical Properties of Grain Refined β-Cuaini Strain-Memory Alloys. Metall. Mater. Trans. A 1984, 15, 1613–1621. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-Induced Plasticity (TWIP) Steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Sarı, U.; Kırındı, T. Effects of Deformation on Microstructure and Mechanical Properties of a Cu–Al–Ni Shape Memory Alloy. Mater. Charact. 2008, 59, 920–929. [Google Scholar] [CrossRef]
- Cortie, M.B.; Levey, F.C. Formation, Modulation and Adaptive Twinning of Martensite in the Au7Cu5Al4 Shape Memory System. Intermetallics 2002, 10, 23–31. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Au-Cu (Aluminum-Gold-Copper). J. Phase Equilibria Diffus. 2008, 29, 260–261. [Google Scholar] [CrossRef]
- Sampath, V.; Gayathri, S.V.; Srinithi, R. Experimental and Theoretical Analyses of Transformation Temperatures of Cu-Based Shape Memory Alloys. Bull. Mater. Sci. 2019, 42, 229. [Google Scholar] [CrossRef]
- Levey, F.C.; Cortie, M.B.; Cornish, L.A. Hardness and Colour Trends along the 76 Wt.% Au (18.2 Carat) Line of the Au–Cu–Al System. Scr. Mater. 2002, 47, 95–100. [Google Scholar] [CrossRef]
- Liu, J.; Liu, Y.; Gong, P.; Li, Y.; Moore, K.M.; Scanley, E.; Walker, F.; Broadbridge, C.C.; Schroers, J. Combinatorial Exploration of Color in Gold-Based Alloys. Gold Bull. 2015, 48, 111–118. [Google Scholar] [CrossRef]
- Carpenter, H.C.H.; Tamura, S. The Formation of Twinned Metallic Crystals. In Proceedings of the Royal Society of London. Series A, Containing Papers of a Mathematical and Physical Character; Royal Society: London, UK, 1926; Volume 113, pp. 161–182. [Google Scholar]
- Bozzolo, N.; Bernacki, M. Viewpoint on the Formation and Evolution of Annealing Twins during Thermomechanical Processing of FCC Metals and Alloys. Metall. Mater. Trans. A 2020, 51, 2665–2684. [Google Scholar] [CrossRef]
- Rémy, L. The Interaction between Slip and Twinning Systems and the Influence of Twinning on the Mechanical Behavior of fcc Metals and Alloys. Metall. Mater. Trans. A 1981, 12, 387–408. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Jing, H.; Han, Y.; Zhao, L.; Minami, F. Effects of Annealing on the Structure and Mechanical Properties of FeCoCrNi High-Entropy Alloy Fabricated via Selective Laser Melting. Addit. Manuf. 2020, 32, 101058. [Google Scholar] [CrossRef]
- Mašek, P.; Chmelik, F.; Šıma, V.; Brinck, A.; Neuhäuser, H. Microstructure Processes Induced by Phase Transitions in a CuAu Alloy as Studied by Acoustic Emission and Optical Cinematography. Acta Mater. 1999, 47, 427–434. [Google Scholar] [CrossRef]
- Lynch, S.P.; Moutsos, S. A Brief History of Fractography. J. Fail. Anal. Prev. 2006, 6, 54–69. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Nominal Composition (at.%) | Abbreviation | Mass Loss after Arc-Melting (%) | ||
|---|---|---|---|---|---|
| Au | Cu | Al | |||
| (a) | 57 | 31 | 12 | 57Au31Cu12Al | 0.02 |
| (b) | 55 | 33 | 12 | 55Au33Cu12Al | 0.01 |
| (c) | 47 | 41 | 12 | 47Au41Cu12Al | 0.52 |
| (d) | 44 | 44 | 12 | 44Au44Cu12Al | 0.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goo, K.-W.; Chiu, W.-T.; Toriyabe, A.; Homma, M.; Umise, A.; Tahara, M.; Goto, K.; Sannomiya, T.; Hosoda, H. Mechanical Properties Enhancement of the Au-Cu-Al Alloys via Phase Constitution Manipulation. Materials 2021, 14, 3122. https://doi.org/10.3390/ma14113122
Goo K-W, Chiu W-T, Toriyabe A, Homma M, Umise A, Tahara M, Goto K, Sannomiya T, Hosoda H. Mechanical Properties Enhancement of the Au-Cu-Al Alloys via Phase Constitution Manipulation. Materials. 2021; 14(11):3122. https://doi.org/10.3390/ma14113122
Chicago/Turabian StyleGoo, Kang-Wei, Wan-Ting Chiu, Ayano Toriyabe, Masahiro Homma, Akira Umise, Masaki Tahara, Kenji Goto, Takumi Sannomiya, and Hideki Hosoda. 2021. "Mechanical Properties Enhancement of the Au-Cu-Al Alloys via Phase Constitution Manipulation" Materials 14, no. 11: 3122. https://doi.org/10.3390/ma14113122
APA StyleGoo, K.-W., Chiu, W.-T., Toriyabe, A., Homma, M., Umise, A., Tahara, M., Goto, K., Sannomiya, T., & Hosoda, H. (2021). Mechanical Properties Enhancement of the Au-Cu-Al Alloys via Phase Constitution Manipulation. Materials, 14(11), 3122. https://doi.org/10.3390/ma14113122