
Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing

 ,
,  , ,
, ,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
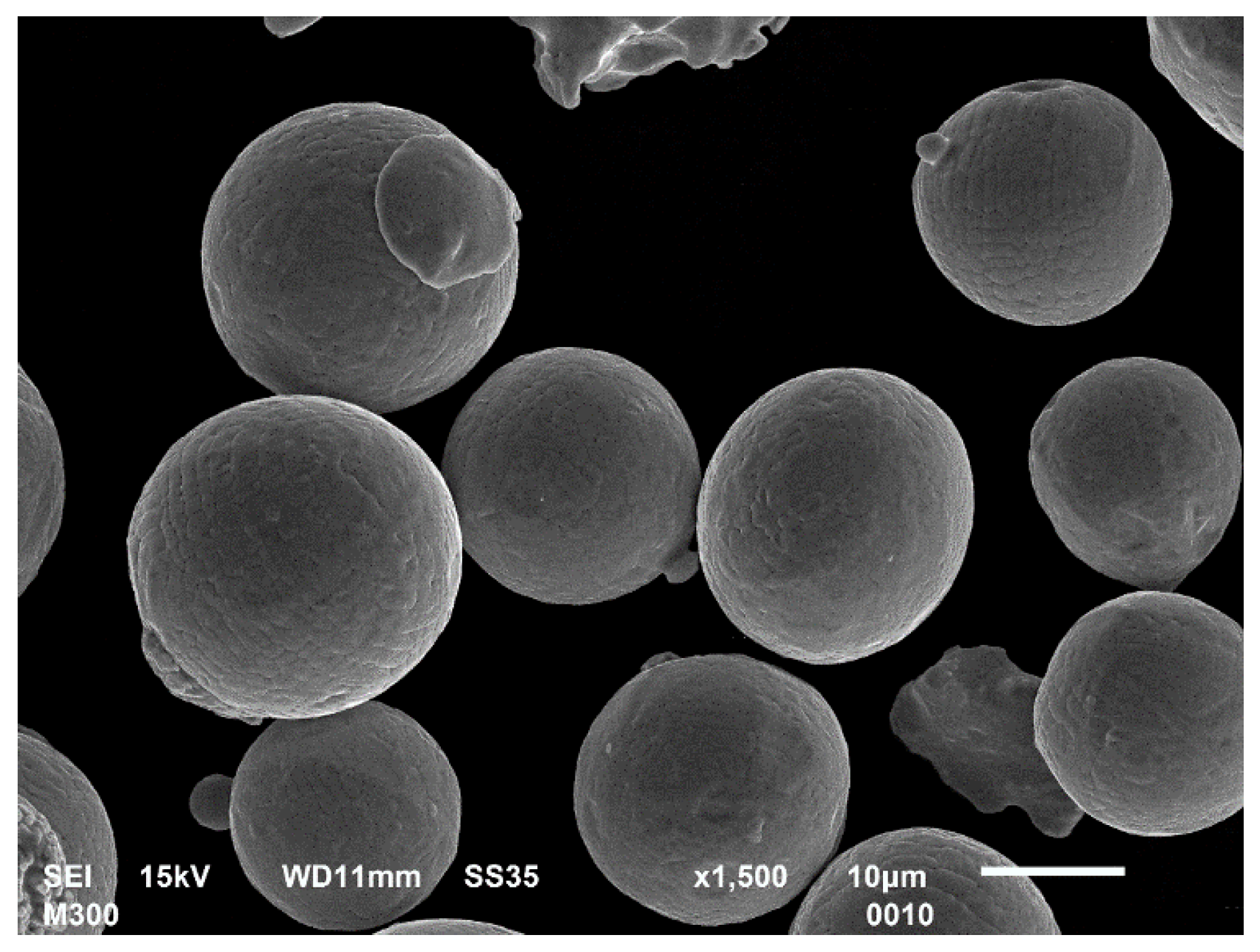
2.1. Material
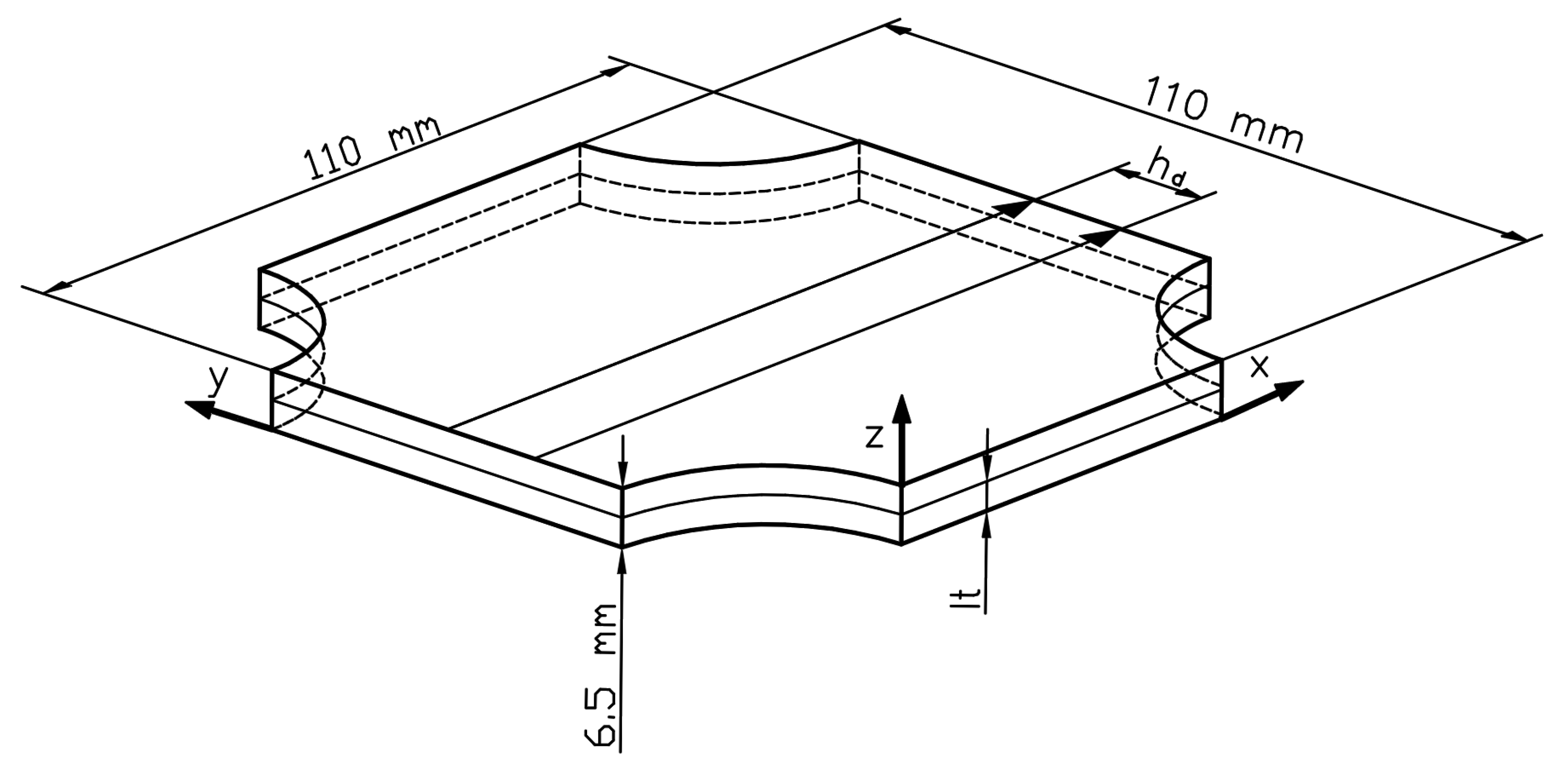
2.2. The Manufacturing Process
- Laser power: 300 W
- Exposure velocity: 720 mm/s
- Hatching distance: 0.12 mm
- Layer thickness: 0.05mm
- LP–laser power (W);
- ev–exposure velocity (mm/s);
- hd–hatching distance (mm);
- lt–layer thickness (mm).
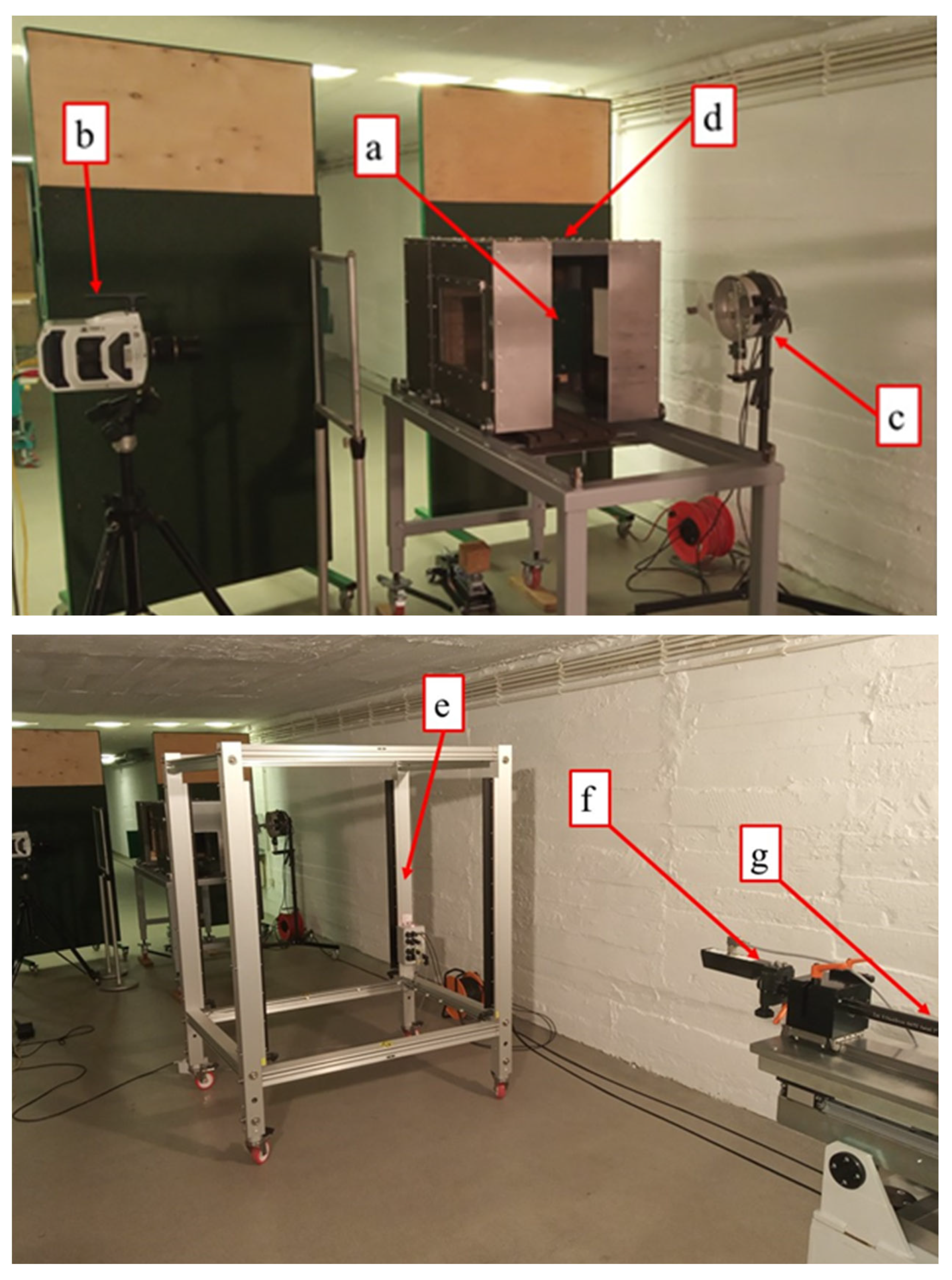
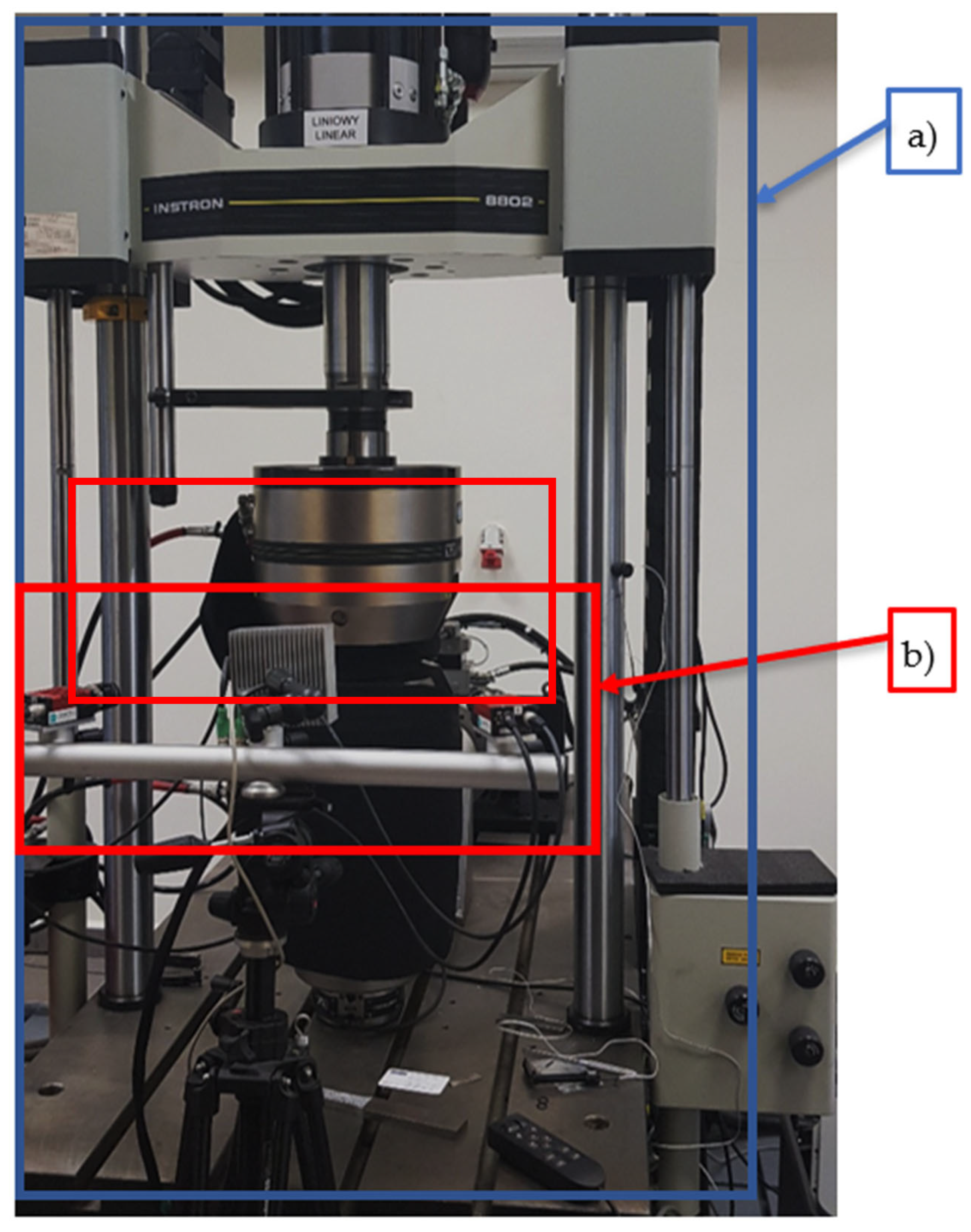
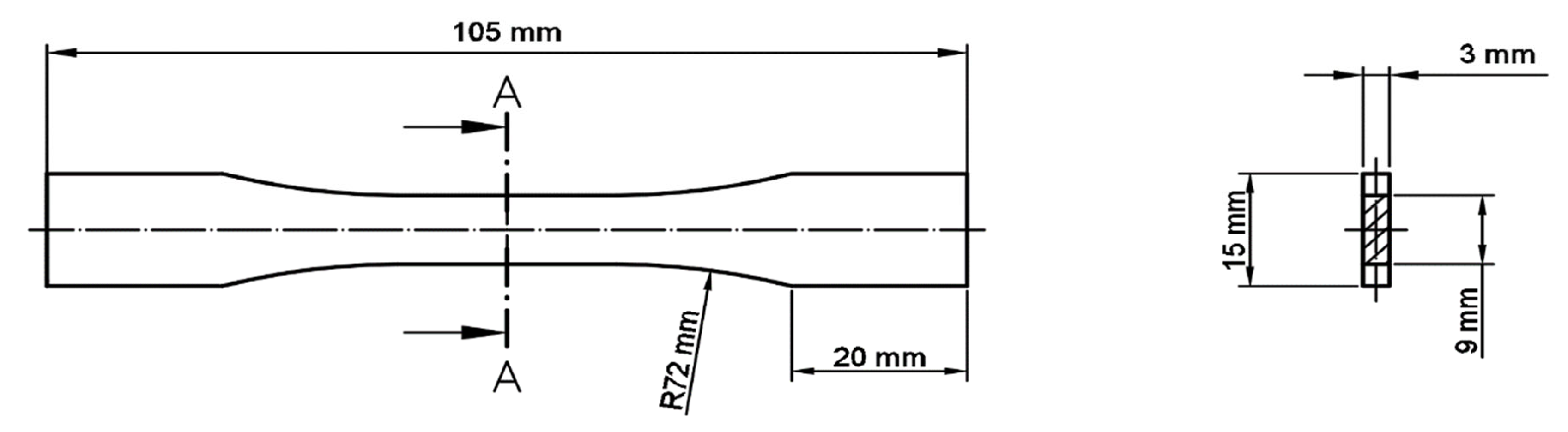
2.3. Description of the Testing Methodology
3. Results and Discussion
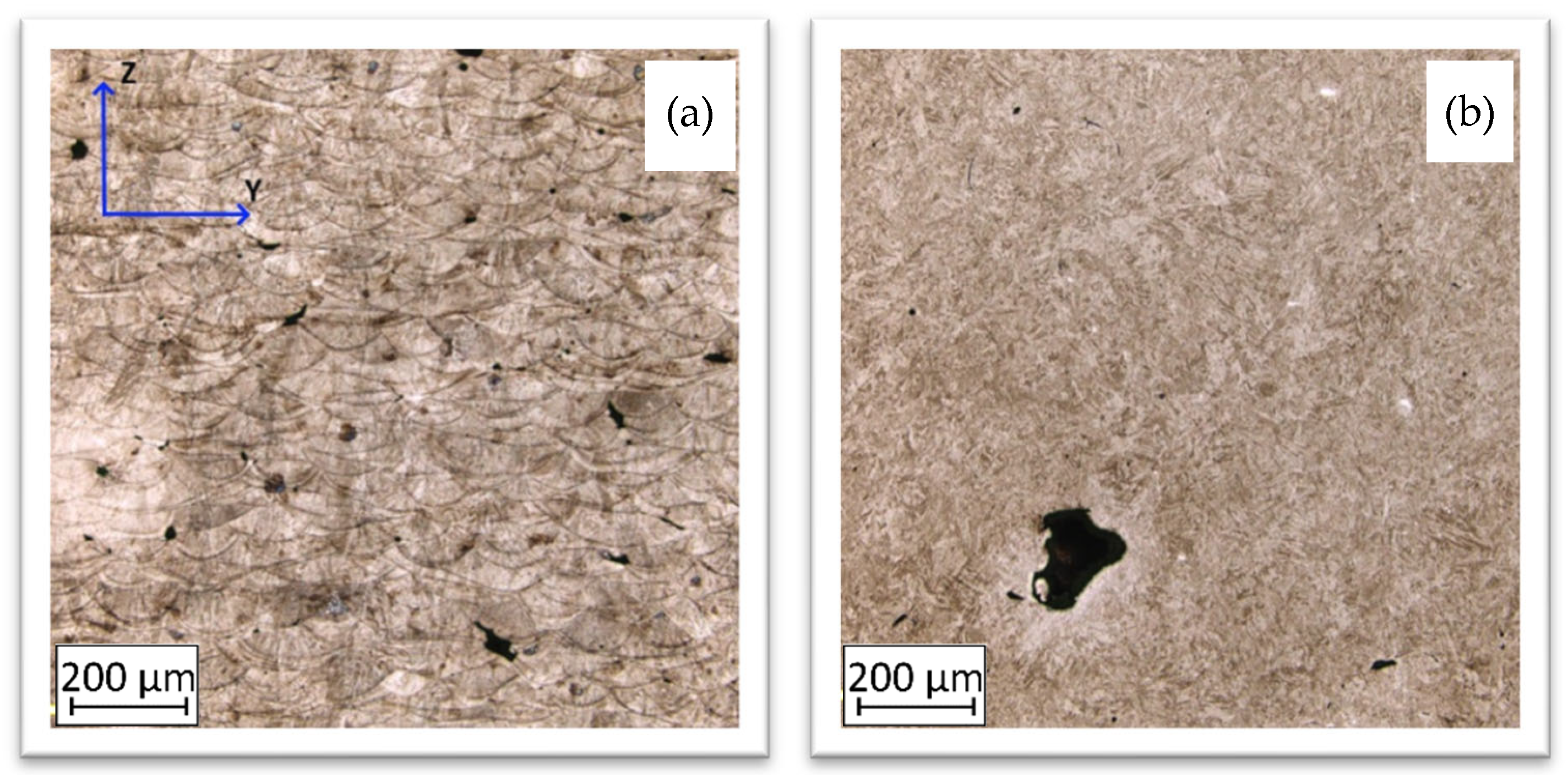
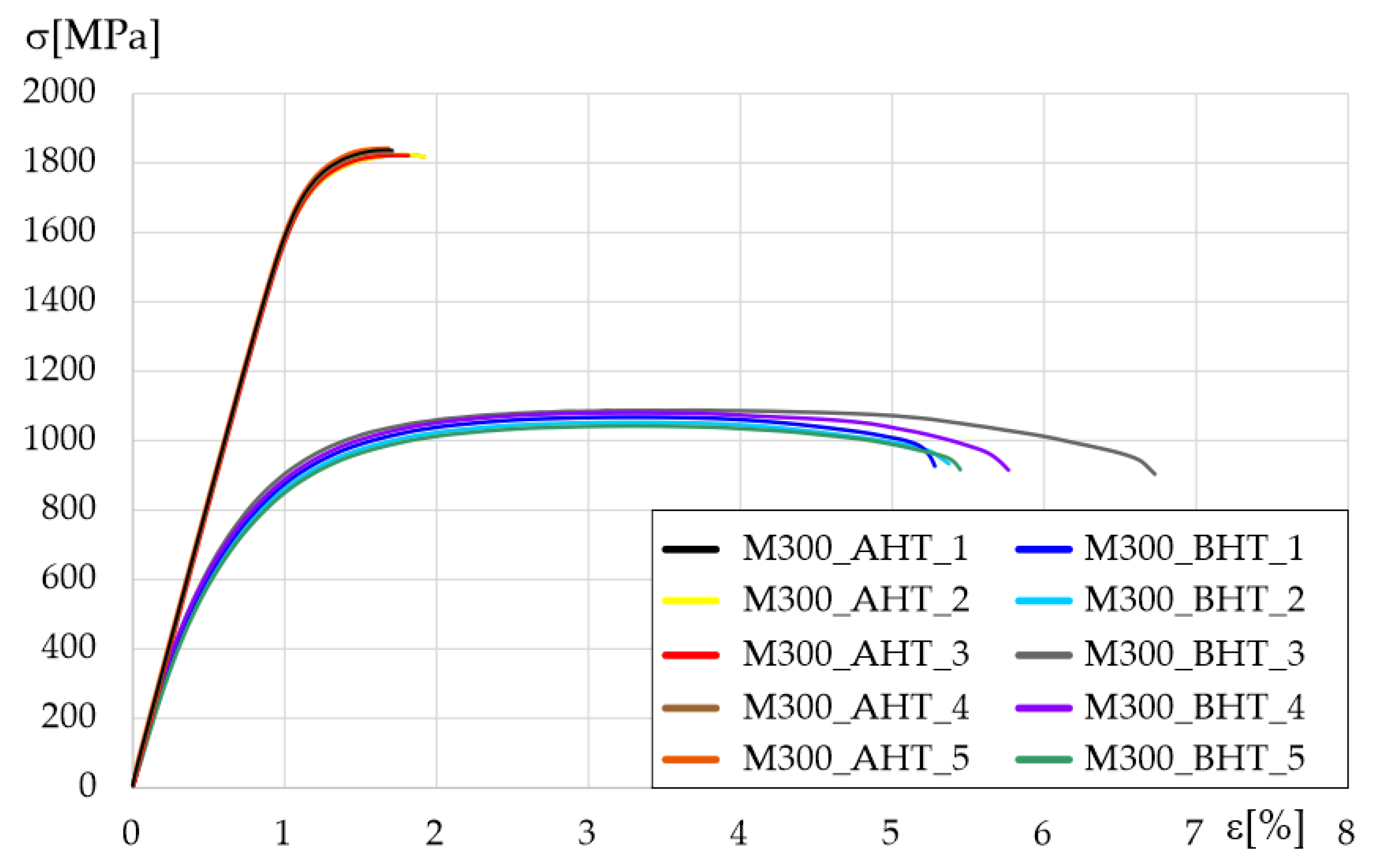
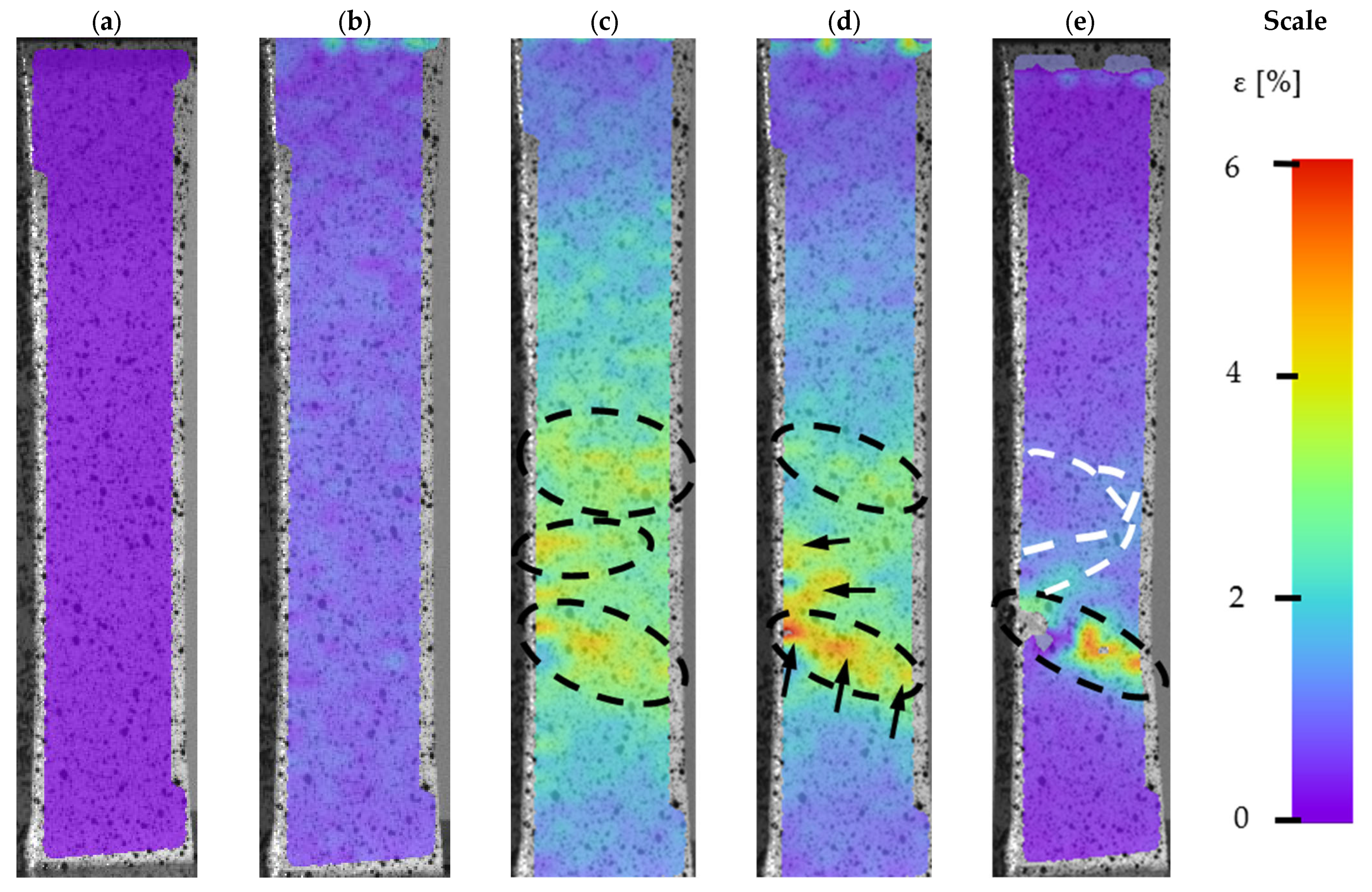
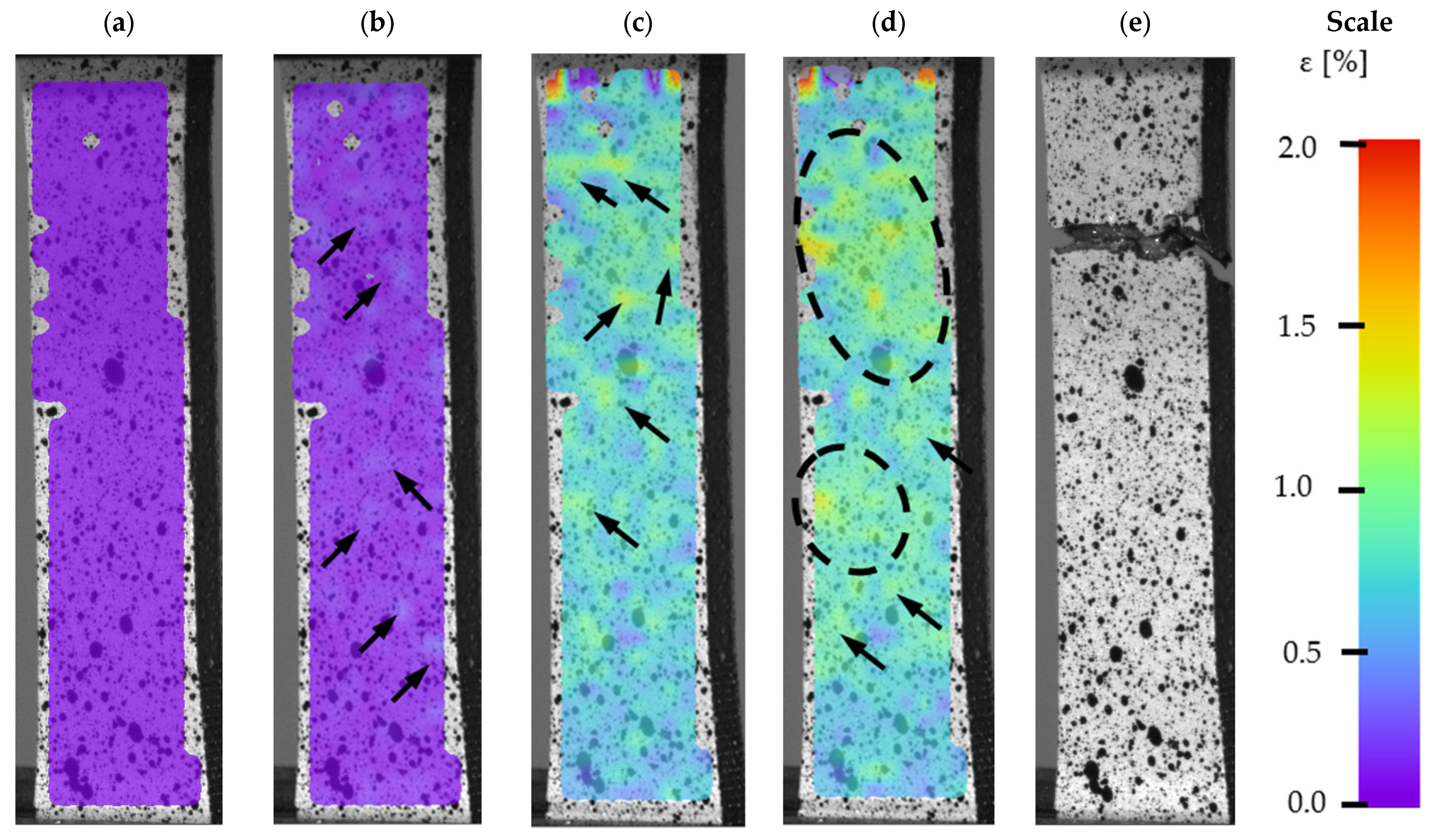
3.1. Tensile and Structural Analysis
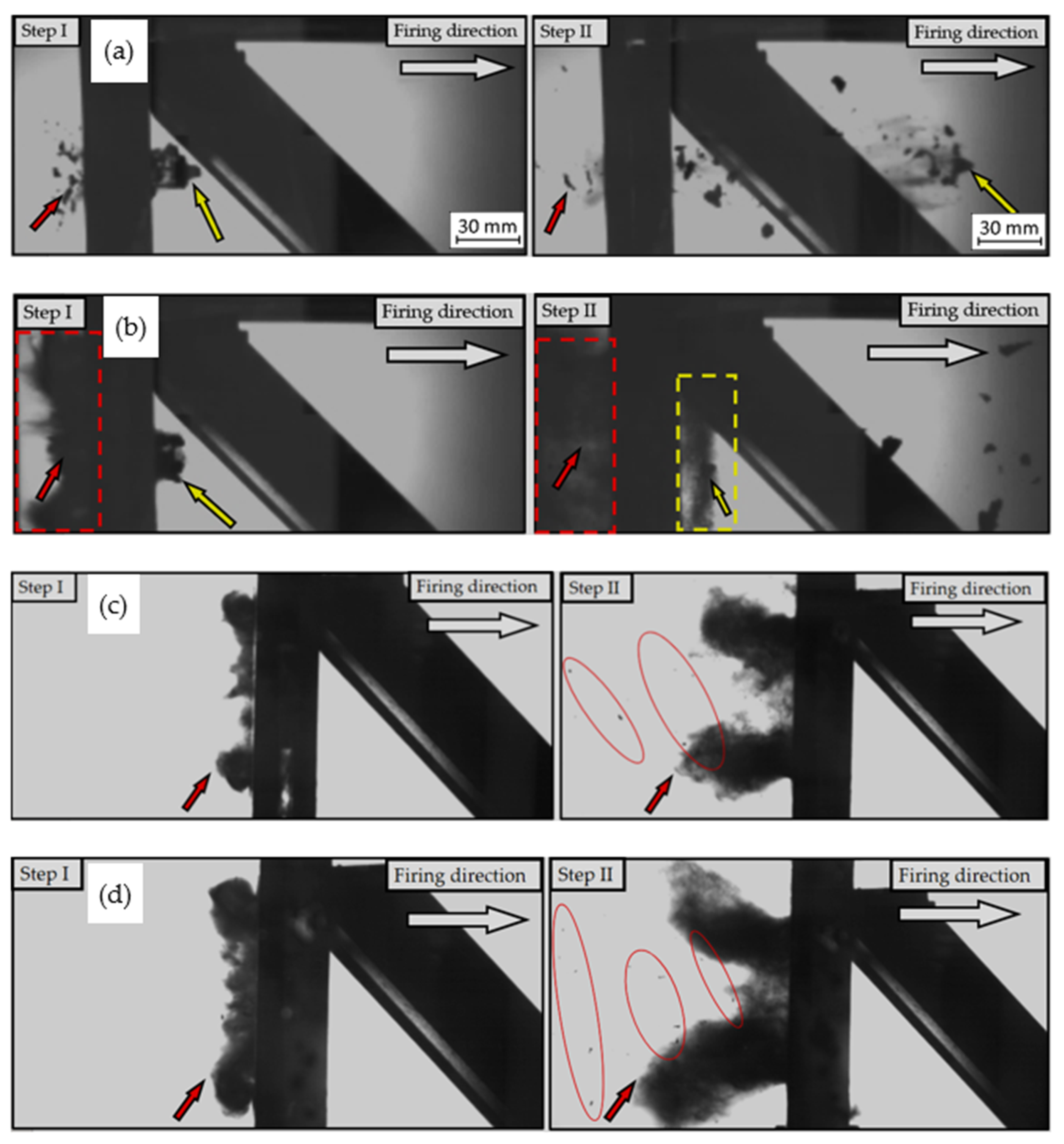
3.2. Ballistic Tests Results
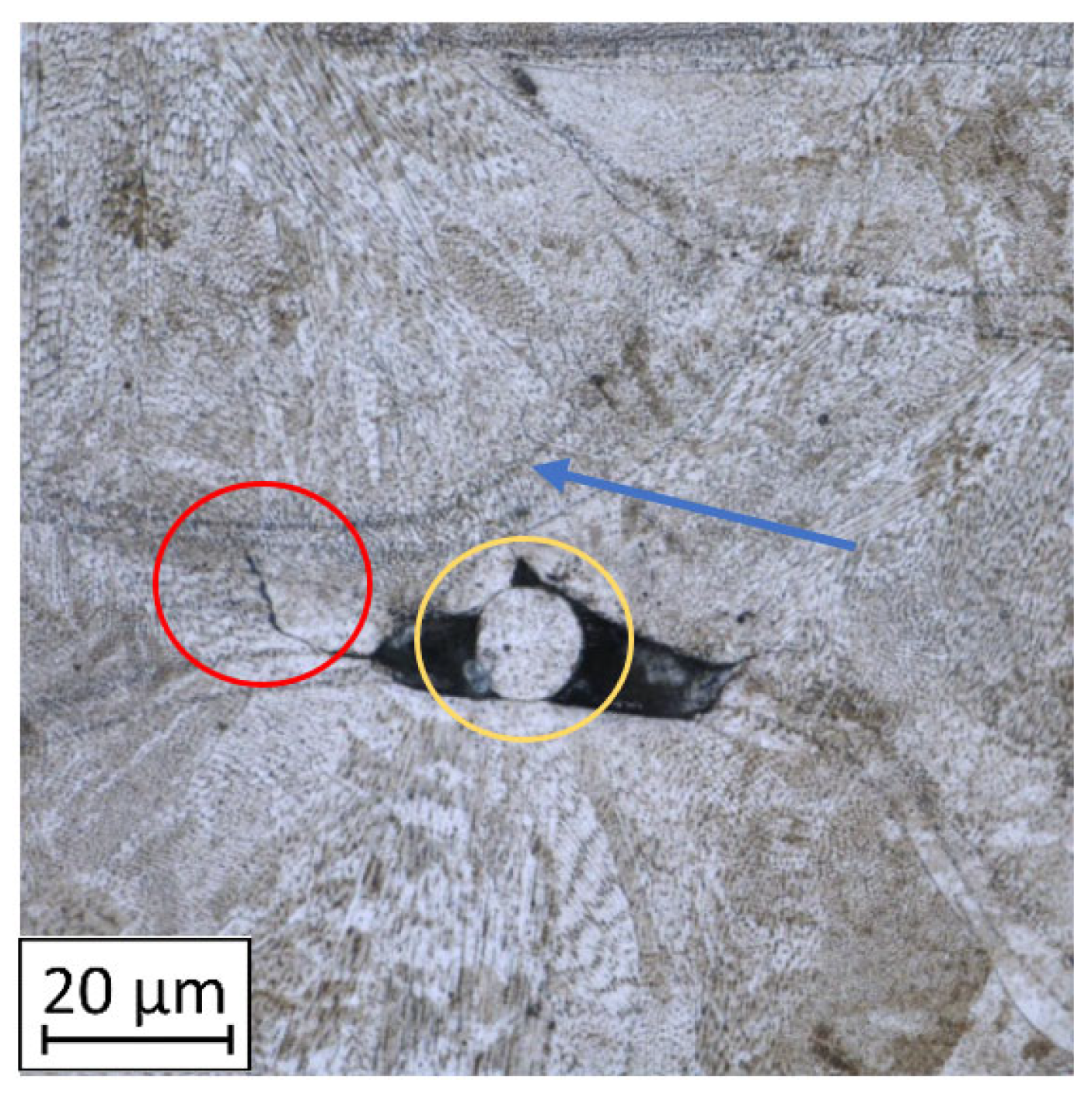
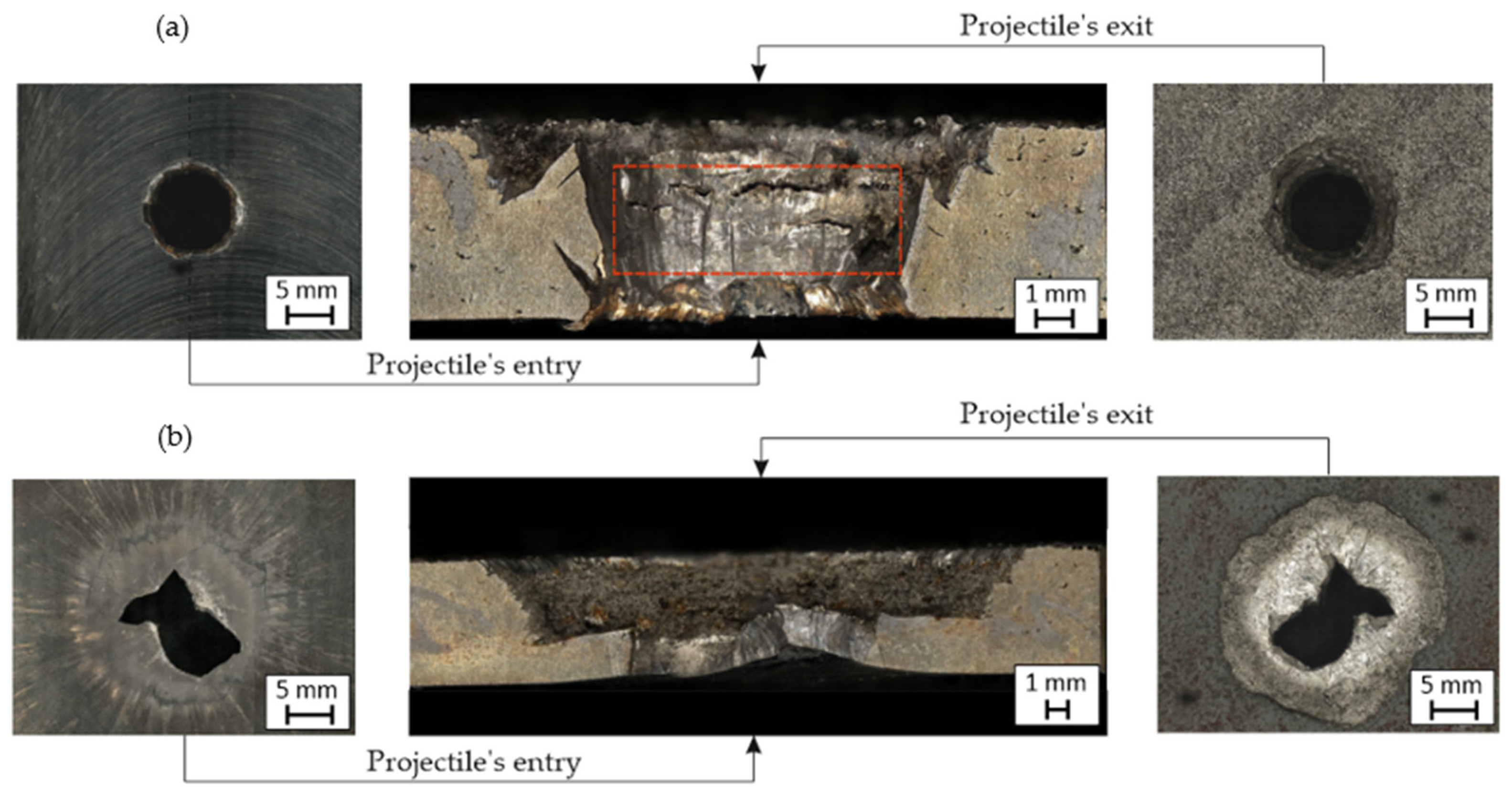
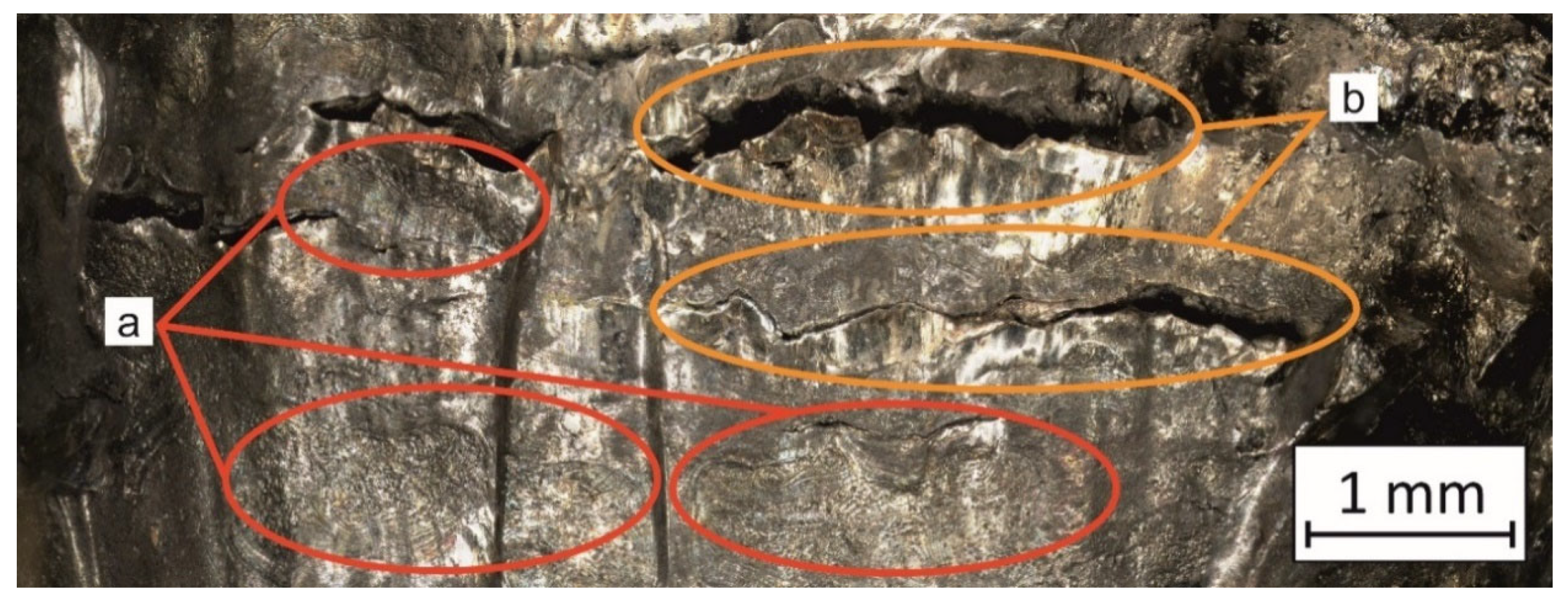
3.3. Fracture Analysis
4. Conclusions
- Despite the high UTS of M300 steel, it was possible to reduce projectile velocity only by 25% after perforation, with total material penetration;
- Solution and ageing annealing allowed for significantly increased ballistic properties. The same plate after heat treatment reduced a projectile velocity by 87%, unfortunately also with penetration. Additionally, heat treatment caused an increase in material fragmentation after impact;
- The source of material deterioration was twofold. On the one hand, it was connected with high material brittleness (especially after heat treatment), and on the other hand, it was connected with increased porosity of the tested plates;
- To reduce porosity in parts characterized by significant volume, some experimental process parameters selection, thermodynamical modelling of the exact geometry manufacturing, or hot isostatic pressing (HIP) annealing could be used;
- Despite the revealed weaknesses of the AM M300 maraging steel, this kind of material could be useful in some armour solutions, especially for the production of complex shapes of armoured parts. However, to properly manufacture each part, some pre- or post-process activities are necessary.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Bernard, A.; Suryakumar, S.; Dembinski, L.; Taillandier, G. Rapid manufacturing of metallic objects. Rapid Prototyp. J. 2012, 18, 264–280. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.V.S. Additive Manufacturing Techniques in Manufacturing—An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Azari, A.; Nikzad, S. The evolution of rapid prototyping in dentistry: A review. Rapid Prototyp. J. 2009, 15, 216–225. [Google Scholar] [CrossRef]
- Sanders, D. Ambient-intelligence, rapid-prototyping and where real people might fit into factories of the future. Assem. Autom. 2009, 29, 1–5. [Google Scholar] [CrossRef]
- Cherry, B.D.; Udvardy, S. Rapid Tooling Solves Military Supply Problem. Prod. Des. Dev. 2006, 20, 61. [Google Scholar]
- Platek, P.; Damaziak, K.; Malachowski, J.; Kupidura, P.; Wozniak, R.; Zahor, M. Numerical study of modular 5.56 mm standard assault rifle referring to dynamic characteristics. Def. Sci. J. 2015, 65, 431–437. [Google Scholar] [CrossRef]
- Malachowski, J.; Damaziak, K.; Platek, P.; Sarzynski, M.; Kupidura, P.; Wozniak, R.; Zahor, M. Numerical and experimental failure analysis of rifle extractor. Eng. Fail. Anal. 2016, 62, 112–127. [Google Scholar] [CrossRef]
- Kristoffersen, M.; Costas, M.; Koenis, T.; Brøtan, V.; Paulsen, C.O.; Børvik, T. On the ballistic perforation resistance of additive manufactured AlSi10Mg aluminium plates. Int. J. Impact Eng. 2020, 137. [Google Scholar] [CrossRef]
- Szachogluchowicz, I.; Sniezek, L.; Slezak, T.; Kluczyński, J.; Grzelak, K.; Torzewski, J.; Fras, T. Mechanical Properties Analysis of the AA2519-AA1050-Ti6Al4V Explosive Welded Laminate. Materials 2020, 13, 4348. [Google Scholar] [CrossRef]
- Fras, T.; Szachogluchowicz, I.; Sniezek, L. Ti6Al4V-AA1050-AA2519 explosively-cladded plates under impact loading. Eur. Phys. J. Spec. Top. 2018, 227, 17–27. [Google Scholar] [CrossRef]
- Fra̧ś, T.; Nowak, Z.; Perzyna, P.; Pȩcherski, R.B. Identification of the model describing viscoplastic behaviour of high strength metals. Inverse Probl. Sci. Eng. 2011, 19, 17–30. [Google Scholar] [CrossRef]
- Fras, T.; Colard, L.; Pawlowski, P. Perforation of aluminum plates by fragment simulating projectiles (FSP). Int. J. Multiphysics 2015, 9, 267–285. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Wojewoda-Budka, J.; Chulist, R.; Sypien, A.; Korneva, A.; Szulc, Z.; Schell, N.; Zieba, P. Structural properties of Ti/Al clads manufactured by explosive welding and annealing. Mater. Des. 2016, 91, 80–89. [Google Scholar] [CrossRef]
- Fras, T.; Roth, C.C.; Mohr, D. Application of two fracture models in impact simulations. Bull. Pol. Acad. Sci. Tech. Sci. 2020, 68, 317–325. [Google Scholar]
- Fras, T.; Murzyn, A.; Pawlowski, P. Defeat mechanisms provided by slotted add-on bainitic plates against small-calibre 7.62 mm × 51 AP projectiles. Int. J. Impact Eng. 2017, 103, 241–253. [Google Scholar] [CrossRef]
- Taminger, K.M.B.; Wagner, J.A.; Lisagor, W.B. Creep strain and strain rate response of 2219 Al alloy at high stress levels. Mater. Sci. Forum 2000, 331, 1–6. [Google Scholar] [CrossRef]
- Eliaz, N.; Foucks, N.; Geva, D.; Oren, S.; Shriki, N.; Vaknin, D.; Fishman, D.; Levi, O. Alloy 4047 Either Manufactured or Repaired by Laser Engineered Net Shaping (LENS ). Materials 2020, 13, 4171. [Google Scholar] [CrossRef]
- Szachogluchowicz, I.; Sniezek, L.; Mierzynski, J.; Koperski, W. Experimental study on ballistic AA 2519/Ti6Al4V laminate according to STANAG 4569 Level 1. In Proceedings of the 11th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2016, Panevezys, Lithuania, 28–29 April 2016; pp. 155–163. [Google Scholar]
- Zochowski, P.; Bajkowski, M.; Grygoruk, R.; Magier, M.; Burian, W.; Pyka, D.; Bocian, M.; Jamroziak, K. Ballistic impact resistance of bulletproof vest inserts containing printed titanium structures. Metals 2021, 11, 225. [Google Scholar] [CrossRef]
- Hassanin, H.; Abena, A.; Elsayed, M.A.; Essa, K. 4D printing of NiTi auxetic structure with improved ballistic performance. Micromachines 2020, 11, 745. [Google Scholar] [CrossRef]
- Jones, T.L.; Vargas-Gonzalez, L.R.; Scott, B.; Goodman, B.; Becker, B. Ballistic evaluation and damage characterization of 3-D printed, alumina-based ceramics for light armor applications. Int. J. Appl. Ceram. Technol. 2020, 17, 424–437. [Google Scholar] [CrossRef]
- Appleby-Thomas, G.J.; Jaansalu, K.; Hameed, A.; Painter, J.; Shackel, J.; Rowley, J. A comparison of the ballistic behaviour of conventionally sintered and additively manufactured alumina. Def. Technol. 2020, 16, 275–282. [Google Scholar] [CrossRef]
- Zhou, N.; Wang, J.; Peng, C.; Tong, Z. Experimental and numerical study on the ballistic resistance of steel-fibre reinforced two-layer explosively welded plates. Mater. Des. 2014, 54, 104–111. [Google Scholar] [CrossRef]
- Atapek, S.H. Development of a new armor steel and its ballistic performance. Def. Sci. J. 2013, 63, 271–277. [Google Scholar] [CrossRef]
- Wen, Y.; Xu, C.; Wang, H.; Chen, A.; Batra, R.C. Impact of steel spheres on ballistic gelatin at moderate velocities. Int. J. Impact Eng. 2013, 62, 142–151. [Google Scholar] [CrossRef]
- Coles, L.A.; Roy, A.; Sazhenkov, N.; Voronov, L.; Nikhamkin, M.; Silberschmidt, V.V. Ice vs. steel: Ballistic impact of woven carbon/epoxy composites. Part I-Deformation and damage behaviour. Eng. Fract. Mech. 2020, 225, 106270. [Google Scholar] [CrossRef]
- Kaiser, H.-J.; Kern, A.; Scharf, S.; Gooch, W.A., Jr. Ballistic Testing of ThyssenKrupp Steel Europe Armor Steel in Accordnace with U.S. Military Armor Specifications. In Proceedings of the 26th International Symposium on BallisticsHyatt Regency Hotel, Miami, FL, USA, 12–16 September 2011. [Google Scholar]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Oziębło, A.; Perkowski, K.; Wachowski, M.; Małek, M. The influence of heat treatment on low cycle fatigue properties of selectively laser melted 316l steel. Materials 2020, 13, 1–20. [Google Scholar]
- Grzelak, K.; Kluczyński, J.; Szachogłuchowicz, I.; Łuszczek, J.; Śnieżek, L.; Torzewski, J. Modification of structural properties using process parameters and surface treatment of monolithic and thin-walled parts obtained by selective laser melting. Materials 2020, 13, 5662. [Google Scholar] [CrossRef] [PubMed]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J. The influence of layer re-melting on tensile and fatigue strength of selective laser melted 316L steel. In Proceedings of the 12th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2018, Panevezys, Lithuania, 26–27 April 2018; pp. 115–123. [Google Scholar]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Oziebło, A.; Perkowski, K.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Comparison of different heat treatment processes of selective laser melted 316L steel based on analysis of mechanical properties. Materials 2020, 13, 3805. [Google Scholar] [CrossRef] [PubMed]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Oziębło, A.; Perkowski, K. Hot isostatic pressing influence on the mechanical properties of selectively laser-melted 316L steel. Bull. Pol. Acad. Sci. Tech. Sci. 2020, 68, 1413–1424. [Google Scholar]
- Śniezek, L.; Grzelak, K.; Torzewski, J.; Kluczyński, J. Study of the mechanical properties components made by SLM additive technology. In Proceedings of the 11th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2016, Panevezys, Lithuania, 28–29 April 2016; pp. 145–153. [Google Scholar]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Wachowski, M.; Łuszczek, J. Crack growth behavior of additively manufactured 316L steel-influence of build orientation and heat treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef] [PubMed]
- Goździk, D.; FIKUS, B.; KIJEWSKI, J. Preliminary Comparative Investigations on Ballistic Properties of Intermediate Cartridges. Probl. Mechatronics Armament Aviat. Saf. Eng. 2020, 11, 27–44. [Google Scholar] [CrossRef]
- Shifeng, W.; Shuai, L.; Qingsong, W.; Yan, C.; Sheng, Z.; Yusheng, S. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Ran, X.; Liu, D.; Li, J.; Wang, H.; Cheng, X.; Zhang, J.; Tang, H.; Liu, X. Effects of microstructures on the fatigue crack growth behavior of laser additive manufactured ultrahigh-strength AerMet100 steel. Mater. Sci. Eng. A 2018, 721, 251–262. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Luo, M.; Hu, R.; Li, Q.; Huang, A.; Pang, S. Physical understanding of keyhole and weld pool dynamics in laser welding under different water pressures. Int. J. Heat Mass Transf. 2019, 137, 328–336. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | C | Cr | Co | Fe | Mn | Mo | Ni | N | O | P | Si | S | Ti | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| weight (%) | ||||||||||||||
| 0.07 | 0.02 | 0.06 | 8.97 | balanced | 0.03 | 4.82 | 18.43 | 0.01 | 0.02 | 0.005 | 0.05 | 0.002 | 0.98 | 0.1 |
| Specimen Condition | Elasticity Modulus (GPa) | Rp0.2% Proof Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation to Fracture (%) |
|---|---|---|---|---|
| BHT | 156.3 ± 9.2 | 842.7 ± 3.1 | 1057.1 ± 5.3 | 5.84 ± 0.28 |
| AHT | 172.1 ± 2.9 | 1746.8 ± 1.6 | 1827.4 ± 2.1 | 1.99 ± 0.07 |
| No. | Specimen Condition | Impact Velocity (m/s) | Impact Angle (°) | Residual Velocity (m/s) |
|---|---|---|---|---|
| 1 | BHT | 936 | 90.8 | 696 |
| 3 | AHT | 918 | 91.1 | 120 |
| 2 | BHT | 746 | 90.6 | No penetration |
| 4 | AHT | 743 | 90.8 | No penetration |
| No. | Porosity (%) | Impact Velocity (m/s) | Material Condition |
|---|---|---|---|
| 1. | 3.86 | 936 |  |
| 2. | 1.94 | 918 |  |
| 3. | 3.69 | 746 |  |
| 4. | 2.21 | 743 |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szachogłuchowicz, I.; Fikus, B.; Grzelak, K.; Kluczyński, J.; Torzewski, J.; Łuszczek, J. Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing. Materials 2021, 14, 2681. https://doi.org/10.3390/ma14102681
Szachogłuchowicz I, Fikus B, Grzelak K, Kluczyński J, Torzewski J, Łuszczek J. Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing. Materials. 2021; 14(10):2681. https://doi.org/10.3390/ma14102681
Chicago/Turabian StyleSzachogłuchowicz, Ireneusz, Bartosz Fikus, Krzysztof Grzelak, Janusz Kluczyński, Janusz Torzewski, and Jakub Łuszczek. 2021. "Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing" Materials 14, no. 10: 2681. https://doi.org/10.3390/ma14102681
APA StyleSzachogłuchowicz, I., Fikus, B., Grzelak, K., Kluczyński, J., Torzewski, J., & Łuszczek, J. (2021). Selective Laser Melted M300 Maraging Steel—Material Behaviour during Ballistic Testing. Materials, 14(10), 2681. https://doi.org/10.3390/ma14102681