Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Sample Preparation
2.3. Hardness Test
2.4. Thermal Conductivity
2.5. Friction and Wear Test
3. Results and Discussion
3.1. Morphologies of Carbonaceous Components
3.2. Hardness
3.3. Thermal Conductivity
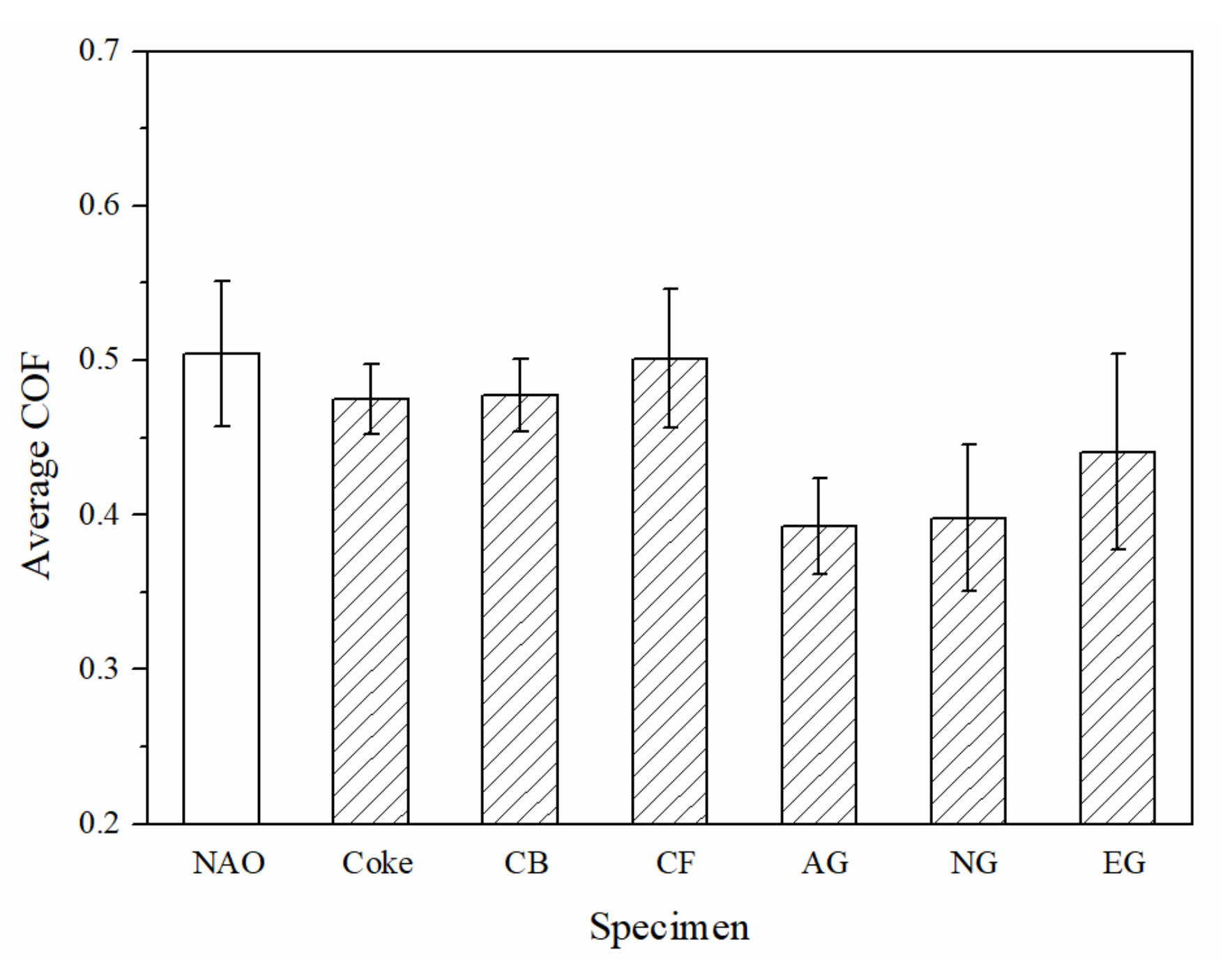
3.4. Friction and Wear
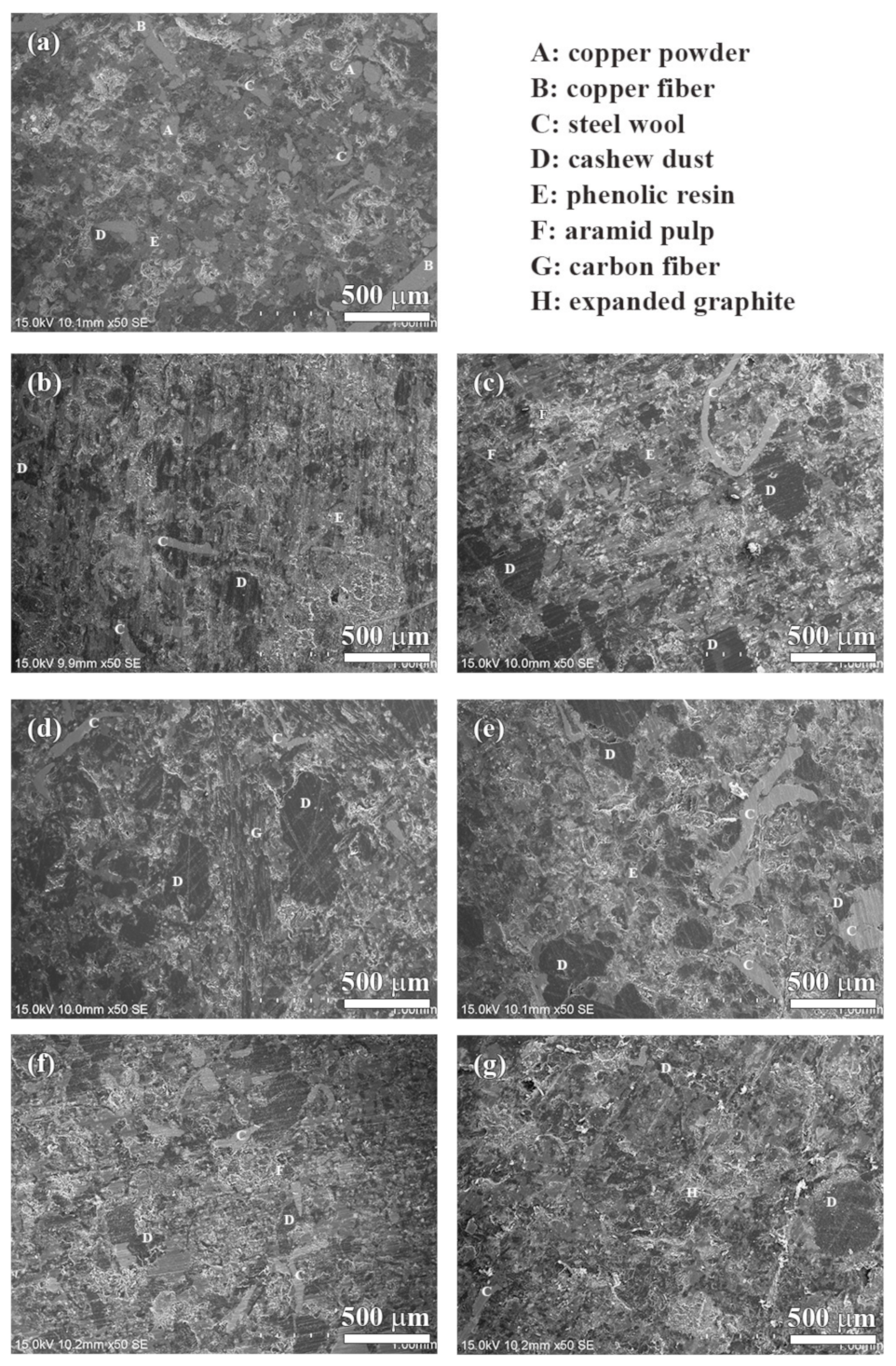
3.5. Morphologies of Polished Surface and Worn Surface
3.6. Surface Roughness of Polished Surface and Worn Surface
4. Conclusions
- (1)
- In comparison with NAO specimens, specimens containing expanded graphite (EG) have a higher thermal conductivity; the specimens containing artificial graphite (AG) or natural graphite (NG) have thermal conductivity similar to the NAO specimen, and the specimens containing coke (Coke), carbon black (CB) or carbon fiber (CF) have lower thermal conductivity.
- (2)
- Most of the carbonaceous components used in this study can improve the tribological performance of specimens, especially graphite-like carbonaceous components, such as artificial graphite, natural graphite and expanded graphite.
- (3)
- The worn specimens containing coke (Coke), carbon black (CB) and carbon fiber (CF) exhibited broken friction layers. The worn specimens containing artificial graphite (AG), natural graphite (NG) and expanded graphite (EG) exhibited quite adherent and large sized friction layers.
- (4)
- After the wear test, the surface roughness of the AG, NG and EG specimens increase slightly. However, the Coke, CB and CF specimens show much rougher worn surfaces.
- (5)
- Among all of the copper-free carbon containing specimens, the specimen containing expanded graphite (EG) has the highest thermal conductivity, a relatively low wear loss and a relatively high and stable COF. It has potential to be the candidate to replace copper in copper-free NAO friction materials.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jacko, M.G.; Rhee, S.K. Brake linings and clutch facings. In Encyclopedia of Composite Materials and Components; Grayson, M.J., Ed.; Wiley and Sons: New York, NY, USA, 1983; pp. 144–154. [Google Scholar]
- Bijwe, J. Composites as friction materials: Recent developments in non-asbestos fiber reinforced friction materials—A review. Polym. Compos. 1997, 18, 378–396. [Google Scholar] [CrossRef]
- Blau, P.J. Compositions, Functions, and Testing of Friction Brake Materials and Their Additives; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2001. [Google Scholar]
- Kim, S.J.; Lee, J.Y.; Han, J.M.; Kim, Y.C.; Park, H.D.; Sung, S.H.; Lee, J.J.; Cha, J.H.; Jo, J.H.; Jang, H. The role of copper on the friction and wear performance of automotive brake friction materials. SAE Int. J. Mater. Manuf. 2011, 5, 9–18. [Google Scholar] [CrossRef]
- Straffelini, G.; Ciudin, R.; Ciotti, A.; Gialanella, S. Present knowledge and perspectives on the role of copper in brake materials and related environmental issues: A critical assessment. Environ. Pollut. 2015, 207, 211–219. [Google Scholar] [CrossRef] [PubMed]
- Wright, D.A.; Welbourn, P. Environmental Toxicology; Cambridge University Press: Cambridge, UK, 2002. [Google Scholar]
- Bradl, H. Heavy Metals in the Environment: Origin, Interaction and Remediation; Elservier/Academic Press: London, UK, 2005. [Google Scholar]
- Solomon, F. Impacts of Copper on Aquatic Ecosystems and Human Health. Available online: http://www.ushydrotech.com/files/6714/1409/9604/Impacts_of_Copper_on_Aquatic_Ecosystems_and_human_Health.pdf (accessed on 30 December 2019).
- Hansen, J.A.; Rose, J.D.; Jenkins, R.A.; Gerow, K.G.; Bergman, H.L. Chinook salmon (Oncorhynchus tshawytscha) and rainbow trout (Oncorhynchus mykiss) exposed to copper: Neurophysiological and histological effects on the olfactory system. Environ. Toxicol. Chem. 1999, 18, 1979–1991. [Google Scholar] [CrossRef]
- Beyers, D.W.; Farmer, M.S. Effects of copper on olfaction of colorado pikeminnow. Environ. Toxicol. Chem. 2001, 20, 907–912. [Google Scholar] [CrossRef] [PubMed]
- An Act Relating to Limiting the Use of Certain Substances in Brake Friction Materials. Available online: http://lawfilesext.leg.wa.gov/biennium/2009-10/Pdf/Bills/Session%20Laws/Senate/6557-S.sl.pdf (accessed on 30 December 2019).
- Hazardous Materials: Motor Vehicle Brake Friction Materials. Available online: https://leginfo.legislature.ca.gov/faces/billNavClient.xhtml?bill_id=200920100SB346 (accessed on 30 December 2019).
- Xin, X.; Xu, C.G.; Qing, L.F. Friction properties of sisal fibre reinforced resin brake composites. Wear 2007, 262, 736–741. [Google Scholar] [CrossRef]
- Yun, R.P.; Filip, P.; Lu, Y.F. Performance and evaluation of eco-friendly brake friction materials. Tribol. Int. 2010, 43, 2010–2019. [Google Scholar] [CrossRef]
- Lee, P.W.; Filip, P. Friction and wear of Cu-free and Sb-free environmental friendly automotive brake materials. Wear 2013, 302, 1404–1413. [Google Scholar] [CrossRef]
- Matějka, V.; Fu, Z.; Kukutschová, J.; Qi, S.; Jiang, S.; Zhang, X.; Yun, R.; Vaculík, M.; Heliová, M.; Lu, Y. Jute fibers and powderized hazelnut shells as natural fillers in non-asbestos organic non-metallic friction composites. Mater. Des. 2013, 51, 847–853. [Google Scholar] [CrossRef]
- Lee, J.J.; Lee, J.A.; Kwon, S.; Kim, J.J. Effect of different reinforcement materials on the formation of secondary plateaus and friction properties in friction materials for automobiles. Tribol. Int. 2018, 120, 70–79. [Google Scholar] [CrossRef]
- Leonardi, M.; Menapace, C.; Matějka, V.; Gialanella, S.; Straffelini, G. Pin-on-disc investigation on copper-free friction materials dry sliding against cast iron. Tribol. Int. 2018, 119, 73–81. [Google Scholar] [CrossRef]
- Mahale, V.; Bijwe, J.; Sinha, S. A step towards replacing copper in brake-pads by using stainless steel swarf. Wear 2019, 424–425, 133–142. [Google Scholar] [CrossRef]
- Gilardi, R.; Alzati, L.; Thiam, M.; Brunel, J.F.; Desplanques, Y.; Dufrenoy, P.; Sharma, S.; Bijwe, J. Copper substitution and noise reduction in brake pads: Graphite type selection. Materials 2012, 5, 2258–2269. [Google Scholar] [CrossRef]
- Aranganathan, N.; Bijwe, J. Special grade of graphite in NAO friction materials for possible replacement of copper. Wear 2015, 330–331, 515–523. [Google Scholar] [CrossRef]
- Aranganathan, N.; Bijwe, J. Development of copper-free eco-friendly brake-friction material using novel ingredients. Wear 2016, 352–353, 79–91. [Google Scholar] [CrossRef]
- Manoharan, S.; Vijay, R.; Lenin Singaravelu, D.; Kchaou, M. Experimental investigation on the tribo-thermal properties of brake friction materials containing various forms of graphite: A comparative study. Arab. J. Sci. Eng. 2019, 44, 1459–1473. [Google Scholar] [CrossRef]
- Zheng, K.; Gao, C.; He, F.; Lin, Y. The role of rare earth lanthanum oxide in polymeric matrix brake composites to replace copper. Polymers 2018, 10, 1027. [Google Scholar] [CrossRef]
- Menapace, C.; Leonardi, M.; Matějka, V.; Gialanella, S.; Straffelini, G. Dry sliding behavior and friction layer formation in copper-free barite containing friction materials. Wear 2018, 398–399, 191–200. [Google Scholar] [CrossRef]
- Mahale, V.; Bijwe, J.; Sinha, S. Efforts towards green friction materials. Tribol. Int. 2019, 136, 196–206. [Google Scholar] [CrossRef]
- Kolluri, D.K.; Ghosh, A.K.; Bijwe, J. Performance evaluation of composite friction materials: Influence of nature and particle size of graphite. J. Reinf. Plast. Compos. 2010, 29, 2842–2854. [Google Scholar] [CrossRef]
- Cho, M.H.; Ju, J.; Kim, S.J.; Jang, H. Tribological properties of solid lubricants (graphite, Sb2S3, MoS2) for automotive brake friction materials. Wear 2006, 260, 855–860. [Google Scholar] [CrossRef]
- Kim, S.J.; Cho, M.H.; Cho, K.H.; Jang, H. Complementary effects of solid lubricants in the automotive brake lining. Tribol. Int. 2007, 40, 15–20. [Google Scholar] [CrossRef]
- Aranganathan, N.; Bijwe, J. Comparative performance evaluation of NAO friction materials containing natural graphite and thermo-graphite. Wear 2016, 358–359, 17–22. [Google Scholar] [CrossRef]
- Rukiye, E.; Nurettin, Y. The effects of graphite, coke and ZnS on the tribological and surface characteristics of automotive brake friction materials. Ind. Lubr. Tribol. 2011, 63, 245–253. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Alaei, Y.; Shojaei, A.; Arjmand, M.; Yan, N. Frictional behavior of resin-based brake composites: Effect of carbon fibre reinforcement. Wear 2019, 420–421, 108–115. [Google Scholar] [CrossRef]
- Lee, K.J.; Yeh, Y.T.; Cheng, H.Z.; Lin, H.Y. Friction and wear behaviors of carbon nanotube reinforced silica and alumina matrix composites fabricated by catalyst sol-gel and CVD process. Mater. Trans. 2018, 59, 280–289. [Google Scholar] [CrossRef]
- Lee, K.J.; Wu, T.Y.; Lin, H.Y.; Cheng, H.Z.; Wang, C.F. Modified automotive organic friction materials through infiltration of liquid carbon precursors. Carbon Lett. 2019, 29, 359–368. [Google Scholar] [CrossRef]
- Kasai, A.; Murayama, T.; Ono, Y. Measurement of effective thermal conductivity of coke. ISIJ Int. 1993, 33, 697–702. [Google Scholar] [CrossRef]
- Smith, W.R.; Wilkes, G.B. Thermal conductivity of carbon blacks. Ind. Eng. Chem. 1944, 36, 1111–1112. [Google Scholar] [CrossRef]
- Khizhnyak, P.E.; Chechetkin, A.V.; Glybin, A.P. Thermal conductivity of carbon black. J. Eng. Phys. 1979, 37, 1073–1075. [Google Scholar] [CrossRef]
- T700S Data Sheet. Available online: https://www.toraycma.com/file_viewer.php?id=4459 (accessed on 30 December 2019).
- Pierson, H.O. Carbon fiber. In Handbook of Carbon, Graphite, Diamonds and Fullerenes: Processing, Properties and Applications, 1st ed.; Noyes Publications: Park Ridge, NJ, USA, 1993; p. 195. [Google Scholar]
- Pierson, H.O. Graphite structure and properties. In Handbook of Carbon, Graphite, Diamonds and Fullerenes: Processing, Properties and Applications, 1st ed.; Noyes Publications: Park Ridge, NJ, USA, 1993; p. 54. [Google Scholar]
- Chung, D.D.L. Exfoliation of graphite. J. Mater. Sci. 1987, 22, 4190–4198. [Google Scholar] [CrossRef]
- Bernal, J.D. The Structure of Graphite. Proc. R. Soc. Lond. Ser. A Contain. Pap. Math. Phys. Character 1924, 106, 749–773. [Google Scholar]
- Scharf, T.W.; Prasad, S.V. Solid lubricants: A review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Harry, M.; Heintz, E.A.; Reinoso, F.R. Introduction to Carbon Technologies; University of Alicante: San Vicente del Raspeig, Alicante, Spain, 1997. [Google Scholar]
- Eriksson, M.; Jacobson, S. Tribological surfaces of organic brake pads. Tribol. Int. 2000, 33, 817–827. [Google Scholar] [CrossRef]
- Kumar, M.; Bijwe, J. Non-asbestos organic (NAO) friction composites: Role of copper; its shape and amount. Wear 2011, 270, 269–280. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Function | Raw Materials | Size (μm) | Content (vol %) |
|---|---|---|---|
| Binder | phenolic resin | 45 | 27.7 |
| Fibrous reinforcement | aramid pulp potassium titanate steel wool | 5–20 1 3–5 1 10–100 1 | 17.5 |
| Lubricant | antimony trisulfide artificial graphite | 45 75 | 13.9 |
| Friction modifier | aluminum barite cashew dust nitrile butadiene rubber (NBR) silica silicon carbide zirconia | 45 20 20–500 120 45 40 13.8 | 35.8 |
| Theme ingredient | copper (Cu powder/Cu fiber) or copper-replaced (carbonaceous) components | 50 2/ 60–100 3 (see Table 3)4 | 5.1 |
| Ingredient | NAO | Coke | CB | CF | AG | NG | EG |
|---|---|---|---|---|---|---|---|
| Parent ingredient 1 | 94.90 | 94.90 | 94.90 | 94.90 | 94.90 | 94.90 | 94.90 |
| copper powder | 2.55 | - | - | - | - | - | - |
| copper fiber | 2.55 | - | - | - | - | - | - |
| coke | - | 5.10 | - | - | - | - | - |
| carbon black | - | - | 5.10 | - | - | - | - |
| carbon fiber | - | - | - | 5.10 | - | - | - |
| artificial graphite | - | - | - | - | 5.10 | - | - |
| natural graphite | - | - | - | - | - | 5.10 | - |
| expanded graphite | - | - | - | - | - | - | 5.10 |
| Carbonaceous Component | Size (μm) | Thermal Conductivity (W/m K) | Description, Company |
|---|---|---|---|
| coke | D503:43.9 D954:129.9 | < 0.973 [35] | Metallurgical coke, China Steel Chemical Corp., Kaohsiung, Taiwan |
| carbon black | D50:0.9 D95:2.4 | 0.2–0.3 [36,37] | FEF N-550, China Synthetic Rubber Corp., Kaohsiung, Taiwan |
| PAN1-based carbon fiber | diameter:7 length:3000–5000 | 8–70 [38,39] | T700S, Toray Industries, Inc., Tokyo, Japan |
| artificial graphite | D50:77.8 D95:204.6 | a-axis:398 c-axis:2.2 [40] | G-3, Hsu I Enterprises Corp., Tainan, Taiwan |
| natural graphite | size:10–20 thickness: <3 | a-axis:398 c-axis:2.2 [40] | Graphite flake, -325 mesh, Alfa Aesar, Ward Hill, MA, USA |
| expanded graphite2 | size:25 expanded length:25–7500 | a-axis:400–1300 c-axis:3–65 [41] | Expandable graphite, 3772, Anthracite Industries, Sunbury, PA, USA (Expansion ratio ~1:300) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, H.-Y.; Cheng, H.-Z.; Lee, K.-J.; Wang, C.-F.; Liu, Y.-C.; Wang, Y.-W. Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material. Materials 2020, 13, 1163. https://doi.org/10.3390/ma13051163
Lin H-Y, Cheng H-Z, Lee K-J, Wang C-F, Liu Y-C, Wang Y-W. Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material. Materials. 2020; 13(5):1163. https://doi.org/10.3390/ma13051163
Chicago/Turabian StyleLin, Hsun-Yu, Huy-Zu Cheng, Kuo-Jung Lee, Chih-Feng Wang, Yi-Chen Liu, and Yu-Wei Wang. 2020. "Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material" Materials 13, no. 5: 1163. https://doi.org/10.3390/ma13051163
APA StyleLin, H.-Y., Cheng, H.-Z., Lee, K.-J., Wang, C.-F., Liu, Y.-C., & Wang, Y.-W. (2020). Effect of Carbonaceous Components on Tribological Properties of Copper-Free NAO Friction Material. Materials, 13(5), 1163. https://doi.org/10.3390/ma13051163