Towards the Prediction of Sandwich Composites Durability in Severe Condition of Temperature: A New Numerical Model Describing the Influence of Material Water Content during a Fire Scenario


Abstract
1. Introduction
2. Mathematical Formulation
2.1. Thermal Model Development
2.1.1. Principle of the Thermal Model
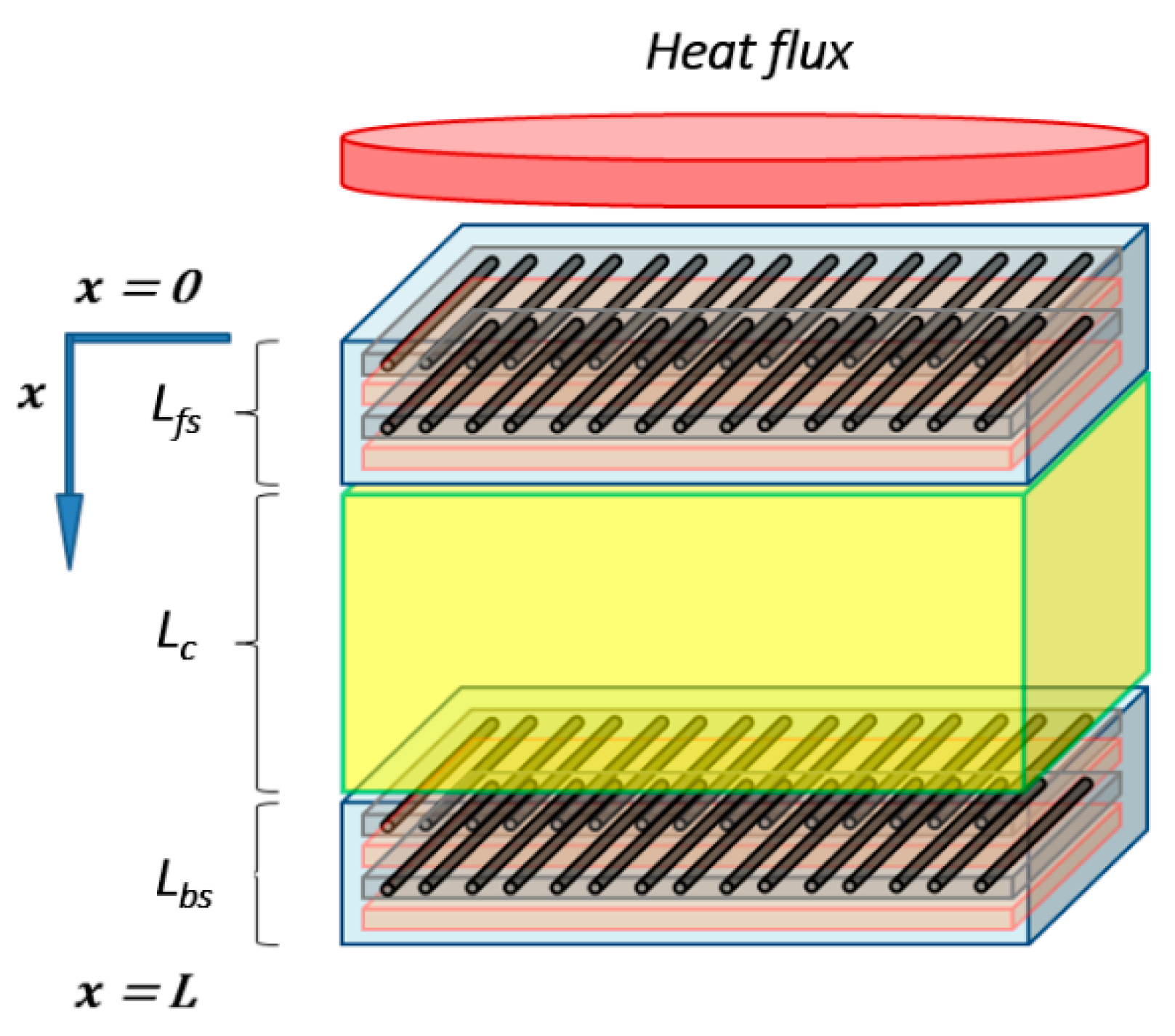
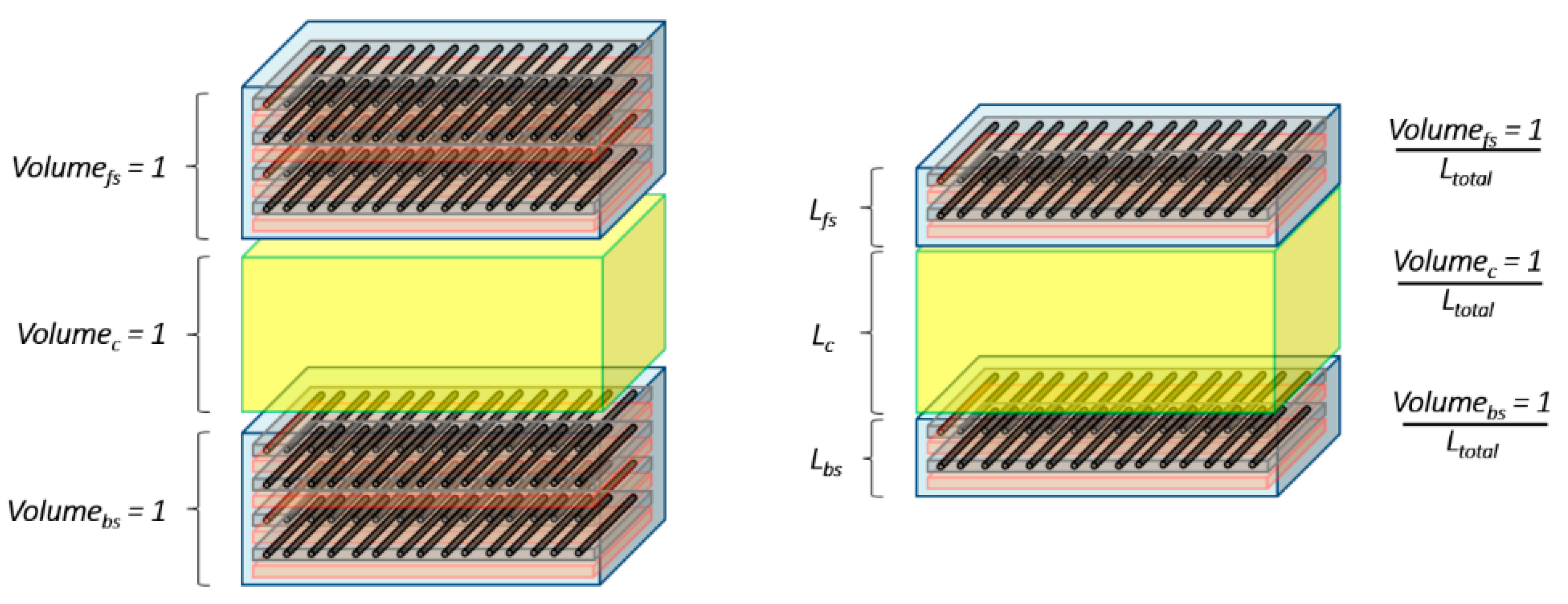
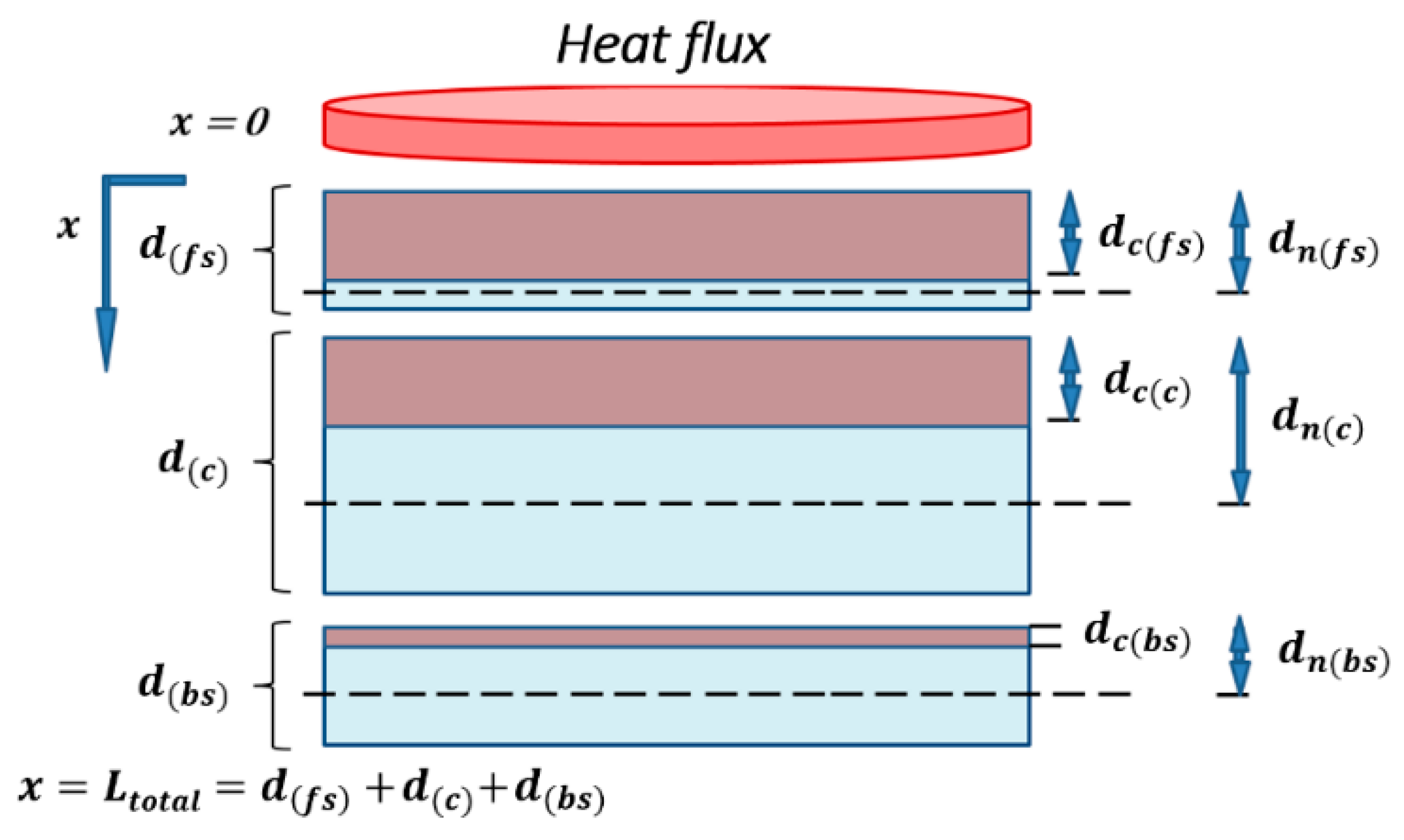
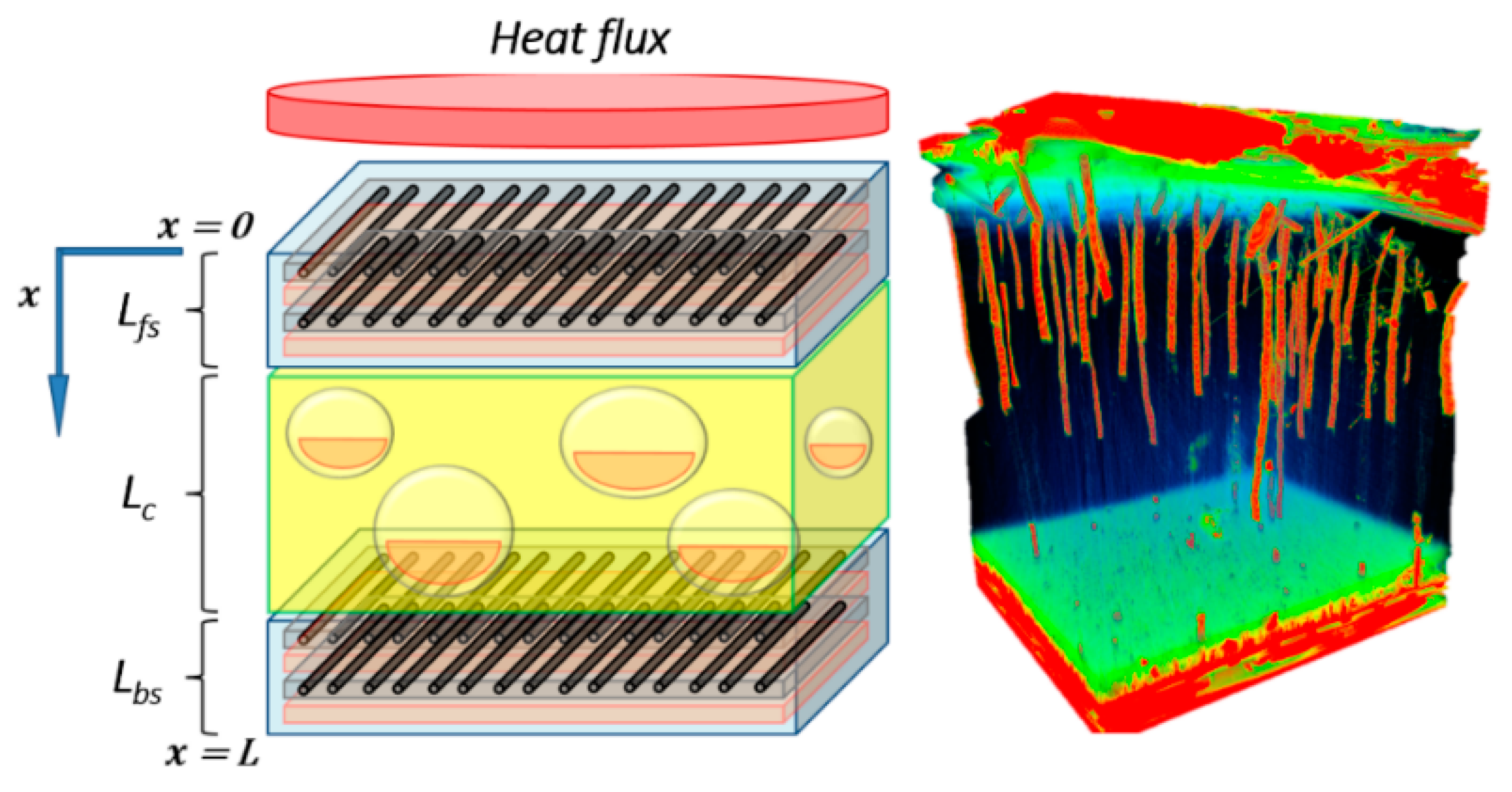
2.1.2. Basics of the Model for Sandwich Composite Materials
2.1.3. Thermal Expansion
2.1.4. Gases Flow and Pressure
2.1.5. Thermal Parameters
2.1.6. Initial and Boundary Conditions
2.1.7. Implementation of the Thermal Model
2.2. Post-Combustion Mechanical Response
3. Results
3.1. Thermal Degradation Prediction
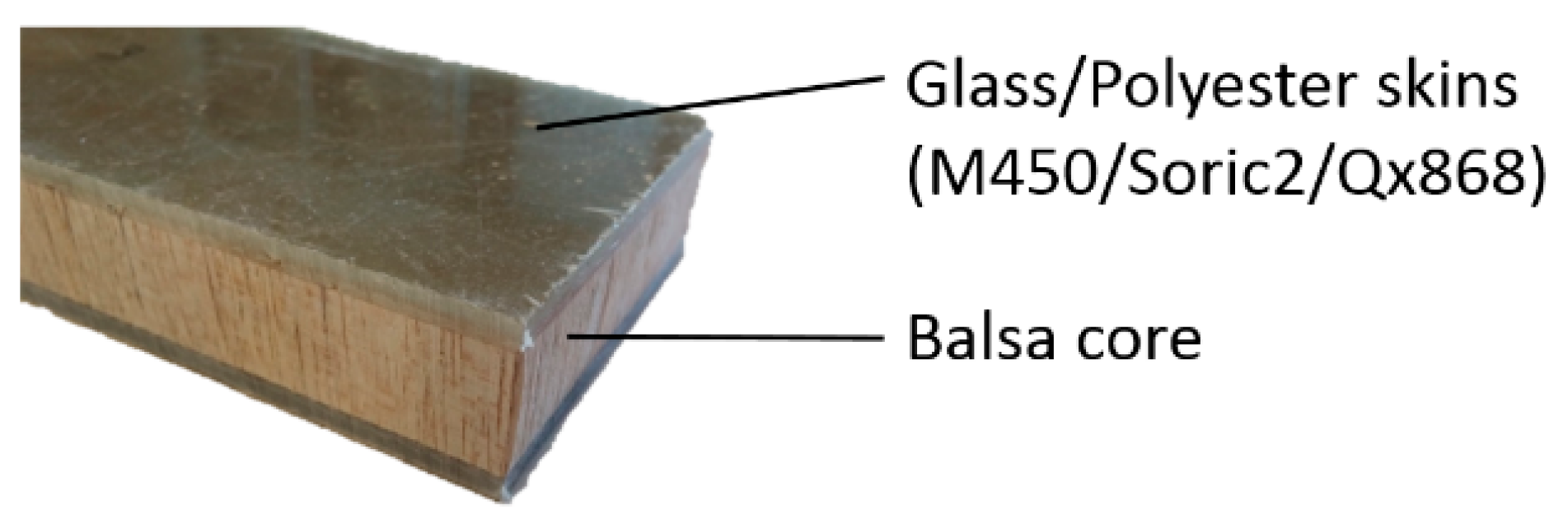
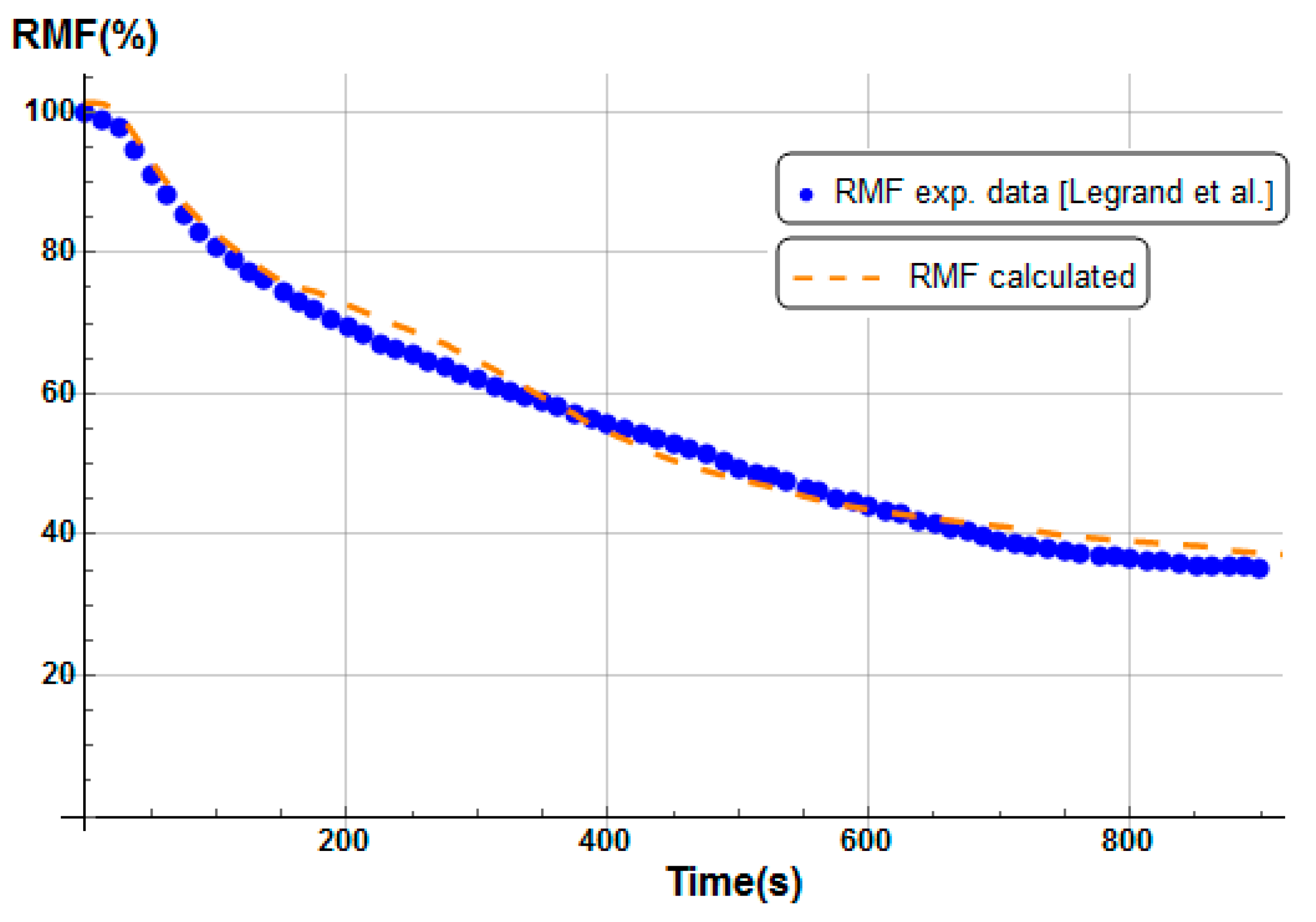
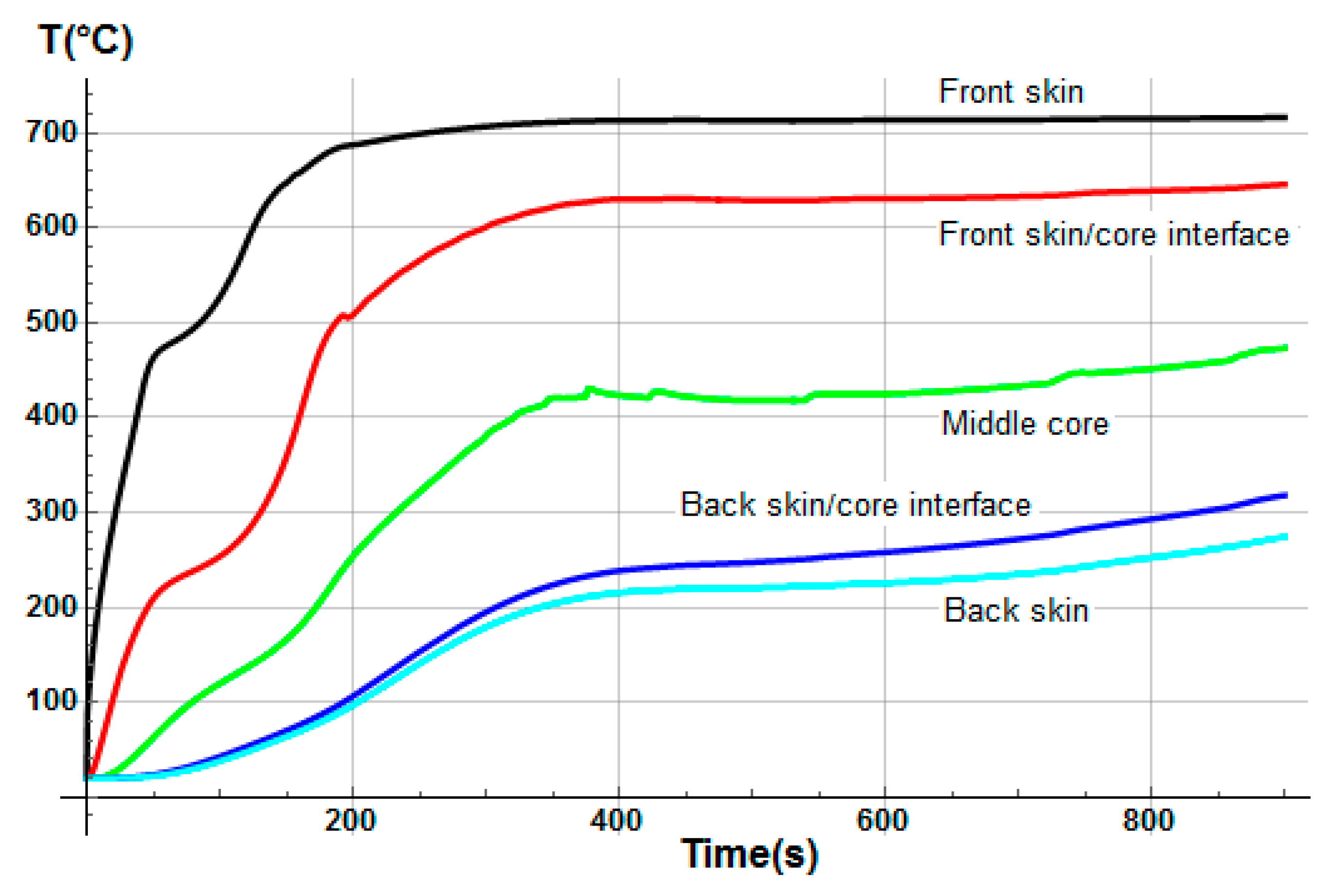
3.1.1. Glass/Polyester/Balsa Sandwich Composite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Values | References | ||
|---|---|---|---|---|
| Glass/Polyester | Balsa | Glass/Polyester | Balsa | |
| Fraction volume of fibers (-) Vf | 0.21 | - | [43] | |
| Kinetics rate constant (1/s) A | 1000 | 1.0 × 107 | [43] | [33] |
| Activation energy (J/mol) Ea | 50,000 | 116,488 | [43] | [33] |
| Reaction order (-) n | 1 | 1 | [43] | [33] |
| Remaining Mass Fraction (-) α | 0.01 | 0.01 | [43] | [33] |
| Heat of decomposition (J/kg) Qp | −234,460 | 556,000 | [43] | [33] |
| Density of balsa core (kg/m3) ρbalsa | - | 126 | [29] | |
| Density of glass fiber (kg/m3] ρfiber | 2694 | - | [43] | |
| Density of polyester (kg/m3) ρmatrix | 1102 | - | [43] | |
| Thermal conductivity of balsa core (W/(m K)) kbalsa | - | 0.2 | [33] | |
| Thermal conductivity of glass fiber (W/(m K)) kfiber | 1.04 | - | [43] | |
| Thermal conductivity of polyester (W/(m K)] kmatrix | 0.19 | - | [43] | |
| Specific heat of initial/final balsa core (J/(kg K)) cp,balsa | - | 1420/3194 | [33] | |
| Specific heat of glass fiber (J/(kg K)) cp,fiber | 760 | - | [43] | |
| Specific heat of polyester (J/(kg K)) cp,matrix | 1600 | - | [43] | |
| Specific heat of gas for balsa core (J/(kg K)) cpg,balsa | - | 1009 | [33] | |
| Specific heat of gas for polyester (J/(kg K)) cpg,matrix | 2386.5 | - | [44] | |
| Thickness of the skin (front/back) and balsa core (m) L | 2.5/2.0 × 10−3 | 14 × 10−3 | ||
| Virgin coefficient of linear thermal expansion (1/K) αv | 9 × 10−6 | 3 × 10−5 | [45] | [42] |
| Char coefficient of linear thermal expansion (1/K) αc | 1.1 × 10−5 | 0 | [45] | [42] |
| Virgin material permeability (m2) γv | 3.19 × 10−16 | 9.0 × 10−12 | [46] | [46] |
| Char material permeability (m2) γc | 1.00 × 10−10 | 8.7 × 10−12 | [46] | [46] |
| Molecular weight of gases (kg/mol) M | 18.35 × 10−3 | 18.35 × 10−3 | [18] | [46] |
| Room temperature (°C) T∞ | 20 | - | ||
| Room pressure (Pa) P | 101,325 | - | ||
| Pressure on the back surface(Pa) Pbs | 101,325 | - | ||
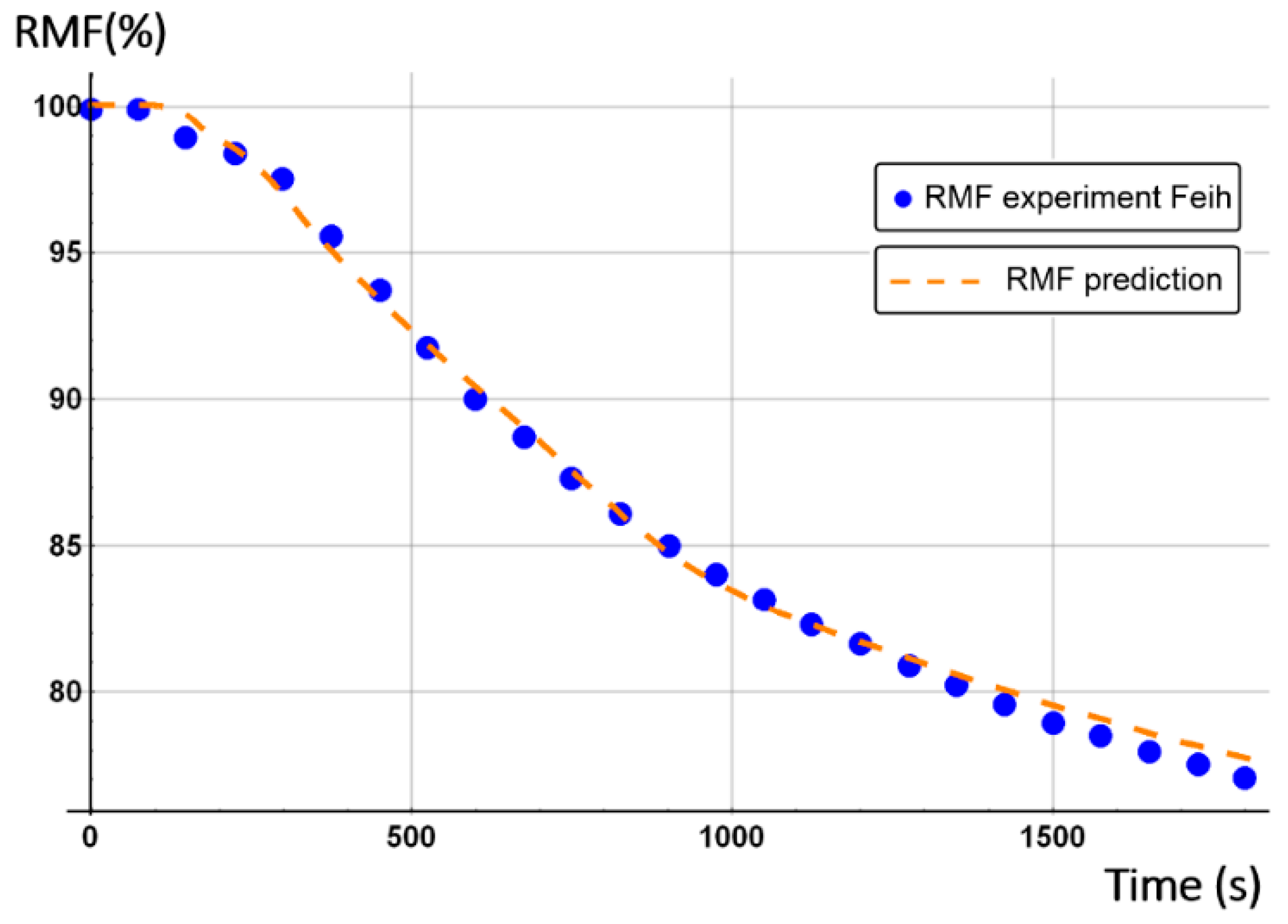
3.1.2. Glass/Vinyl Ester/Balsa Sandwich Composite
3.2. Mechanical Properties Prediction
3.2.1. Glass/Polyester/Balsa Sandwich Composite
3.2.2. Glass/Vinyl Ester/Balsa Sandwich Composite
4. Hygro-Thermal Durability in Fire Condition
4.1. Hygro-Thermal Model Development
4.2. Hygro-Thermo-Mechanical Durability
4.2.1. Glass/Polyester/Balsa Sandwich Composite
4.2.2. Glass/Vinyl Ester/Balsa Sandwich Composite
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| A | Pre-exponential factor of Arrhenius law (s−1) |
| ci | Specific heat of state i (J·kg−1·K−1) |
| cp | Specific heat of the material (J·kg−1·K−1) |
| cpg | Specific heat of gas (J·kg−1·K−1) |
| Specific heat of water vapor (J·kg−1·K−1) | |
| d | Total thickness (m) |
| dc | Carbonized layer thickness (m) |
| dn | Balance bending forces’ thickness (m) |
| Ea | Activation energy (J·mol−1) |
| E | Young modulus (MPa) |
| <EI> | Flexural modulus (MN·m2) |
| fc | Correction factor (-) |
| hg | Enthalpy of pyrolysis gases (J·kg−1) |
| hs | Enthalpy of the solid material (J·kg−1) |
| hconv | Convective heat transfer coefficient (W·m−2·K−1) |
| I | Quadratic moment (m4) |
| kg | Thermal conductivity of volatile gases (W·m−1·K−1) |
| ki | Thermal conductivity of state i (W·m−1·K−1) |
| kx | Thermal conductivity of solid material (W·m−1·K−1) |
| L | Thickness of material (m) |
| mg | Volatile gases mass (kg) |
| Mass flow rate per unit area of pyrolysis gases through the reaction zone (kg·s−1·m−2) | |
| mm | Mass of matrix (kg) |
| ms | Solid mass of material (kg) |
| Water mass (kg) | |
| M | Average molecular weight of gases (kg·mol−1) |
| n | Order of decomposition reaction |
| P | Internal pressure of gases (atm) |
| Heat flux (W·m−2) | |
| Qp | Heat of decomposition (J·kg−1) |
| R | Gas constant (8.314 J·mol−1·K−1) |
| t | Time (s) |
| T | Temperature (K) |
| T∞ | Ambient temperature (K) |
| Vf | Volume fraction of fibers (%) |
| Vm | Volume fraction of the matrix (%) |
| x | Though-thickness coordinate (m) |
| X | Mass fraction (-) |
| α | Remaining fraction of virgin material (-) |
| αi | Linear thermal expansion coefficient of state i (K−1) |
| γ | Permeability of material (m2) |
| Δhfg | Latent heat of water (J·kg−1) |
| Δhl | Evaporation heat of free liquid water (J·kg−1) |
| Δhdesorp | Evaporation heat of bound water (J·kg−1) |
| ψi | Permeability coefficient of state i (K−1) |
| εm | Material surface emissivity (-) |
| εs | Source emissivity (-) |
| ζ | Dimensionless expansion factor (-) |
| η | Dimensionless permeability factor (-) |
| μ | Gases viscosity (Pa·s) |
| ρ | Material density (kg·m−3) |
| σ | Stefan-Boltzmann constant (5.67 × 108 W·m−2·K−4) |
| Φ | Porosity of material (-) |
| Subscripts | |
| a | Activation |
| c | Carbonized state |
| composite | Composite |
| conv | Convection |
| 0 | Initial state |
| f | Final state |
| fiber | Fiber |
| fsp | Fiber saturation point |
| g | Gas |
| Water | |
| inf | Inferior |
| m | Matrix |
| p | Pyrolysis |
| s | Solid, Source |
| sat | Saturation |
| sup | Superior |
| v | Virgin state |
| Water vapor |
References
- Legrand, V.; Merdrignac-Conanec, O.; Paulus, W.; Hansen, T.C. Study of the Thermal Nitridation of Nanocrystalline Ti(OH)4 by X-ray and in Situ Neutron Powder Diffraction. J. Phys. Chem. A 2012, 116, 9561–9567. [Google Scholar] [CrossRef] [PubMed]
- Legrand, V.; Pillet, S.; Weber, H.-P.; Souhassou, M.; Letard, J.-F.; Guionneau, P.; LeComte, C. On the precision and accuracy of structural analysis of light-induced metastable states. J. Appl. Cryst. 2007, 40, 1076–1088. [Google Scholar] [CrossRef]
- Legrand, V.; Pillet, S.; Carbonera, C.; Souhassou, M.; Létard, J.-F.; Guionneau, P.; LeComte, C. Optical, Magnetic and Structural Properties of the Spin-Crossover Complex [Fe(btr)2(NCS)2]·H2O in the Light-Induced and Thermally Quenched Metastable States. Eur. J. Inorg. Chem. 2007, 2007, 5693–5706. [Google Scholar] [CrossRef]
- Legrand, V.; Carbonera, C.; Pillet, S.; Souhassou, M.; Létard, J.F.; Guionneau, P.; LeComte, C. Photo-crystallography: From the structure towards the electron density of metastable states. J. Phys. Conf. Ser. 2005, 21, 73–80. [Google Scholar] [CrossRef]
- Gloaguen, D.; Oum, G.; Legrand, V.; Fajoui, J.; Moya, M.-J.; Pirling, T.; Kockelmann, W. Intergranular Strain Evolution in Titanium During Tensile Loading: Neutron Diffraction and Polycrystalline Model. Met. Mater. Trans. A 2015, 46, 5038–5046. [Google Scholar] [CrossRef]
- Hounkpati, V.; Fréour, S.; Gloaguen, D.; Legrand, V.; Kelleher, J.; Kockelmann, W.; Kabra, S. In situ neutron measurements and modelling of the intergranular strains in the near-β titanium alloy Ti-β21S. Acta Mater. 2016, 109, 341–352. [Google Scholar] [CrossRef]
- Legrand, V.; Kockelmann, W.; Frost, C.D.; Hauser, R.; Kaczorowski, D. Neutron diffraction study of the non-Fermi liquid compound CeNiGa2: Magnetic behaviour as a function of pressure and temperature. J. Phys. Condens. Matter 2013, 25, 206001. [Google Scholar] [CrossRef]
- Legrand, V.; Le Gac, F.; Guionneau, P.; Létard, J. Neutron powder diffraction studies of two spin transition Fe(II)-complexes under pressure. J. Appl. Crystallogr. 2008, 41, 637–640. [Google Scholar] [CrossRef]
- Legrand, V.; Pechev, S.; Létard, J.-F.; Guionneau, P. Synergy between polymorphism, pressure, spin-crossover and temperature in [Fe(PM-BiA)2(NCS)2]: A neutron powder diffraction investigation. Phys. Chem. Chem. Phys. 2013, 15, 13872–13880. [Google Scholar] [CrossRef]
- Legrand, V.; Pillet, S.; Souhassou, M.; Lugan, N.; LeComte, C. Extension of the Experimental Electron Density Analysis to Metastable States: A Case Example of the Spin Crossover Complex Fe(btr)2(NCS)2·H2O. J. Am. Chem. Soc. 2006, 128, 13921–13931. [Google Scholar] [CrossRef]
- Rizk, G.; Legrand, V.; Khalil, K.; Casari, P.; Jacquemin, F. Durability of sandwich composites under extreme conditions: Towards the prediction of fire resistance properties based on thermo-mechanical measurements. Compos. Struct. 2018, 186, 233–245. [Google Scholar] [CrossRef]
- Rizk, G.; Nahas, R.; Khalil, K.; Challita, G.; Legrand, V.; Casari, P.; Jacquemin, F. Durability of composite assemblies under extreme conditions: Thermomechanical damage prediction of a double-lap bonded composite assembly subject to impact and high temperature. Compos. Struct. 2019, 213, 58–70. [Google Scholar] [CrossRef]
- Pering, G.A.; Farrell, P.V.; Springer, G.S. Degradation of tensile and shear properties of composites exposed to fire or high temperature. J. Compos. Mater. 1980, 14, 54–66. [Google Scholar]
- Henderson, J.B.; Wiebelt, J.A.; Tant, M.R. A Model for the Thermal Response of Polymer Composite Materials with Experimental Verification. J. Compos. Mater. 1985, 19, 579–595. [Google Scholar] [CrossRef]
- Gibson, A.; Wu, Y.S.; Chandler, H.W.; Wilcox, J.A.D.; Bettess, P. A Model for the Thermal Performance of Thick Composite Laminates in Hydrocarbon Fires. Rev. De L’institut Français Du Pétrole 1995, 50, 69–74. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Gibson, A.G. Fire properties of polymer composite materials. In Solid Mechanics and its Applications; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Lattimer, B.Y.; Ouellette, J.; Trelles, J. Thermal Response of Composite Materials to Elevated Temperatures. Fire Technol. 2011, 47, 823–850. [Google Scholar] [CrossRef]
- Henderson, J.B.; Wiecek, T.E. A Mathematical Model to Predict the Thermal Response of Decomposing, Expanding Polymer Composites. J. Compos. Mater. 1987, 21, 373–393. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Alagarraja, K.; Elanchezhian, C. Review on Sandwich Composite and their Applications. Mater. Today Proc. 2019, 16, 859–864. [Google Scholar] [CrossRef]
- Mouritz, A.; Feih, S.; Kandare, E.; Mathys, Z.; Gibson, A.; Jardin, P.D.; Case, S.W.; Lattimer, B. Review of fire structural modelling of polymer composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1800–1814. [Google Scholar] [CrossRef]
- Costa, J.P.M.; Legrand, V.; Fréour, S. Durability of Composite Materials under Severe Temperature Conditions: Influence of Moisture Content and Prediction of Thermo-Mechanical Properties During a Fire. J. Compos. Sci. 2019, 3, 55. [Google Scholar] [CrossRef]
- McCracken, A.; Sadeghian, P. Partial-composite behavior of sandwich beams composed of fiberglass face sheets and woven fabric core. Thin-Walled Struct. 2018, 131, 805–815. [Google Scholar] [CrossRef]
- Sabah, S.A.; Kueh, A.; Al-Fasih, M. Comparative low-velocity impact behavior of bio-inspired and conventional sandwich composite beams. Compos. Sci. Technol. 2017, 149, 64–74. [Google Scholar] [CrossRef]
- Abir, M.; Tay, T.; Ridha, M.; Lee, H. Modelling damage growth in composites subjected to impact and compression after impact. Compos. Struct. 2017, 168, 13–25. [Google Scholar] [CrossRef]
- He, W.; Lu, S.; Yi, K.; Wang, S.; Sun, G.; Hu, Z. Residual flexural properties of GFRP sandwich structures with aluminum honeycomb cores after low-velocity impact. Int. J. Mech. Sci. 2019, 161, 105026. [Google Scholar] [CrossRef]
- He, W.; Yao, L.; Meng, X.; Sun, G.; Xie, D.; Liu, J. Effect of structural parameters on low-velocity impact behaviour of aluminium honeycomb sandwich structures with GFRP face sheets. Thin-Walled Struct. 2019, 137, 411–432. [Google Scholar] [CrossRef]
- Crupi, V.; Epasto, G.; Guglielmino, E. Collapse modes in aluminum honeycomb sandwich panels under bending and impact loading. Int. J. Impact Eng. 2012, 43, 6–15. [Google Scholar] [CrossRef]
- Sun, X.; Wisnom, M.R.; Hallett, S.R. Interaction of inter- and intralaminar damage in scaled quasi-static indentation tests: Part 2—Numerical simulation. Compos. Struct. 2016, 136, 727–742. [Google Scholar] [CrossRef]
- Legrand, V.; Tranvan, L.; Casari, P.; Jacquemin, F. Structure-properties relationships of moisturized sandwich composite materials under extreme temperature conditions (fire resistance). Compos. Struct. 2020, 235, 111774. [Google Scholar] [CrossRef]
- Ding, A.; Wang, J.; Ni, A.; Li, S. Assessment on the ageing of sandwich composites with vinylester-based composite faces and PVC foam core in various harsh environments. Compos. Struct. 2019, 213, 71–81. [Google Scholar] [CrossRef]
- Anjang, A.; Chevali, V.; Lattimer, B.; Case, S.; Feih, S.; Mouritz, A. Post-fire mechanical properties of sandwich composite structures. Compos. Struct. 2015, 132, 1019–1028. [Google Scholar] [CrossRef]
- Florio, J.; Henderson, J.B.; Test, F.L.; Hariharan, R. A study of the effects of the assumption of local thermal equilibrium on the overall thermally-induced response of a decomposition, glass-filled polymer composite. Int. J. Heat Mass Transf. 1991, 34, 135–147. [Google Scholar] [CrossRef]
- Anjang, A.; Chevali, V.; Feih, S.; Mouritz, A.; Anjang, A. Deterioration of the fire structural resistance of sandwich composite under tension due to water absorption. Compos. Part A Appl. Sci. Manuf. 2016, 87, 263–270. [Google Scholar] [CrossRef]
- Feih, S.; Mathys, Z.; Gibson, A.G.; Mouritz, A.P. Modeling Compressive Skin Failure of Sandwich Composites in Fire. J. Sandw. Struct. Mater. 2008, 10, 217–245. [Google Scholar] [CrossRef]
- Goodrich, T.; Nawaz, N.; Feih, S.; Lattimer, B.Y.; Mouritz, A.P. High-temperature mechanical properties and thermal recovery of balsa wood. J. Wood Sci. 2010, 56, 437–443. [Google Scholar] [CrossRef]
- Buch, J.D. Thermal Expansion Behavior of a Thermally Degrading Organic Matrix Composite. In Thermomechanical Behavior of High-Temperature Composites; ASME Publication AD-04; ASME: New York, NY, USA, 1982. [Google Scholar]
- Lattimer, B.Y.; Ouellette, J. Properties of composite materials for thermal analysis involving fires. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1068–1081. [Google Scholar] [CrossRef]
- Wolfram, S. An Elementary Introduction to the Wolfram Language. The Numerical Method of Lines. Available online: https://reference.wolfram.com/language/tutorial/NDSolveMethodOfLines.html (accessed on 15 September 2017).
- Mouritz, A.; Mathys, Z. Post-fire mechanical properties of marine polymer composites. Compos. Struct. 1999, 47, 643–653. [Google Scholar] [CrossRef]
- Mouritz, A.; Mathys, Z. Post-fire mechanical properties of glass-reinforced polyester composites. Compos. Sci. Technol. 2001, 61, 475–490. [Google Scholar] [CrossRef]
- Theulen, J.; Peijs, T. Optimization of the bending stiffness and strength of composite sandwich panels. Compos. Struct. 1991, 17, 87–92. [Google Scholar] [CrossRef][Green Version]
- Lautenberger, C.; Fernandez-Pello, C. A model for the oxidative pyrolysis of wood. Combust. Flame 2009, 156, 1503–1513. [Google Scholar] [CrossRef]
- Zhuge, J.; Gou, J.; Chen, R.-H.; Kapat, J. Finite element modeling of post-fire flexural modulus of fiber reinforced polymer composites under constant heat flux. Compos. Part A Appl. Sci. Manuf. 2012, 43, 665–674. [Google Scholar] [CrossRef]
- Bai, Y.; Keller, T.; Vallé, T. Modeling of thermo-physical properties and thermal responses for FRP composites in fire. In Proceedings of the Asia Pacific Conference on FRP in Structures, Hong Kong, China, 12–14 December 2007. [Google Scholar]
- Polyester Resins. Available online: http://www.exelcomposites.com/fi-fi/english/composites/rawmaterials/resins.aspx (accessed on 15 September 2017).
- Goodrich, T.W. Thermophysical Properties and Microstructural Changes of Composite Materials at Elevated Temperature. Ph.D. Thesis, Faculty of the Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2009. [Google Scholar]
- Tranvan, L.; Legrand, V.; Jacquemin, F. Thermal decomposition kinetics of balsa wood: Kinetics and degradation mechanisms comparison between dry and moisturized materials. Polym. Degrad. Stab. 2014, 110, 208–215. [Google Scholar] [CrossRef]
- Yu, B.; Post, N.L.; Lesko, J.J.; Keller, T. Experimental investigations on temperature-dependent thermo-physical and mechanical properties of pultruded GFRP composites. Acta 2008, 469, 28–35. [Google Scholar] [CrossRef]
- Humeau, C.; Davies, P.; Jacquemin, F. An experimental study of water diffusion in carbon/epoxy composites under static tensile stress. Compos. Part A Appl. Sci. Manuf. 2018, 107, 94–104. [Google Scholar] [CrossRef]
- de Parscau, B.; Jacquemin, F.; le Corre, S.; Lefébure, P. Characterization and modeling of the polymerization-dependent moisture absorption behavior of an epoxy carbon fibre reinforced composite material. J. Compos. Mater. 2016, 50, 2495–2505. [Google Scholar] [CrossRef]
- Youssef, G.; Fréour, S.; Jacquemin, F. Stress-dependent Moisture Diffusion in Composite Materials. J. Compos. Mater. 2009, 43, 1621–1637. [Google Scholar] [CrossRef]
- Legrand, V.; Tranvan, L.; Jacquemin, F.; Casari, P. Moisture-uptake induced internal stresses in balsa core sandwich composite plate: Modeling and experimental. Compos. Struct. 2015, 119, 355–364. [Google Scholar] [CrossRef]
- Sand, U.; Sandberg, J.; Larfeldt, J.; Fdhila, R.B. Numerical prediction of the transport and pyrolysis in the interior and surrounding of dry and wet wood log. Appl. Energy 2008, 85, 1208–1224. [Google Scholar] [CrossRef]
- Grönli, M. A Theoretical and Experimental Study of the Thermal Degradation of Biomass. Ph.D. Thesis, NTNU Norges Teknisk-Naturvitenskaplige Universitet, Trondheim, Norway, 1996. [Google Scholar]


























| Property | Values | References | ||
|---|---|---|---|---|
| Glass/Vinyl Ester | Balsa | Glass/Vinyl Ester | Balsa | |
| Fraction volume of fibers (-) Vf | 0.55 | - | [34] | |
| Kinetics rate constant (1/s) A | 2 × 1013 | 6.7 × 107 | [34] | [34] |
| Activation energy (J/mol) Ea | 212,000 | 116,488 | [34] | [34] |
| Reaction order (-) n | 1 | 1 | [34] | [34] |
| Remaining matrix Mass Fraction (-) α | 0.03 | 0.01 | [34] | [34] |
| Heat of decomposition (J/kg) Qp | 378,800 | 556,000 | [34] | [34] |
| Density of glass balsa core (kg/m3) ρbalsa | - | 150 | [34] | |
| Density of glass fiber (kg/m3) ρfiber | 2560 | - | [34] | |
| Density of vinyl ester (kg/m3) ρmatrix | 1140 | - | [34] | |
| Thermal conductivity of balsa core (W/(m K)) kbalsa | - | 0.2 | [34] | |
| Thermal conductivity of glass fiber (W/(m K)) kfiber | 1.09 | - | [34] | |
| Thermal conductivity of vinyl ester (W/(m K)) kmatrix | 0.19 | - | [34] | |
| Specific heat of glass fiber (J/(kg K)) cp,fiber | 760 | - | [34] | |
| Specific heat of vinyl ester (J/(kg K)) cp,matrix | 1509 | - | [34] | |
| Specific heat of gas for balsa core (J/(kg K)) cpg,balsa | - | 1009 | [34] | |
| Specific heat of gas for vinyl ester (J/(kg K)) cpg,matrix | 2387 | - | [34] | |
| Thickness of the skin and balsa core (m) L | 5 × 10−3 | 30 × 10−3 | [34] | [34] |
| Virgin coefficient of linear thermal expansion [1/K] αv | 2.52 × 10−5 | 3 × 10−5 | [46] | [42] |
| Char coefficient of linear thermal expansion [1/K] αc | 6.3 × 10−5 | 0 | [46] | [42] |
| Virgin material permeability [m2] γv | 8.29 × 10−17 | 9 × 10−12 | [46] | [46] |
| Char material permeability [m2] γc | 1.56 × 10−10 | 8.7 × 10−12 | [46] | [46] |
| Molecular weight of gases [kg/mol] M | 18.35 × 10−3 | 18.35 × 10−3 | [18] | [46] |
| Room temperature [°C] T∞ | 20 | - | ||
| Room pressure [Pa] P | 101,325 | - | ||
| Pressure on the back surface [Pa] Pbs | 101,325 | - | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Márquez Costa, J.P.; Legrand, V.; Fréour, S.; Jacquemin, F. Towards the Prediction of Sandwich Composites Durability in Severe Condition of Temperature: A New Numerical Model Describing the Influence of Material Water Content during a Fire Scenario. Materials 2020, 13, 5420. https://doi.org/10.3390/ma13235420
Márquez Costa JP, Legrand V, Fréour S, Jacquemin F. Towards the Prediction of Sandwich Composites Durability in Severe Condition of Temperature: A New Numerical Model Describing the Influence of Material Water Content during a Fire Scenario. Materials. 2020; 13(23):5420. https://doi.org/10.3390/ma13235420
Chicago/Turabian StyleMárquez Costa, Juan Pablo, Vincent Legrand, Sylvain Fréour, and Frédéric Jacquemin. 2020. "Towards the Prediction of Sandwich Composites Durability in Severe Condition of Temperature: A New Numerical Model Describing the Influence of Material Water Content during a Fire Scenario" Materials 13, no. 23: 5420. https://doi.org/10.3390/ma13235420
APA StyleMárquez Costa, J. P., Legrand, V., Fréour, S., & Jacquemin, F. (2020). Towards the Prediction of Sandwich Composites Durability in Severe Condition of Temperature: A New Numerical Model Describing the Influence of Material Water Content during a Fire Scenario. Materials, 13(23), 5420. https://doi.org/10.3390/ma13235420