The Mechanical Properties of Fiber Metal Laminates Based on 3D Printed Composites

 ,
,  , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
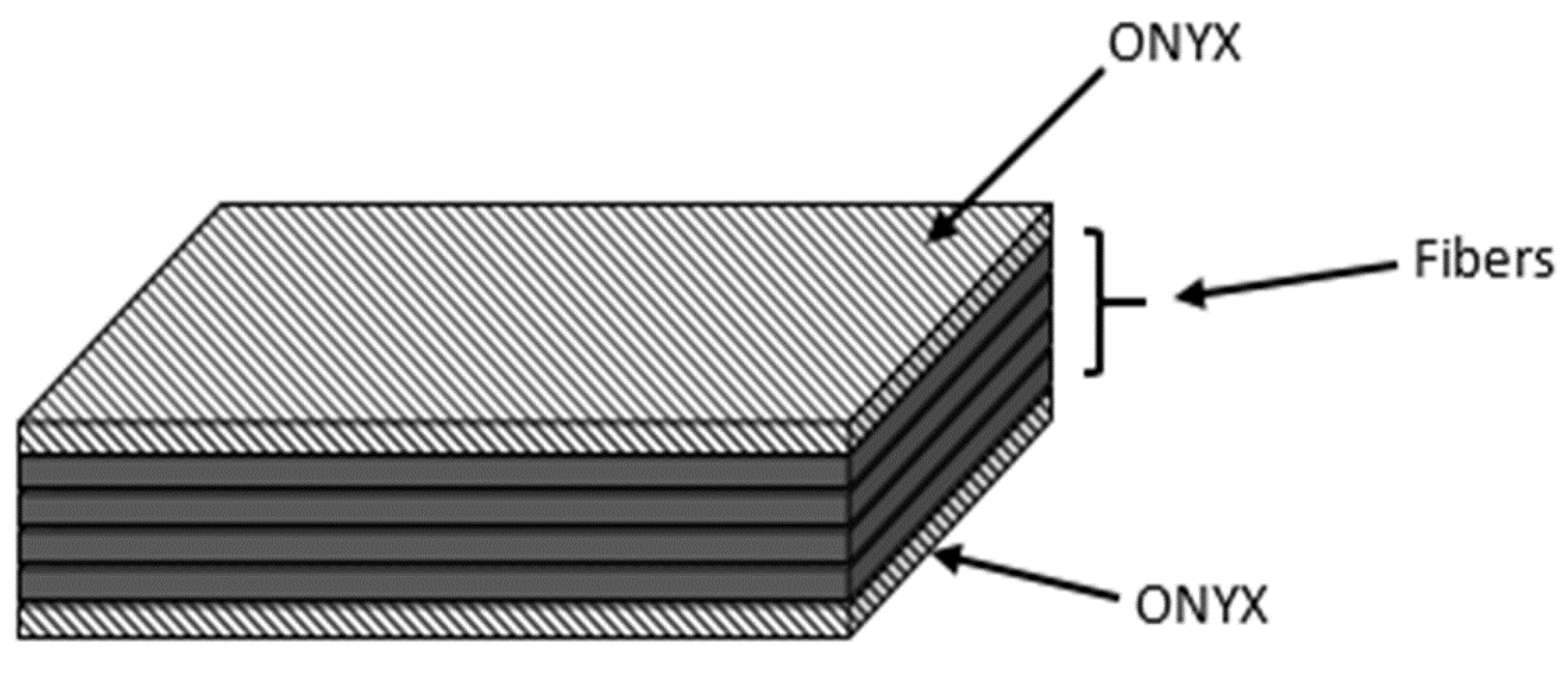
2.1. FML Elaboration
2.2. Tensile Test
2.3. Interfacial Fracture Toughness
2.4. Low velocity Impact Test
2.5. High Velocity Impact Test
3. Results and Discussion
3.1. Tensile Test
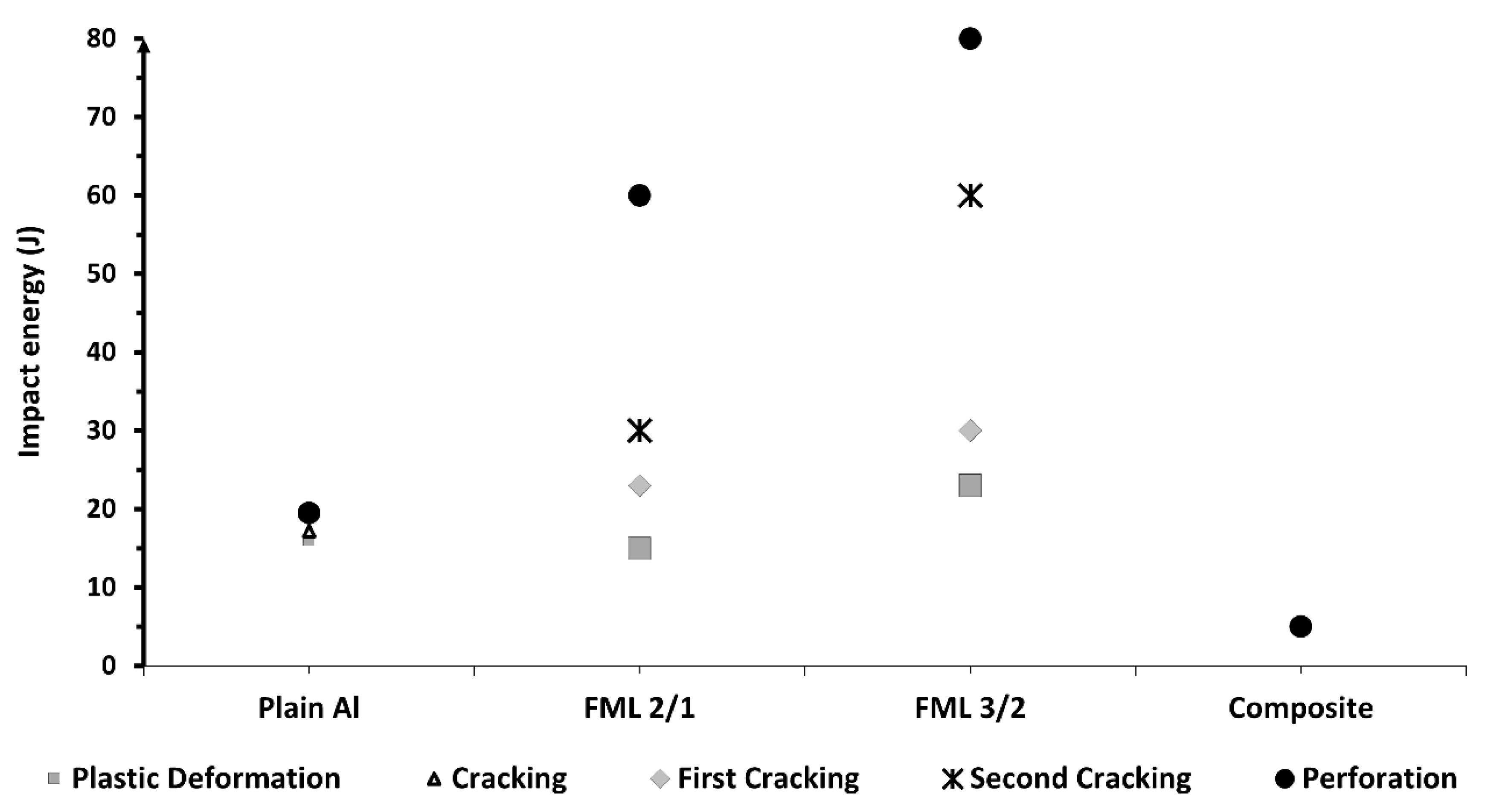
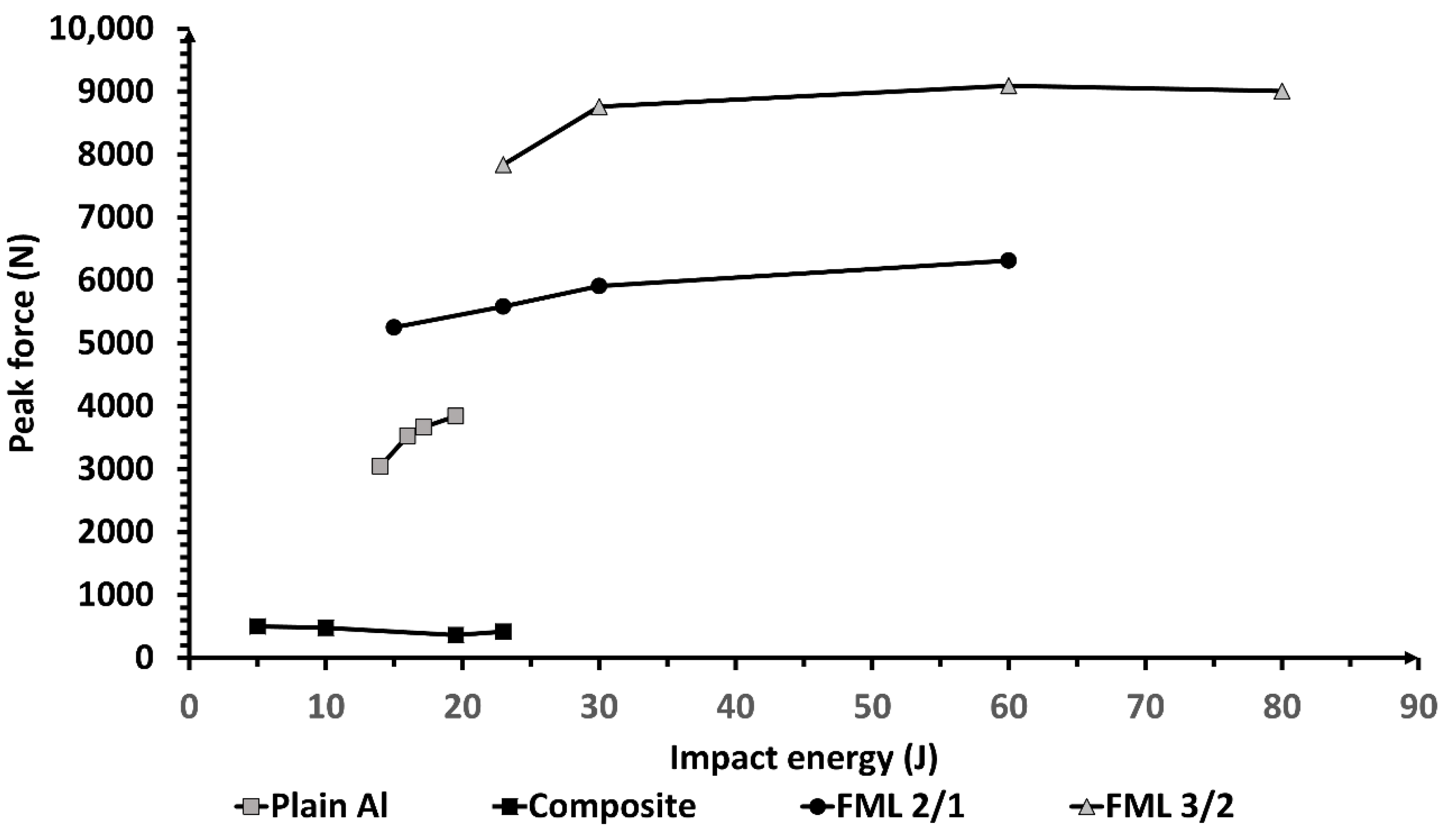
3.2. Low Velocity Impact Test
3.3. High Velocity Impact Test
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sadighi, M.; Alderliesten, R.C.; Benedictus, R. Impact resistance of fiber-metal laminates: A review. Int. J. Impact Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Alderliesten, R. Fatigue and Fracture of Fibre Metal Laminates; Springer Science and Business Media LLC: New York, NY, USA, 2017. [Google Scholar]
- Chai, G.B.; Manikandan, P. Low velocity impact response of fibre-metal laminates—A review. Compos. Struct. 2014, 107, 363–381. [Google Scholar] [CrossRef]
- Gonzalez-Canche, N.; Flores-Johnson, E.; Cortes, P.; Carrillo, J. Evaluation of surface treatments on 5052-H32 aluminum alloy for enhancing the interfacial adhesion of thermoplastic-based fiber metal laminates. Int. J. Adhes. Adhes. 2018, 82, 90–99. [Google Scholar] [CrossRef]
- Thermoset vs. thermoplastic composites. Available online: http://www.automateddynamics.com/article/composite-basics/thermoset-vs-thermoplastic-composites (accessed on 3 April 2019).
- Kalyanasundaram, S.; Dharmalingam, S.; Venkatesan, S.; Sexton, A. Effect of process parameters during forming of self reinforced—PP based Fiber Metal Laminate. Compos. Struct. 2013, 97, 332–337. [Google Scholar] [CrossRef]
- Carrillo, J.G.; Gonzalez-Canche, N.G.; Flores-Johnson, E.A.; Cortes, P. Low velocity impact response of fibre metal laminates based on aramid fibre reinforced polypropylene. Compos. Struct. 2019, 220, 708–716. [Google Scholar] [CrossRef]
- Reyes, G.; Kang, H. Mechanical behavior of lightweight thermoplastic fiber–metal laminates. J. Mater. Process. Technol. 2007, 186, 284–290. [Google Scholar] [CrossRef]
- Guillén, J.F.; Cantwell, W.J. The Influence of Cooling Rate on the Fracture Properties of a Thermoplastic-Based Fibre-Metal Laminate. Reinf. Plast. Compos. 2002, 21, 749–772. [Google Scholar] [CrossRef]
- Reyes, G.; Gupta, S. Manufacturing and mechanical properties of thermoplastic hybrid laminates based on DP500 steel. Compos. Part A: Appl. Sci. Manuf. 2009, 40, 176–183. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the Mechanical Properties of FFF Structures and Materials: A Review on the Experimental, Computational and Theoretical Approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Wanhill, R.J.H. GLARE®: A Versatile Fibre Metal Laminate (FML) Concept. In Aerospace Materials and Material Technologies; Prasad, N.E., Wanhill, R.J.H., Eds.; Springer Singapore: Singapore, 2017; Volume 1, pp. 291–307. ISBN 9789811021343. [Google Scholar]
- Cortés, P.; Cantwell, W. The fracture properties of a fibre–metal laminate based on magnesium alloy. Compos. Part B Eng. 2005, 37, 163–170. [Google Scholar] [CrossRef]
- Ravi Prame, M. Fracture properties of thermoplastic composites manufactured using additive manufacturing. Master’s Thesis, Youngstown State University, Youngstown, OH, USA, December 2017. [Google Scholar]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of Material and Process Specific Factors on the Strength of Printed Parts in Fused Filament Fabrication: A Review of Recent Developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [PubMed]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Blok, L.; Longana, M.; Yu, H.; Woods, B. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; Sayers, K.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Markforged, Composite 3D Printing. Available online: http://markforged.com/composites (accessed on 14 September 2019).
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. Others 3D printing of continuous carbon fibre reinforced thermo-plastic (CFRTP) tensile test specimens. Open J. Compos. Mater. 2016, 6, 18. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Mori, K.-I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef]
- Asundi, A.; Choi, A.Y. Fiber metal laminates: An advanced material for future aircraft. J. Mater. Process. Technol. 1997, 63, 384–394. [Google Scholar] [CrossRef]
- Niu, M.C.-Y. Composite Airframe Structures: Practical Design Information and Data; Adaso Adastra Engineering Center: Northridge, CA, USA, 1992. [Google Scholar]
- ASTM. ASTM D638-14, Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. ASTM D3039/D3039M-17, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. ASTM E8/E8M-16ae1, Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Cortes, P.; Cantwell, W.J. Structure—Properties relations in titanium-based thermoplastic fiber–metal laminates. Polym. Compos. 2006, 27, 264–270. [Google Scholar] [CrossRef]
- Markforged Support Portal. Available online: https://support.markforged.com/ (accessed on 9 November 2019).
- Reyes, V.; Cantwell, W.J. The mechanical properties of fibre-metal laminates based on glass fibre reinforced polypropylene. Compos. Sci. Technol. 2000, 60, 1085–1094. [Google Scholar] [CrossRef]
- Cortés, P.; Cantwell, W.J. The Impact Properties of High-temperature Fiber-Metal Laminates. J. Compos. Mater. 2007, 41, 613–632. [Google Scholar] [CrossRef]
- Cortes, P.; Cantwell, W.J. The Tensile and Fatigue Properties of Carbon Fiber-reinforced PEEK-Titanium Fiber-metal Laminates. J. Reinf. Plast. Compos. 2004, 23, 1615–1623. [Google Scholar] [CrossRef]
- Carrillo, J.G.; Cantwell, W.J. Mechanical properties of a novel fiber–metal laminate based on a polypropylene composite. Mech. Mater. 2009, 41, 828–838. [Google Scholar] [CrossRef]
- Kaboglu, C.; Mohagheghian, I.; Zhou, J.; Guan, Z.; Cantwell, W.; John, S.; Blackman, B.R.K.; Kinloch, A.J.; Dear, J.P. High-velocity impact deformation and perforation of fibre metal laminates. J. Mater. Sci. 2018, 53, 4209–4228. [Google Scholar] [CrossRef]
- Cortes, P. The fracture properties of a fiber metal laminate based on a self-reinforced thermoplastic composite material. Polym. Compos. 2014, 35, 427–434. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composite Volume FRACTION (%) | Thickness (mm) |
|---|---|---|
| Plain Al | 0 | 0.5 |
| FML 2/1 (Al/Comp/Al) | 43 | 1.92 |
| FML 3/2 (Al/Comp/Al/Comp/Al) | 50 | 3.32 |
| Plain Composite | 100 | 0.77 |
| Material | Areal Density (Kg/m2) | Impactor Mass (Kg) | Impact Energy (J) | |||
|---|---|---|---|---|---|---|
| Plain Al | 1.33 | 1.397 | 14 | 16 | 17.17 | 19.52 |
| Plain Composite | 0.87 | 1.397 | 5 | 10 | 19.52 | - |
| FML 2/1 | 3.76 | 8.896 | 15 | 23 | 30 | 60 |
| FML 3/2 | 5.95 | 8.896 | 23 | 30 | 60 | 80 |
| Sample | Impact Velocity (m/s) | Perforation Impact Energy (J) | Specific Perforation Energy (Jm2/kg) |
|---|---|---|---|
| Plain Al | 171 | 30.4 | 22.9 |
| FML 2/1 | 204 | 42.6 | 11.3 |
| FML 3/2 | 297 | 90.7 | 15.2 |
| Plain Composite | 21 | 0.45 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yelamanchi, B.; MacDonald, E.; Gonzalez-Canche, N.G.; Carrillo, J.G.; Cortes, P. The Mechanical Properties of Fiber Metal Laminates Based on 3D Printed Composites. Materials 2020, 13, 5264. https://doi.org/10.3390/ma13225264
Yelamanchi B, MacDonald E, Gonzalez-Canche NG, Carrillo JG, Cortes P. The Mechanical Properties of Fiber Metal Laminates Based on 3D Printed Composites. Materials. 2020; 13(22):5264. https://doi.org/10.3390/ma13225264
Chicago/Turabian StyleYelamanchi, Bharat, Eric MacDonald, Nancy G. Gonzalez-Canche, Jose G. Carrillo, and Pedro Cortes. 2020. "The Mechanical Properties of Fiber Metal Laminates Based on 3D Printed Composites" Materials 13, no. 22: 5264. https://doi.org/10.3390/ma13225264
APA StyleYelamanchi, B., MacDonald, E., Gonzalez-Canche, N. G., Carrillo, J. G., & Cortes, P. (2020). The Mechanical Properties of Fiber Metal Laminates Based on 3D Printed Composites. Materials, 13(22), 5264. https://doi.org/10.3390/ma13225264