Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting

Abstract
1. Introduction
2. SLM Processes and Material Preparation
2.1. SLM Processes
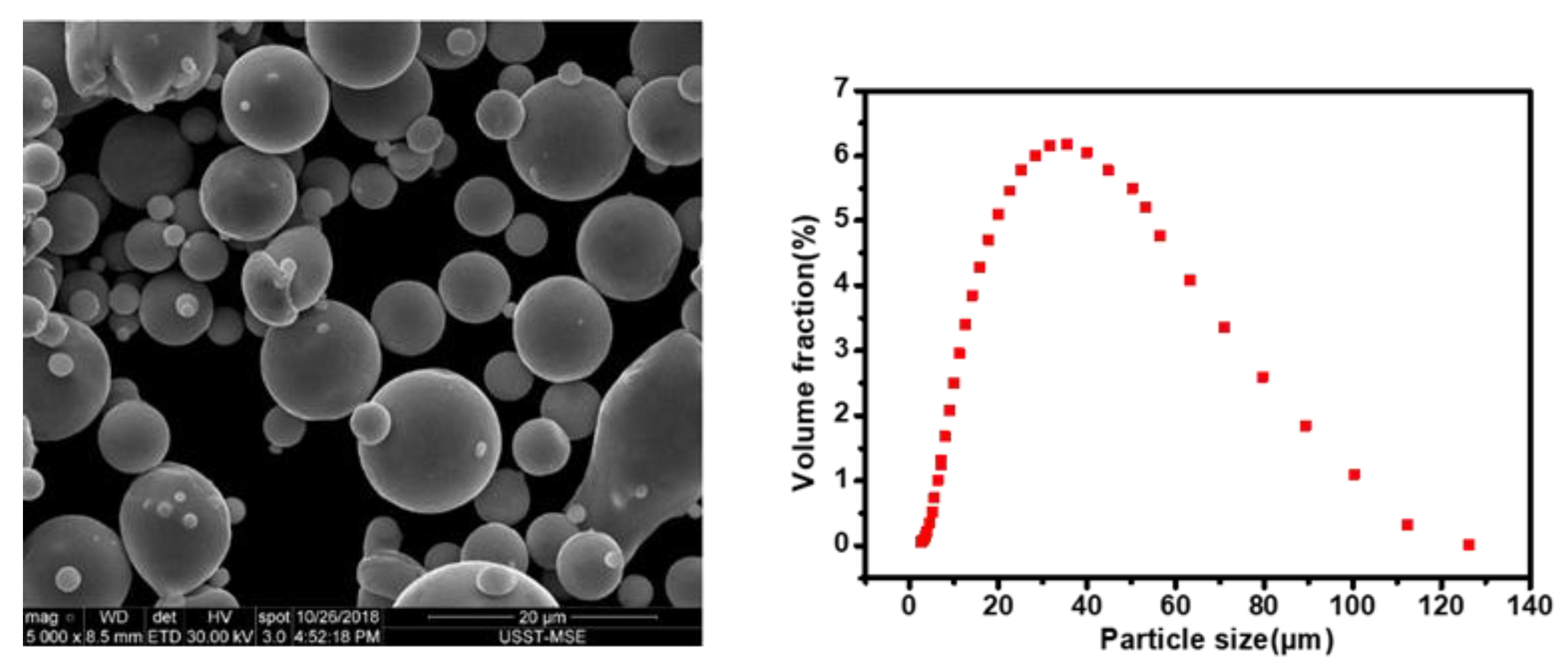
2.2. Raw Alloy Powder
2.3. Laser Absorption Test of Cu–Cr–Zr Alloy Powder
2.4. Prediction of Required Laser Power
2.5. SLM Processes and Material Preparation and Characterization
3. Experiments and Discussion
3.1. Process Parameters
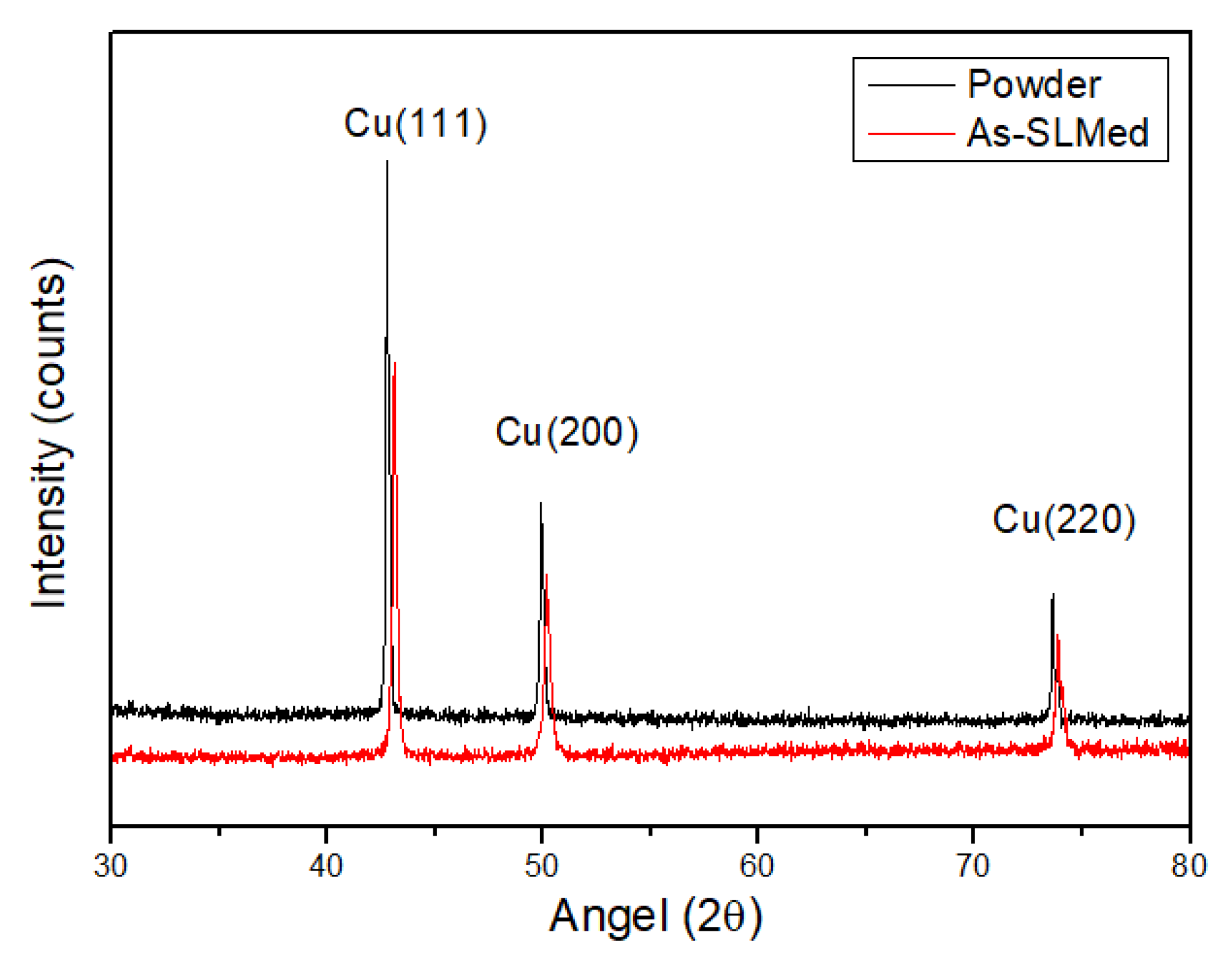
3.2. XRD Analysis
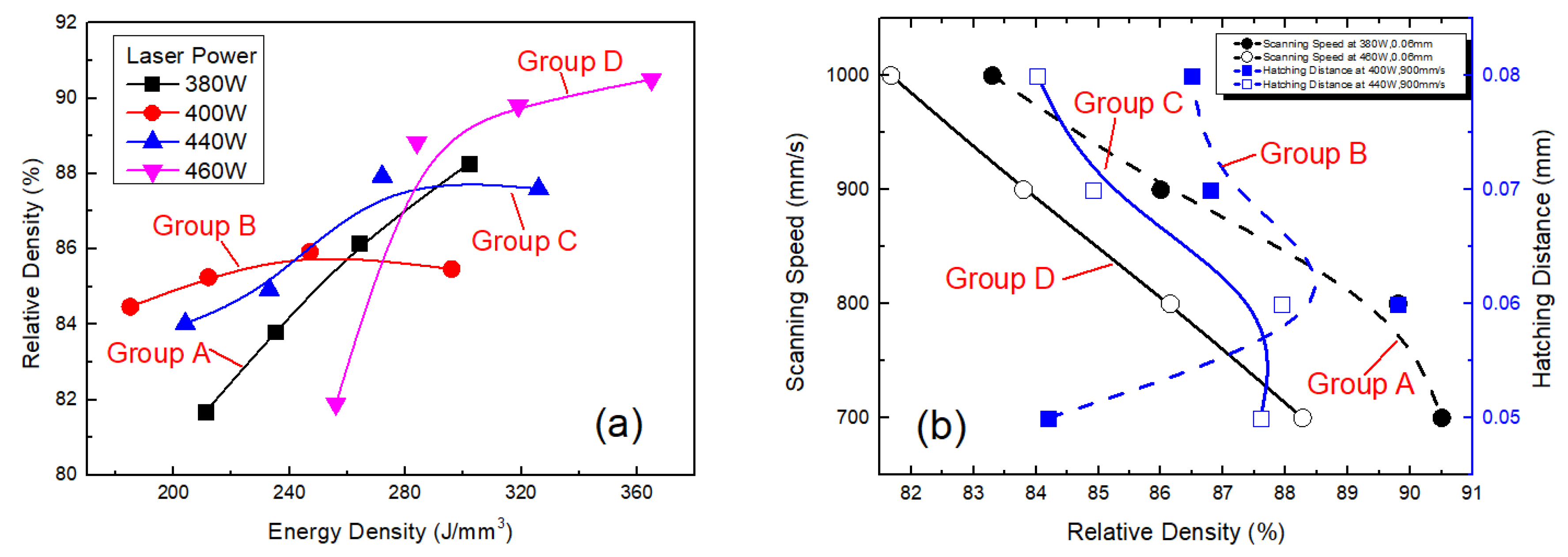
3.3. Effect of Process Parameters on the Relative Density of the SLM Alloy
3.4. Effect of Process Parameters on the Hardness of SLM Alloy
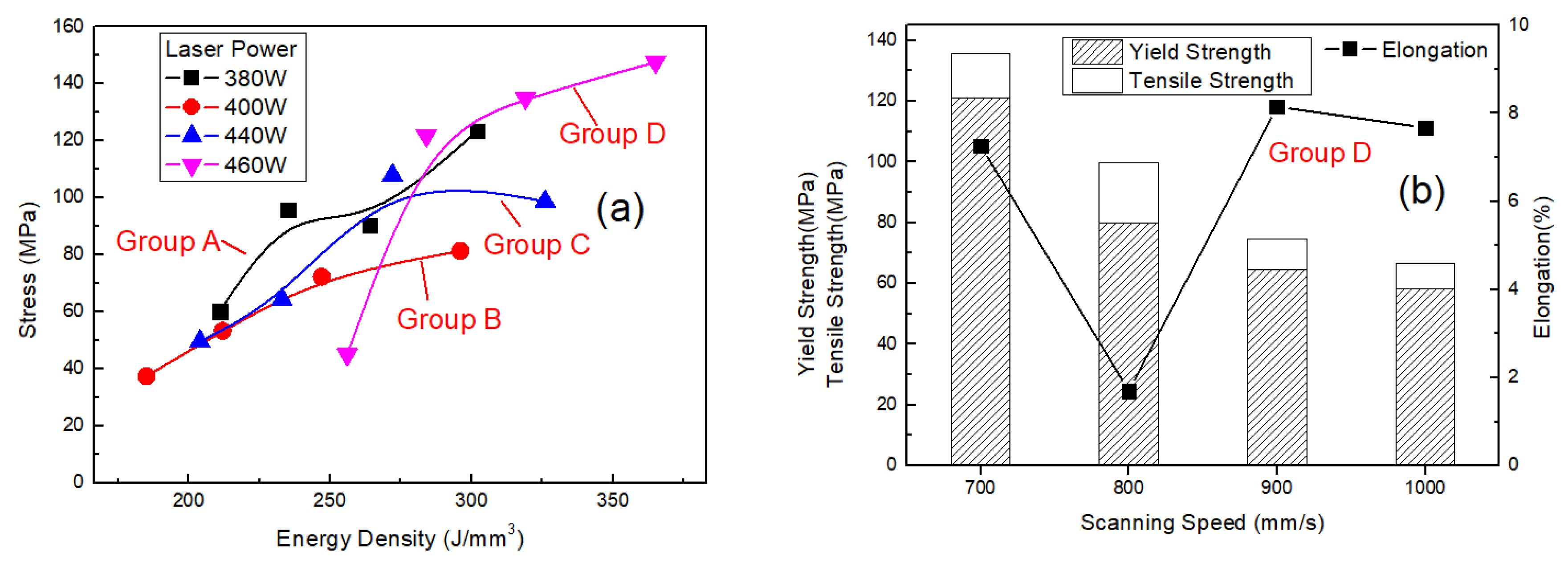
3.5. Effect of Process Parameters on Tensile Strength and Fracture Morphology of the SLM Alloy
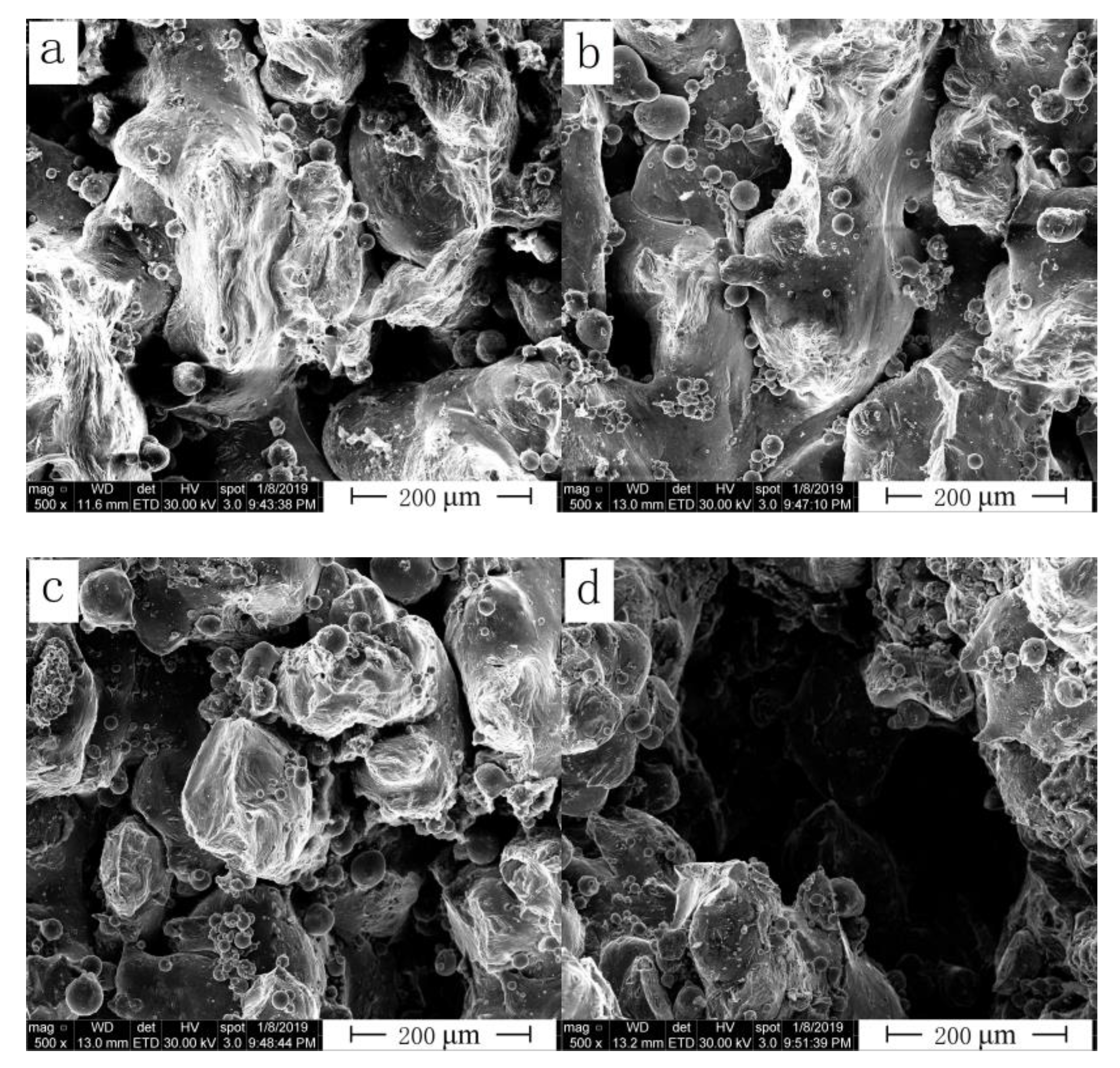
3.6. Effect of Process Parameters on Fracture Morphologies of SLM Alloy
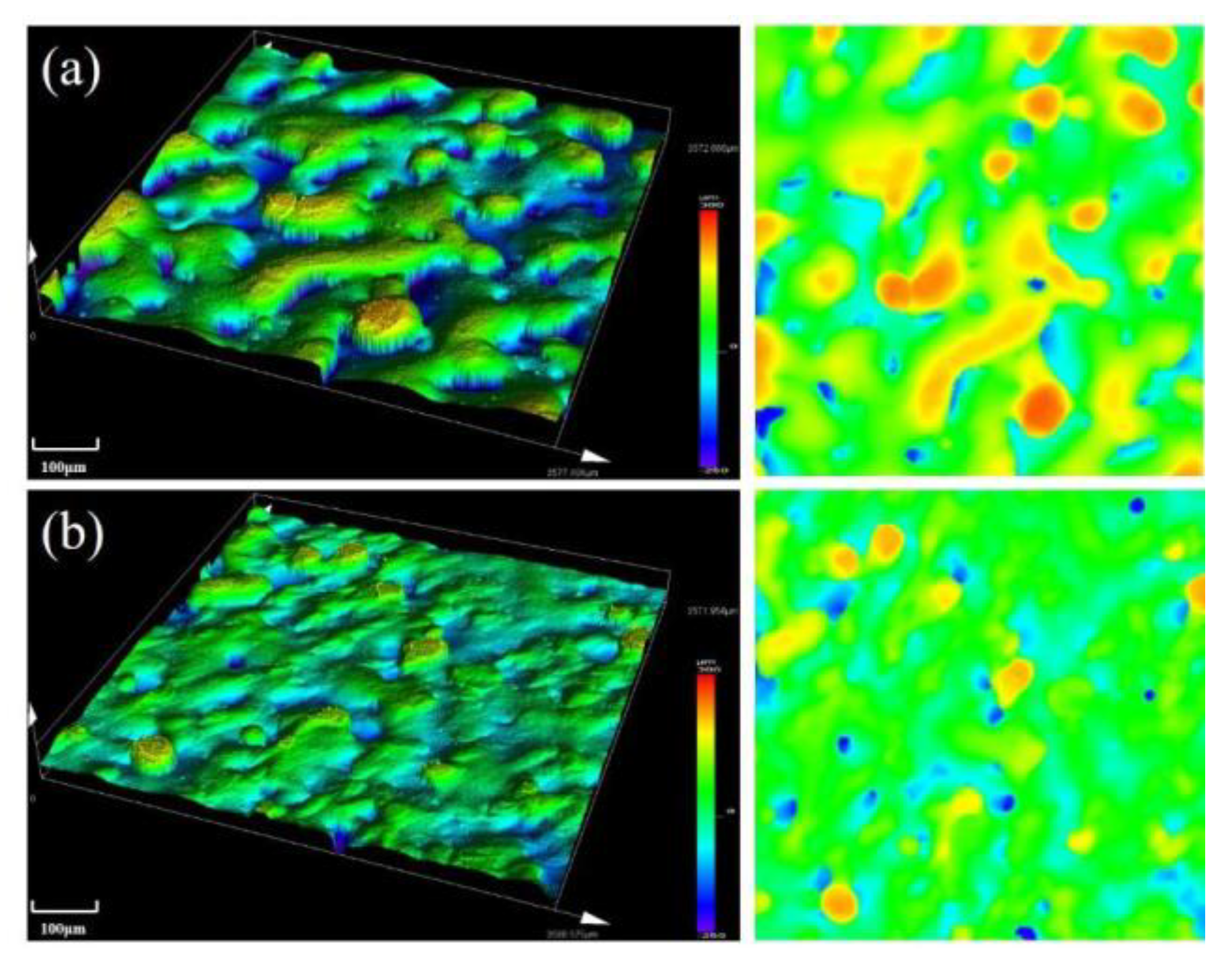
3.7. Effect of Process Parameters on Surface Roughness of the SLM Alloy
4. Conclusions
- (1)
- Relative density of the alloy increased with increasing laser power at the same scanning speed and hatching distance. The influence of scanning speed on the density was greater than that of hatching distance when the power was the same. When the laser power was 460 W, scanning speed was less than 1000 mm/s, the hatching speed was kept constant at 0.06 mm and high relative densities (>90%) were achieved compared to other processing parameters used for other groups.
- (2)
- Hardness of the SLM alloy initially increased and then decreased with decreasing scanning speed and hatching distance. The possible reason is that when scanning speed is larger than inflection point speed, and the hatching distance is greater than inflection point distance, Cr atoms are mainly precipitated, which improves the hardness; otherwise, Cr atoms are mainly solid solution, which reduces the hardness.
- (3)
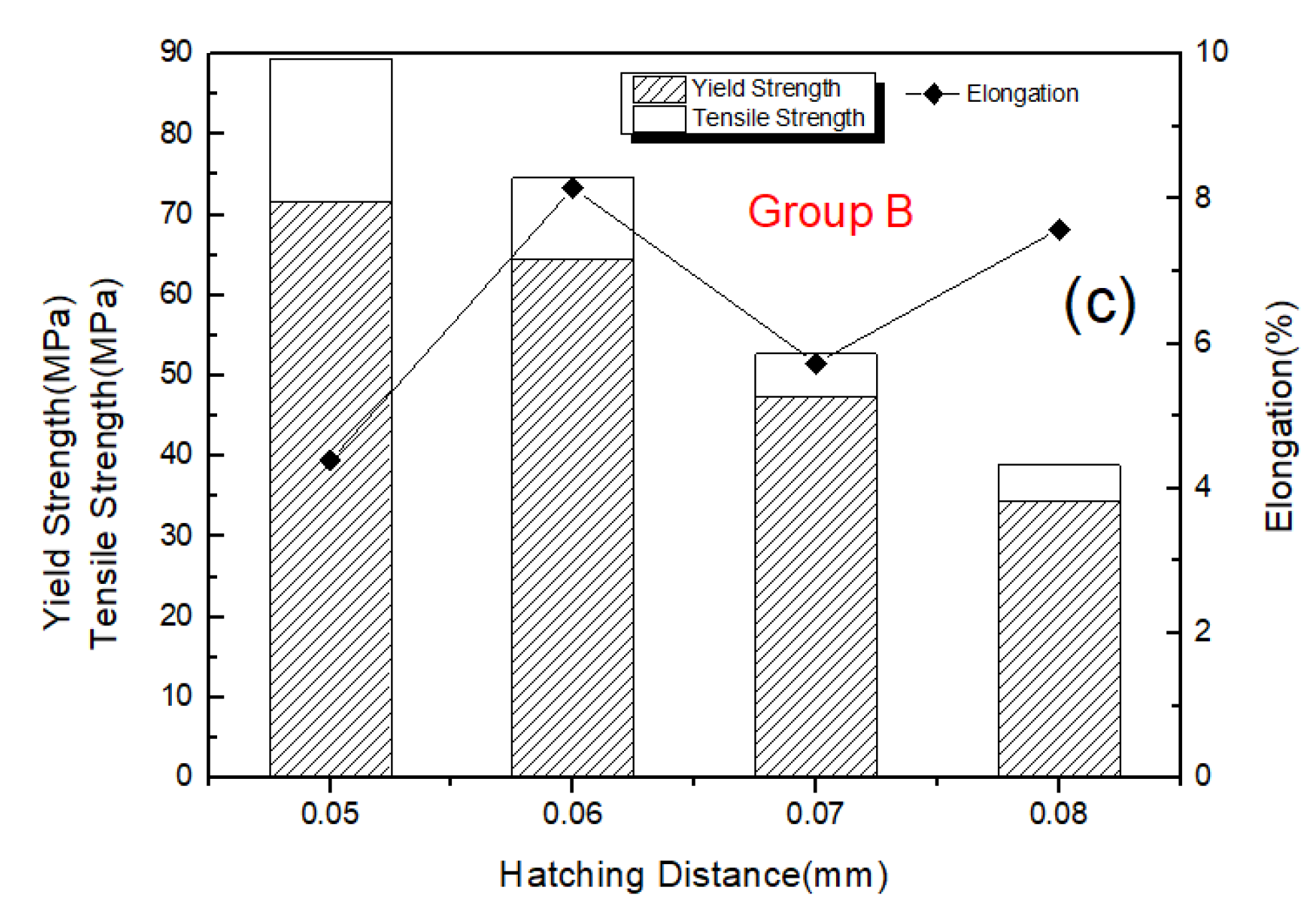
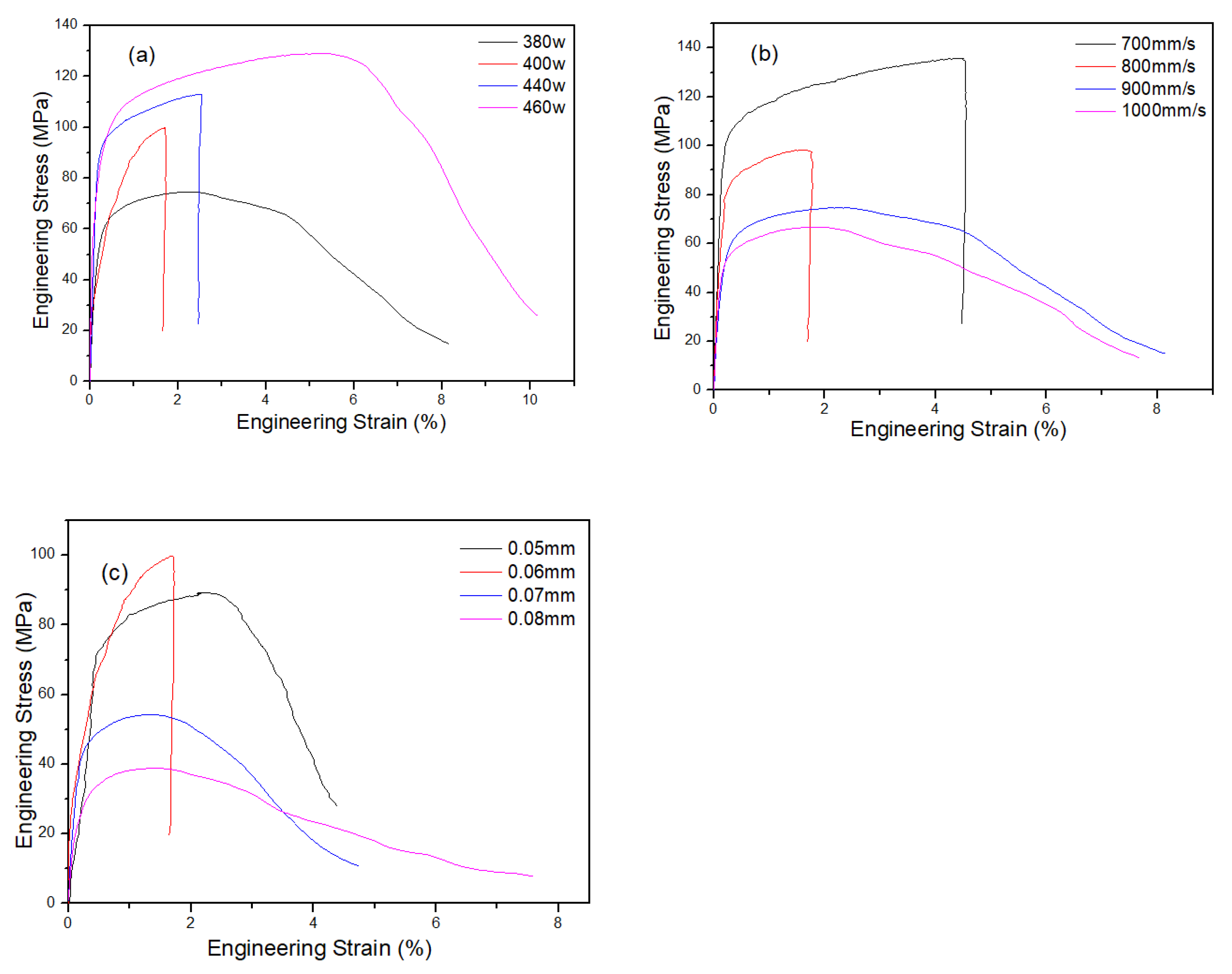
- A high laser power resulted in strong metallurgical bonding of the SLM alloy and high tensile strength. High scanning speed resulted in low relative density and low tensile strength of the SLM alloy. Tensile strength initially increased and then decreased with increasing hatching distance.
- (4)
- Alloy powders were completely melted during the SLM process by a laser, and subsequently underwent rapid solidification. Therefore, this process could be used to produce objects of high geometrical complexity. Surface roughness of the alloy was decreased with increasing laser power. When laser power was 460 W, scanning speed was 700 mm/s, hatching distance was 0.06 mm and surface roughness of the SLM alloy reached the minimum value of 31.384 μm.
Author Contributions
Funding
Conflicts of Interest
References
- Tenwick, M.J.; Davies, H.A. Enhanced strength in high conductivity copper alloys. Mater. Sci. Eng. 1988, 9, 543–546. [Google Scholar] [CrossRef]
- Yan, J.J.; Zheng, D.L.; Li, H.X.; Jia, X.; Yan, M. Selective laser melting of H13: Microstructure and residual stress. J. Mater. Sci. 2017, 10, 12476–12485. [Google Scholar] [CrossRef]
- Sander, J.; Hufenbach, J.; Bleckmann, M.; Giebeler, L.; Wendrock, H.; Oswald, S.; Gemming, T.; Eckert, J.; Kühn, U. Selective laser melting of ultra-high-strength TRIP steel: Processing, microstructure, and properties. J. Mater. Sci. 2017, 5, 4944–4956. [Google Scholar] [CrossRef]
- Wakshum, M.; Tucho, V.H. Characterization of SLM-fabricated Inconel 718 after solid solution and precipitation hardening heat treatments. J. Mater. Sci. 2019, 1, 823–839. [Google Scholar]
- Cassidy, S.; Leonidas, G.; Ian, A.; Richard, H.; Philip, D. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Addit. Manuf. 2019, 10, 100831. [Google Scholar]
- Wiebke, R.; Christopher, B.; Horst, H.; Manuela, S. Monotonic and fatigue behavior of EBM manufactured Ti-6Al-4V solid samples: Experimental, analytical and numerical Investigations. Materials 2020, 13, 4642. [Google Scholar] [CrossRef]
- Osakada, K.; Shiomi, M. Flexible manufacturing of metallic products by selective laser melting of powder. Int. J. Mach. Tools Manuf. 2006, 46, 1188–1193. [Google Scholar] [CrossRef]
- Daniel, M.; Ylva, D.; Sun, S. Exploring macroporosity of additively manufactured titanium metamaterials for bone regeneration with quality by design: A systematic literature review. Materials 2020, 13, 4794. [Google Scholar] [CrossRef]
- Frigola, P.; Harrysson, O.A.; Horn, T.J.; West, H.A.; Rodriguez, E. Fabricating Copper Components with Electron Beam Melting. Adv. Mater. Process. 2014, 172, 20–24. [Google Scholar]
- Zhang, S.; Zhu, H.; Hu, Z.; Zeng, X.; Zhong, F. Selective Laser Melting of Cu-10Zn alloy powder using high laser power. Powder Technol. 2018, 10, 613–619. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, C.; Wang, X.; Wang, P.; Zhang, X.; Gan, X.; Zhou, K. Additive manufacturing of fine-structured copper alloy by selective laser melting of pre-alloyed Cu-15Ni-8Sn powder. Int. J. Adv. Manuf. Technol. 2018, 96, 4223–4230. [Google Scholar] [CrossRef]
- Jakub, M.; Daniel, K.; Robert, P. Thermal conductivity of Cu7.2Ni1.8Si1Cr copper alloy produced via SLM and ability of thin-wall structure fabrication. In Proceedings of the 13th Research and Education in Aircraft Design, Brno, Czech Republic, 7–9 November 2018; pp. 119–129. [Google Scholar] [CrossRef]
- Tang, Y.; Loh, H.T.; Wong, Y.S.; Fuh, J.Y.H.; Lu, L.; Wang, X. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts. J. Mater. Process. Technol. 2003, 140, 368–372. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdoerfer, C.; Prashanth, K.G.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive manufacturing of Cu–10Sn bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Gustmann, T.; Neves, A.; Kühn, U.; Gargarella, P.; Kiminami, C.S.; Bolfarini, C.; Eckerta, J.; Paulya, S. Influence of processing parameters on the fabrication of a Cu-Al-Ni-Mn shape-memory alloy by selective laser melting. Addit. Manuf. 2016, 11, 23–31. [Google Scholar] [CrossRef]
- Zhou, Y.; Zeng, X.; Yang, Z.; Wu, H. Effect of crystallographic textures on thermal anisotropy of selective laser melted Cu-2.4Ni-0.7Si alloy. J. Alloy. Compd. 2018, 743, 258–261. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, H.; Zhang, L.; Zhang, W.; Yang, H.; Zeng, X. Microstructure and properties of high strength and high conductivity Cu-Cr alloy components fabricated by high power selective laser melting. Mater. Lett. 2019, 237, 306–319. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and Mechanical Properties of Additive Manufactured Copper Alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Pogson, S.R.; Fox, P.; Sutcliffe, C.J.; O’neill, W. The production of copper parts using DMLR. Rapid Prototyp. J. 2003, 9, 334–343. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. WC–Co particulate reinforcing Cu matrix composites produced by direct laser sintering. Mater. Lett. 2006, 60, 3664–3668. [Google Scholar] [CrossRef]
- Bilal, H.; Sherif, A. Development of 3D finite element model for predicting process-induced defects in additive manufacturing by selective laser melting (SLM). In Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016; Volume 11, p. 66245. [Google Scholar]
- Shafiqur, R.; Paul, J. Thermal behavior and melt-pool dynamics of Cu–Cr–Zr alloy in powder bed selective laser melting process. In Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition, Salt Lake City, UT, USA, 11–14 November 2019; Volume 9, p. 11087. [Google Scholar]
- Shrestha, S.; Chou, K. Computational analysis of thermo-fluid dynamics with metallic powder in SLM. Miner. Met. Mater. Ser. 2018, 3, 85–95. [Google Scholar]
- Chen, G.; Zhao, S.Y.; Tan, P.; Wang, J.; Xiang, C.S.; Tang, H.P. Comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- Yang, L.; Gu, P.; Huang, B. Study of Finite Aperture Effect on Lens Made of LHM by Geometrical Optics. Acta Photonica Sin. 2003, 11, 1396–1398. [Google Scholar]
- Ihira, R.; Gwon, H.; Kasada, R.; Konishi, S. Improvement of tensile properties of pure Cu and CuCrZr alloy by cryo-rolling process. Fusion Eng. Des. 2016, 3, 109–111. [Google Scholar] [CrossRef]
- Rajveer, S.; Sachin, S.; Kanigalpula, P.K.C.; Saini, J.S. Electron beam welding of precipitation hardened CuCrZr alloy:Modeling and experimentation. Transactions. Nonferrous Met. Soc. China 2020, 7, 2156–2169. [Google Scholar]
- Feng, H.; Jiang, H.; Yan, D.; Rong, L. Microstructure and mechanical properties of a CuCrZr welding joint after continuous extrusion. Mater. Sci. Technol. 2015, 31, 210–216. [Google Scholar] [CrossRef]
- Hong, M.H.; Bong, K.M.; Kwon, T. The influence of process parameters on the surface roughness of a 3D-printed Co–Cr dental alloy produced via selective laser melting. Appl. Sci. 2016, 6, 401. [Google Scholar] [CrossRef]
- Das, S.; Wohlert, M.; Beaman, J.J.; Bourell, D.L. Processing of titanium net shapes by SLS/HIP. Mater. Des. 1999, 20, 115–121. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Id | Laser Power (W) | Scanning Speed (mm/s) | Hatching Distance (mm) | Energy Density (J/mm3) |
|---|---|---|---|---|---|
| A | 1 | 380 | 700 | 0.06 | 302 |
| 2 | 380 | 800 | 0.06 | 264 | |
| 3 | 380 | 900 | 0.06 | 235 | |
| 4 | 380 | 1000 | 0.06 | 211 | |
| B | 5 | 400 | 900 | 0.05 | 296 |
| 6 | 400 | 900 | 0.06 | 247 | |
| 7 | 400 | 900 | 0.07 | 212 | |
| 8 | 400 | 900 | 0.08 | 185 | |
| C | 9 | 440 | 900 | 0.05 | 326 |
| 10 | 440 | 900 | 0.06 | 272 | |
| 11 | 440 | 900 | 0.07 | 233 | |
| 12 | 440 | 900 | 0.08 | 204 | |
| D | 13 | 460 | 700 | 0.06 | 365 |
| 14 | 460 | 800 | 0.06 | 319 | |
| 15 | 460 | 900 | 0.06 | 284 | |
| 16 | 460 | 1000 | 0.06 | 256 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, F.; Liu, P.; Chen, X.; Zhou, H.; Guan, P.; Zhu, B. Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials 2020, 13, 5028. https://doi.org/10.3390/ma13215028
Sun F, Liu P, Chen X, Zhou H, Guan P, Zhu B. Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials. 2020; 13(21):5028. https://doi.org/10.3390/ma13215028
Chicago/Turabian StyleSun, Fujia, Ping Liu, Xiaohong Chen, Honglei Zhou, Pengfei Guan, and Bilan Zhu. 2020. "Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting" Materials 13, no. 21: 5028. https://doi.org/10.3390/ma13215028
APA StyleSun, F., Liu, P., Chen, X., Zhou, H., Guan, P., & Zhu, B. (2020). Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials, 13(21), 5028. https://doi.org/10.3390/ma13215028