Densification, Microstructure, and Mechanical Properties of Additively Manufactured 2124 Al–Cu Alloy by Selective Laser Melting




Abstract
1. Introduction
2. Experimental
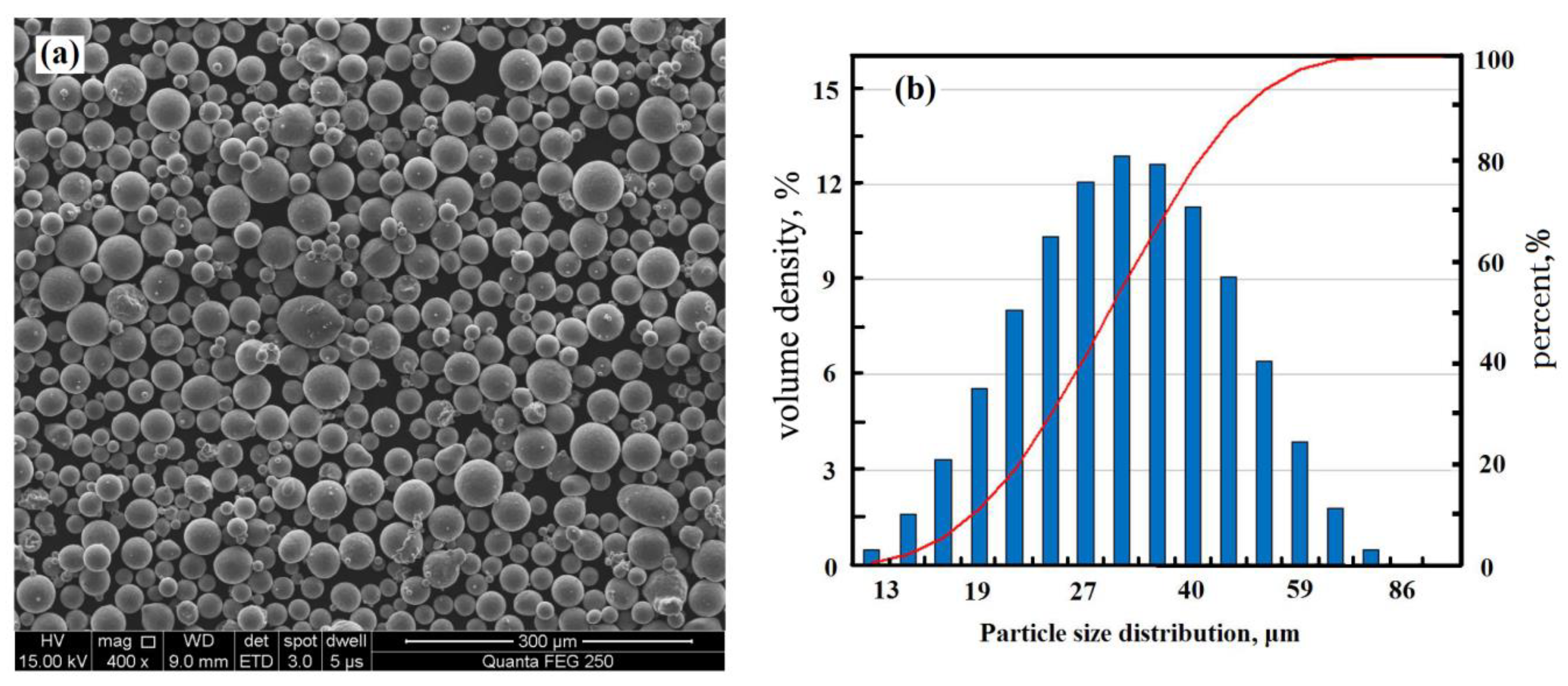
2.1. Powder Material
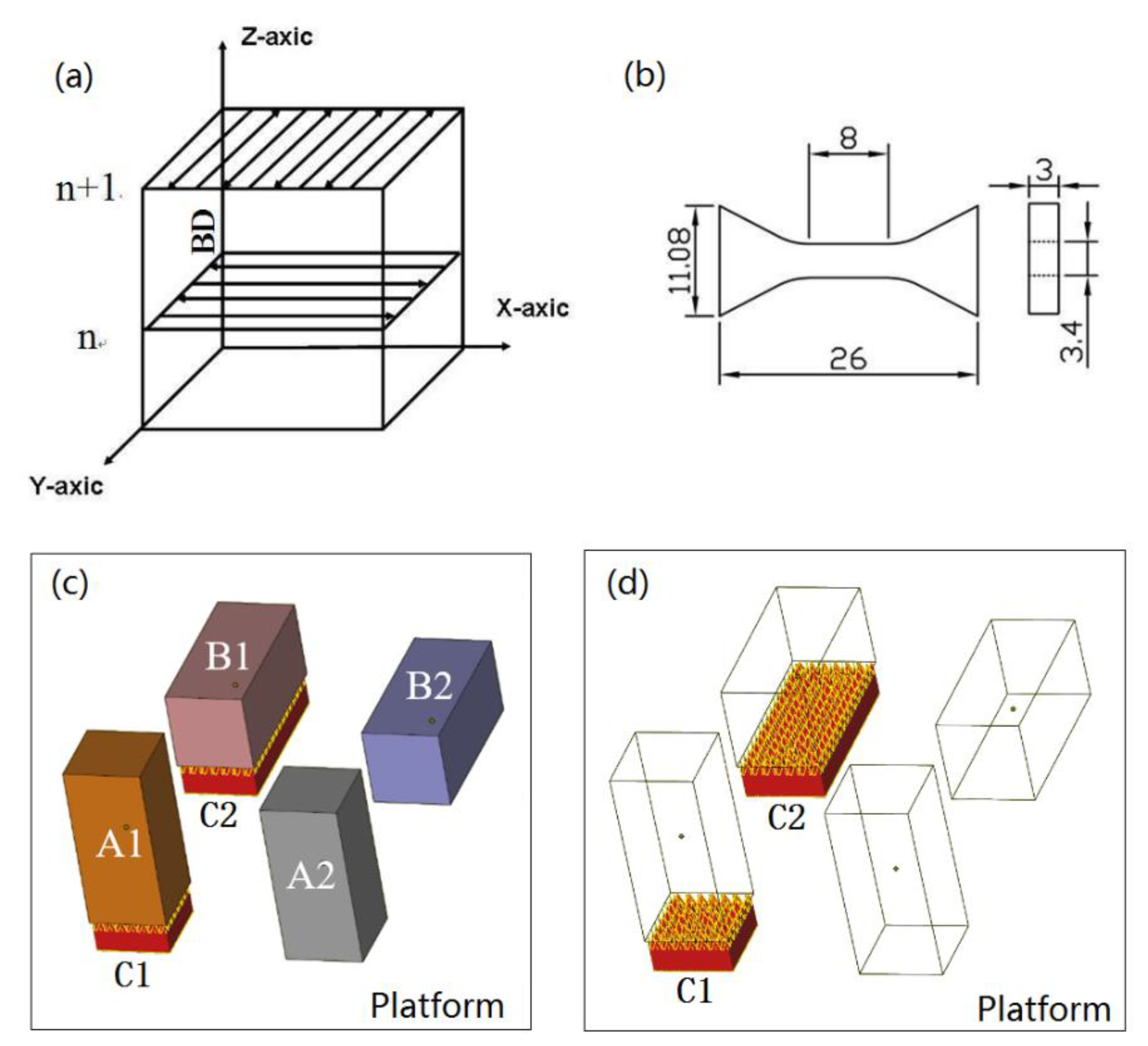
2.2. SLM Method and Processing Parameters
2.3. Sample Characterization
3. Results
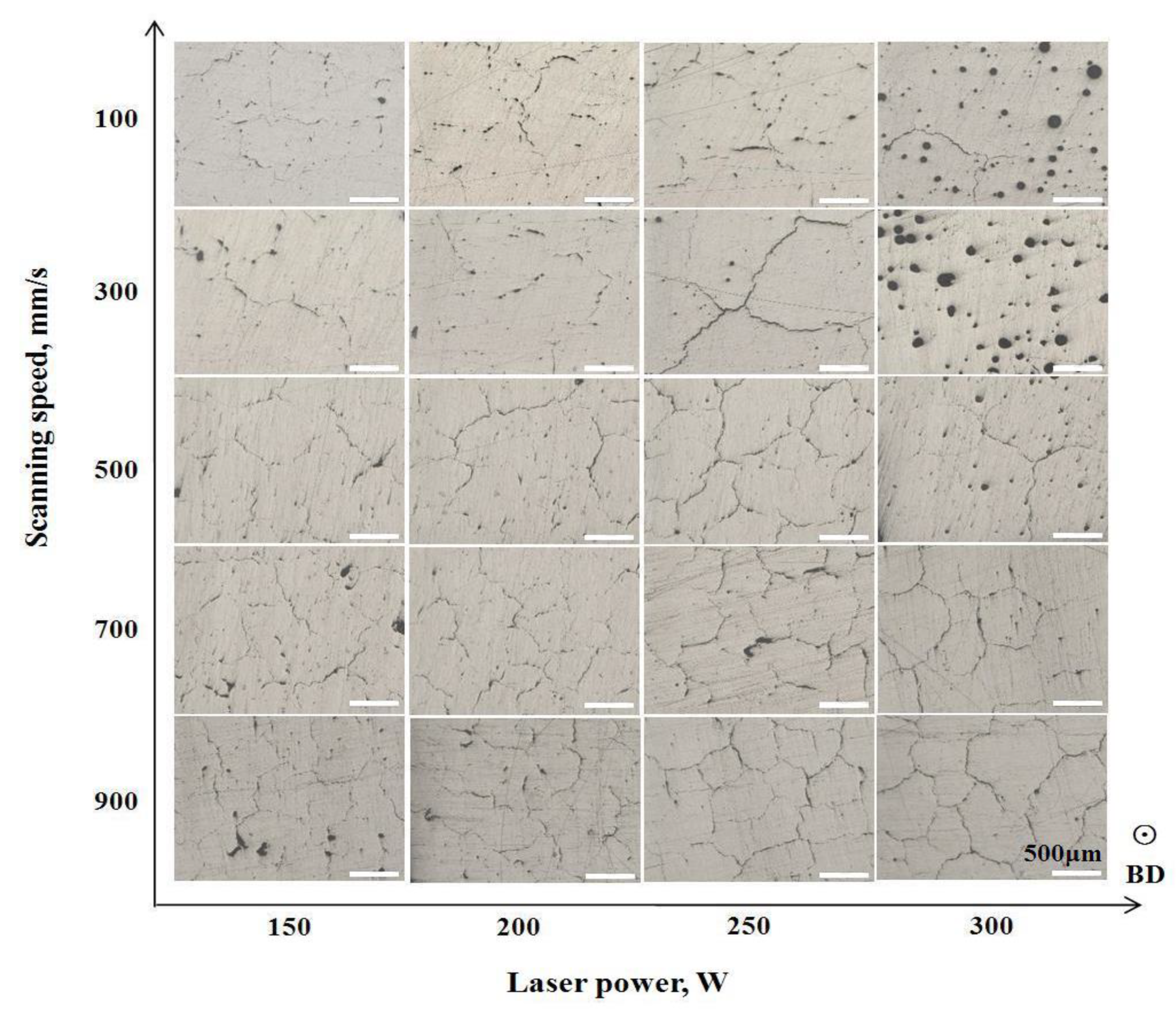
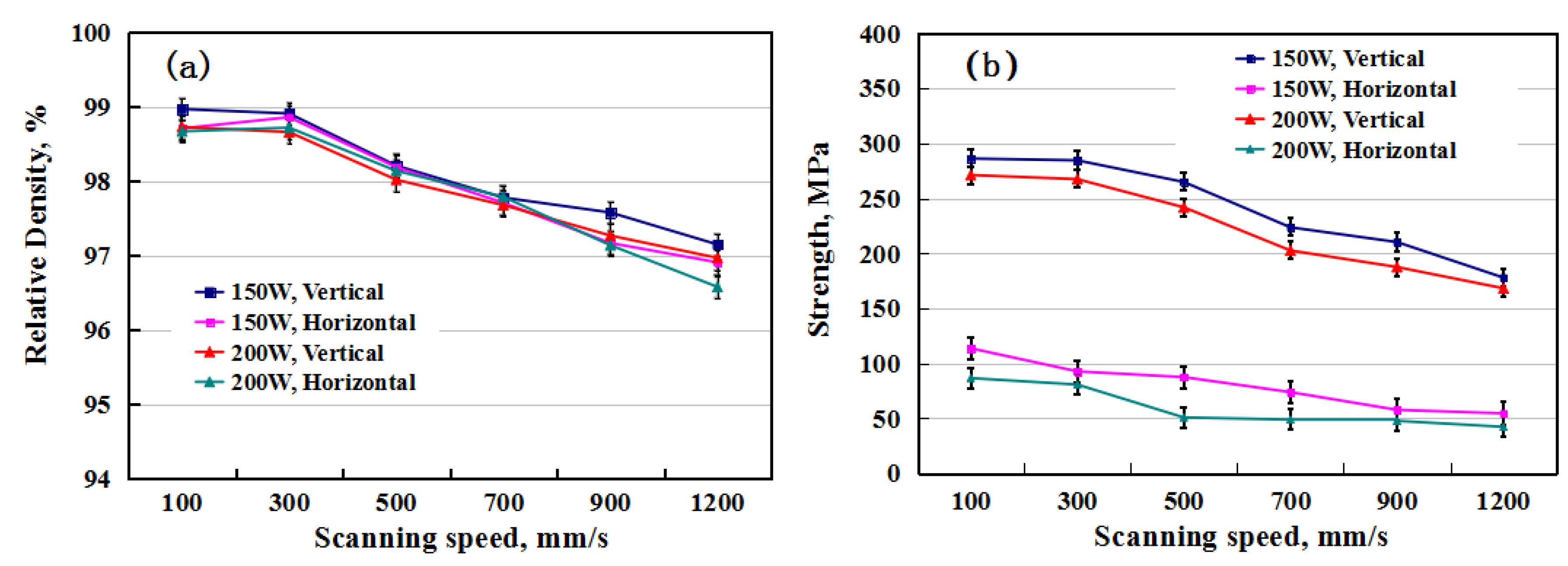
3.1. Optimization of Laser Power and Scanning Speed
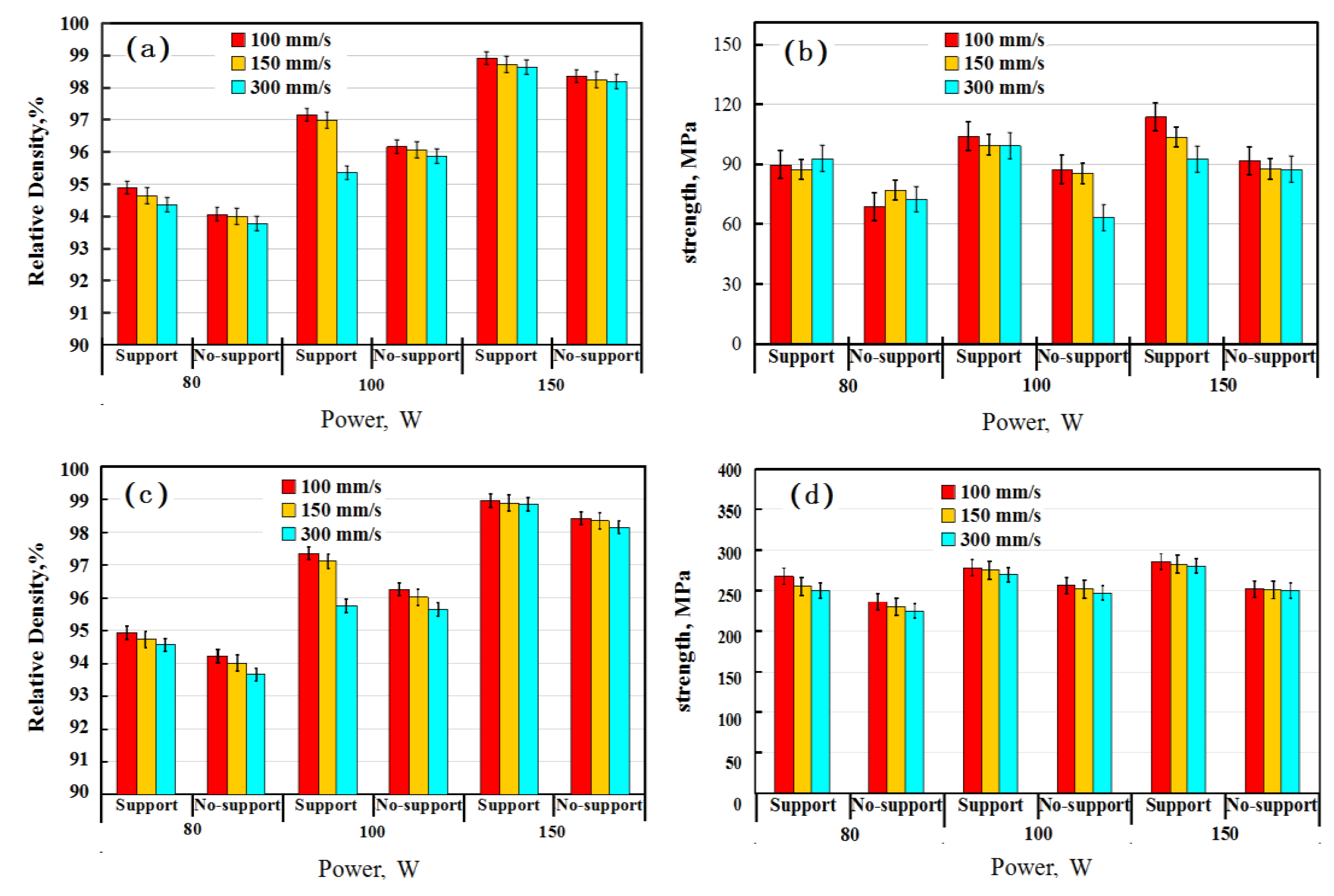
3.2. Effect of Supports
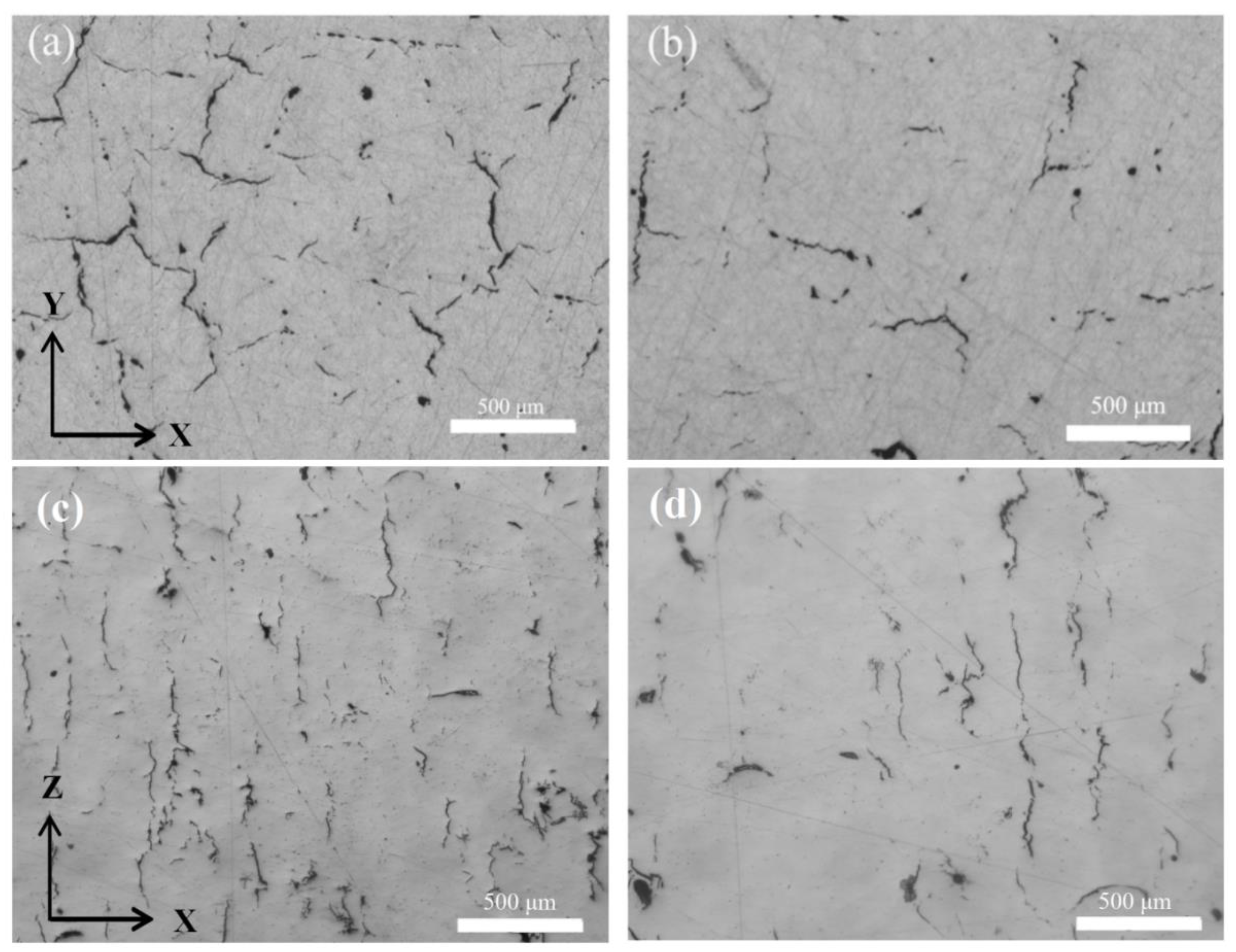
3.3. Effects of Building Direction
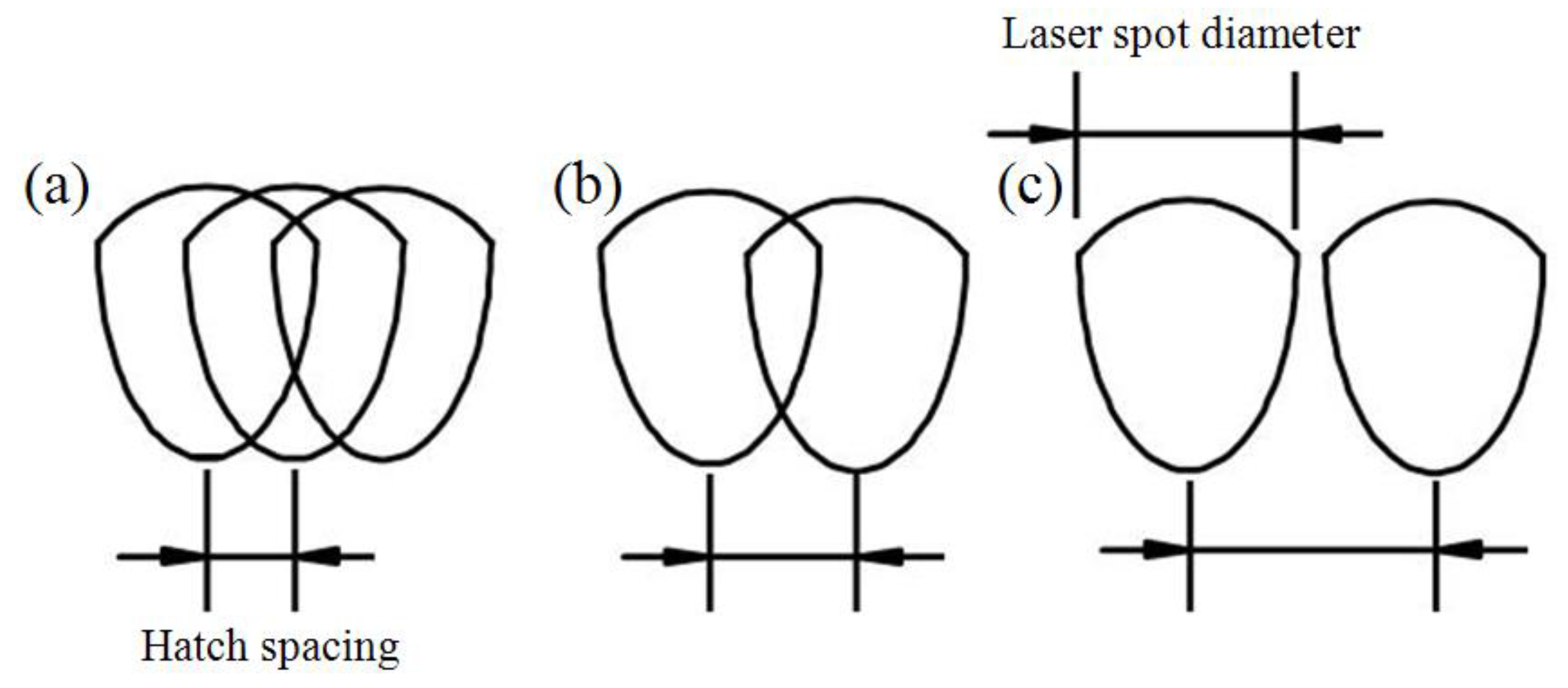
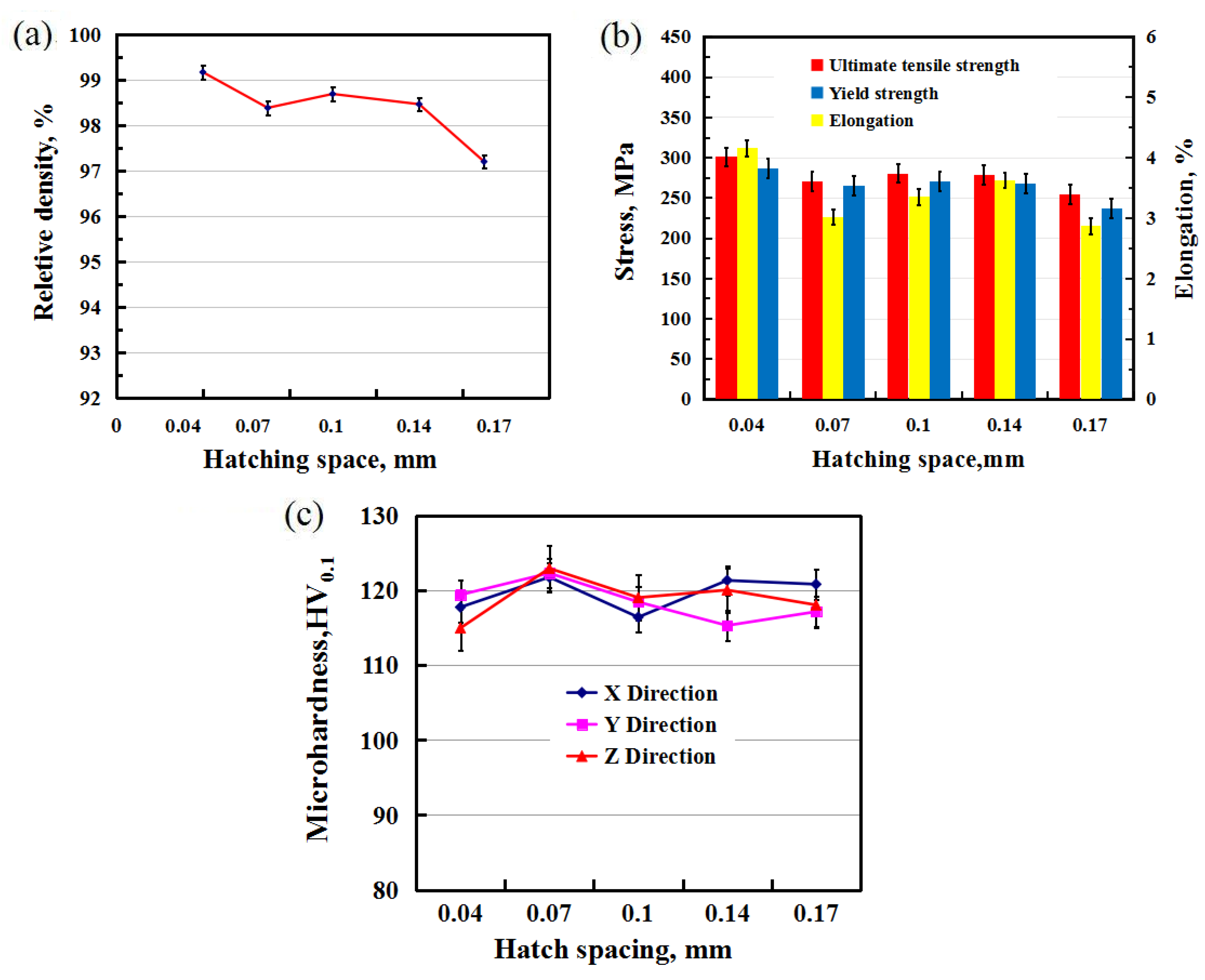
3.4. Effect of Hatching Space
4. Discussion
5. Conclusions
- The relative density and strength were reduced with an increased scanning speed, and a higher scanning speed produced more pores or cracks. A slower scanning speed, lower laser power, and use of a support were beneficial for obtaining better sample properties, because they could help reduce the temperature gradient, which was more suitable for the 2124 alloy fabricated by SLM in this study.
- The anisotropic mechanical properties of the samples were investigated, and the properties of the vertical samples were much higher because of the columnar crystals and cracks parallel to the loading orientation. Lower hatch spacing resulted in better mechanical properties, because the denser samples had fewer pores and cracks due to the track re-melting and liquid-phase backflow.
- The highest relative density and ultimate tensile strength of the vertical sample were 99.17% and 300.96 MPa at a power of 150 W and scanning speed of 100 mm/s. However, the elongation was very low, demonstrating a typical brittle material because of the defect in the distribution of pores and cracks.
- Supports used during the 2124 alloy building could reduce the generation of cracks, which could help to obtain samples with higher density and mechanical properties.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, S.; Li, C.G.; Zhang, Q.S.; Sun, S.; Wang, E.T. Research status and prospect of additive manufacturing in laser by aluminum alloy. Light Ind. Mach. 2017, 35, 98–101. [Google Scholar]
- Dai, S.L.; Zhang, K.; Yang, S.J.; Huang, M. Advanced Aeronautical Aluminum Alloy Materials Technology and Application; National Defend Industry Press: Beijing, China, 2012; pp. 1–9. [Google Scholar]
- Tang, M.; Pistorius, P.C. Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int. J. Fatigue 2017, 94, 192–201. [Google Scholar] [CrossRef]
- Zhu, H.H.; Liao, H.L. Research status of selective laser melting of high strength aluminum alloy. Laser Optoelectron. Prog. 2018, 55, 011402. [Google Scholar]
- Kaufmann, N.; Imran, M.; Wischeropp, T.M.; Emmelmann, C.; Siddique, S.; Walther, F. Influence of process parameters on the quality of aluminium alloy EM AW 7075 using selective laser melting (SLM). In Proceedings of the 9th International Conference on Photonic Technologies-LANE 2016, Furth, Germany, 19–22 September 2016; Volume 83, pp. 918–926. [Google Scholar]
- Caiazzo, F.; Alfieri, V.; Argenio, P.; Sergi, V. Additive manufacturing by means of laser-aided directed metal deposition of 2024 aluminium powder: Investigation and optimization. Adv. Mech. Eng. 2017, 9, 1–12. [Google Scholar] [CrossRef]
- Zhang, H.; Nie, X.J.; Zhu, H.H.; Zeng, X.Y.; Yang, C.H. Study on High Strength Al-Cu-Mg Alloy Fabricated by Selective Laser Melting. Chin. J. Lasers 2016, 43, 503007. [Google Scholar] [CrossRef]
- Koutny, D.; Skulina, D.; Pantělejev, L.; Palousek, D.; Lenczowski, B.; Palm, F.; Nick, A. Processing of Al-Sc aluminum alloy using SLM technology. 10th CIRP 2018, 74, 44–48. [Google Scholar] [CrossRef]
- Li, R.D.; Chen, H.; Chen, C.; Zhu, H.; Wang, M.; Yuan, T.; Song, B. Selective Laser Melting of Gas Atomized Al–3.02Mg–0.2Sc–0.1Zr Alloy Powder: Microstructure and Mechanical Properties. Adv. Eng. Mater. 2018, 21, 1–15. [Google Scholar] [CrossRef]
- Gussonea, J.; Bugelnig, K.; Barriobero-Vilaa, P.; Silvab, J.C.; Hechtc, U.; Dresbachd, C.; Skete, F.; Cloetensf, P.; Starkg, A.; Schellg, N.; et al. Ultrafine eutectic Ti-Fe-based alloys processed by additive manufacturing—A new candidate for high temperature applications. Appl. Mater. Today 2020, 20, 100767. [Google Scholar] [CrossRef]
- Simonelli, M.; McCartney, D.G.; Barriobero-Vila, P.; Aboulkhair, N.T.; Tse, Y.Y.; Clare, A.; Hague, R. The Influence of Iron in Minimizing the Microstructural Anisotropy of Ti-6Al-4V Produced by Laser Powder-Bed Fusion. Met. Mater. Trans. A 2020, 51, 2444–2459. [Google Scholar] [CrossRef]
- Wang, J.G.; Wang, Z.T. Advance on wrought aluminum alloys used for aeronautic and astronautic industry (2). Light Alloy Fabric. Tech. 2013, 41, 1–10. [Google Scholar]
- Nie, X.; Zhang, H.; Zhu, H.; Hu, Z.; Qi, Y.; Zeng, X. On the role of Zr content into Portevin-Le Chatelier (PLC) effect of selective laser melted high strength Al-Cu-Mg-Mn alloy. Mater. Lett. 2019, 248, 5–7. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.; Dalgarno, K. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Editorial Committee. Al and Mg Alloy. In China Aeronautical Materials Handbook, 2nd ed.; Standards Press of China: Beijing, China, 2001; Volume 3, p. 42.
- Yang, K.; Rometsch, P.; Jarvis, T.; Rao, J.; Cao, S.; Davies, C.H.; Wu, X. Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater. Sci. Eng. A 2018, 712, 166–174. [Google Scholar] [CrossRef]
- Weingartena, C.; Buchbindera, D.; Pircha, N.; Meinersa, W.; Wissenbacha, K.; Popraweb, R. Format- ion and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Ni, M.; Chen, C.; Wang, X.; Wang, P.; Li, R.; Zhang, X.; Zhou, K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Cao, R.R.; Li, Q.; Qian, B. Design of support structure in SLM rapid prototyping. Mech. Res. Appl. 2015, 28, 69–76. [Google Scholar]
- Leary, M.; Maconachie, T.; Sarker, A.; Faruque, O.; Brandt, M. Mechanical and thermal characterisa- tion of AlSi10Mg SLM block support structures. Mat. Des. 2019, 183, 1–15. [Google Scholar]
- Barriobero-Vila, P.; Artzta, K.; Stark, A.; Schellb, N.; Kleinert, J.; Requena, G.; Haubricha, J. Mapping the geometry of Ti-6Al-4V: From martensite decomposition to localized spheroidization during selective laser melting. Scr. Mater. 2020, 182, 48–52. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Thiede, T.; Nadammal, N.; Kromm, A.; Klaus, M.; Genzel, C.; Haberland, C.; Bruno, G. The Influence of the Support Structure on Residual Stress and Distortion in SLM Inconel 718 Parts. Met. Mater. Trans. A 2018, 49, 3038–3046. [Google Scholar] [CrossRef]
- Li, N.K.; Ling, G.; Nie, B.; Jing, J.A. Aluminum Alloy Material and Heat Treatment Technology; Metallurgical Industry Press: Beijing, China, 2019. [Google Scholar]
- Reschetnik, W.; Brüggemann, J.-P.; Aydinöz, M.; Grydin, O.; Hoyer, K.-P.; Kullmer, G.; Richard, H. Fatigue crack growth behavior and mechanical properties of additively processed EN AW-7075 aluminium alloy. Procedia Struct. Integr. 2016, 2, 3040–3048. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Y.; Wen, W.; Ge, J.; Liang, J. Effect of Hatch Spacing on Melt Pool and As-built Quality During Selective Laser Melting of Stainless Steel: Modeling and Experimental Approaches. Materials 2019, 12, 50. [Google Scholar] [CrossRef] [PubMed]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Influence of hatch spacing on heat and mass transfer, thermodynamics and laser processability during additive manufacturing of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2016, 109, 147–157. [Google Scholar] [CrossRef]
- Shi, Y.; Yang, K.; Kairy, S.K.; Palm, F.; Wu, X.; Rometsch, P. Effect of platform temperature on the porosity, microstructure and mechanical properties of an Al–Mg–Sc–Zr alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2018, 732, 41–52. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.A.; Tuck, C.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 77–86. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; Du, J.; He, Y.; Li, J.; Zhou, Y. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.; Moore, A. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, H.; Zhu, H.; Xiao, Z.; Nie, X.; Zeng, X. Microstructure, mechanical properties and strengthening mechanisms of AlCu5MnCdVA aluminum alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 759, 154–166. [Google Scholar] [CrossRef]
- Liu, C.; Li, Q.C. Mechanical behavior in qusi-solid of Al-Cu alloys and numerical simulation on stress-strain and hot cracking during solidification. Fondry 1988, 9, 28–31. [Google Scholar]
- Zeng, S.Y.; Liu, C.; Jiang, Z.L.; Li, Q.C. Hot cracking tendency of Al-Cu Alloys. Spec. Cast. Nonferrous Alloys 1989, 212–215. [Google Scholar]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X.Y. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Eckert, J.; Prashanth, K.G. Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloy. Compd. 2017, 707, 27–34. [Google Scholar] [CrossRef]
- Zhuo, L.; Wang, Z.; Zhang, H.; Yin, E.; Wang, Y.; Xu, T.; Li, C. Effect of post-process heat treatment on microstructure and properties of selective laser melted AlSi10Mg alloy. Mater. Lett. 2019, 234, 196–200. [Google Scholar] [CrossRef]
- Hu, Z.H. Study on the Melting and Solidification Behavior of AlCu5MnCdVA Alloy Fabbricated by Selective Laser Melting. Ph.D Thesis, Huazhong University of Technology, Wuhan, China, 2018. [Google Scholar]
- Wang, D.; Yu, C.; Ma, J.; Liu, W.; Shen, Z. Densification and crack suppression in selective laser melting of pure molybdenum. Mater. Des. 2017, 129, 44–52. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt.%) | Cu | Mg | Mn | Fe | Si | Ni | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Powder | 4.10 | 1.46 | 0.66 | 0.38 | 0.08 | 0.03 | 0.03 | 0.01 | Balance |
| SLM sample | 4.16 | 1.30 | 0.65 | 0.41 | 0.06 | 0.02 | 0.02 | 0.01 | Balance |
| Manufacturing Parameter | Value |
|---|---|
| Laser power P (W) | 80–300 |
| Scanning speed v (mm/s) | 50–1200 |
| Layer thickness t (μm) | 30 |
| Hatching space h (mm) | 0.04–0.17 |
| Temperature of platform T (°C) | 180 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, J.; Chen, C.; Zhang, W.; Li, Y.; Li, R.; Zhou, K. Densification, Microstructure, and Mechanical Properties of Additively Manufactured 2124 Al–Cu Alloy by Selective Laser Melting. Materials 2020, 13, 4423. https://doi.org/10.3390/ma13194423
Deng J, Chen C, Zhang W, Li Y, Li R, Zhou K. Densification, Microstructure, and Mechanical Properties of Additively Manufactured 2124 Al–Cu Alloy by Selective Laser Melting. Materials. 2020; 13(19):4423. https://doi.org/10.3390/ma13194423
Chicago/Turabian StyleDeng, Junwang, Chao Chen, Wei Zhang, Yunping Li, Ruidi Li, and Kechao Zhou. 2020. "Densification, Microstructure, and Mechanical Properties of Additively Manufactured 2124 Al–Cu Alloy by Selective Laser Melting" Materials 13, no. 19: 4423. https://doi.org/10.3390/ma13194423
APA StyleDeng, J., Chen, C., Zhang, W., Li, Y., Li, R., & Zhou, K. (2020). Densification, Microstructure, and Mechanical Properties of Additively Manufactured 2124 Al–Cu Alloy by Selective Laser Melting. Materials, 13(19), 4423. https://doi.org/10.3390/ma13194423