Mechanical Properties of SLM-Printed Aluminium Alloys: A Review


 ,
,  , and
, and
Abstract
1. Introduction
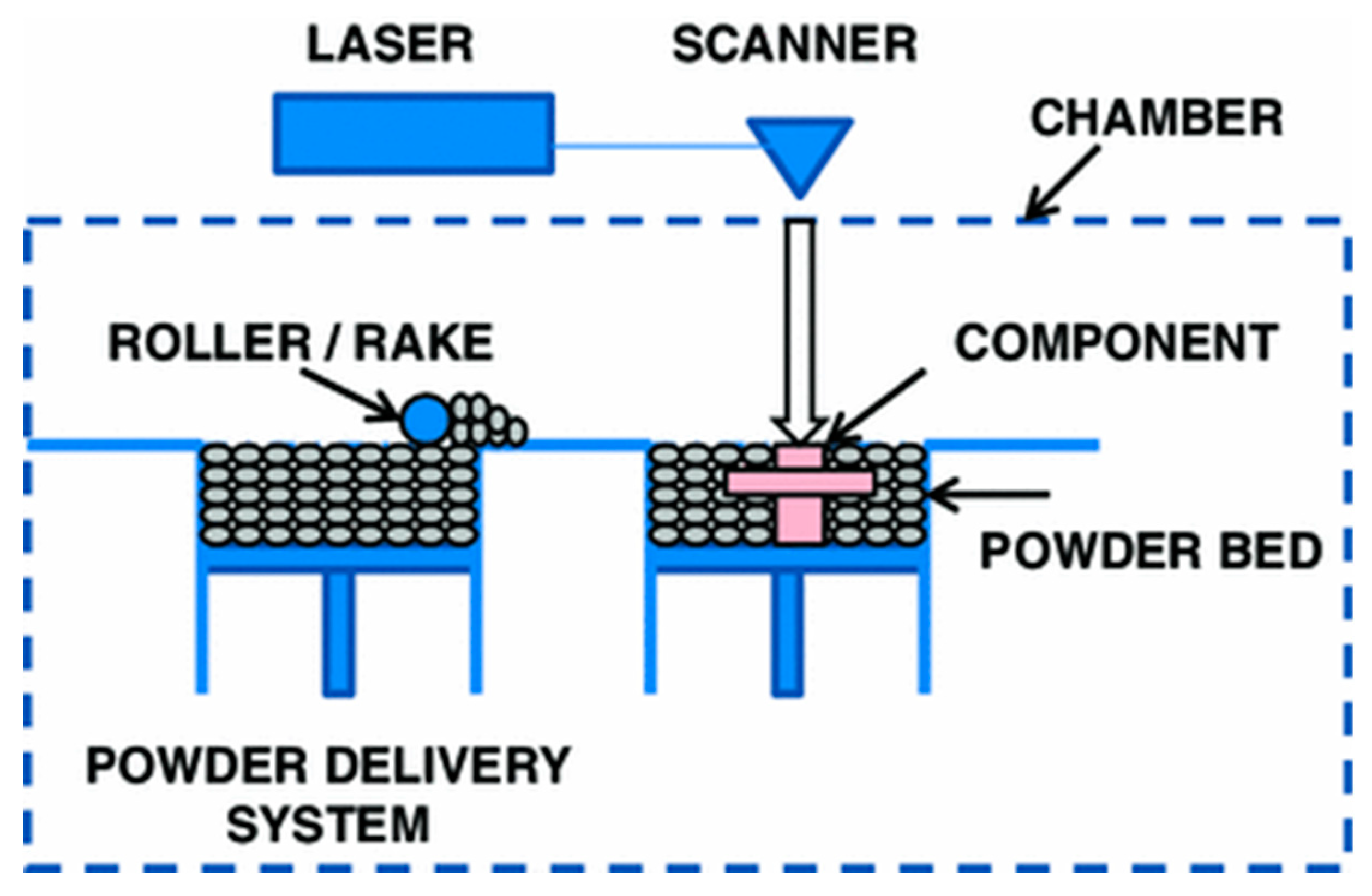
2. 3D-Printing of Aluminium Alloys by SLM
3. Mechanical Properties of SLM-Printed Aluminium Alloys
3.1. SLM-Printed AlSi10Mg
3.2. SLM-Printed AlSi12
3.3. SLM-Printed A356 and A357
3.4. Other Aluminium Alloys Processed Using SLM
4. Summary and Research Gaps
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hutasoit, N.; Rashid, R.A.R.; Palanisamy, S.; Duguid, A. Effect of build orientation and post-build heat treatment on the mechanical properties of cold spray additively manufactured copper parts. Int. J. Adv. Manuf. Technol. 2020, 110, 2341–2357. [Google Scholar] [CrossRef]
- Hutasoit, N.; Kennedy, B.; Hamilton, S.; Luttick, A.; Abdul Rahman Rashid, R.; Palanisamy, S. Sars-CoV-2 (COVID-19) Inactivation Capability of Copper-Coated Touch Surface Fabricated by Cold-Spray Technology. Manuf. Lett. 2020. [Google Scholar] [CrossRef]
- Riza, S.H.; Masood, S.H.; Rahman Rashid, R.A.; Chandra, S. Selective laser sintering in biomedical manufacturing. In Metallic Biomaterials Processing and Medical Device Manufacturing; Wen, C., Ed.; Woodhead Publishing: Philadelphia, PA, USA, 2020. [Google Scholar]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar]
- Maamoun, A.; Xue, Y.; Elbestawi, M.; Veldhuis, S. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Mertens, R.; Vrancken, B.; Wang, X.; Van Hooreweder, B.; Kruth, J.-P.; Van Humbeeck, J. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.P.; Lombardi, M.; Fino, P.; Manfredi, D. On the selective laser melting (SLM) of the AlSi10Mg alloy: Process, microstructure, and mechanical properties. Materials 2017, 10, 76. [Google Scholar]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar]
- Aboulkhair, N.T.; Stephens, A.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Mechanical properties of selective laser melted AlSi10Mg: Nano, micro, and macro properties. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2015, Austin, TX, USA, 10–12 August 2015; pp. 1026–1035. [Google Scholar]
- Vora, P.; Mumtaz, K.; Todd, I.; Hopkinson, N. AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit. Manuf. 2015, 7, 12–19. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Walther, F. Very high cycle fatigue and fatigue crack propagation behavior of selective laser melted AlSi12 alloy. Int. J. Fatigue 2017, 94, 246–254. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Influence of process-induced microstructure and imperfections on mechanical properties of AlSi12 processed by selective laser melting. J. Mater. Process. Technol. 2015, 221, 205–213. [Google Scholar] [CrossRef]
- Prashanth, K.; Debalina, B.; Wang, Z.; Gostin, P.; Gebert, A.; Calin, M.; Kühn, U.; Kamaraj, M.; Scudino, S.; Eckert, J. Tribological and corrosion properties of Al–12Si produced by selective laser melting. J. Mater. Res. 2014, 29, 2044–2054. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Gokuldoss Prashanth, K.; Scudino, S.; Eckert, J. Tensile properties of Al-12Si fabricated via selective laser melting (SLM) at different temperatures. Technologies 2016, 4, 38. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Huang, X.; Rahman Rashid, R.A. Topology optimisation of additively manufactured lattice beams for three-point bending test. In Proceedings of the Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2018, Austin, TX, USA, 13–15 August 2018; pp. 635–645. [Google Scholar]
- Kimura, T.; Nakamoto, T. Microstructures and mechanical properties of A356 (AlSi7Mg0. 3) aluminum alloy fabricated by selective laser melting. Mater. Des. 2016, 89, 1294–1301. [Google Scholar] [CrossRef]
- Chou, S.C.; Trask, M.; Danovitch, J.; Wang, X.L.; Choi, J.P.; Brochu, M. Pulsed laser powder bed fusion additive manufacturing of A356. Mater. Charact. 2018, 143, 27–33. [Google Scholar] [CrossRef]
- Yi, J.; Gao, Y.; Lee, P.; Flower, H.; Lindley, T. Scatter in fatigue life due to effects of porosity in cast A356-T6 aluminum-silicon alloys. Metall. Mater. Trans. A 2003, 34, 1879. [Google Scholar] [CrossRef]
- Davis, G.; Nagarajah, R.; Palanisamy, S.; Rashid, R.A.R.; Rajagopal, P.; Balasubramaniam, K. Laser ultrasonic inspection of additive manufactured components. Int. J. Adv. Manuf. Technol. 2019, 102, 2571–2579. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Fang, X.; Chen, Y.; Wu, X.; Davies, C.H. The origins for tensile properties of selective laser melted aluminium alloy A357. Addit. Manuf. 2017, 17, 113–122. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.; Zhang, J.; Gu, X.; Qin, P.; Dai, N.; Li, X.; Kruth, J.-P.; Zhang, L.-C. Improved corrosion behavior of ultrafine-grained eutectic Al-12Si alloy produced by selective laser melting. Mater. Des. 2018, 146, 239–248. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Alghamdi, F.; Haghshenas, M. Microstructural and small-scale characterization of additive manufactured AlSi10Mg alloy. Sn Appl. Sci. 2019, 1, 255. [Google Scholar] [CrossRef]
- Amani, Y.; Dancette, S.; Delroisse, P.; Simar, A.; Maire, E. Compression behavior of lattice structures produced by selective laser melting: X-ray tomography based experimental and finite element approaches. Acta Mater. 2018, 159, 395–407. [Google Scholar] [CrossRef]
- Anwar, A.B.; Pham, Q.-C. Selective laser melting of AlSi10Mg: Effects of scan direction, part placement and inert gas flow velocity on tensile strength. J. Mater. Process. Technol. 2017, 240, 388–396. [Google Scholar] [CrossRef]
- Asgari, H.; Odeshi, A.; Hosseinkhani, K.; Mohammadi, M. On dynamic mechanical behavior of additively manufactured AlSi10Mg_200C. Mater. Lett. 2018, 211, 187–190. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of process and post-process conditions on the mechanical properties of an A357 alloy produced via laser powder bed fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Awd, M.; Stern, F.; Kampmann, A.; Kotzem, D.; Tenkamp, J.; Walther, F. Microstructural Characterization of the Anisotropy and Cyclic Deformation Behavior of Selective Laser Melted AlSi10Mg Structures. Metals 2018, 8, 825. [Google Scholar] [CrossRef]
- Baitimerov, R.; Lykov, P.; Zherebtsov, D.; Radionova, L.; Shultc, A.; Prashanth, K. Influence of powder characteristics on processability of AlSi12 alloy fabricated by selective laser melting. Materials 2018, 11, 742. [Google Scholar] [CrossRef] [PubMed]
- Bao, J.; Wu, S.; Withers, P.J.; Wu, Z.; Li, F.; Fu, Y.; Sun, W. Defect evolution during high temperature tension-tension fatigue of SLM AISi10Mg alloy by synchrotron tomography. Mater. Sci. Eng. A 2020, 139809. [Google Scholar] [CrossRef]
- Bassoli, E.; Denti, L.; Comin, A.; Sola, A.; Tognoli, E. Fatigue behavior of as-built L-PBF A357.0 parts. Metals 2018, 8, 634. [Google Scholar] [CrossRef]
- Beretta, S.; Gargourimotlagh, M.; Foletti, S.; du Plessis, A.; Riccio, M. Fatigue strength assessment of” as built” AlSi10Mg manufactured by SLM with different build orientations. Int. J. Fatigue 2020, 105737. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Bassani, P.; Tuissi, A. Continuous wave vs pulsed wave laser emission in selective laser melting of AlSi10Mg parts with industrial optimized process parameters: Microstructure and mechanical behaviour. Addit. Manuf. 2018, 24, 639–646. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Roughness modeling of AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2017, 241, 154–163. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 12004. [Google Scholar] [CrossRef]
- Casati, R.; Nasab, M.H.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of platform pre-heating and thermal-treatment strategies on properties of alsi10mg alloy processed by selective laser melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef]
- Ch, S.R.; Raja, A.; Nadig, P.; Jayaganthan, R.; Vasa, N. Influence of working environment and built orientation on the tensile properties of selective laser melted AlSi10Mg alloy. Mater. Sci. Eng. A 2019, 750, 141–151. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar]
- Chou, R.; Milligan, J.; Paliwal, M.; Brochu, M. Additive Manufacturing of Al-12Si Alloy Via Pulsed Selective Laser Melting. JOM 2015, 67, 590–596. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Influence of thermodynamics within molten pool on migration and distribution state of reinforcement during selective laser melting of AlN/AlSi10Mg composites. Int. J. Mach. Tools Manuf. 2016, 100, 14–24. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D.; Xia, M.; Ma, C.; Chen, H.; Zhao, T.; Hong, C.; Gasser, A.; Poprawe, R. Melt spreading behavior, microstructure evolution and wear resistance of selective laser melting additive manufactured AlN/AlSi10Mg nanocomposite. Surf. Coat. Technol. 2018, 349, 279–288. [Google Scholar] [CrossRef]
- de Menezes, J.T.O.; Castrodeza, E.M.; Casati, R. Effect of build orientation on fracture and tensile behavior of A357 Al alloy processed by Selective Laser Melting. Mater. Sci. Eng. A 2019, 766, 138392. [Google Scholar]
- Delahaye, J.; Tchuindjang, J.T.; Lecomte-Beckers, J.; Rigo, O.; Habraken, A.; Mertens, A. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar]
- Delroisse, P.; Jacques, P.J.; Maire, E.; Rigo, O.; Simar, A. Effect of strut orientation on the microstructure heterogeneities in AlSi10Mg lattices processed by selective laser melting. Scr. Mater. 2017, 141, 32–35. [Google Scholar]
- Denti, L. Additive manufactured A357. 0 samples using the laser powder bed fusion technique: Shear and tensile performance. Metals 2018, 8, 670. [Google Scholar]
- Ding, X.; Wang, L. Heat transfer and fluid flow of molten pool during selective laser melting of AlSi10Mg powder: Simulation and experiment. J. Manuf. Process. 2017, 26, 280–289. [Google Scholar]
- Dong, Z.; Zhang, X.; Shi, W.; Zhou, H.; Lei, H.; Liang, J. Study of size effect on microstructure and mechanical properties of AlSi10Mg samples made by selective laser melting. Materials 2018, 11, 2463. [Google Scholar]
- Everitt, N.M.; Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I. Nanoindentation shows uniform local mechanical properties across melt pools and layers produced by selective laser melting of AlSi10Mg alloy. Adv. Mater. Lett. 2016, 7, 13–16. [Google Scholar] [CrossRef][Green Version]
- Fefelov, A.; Merkushev, A.; Chikova, O. Microstructure and mechanical properties of Al-12Si produced by selective laser melting. IOP Conf. Ser. Earth Environ. Sci. 2017, 87, 92011. [Google Scholar] [CrossRef]
- Fiegl, T.; Franke, M.; Körner, C. Impact of build envelope on the properties of additive manufactured parts from AlSi10Mg. Opt. Laser Technol. 2019, 111, 51–57. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Girelli, L.; Giovagnoli, M.; Tocci, M.; Pola, A.; Fortini, A.; Merlin, M.; La Vecchia, G.M. Evaluation of the impact behaviour of AlSi10Mg alloy produced using laser additive manufacturing. Mater. Sci. Eng. A 2019, 748, 38–51. [Google Scholar] [CrossRef]
- Gong, W.; Qi, J.; Wang, Z.; Chen, Y.; Jiang, J.; Wang, Z.; Qi, Y. Microstructrue and Mechanical Properties of Selective Laser Melting AlSi10Mg. In 3rd International Symposium of Space Optical Instruments and Applications; Springer: Cham, Switzerland, 2017; pp. 113–120. [Google Scholar]
- Hadadzadeh, A.; Amirkhiz, B.S.; Odeshi, A.; Mohammadi, M. Dynamic loading of direct metal laser sintered AlSi10Mg alloy: Strengthening behavior in different building directions. Mater. Des. 2018, 159, 201–211. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Odeshi, A.; Li, J.; Mohammadi, M. Role of hierarchical microstructure of additively manufactured AlSi10Mg on dynamic loading behavior. Addit. Manuf. 2019, 28, 1–13. [Google Scholar] [CrossRef]
- Han, Q.; Jiao, Y. Effect of heat treatment and laser surface remelting on AlSi10Mg alloy fabricated by selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 102, 3315–3324. [Google Scholar] [CrossRef]
- Hatamleh, M.I.; Sadeh, S.; Farooq, T.; Malik, A.S.; Qian, D. Finite Element Study of Laser Peening on Selective Laser Melted A357 Aluminum Alloy During Tension Test. Int. Manuf. Sci. Eng. Conf. 2018, 51388, V004T003A046. [Google Scholar]
- Hitzler, L.; Charles, A.; Öchsner, A. The influence of post-heat-treatments on the tensile strength and surface hardness of selective laser melted AlSi10Mg. Defect Diffus. Forum 2016, 370, 171–176. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Schanz, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Fracture toughness of selective laser melted AlSi10Mg. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 615–621. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Hitzler, L.; Schoch, N.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Compressive behaviour of additively manufactured AlSi10Mg: Druckeigenschaften additiv gefertigter AlSi10Mg Proben. Mater. Werkst. 2018, 49, 683–688. [Google Scholar] [CrossRef]
- Hu, H.; Ding, X.; Wang, L. Numerical analysis of heat transfer during multi-layer selective laser melting of AlSi10Mg. Optik 2016, 127, 8883–8891. [Google Scholar] [CrossRef]
- Iturrioz, A.; Gil, E.; Petite, M.; Garciandia, F.; Mancisidor, A.; San Sebastian, M. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure. Weld. World 2018, 1–8. [Google Scholar] [CrossRef]
- Jawade, S.A.; Joshi, R.S.; Desai, S.B. Comparative study of mechanical properties of additively manufactured aluminum alloy. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, T.; Zhang, C.; Zhang, K.; Li, M.; Ma, T.; Liao, W. Preparation and mechanical properties of CNTs-AlSi10Mg composite fabricated via selective laser melting. Mater. Sci. Eng. A 2018, 734, 171–177. [Google Scholar] [CrossRef]
- Chen, J.; Hou, W.; Wang, X.; Chu, S.; Yang, Z. Microstructure, porosity and mechanical properties of selective laser melted AlSi10Mg. Chin. J. Aeronaut. 2020, 33, 2043–2054. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Dembinski, L.; Liao, H.; Coddet, C. Microstructure and strength analysis of eutectic Al-Si alloy in-situ manufactured using selective laser melting from elemental powder mixture. J. Alloys Compd. 2017, 691, 316–322. [Google Scholar] [CrossRef]
- Kempen, K.; Welkenhuyzen, F.; Qian, J.; Kruth, J.-P. Dimensional accuracy of internal channels in SLM produced parts. In Proceedings of the ASPE 2014 Spring Topical Meeting: Dimensional Accuracy and Surface Finish in Additive Manufacturing, Berkeley, CA, USA, 13–16 April 2014; pp. 76–79. [Google Scholar]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation. Mater. Sci. Technol. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Yasa, E.; Badrossamay, M.; Verheecke, W.; Kruth, J. Process optimization and microstructural analysis for selective laser melting of AlSi10Mg. Solid Free. Fabr. Symp. 2011, 22, 484–495. [Google Scholar]
- Kim, D.-K.; Woo, W.; Hwang, J.-H.; An, K.; Choi, S.-H. Stress partitioning behavior of an AlSi10Mg alloy produced by selective laser melting during tensile deformation using in situ neutron diffraction. J. Alloys Compd. 2016, 686, 281–286. [Google Scholar] [CrossRef]
- Krishnan, M.; Atzeni, E.; Canali, R.; Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L. On the effect of process parameters on properties of AlSi10Mg parts produced by DMLS. Rapid Prototyp. J. 2014, 449–458. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Li, X.; Ni, J.; Zhu, Q.; Su, H.; Cui, J.; Zhang, Y.; Li, J. Structure and Mechanical Properties of the AlSi10Mg Alloy Samples Manufactured by Selective Laser Melting. IOP Conf. Ser. Mater. Sci. Eng 2017, 269, 12081. [Google Scholar] [CrossRef]
- Li, X.; Wang, X.; Saunders, M.; Suvorova, A.; Zhang, L.; Liu, Y.; Fang, M.; Huang, Z.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al–12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Li, Z.; Li, B.-Q.; Bai, P.; Liu, B.; Wang, Y. Research on the thermal behaviour of a selectively laser melted aluminium alloy: Simulation and experiment. Materials 2018, 11, 1172. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Liu, A.; Chua, C.K.; Leong, K.F. Properties of test coupons fabricated by selective laser melting. Key Eng. Mater. 2010, 447, 780–784. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Z.; Jiang, Y.; Wang, G.; Yang, Y.; Zhang, L. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloys Compd. 2018, 735, 1414–1421. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. The effect of selective laser melting process parameters on the microstructure and mechanical properties of Al6061 and AlSi10Mg alloys. Materials 2019, 12, 12. [Google Scholar] [CrossRef] [PubMed]
- Maconachie, T.; Leary, M.; Zhang, J.; Medvedev, A.; Sarker, A.; Ruan, D.; Lu, G.; Faruque, O.; Brandt, M. Effect of build orientation on the quasi-static and dynamic response of SLM AlSi10Mg. Mater. Sci. Eng. A 2020, 139445. [Google Scholar] [CrossRef]
- Majeed, A.; Muzamil, M.; Lv, J.; Liu, B.; Ahmad, F. Heat treatment influences densification and porosity of AlSi10Mg alloy thin-walled parts manufactured by selective laser melting technique. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 267. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.; Tuck, C.; Wildman, R.; Ashcroft, I.; Everitt, N.; Hague, R. Fatigue performance enhancement of selectively laser melted aluminium alloy by heat treatment. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 1017–1025. [Google Scholar]
- Mfusi, B.J.; Mathe, N.R.; Tshabalala, L.C.; Popoola, P.A. The effect of stress relief on the mechanical and fatigue properties of additively manufactured AlSi10Mg parts. Metals 2019, 9, 1216. [Google Scholar] [CrossRef]
- Ngnekou, J.N.D.; Nadot, Y.; Henaff, G.; Nicolai, J.; Ridosz, L. Influence of defect size on the fatigue resistance of AlSi10Mg alloy elaborated by selective laser melting (SLM). Procedia Struct. Integr. 2017, 7, 75–83. [Google Scholar] [CrossRef]
- Nurel, B.; Nahmany, M.; Frage, N.; Stern, A.; Sadot, O. Split Hopkinson pressure bar tests for investigating dynamic properties of additively manufactured AlSi10Mg alloy by selective laser melting. Addit. Manuf. 2018, 22, 823–833. [Google Scholar] [CrossRef]
- Nurel, B.; Nahmany, M.; Stern, A.; Frage, N.; Sadot, O. Study on the dynamic properties of AM-SLM AlSi10Mg alloy using the Split Hopkinson Pressure Bar (SHPB) technique. EPJ Web Conf. 2018, 183, 4005. [Google Scholar] [CrossRef][Green Version]
- Ojha, A.; Samantaray, M.; Thatoi, D.N.; Sahoo, S. Continuum simulation of heat transfer and solidification behavior of AlSi10Mg in direct metal laser sintering process. IOP Conf. Ser. Mater. Sci. Eng 2018, 338, 1–6. [Google Scholar] [CrossRef]
- Pei, W.; Zhengying, W.; Zhen, C.; Junfeng, L.; Shuzhe, Z.; Jun, D. Numerical simulation and parametric analysis of selective laser melting process of AlSi10Mg powder. Appl. Phys. A 2017, 123, 540. [Google Scholar]
- Pola, A.; Battini, D.; Tocci, M.; Avanzini, A.; Girelli, L.; Petrogalli, C.; Gelfi, M. Evaluation on the fatigue behavior of sand-blasted AlSi10Mg obtained by DMLS. Frat. Ed Integrità Strutt. 2019, 13, 775–790. [Google Scholar]
- Ponnusamy, P.; Masood, S.; Ruan, D.; Palanisamy, S.; Rashid, R. High strain rate dynamic behaviour of AlSi12 alloy processed by selective laser melting. Int. J. Adv. Manuf. Technol. 2018, 97, 1023–1035. [Google Scholar]
- Ponnusamy, P.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Mukhlis, R.; Edwards, N.J. Dynamic compressive behaviour of selective laser melted AlSi12 alloy: Effect of elevated temperature and heat treatment. Addit. Manuf. 2020. [Google Scholar] [CrossRef]
- Prashanth, K.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar]
- Qiu, C.; Yue, S.; Adkins, N.J.; Ward, M.; Hassanin, H.; Lee, P.D.; Withers, P.J.; Attallah, M.M. Influence of processing conditions on strut structure and compressive properties of cellular lattice structures fabricated by selective laser melting. Mater. Sci. Eng. A 2015, 628, 188–197. [Google Scholar]
- Rakesh, C.S.; Priyanka, N.; Jayaganthan, R.; Vasa, N.J. Effect of build atmosphere on the mechanical properties of AlSi10Mg produced by selective laser melting. Mater. Today: Proc. 2018, 5, 17231–17238. [Google Scholar]
- Rashid, R.; Masood, S.; Ruan, D.; Palanisamy, S.; Rashid, R.R.; Elambasseril, J.; Brandt, M. Effect of energy per layer on the anisotropy of selective laser melted AlSi12 aluminium alloy. Addit. Manuf. 2018, 22, 426–439. [Google Scholar]
- Rashid, R.R.; Mallavarapu, J.; Palanisamy, S.; Masood, S. A comparative study of flexural properties of additively manufactured aluminium lattice structures. Mater. Today Proc. 2017, 4, 8597–8604. [Google Scholar]
- Rathod, H.J.; Nagaraju, T.; Prashanth, K.; Ramamurty, U. Tribological properties of selective laser melted Al12Si alloy. Tribol. Int. 2019, 137, 94–101. [Google Scholar]
- Raus, A.; Wahab, M.; Ibrahim, M.; Kamarudin, K.; Ahmed, A.; Shamsudin, S. Mechanical and physical properties of AlSi10Mg processed through selective laser melting. AIP Conf. Proc. 2017, 1831, 20027. [Google Scholar]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Rosenthal, I.; Nahmany, M.; Stern, A.; Frage, N. Structure and mechanical properties of AlSi10Mg fabricated by selective laser melting additive manufacturing (SLM-AM). Adv. Mater. Res. 2015, 1111, 62–66. [Google Scholar] [CrossRef]
- Rosenthal, I.; Shneck, R.; Stern, A. AlSi10Mg Alloy Fabricated by Selective Laser Melting. Ann. Dunarea Jos Univ. Galati. Fascicle XiiWeld. Equip. Technol. 2018, 29, 5–10. [Google Scholar] [CrossRef][Green Version]
- Rosenthal, I.; Stern, A. Heat treatment investigation of the AlSi10Mg alloy Produced by selective laser melting (SLM): Microstructure and hardness. Ann. Dunarea Jos Univ. Galati Fascicle XiiWeld. Equip. Technol. 2016, 27, 7–11. [Google Scholar]
- Rosenthal, I.; Stern, A.; Frage, N. Microstructure and mechanical properties of AlSi10Mg parts produced by the laser beam additive manufacturing (AM) technology. Metallogr. Microstruct. Anal. 2014, 3, 448–453. [Google Scholar] [CrossRef]
- Rosenthal, I.; Stern, A.; Frage, N. Strain rate sensitivity and fracture mechanism of AlSi10Mg parts produced by selective laser melting. Mater. Sci. Eng. A 2017, 682, 509–517. [Google Scholar] [CrossRef]
- Samantaray, M.; Sahoo, S.; Thatoi, D. Computational modeling of heat transfer and sintering behavior during direct metal laser sintering of AlSi10Mg alloy powder. C. R. Mécanique 2018, 346, 1043–1054. [Google Scholar] [CrossRef]
- Siddique, S.; Awd, M.; Tenkamp, J.; Walther, F. High and very high cycle fatigue failure mechanisms in selective laser melted aluminum alloys. J. Mater. Res. 2017, 32, 4296–4304. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Rauer, M.; Kaloudis, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater. Des. 2015, 83, 661–669. [Google Scholar] [CrossRef]
- Silvestri, A.T.; Astarita, A.; El Hassanin, A.; Manzo, A.; Iannuzzo, U.; Iannuzzo, G.; De Rosa, V.; Acerra, F.; Squillace, A. Assessment of the mechanical properties of AlSi10Mg parts produced through selective laser melting under different conditions. Procedia Manuf. 2020, 47, 1058–1064. [Google Scholar] [CrossRef]
- Subbiah, R.; Bensingh, J.; Kader, A.; Nayak, S. Influence of printing parameters on structures, mechanical properties and surface characterization of aluminium alloy manufactured using selective laser melting. Int. J. Adv. Manuf. Technol. 2020, 106, 5137–5147. [Google Scholar] [CrossRef]
- Sun, J.; Qiu, L.; Wang, F.; Yang, Y.; Guo, L. A new modification effect of eutectic Si in selective laser melted AlSi10Mg. Mater. Sci. Technol. 2019, 35, 709–715. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C. Anisotropic mechanical behavior of AlSi10Mg parts produced by selective laser melting. JOM 2017, 69, 516–522. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C. Fatigue life prediction for AlSi10Mg components produced by selective laser melting. Int. J. Fatigue 2019, 125, 479–490. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.; Read, N.; Reimers, W.; Attallah, M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Ambrosio, E.P.; Lombardi, M.; Pavese, M.; Manfredi, D.; Fino, P. Effects of heat treatments on A357 alloy produced by selective laser melting. In Proceedings of the European Congress and Exhibition on Powder Metallurgy, European PM Conference Proceedings, Hamburg, Germany, 9–13 October 2016; pp. 1–6. [Google Scholar]
- Uzan, N.E.; Shneck, R.; Yeheskel, O.; Frage, N. Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater. Sci. Eng. A 2017, 704, 229–237. [Google Scholar] [CrossRef]
- Vrána, R.; Koutný, D.; Paloušek, D.; Zikmund, T. Influence of selective laser melting process parameters on impact resistance of lattice structure made from AlSi10Mg. In Proceedings of the European Congress and Exhibition on Powder Metallurgy, European PM Conference Proceedings, Hamburg, Germany, 9–13 October 2016; pp. 1–6. [Google Scholar]
- Wang, P.; Lei, H.; Zhu, X.; Chen, H.; Fang, D. Influence of manufacturing geometric defects on the mechanical properties of AlSi10Mg alloy fabricated by selective laser melting. J. Alloys Compd. 2019, 789, 852–859. [Google Scholar] [CrossRef]
- Wang, L.; Sun, J.; Yu, X.; Shi, Y.; Zhu, X.; Cheng, L.; Liang, H.; Yan, B.; Guo, L. Enhancement in mechanical properties of selectively laser-melted AlSi10Mg aluminum alloys by T6-like heat treatment. Mater. Sci. Eng. A 2018, 734, 299–310. [Google Scholar] [CrossRef]
- Wang, L.; Sun, J.; Zhu, X.; Cheng, L.; Shi, Y.; Guo, L.; Yan, B. Effects of T2 heat treatment on microstructure and properties of the selective laser melted aluminum alloy samples. Materials 2018, 11, 66. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Zhang, L.; Fang, M.; Sercombe, T.B. The effect of atmosphere on the structure and properties of a selective laser melted Al–12Si alloy. Mater. Sci. Eng. A 2014, 597, 370–375. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; Du, J.; He, Y.; Li, J.; Zhou, Y. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Wu, J.; Wang, X.; Wang, W.; Attallah, M.; Loretto, M. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Bubb, S.L.; Young, P.; Raymont, D. Evaluation of light-weight AlSi10Mg periodic cellular lattice structures fabricated via direct metal laser sintering. J. Mater. Process. Technol. 2014, 214, 856–864. [Google Scholar] [CrossRef]
- Zaretsky, E.; Stern, A.; Frage, N. Dynamic response of AlSi10Mg alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2017, 688, 364–370. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Liao, H.; Cheng, Y.; Hu, Z.; Zeng, X. Effect of heat treatments on fatigue property of selective laser melting AlSi10Mg. Int. J. Fatigue 2018, 116, 513–522. [Google Scholar] [CrossRef]
- Zhou, L.; Mehta, A.; Schulz, E.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, precipitates and hardness of selectively laser melted AlSi10Mg alloy before and after heat treatment. Mater. Charact. 2018, 143, 5–17. [Google Scholar] [CrossRef]
- Zhuo, L.; Wang, Z.; Zhang, H.; Yin, E.; Wang, Y.; Xu, T.; Li, C. Effect of post-process heat treatment on microstructure and properties of selective laser melted AlSi10Mg alloy. Mater. Lett. 2019, 234, 196–200. [Google Scholar] [CrossRef]
- Olakanmi, E.O.t.; Cochrane, R.; Dalgarno, K. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar]
- Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. New Aluminum Alloys Specifically Designed for Laser Powder Bed Fusion: A Review. Materials 2019, 12, 1007. [Google Scholar]
- Sercombe, T.; Li, X. Selective laser melting of aluminium and aluminium metal matrix composites. Mater. Technol. 2016, 31, 77–85. [Google Scholar]
- Rometsch, P.; Jia, Q.; Yang, K.V.; Wu, X. Aluminum alloys for selective laser melting–towards improved performance. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 301–325. [Google Scholar]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Suttey, L.J. Evaluation of Metallurgical and Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting; Montana Tech: Butte, MT, USA, 2018. [Google Scholar]
- Yu, X.; Wang, L. T6 heat-treated AlSi10Mg alloys additive-manufactured by selective laser melting. Procedia Manuf. 2018, 15, 1701–1707. [Google Scholar]
- Zhang, W.; Zhu, H.; Hu, Z.; Zeng, X. Study on the selective laser melting of AlSi10Mg. Acta Met. Sin. 2017, 53, 918–926. [Google Scholar]
- Ponnusamy, P.; Masood, S.; Ruan, D.; Palanisamy, S.; Rahman, R.R.; Kariem, M. High strain rate behaviour at high temperature of AlSi12 parts produced by selective laser melting. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 12167. [Google Scholar]
- Ma, P.; Prashanth, K.G.; Scudino, S.; Jia, Y.; Wang, H.; Zou, C.; Wei, Z.; Eckert, J. Influence of annealing on mechanical properties of Al-20Si processed by selective laser melting. Metals 2014, 4, 28–36. [Google Scholar]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar]
- Wang, L.-Z.; Wang, S.; Wu, J.-J. Experimental investigation on densification behavior and surface roughness of AlSi10Mg powders produced by selective laser melting. Opt. Laser Technol. 2017, 96, 88–96. [Google Scholar]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Löber, L.; Wang, P.; Attar, H.; Schimansky, F.P.; Pyczak, F.; Eckert, J. Processing of Al–12Si–TNM composites by selective laser melting and evaluation of compressive and wear properties. J. Mater. Res. 2016, 31, 55–65. [Google Scholar] [CrossRef]
- Lykov, P.; Baitimerov, R. Selective Laser Melting of AlSi12 Powder. Solid State Phenom. 2018, 284, 667–672. [Google Scholar] [CrossRef]
- Mendřický, R.; Keller, P. Precision Analysis of Part Manufacturing Using SLM Method. Appl. Mech. Mater. 2014, 693, 183–188. [Google Scholar] [CrossRef]
- Šafka, J.; Mendřický, R.; Ackermann, M.; Tuháček, D. Shape and size accuracy of 3D-printed ALSi12 parts. Acta Metall. Slovaca 2015, 21, 278–284. [Google Scholar] [CrossRef]
- Ackermann, M.; Šafka, J.; Voleský, L. Selective laser melting technology and manufacturing of accurate thin structures. Mater. Sci. Forum 2016, 862, 104–111. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Cattano, G.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. A study of the microstructure and the mechanical properties of an AlSiNi alloy produced via selective laser melting. J. Alloys Compd. 2017, 695, 1470–1478. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Uggowitzer, P.J.; Wegener, K. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc-and Zr-modified Al-Mg alloys. Mater. Des. 2018, 140, 134–143. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Nie, X.; Yin, J.; Hu, Z.; Zeng, X. Effect of Zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy. Scr. Mater. 2017, 134, 6–10. [Google Scholar] [CrossRef]
- Nie, X.; Zhang, H.; Zhu, H.; Hu, Z.; Ke, L.; Zeng, X. Effect of Zr content on formability, microstructure and mechanical properties of selective laser melted Zr modified Al-4.24 Cu-1.97 Mg-0.56 Mn alloys. J. Alloys Compd. 2018, 764, 977–986. [Google Scholar] [CrossRef]
- Karg, M.; Ahuja, B.; Wiesenmayer, S.; Kuryntsev, S.; Schmidt, M. Effects of process conditions on the mechanical behavior of aluminium wrought alloy EN AW-2219 (AlCu6Mn) additively manufactured by laser beam melting in powder bed. Micromachines 2017, 8, 23. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Manfredi, D.; Lorusso, M.; Calignano, F.; Biamino, S.; Lombardi, M.; Fino, P.; Pavese, M. Laser Powder Bed Fusion of a High Strength Al-Si-Zn-Mg-Cu Alloy. Metals 2018, 8, 300. [Google Scholar] [CrossRef]
- Zheng, L.; Liu, Y.; Sun, S.; Zhang, H. Selective laser melting of Al–8.5 Fe–1.3 V–1.7 Si alloy: Investigation on the resultant microstructure and hardness. Chin. J. Aeronaut. 2015, 28, 564–569. [Google Scholar] [CrossRef]
- Croteau, J.R.; Griffiths, S.; Rossell, M.D.; Leinenbach, C.; Kenel, C.; Jansen, V.; Seidman, D.N.; Dunand, D.C.; Vo, N.Q. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2018, 153, 35–44. [Google Scholar] [CrossRef]
- Uddin, S.Z.; Murr, L.E.; Terrazas, C.A.; Morton, P.; Roberson, D.A.; Wicker, R.B. Processing and characterization of crack-free aluminum 6061 using high-temperature heating in laser powder bed fusion additive manufacturing. Addit. Manuf. 2018, 22, 405–415. [Google Scholar] [CrossRef]


{kind=link}
| Author (Year) | Material | Process Conditions | Mechanical Properties Evaluated | Main Findings | SLM Machine | Reference |
|---|---|---|---|---|---|---|
| Aboulkhair et al. (2016) | AlSi10Mg | Laser power 200 W, layer thickness 25 µm, scan speed 550 mm/s, hatch spacing 80 µm, and scan strategy chess board. Heat treatment: Solution treated at 520 °C for 1 h, water quenched to room temperature and then aged for 6 h at 160 °C. | Fatigue |
| Renishaw AM250 | [27] |
| Aboulkhair et al. (2016) | AlSi10Mg | Laser power 200 W, scan speed 550 mm/s, hatch spacing 130 µm, layer thickness 25 µm, and checkerboard scan strategy. Heat treatment: T6 | Tensile strength, compressive yield strength, nano-hardness |
| Renishaw AM250 | [11] |
| Aboulkhair et al. (2015) | AlSi10Mg | Laser power 200 W, point distance 80 µm, exposure time 140 µs, hatch spacing 130 µm, layer thickness 25 µm and checkerboard scan strategy. | Tensile and compressive strength, nano-hardness |
| Renishaw AM250 | [12] |
| Alghamdi and Haghshenas (2019) | AlSi10Mg | Two 400 W lasers at CalRAM Inc. were used, with default SLM 280 parameter set. Heat Treatment: T6, solutionising at 520 °C for 1 h, followed by water quench, then artificial ageing at 170 °C for 4 h. | Nano-hardness |
| 400 W laser at CalRAM Inc. SLM 280 | [28] |
| Amani et al. (2018) | AlSi10Mg | Laser power 250 W, scanning speed 571 mm/s, layer thickness 60 µm, and argon gas atmosphere. | Compression behaviour |
| SLM 250 | [29] |
| Anwar & Pham (2017) | AlSi10Mg | Laser power 350 W, layer thickness 100 µm, laser speed 900 mm/s, and hatch spacing of 0.12 mm. | Tensile strength |
| SLM Solutions 280 HL | [30] |
| Asgari et al. (2018) | AlSi10Mg | Laser power 370 W, scanning speed 1300 mm/s, hatch distance 190 µm, powder layer thickness 30 µm, build platform pre-heating temperature 200 °C. Build orientation: Vertical and Horizontal. | Dynamic compression, Split Hopkinson pressure bar testing |
| EOS M290 machine | [31] |
| Aversa et al. (2017) | A357 | Laser power 195 W, scan speed 1200 mm/s, layer thickness 30 µm, hatching distance 0.1 mm and stripe scanning strategy. | Tensile |
| EOS M270 Dual Mode system | [32] |
| Awd et al. (2018) | AlSi10Mg | Process parameters not disclosed. Build orientation: 0°, 45° and 90° with respect to the build plate. | Tensile |
| M2 Cusing system | [33] |
| Baitimerov et al. (2018) | AlSi12 | Laser power 200 W, layer thickness 50 µm, stripe hatch scanning strategy, powder dried at 100 °C for 1 h and the oxygen inside the build chamber was maintained below 500 ppm. | Density |
| Sinterstation® Pro DM125 SLM System | [34] |
| Bao et al. (2020) | AlSi10Mg | Laser power ranging 360 W–400 W, layer thickness 0.05 mm, laser scanning speed 1200 mm/s–1500 mm/s, scan spacing 0.13–0.16 mm. | Fatigue |
| BLT S310 | [35] |
| Bassoli et al. (2018) | A357 | Laser power 950 W, scan speed 2000 mm/s, spot size 400 µm, hatch distance 0.2 mm, layer thickness 50 µm, nitrogen gas chamber atmosphere, preheating temperature 200 °C and skin core scan strategy. | Tensile, Fatigue |
| X Line 2000R (Concept Laser) | [36] |
| Beretta et al. (2020) | AlSi10Mg | Laser power 350 W, hatch distance 0.13 mm, scan speed 1650 mm/s, layer thickness 50 µm, preheating of build platform up to 150 °C. Build orientation: Horizontal (0°), Inclined (45°), and Vertical (90°). | Fatigue strength |
| SLM 280HL v1.0 | [37] |
| Biffi et al. (2018) | AlSi10Mg | Pulsed wave laser: laser power 300 W, build platform temperature 170 °C, exposure time 120 µs, point distance 130 µm, spot size 130 µm, hatch distance 140 µm, layer thickness 25 µm and build chamber environment argon. Continuous wave laser: laser power 350 W, build platform temperature 150 °C, laser travel speed 1150 mm/s, spot size 80 µm, hatch distance 170 µm, layer thickness 50 µm and build environment argon. | Compression |
| Renishaw AM 250 system SLM Solutions SLM 500 system | [38] |
| Boschetto et al. (2017) | AlSi10Mg | Laser power 370 W, scan speed 1300 mm/s, hatch spacing 190 µm, layer thickness 30 µm, laser beam diameter 100 µm, hatch rotation 67°. | Roughness |
| EOSINT® M290 | [39] |
| Brandl et al. (2012) | AlSi10Mg | Laser power 250 W, beam diameter 0.2 mm, layer thickness 50 µm, scanning speed 500 mm/s, scan spacing 0.15 mm and argon gas shielding, with and without build plate heating, build plate heating temperature 300 °C. Build orientation: 0°, 45°, and 90°. | Fatigue (using tensile samples), fracture analysis |
| Trumpf TrumaForm LF130 powder-bed machine | [40] |
| Buchbinder et al. (2013) | AlSi10Mg | Laser power 195 W, layer thickness 30 µm, scanning speed 800 mm/s, hatch distance 150 µm, hatch rotation 67°, preheating temperatures 100°, 150°, 200°, and 250°. | Distortion |
| EOSINT M 270 | [41] |
| Casati et al. (2018) | AlSi10Mg | Laser power 340 W, hatch distance 0.2 mm, scan rate 1300 mm/s, layer thickness 30 µm, platform temperature 160 °C. | Tensile |
| EOS M290 SLM system | [42] |
| Ch et al. (2019) | AlSi10Mg | Laser power 370 W, scan speed 1300 mm/s, hatch spacing 0.19 mm, layer thickness 30 µm, preheating up to 300 °C. Build orientation: Horizontal and Vertical. | Tensile, surface roughness, porosity, fracture morphology |
| EOS M280 machine | [43] |
| Chen et al. (2017) | AlSi10Mg | Laser power 350 W, scan speed 1170 mm/s, layer thickness 50 µm, hatch spacing 240 µm. | Tensile |
| SLM 250HL, SLM Solutions | [44] |
| Chou et al. (2015) | AlSi12 | Laser power 0.5–4.5 kW, travel speed 90–180 mm/min, spot size 150 µm, hatch distance 0.1 mm, layer thickness 0.1 mm. | Hardness, density |
| In house built Pulsed-SLM facility | [45] |
| Chou et al. (2018) | A356 (AlSi7Mg0.3) | Laser power (peak) 5 kW, square pulse, hatch distance 0.1 mm, layer thickness 100 µm, bidirectional zigzag scanning pattern, argon atmosphere. | Density |
| In house built Pulsed-SLM facility | [21] |
| Dai and Gu (2016) | AlSi10Mg composite | Laser power 180 W, scan speed 100, 200, 300, and 400 mm/s, laser energy per unit length (LEPUL) 450, 600, 900, and 1800 J/m. | Numerical simulation, thermodynamics of the molten pool |
| In house SLM | [46] |
| Dai et al. (2018) | AlSi10Mg composite | Laser power 200 W, layer thickness 30 µm, scanning speed 100–300 mm/s, hatch spacing 60–100 µm. | Wear |
| In house SLM | [47] |
| de Menezes et al. (2019) | A357 | Laser power 200 W, layer thickness 25 µm, hatch distance 115 µm. Isothermal aging at 160 °C for 4 h. | Tensile |
| Renishaw AM250 SLM system | [48] |
| Delahaye et al. (2019) | AlSi10Mg | Laser power 175 W, scan speed 195 mm/s, layer thickness 60 µm, preheating temperature 200 °C. | Nanohardness, fracture morphology, tensile |
| MTT SLM 250 | [49] |
| Deleroisse et al. (2017) | AlSi10Mg | Laser power 250 W, scan speed 571 mm/s, layer thickness 60 µm, and argon atmosphere. Heat treatment: T6 heat treatment, annealing at 525 °C for 5 h, water quench and then artificial ageing at 165 °C for 7 h. | Porosity, strut properties |
| - | [50] |
| Denti (2018) | A357 | Laser power 950 W, scanning speed 2000 mm/s, hatch distance 0.2 mm, laser spot 400 µm, nitrogen chamber atmosphere, preheated at 200 °C and skin-core scan strategy. | Shear, Tensile |
| Concept Laser X Line 2000 R | [51] |
| Ding and Wang (2017) | AlSi10Mg | Laser power 400 W, laser beam radius 67.5 µm, hatch space 130 µm, scan speed 300 mm/s. | Modelling and simulation, density, hardness |
| - | [52] |
| Dong et al. (2018) | AlSi10Mg | Laser power 370 W, laser spot size 100 µm, hatch spacing 190 µm, scanning speed 1500 mm/s, layer thickness 30 µm, argon chamber atmosphere. | Tensile, porosity, fractography |
| Concept X-line 1000R machine | [53] |
| Everitt et al. (2016) | AlSi10Mg | Laser power 100 W, scan speed 250 mm/s, hatch space 50 µm, argon atmosphere. | Nanohardness |
| Realizer SLM-50 | [54] |
| Fefelov et al. (2017) | AlSi12 | - | Fracture surface morphology, tensile |
| EOSINT M 280 device | [55] |
| Fiegl et al. (2019) | AlSi10Mg | Laser power 1000 W, layer thickness of 50 µm, volume energy 40 J/mm3, island scanning strategy and nitrogen atmosphere. | Tensile |
| X LINE 2000R (modified) | [56] |
| Fiocchi et al. (2017) | AlSi10Mg | Laser power 300 W, spot size 130 µm, layer thickness 25 µm, hatch distance 140 µm, and argon atmosphere. | Differential scanning calorimetry, hardness |
| Renishaw AM250 | [57] |
| Fousova et al. (2018) | AlSi10Mg | Laser power 350 W, layer thickness 50 µm, scanning speed 500 mm/s, hatch spacing 170 µm, argon atmosphere and chessboard scanning strategy. | Tensile |
| SLM Solution 280HL machine | [58] |
| Gokuldoss Prashanth et al. (2016) | AlSi12 | Laser power 320 W, scan speed 1455 mm/s, layer thickness 50 µm, hatch spacing 110 µm and argon atmosphere. | Tensile |
| SLM 250 HL | [18] |
| Girelli et al. (2019) | AlSi10Mg | Laser power 400 W, beam diameter 100 µm, argon atmosphere. Build orientation: Horizontal and Vertical Heat treatment: Solutionising at 540 °C for 1–9 h, followed by ageing at 160 °C for 4 h or 180 °C for 2 h. | Impact properties, fracture morphology |
| EOS M290 system | [59] |
| Gong et al. (2017) | AlSi10Mg | - | Tensile |
| - | [60] |
| Hadadzadeh et al. (2018) | AlSi10Mg | Laser power 370 W, beam spot size 100 µm, scanning speed 1300 mm/s, hatch spacing 190 µm, layer thickness 30 µm, argon atmosphere. Build orientation: Horizontal and Vertical. | Dynamic compression |
| EOS M290 machine | [61] |
| Hadadzadeh et al. (2019) | AlSi10Mg | Laser power 370 W, scanning speed 1300 mm/s, hatch spacing 190 µm, layer thickness 30 µm, stripe scanning strategy, argon atmosphere. | Dynamic compression |
| EOS M290 | [62] |
| Han and Jiao (2019) | AlSi10Mg | Laser power 200 W, hatch spacing 130 µm, layer thickness 25 µm, scanning speed 500 mm/s, chessboard bidirectional scanning strategy. Heat treatment: Solution-treated at 550 °C for 2 h, followed by furnace cooling. Laser surface remelting treatment: Laser power 20 W, beam diameter 32 µm, scanning speed 300 mm/s, layer thickness 0.01 mm. | Tensile, Hardness, Roughness |
| Renishaw AM250 | [63] |
| Hatamleh et al. (2018) | A357 | Heat treated at 170 °C for 3 h. Laser shock peening applied. | Finite element analysis, residual stress analysis, tensile testing |
| - | [64] |
| Hitzler et al. (2016) | AlSi10Mg | Tensile |
| SLM 280HL machine | [65] | |
| Hitzler et al. (2017) | AlSi10Mg | Laser power 350 W, hatch spacing 0.42 mm, scan speeds 600–930 mm/s, base plate heating 200 °C. Build orientation: horizontal, inclined (45°), and vertical. | Fracture toughness |
| SLM 280HL machine | [66] |
| Hitzler et al. (2017) | AlSi10Mg | Laser power 350 W, hatch spacing 0.42 mm, scan speeds 600–930 mm/s, base plate heating 200 °C, nitrogen atmosphere. | Tensile, surface hardness |
| SLM 280HL machine | [67] |
| Hitzler et al. (2018) | AlSi10Mg | Laser power 400 W, layer thickness 50 µm, nitrogen atmosphere. | Tensile, compression |
| SLM 280HL machine | [68] |
| Hu et al. (2016) | AlSi10Mg | Laser energy input 700–1300 J/m, layer thickness 50 µm, argon atmosphere. | CFD model, thermal gradient |
| - | [69] |
| Iturrioz et al. (2018) | AlSi10Mg | Laser power 400 W, protective atmosphere. Heat treatment: Stress-relieving (heating rate of 10 °C/min until 300 °C for 2 h), Solution-treated at 450 °C and 550 °C for 2 h, followed by water quenching, and T6 heat treatment. | Tensile, hardness, density |
| SLM 280HL machine | [70] |
| Jawade et al. (2020) | AlSi10Mg | Laser power 250 W, beam diameter 0.2 mm, layer thickness 50 µm, scanning speed 500 mm/s. | Tensile |
| Renishaw AM 250 | [71] |
| Jiang et al. (2018) | AlSi10Mg composite | Laser power 370 W, scan speed ranging from 900–1900 mm/s, scan spacing 105 µm, layer thickness 30 µm, zigzag scan strategy. | Tensile, hardness, density |
| Concept Laser M2 Cusing SLM system | [72] |
| Jing et al. (2019) | AlSi10Mg | Hatch spacing 190 µm, layer thickness 30 µm, volume energy density 26–54 Jmm−3, laser power 310–390 W, scanning speed 1300–1900 mm/s, chamber pressure 0.45 mbar. Build orientation: Horizontal and Vertical. | Porosity, microhardness, tensile testing and fracture morphology |
| EOS 83 M290 SLM | [73] |
| Kang et al. (2017) | AlSi12 | Laser power 400 W, scanning speed 5000 mm/s, layer thickness 50 µm and hatch distance 45 µm. | Tensile |
| Realizer SLM 250 machine | [74] |
| Kempen et al. (2012) | AlSi10Mg | 200 W fiber laser, laser beam diameter 150 µm, scan speed 1400 mm/s, scan spacing 105 µm. Build orientation: Horizontal and Vertical. | Tensile |
| Modified Concept Laser M1 SLM Machine | [4] |
| Kempen et al. (2014) | AlSi10Mg | Laser power 300 W, laser spot size 80 µm, scan speed 1600 mm/s. Build orientation: XY and Z. | Surface roughness, Metrology |
| In-house built SLM machine | [75] |
| Kempen et al. (2015) | AlSi10Mg | 200 W fiber laser, laser beam diameter 150 µm, scan speed 1400 mm/s, scan spacing 105 µm and layer thickness 30 µm. Build orientation: Horizontal and Vertical. | Tensile, Hardness |
| Modified Concept Laser M1 SLM Machine | [76] |
| Kempen et al. (2011) | AlSi10Mg | 170 to 200 W fiber laser, laser beam diameter 150 µm, scan speed 200–1400 mm/s, scan spacing 105 µm and layer thickness 30 µm. Build orientation: Horizontal and Vertical. | Density, Roughness |
| Modified Concept Laser M1 SLM Machine | [77] |
| Kim et al. (2016) | AlSi10Mg | Laser power 200 W, scanning speed 1500 mm/s, bidirectional scanning vector. | Tensile |
| Concept Laser M2 machine | [78] |
| Kimura and Nakamoto (2016) | A356 | Laser power 200–370 W, scan speed 400–3000 mm/s, scan spacing 0.08–0.18 mm, layer thickness of 30 µm. | Tensile, Density |
| EOSINT M280 SLM | [20] |
| Krishnan et al. (2014) | AlSi10Mg | 200 W Yb fiber laser, layer thickness 20–40 µm, beam diameter 0.1 mm, laser power 180–195 W, scanning speed 700–900 mm/s, hatch distance 0.1–0.25 mm, nitrogen atmosphere. | Hardness, Density |
| - | [79] |
| Li et al. (2016) | AlSi10Mg | Laser power 350 W, beam diameter 80 µm, scan speed 1140 mm/s, layer thickness 50 µm, scan spacing 170 µm, argon chamber atmosphere, substrate plate pre-heated to 100 °C. Heat treatment: T6 treatment, solution treated at 450 °C, 500 °C, and 550 °C for 2 h, water quenched, and aged at 180 °C for 12 h. | Tensile, hardness |
| SLM250 HL | [80] |
| Li et al. (2017) | AlSi10Mg | Build orientation: Horizontal (Y-direction) and Vertical (Z-direction), tensile testing carried out at −71 °C. | Tensile |
| - | [81] |
| Li et al. (2015) | AlSi12 | Laser power 200 W, scanning speed 500 mm/s, layer thickness 50 µm, scan spacing 150 µm, substrate heated to 200 °C, argon atmosphere. Heat treatment: Solution treated at 500 °C for 4 h and water quenched. | Tensile, residual stresses, FEM |
| ReaLizer SLM-100 machine | [82] |
| Li et al. (2018) | AlSi10Mg | Laser power 200 W, hatch spacing 80 µm, laser spot diameter 80 µm, layer thickness 25 µm, exposure time 100–180 µs, point distance 60–100 µm. | Modelling and simulation |
| Renishaw AM 400 SLM system (Renishaw PLC) | [83] |
| Li and Gu (2014) | AlSi10Mg | Laser power of 150–300 W, laser spot diameter 70 µm, scanning speed 100–400 mm/s, layer thickness 50 µm, hatch spacing 50 µm, argon atmosphere. | Modelling and simulation |
| YLR-500-SM | [84] |
| Liu et al. (2010) | AlSi10Mg | Laser power 200 W | Tensile, hardness, density, roughness |
| M2 Cusing from Concept Laser, Germany | [85] |
| Liu et al. (2018) | AlSi10Mg | Laser power 500 W, scan speed 1500 mm/s, layer thickness 30 µm, zigzag scan strategy, scanning angle alternated by 90° for subsequent layers. | Hardness, wear resistance, modelling and simulation |
| BLT-S300 SLM machine | [86] |
| Liu et al. (2018) | AlSi10Mg | Laser power 160–200 W, spot size 100 µm, scanning speed 200–1000 mm/s, argon atmosphere. | Modelling and simulation |
| IPG YLR-200 | [87] |
| Louvis et al. (2011) | AA 6061 | Laser power 50–100 W, laser spot size 80 µm, hatch spacing 0.05–0.3 mm, scan speed range 75–1000 mm/s, layer thickness 50 µm, argon atmosphere, point distance 65–85 µm | Density |
| MCP Realizer 100 SLM machine | [8] |
| Maamoun et al. (2019) | AlSi10Mg & AA 6061 | For AA 6061: Laser power 300–370 W), scanning speed 800–1300 mm/s, hatch spacing 0.1–0.19 mm, energy density 40.5–123.3 J/mm3. For AlSi10Mg: Laser power 200–370 W), scanning speed 1000–1300 mm/s, hatch spacing 0.15–0.25 mm, energy density 27–65 J/mm3. | Tensile, hardness |
| - | [88] |
| Maconachie et al. (2020) | AlSi10Mg | Laser power 350 W, scanning speed 1650 mm/s, layer thickness 30 µm, hatch spacing 130 µm and beam diameter 90 µm. Build Orientation: 0°, 45° and 90°. | Tensile, dynamic behaviour in tension (SHTB), fracture |
| SLM500 | [89] |
| Majeed et al. (2019) | AlSi10Mg | Laser power 320 W, hatch spacing 0.08 mm, layer thickness 30 µm, scanning speed 900 mm/s, checkerboard scanning strategy, argon atmosphere. Heat Treatment: T4 treatment involving solution heat treated at 530 or 540 °C for 2 h and water quenched. T6 treatment involving solution treated at 530 °C for 2 h, water quenched and artificially aged at 155 °C for 12 h. | Density, tensile, fracture |
| 280 HL SLM | [90] |
| Maskery et al. (2015) | AlSi10Mg | Laser power 200 W, layer thickness 25 µm, hatch spacing 130 µm, scanning speed 571 mm/s, point distance 80 µm, exposure time 140 µs, build platform temperature 180 °C, hatch rotation 67°. Heat treatment: Solution treated at 520 °C for 1 h, water quenched, and aged at 160 °C for 6 h. | Tensile, fatigue |
| Renishaw AM250 SLM machine | [91] |
| Mfusi et al. (2019) | AlSi10Mg | Laser power 150 W, scanning speed 1000 mm/s, hatch spacing 50 µm, and layer thickness 50 µm. Build Orientation: XY, 45°, and Z orientations. Heat treatment: Stress relief treatment at 300 °C for 2 h followed by furnace cooling. | Tensile, fatigue crack growth, fracture toughness, density, hardness, porosity |
| SLM Solution M280 GmbH | [92] |
| Ngnekou et al. (2017) | AlSi10Mg | Laser powers 200 W and 400 W. Build Orientation: XY and Z Heat treatment: Stress relieved at 160 °C for 1 h or 300 °C for 2 h, T6 heat treatment involving solution treated at 540 °C for 8 h, water quenched, and tempered at either 20 °C for 24 h or 160 °C for 10 h. | Fatigue |
| Phenix PM100 3D Systems machine EOS M290 machine | [93] |
| Nurel et al. (2018) | AlSi10Mg | Laser power 400 W, spot diameter 80 µm, scan velocity 1000 mm/s, strip scanning strategy, hatch distance 200 µm, hatch rotation 67°, layer thickness 60 µm, argon atmosphere, build plate temperature 35 °C. Build orientation: Horizontal and Vertical Heat Treatment: T5/Stress relief treated at 300 °C for 2 h. | Dynamic-Compression |
| EOSINT M280 system | [94] |
| Nurel et al. (2018) | AlSi10Mg | Laser power 400 W, spot diameter 80 µm, layer thickness 30 µm. Build orientation: Horizontal and Vertical. Heat treatment: T5 at 300 °C for 2 h. | Dynamic-Compression |
| EOSINT M280 system | [95] |
| Ojha et al. (2018) | AlSi10Mg | Laser power 100 W, scanning speed 2000 mm/s, spot size 0.2 mm, layer thickness 80 µm. | Modelling and simulation |
| - | [96] |
| Pei et al. (2017) | AlSi10Mg | Laser power 180 W, scanning speed 600–1600 mm/s, layer thickness 35 µm, spot size 70 µm. | Modelling and simulation |
| SLM-150 equipment | [97] |
| Pola et al. (2019) | AlSi10Mg | - | Fatigue, porosity, surface roughness, tensile |
| EOS M290 system | [98] |
| Ponnusamy et al. (2018) | AlSi12 | Laser power 285 W, scanning speed 1000 mm/s, hatch spacing 100 µm, layer thickness 40 µm, defocus distance −4 mm, alternative scan strategy. Build orientation: Horizontal, Inclined, Vertical | Dynamic - Compression |
| 3D Systems ProX 200 | [99] |
| Ponnusamy et al. (2020) | AlSi12 | Laser power 285 W, scanning speed 1000 mm/s, hatch spacing 100 µm, layer thickness 40 µm, defocus distance −4 mm, alternative scan strategy, hexagon scan pattern, argon atmosphere. Build orientation: Vertical Heat treatment: Annealed at 200 °C and 400 °C for 3 hrs. | Dynamic compression |
| ProX 200 | [100] |
| Prashanth et al. (2014) | AlSi12 | Laser power 320 W, layer thickness 50 µm, hatch spacing 110 µm, hatch rotation 73°, scanning speed 1455–1939 mm/s, argon atmosphere. Build orientation: 30°, 45°, 60°, 75°, 90°. Heat treatment: Solution treated at 473–723 K for 6 h. | Wear rate, corrosion properties |
| SLM 250 HL | [16] |
| Prashanth et al. (2017) | AlSi12 | Laser power 320 W, layer thickness 50 µm, hatch spacing 110 µm, hatch rotation 73°, scanning speed 1455–1939 mm/s, argon atmosphere, scan strategies included single melt, double melt, single melt continuous, and checkerboard, base plate heating 473–673 K. Heat treatment: Solution treated at 473–723 K for 6 h. | Tensile |
| SLM 250 HL | [101] |
| Prashanth et al. (2014) | AlSi12 | Laser power 320 W, layer thickness 50 µm, hatch spacing 110 µm, hatch rotation 73°, scanning speed 1455–1939 mm/s, argon atmosphere. Build orientation: 30°, 45°, 60°, 75°, 90°. Heat treatment: Solution treated at 473–723 K for 6 h. | Tensile |
| SLM 250 HL | [17] |
| Qiu et al. (2015) | AlSi10Mg | Laser power 150–400 W, beam spot size 50 µm, scanning speed 1000–7000 mm/s. | Compression |
| Concept Laser M2 Cusing SLM system | [102] |
| Rakesh et al. (2018) | AlSi10Mg | Laser beam diameter 80 µm, argon/nitrogen gas inert atmosphere. Build orientation: Transverse (XZ), Longitudinal (Y) | Tensile, Impact strength |
| EOSINT M280 machine | [103] |
| Rao et al. (2016) | A357 | Laser power 100–370 W, layer thickness 30 µm, hatch distance 0.1 mm, spot size diameter 0.1 mm, scan speed 500–5000 mm/s, substrate temperature 35–200 °C. Build orientation: Horizontal, Vertical. | Tensile |
| EOSINT M280 | [25] |
| Rao et al. (2017) | A357 | Laser power 100–370 W, layer thickness 30 µm, hatch distance 0.1 mm, spot size diameter 0.1 mm, scan speed 500–5000 mm/s, substrate temperature 35–200 °C. Heat treatment: Stress relieving at 300 ± 1 °C and air-cooled, solution treating at 535 ± 3 °C in salt bath from 0.25 h to 150 h followed by water quenching. | Tensile |
| EOSINT M280 | [24] |
| Rashid et al. (2018) | AlSi12 | Laser power 285 W, scan speed 1000–2000 mm/s, layer thickness 40 µm, hatch distance 100 µm, defocus distance –4 mm. Build orientation: Horizontal, Inclined (45°), Vertical | Tensile, density |
| ProX 200 | [104] |
| Rashid et al. (2017) | AlSi12 | Laser power 285 W, scan speed 1000–2000 mm/s, layer thickness 40 µm, hatch distance 100 µm, defocus distance –4 mm. Lattice structures: Circular cells, honeycomb cells, triangular cells | Flexural |
| ProX 200 | [105] |
| Rathod et al. (2019) | AlSi12 | Laser power 320 W, scan speed 1455 mm/s, layer thickness 50 µm, and hatch spacing 110 µm. | Wear |
| 280HL equipment | [106] |
| Raus et al. (2017) | AlSi10Mg | Laser spot size 80 µm, laser power 350 W, scan speed 1650 mm/s, layer thickness 30 µm, hatch distance 0.13 mm, stripe scanning strategy, argon atmosphere, build platform temperature 150 °C. | Tensile, hardness, impact toughness |
| SLM 125 HL | [107] |
| Read et al. (2015) | AlSi10Mg | Laser power 100–200 W, laser track width 150 µm, layer thickness 30 µm, scan speed 700–2000 mm/s, hatch spacing 0.2–0.8 mm, island scanning strategy, island size 2–8 mm, argon atmosphere. Build orientation: Horizontal, Vertical. | Tensile, creep resistance |
| Concept Laser M2 Cusing SLM system | [108] |
| Rosenthal et al. (2015) | AlSi10Mg | Laser power 400 W, laser spot size 100 µm, scan velocity 1000 mm/s, strip scanning strategy, hatch rotation 67°. | Tensile, density |
| EOSINT M280 | [109] |
| Rosenthal et al. (2018) | AlSi10Mg | Laser power 400 W, laser spot size 100 µm, scan velocity 1000 mm/s, hatch distance 200 µm, layer thickness 60 µm, argon atmosphere. Build orientation: Horizontal (X), Vertical (Z). Heat Treatment: T5 stress relief treatment at 300 °C for 2 h, modified T5 at 200 °C for 2 h. | Impact resistance |
| EOSINT M280 | [110] |
| Rosenthal and Stern (2016) | AlSi10Mg | Laser power 400 W, laser spot size 100 µm, scan velocity 1000 mm/s, hatch distance 200 µm, layer thickness 60 µm. Heat treatment: Treated at 100–250 °C for 2 h, treated at 200 °C for 168 h, treated at 100 °C for 336 h. | Hardness |
| EOSINT M280 | [111] |
| Rosenthal et al. (2014) | AlSi10Mg | Laser power 400 W, scanning speed 1000 mm/s, strip scanning strategy Build orientation: Vertical, Horizontal. Heat treatment: Stress relieving at 300 °C for 2 h. | Tensile, hardness, fracture morphology |
| - | [112] |
| Rosenthal et al. (2017) | AlSi10Mg | Laser power 400 W, laser spot size 100 µm, scan velocity 1000 mm/s, hatch distance 200 µm, layer thickness 60 µm, argon atmosphere, build plate temperature 35 °C, strip scanning strategy, hatch rotation 67°. Build orientation: Vertical, Horizontal. | Tensile, fracture surface analysis |
| EOSINT M280 | [113] |
| Samantaray et al. (2018) | AlSi10Mg | Laser power ranging 70–190 W, laser spot diameter 0.2 mm, scanning speed 100–500 mm/s, layer thickness 1 mm. | Modelling and simulation |
| - | [114] |
| Siddique et al. (2017) | AlSi12 | Laser power 400 W, volume energy density 39.6 J/mm3, argon atmosphere. Heat treatment: Stress relieving at 240 °C for 2 h followed by oven cooling. | Fatigue, tensile |
| SLM 250 | [115] |
| Siddique et al. (2015) | AlSi12 | Laser power 350 W, scan speed 930 mm/s, hatch distance 0.19–0.25 mm, energy density 20–39.6 J/mm3, argon atmosphere. Heat treatment: Stress relieving at 200 °C followed by oven cooling. | Fatigue, porosity, modelling and simulation |
| SLM 250 HL | [116] |
| Siddique et al. (2017) | AlSi12 | Laser power 350 W, scan speed 930 mm/s, hatch spacing 0.19 mm, layer thickness 50 µm, energy density 39.6 J/mm3, scanning strategy chessboard, hatch rotation 79°, argon atmosphere, base plate temperature 200 °C. Build orientation: Vertical. Heat treatment: Stress relieving at 200 °C for 2 h. | Fatigue, porosity, hardness, crack propagation testing |
| SLM 250 HL | [14] |
| Siddique et al. (2015) | AlSi12 | Laser power of 400 W, energy density 20–39.6 J/mm3, chessboard scanning strategy, hatch rotation 79°, argon atmosphere, base plate temperature 200 °C. Build orientation: Vertical. Heat treatment: Stress relieving at 240 °C followed by oven cooling. | Tensile, surface roughness, residual stress analysis, fatigue |
| SLM 250 HL | [15] |
| Silvestri et al. (2020) | AlSi10Mg | EOS M400: Laser power 1000 W, laser spot diameter 90 µm, nitrogen atmosphere. SLM 280: Laser power 400–1000 W, laser spot diameter 80–225 µm, argon atmosphere. Renishaw AM400: Laser power 400 W, laser spot diameter 70 µm, argon atmosphere. Build orientation: 0°, 60°, 90°. | Tensile |
| EOS M400 SLM 280 Renishaw AM400 | [117] |
| Subbiah et al. (2020) | AlSi10Mg | Laser power 350 W, laser spot size 0.2 mm, scanning speed 730 mm/s, hatch spacing 0.12 mm, layer thickness 30 µm, stripe scanning strategy, inert atmosphere, base plate temperature 150 °C. Heat treatment: Solution treated at 550 °C for 2 h and water quenched. | Tensile, surface roughness, modelling and simulation |
| SLM 280 HL | [118] |
| Sun et al. (2019) | AlSi10Mg | Laser power 400 W, laser spot size 100 µm, scanning speed 1000 mm/s, hatch spacing 0.165 mm, layer thickness 25 µm, chessboard scanning strategy, hatch rotation 67°. Heat Treatment: T2 treatment—annealed at 380 °C for 45 mins and air cooled, T6-like treatment—solution treated at 500 °C for 15 mins, quenched, and aged at 158 °C for 10 mins. | Tensile |
| Renishaw AM 250 | [119] |
| Suryawanshi et al. (2016) | AlSi12 | Laser power 320 W, layer thickness 50 µm, hatch spacing 110 µm, hatch rotation 73°, scanning speed (1455 mm/s for volume and 1939 mm/s for contour), argon atmosphere, single melt and checkerboard scanning strategy. Heat treatment: solution treated at 573 K for 6 h. | Tensile, fracture toughness, fatigue crack growth |
| SLM 250 HL | [120] |
| Takata et al. (2017) | AlSi10Mg | Laser power 380 W, layer thickness 30 µm, hatch spacing 0.1 mm, hatch rotation 67°, argon atmosphere. Build orientation: Horizontal (X/Y), Vertical (Z). Heat treatment: Annealing at 300 °C for 2 h, or solution treatment at 530 °C for 6 h and water quenched. | Tensile |
| EOSINT M 280 | [121] |
| Tang and Pistorius (2017) | AlSi10Mg | Laser power 370 W, scan speed 1300 mm/s, layer thickness 30 µm, laser spot diameter 100 µm, hatch spacing 0.16–0.22 mm, hatch rotation 67°. Build orientation: XY, Z. Heat treatment: Stress relieving at 573 K for 2 h. | Tensile, fracture morphology, porosity |
| EOS M280 | [122] |
| Tang and Pistorius (2019) | AlSi10Mg | Laser power 370 W, scan speed 1300 mm/s, laser beam diameter 0.1 mm, layer thickness 30 µm, hatch spacing 0.16–0.22 mm, and the Build orientation: XY, Z. Heat treatment: Stress relieving at 573 K for 2 h. | Fatigue, porosity |
| EOS M280 | [123] |
| Tradowsky et al. (2016) | AlSi10Mg | Laser power 175 W, laser spot size 60 µm, scan speed 1025 mm/s, layer thickness 30 µm, scan spacing 97.5 µm, chess scanning strategy, island size 5.6 mm, argon atmosphere. Build orientation: Horizontal, Vertical. Heat treatment: Solution treated at 520 °C for 5 h, water quenched, and aged at 160 °C for 12 h followed by air cooling. | Tensile, porosity, modelling and simulation |
| Concept Laser M2 cusing system | [124] |
| Trevisan et al. (2016) | A357 | Laser power 195 W, spot size 100 µm, layer thickness 30 µm, scanning speed 1200 mm/s, hatch distance 0.1 mm, hatch rotation 67°, build plate temperature 100 °C. Heat treatment: Stress relieving at 300 °C for 2 h, T6 treatment involving solution treatment at 540 °C for 8 h, water quench, and ageing at 170 °C for 3 h. | Tensile, hardness |
| EOSINT M270 Dual mode machine | [125] |
| Uzan et al. (2017) | AlSi10Mg | Laser power 400 W, beam diameter 100–150 µm, scanning speed 1000 mm/s, layer thickness 30 µm and 60 µm (before and after melting), hatch distance 200 µm, stripe scanning strategy, argon atmosphere, build plate temperature 35 °C. Build orientation: Z direction. Heat treatment: Stress relieved at 300 °C for 2 h. | Fatigue, tensile, fracture toughness, hardness |
| EOSINT M-280 | [126] |
| Vrana et al. (2016) | AlSi10Mg | Laser power 150–400 W, layer thickness 50 µm, scanning speed 1000–4000 mm/s, nitrogen atmosphere, build platform temperature 120 °C. | Impact testing |
| SLM 280HL | [127] |
| Wang et al. (2019) | AlSi10Mg | Laser power 370 W, scan speed 1300 mm/s, hatch spacing 190 µm, layer thickness 30 µm, argon atmosphere. Build orientation: Vertical. Heat treatment: Stress relieved at 250 °C for 4 h. | Tensile, porosity, modelling and simulation |
| EOS M290 | [128] |
| Wang et al. (2018) | AlSi10Mg | Laser power 400 W, laser spot size 76 µm, scanning speed 1000 mm/s, hatch distance 175 µm, layer thickness 25 µm, chessboard scanning strategy, island size 5 mm, argon atmosphere. Heat treatment: T6 solution treated at 535 °C for 7–15 mins and aged at 158 °C for 10 h. | Tensile, bending, hardness |
| Renishaw AM 250 | [129] |
| Wang et al. (2018) | AlSi10Mg | Laser power 400 W, scanning speed 1000 mm/s, hatch spacing 175 µm, layer thickness 25 µm, chessboard scanning strategy, hatch rotation 67°. Build orientation: Parallel, Normal. Heat Treatment: T2 stress relieving treatment at 380 °C for 45 mins followed by air cooling. | Tensile, bending, hardness |
| Renishaw AM 250 system | [130] |
| Wang et al. (2014) | AlSi12 | Laser power 200 W, beam diameter 35 µm, scanning speed 375–2000 mm/s, hatch spacing 0.15 mm, layer thickness 50 µm, stripe scanning strategy, hatch rotation 90°, inert atmosphere. | Tensile, hardness |
| Realizer SLM 100 | [131] |
| Wei et al. (2017) | AlSi10Mg | Laser spot size 70 µm, laser power 150–180 W, scanning speed 600–1400 mm/s, layer thickness 40 µm, hatch spacing 50–70 µm, random scanning strategy, argon atmosphere. | Tensile, fracture morphology |
| Self-developed SLM 150 equipment | [132] |
| Wu et al. (2016) | AlSi10Mg | Laser power 175 W, scanning speed 1030 mm/s, hatch spacing 0.65 mm, island size 6 mm. | Tensile, in-situ compression testing |
| Concept Laser M2 system | [133] |
| Yan et al. (2014) | AlSi10Mg | Laser beam diameter 100 µm, laser power of 400 W, layer thickness 30 µm, argon atmosphere. | Compression, computed tomography |
| EOSINT M280 | [134] |
| Yang et al. (2018) | A357 | Laser power 750 W, scanning speed 1100 mm/s, hatch rotation 90°, build plate temperature 35 °C. Build orientation: Horizontal, Vertical. Heat Treatment: Directly aged at 160 °C for 8 h; Stress-relieved at 300 °C for 2 h; Stress-relieved and solution treated at 543 °C for 1–8 h, quenched and aged at 160 °C for 8 h. | Tensile, porosity |
| Concept Laser X-line 1000 machine | [26] |
| Zaretsky et al. (2017) | AlSi10Mg | Build orientation: XY, Z. Heat treatment: T5 stress relieving at 300 °C for 2 h. | Dynamic and quasi-static tensile |
| EOSINT M280 system | [135] |
| Zhang et al. (2018) | AlSi10Mg | Laser power 490 W, scanning speed 2000 mm/s, layer thickness 40 µm, hatch spacing 0.1 mm, hatch rotation 90°, argon atmosphere. Heat treatment: Stress relieved at 300 °C for 2 h; Solution treated at 530 °C for h, water quenched, and aged at 170 °C for 12 h. | Fatigue, tensile |
| Self-developed SLM system (LSNF-2) | [136] |
| Zhou et al. (2018) | AlSi10Mg | Laser power 400 W, scanning speed 1300 mm/s, layer thickness 30 µm, hatch spacing 0.19 mm. Heat treatment: T6 solution treated at 520 °C for 0.5–4 h, water quenched, and aged at 160 °C for 1–24 h. | Hardness |
| EOS M280 | [137] |
| Zhou et al. (2019) | AlSi10Mg | Laser power 300 W, scanning speed 800 mm/s, laser spot size 80 µm, hatch spacing 0.13 mm, layer thickness 30 µm, volumetric energy density 62.5 J/mm3, argon atmosphere, build plate temperature 150 °C. Heat treatment: Stress relieved at 300 °C for 2 h and water quenched; solution treated 535 °C for 1 h, water quenched, and aged at 190 °C for 10 h. | Tensile |
| SLM 280 HL | [138] |
| Aluminium Alloy | Process Parameter Optimisation | Build Orientation | Heat Treatment | Numerical Studies |
|---|---|---|---|---|
| AlSi10Mg | [38,73,76,77,79,80,88,108] | [10,12,31,33,37,40,41,42,43,49,50,59,61,66,68,71,73,75,81,89,93,94,95,110,113,117,122,126,135,144] | [10,11,27,28,50,57,58,59,63,65,67,70,80,90,91,92,94,95,110,111,118,119,121,124,126,129,130,136,137,138,145,146] | [29,52,69,83,84,87,96,97,114,118,128] |
| AlSi12 | [34] | [99,104,120] | [15,16,17,18,82,100,101,106,120] | - |
| A356 | - | - | [20] | - |
| A357 | - | [25,26,36,48,51] | [24,26,32,48,125] | [64] |
| Property | AlSi10Mg | AlSi12 | A356 | A357 |
|---|---|---|---|---|
| Microhardness | [50,52,53,58,66,68,70,73,76,77,79,86,92,107,111,112,126,129,130,137,145] | [45,131] | - | [125] |
| Nanohardness | [11,12,28,49,54] | - | - | - |
| Tensile | [4,10,11,12,30,33,42,43,44,49,53,58,63,65,67,68,70,71,72,73,76,78,80,81,85,88,89,90,92,98,103,107,109,112,113,117,118,119,121,122,124,126,128,129,130,132,136,138,144,146] | [15,17,18,55,74,101,104,115,120,131] | [20] | [24,25,26,32,36,48,51,64,125] |
| Compressive | [11,12,38,102,134] | - | - | - |
| Fatigue | [27,35,37,40,92,93,98,123,126,136,144] | [14,115,116,120] | - | [36] |
| Fracture Toughness | [40,43,49,53,59,66,73,89,90,92,112,118,122,126,132,144] | [55,120] | - | - |
| Dynamic | [61,62,89,95] | [99,100,147] | - | - |
| Creep Resistance | [108] | - | - | - |
| Impact | [103,107,110,127,135] | - | - | - |
| Wear | [47,86] | [106] | - | - |
| Flexural/Bending | [129,130] | [105] | - | - |
| Shear | - | - | - | [51] |
| Effect of Build Orientation: | |||||
| Build Orientation a | Hardness b | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| H, V | 109.7 (max) | 200 | 360 | 2 | [12] |
| H, I, V | - | 241.2 (H) | 379.6 (H) | 8.1 (H) | [33] |
| 239.1 (I) | 367.8 (I) | 5.7 (I) | |||
| 236.8 (V) | 351.8 (V) | 8.3 (V) | |||
| H, V | - | - | 338 (H) | - | [43] |
| - | 385 (V) | - | |||
| H, I, V | 130.6 (max) | 206.74 (0°,5°) | 366.43 (0°,5°) | - | [67] |
| 241.15 (0°, 5°) | 399.10 (0°, 5°) | - | |||
| 222.83 (0°, 85°) | 360.27 (0°, 85°) | - | |||
| 188.15 (45°, 0°) | 330.11 (45°, 0°) | - | |||
| 179.71 (45°, 5°) | 314.32 (45°, 5°) | - | |||
| 208.57 (90°, 45°) | 357.49 (90°, 45°) | - | |||
| H, V | - | - | 340 (H) | - | [81] |
| - | 350 (V) | - | |||
| H, V | 94 | 170 (H) (max) | 277 (H) (max) | - | [112] |
| 170 (V) (max) | 267 (V) (max) | - | |||
| H, V | - | 195 (H) | 338 (H) | 11.1 (H) | [113] |
| 187 (V) | 331 (V) | 11.5 (V) | |||
| H, V | - | 187 (H) | 284 (H) | - | [122] |
| 191 (V) | 274 (V) | - | |||
| H, I, V | - | - | 250 (H) | - | [68] |
| - | 190 (I) | - | |||
| - | 220 (V) | - | |||
| H, V | 127 (H) | - | 391 (H) | - | [4] |
| 86 (V) | - | 396 (V) | - | ||
| Effect of Heat Treatment: | |||||
| AB/HT c | Hardness | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| AB | - | 300 | 455 | 0.08 | [44] |
| AB | - | 224.3 | 349.5 | - | [53] |
| AB | - | - | 380 | - | [56] |
| AB | - | 265 | 375 | - | [124] |
| AB | - | - | 360 | 6 | [132] |
| AB | 1.52 GPa | 218 | 312 | 1.80 | [49] |
| AB | - | 240 | 360 | - | [78] |
| AB | 118 (Max) | 186 | 354 | - | [88] |
| AB | 2.098 GPa | 270 | 446 | 8.09 | [138] |
| AB | - | 248 (H) | 386 (H) | 8.6 (H) | [42] |
| 228 (V) | 412 (V) | 7 (V) | |||
| HT-T6 | 243 (H) | 323 (H) | 15.3 (H) | ||
| 223 (V) | 302 (V) | 16 (V) | |||
| HT-T5 | 321 (H) | 471 (H) | 8.6 (H) | ||
| 292 (V) | 493 (V) | 6 (V) | |||
| AB | 140.7 | 255 | 377 | - | [58] |
| SR | 158 | 256 | - | ||
| HT-T6 | 210 | 284 | - | ||
| AB | 123 | 200 | 400 | - | [63] |
| HT | 51 | 100 | 150 | - | |
| AB | 127 | - | 307 | - | [70] |
| HT | - | 382 (max) | - | ||
| AB | 136 | - | 396 | - | [76] |
| HT | 152 | - | 399 | - | |
| AB | 132 | - | 434 | - | [80] |
| HT | 95 | - | 168 | - | |
| AB | - | - | 434 | - | [10] |
| HT | - | 200 | - | ||
| AB | - | - | 470 | - | [92] |
| HT | - | 160 | - | ||
| HT-T2 | 53 HB (max) | 105 | 171 | - | [130] |
| HT-T6 | 100 | 239 | 333 | 4.50 | [11] |
| HT | 143.33 | - | 499 | - | [72] |
| Quasi-static and Dynamic Compressive Properties: | |||||
| QS/D d | UCS (MPa) | YS (MPa) | Strain (%) | Reference | |
| QS-C | 560 | 350 | 10 | [38] | |
| D-C | 590 | - | 0.3 | [94] | |
| D-C | 700 | - | 0.13 | [61] | |
| Fatigue and Bending Properties: | |||||
| Other tests e | Fatigue Strength/No. of cycles | Fracture Toughness (MPa.m0.5) | Reference | ||
| AF, FT | 3 × 107 | 99 (max) | [27] | ||
| RB | 5 × 107 | - | [40] | ||
| AF, FT | 3 × 107 | 94 | [91] | ||
| AF, FT | 107 at 125 MPa | 37.4 | [126] | ||
| AF, FT | 120 MPa | 27 | [136] | ||
| AF | 100 MPa (max) | - | [123] | ||
| FT (at build orientations) | - | 59.06 (0°, 5°) | [66] | ||
| - | 51.60 (0°, 5°) | ||||
| - | 58.03 (0°, 85°) | ||||
| - | 55.79 (45°, 0°) | ||||
| - | 50.76 (45°, 5°) | ||||
| - | 40.63 (90°, 45°) | ||||
| Effect of Build Orientations: | |||||
| Build Orientation a | Hardness b | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| H, V | - | 270 (H) | 325 (H) | 4.4 (H) | [120] |
| 274 (V) | 296 (V) | 2.2 (V) | |||
| H, I, V | - | 227 (H) | 260 (H) | 2.0 (H) | [104] |
| 263 (I) | 367 (I) | 4.5 (I) | |||
| 224 (V) | 398 (V) | 5.0 (V) | |||
| Effect of Heat Treatment: | |||||
| AB/HT c | Hardness b | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| AB | - | 290 | 460 | - | [101] |
| AB | - | 263 | 365 | - | [104] |
| AB | - | 201 | 361 | 4 | [116] |
| AB | 115 | 224 (max) | 368 (max) | 4.8 | [131] |
| AB | - | 240 | 325 | - | [18] |
| HT | 138 | 207 | - | ||
| AB | - | 220 | 418 | 3.9 | [15] |
| HT | 218 | 372 | 3.4 | ||
| HT | - | 102 | 425 | 12 | [55] |
| Dynamic Compressive Properties: | |||||
| QS/D d | UTS (MPa) | UCS (MPa) | YS (MPa) | Strain (%) | Reference |
| D-C at RT | - | 550 | 400 | 0.18 | [99] |
| D-C at 200 °C | - | 490 | 270 | 0.18 | [147] |
| Fatigue and Fracture Toughness: | |||||
| Other tests e | Fatigue Strength/No. of cycles | Fracture Toughness (MPa.m0.5) | Reference | ||
| AF | 109 at 60.5 ± 4.7 MPa | - | [15] | ||
| FT | - | 19.7 | [120] | ||
| Effect of Build Orientation: | |||||
| Build Orientation a | Hardness b | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| H, V | - | 257 (H) | 398 (H) | 4.4 | [48] |
| 216 (V) | 400 (V) | 2.2 | |||
| H, I, V | - | 184 (H) | 284 (H) | - | [51] |
| - | 195 (I) | 298 (I) | - | ||
| - | 192 (V) | 305 (V) | - | ||
| Effect of Heat Treatment: | |||||
| AB/HT c | Hardness b | YS (MPa) | UTS (MPa) | Strain (%) | Reference |
| AB * | - | 250 | 400 | - | [20] |
| HT–T5 * | - | 125 | 200 | - | |
| AB | - | 279 | 426 | - | [25] |
| HT | 205 | 307 | - | ||
| AB | - | 279 | 426 | - | [24] |
| SR | - | 165 | 240 | - | |
| AB | - | 225 | 375 | - | [26] |
| SR | - | 125 | 220 | - | |
| HT–T6 | 138 | 200 | 400 | 5.5 | [32] |
| Fatigue and Fracture Toughness: | |||||
| Other tests d | Fatigue Strength/No. of cycles | Fracture Toughness (MPa.m0.5) | Reference | ||
| AF | 2 × 106 at 60 MPa | - | [36] | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ponnusamy, P.; Rahman Rashid, R.A.; Masood, S.H.; Ruan, D.; Palanisamy, S. Mechanical Properties of SLM-Printed Aluminium Alloys: A Review. Materials 2020, 13, 4301. https://doi.org/10.3390/ma13194301
Ponnusamy P, Rahman Rashid RA, Masood SH, Ruan D, Palanisamy S. Mechanical Properties of SLM-Printed Aluminium Alloys: A Review. Materials. 2020; 13(19):4301. https://doi.org/10.3390/ma13194301
Chicago/Turabian StylePonnusamy, Panneer, Rizwan Abdul Rahman Rashid, Syed Hasan Masood, Dong Ruan, and Suresh Palanisamy. 2020. "Mechanical Properties of SLM-Printed Aluminium Alloys: A Review" Materials 13, no. 19: 4301. https://doi.org/10.3390/ma13194301
APA StylePonnusamy, P., Rahman Rashid, R. A., Masood, S. H., Ruan, D., & Palanisamy, S. (2020). Mechanical Properties of SLM-Printed Aluminium Alloys: A Review. Materials, 13(19), 4301. https://doi.org/10.3390/ma13194301