Cyclic Deformation Behavior of A Heat-Treated Die-Cast Al-Mg-Si-Based Aluminum Alloy






Abstract
1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Microstructure Characterization
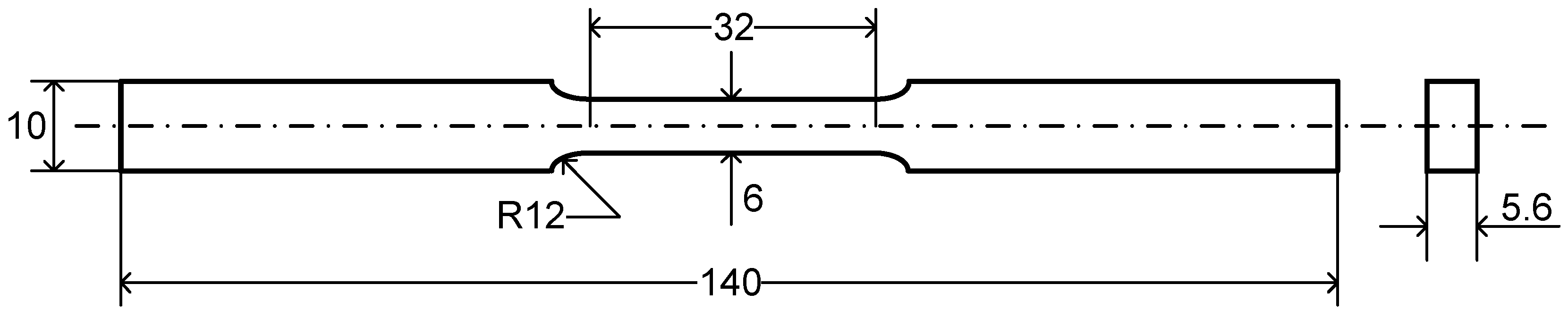
2.3. Mechanical Testing
2.4. LCF Testing
3. Results and Discussion
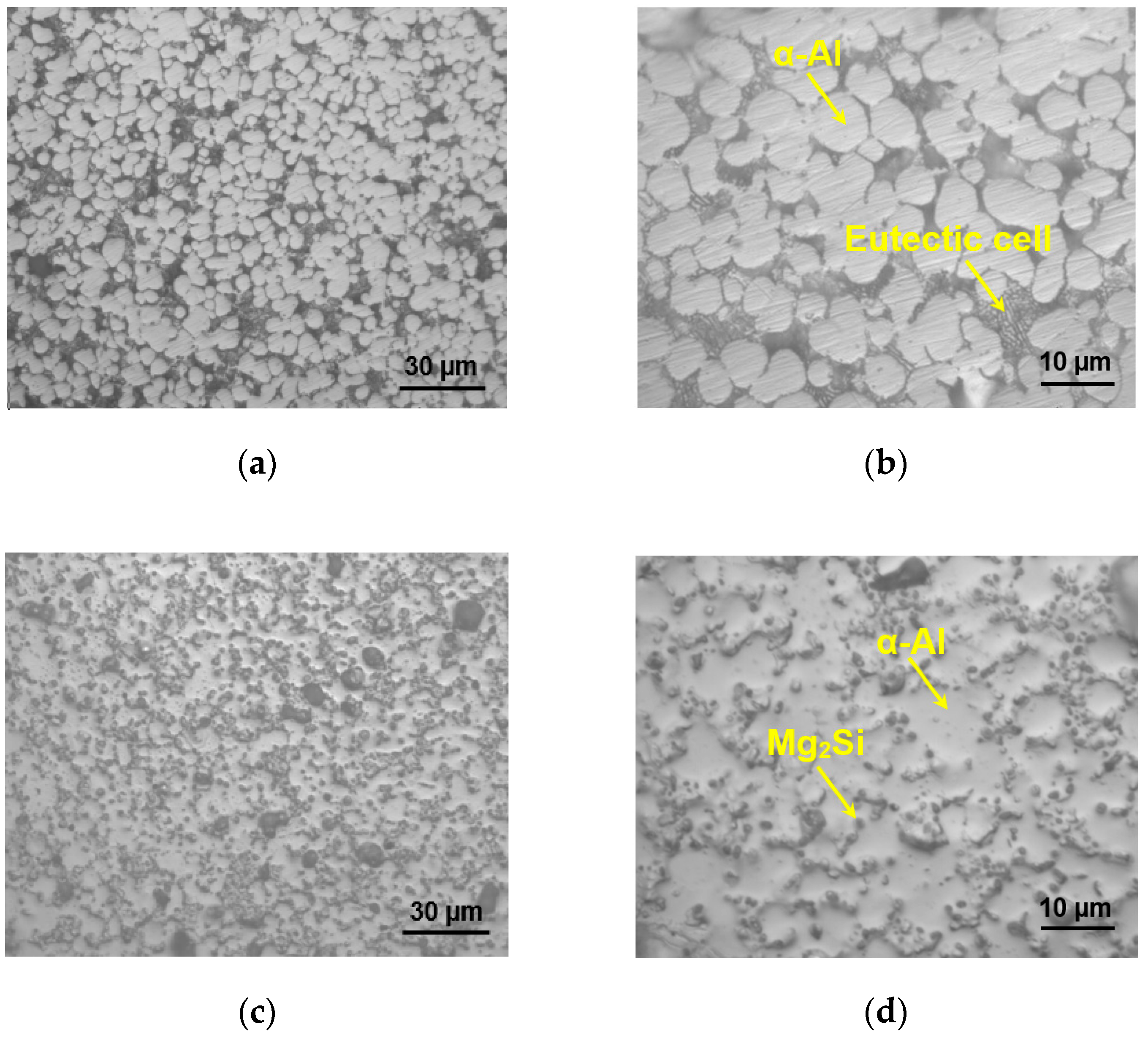
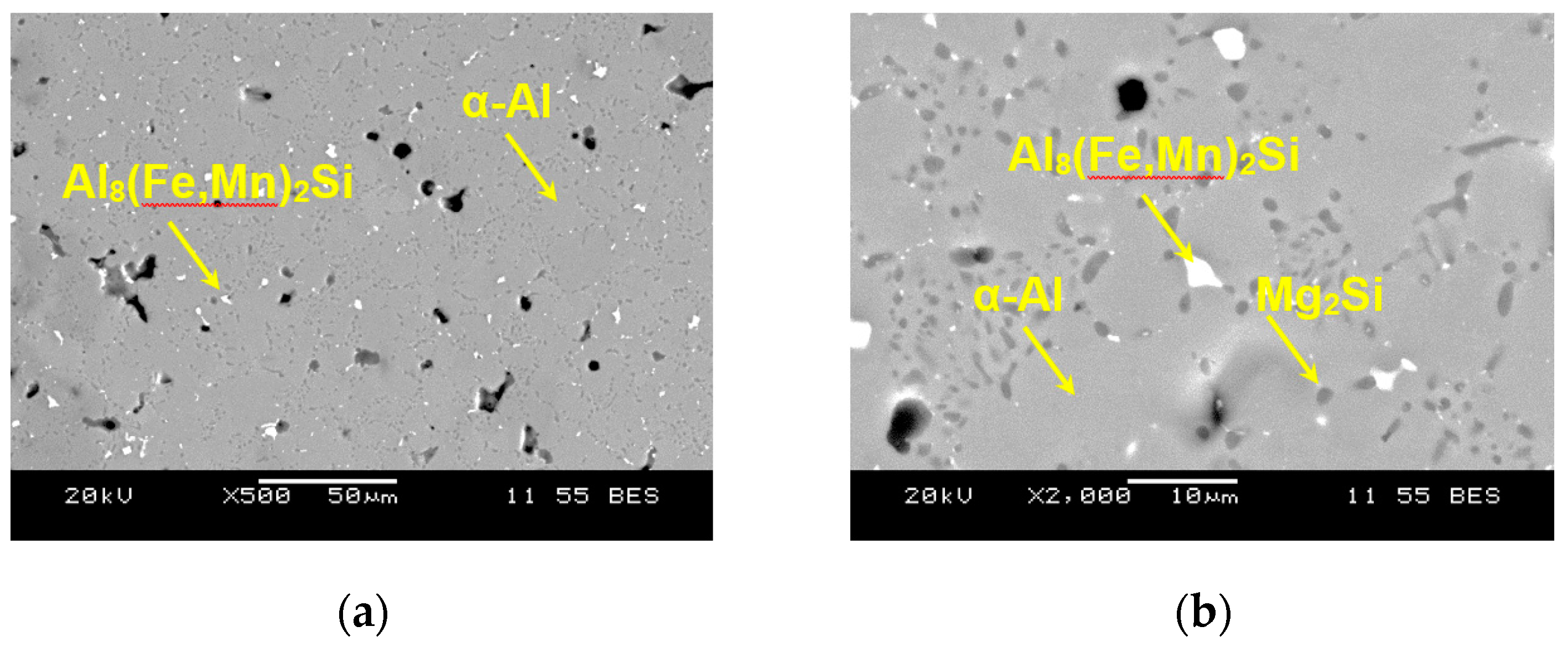
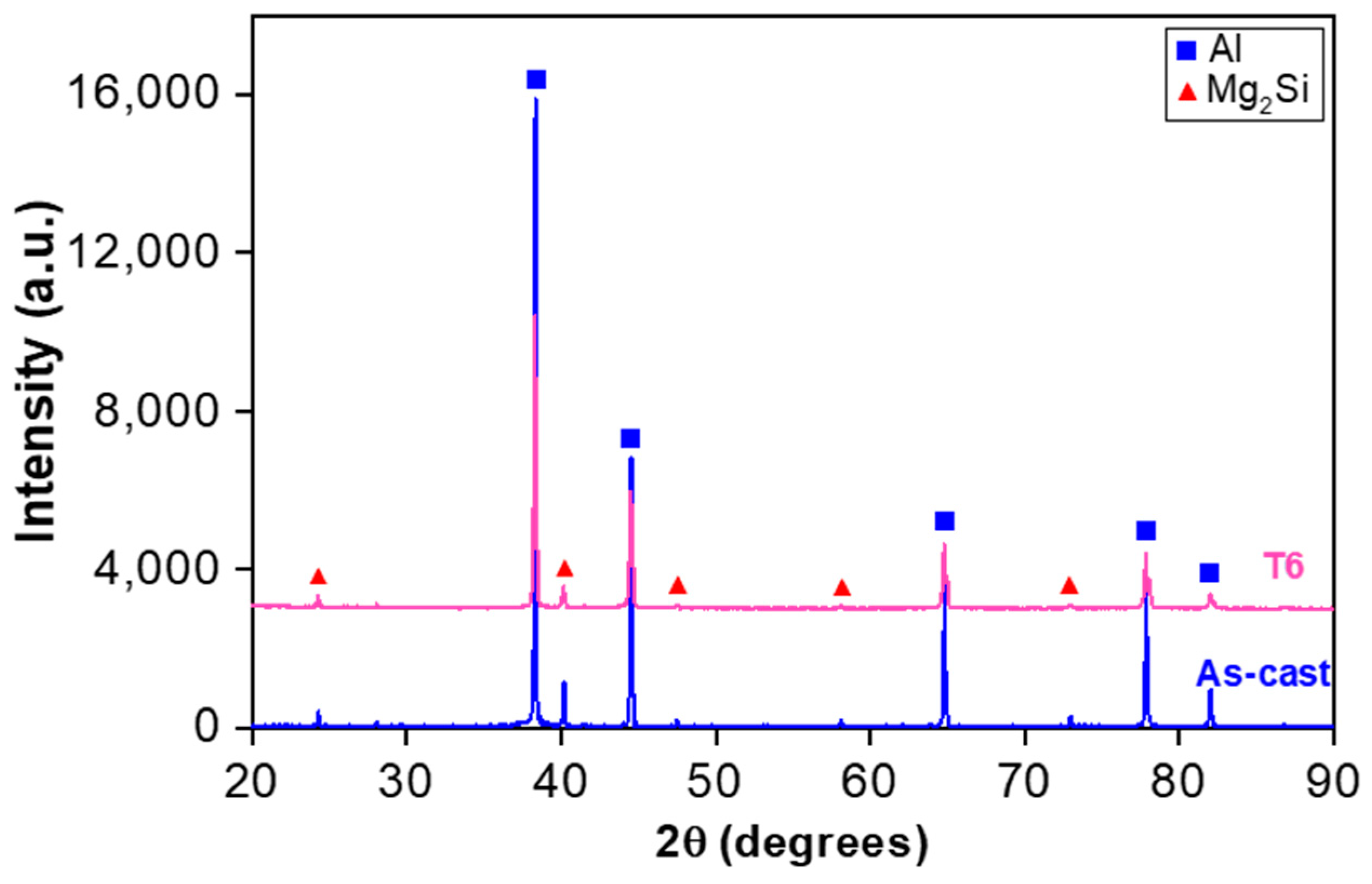
3.1. Microstructure
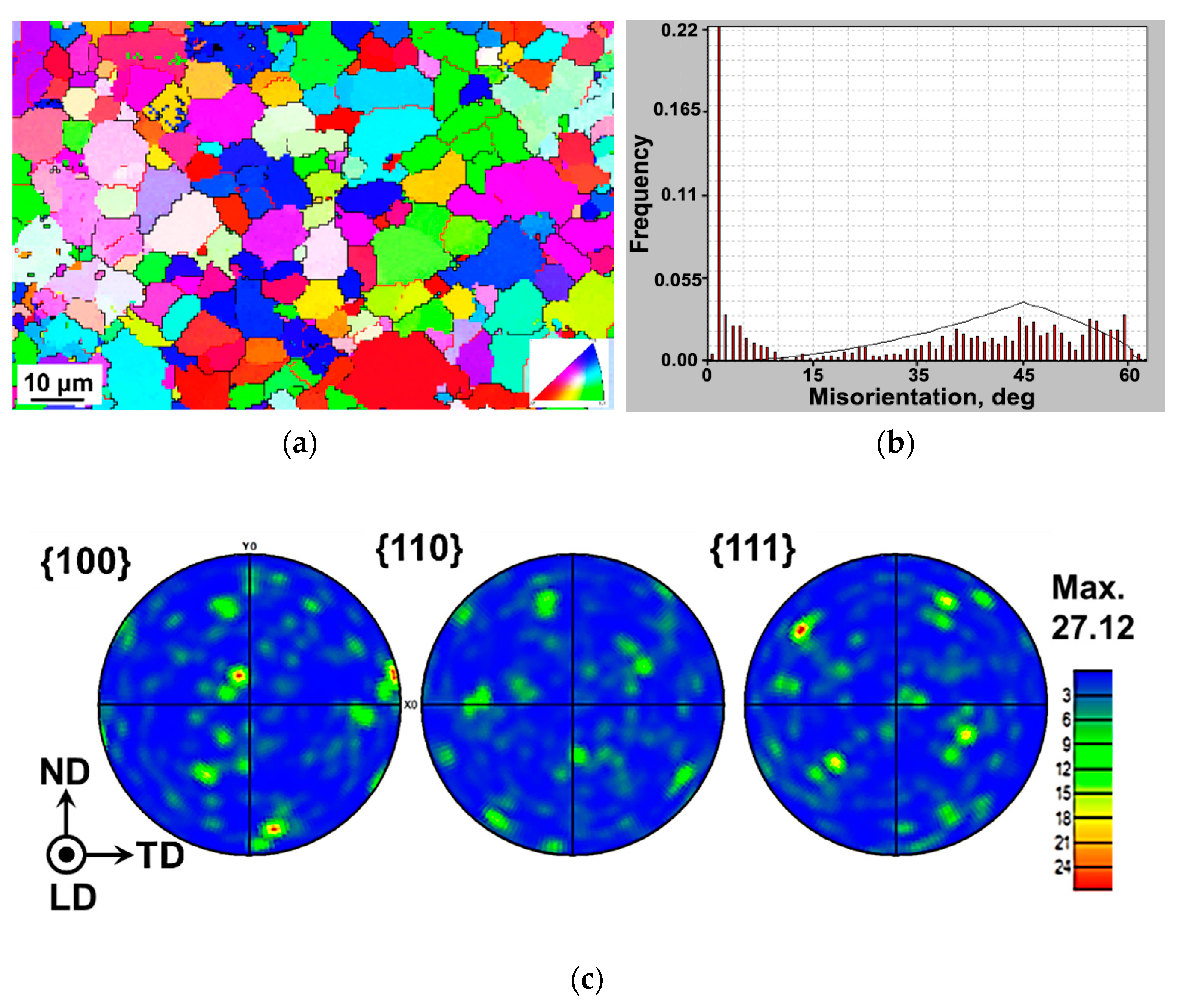
3.2. EBSD Analysis
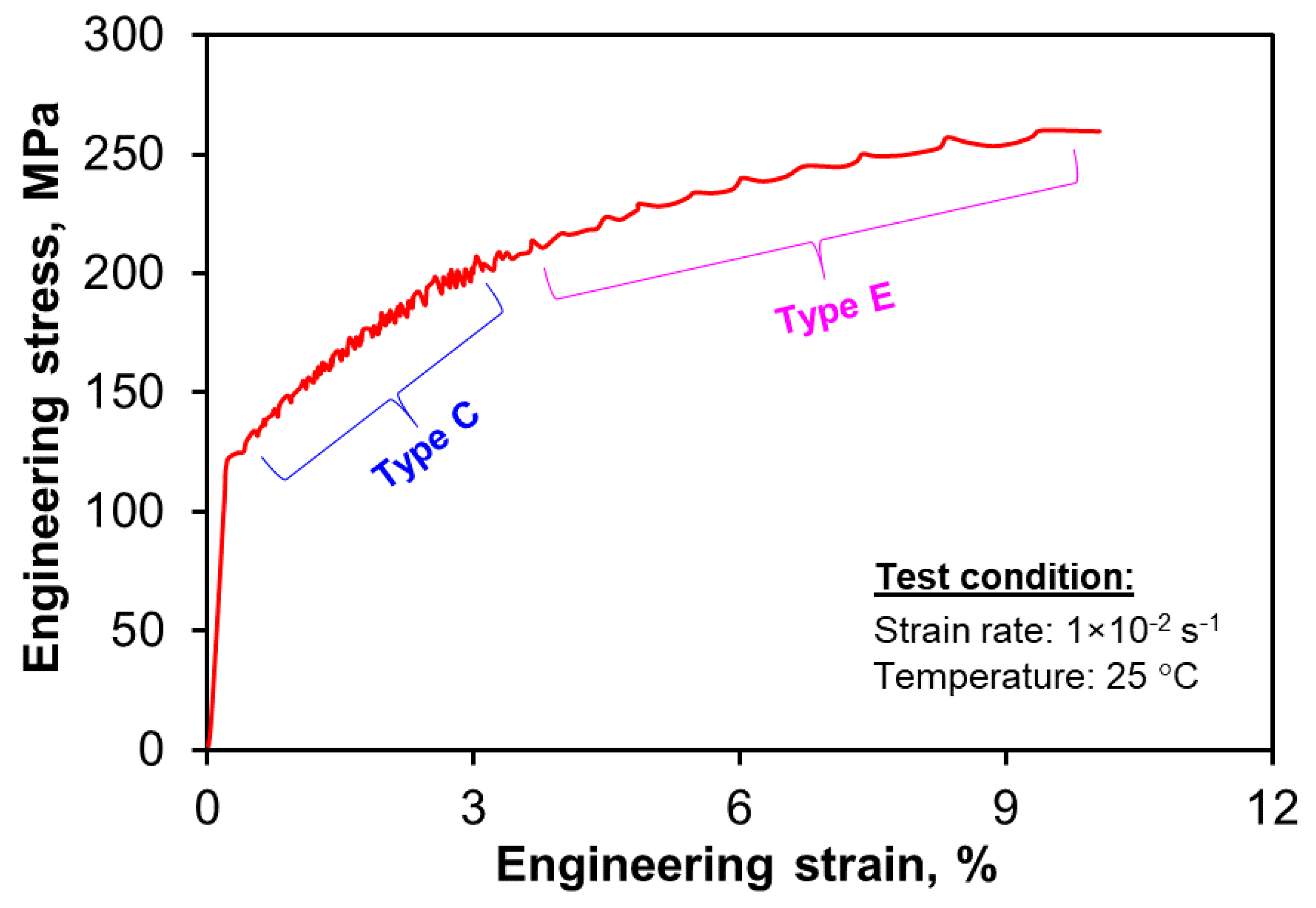
3.3. Tensile Properties
3.4. Fatigue Behaviour
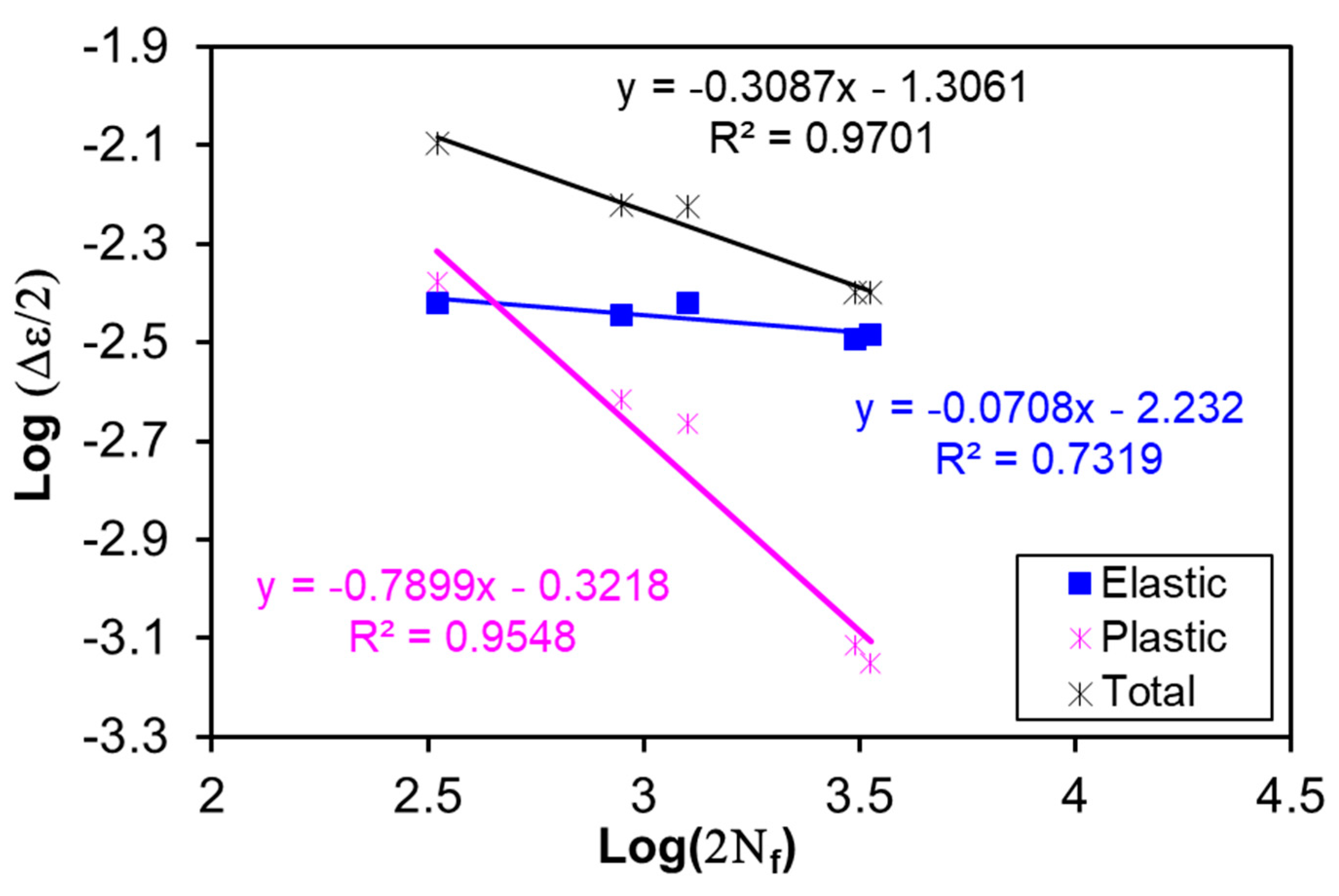
3.5. Fatigue Life Analysis
3.6. Fractography
4. Conclusions
- The microstructure of the alloy was composed of globular primary α-Al phase and alternating layered (α-Al + Mg2Si) eutectic structure plus a small amount of Al8(Fe,Mn)2Si phase in the as-cast condition, and abundant spherical Mg2Si particles evenly embedded in the α-Al matrix in the heat-treated condition. Like the as-cast alloy, no significant texture was observed in the heat-treated alloy.
- After heat treatment, the ductility and hardening capacity increased, although the YS and UTS decreased, exhibiting a normal strength–ductility trade-off relationship. This was primarily attributed to the spheroidization of intermetallic phases including both Mg2Si and Al8(Fe,Mn)2Si. The YS and UTS of the present heat-treated alloy were still much higher than those of a T6-treated similar (Al-5Mg-3Si) alloy reported in the literature.
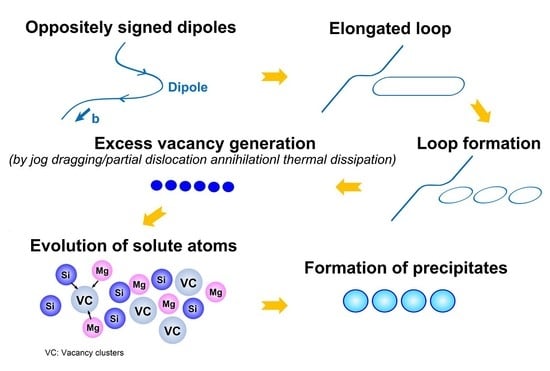
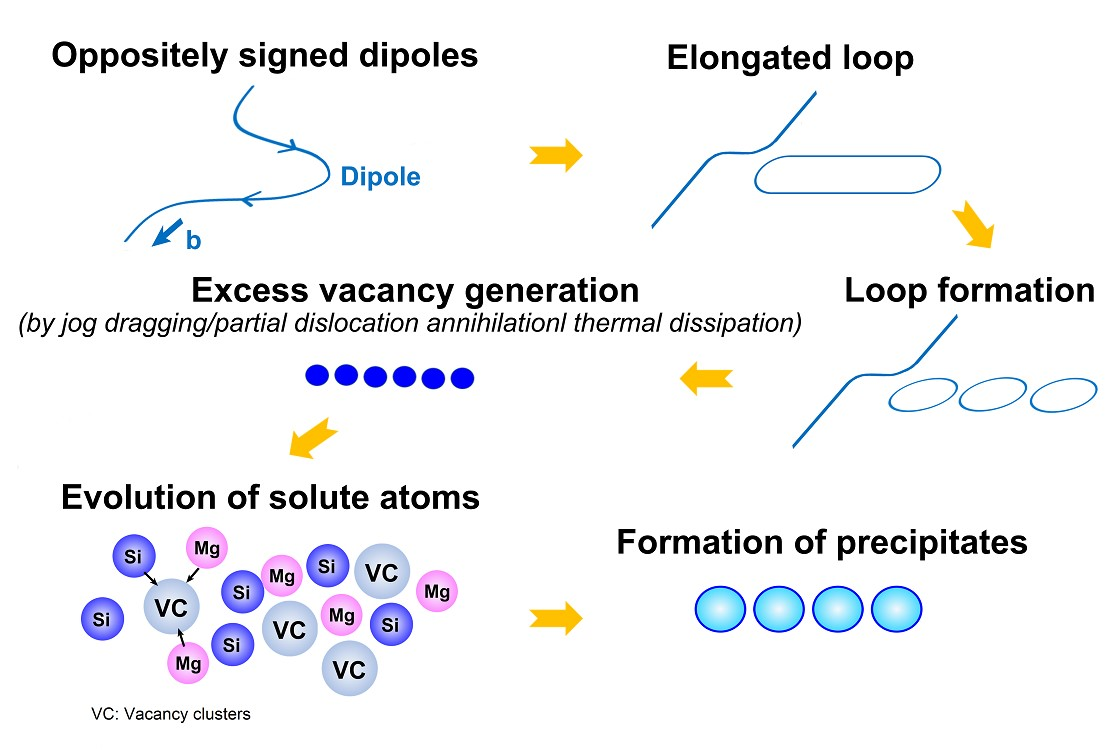
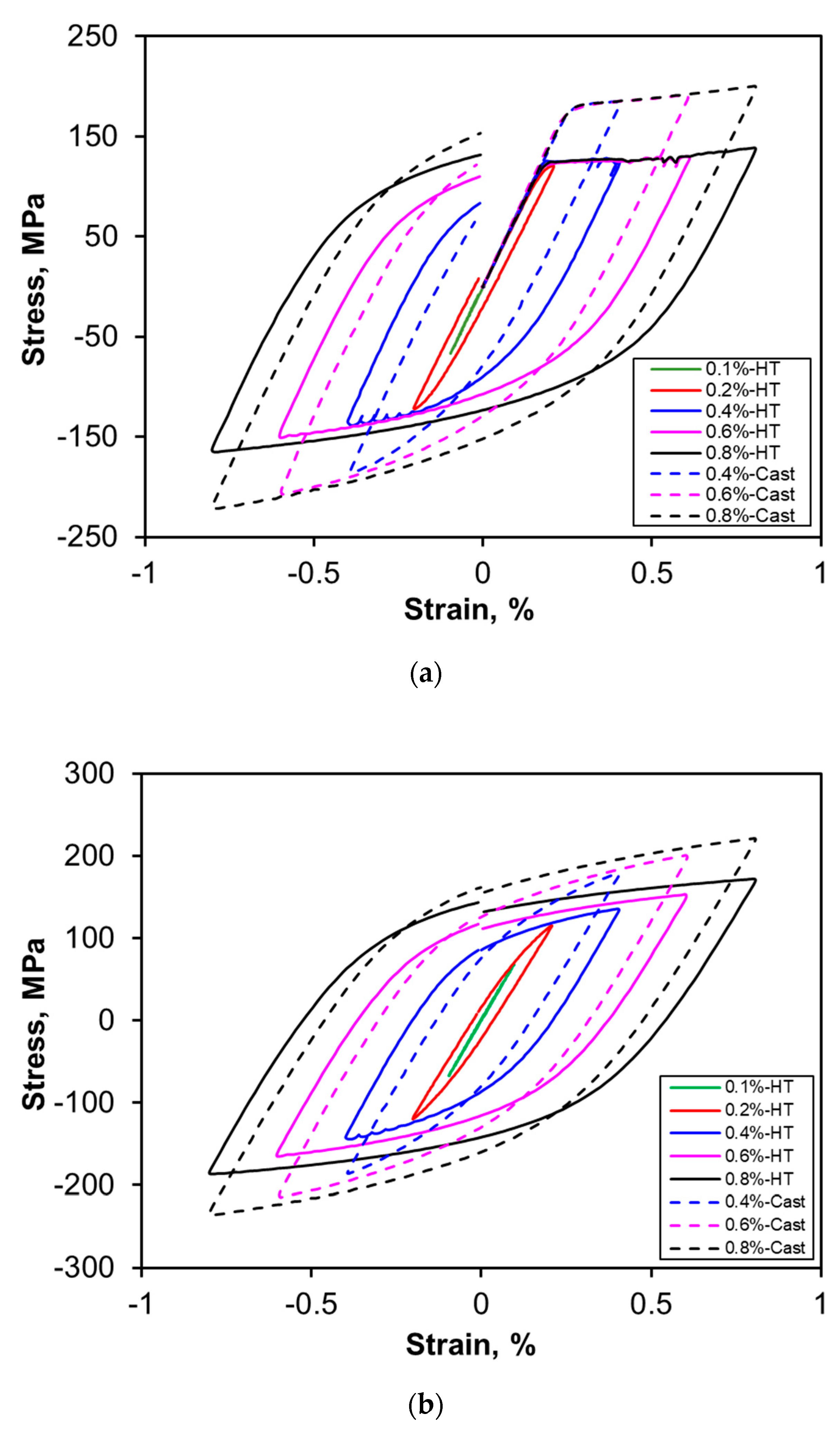
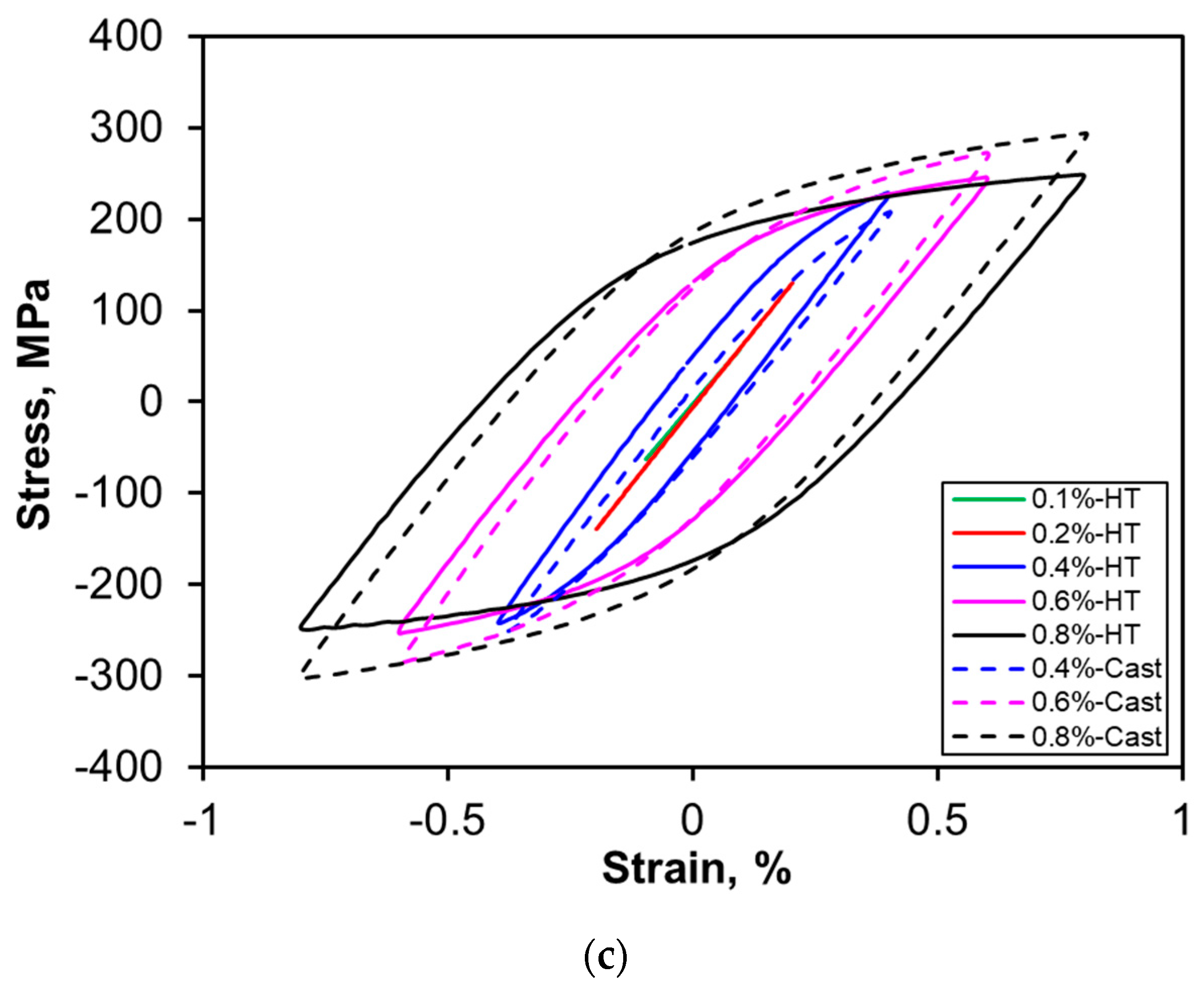
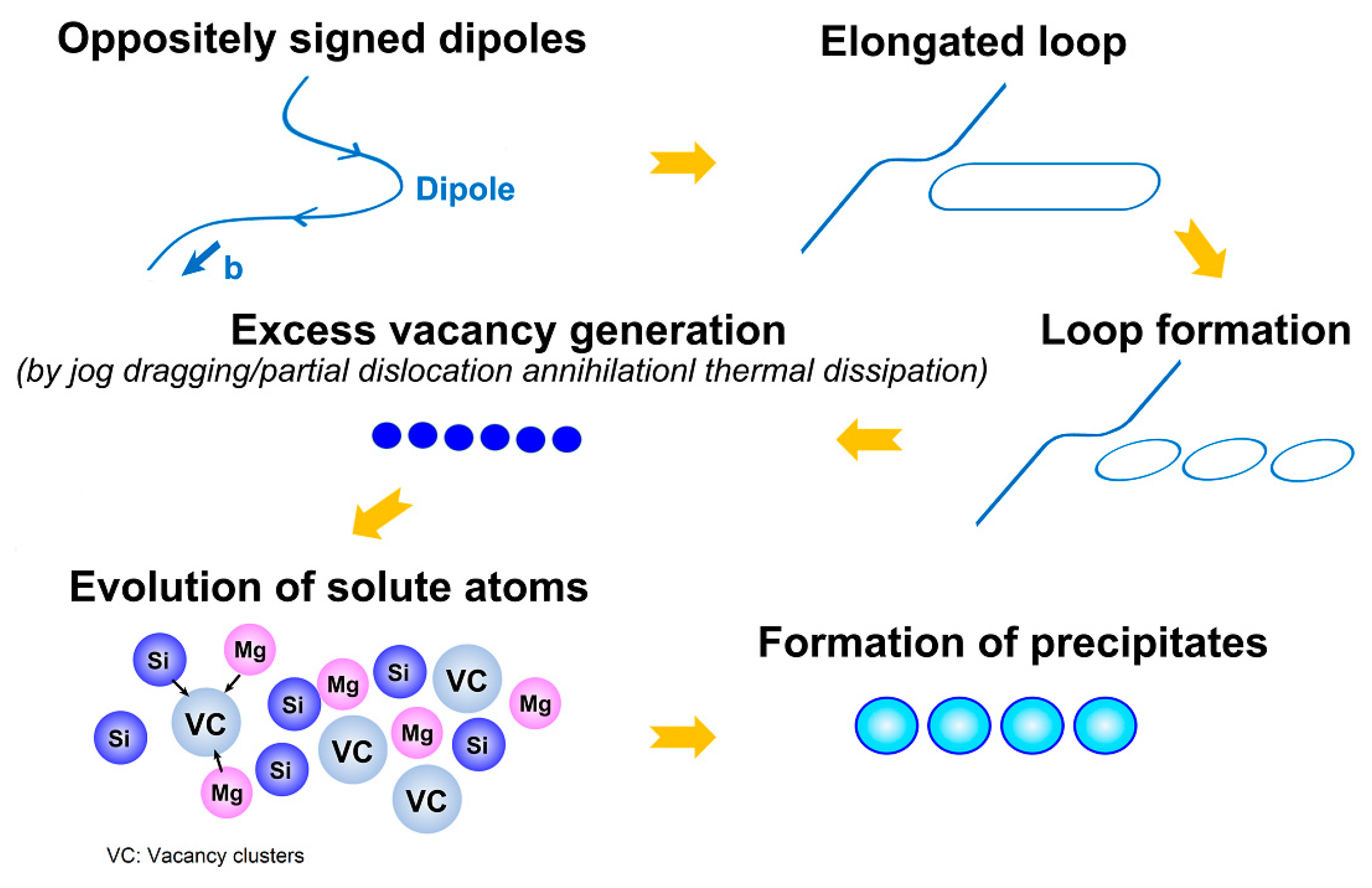
- Serrated flow or Portevin–Le Chatelier effect was present in both tensile stress–strain curves and initial hysteresis loops of LCF tests as a result of DSA caused by the strong dislocation–precipitate interactions.
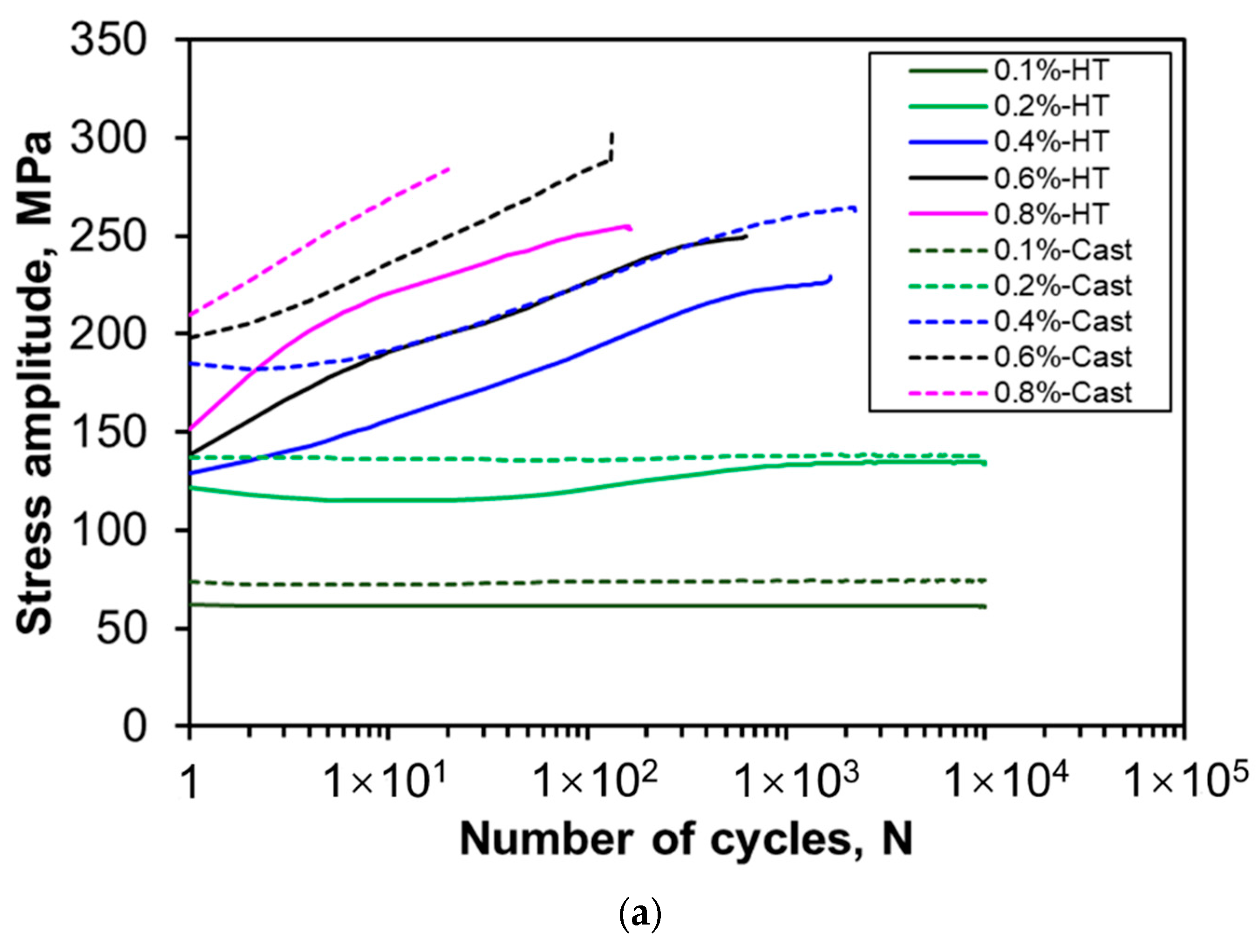
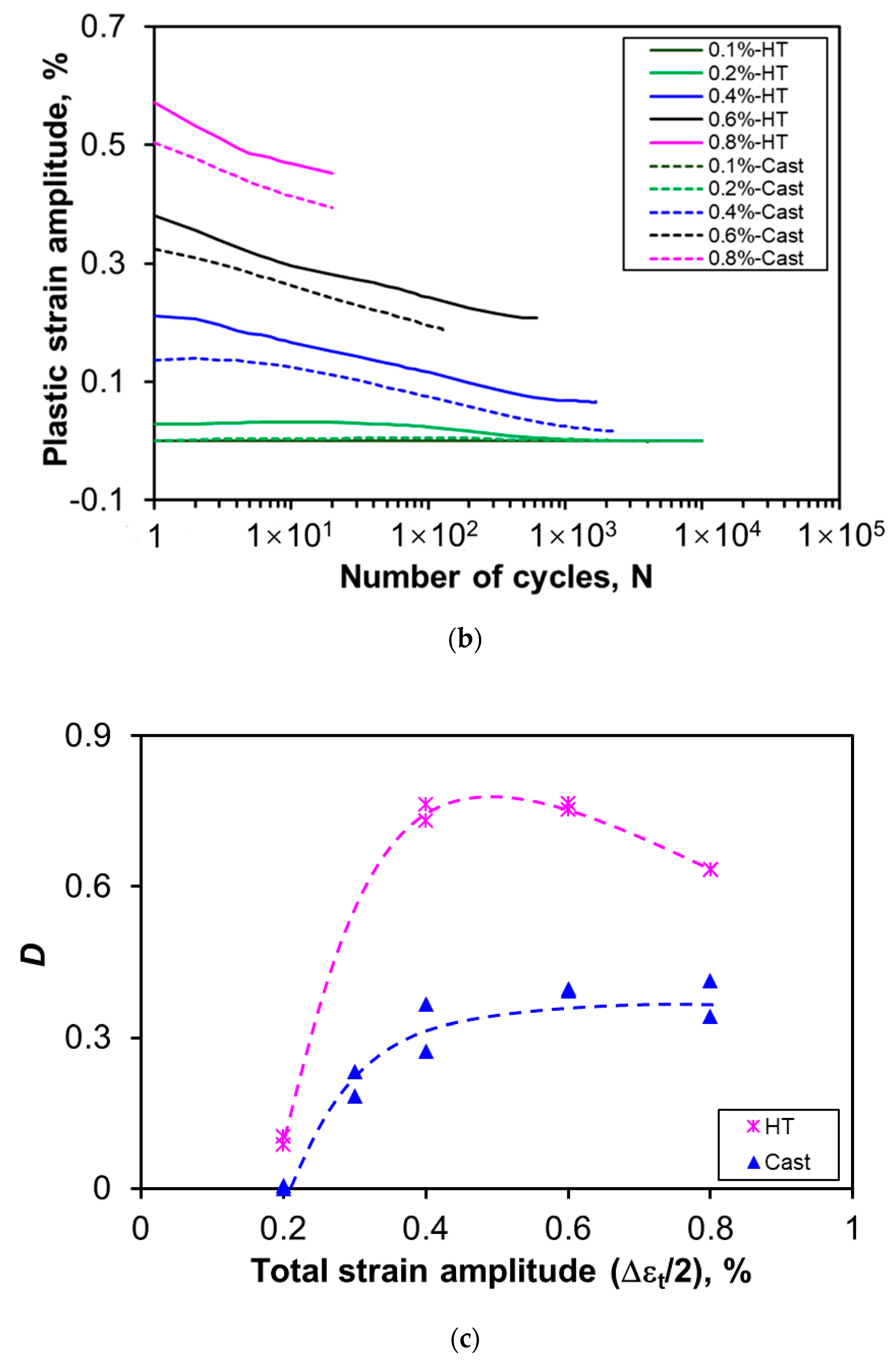
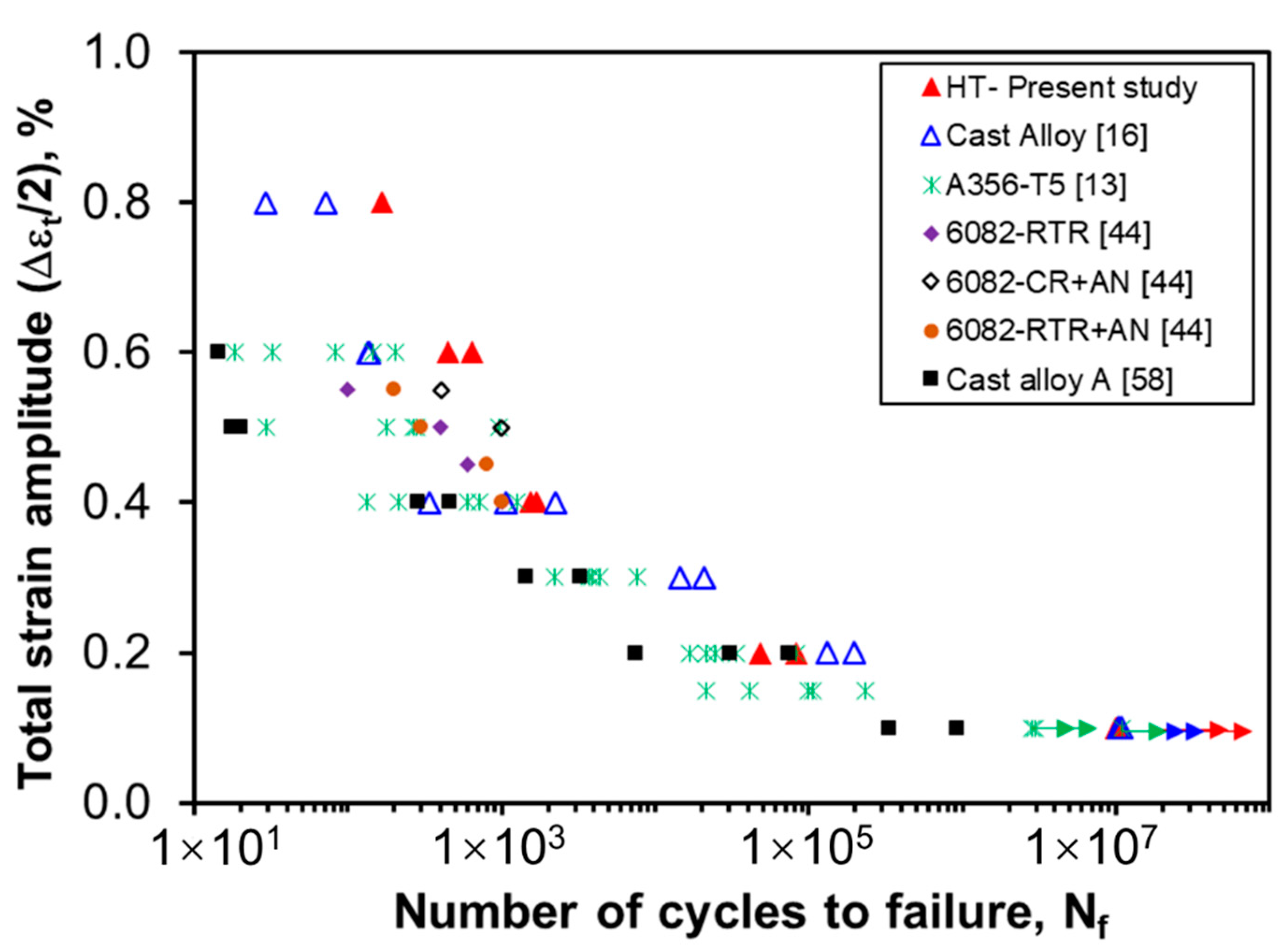
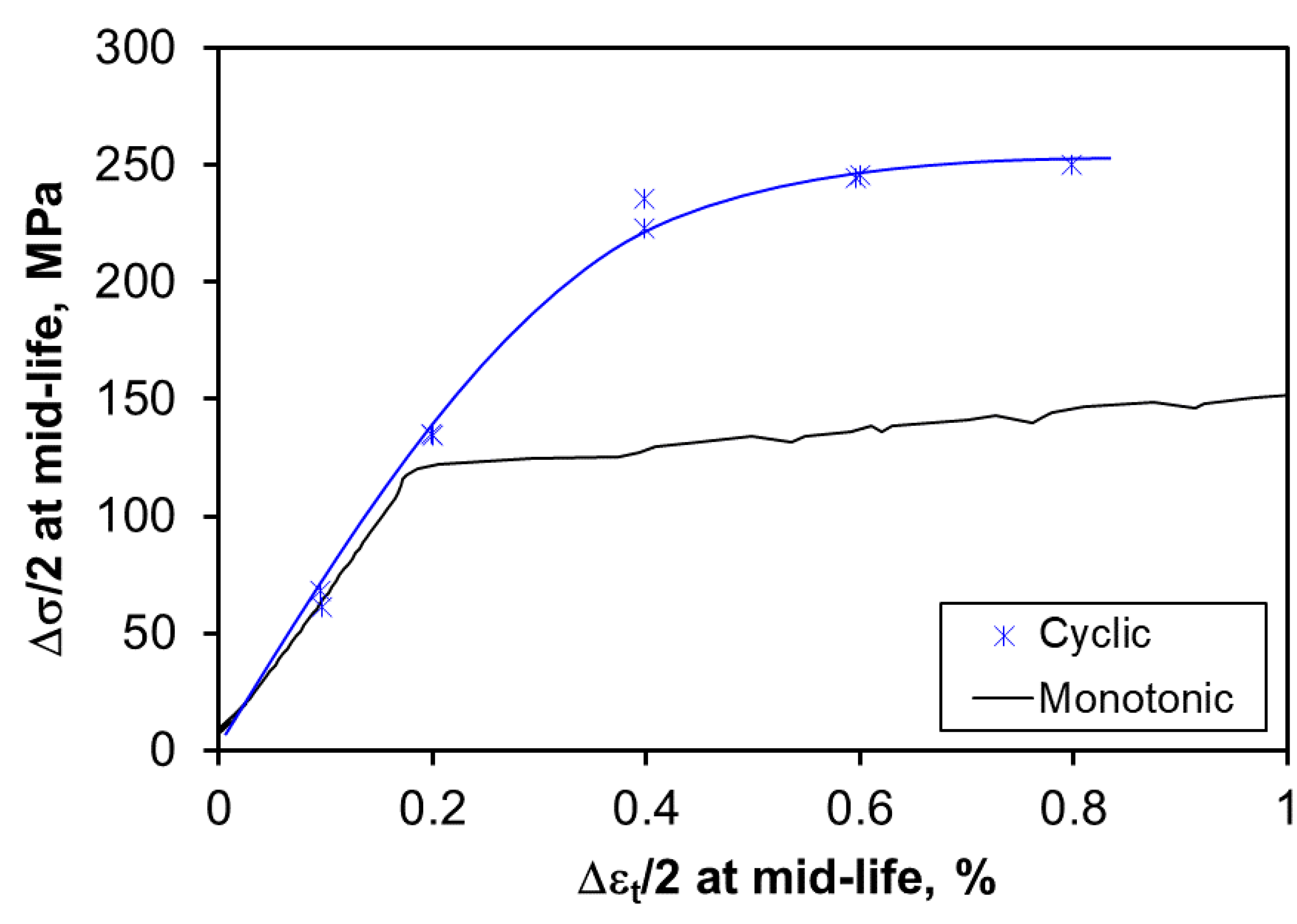
- The alloy exhibited strong cyclic hardening in both as-cast and heat-treated states beyond a total strain amplitude of 0.4%, below which cyclic stabilization sustained. The heat-treated alloy had a larger plastic strain amplitude and a lower stress amplitude at a given total strain amplitude and exhibited longer fatigue life in the LCF regime of higher total strain amplitudes.
- A new equation has been proposed to characterize the degree of cyclic hardening/softening on the basis of the stress amplitude of the first and mid-life cycles. The degree of cyclic hardening was observed to be higher in the heat-treated state than in the as-cast state.
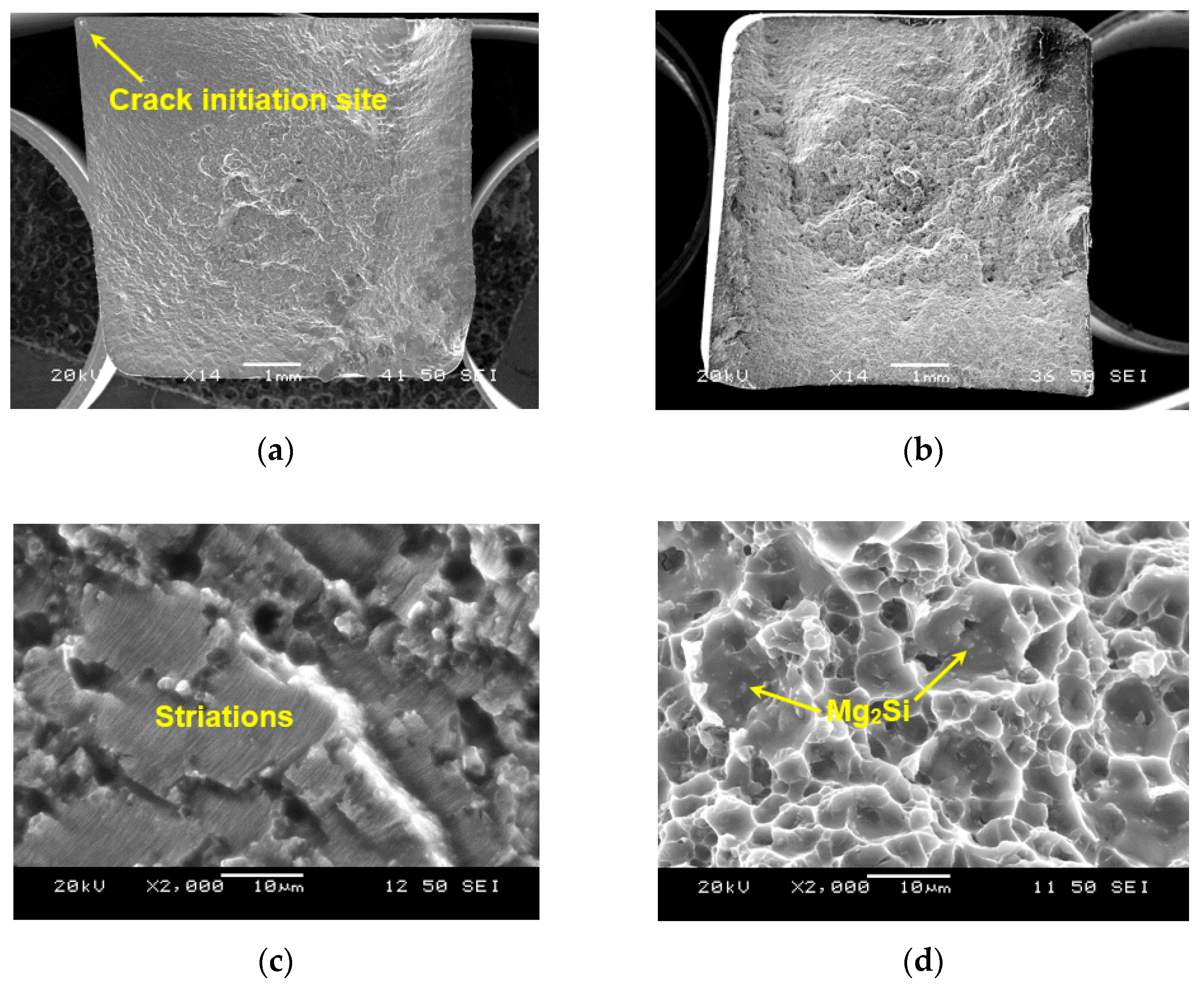
- Fatigue crack initiation occurred from the surface of the specimen at lower strain amplitudes, while multiple crack initiation was observed at higher strain amplitudes. Crack propagation was characterized by typical fatigue striations, along with characteristic dimples and embedded Mg2Si particles especially observed in the final rapid fracture area.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sovacool, B.K.; Ali, S.H.; Bazilian, M.; Radley, B.; Nemery, B.; Okatz, J.; Mulvaney, D. Sustainable minerals and metals for a low-carbon future. Science 2020, 367, 30–33. [Google Scholar] [CrossRef]
- Overpeck, J.T.; Conde, C. A call to climate action. Science 2019, 364, 807. [Google Scholar] [CrossRef] [PubMed]
- Masnadi, M.S.; El-Houjeiri, H.M.; Schunack, D.; Li, Y.; Englander, J.G.; Badahdah, A.; Monfort, J.-C.; Anderson, J.E.; Wallington, T.J.; Bergerson, J.A.; et al. Global carbon intensity of crude oil production. Science 2018, 361, 851–853. [Google Scholar] [CrossRef]
- Anenberg, S.C.; Miller, J.; Minjares, R.; Du, L.; Henze, D.K.; Lacey, F.; Malley, C.S.; Emberson, L.; Franco, V.; Klimont, Z.; et al. Impacts and mitigation of excess diesel-related NOx emissions in 11 major vehicle markets. Nature 2017, 545, 467–471. [Google Scholar] [CrossRef] [PubMed]
- Gielen, D.; Boshell, F.; Saygin, D. Climate and energy challenges for materials science. Nat. Mater. 2016, 15, 117–120. [Google Scholar] [CrossRef] [PubMed]
- McNutt, M. Climate change impacts. Science 2013, 341, 435. [Google Scholar] [CrossRef]
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nature 2012, 488, 294–303. [Google Scholar] [CrossRef]
- Lutsey, N.; Sperling, D. Energy efficiency, fuel economy, and policy implications. Transp. Res. Rec. J. Transp. Res. Board 2005, 1941, 8–17. [Google Scholar] [CrossRef]
- Joost, W.J. Reducing vehicle weight and improving U.S. Energy efficiency using integrated computational materials engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Ma, L.; Tang, J.; Tu, W.; Ye, L.; Jiang, H.; Zhan, X.; Zhao, J. Effect of a trace addition of Sn on the aging behavior of Al–Mg–Si alloy with a different Mg/Si ratio. Materials 2020, 13, 913. [Google Scholar]
- Belov, N.A.; Eskin, D.G.; Aksenov, A.A. Alloys of the Al-Mg-Mn-Si-Fe system. In Multicomponent Phase Diagrams; Elsevier: Amsterdam, The Netherlands, 2005; pp. 133–157. [Google Scholar]
- Zhu, M.; Jian, Z.; Yang, G.; Zhou, Y. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. Mater. Des. 2012, 36, 243–249. [Google Scholar] [CrossRef]
- Emami, A.R.; Begum, S.; Chen, D.L.; Skszek, T.; Niu, X.P.; Zhang, Y.; Gabbianelli, F. Cyclic deformation behavior of a cast aluminum alloy. Mater. Sci. Eng. A 2009, 516, 31–41. [Google Scholar] [CrossRef]
- Torzewski, J.; Grzelak, K.; Wachowski, M.; Kosturek, R. Microstructure and low cycle fatigue properties of AA5083 H111 friction stir welded joint. Materials 2020, 13, 2381. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Shahri, F. Influence of modification, solidification conditions and heat treatment on the microstructure and mechanical properties of A356 aluminum alloy. J. Mater. Sci. 2004, 39, 2023–2032. [Google Scholar] [CrossRef]
- Mohammed, S.M.A.K.; Li, D.J.; Zeng, X.Q.; Chen, D.L. Low-cycle fatigue behavior of a newly developed cast aluminum alloy for automotive applications. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1912–1926. [Google Scholar] [CrossRef]
- Asensio-Lozano, J.; Suárez-Peña, B.; Vander Voort, G. Effect of processing steps on the mechanical properties and surface appearance of 6063 aluminium extruded products. Materials 2014, 7, 4224–4242. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.S.; Cha, J.H.; Kim, S.H.; Lim, C.Y.; Kim, H.W. Effect of pre-homogenization deformation treatment on the workability and mechanical properties of AlMg5Si2Mn alloy. Mater. Sci. Eng. A 2017, 685, 244–252. [Google Scholar] [CrossRef]
- Awd, M.; Siddique, S.; Johannsen, J.; Emmelmann, C.; Walther, F. Very high-cycle fatigue properties and microstructural damage mechanisms of selective laser melted AlSi10Mg alloy. Int. J. Fatigue 2019, 124, 55–69. [Google Scholar] [CrossRef]
- Emamy, M.; Khodadadi, M.; Honarbakhsh Raouf, A.; Nasiri, N. The influence of Ni addition and hot-extrusion on the microstructure and tensile properties of Al-15%Mg2Si composite. Mater. Des. 2013, 46, 381–390. [Google Scholar] [CrossRef]
- George, E.T. Heat Treating of Nonferrous Alloys; ASM International: Ohio, OH, USA, 2016. [Google Scholar]
- ASTM E8/E8M-16a. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Mohammadi Mazraeshahi, E.; Nami, B.; Miresmaeili, S.M.; Tabatabaei, S.M. Effect of Si on the creep properties of AZ61 cast magnesium alloy. Mater. Des. 2015, 76, 64–70. [Google Scholar] [CrossRef]
- Han, Y.; Shao, D.; Chen, B.A.; Peng, Z.; Zhu, Z.X.; Zhang, Q.; Chen, X.; Liu, G.; Li, X.M. Effect of Mg/Si ratio on the microstructure and hardness-conductivity relationship of ultrafine-grained Al-Mg-Si alloys. J. Mater. Sci. 2017, 52, 4445–4459. [Google Scholar] [CrossRef]
- Li, Z.; Li, C.; Liu, Y.; Yu, L.; Guo, Q.; Li, H. Effect of heat treatment on microstructure and mechanical property of Al-10%Mg2Si alloy. J. Alloys Compd. 2016, 663, 16–19. [Google Scholar] [CrossRef]
- Yu, H.C.; Wang, H.-Y.; Chen, L.; Zha, M.; Wang, C.; Li, C.; Jiang, Q.-C. Spheroidization of primary Mg2Si in Al-20Mg2Si-4.5Cu alloy modified with Ca and Sb during T6 heat treatment process. Mater. Sci. Eng. A 2017, 685, 31–38. [Google Scholar] [CrossRef]
- Song, D.; Wang, S.; Zhao, Y.; Liu, S.; Du, Y.; Kang, Y.; Wang, Z.; Zhang, W. Effect of melt holding on morphological evolution and sedimentation behavior of iron-rich intermetallic phases in Al-Si-Fe-Mn-Mg alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1–13. [Google Scholar] [CrossRef]
- Mansurov, Y.N.; Rakhmonov, J.U. Analysis of the phase composition and the structure of aluminum alloys with increased content of impurities. Non-Ferrous Met. 2018, 37–42. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.Q.; Zhou, B.L. Equilibrium pseudobinary Al–Mg2Si phase diagram. Mater. Sci. Technol. 2001, 17, 494–496. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.Q.; Zhou, B.L. Microstructural development of Al–15wt.%Mg2Si in situ composite with mischmetal addition. Mater. Sci. Eng. A 2000, 281, 104–112. [Google Scholar] [CrossRef]
- Nazer, N.S.; Denys, R.V.; Andersen, H.F.; Arnberg, L.; Yartys, V.A. Nanostructured magnesium silicide Mg2Si and its electrochemical performance as an anode of a lithium ion battery. J. Alloys Compd. 2017, 718, 478–491. [Google Scholar] [CrossRef]
- Zhu, X.; Yang, H.; Dong, X.; Ji, S. The effects of varying Mg and Si levels on the microstructural inhomogeneity and eutectic Mg2Si morphology in die-cast Al–Mg–Si alloys. J. Mater. Sci. 2019, 54, 5773–5787. [Google Scholar] [CrossRef]
- Johannesson, B.; Cáceres, C.H. Effect of Si additions and heat treatment on the mechanical behaviour of an Al–5Mg casting alloy. Int. J. Cast Met. Res. 2004, 17, 94–98. [Google Scholar] [CrossRef]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Strain hardening behavior of a friction stir welded magnesium alloy. Scr. Mater. 2007, 57, 1004–1007. [Google Scholar] [CrossRef]
- Fabrizi, A.; Capuzzi, S.; De Mori, A.; Timelli, G. Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process. Metals 2018, 8, 750. [Google Scholar] [CrossRef]
- Mannan, S.L. Role of dynamic strain ageing in low cycle fatigue. Bull. Mater. Sci. 1993, 16, 561–582. [Google Scholar]
- McCormick, P. The Portevin-Le Chatelier effect in an Al-Mg-Si alloy. Acta Metall. 1971, 19, 463–471. [Google Scholar] [CrossRef]
- Riley, D.M.; McCormick, P.G. The effect of precipitation hardening on the Portevin-Le Chatelier effect in an Al-Mg-Si alloy. Acta Metall. 1977, 25, 181–185. [Google Scholar] [CrossRef]
- Hörnqvist, M.; Karlsson, B. Influence of heat treatment on the cyclic deformation properties of aluminium alloy AA7030. Mater. Sci. Eng. A 2008, 479, 345–355. [Google Scholar] [CrossRef]
- Begum, S.; Chen, D.L.; Xu, S.; Luo, A.A. Low cycle fatigue properties of an extruded AZ31 magnesium alloy. Int. J. Fatigue 2009, 31, 726–735. [Google Scholar] [CrossRef]
- Begum, S.; Chen, D.L.; Xu, S.; Luo, A.A. Strain-controlled low-cycle fatigue properties of a newly developed extruded magnesium alloy. Metall. Mater. Trans. A 2008, 39, 3014–3026. [Google Scholar] [CrossRef]
- Lin, X.Z.; Chen, D.L. Strain controlled cyclic deformation behavior of an extruded magnesium alloy. Mater. Sci. Eng. A 2008, 496, 106–113. [Google Scholar] [CrossRef]
- Wang, Q.G.; Apelian, D.; Lados, D. Fatigue behavior of A356/357 aluminum cast alloys. Part II—Effect of microstructural constituents. J. Light Met. 2001, 1, 85–97. [Google Scholar] [CrossRef]
- Kumar, N.; Goel, S.; Jayaganthan, R.; Owolabi, G.M. The influence of metallurgical factors on low cycle fatigue behavior of ultra-fine grained 6082 Al alloy. Int. J. Fatigue 2018, 110, 130–143. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L. Strain-controlled low cycle fatigue properties of a rare-earth containing ZEK100 magnesium alloy. Mater. Des. 2015, 67, 436–447. [Google Scholar] [CrossRef]
- Sudhakar Rao, G.; Chakravartty, J.K.; Saibaba, N.; Mahobia, G.S.; Chattopadhyay, K.; Santhi Srinivas, N.C.; Singh, V. Disappearance and reappearance of serrated plastic flow under cyclic loading: A study of dislocation substructures. Mater. Sci. Eng. A 2014, 603, 114–120. [Google Scholar] [CrossRef]
- Shankar, V.; Kumar, A.; Mariappan, K.; Sandhya, R.; Laha, K.; Bhaduri, A.K.; Narasaiah, N. Occurrence of dynamic strain aging in Alloy 617M under low cycle fatigue loading. Int. J. Fatigue 2017, 100, 12–20. [Google Scholar] [CrossRef]
- Rao, K.B.S.; Kalluri, S.; Halford, G.R.; McGaw, M.A. Serrated flow and deformation substructure at room temperature in Inconel 718 superalloy during strain controlled fatigue. Scr. Metall. Mater. 1995, 32, 493–498. [Google Scholar]
- Lin, Y.H.; Hu, K.H.; Kao, F.H.; Wang, S.H.; Yang, J.R.; Lin, C.K. Dynamic strain aging in low cycle fatigue of duplex titanium alloys. Mater. Sci. Eng. A 2011, 528, 4381–4389. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Wu, W.; Liu, Z.; Stoica, G.M.; Wu, L.; Liaw, P.K. Low-Cycle fatigue behavior of an as-extruded AM50 magnesium alloy. Metall. Mater. Trans. A 2007, 38, 2235–2241. [Google Scholar] [CrossRef]
- Lee, S.Y.; Hwang, B. Dynamic strain aging and serration behavior of three high-manganese austenitic steels. Metall. Mater. Trans. A 2019. [Google Scholar] [CrossRef]
- Mohammed, S.M.A.K.; Chen, D.L. Effect of auto-tuning on serrated flow behavior. Metals 2019, 9, 845. [Google Scholar] [CrossRef]
- Cao, Y.; Zhang, C.; Zhang, C.; Wen, Y.; Li, Q.; Wang, D.; Huang, G.; Liu, Q. Effect of dynamic strain aging and precipitation on the hot deformation behavior of 253MA heat-resistant alloy. J. Mater. Sci. 2019, 54, 1716–1727. [Google Scholar] [CrossRef]
- Masing, G.; Mauksch, W. Eigenspannungen und Verfestigung des plastisch gedehnten und gestauchten Messings. In Wissenschaftliche Veröffentlichungen aus dem Siemens-Konzern; Springer: Berlin/Heidelberg, Germany, 1925; pp. 244–256. [Google Scholar]
- Christ, H.J.; Mughrabi, H. Cyclic stress-strain response and microstructure under variable amplitude loading. Fatigue Fract. Eng. Mater. Struct. 1996, 19, 335–348. [Google Scholar]
- Mirza, F.A.; Chen, D.L.; Li, D.J.; Zeng, X.Q. Low cycle fatigue of a rare-earth containing extruded magnesium alloy. Mater. Sci. Eng. A 2013, 575, 65–73. [Google Scholar]
- Ye, H. An overview of the development of Al-Si-alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar]
- Elhadari, H.A.; Patel, H.A.; Chen, D.L.; Kasprzak, W. Tensile and fatigue properties of a cast aluminum alloy with Ti, Zr and V additions. Mater. Sci. Eng. A 2011, 528, 8128–8138. [Google Scholar]
- Hertzberg, R.W.; Hauser, F.E. Deformation and Fracture Mechanics of Engineering Materials. J. Eng. Mater. Technol. 1977, 99, 96. [Google Scholar]
- Han, W.Z.; Chen, Y.; Vinogradov, A.; Hutchinson, C.R. Dynamic precipitation during cyclic deformation of an underaged Al–Cu alloy. Mater. Sci. Eng. A 2011, 528, 7410–7416. [Google Scholar]
- Laird, C.; Langelo, V.J.; Hollrah, M.; Yang, N.C.; de la Veaux, R. The cyclic stress-strain response of precipitation hardened Al-15 wt.% Ag alloy. Mater. Sci. Eng. 1978, 32, 137–160. [Google Scholar]
- Nandy, S.; Sekhar, A.P.; Kar, T.; Ray, K.K.; Das, D. Influence of ageing on the low cycle fatigue behaviour of an Al–Mg–Si alloy. Philos. Mag. 2017, 97, 1978–2003. [Google Scholar]
- Dighe, M.D.; Gokhale, A.M.; Horstemeyer, M.F. Effect of loading condition and stress state on damage evolution of silicon particles in an Al-Si-Mg-Base cast alloy. Metall. Mater. Trans. A 2002, 33, 555–565. [Google Scholar]
- Yeh, J.W.; Liu, W.P. The cracking mechanism of silicon particles in an A357 aluminum alloy. Metall. Mater. Trans. A 1996, 27, 3558–3568. [Google Scholar]
- Qu, S.; Feng, A.; Geng, L.; Shen, J.; Chen, D. Silicon nitride whisker-reinforced aluminum matrix composites: Twinning and precipitation behavior. Metals 2020, 10, 420. [Google Scholar] [CrossRef]
- Hu, Z.; Wan, L.; Wu, S.; Wu, H.; Liu, X. Microstructure and mechanical properties of high strength die-casting Al–Mg–Si–Mn alloy. Mater. Des. 2013, 46, 451–456. [Google Scholar] [CrossRef]
- Zhang, P.; Li, Z.; Yue, H. Strain-controlled cyclic deformation behavior of cast Mg–2.99Nd–0.18Zn–0.38Zr and AZ91D magnesium alloys. J. Mater. Sci. 2016, 51, 5469–5486. [Google Scholar] [CrossRef]
- Morrow, J. Cyclic plastic strain energy and fatigue of metals. In Internal Friction, Damping, and Cyclic Plasticity; ASTM International: West Conshohocken, PA, USA, 1965; pp. 43–45. [Google Scholar]
- Tomkins, B. Fatigue crack propagation-an analysis. Philos. Mag. 1968, 18, 1041–1066. [Google Scholar]
- Livieri, P.; Salvati, E.; Tovo, R. A non-linear model for the fatigue assessment of notched components under fatigue loadings. Int. J. Fatigue 2016, 82, 624–633. [Google Scholar]
- Yi, J.Z.; Gao, Y.X.; Lee, P.D.; Flower, H.M.; Lindley, T.C. Scatter in fatigue life due to effects of porosity in cast A356-T6 aluminum-silicon alloys. Metall. Mater. Trans. A 2003, 34, 1879–1890. [Google Scholar] [CrossRef]
- Laird, C. The Influence of Metallurgical Structure on the Mechanisms of Fatigue Crack Propagation. In Fatigue Crack Propagation; ASTM International: West Conshohocken, PA, USA, 1967; pp. 131–168. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Strain-Hardening Exponent, n | Hardening Capacity | Hardness, HV |
|---|---|---|---|---|---|---|
| Heat-treated | 122 ± 5.5 | 260 ± 0.9 | 15.7 ± 0.6 | 0.27 | 1.13 | 71.4 ± 2.7 |
| As-cast [16] | 185 ± 0.6 | 304 ± 0.3 | 6.3 ± 0.9 | 0.25 | 0.72 | 92.7 ± 1.6 |
| Low-Cycle Fatigue Parameters | Symbol | Heat-Treated Alloy | As-Cast Alloy [16] |
|---|---|---|---|
| Cyclic yield strength, MPa | σ‘y | 228 | 240 |
| Cyclic strain hardening exponent | n’ | 0.05 | 0.08 |
| Cyclic strength coefficient, MPa | K’ | 340 | 445 |
| Fatigue strength coefficient, MPa | σ‘f | 324 | 425 |
| Fatigue strength exponent | b | −0.04 | −0.08 |
| b (Morrow) | −0.04 | −0.06 | |
| b (Tomkins) | −0.05 | −0.07 | |
| Fatigue ductility coefficient | ε‘f | 0.48 | 0.35 |
| Fatigue ductility exponent | C | −0.79 | −0.95 |
| c (Morrow) | −0.79 | −0.72 | |
| c (Tomkins) | −0.90 | −0.87 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, S.; Gupta, S.; Li, D.; Zeng, X.; Chen, D. Cyclic Deformation Behavior of A Heat-Treated Die-Cast Al-Mg-Si-Based Aluminum Alloy. Materials 2020, 13, 4115. https://doi.org/10.3390/ma13184115
Mohammed S, Gupta S, Li D, Zeng X, Chen D. Cyclic Deformation Behavior of A Heat-Treated Die-Cast Al-Mg-Si-Based Aluminum Alloy. Materials. 2020; 13(18):4115. https://doi.org/10.3390/ma13184115
Chicago/Turabian StyleMohammed, Sohail, Shubham Gupta, Dejiang Li, Xiaoqin Zeng, and Daolun Chen. 2020. "Cyclic Deformation Behavior of A Heat-Treated Die-Cast Al-Mg-Si-Based Aluminum Alloy" Materials 13, no. 18: 4115. https://doi.org/10.3390/ma13184115
APA StyleMohammed, S., Gupta, S., Li, D., Zeng, X., & Chen, D. (2020). Cyclic Deformation Behavior of A Heat-Treated Die-Cast Al-Mg-Si-Based Aluminum Alloy. Materials, 13(18), 4115. https://doi.org/10.3390/ma13184115