Figure 1.
Dimensions in mm of the test specimens for determining mechanical properties under static tension in accordance with EN ISO 527-1.
Figure 1.
Dimensions in mm of the test specimens for determining mechanical properties under static tension in accordance with EN ISO 527-1.
Figure 2.
Structure of the mould and a method for casting methacrylic adhesive plates: 1—stiff plate, 2— polytetrafluoroethylene (PTFE) plate, 3—cast material, 4—silicone mould, 5—PTFE limiter.
Figure 2.
Structure of the mould and a method for casting methacrylic adhesive plates: 1—stiff plate, 2— polytetrafluoroethylene (PTFE) plate, 3—cast material, 4—silicone mould, 5—PTFE limiter.
Figure 3.
Physical form of the test specimen under static loading conditions.
Figure 3.
Physical form of the test specimen under static loading conditions.
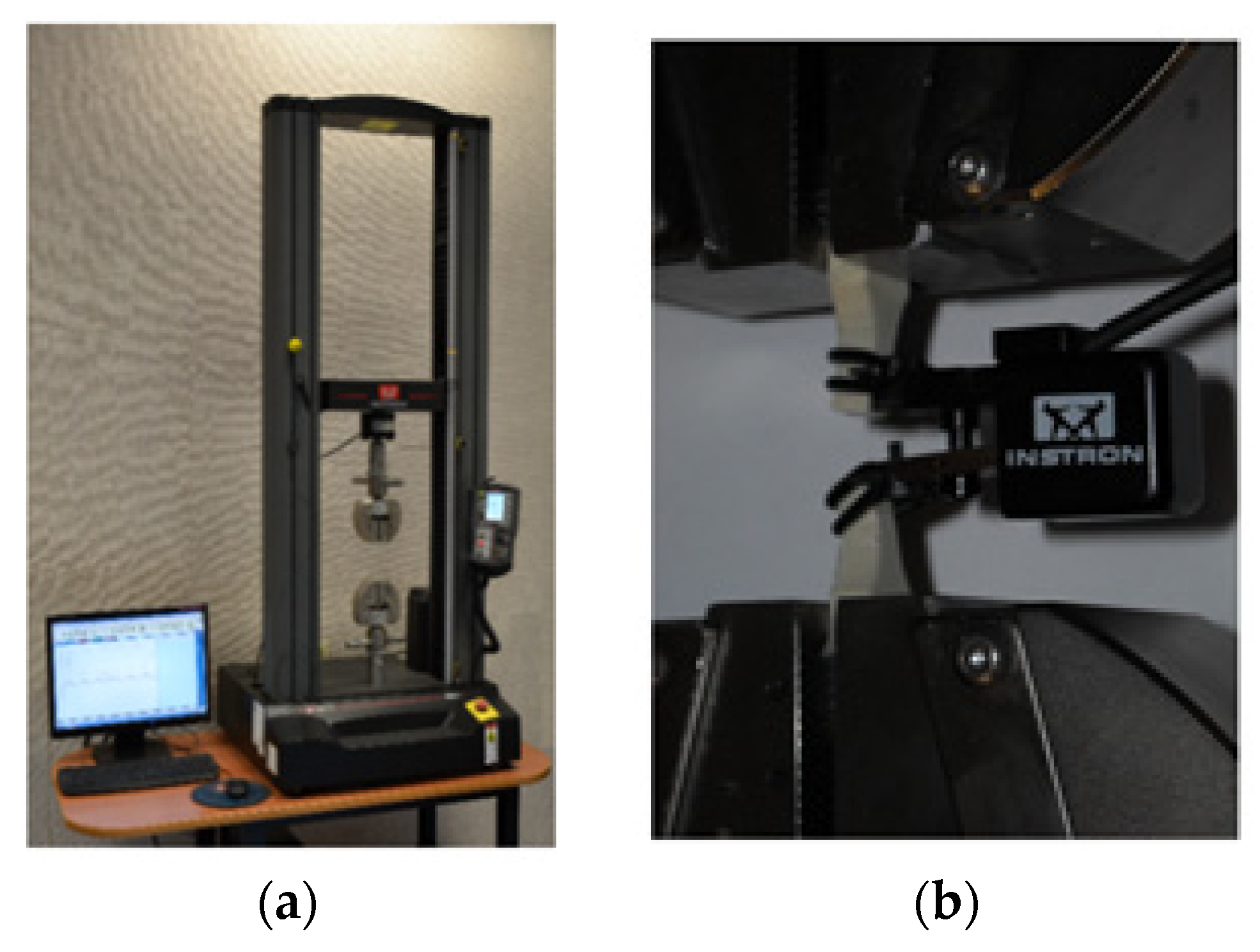
Figure 4.
Test stand: (a) Instron 5966 testing machine, (b) tensile test and specimens in holders.
Figure 4.
Test stand: (a) Instron 5966 testing machine, (b) tensile test and specimens in holders.
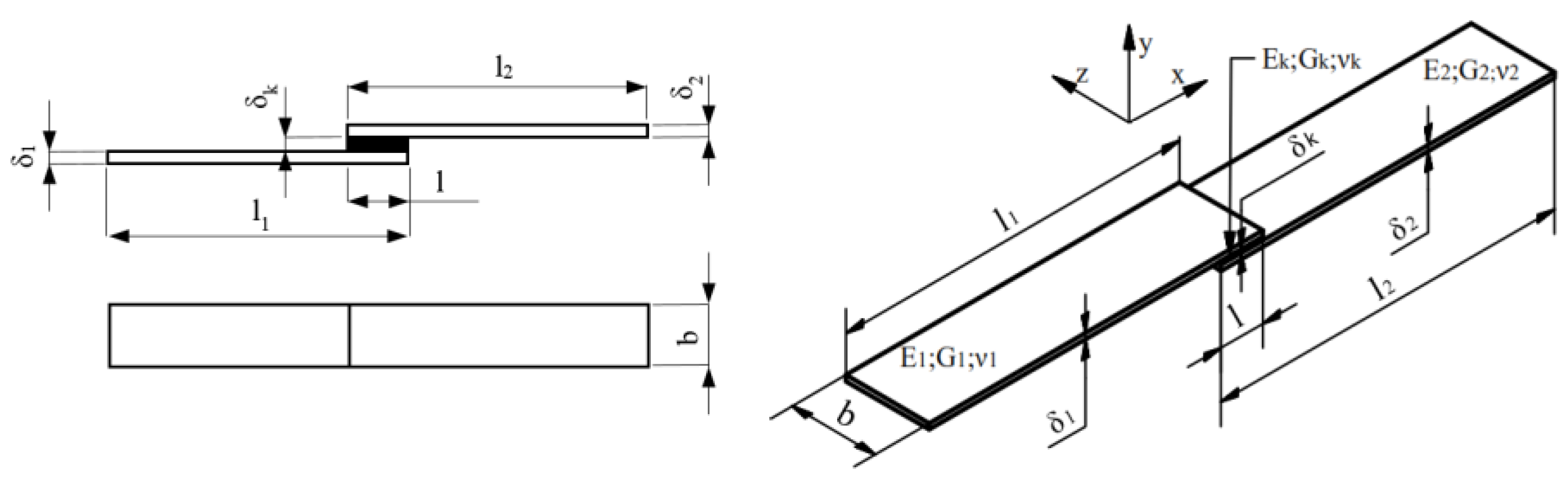
Figure 5.
Dimensions in mm of the test specimens for testing the mechanical properties of adherend materials.
Figure 5.
Dimensions in mm of the test specimens for testing the mechanical properties of adherend materials.
Figure 6.
Dimensions of the single-lap specimens in accordance with PN-EN 1465-2009.
Figure 6.
Dimensions of the single-lap specimens in accordance with PN-EN 1465-2009.
Figure 7.
Flat bars to be used in tests: (a) accepted for tests, (b) after abrasion with electrocorundum.
Figure 7.
Flat bars to be used in tests: (a) accepted for tests, (b) after abrasion with electrocorundum.
Figure 8.
A test stand for adhesion of a single-lap specimen: (a) top view, (b) front view, (c) view of device during the process of the specimen adhesion; A—place for a joint.
Figure 8.
A test stand for adhesion of a single-lap specimen: (a) top view, (b) front view, (c) view of device during the process of the specimen adhesion; A—place for a joint.
Figure 9.
Scheme of a stand for adhesion of a single-lap specimen: 1, 3—steel divider, 2—PTFE divider, 4—base of the stand, 5,6—elements of the specimen, P—clamp force.
Figure 9.
Scheme of a stand for adhesion of a single-lap specimen: 1, 3—steel divider, 2—PTFE divider, 4—base of the stand, 5,6—elements of the specimen, P—clamp force.
Figure 10.
A single-lap specimen: (a) after being removed from the stand, (b) after removal of the adhesive scraps (test specimen).
Figure 10.
A single-lap specimen: (a) after being removed from the stand, (b) after removal of the adhesive scraps (test specimen).
Figure 11.
The way of the specimen montage in a holder of the strength testing machine: (a) scheme of montage: 1—specimen, 2—pad, 3—holder of the strength testing machine, (b) image of the test.
Figure 11.
The way of the specimen montage in a holder of the strength testing machine: (a) scheme of montage: 1—specimen, 2—pad, 3—holder of the strength testing machine, (b) image of the test.
Figure 12.
True stress as a function of true strain for methacrylic adhesive.
Figure 12.
True stress as a function of true strain for methacrylic adhesive.
Figure 13.
A specimen for numerical calculations: (a) manner of loading, (b) distribution of a finite element grid, (c) form of a grid of finite elements within the adhesive joint.
Figure 13.
A specimen for numerical calculations: (a) manner of loading, (b) distribution of a finite element grid, (c) form of a grid of finite elements within the adhesive joint.
Figure 14.
Stress diagram as a function of strain of the Plexus MA300 methacrylic adhesive.
Figure 14.
Stress diagram as a function of strain of the Plexus MA300 methacrylic adhesive.
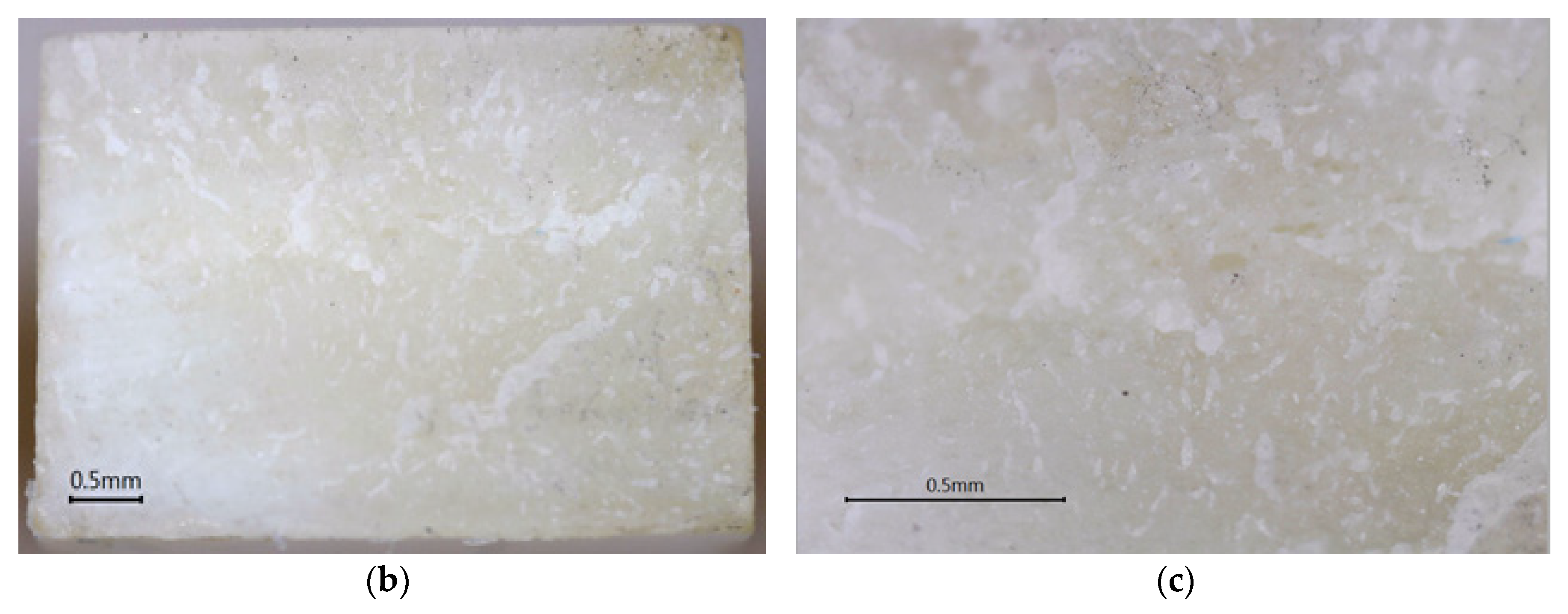
Figure 15.
An example of specimen damage during tension: (a) view of the whole specimen, (b) view of the whole fracture, (c) zoom of the fracture fragment.
Figure 15.
An example of specimen damage during tension: (a) view of the whole specimen, (b) view of the whole fracture, (c) zoom of the fracture fragment.
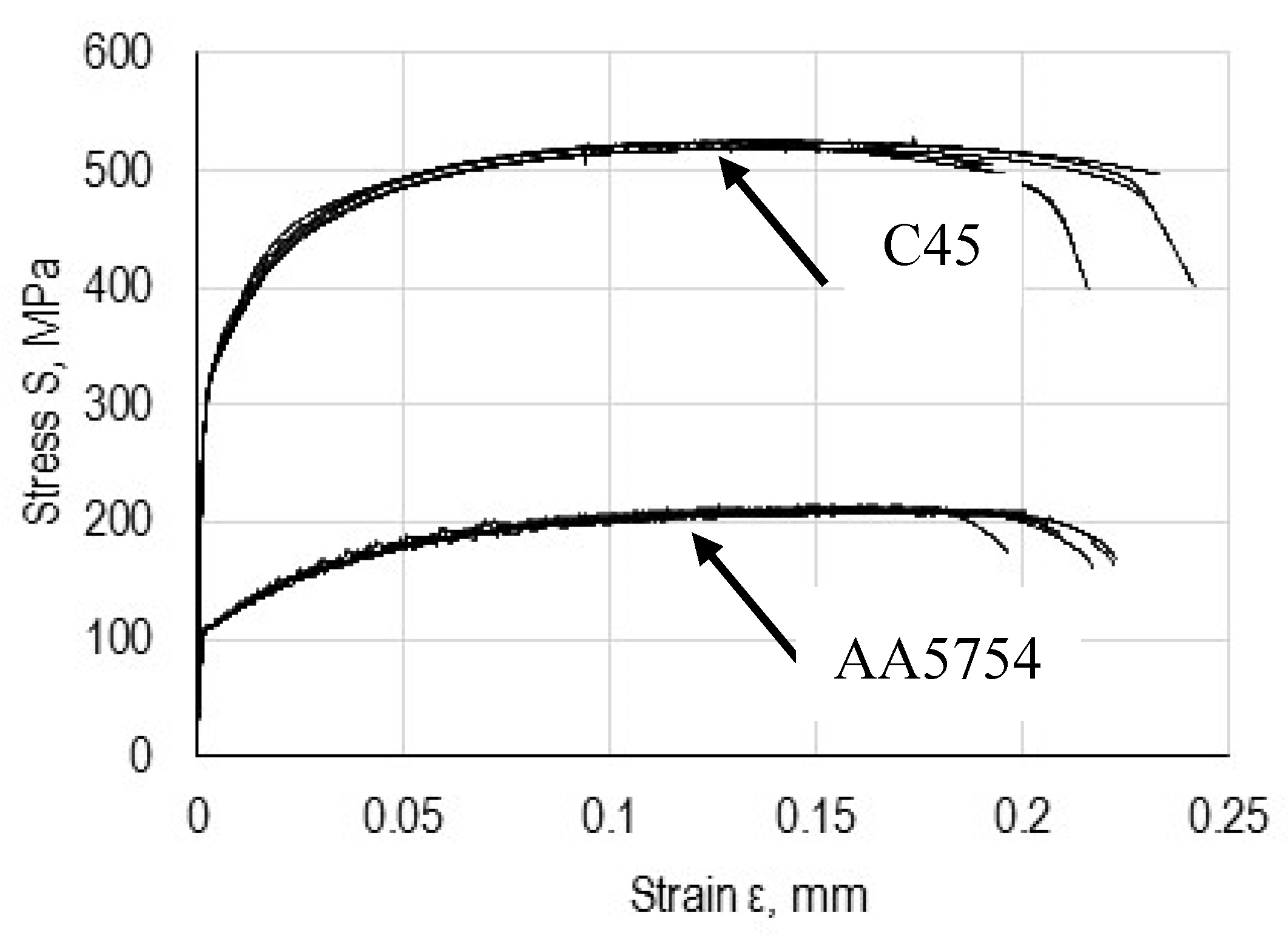
Figure 16.
Stress diagrams as a function of strain of steel C45 and aluminium alloy 5754.
Figure 16.
Stress diagrams as a function of strain of steel C45 and aluminium alloy 5754.
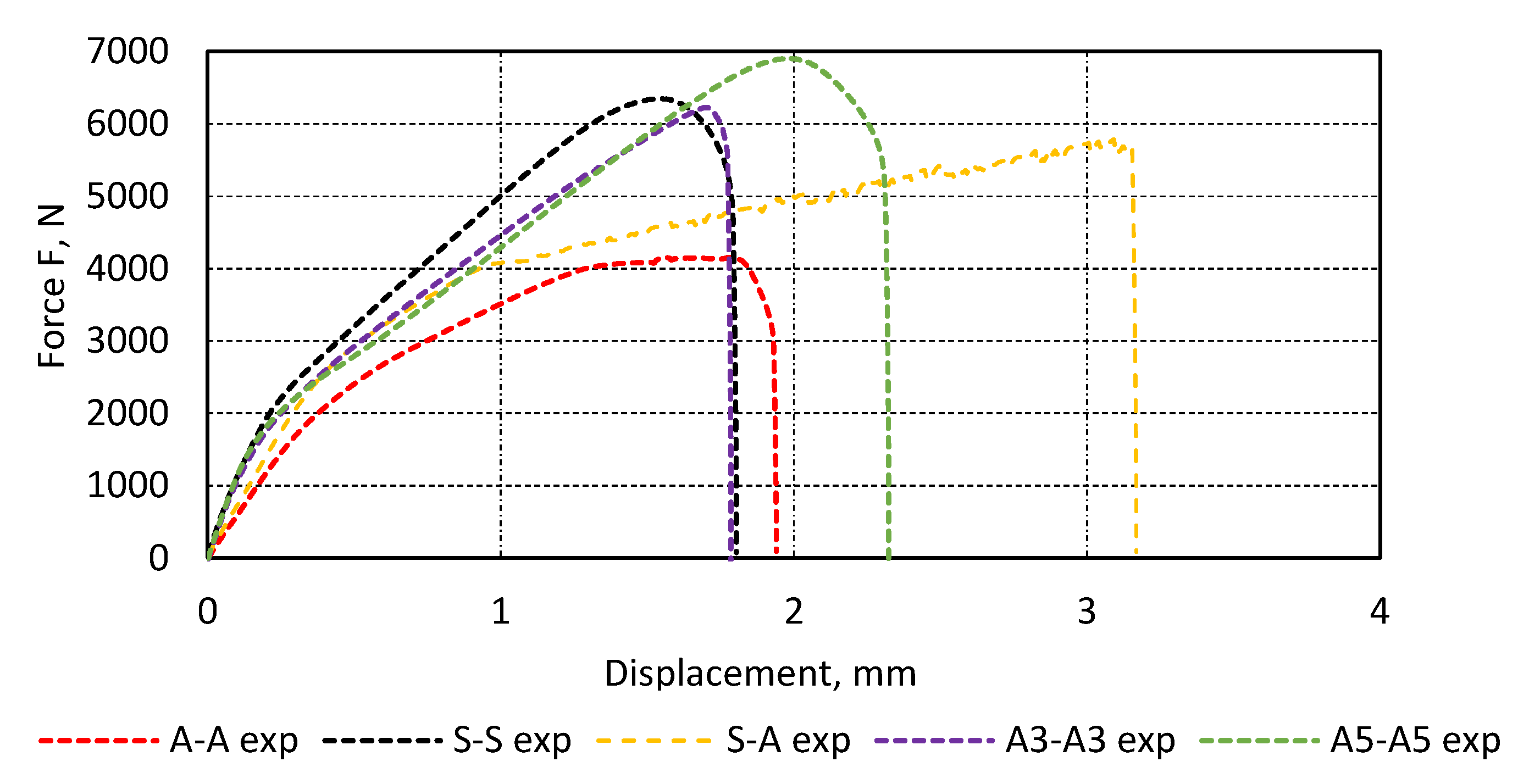
Figure 17.
Exemplary test results for single-lap joint specimens.
Figure 17.
Exemplary test results for single-lap joint specimens.
Figure 18.
Examples of lap joint failure: (a) type A-A exp, (b) type S-S exp, (c) type S-A exp (aluminium side), (d) type S-A exp (steel side), (e) type 3-A3 exp, (f) type A5-A5 exp.
Figure 18.
Examples of lap joint failure: (a) type A-A exp, (b) type S-S exp, (c) type S-A exp (aluminium side), (d) type S-A exp (steel side), (e) type 3-A3 exp, (f) type A5-A5 exp.
Figure 19.
Distribution of stress determined by analytic methods: (a) engineering method, (b) Volkersen method, (c) Goland–Reissner method, (d) Adams–Pepiatt method.
Figure 19.
Distribution of stress determined by analytic methods: (a) engineering method, (b) Volkersen method, (c) Goland–Reissner method, (d) Adams–Pepiatt method.
Figure 20.
The form of strain of single-lap joints under the impact of loading force determined by the numerical method.
Figure 20.
The form of strain of single-lap joints under the impact of loading force determined by the numerical method.
Figure 21.
Map of the adhesive layer reduced stress, according to von Mises hypothesis.
Figure 21.
Map of the adhesive layer reduced stress, according to von Mises hypothesis.
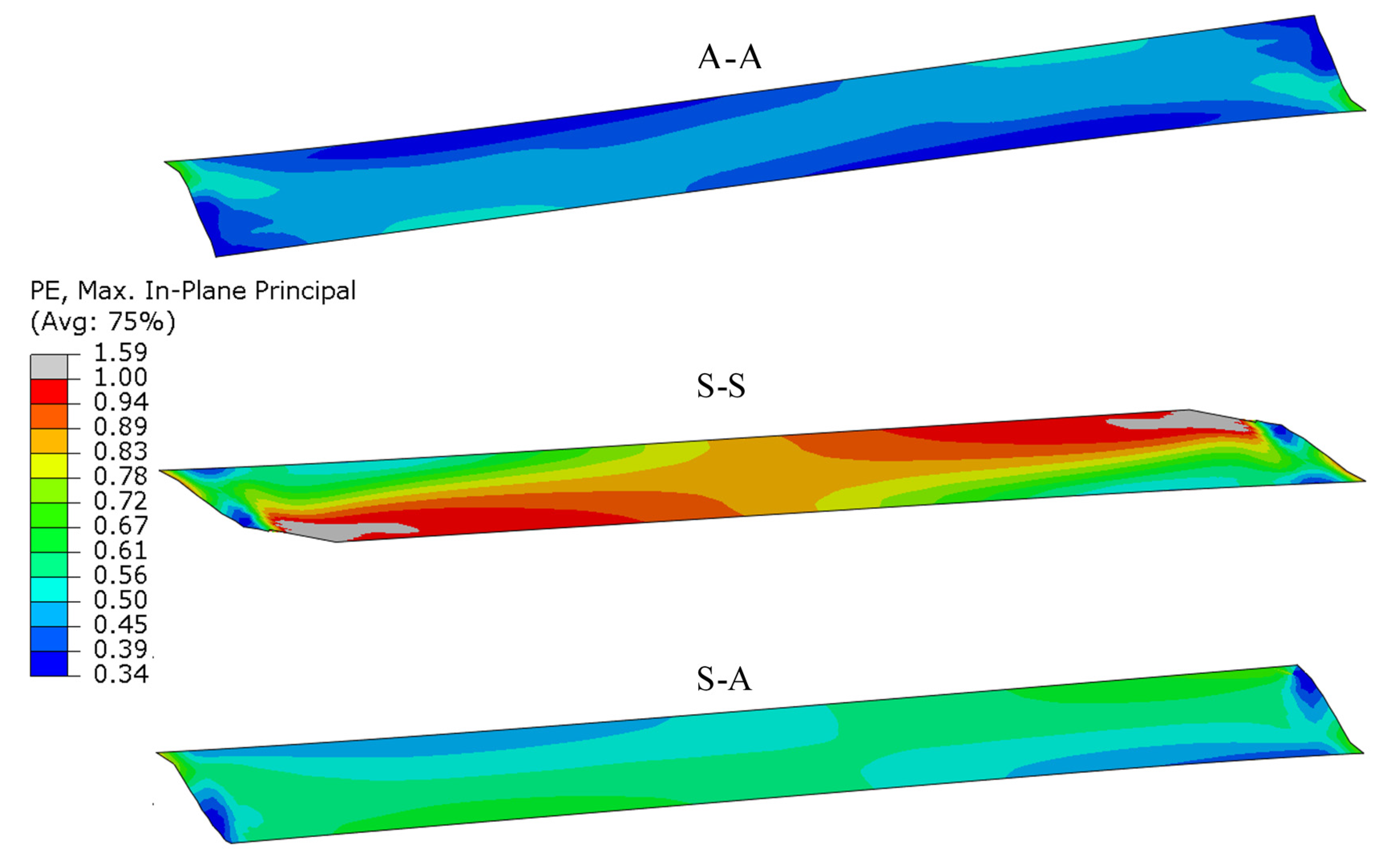
Figure 22.
Map of the plastic strain component in the layer of the adhesive.
Figure 22.
Map of the plastic strain component in the layer of the adhesive.
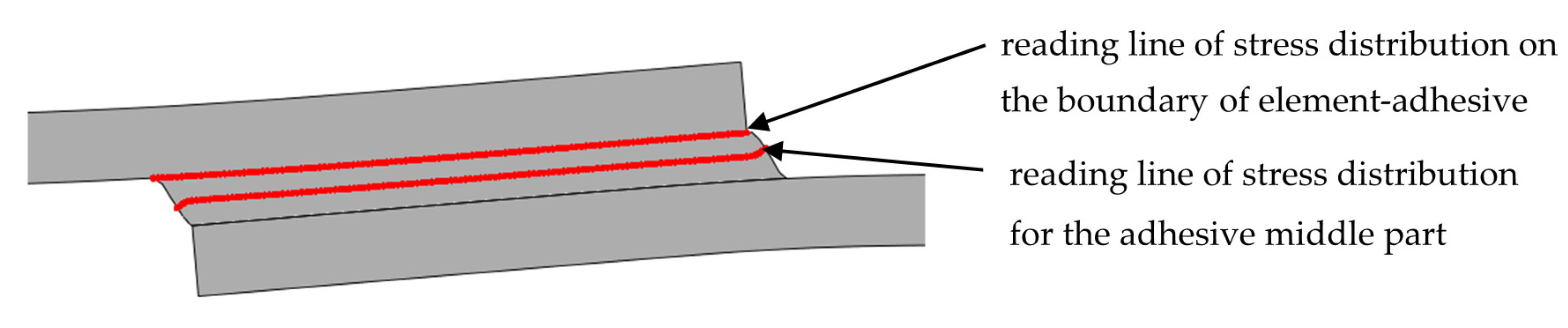
Figure 23.
Localisation of the reading line of stress distribution on the boundary of element–adhesive and half length of the adhesive thickness.
Figure 23.
Localisation of the reading line of stress distribution on the boundary of element–adhesive and half length of the adhesive thickness.
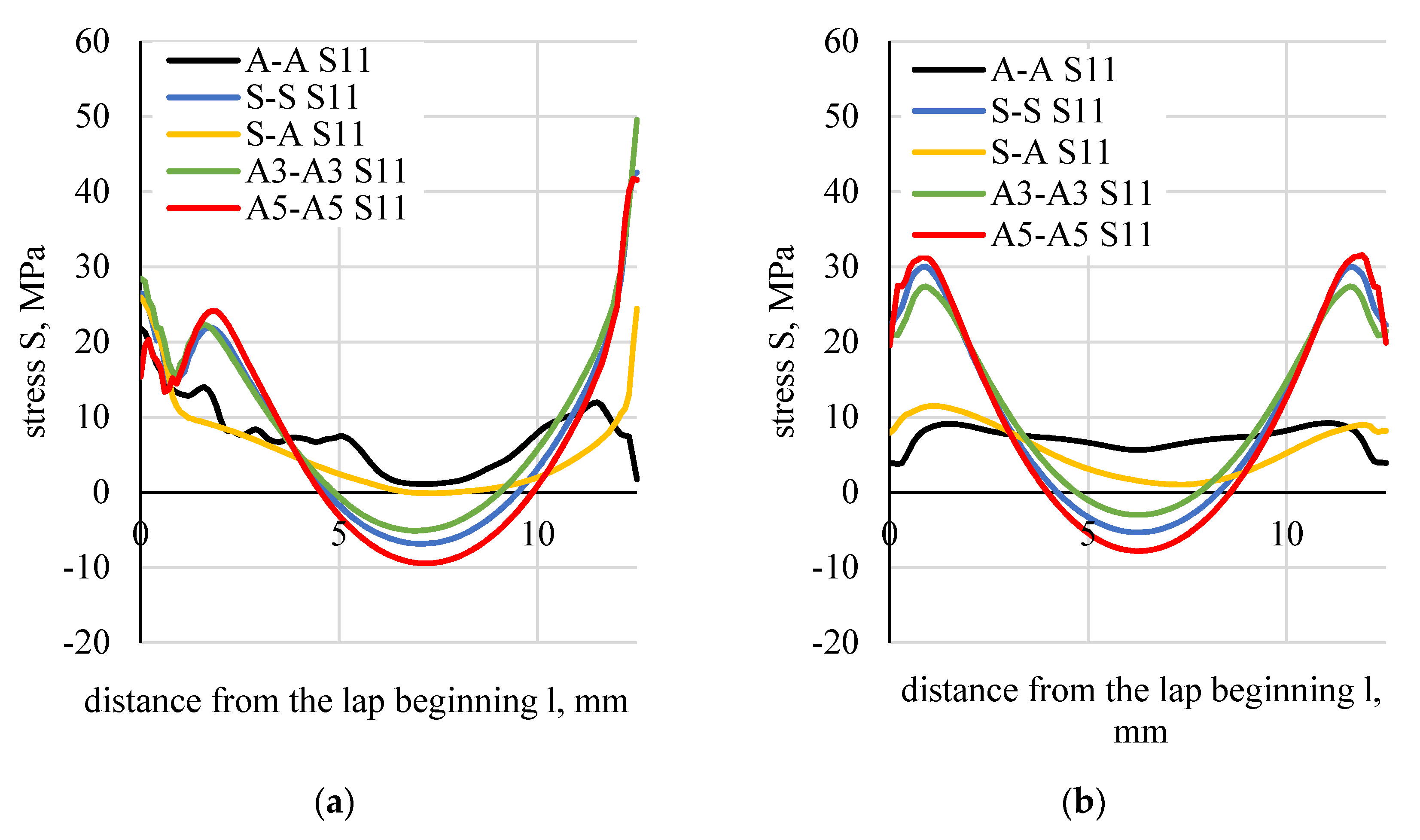
Figure 24.
Distributions of normal stresses (S11) parallel to the direction of tension: (a) in the element–adhesive layer, (b) half length of the adhesive thickness.
Figure 24.
Distributions of normal stresses (S11) parallel to the direction of tension: (a) in the element–adhesive layer, (b) half length of the adhesive thickness.
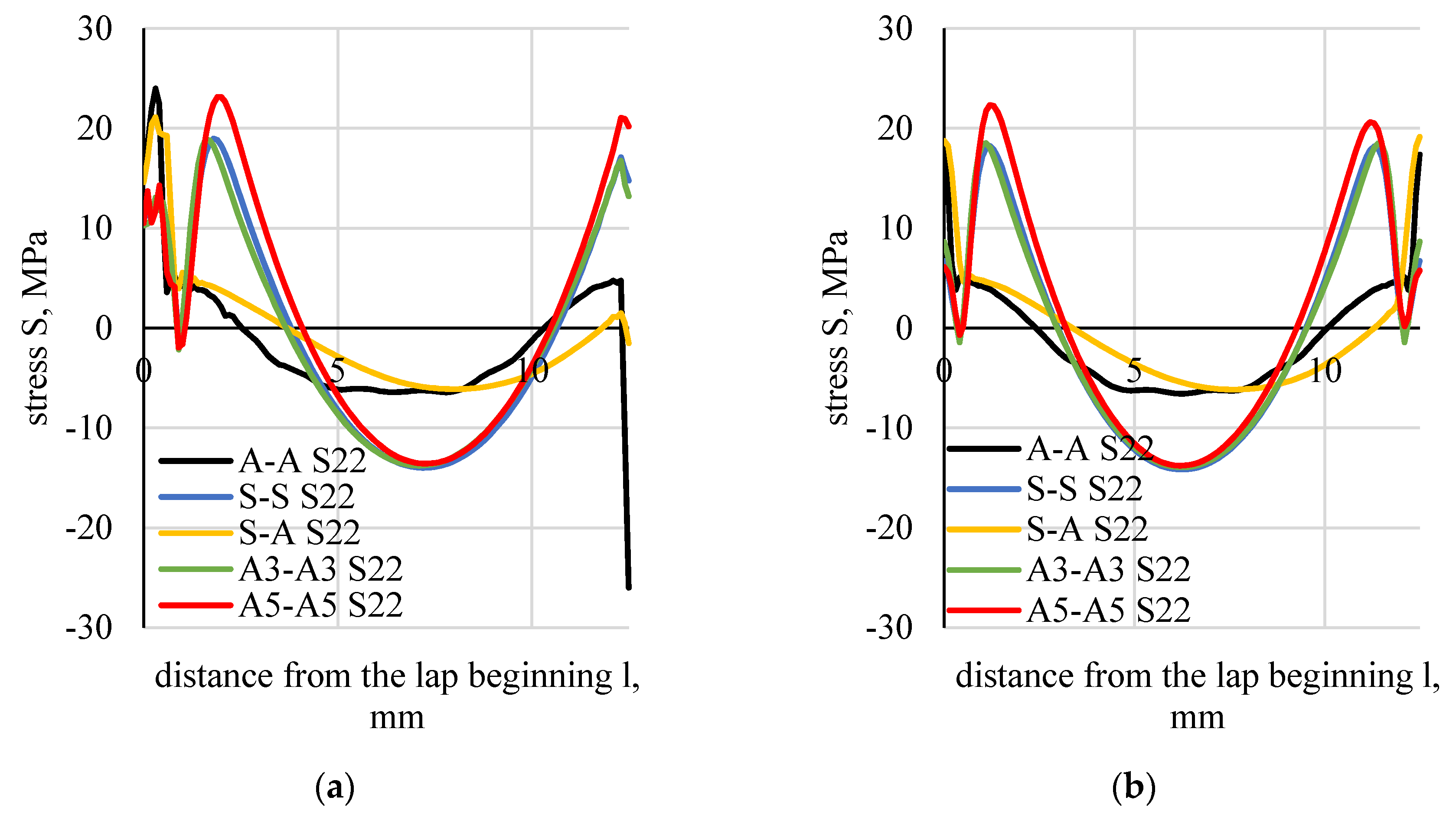
Figure 25.
Distributions of normal stresses (S22) perpendicular to the direction of tension: (a) in the boundary element–adhesive layer, (b) half length of the adhesive thickness.
Figure 25.
Distributions of normal stresses (S22) perpendicular to the direction of tension: (a) in the boundary element–adhesive layer, (b) half length of the adhesive thickness.
Figure 26.
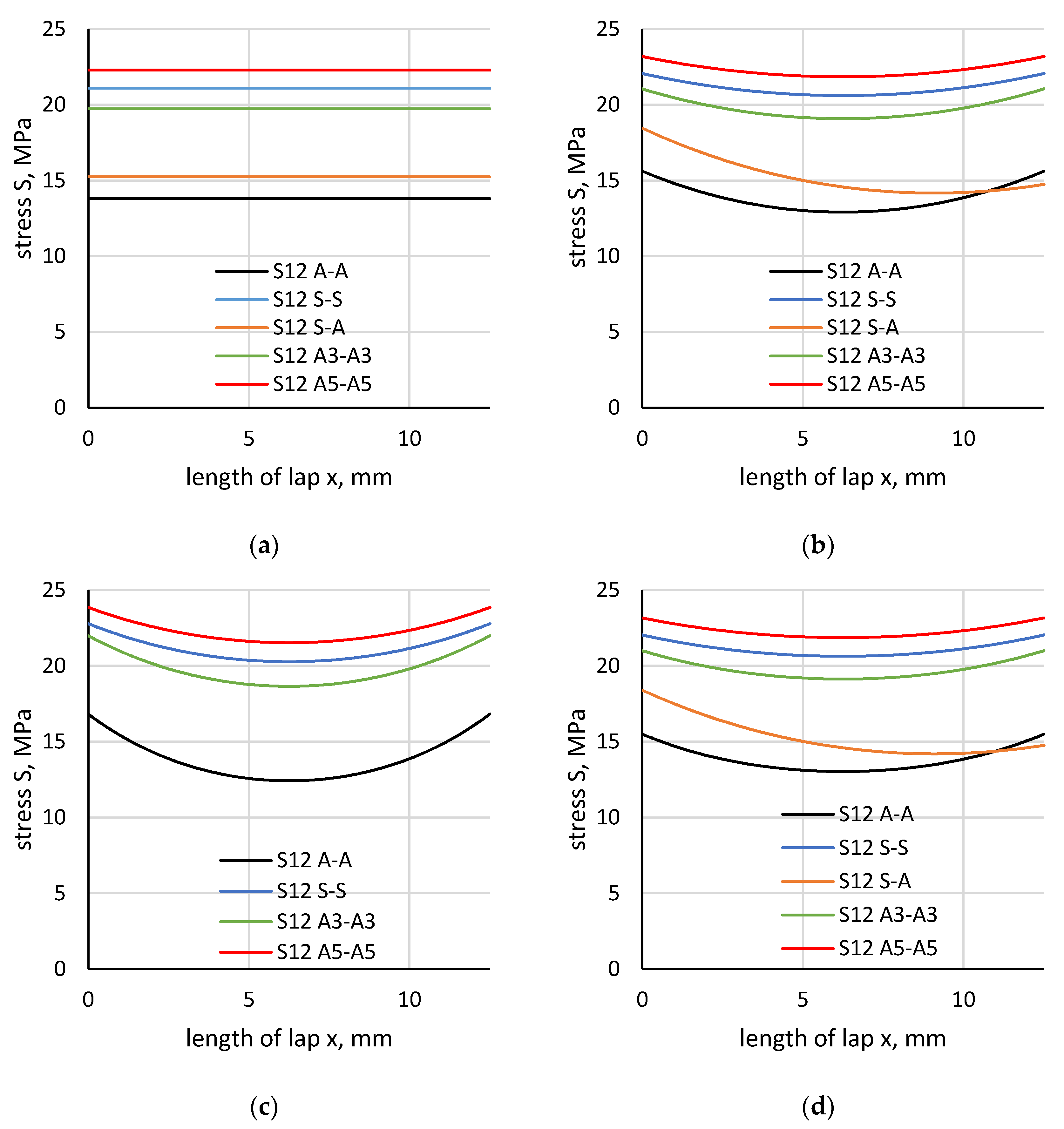
Distributions of shear stresses (S12): (a) in the boundary element–adhesive layer, (b) half length of the adhesive thickness.
Figure 26.
Distributions of shear stresses (S12): (a) in the boundary element–adhesive layer, (b) half length of the adhesive thickness.
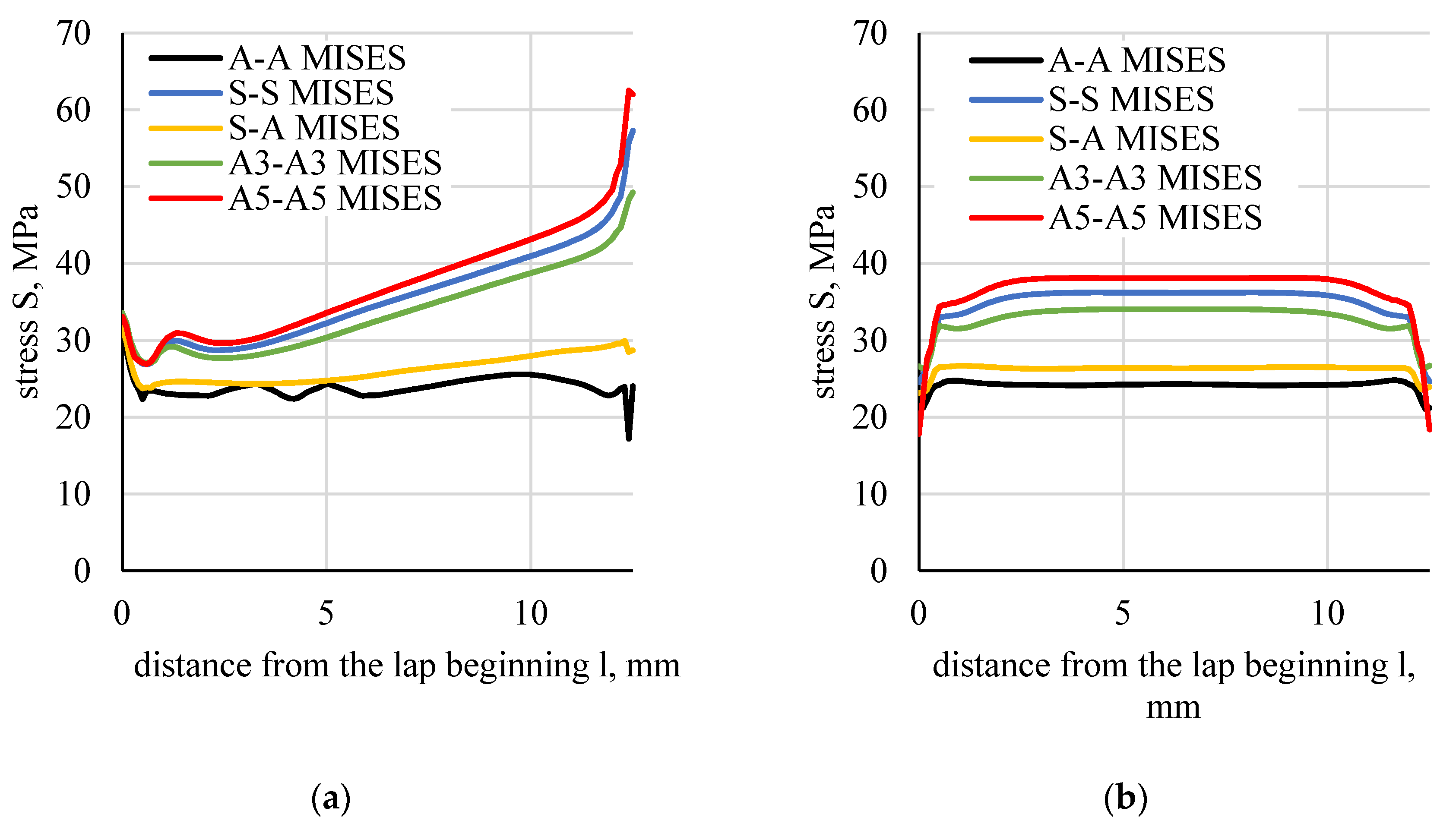
Figure 27.
Distributions of stresses, reduced according to the Huber–Mises hypothesis: (a) in the boundary element–adhesive layer, (b) halfway of the adhesive thickness.
Figure 27.
Distributions of stresses, reduced according to the Huber–Mises hypothesis: (a) in the boundary element–adhesive layer, (b) halfway of the adhesive thickness.
Figure 28.
Comparison of maximal values of the potential failure criteria for the analysed types of joints (results for adhesive–element boundary layer).
Figure 28.
Comparison of maximal values of the potential failure criteria for the analysed types of joints (results for adhesive–element boundary layer).
Figure 29.
Comparison of the maximal values of potential failure criteria for the considered types of joints (results for the adhesive middle part).
Figure 29.
Comparison of the maximal values of potential failure criteria for the considered types of joints (results for the adhesive middle part).
Table 1.
Adhesive properties specified by the manufacturer [
29].
Table 1.
Adhesive properties specified by the manufacturer [
29].
| Adhesive Properties | Tensile Strength | Young’s Modulus Ek | Strain to Failure | Lap Shear (ASTM D1002) |
|---|
| MPa | MPa | % | MPa |
|---|
| Data from the adhesive manufacturer | 20 to 24 | 931 to 1137 | 15 to 25 | 15 to 25 |
Table 2.
Types of tested joints.
Table 2.
Types of tested joints.
| Specimen Marking | Materials and Their Thickness |
|---|
| First Element | Second Element | Adhesive |
|---|
| S-S | Steel C45 δ1 = 1.5 mm | Steel C45 δ2 = 1.5 mm | Plexus MA300
δk = 1 mm |
| S-A | Steel C45 δ1 = 1.5 mm | Aluminium 5754 δ2 = 1.5 mm |
| A-A | Aluminium 5754 δ1 = 1.5 mm | Aluminium 5754 δ2 = 1.5 mm |
| A3-A3 | Aluminium 5754 δ1 = 3.0 mm | Aluminium 5754 δ2 = 3.0 mm |
| A5-A5 | Aluminium 5754 δ1 = 5.0 mm | Aluminium 5754 δ2 = 5.0 mm |
Table 3.
Mechanical properties determined for the tested adhesives.
Table 3.
Mechanical properties determined for the tested adhesives.
| Mechanical Properties | Tensile Strength | Yield Strength | Young’s Modulus Ek | Poisson Ratio νk | Strain to Failure |
|---|
| MPa | MPa | MPa | - | % |
|---|
| Mean value | 23.7 | 23.7 | 1610.5 | 0.4 | 19.4 |
| Standard deviation | 0.4 | 0.4 | 52.9 | 0.02 | 0.9 |
Table 4.
Mechanical properties of adherend materials.
Table 4.
Mechanical properties of adherend materials.
| Material | Mechanical Properties |
|---|
| Young’s Modulus | Poisson Coefficient | Tensile Strength | Yield Point | Prolongation until Rupture |
|---|
| MPa | - | MPa | MPa | % |
|---|
| Steel C45 | 214,000 | 0.30 | 524.5 | 324.6 | 22.7 |
| Aluminium Alloy 5754 | 74,000 | 0.34 | 213.0 | 107.8 | 21.4 |
Table 5.
Test results for single-lap joint specimens.
Table 5.
Test results for single-lap joint specimens.
| Specimen Number | Lap Joint Specimen Strength—Maximal Nominal Shear Stresses (MPa) |
|---|
| A-A exp | S-S exp | S-A exp | A3-A3 exp | A5-A5 exp |
|---|
| Median | 13.8 | 21.09 | 15.24 | 19.73 | 22.29 |
| Standard deviation | 0.91 | 1.22 | 0.94 | 1.28 | 0.93 |
Table 6.
Maximal values of shear stress and stress distribution non-uniformity coefficients calculated analytically for failure forces obtained from the experiment.
Table 6.
Maximal values of shear stress and stress distribution non-uniformity coefficients calculated analytically for failure forces obtained from the experiment.
| Specimen Marking | Distribution Maximal Stresses | Coefficient of Stress Non-Uniformity Distribution |
|---|
| Engineering Method | Volkersen | Goland–Reissner | Adams | Volkersen | Goland–Reissner | Adams |
|---|
| A-A | 13.80 | 15.61 | 16.81 | 15.56 | 1.13 | 1.22 | 1.13 |
| S-S | 21.09 | 22.06 | 22.78 | 22.05 | 1.05 | 1.08 | 1.05 |
| S-A | 15.24 | 18.45 | - | 18.39 | 1.21 | - | 1.21 |
| A3-A3 | 19.73 | 21.04 | 21.99 | 20.97 | 1.07 | 1.11 | 1.06 |
| A5-A5 | 22.29 | 23.19 | 23.85 | 23.10 | 1.04 | 1.07 | 1.04 |
Table 7.
Maximal shear stress values of adhesives on the basis of analytical methods.
Table 7.
Maximal shear stress values of adhesives on the basis of analytical methods.
| Specimen Marking | Analytic Methods |
|---|
| Engineering Method | Volkersen | Goland Reiss. | Adams |
|---|
| AA_gr | 13.80 | 15.61 | 16.81 | 15.56 |
| SS_gr | 21.09 | 22.06 | 22.78 | 22.05 |
| SA_gr | 15.24 | 18.45 | - | 18.39 |
| A3A3_gr | 19.73 | 21.04 | 21.99 | 20.97 |
| A5A5_gr | 22.29 | 23.19 | 23.85 | 23.10 |
| MAX | 22.29 | 23.19 | 23.85 | 23.10 |
| MIN | 13.80 | 15.61 | 16.81 | 15.56 |
| DIFFRENCE % | 0.38 | 0.33 | 0.30 | 0.33 |
Table 8.
Maximal values of the boundary layer of adhesive–element on the basis of FEM.
Table 8.
Maximal values of the boundary layer of adhesive–element on the basis of FEM.
| FEM |
|---|
| Specimen Marking | S12 | S11 | S22 | MISES | TRESCA | MAX PRINCI. | PE |
|---|
| AA_gr | 17.21 | 21.78 | 23.98 | 30.24 | 34.92 | 36.50 | 0.61 |
| SS_gr | 29.99 | 42.55 | 18.96 | 57.25 | 38.59 | 38.09 | 0.86 |
| SA_gr | 17.34 | 25.92 | 21.11 | 31.59 | 66.10 | 61.86 | 1.59 |
| A3A3_gr | 24.58 | 49.56 | 18.90 | 49.26 | 56.90 | 60.00 | 1.50 |
| A5A5_gr | 34.57 | 41.72 | 23.13 | 62.52 | 72.62 | 71.85 | 1.71 |
| MAX | 34.57 | 49.56 | 23.98 | 62.52 | 72.62 | 71.85 | 1.71 |
| MIN | 17.21 | 21.78 | 18.90 | 30.24 | 34.92 | 36.50 | 0.61 |
| DIFFRENCE % | 1.01 | 0.56 | 0.21 | 0.52 | 0.52 | 0.49 | 0.64 |
Table 9.
Maximal distribution values in the adhesive middle layer on the basis of FEM.
Table 9.
Maximal distribution values in the adhesive middle layer on the basis of FEM.
| FEM |
|---|
| Specimen Marking | S12 | S11 | S22 | MISES | TRESCA | MAX PRINCI. | PE |
|---|
| AA_sr | 14.19 | 9.20 | 17.69 | 24.80 | 25.09 | 23.31 | 0.01 |
| SS_sr | 20.43 | 30.05 | 18.22 | 36.20 | 35.14 | 35.10 | 0.52 |
| SA_sr | 15.07 | 11.49 | 19.14 | 26.69 | 28.92 | 28.06 | 0.20 |
| A3A3_sr | 18.87 | 27.39 | 18.52 | 34.03 | 32.81 | 30.37 | 0.39 |
| A5A5_sr | 21.84 | 31.57 | 22.34 | 38.10 | 31.71 | 27.72 | 0.60 |
| MAX | 21.84 | 31.57 | 22.34 | 38.10 | 35.14 | 35.10 | 0.60 |
| MIN | 14.19 | 9.20 | 17.69 | 24.80 | 25.09 | 23.31 | 0.01 |
| DIFFRENCE % | 0.54 | 0.71 | 0.21 | 0.35 | 0.29 | 0.34 | 0.98 |



































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}