Investigation on Surface Quality of a Rapidly Solidified Al–50%Si Alloy Component for Deep-Space Applications




Abstract
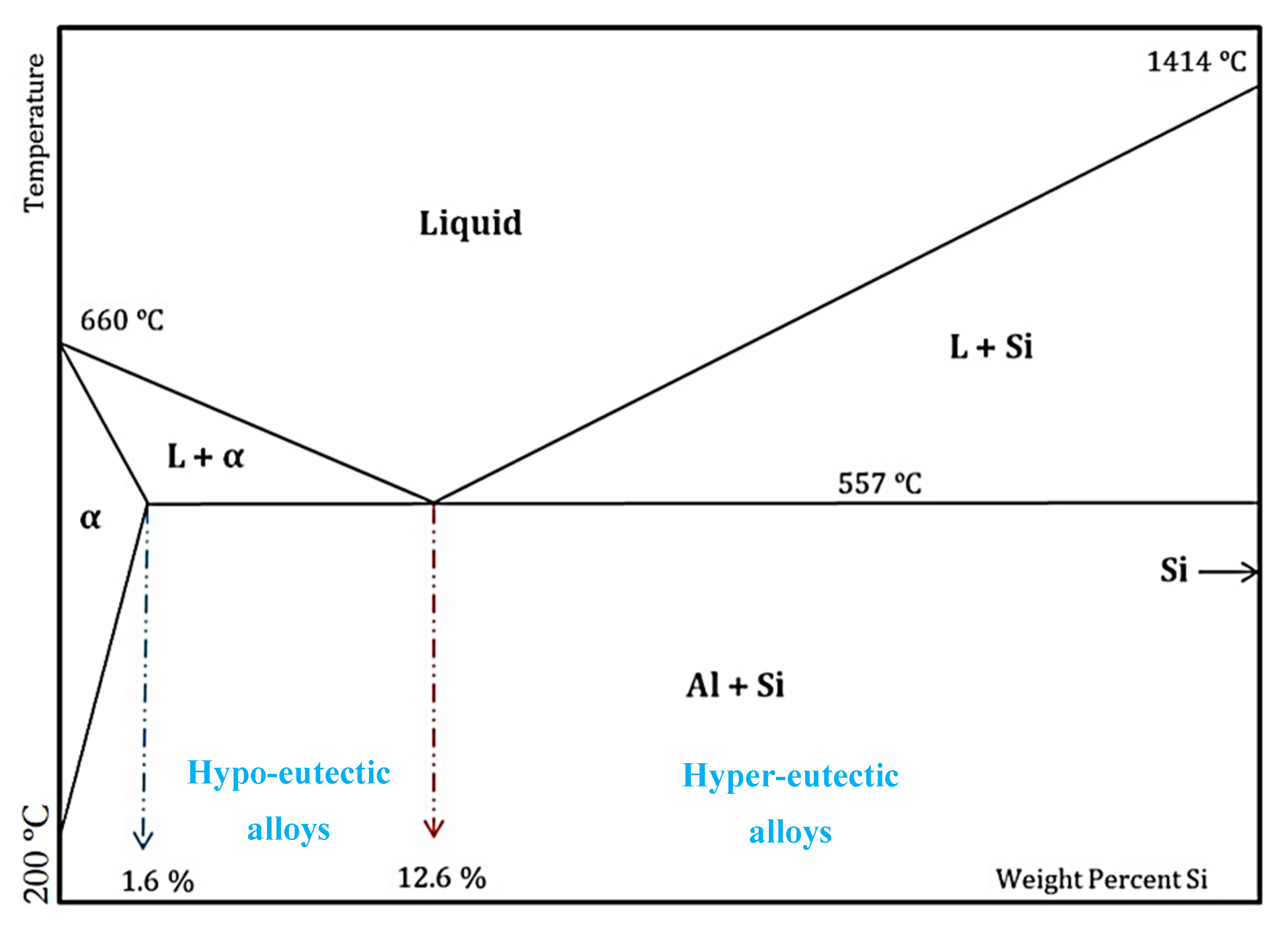
1. Introduction
Machinability of High Si–Al Alloys
2. Importance of Surface Quality in the Production of Satellite Components
3. Experimental Setup
3.1. Material Characterization
3.2. Tensile Tests
3.3. Properties of the Cutting Tools
3.4. Milling Experiments
3.5. Analysis of Surface Roughness
4. Results and Discussion
4.1. Statistical Analysis of the Surface Roughness
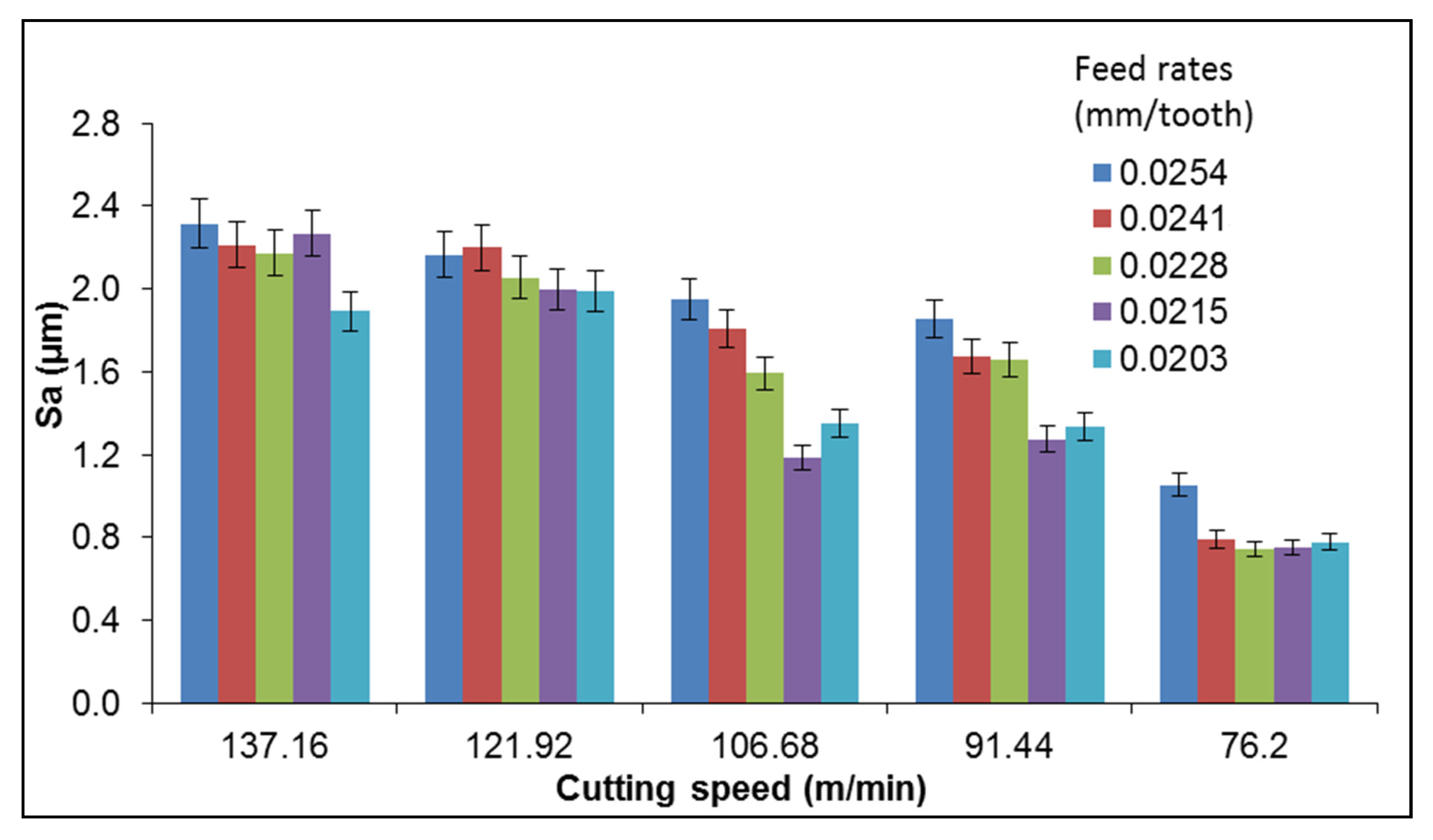
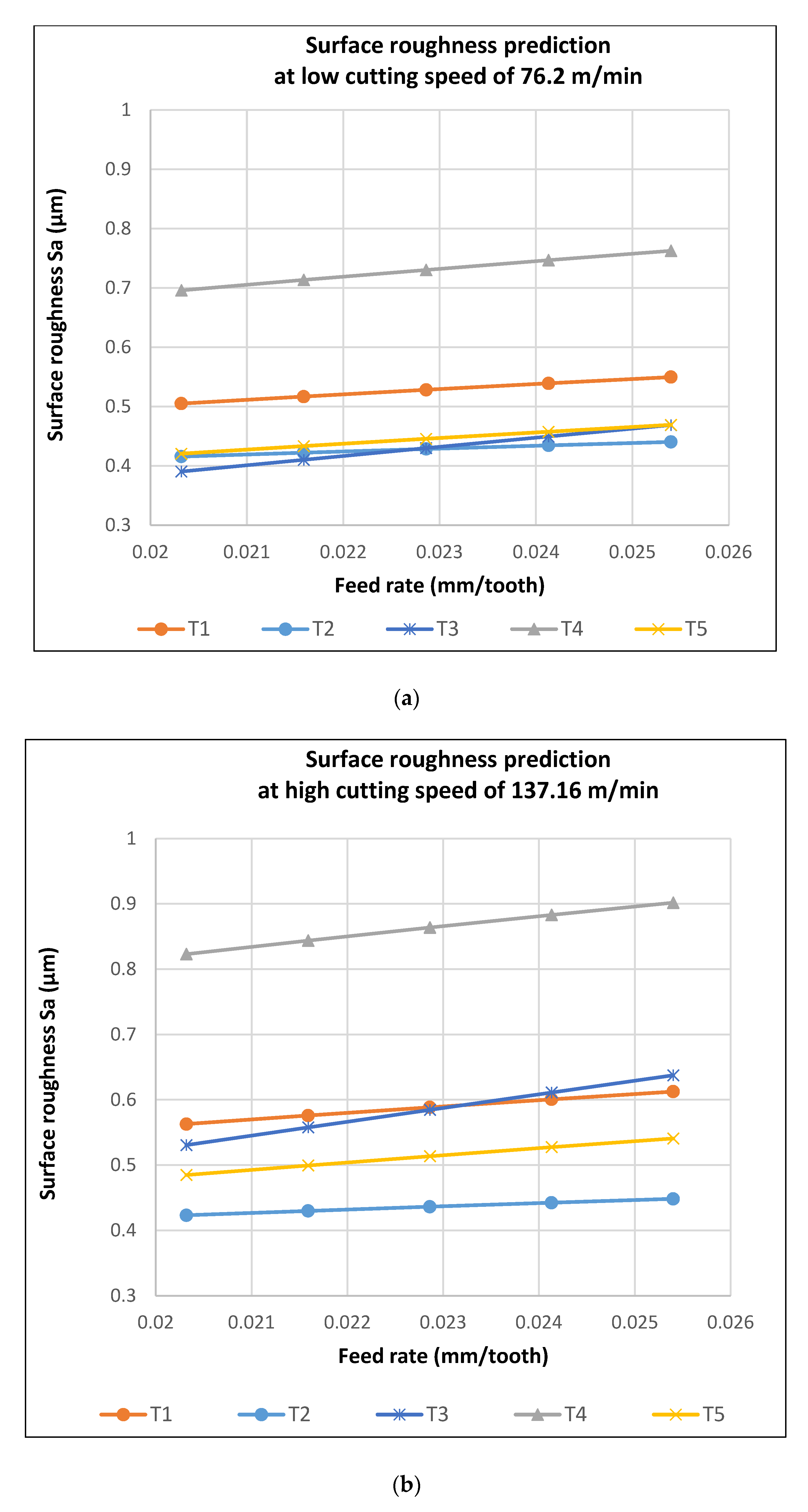
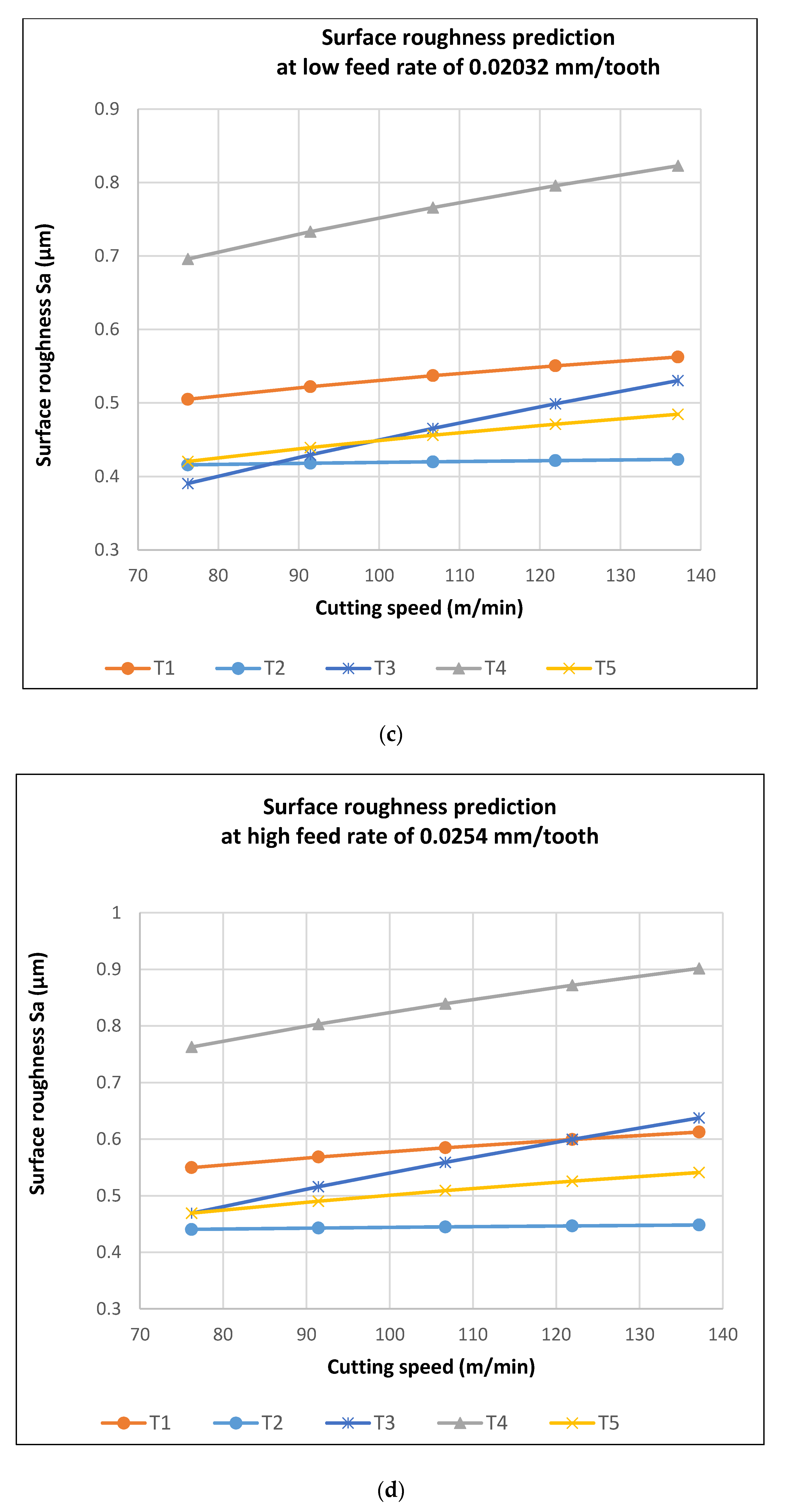
4.1.1. Analysis of Arithmetic Surface Roughness (Sa)
| S = 0.160933 | R-sq = 95.46% | R-sq(adj) = 95.07% | R-sq(pred) = 94.81% |
| Term | Coef. | SE Coef | T-Value | p-Value | VIF |
| Speed | 0.522 | 0.126 | 4.12 | 0 | 331.98 |
| Feed | 0.822 | 0.155 | 5.3 | 0 | 331.98 |
4.1.2. Analysis of Root Mean Square Roughness Parameter (Sq)
| S = 0.158325 | R-sq = 91.37% | R-sq(adj) = 90.62% | R-sq(pred) = 90.15% |
4.1.3. Regression Equations of Roughness (Sa and Sq) for the Cutting Tools
4.2. Experimental Comparison of Hypereutectic RS Al–50%Si with 6061-T6
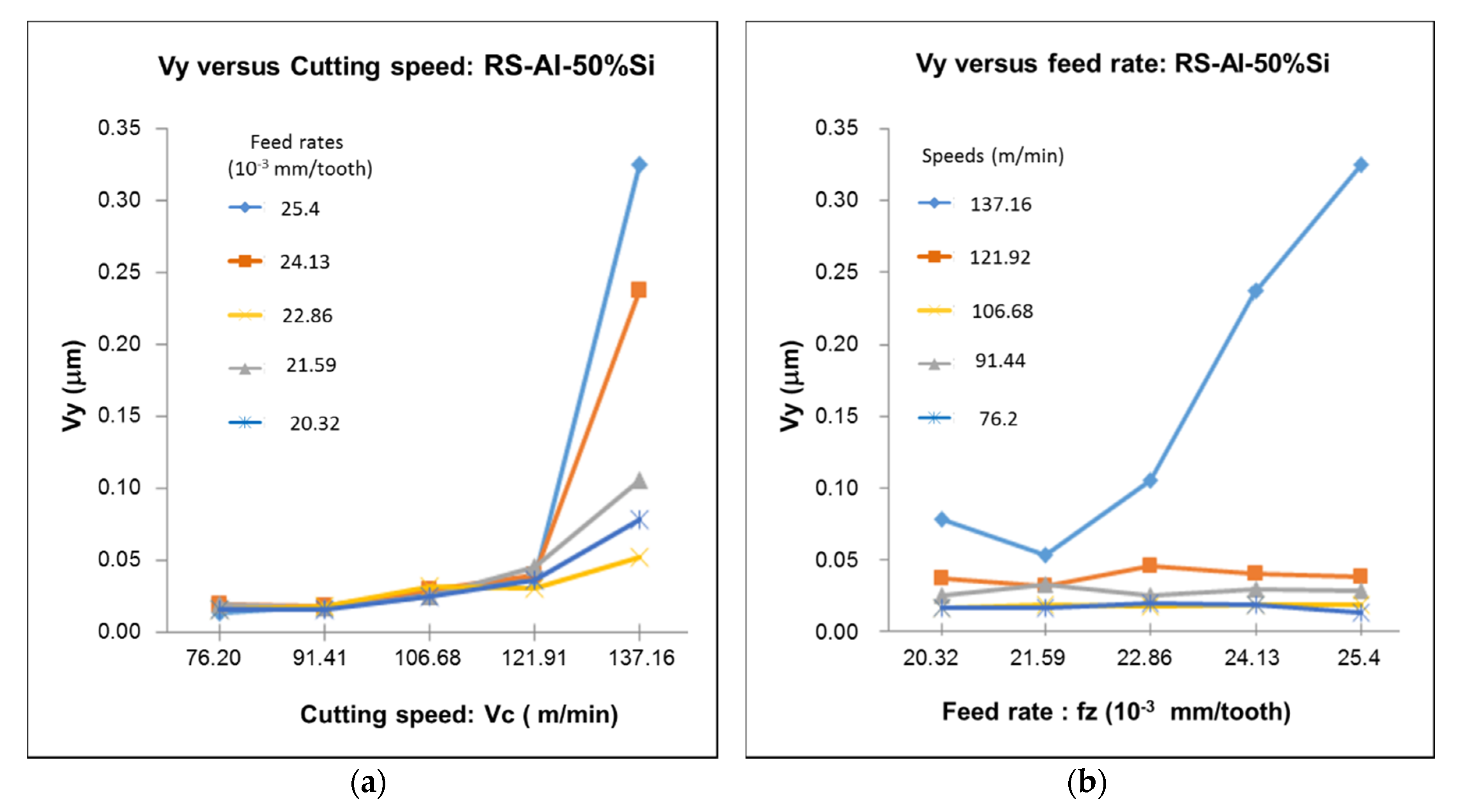
4.3. Analysis of Vibration
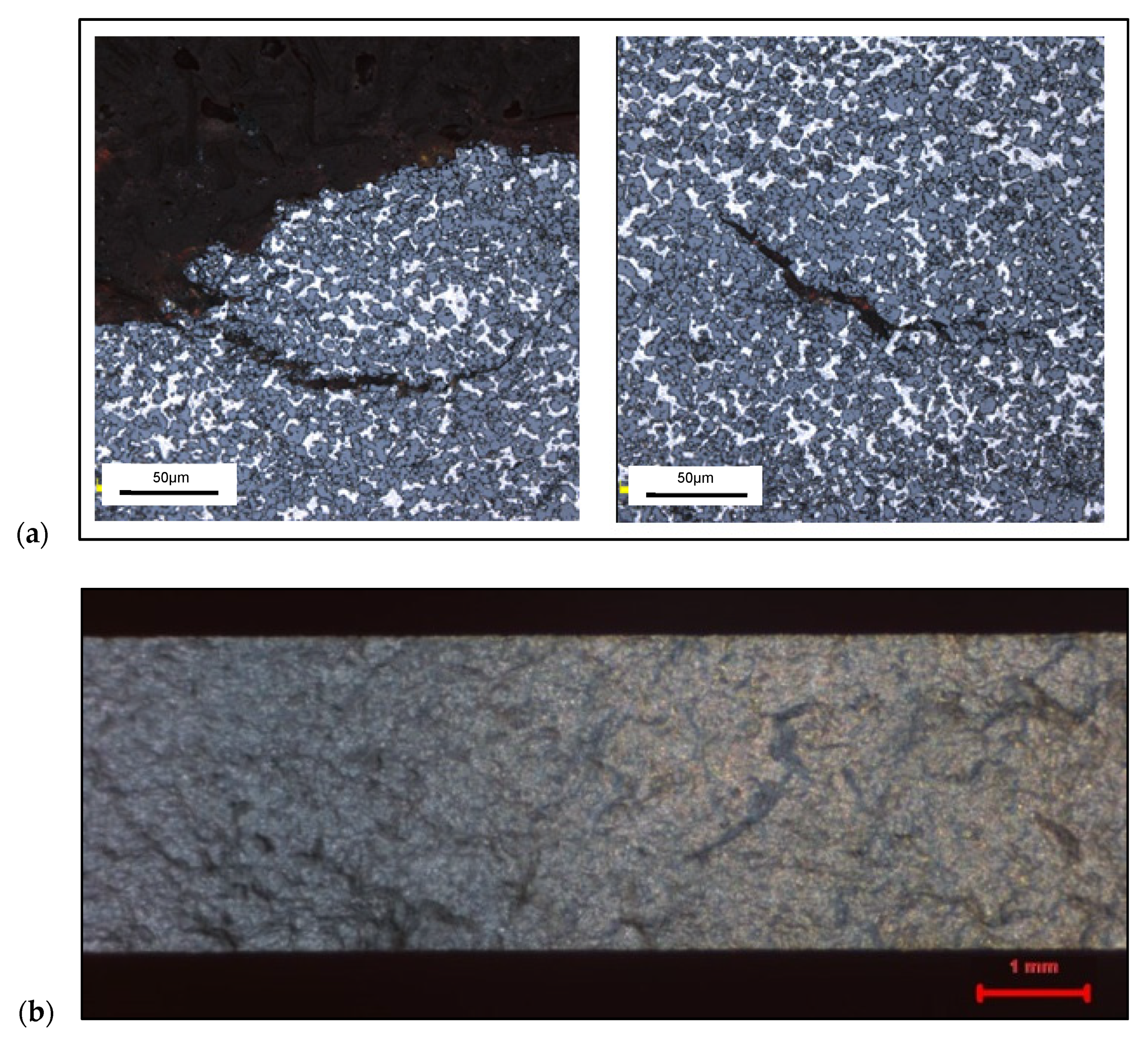
4.4. Evaluation of Microstructure Change after Machining
5. Conclusions
- ➢
- The increase in cutting speed and the feed rate was correlated with a corresponding increase in surface roughness in this material.
- ➢
- Improved machining conditions were observed at cutting speeds below 120 m/min and feed rates below 0.0022 mm/tooth during the machining of the RS Al–50%Si alloy. At cutting speeds below 120 m/min, a stable machining state was achieved with the hypereutectic alloy; however, at cutting speeds beyond this point, a high level of vibration was encountered in its machining. The cutting feed rate was relatively insignificant in vibration responses at low speeds, but further increases in feed rates at speeds above 130 m/min increased cutting vibrations.
- ➢
- The influence of the cutting speed on the roughness was about 50% greater than that of the feed rate.
- ➢
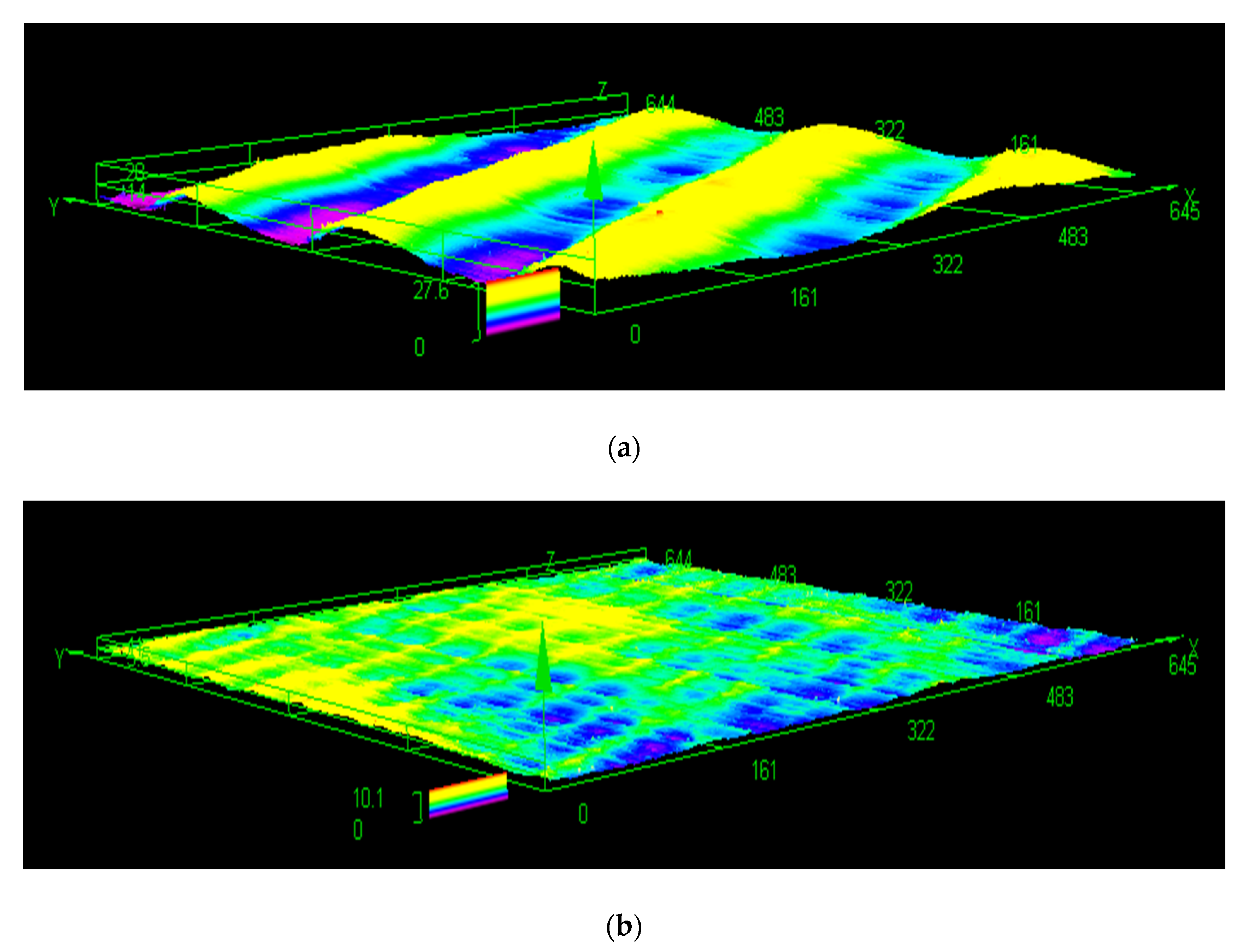
- A comparative analysis of the surface with the conventional Al6061-T6 alloy showed an improvement in surface roughness measurements using the RS Al–50%Si alloy. Greater sensitivity in roughness values to changes in parameters was obtained in the 6061-T6 alloy; this was attributed to its coarser microstructure.
- ➢
- An examination of the microstructure of the alloy after machining revealed no cracks between the silicon grains and the aluminum matrix, as well as no irregularities or the tearing off of silicon grains from the alloy. Machining challenges were mostly associated with poor tool life due to the presence of silicon in the aluminum matrix, which promoted rapid tool wear.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Haghshenas, M.; Jamali, J. Assessment of circumferential cracks in hypereutectic Al-Si clutch housings. Case Stud. Eng. Fail. Anal. 2017, 8, 11–20. [Google Scholar] [CrossRef]
- Ye, H. An overview of the development of Al-Si-Alloy based material for engine applications. J. Mater. Eng. Perform 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Horváth, R.; Sipos, S. Machinability of high silicon content aluminum alloys. In Proceedings of the XV Young Technologies Scientific Session, Cluj-napaoca, Romania, 25–26 March 2010; pp. 25–26. [Google Scholar]
- Zamani, M. Al-Si Cast Alloys-Microstructure and Mechanical Properties at Ambient and Elevated Temperatures. Ph.D.Thesis, comprehensive summary, Jönköping University, School of Engineering, Jönköping, Sweden, 2017. [Google Scholar]
- MDA Innovation in Space and Defence. Available online: https://mdacorporation.com/corporate/ (accessed on 12 July 2020).
- König, W.; Erinski, D. Machining and Machinability of Aluminum Cast Alloys. CIRP Ann. 1983, 32, 535–540. [Google Scholar] [CrossRef]
- Songmene, V.; Balazinski, M. Machinability of graphitic metal matrix composites as a function of reinforcing particles. CIRP Ann. Manuf. Technol. 1999, 48, 77–80. [Google Scholar] [CrossRef]
- Kamiya, M.; Yakou, T.; Sasaki, T.; Nagatsuma, Y. Effect of Si content on turning machinability of Al-Si binary alloy castings. Mater. Trans. 2008, 49, 587–592. [Google Scholar] [CrossRef]
- Akyüz, B. Effect of silicon content on machinability of Al-Si alloys. Adv. Sci. Technol. Res. J. 2016, 10, 51–57. [Google Scholar] [CrossRef]
- Ma, P.; Jia, Y.; Prashanth, K.G.; Yu, Z.; Li, C.; Zhao, J.; Yang, S.; Huang, L. Effect of Si content on the microstructure and properties of Al–Si alloys fabricated using hot extrusion. J. Mater. Res. 2017, 32, 2210–2217. [Google Scholar] [CrossRef]
- Lin, J.; Bhattacharyya, D.; Lane, C. Machinability of a silicon carbide reinforced aluminium metal matrix composite. Wear 1995, 181, 883–888. [Google Scholar] [CrossRef]
- Tanaka, T.; Akasawa, T. Machinability of hypereutectic silicon-aluminum alloys. J. Mater. Eng. Perform 1999, 8, 463–468. [Google Scholar] [CrossRef]
- Staelin, D. 6661 Receivers, Antennas, and Signals; License: Creative Commons BY-NC-SA; Springer: Berlin/Heidelberg, Germany, 2003; Available online: https://ocw.mit.edu (accessed on 25 November 2019).
- Zaman, A.U.; Kildal, P.-S. GAP Waveguides. In Handbook of Antenna Technologies; Chen, Z.N., Liu, D., Nakano, H., Qing, X., Zwick, T., Eds.; Springer: Singapore, 2016; pp. 3273–3347. [Google Scholar] [CrossRef]
- Abou-El-Hossein, K.; Olufayo, O.A. Diamond Machining of Rapidly Solidified Aluminum for Optical Mould Inserts. Procedia Mater. Sci. 2014, 6, 1077–1082. [Google Scholar] [CrossRef]
- Abou-El-Hossein, K.; Olufayo, O.; Mkoko, Z. Diamond tool wear during ultra-high precision machining of rapidly solidified aluminium RSA 905. Wear 2013, 302, 1105–1112. [Google Scholar] [CrossRef]
- ASTM International. E8/E8M-16a Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- Aidibe, A.; Nejad, M.K.; Tahan, A.; Jahazi, M.; Cloutier, S.G. A proposition for new quality 3D indexes to measure surface roughness. Procedia CIRP 2016, 46, 327–330. [Google Scholar] [CrossRef][Green Version]
- Blateyron, F. Paramètres surfaciques d’état de surface DigitalSurf. 2016. Available online: http://www.digitalsurf.fr/fr/guide-parametres-surfaciques-champ.html. (accessed on 31 July 2019).
- Lancashire, H.T. A simulated comparison between profile and areal surface parameters: Ra as an estimate of Sa. arXiv 2017, arXiv:170802284. [Google Scholar]
- Andrewes, C.J.; Feng, H.-Y.; Lau, W. Machining of an aluminum/SiC composite using diamond inserts. J. Mater. Process. Technol. 2000, 102, 25–29. [Google Scholar] [CrossRef]
- CHAIEB, O. Étude De L’usinabilité Par Fraisage D’un Nouvel Alliage D’aluminium MS43 à Très Haut Pourcentage De silicium. Master’s Thesis, École de Technologie Supérieure, ÉTS, Montreal, QC, Canada, 23 May 2018; p. 155. (In French). [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analysis | ||||
|---|---|---|---|---|
| Experimental | 150 | 230 | 117 | 0.94 |
| Theoretical | 165 | 252 | 102 | 1.7 |
| Mechanical Properties | RSP RSA-463 | Al–SiC MMC | AlSiC-9 |
|---|---|---|---|
| Density (g/cm3) | 2.47 | 3.03 | 3.01 |
| Hardness (BHN) | 230 | 228 | 190 |
| Yield strength (Mpa) | 130 | 400 | 430 |
| Modulus of elasticity (Gpa) | 117 | 223 | 192 |
| Elongation (% strain) | <1 | - | 0.295 |
| Tensile strength (Mpa) | 200 | 207 | 550 |
| Thermal conductivity (W/m-K) | 125 | 175 | 160 |
| Cutting Tools | T1 | T2 | T3 | T4 | T5 |
|---|---|---|---|---|---|
| Diameter of coupe (mm) | 1.194 | 2.286 | 3.175 | 4.750 | 6.350 |
| Radial depth of cut (mm) | 0.119 | 0.229 | 0.318 | 0.475 | 0.635 |
| Axial depth of cut (mm) | 3.581 | 6.858 | 9.525 | 12.700 | 12.700 |
| Max Cutting speed (m/min) | 91.74 | 137.16 | 137.16 | 137.16 | 137.16 |
| 76.20 | 121.92 | 121.92 | 121.92 | 121.92 | |
| 60.96 | 106.68 | 106.68 | 106.68 | 106.68 | |
| 45.72 | 91.44 | 91.44 | 91.44 | 91.44 | |
| Min Cutting speed (m/min) | 30.48 | 76.2 | 76.2 | 76.2 | 76.2 |
| Max Feed rate (mm/tooth) | 0.0169 | 0.0188 | 0.0251 | 0.0376 | 0.0503 |
| 0.0162 | 0.0178 | 0.0241 | 0.0368 | 0.0495 | |
| 0.0149 | 0.0165 | 0.0229 | 0.0356 | 0.0483 | |
| 0.0136 | 0.0152 | 0.0216 | 0.0343 | 0.0470 | |
| Min Feed rate (mm/tooth) | 0.0124 | 0.0140 | 0.0203 | 0.0330 | 0.0457 |
| Parameters | For Max 0.8 Roughness | Minimal Registered Roughness | |||
|---|---|---|---|---|---|
| RS Al–50%Si | Al6061-T6 | RS Al–50%Si | Al6061-T6 | ||
| Factors | Speed Vc (m/min) | 76.2 | 91.44 | 76.2 | 91.44 |
| Feed rate Fz (10−3 mm/tooth) | 24.13 | 20.32 | 22.86 | 22.86 | |
| Source | DF | Seq-SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 2 | 12.5313 | 6.26567 | 241.92 | 0 |
| Speed | 1 | 11.803 | 0.44038 | 17 | 0 |
| Feed | 1 | 0.7284 | 0.72838 | 28.12 | 0 |
| Error | 23 | 0.5957 | 0.0259 | ||
| Total | 25 | 13.127 |
| Source | DF | Seq-SS | Adj-MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 2 | 6.101 | 3.05049 | 121.69 | 0 |
| Speed | 1 | 5.462 | 0.44879 | 17.9 | 0 |
| Feed | 1 | 0.639 | 0.63902 | 25.49 | 0 |
| Error | 23 | 0.5765 | 0.02507 | ||
| Total | 25 | 6.6775 |
| Cutting Tools | Surface Roughness Parameters | |
|---|---|---|
| Sa (µm) | Sq (µm) | |
| Tool 1 | ||
| Tool 2 | ||
| Tool 3 | ||
| Tool 4 | ||
| Tool 5 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaieb, O.; Olufayo, O.A.; Songmene, V.; Jahazi, M. Investigation on Surface Quality of a Rapidly Solidified Al–50%Si Alloy Component for Deep-Space Applications. Materials 2020, 13, 3412. https://doi.org/10.3390/ma13153412
Chaieb O, Olufayo OA, Songmene V, Jahazi M. Investigation on Surface Quality of a Rapidly Solidified Al–50%Si Alloy Component for Deep-Space Applications. Materials. 2020; 13(15):3412. https://doi.org/10.3390/ma13153412
Chicago/Turabian StyleChaieb, Oussama, Oluwole A. Olufayo, Victor Songmene, and Mohammad Jahazi. 2020. "Investigation on Surface Quality of a Rapidly Solidified Al–50%Si Alloy Component for Deep-Space Applications" Materials 13, no. 15: 3412. https://doi.org/10.3390/ma13153412
APA StyleChaieb, O., Olufayo, O. A., Songmene, V., & Jahazi, M. (2020). Investigation on Surface Quality of a Rapidly Solidified Al–50%Si Alloy Component for Deep-Space Applications. Materials, 13(15), 3412. https://doi.org/10.3390/ma13153412